
Abstract
Due to the excessive use of water required for cotton cultivation, scientists in this field have been looking at waste biomass as an alternative source of fiber supply. Canola waste biomass is a source of textile fibers which effectively costs nothing, as the biomass can be collected from the waste plant stems of canola plants after harvesting. Therefore, an investigation has been conducted to identify the characteristics of canola fiber and of the canola cultivar (Brassica napus L.) suitable for textile applications. In this research, a bio-inspired approach was applied to produce fiber from canola biomass by water retting of four different cultivars (HYHEAR 1, Topas, 5440, and 45H29) cultivated in a greenhouse under controlled atmospheric conditions. It was found that the structural hierarchy of fiber density, mechanical properties and other textile fiber properties of canola fiber differ from cultivar to cultivar, which can be carefully harnessed for different applications. Further, it was found that the density of canola fiber is much lower than that of cotton and other competitive bast fibers, owing to its hollow structure, as revealed by scanning electron microscopy. The results suggest that canola may be an excellent choice for manufacturing of non-woven fabrics, eco-composites, apparel or other technical textiles.
Cotton and regenerated cellulose are the prime sources of plant textiles used for manufacturing clothing and household stuffs. 1 For sustainable industrial growth and the development of natural fiber based commercial products, however, more audacious initiatives need to be taken to explore new sources of nature-based fibers. One such new source of next-generation cellulosic fiber is canola (Brassica napus L.), which is extracted from the biomass of canola plant stems.2,3
To be classified as an industrial textile fiber, a material must possess certain essential and fundamental characteristics, such as fibrous structure, spinnability, strength, fineness, affinity for dyes and reactivity to chemicals.4–8 Canola, with a cellulose content of 61.3%, is a lignocellulosic fiber that exhibits the fundamental properties required to be classified as a natural bast fiber.3,9 The fiber characteristics of textile bast fibers may differ from one cultivar to another, however, due to the intrinsic variability of their natural components such as fibrous nature, morphology of the fiber bundles inside plant stems, cellulose and lignin.10,11 Jute (Corchorus capsularis), hemp (Cannabis sativa L.), flax (Linium usitatissimum L.) and ramie (Boechameria nivea) are a few examples of plants whose bast fibers display distinct characteristics and vary from each other in terms of cellulosic components and chemical and mechanical properties.12,13
Canola is the world’s third largest source of vegetable oil, after palm oil (34%) and soybean oil (33%), accounting for 16% of vegetable oil consumption worldwide, and it is the third most cultivated oleaginous plant.14–18 Canola has a suitable inherent profile for it to emerge as a dominant textile fiber to rival cotton and polyester. Cotton requires 550–950 L/m2 of water consumption for its cultivation, and polyester is tied to the volatility of global petrochemical production.19,20 The production of canola fiber, in contrast, depends entirely on the waste stems or biomass of canola plants post harvesting and requires no additional cost of cultivation or agricultural land. 3
Following the harvest and extraction of oil source (oil seeds) from the canola plants, hitherto there has been no productive application for the plant stems or the biomass. In recent research, textile grade fibers were manufactured from the biomass of canola plants. 3 However, that research study did not detail the effect of different cultivars on textile fiber properties as the canola cultivars used were not identified. 3 Hence, the current research work attempts to investigate the effect of different canola cultivars (HYHEAR 1, Topas, 5440, 45H29) on the textile fiber properties.
Cromack investigated the bast fiber content (%) of five different cultivars of hemp (Fedora 19, Felina 34, Uniko B, Futura 77, and Komopolti) and found the cultivars varied as to fiber content. 21 Cultivar Komopolti had the highest bast fiber content (27.4%) and cultivar Fedora 19 had the lowest (20.8%) among all the five cultivars with a seeding rate of 400 seeds/m2. 21 Similarly, different cultivars of cotton and flax revealed variations in productivity and physical properties.22,23 Four major cultivars of cotton of commercial importance are grown around the world: Gossypium hirsutum (G. hirsutum) (commonly known as “American Upland” or “Long-Staple/LS” cotton) with fiber length of 0.875 to 0.938 inches; G. barbadense (commonly known as “American Pima” or “Extra Long Staple/ELS” cotton) with fiber length of 1.25 to 1.188 inches; and G. herbaceum and G. arboretum with comparatively shorter fiber length of 0.5 to 1.0 inch. 24 Furthermore, fibers obtained from the same bolls of any cotton plant may differ in length, diameter, and also fiber strength. 22 Cottons with longer fiber length and finer diameter are considered higher quality. After conducting research on ten different cultivars of flax, it was concluded that productivity is dependent on the cultivar – cultivar Ariane showed very good productivity, whereas cultivar Nynke showed medium productivity. 23 These facts led to the hypothesis to be addressed in this current research, that different cultivars of canola may also display different textile fiber properties. The current research discusses the effect of four different canola cultivars (HYHEAR 1, Topas, 5440, 45H29) on the textile fiber properties of canola fiber, such as moisture regain, thermal heat resistance, fiber diameter, fiber density and tensile strength of canola fibers, in addition to the fiber yield and retting time of these four cultivars.
Materials
Plant materials
Four different cultivars of canola were used in this research work: HYHEAR 1, Topas, 5440 and 45H29. Ninety-six (96) seeds per cultivar were germinated inside a growth room (Figure 1) of the Department of Plant Science, University of Manitoba (day temperature: 22℃; night temperature: 17℃). “Sunshine® Professional Growing Mix” soil, from Sun Gro Horticulture, Canada, was used for growing the plants. At the two-leaf-stage, the plants were transplanted to larger plastic pots (14.60 cm in height) and placed inside the greenhouse of the Crop Technology Centre of the University of Manitoba. The atmospheric conditions of the greenhouse (temperature: high 25℃, low 22℃, relative humidity 40–50%, light cycle: 16 hours light, 8 hours dark) were controled by Argus Control System Ltd., Surrey, BC Canada. Full-grown plants (Figure 2) were harvested on the 116th day inside the greenhouse. This harvesting time resembles the harvesting time of canola (B. napus) grown in Ontario, Canada, which is also the 116th day (on an average) from the day of seeding.
25
Following harvesting, plant samples were brought to the Textile Laboratory in the Department of Biosystems Engineering at the University of Manitoba. Canola fibers were extracted from the plant stems by water retting at room temperature, and different textile properties of the fibers, such as moisture regain, thermal heat resistance, diameter, density, breaking load, breaking tenacity, strength index and tensile strength, were investigated in the Textile Laboratory of the University of Manitoba, Canada, as well as at the Composites Innovation Centre (CIC), Winnipeg, Manitoba,Canada.
Seedlings in growth room after 144 hours. Full-grown plants inside the greenhouse which are ready for harvesting.
Chemicals
The chemiclas used in this research work were: NaOH (Sigma-Aldrich, Canada); CH3COOH (Sigma-Aldrich, Canada); glycerin (Ricca Chemical Company, USA); Tubingal 4748 (CHT BEZEMA, Germany) softener.
Methods
Retting for canola fiber extraction
Stems from plants of the four cultivars (HYHEAR 1, Topas, 5440 and 45H29) were water retted (Figure 3) in four individual water containers at room temperature. Each of the containers contained 5 L of water. Water was added as needed during the process to maintain a constant water volume of 5 L. A circular lid with a weight on top forced the stems to be completely immersed in the water to ensure homogenous retting. A small space was kept open for air exchange.
Water retting of stems.
Water retting of the samples was started and stopped as a single batch. The retting point is reached when virgin fibers do not cling to the stem strongly but adhere loosely to the stem surface and can be extracted easily without any pulling force. When the retting point was reached for most of the stems in the whole batch, all the stems were taken out at the same time.
To prevent over-retting of the stems, regular inspection (after every 12 hours) was conducted as the retting experiment was in progress. During daily inspection of the retting bath, it was observed that fibers were coming out from the exterior of the stems at the bottom of the water bath sooner than from the stems at the top. Hence it was expected that stems at the bottom of the water bath would reach the retting point sooner than the stems at the top, which might cause over-retting of the former. Therefore, the stems were regularly flipped in position from bottom to top and top to bottom of the bath to prevent over-retting or under-retting. Each of the water baths was monitored daily to determine the end point of retting. With gradual progress to the end point of the retting process, fibers were naturally coming away from the stem exterior. When the retting end point arrived, a fine needle was used to make a single slit along the length of each stem (Figure 4) to unravel the whole virgin fiber skin from the stem exterior (Figures 5 and 6) manually. This technique of manual fiber extraction was used to prevent fiber loss.
Single slit method with a fine needle to extract canola fiber from stem exterior. Canola fiber extraction from the stem. Separation of virgin canola fiber from the plant stick after retting of canola plant stem.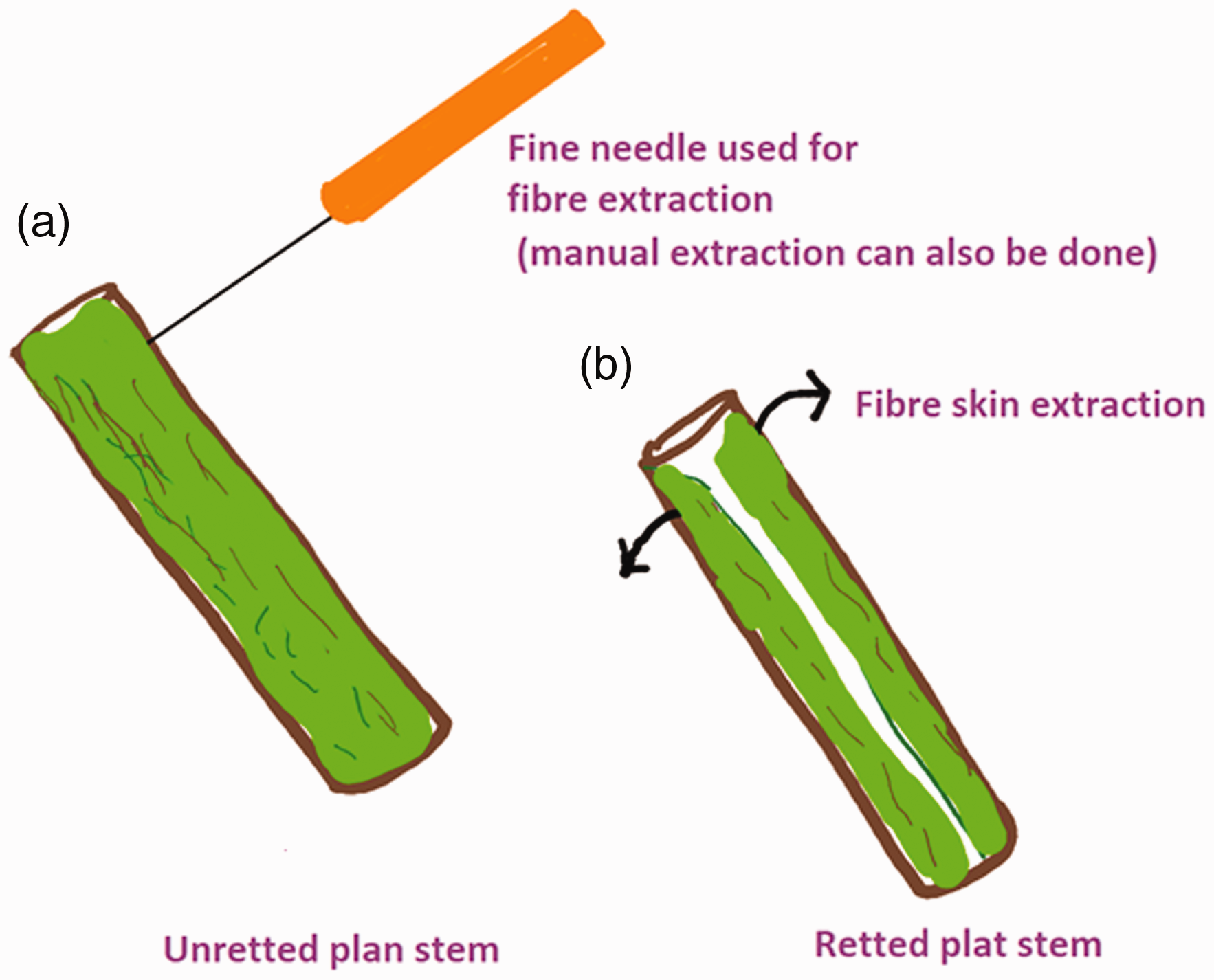

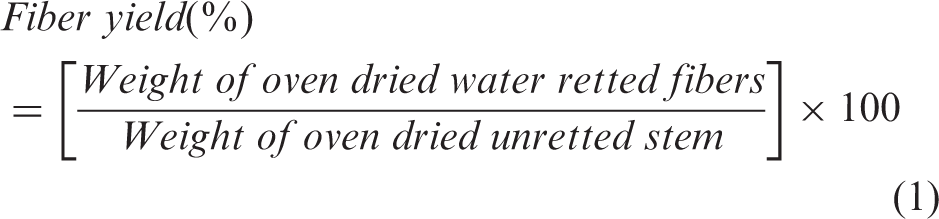
Fiber yield (%) and moisture regain (%) measurement
The extracted virgin canola fibers were washed and dried at room temperature followed by oven drying for eight hours at 105℃ in an incubator, according to the ASTM D2495-07 standard, and the oven dried virgin fibers were reweighed.
26
The fiber yield (%) and moisture regain (%) of the extracted virgin fibers were calculated using Equations (1) and (2)

Surface modification of virgin canola fiber
Virgin canola fiber is not suitable for evaluation of its fiber properties due to its inherent stiffness, harsh hand-feel and absence of single fiber entity. Hence, the virgin water-retted fibers (Figure 7) were treated with 10% softener (detailed in the following section). The softener treatment produced fibers (Figure 7) possessing single fiber entity, flexibility and softness. Hence, in this research, only the softener-treated fibers were used to investigate the textile fiber properties of the four canola cultivars.
Virgin canola fibers (left) and softener-treated canola fibers.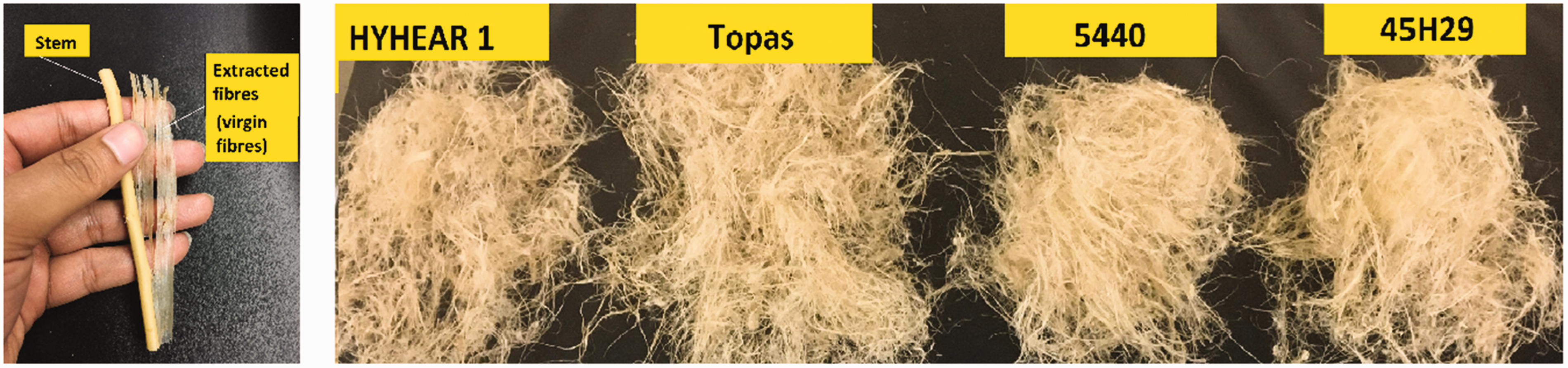
The experimental model for surface modification of the water-retted virgin canola fibers involves three consecutive treatment steps: first, alkaline scouring of water-retted virgin canola fibers; second, acidic treatment of the alkali-scoured canola fibers; and, third, softening treatment of the acid-scoured fibers. During each step, 400 ml of chemical solution was used while modifying the surface of the virgin canola fibers.
Alkaline scouring involves treating the virgin water-retted fibers with 400 ml of a solution of 5% NaOH and 0.5% wetting agent (glycerin) at 60℃ for 60 minutes, followed by rinsing for 15 minutes in distilled water and then drying at room temperature.
Acidic scouring involves treating the alkali-scoured fibers (step 1) with 400 ml of a solution of 4% acetic acid at 60℃ for 30 minutes, followed by rinsing for 30 minutes in distilled water and drying at room temperature.
In the softening treatment (step 2), the acid-scoured fibers were treated with 400 ml of a solution of 10% Tubingal 4748 at 40℃ for 30 minutes at an acidic pH of 4.5 (controled by acetic acid). The softened fibers were rinsed for 15 minutes in distilled water and dried at room temperature. The treatment kinetic is given in Figure 8.
Temperature (oC)–time (min) curve of the 10% softener treatment kinetics.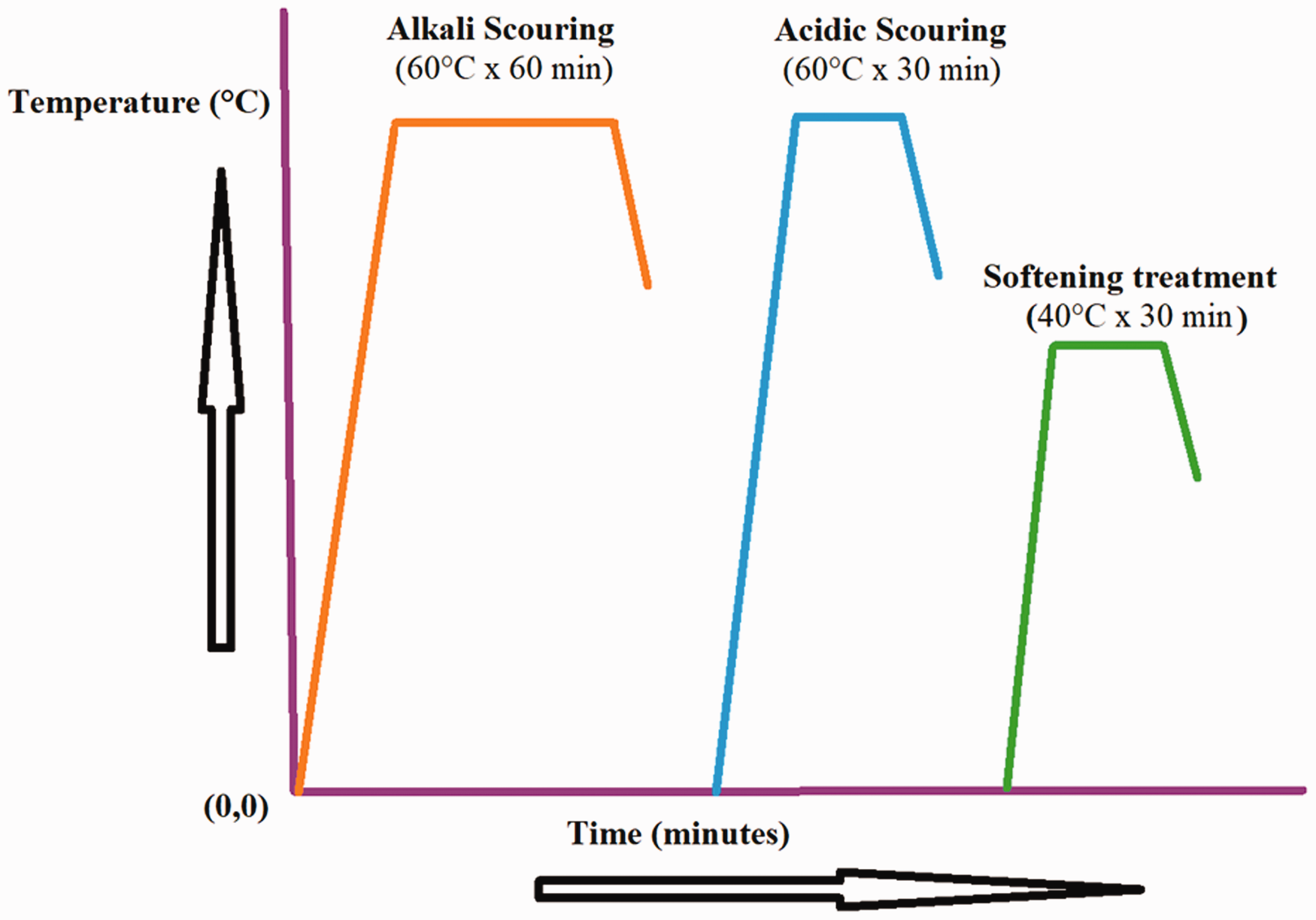
Fiber thermal resistance measurement
A thermal melting point analyzer (Linkam Scientific Instruments Ltd, UK) at the Biosystems Engineering Department of the University of Manitoba was used to assess the thermal resistance temperature of the softener-treated fibers. The melting point analyzer is comprised of a heating plate controler connected to a link pad (Model: T95 HS, UK), an imaging apparatus (Linkam Scientific Instruments Ltd, UK), and a color monitor (Dynax, Model: DX-22L 150A11, UK). First, 50 g samples were set on a glass slide in the machine and the temperature increased at a rate of 10℃/min. Thermal resistance in this research refers to the temperature at which the specimen loses its initial color appearance and starts to have a blackish burnt appearance, which was observed visually using the color display monitor. This method has been also followed and used in recent research works for natural fiber characterization. 3,29,35
Fiber diameter measurement
The diameter of the softener-treated canola fibers was assessed at CIC using FibreShape software (Innovative Sintering Technologies Ltd, Switzerland).
The test equipment comprised a flatbed scanning system connected to a computer with FibreShape software for diameter analysis. This diameter measurement system is based on a quantitative image analysis system. The fibers were individualized as much as possible using a fine comb prior to being placed on the scanning plate of the flatbed scanner for imaging. The FibreShape diameter measurements are based on the entire image scanned, thus taking into account the entire sample of fibers seen in the image including different diameters of different fibers, and diameter changes along the length of the same fiber, because the whole fiber is assessed. The measurement is two dimensional, as it is based on a scanned image that is a profile view of the fiber (i.e., it can only see what is presented to the scanner; it does not account for a non-circular cross-section, if the fiber is actually elliptical). However, since a large number of fibers are scanned, the diameter measurement should accurately represent the three-dimensional diameter because, if the fibers are actually elliptical, some will be placed on the scanner so that the thin profile is shown, some will be oriented to show the thicker profile, and the average should be an accurate average. Twenty-two individual fibers per cultivar were measured.
Fiber density measurement
The density of the softener-treated canola fibers was assessed according to the working procedures and atmospheric conditions of ASTM D817142 at CIC, using an automatic gas pycnometer (Quantachrome Ultrapyc 1200e, Quantachrome Instruments, USA). The pycnometer accurately and precisely measures the volume of the fiber specimen through N2 gas displacement. The weight of the sample is measured using an electronic balance before loading it inside the pycnometer. Therefore, the density of the specimen is determined by dividing the weight of the sample by its volume. The details of the density measurement using this technique are given elsewhere. 27
Fiber cross-section investigation by scanning electron microscopy
Cross-sections of the canola stems and virgin canola fibers were investigated at the Manitoba Institute for Materials (MIM) by scanning electron microscopy (SEM) using a high-resolution FEI Nova NanoSEM to obtain the SEM micrographs. Prior to conducting SEM, canola stems and fiber samples were coated with gold and images were taken at different high and low levels of magnification (100× to 12,000×) for context.
Fiber tensile property measurement
The breaking load of the softener-treated canola fibers was measured, according to the ASTM D1445M-12 standard,
28
using a Pressley Fiber Bundle Strength Tester (Model F215, SDL Atlas Instruments, USA). The tests were conducted in a humidity chamber (ENCONAIR GRC-40, Enconair Ecological Chambers Inc., Canada) at the Department of Plant Science of the University of Manitoba, with temperature of 23.0℃ and relative humidity of 50.0%. Strength index, breaking tenacity and tensile strength were calculated using the following equations

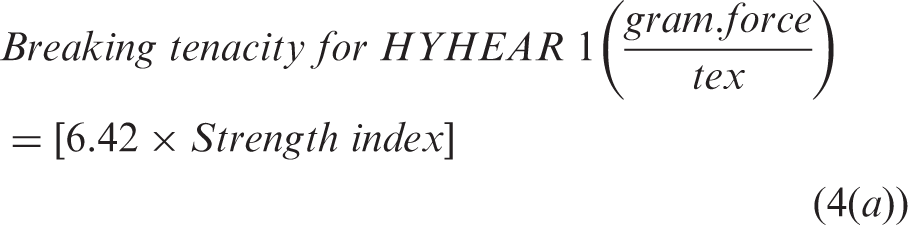



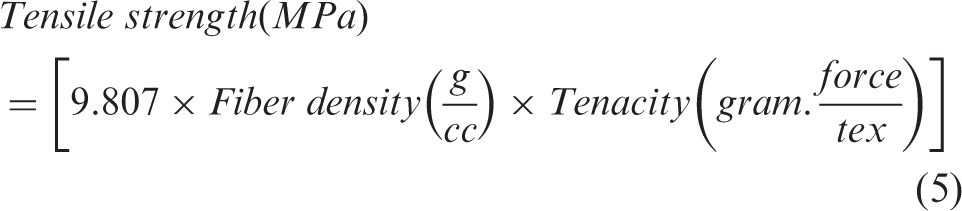
Equations (3) and (4a–d) are in accordance with ASTM D1445M-12. 28 However, the prefactors have been changed from 6.8 to 6.42, 6.51, 6.61 and 6.85, which are given in Equations (4a–d) for the canola cultivars HYHEAR 1, Topas, 5440 and 45H29, respectively, depending on their densities (presented in in Appendix 1). This was necessary as the original ASTM breaking tenacity equation (B = 6.80 F/m) was developed using a density of 1.42 g/cc for cotton, according to ASTM D1445M-12. 28 Equation (5) has been developed (calculation shown in Appendix 2) to calculate the fiber tensile strength using the fiber density.
El-Messiry and Abd-Ellatif tested five different varieties of Egyptian cotton (Giza 86, Giza 87, Giza 88, Giza 90 and Giza 45) for single fiber tenacity, using a vibroscope, and bundle fiber tenacity using a high volume instrumentation (HVI) tester. 24 They found that the bundle fiber tenacity of cotton fibers was positively correlated with yarn tenacity, with a correlation coefficient of 0.76, whereas the correlation coefficient between single fiber tenacity and yarn tenacity was 0.21. 24 The explanation for this difference between correlation coefficients was the high degree of variability of tenacity among single fibers when tested by the single fiber method and lower variability when tested by the bundle fiber method. 24 It was reported that the coefficient of variation (CV) of the tenacity of Giza 45, Giza 87, Giza 88, Giza 86 and Giza 90 was 34.59%, 41.17%, 41.89%, 29.73% and 29.99%, respectively, when tested by the single fiber testing method by vibroscope, and 3.3%, 3.6%, 3.9%, 4.9% and 4.0% when tested by the bundle fiber testing method in the HVI tester. 24 Therefore, in the present study, the tenacity of the canola fiber was measured in bundle fiber form, using a Pressley Bundle Fiber Strength Tester.
Experimental design flowchart
Figure 9 shows the experimental stages and replications per experiment of the current research. The entire characterization (moisture regain, thermal resistance, diameter, density and tensile properties) of the canola fiber was conducted using 10% softener-treated canola fibers, as indicated in Figure 9. At least three replications or specimens per canola cultivar were used during each fiber characterization, as shown in Figure 9.
Flowchart of experimental design of this research study.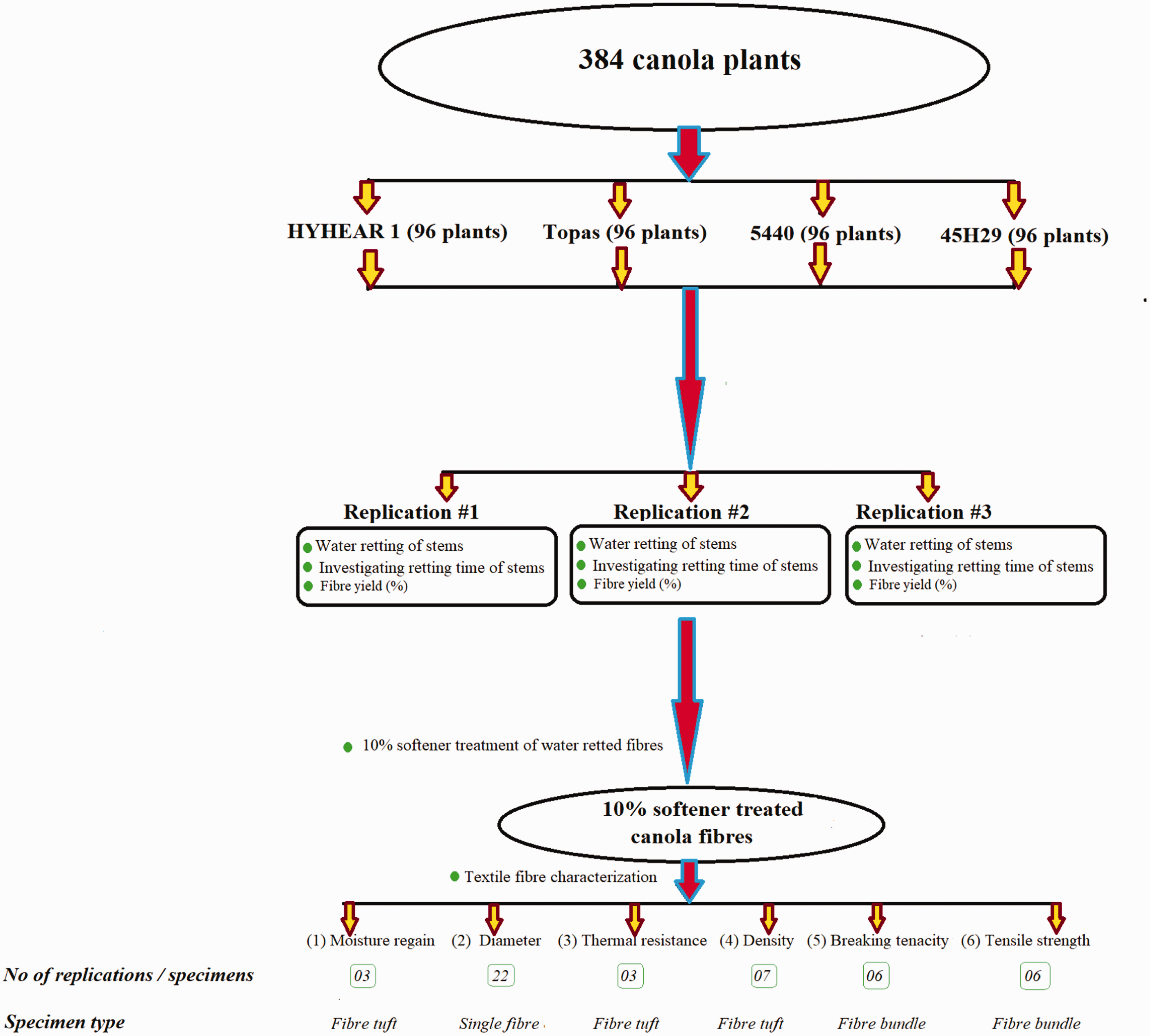
Data analysis
ANOVA statistical analysis (α = 0.05) was conducted to determine the presence of any significant variation among the means, and Fisher’s LSD test (α = 0.05) was conducted for pairwise comparison among the means using Microsoft Excel software (Version 2013, Microsoft Corporation, USA).
Results and discussion
Properties of different canola cultivars and their textile fibers (10% softener treated)
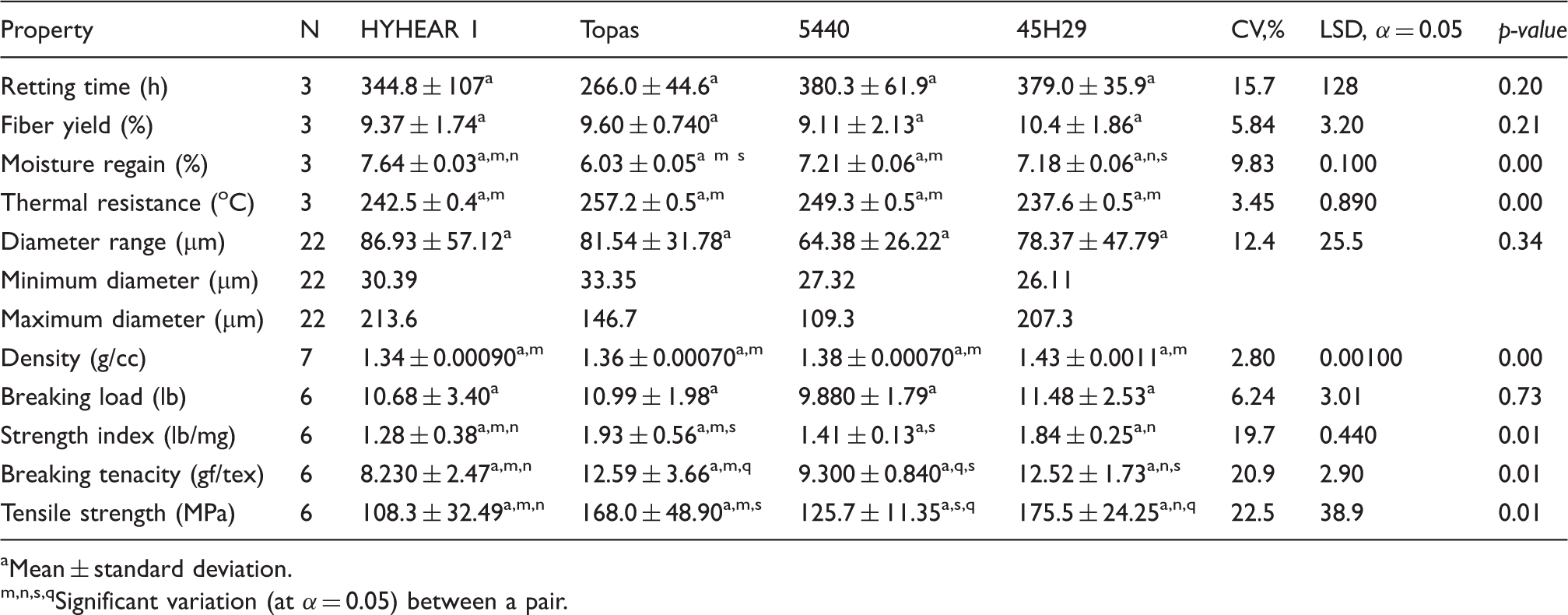
Mean ± standard deviation.
Significant variation (at α = 0.05) between a pair.
Comparison of properties of canola fibers and other natural fibers
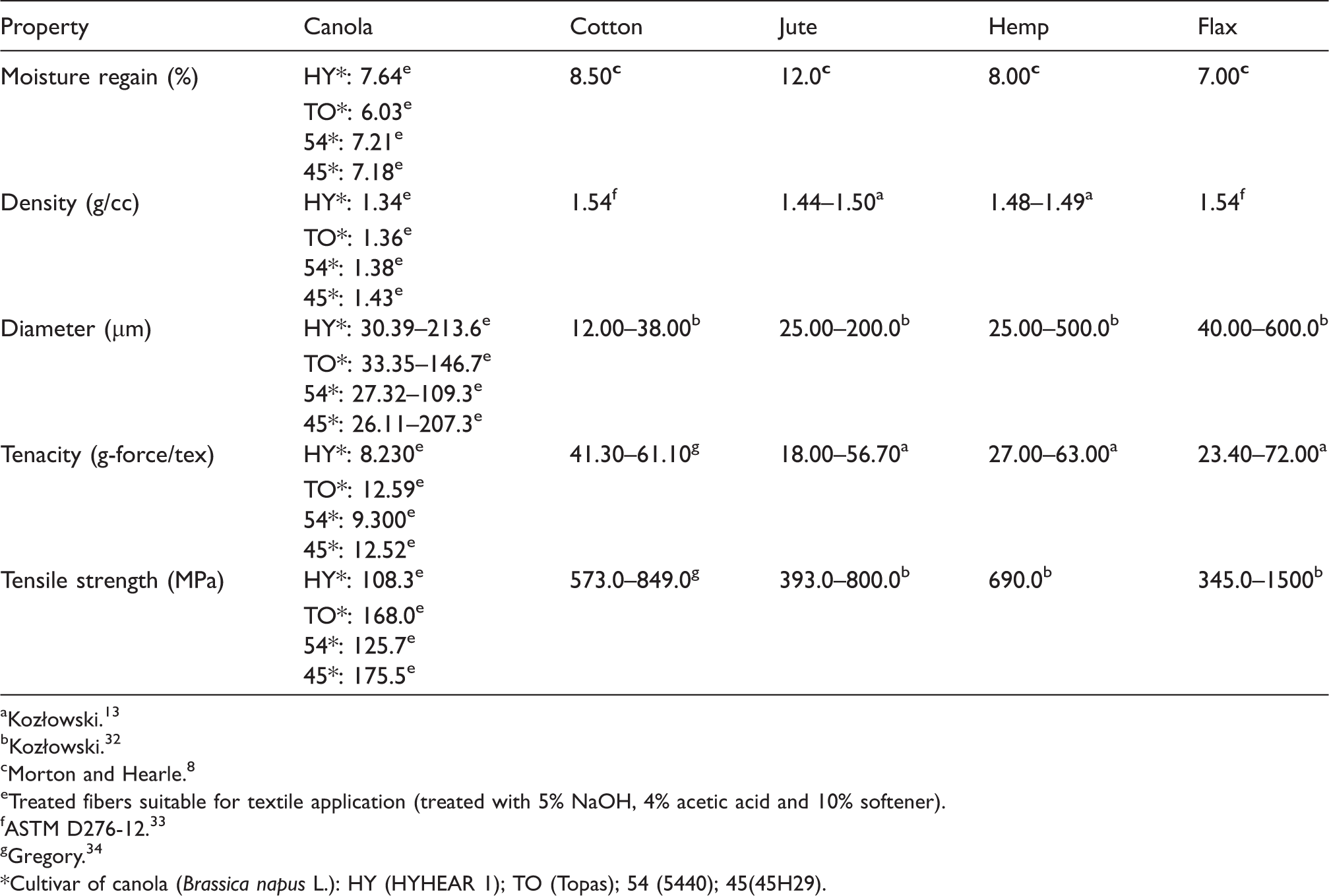
Kozłowski. 13
Kozłowski. 32
Morton and Hearle. 8
Treated fibers suitable for textile application (treated with 5% NaOH, 4% acetic acid and 10% softener).
ASTM D276-12. 33
Gregory. 34
Cultivar of canola (Brassica napus L.): HY (HYHEAR 1); TO (Topas); 54 (5440); 45(45H29).
Retting time of biomass
Table 1 shows that cultivar 5440 had the longest average retting time (380.3 h) and Topas the shortest retting time (266 h) of the four cultivars. However, there is no significant difference among the means of the retting times for the canola cultivars (p > 0.05). Research on 20 different B. napus and B. juncea cultivars (excluding 5440 and 45H29) found retting times ranging from five to 12 days (120–288 hours), and the retting times for HYHEAR 1 and Topas were found to be nine days (216 hours) and 11 days (264 hours), respectively. 29 During the extraction of fibers from the stems, it was observed that the force required to extract fibers was different for individual plant stems within the same cultivar. Some stems required less pulling force to extract the fibers, while others required comparatively more. The fibers extracted from some plants exhibited a softer hand-feel due to over-retting, while others were under-retted and stiffer, although they had been retted in the same water bath.
Fiber yield (%) of different canola cultivars
The fiber yield (%) of the four cultivars after retting is given in Table 1. Among the four cultivars, 45H29 exhibited the highest mean fiber yield (10.41%) and 5440 the lowest (9.11%). There is no statistically significant difference among the means of the fiber yield (%) (p > 0.05), however. A similar mean fiber yield (10.86%) was also obtained in a recent study of 13 different canola cultivars. 29 Research was conducted to investigate the cotton seed yield (kg ha−1) and fiber percentage among four different herbaceous cotton cultivars (FiberMax 993, BRS 286, BRS 335 and BRS 336) grown in Brazil under different irrigation slides, and it was found that FiberMax 993 (4,926.3 kg ha−1) and BRS 286 (4,634.6 kg ha−1) produced higher seed yield than BRS 335 (4,183.8 kg ha−1) and BRS 336 (4,070.5 kg ha−1). 30 It was also reported that cultivar BRS 336 produced the lowest percentage of fibers (38.8%) compared with the other three cultivars: FiberMax 993 (43.1%), BRS 286 (43.1%) and BRS 335 (42.5%). 30 Further, separate research work conducted on Ukrainian monoecious Uso 11 hemp cultivar (an early maturing cultivar) compared with 13 other hemp cultivars (dioecious and monoecious) originating from various parts of Europe found that there were significant differences in the bast fiber content in stem (p < 0.001) and bast fiber yield (p < 0.001) among the 14 cultivars. 31 Therefore, it can be seen that the fiber yield (%) depends on the nature of the textile fiber.
Moisture regain of different canola cultivars (10% softener treated)
Table 1 shows that there is a statistically significant difference (p < 0.05) between every pair of means for the canola fibers except between 5440 and 45H29, where HYHEAR 1 showed the highest (7.64%) moisture regain and Topas showed the lowest (6.03%). However, moisture regains of 20–30% were reported for some unknown canola cultivars in recent research. 3 Further, by comparing the datum of moisture regain of individual fibers in Table 2, it can be seen that the moisture regain values of canola fibers are comparable to those of cotton (8.5%), jute (12.0%), hemp (8.0%) and flax (7.0%). 8
Thermal resistance of different canola cultivars (10% softener treated)
The cultivar with the highest thermal resistance was Topas (257.2℃) and the lowest was 45H29 (237.6℃). A statistically significant difference (p < 0.05) between every pair of means was identified for the four canola cultivars, as displayed in Table 1. The results of this current research are in agreement with recent research, where a similar method and machine was used to assess the thermal resistance of canola fibers as in this study.3,29 One study found a thermal resistance of 240.0℃ for virgin-retted canola (Reston cultivar) fibers, and 260.0℃ and 225.0℃ for two enzyme-treated canola cultivars (Apollo and Hero) respectively, while another reported a thermal resistance value of up to 250.0℃ for an unknown canola cultivar.3,29 Using the same methodology, the thermal resistance of cotton was reported to be 248℃, which is close to the decomposition temperature (305℃) of cotton.35,36
Diameters of different canola cultivars (10% softener treated)
The mean diameters of the cultivars were found to be 86.93 ± 57.12 µm for HYHEAR 1, 81.54 ± 31.78 µm for Topas, 64.38 ± 26.22 µm for 5440, and 78.37 ± 47.79 µm for 45H29 (Table 1). No significant differences were found among the fiber diameters of the four canola cultivars (p > 0.05) (Table 1), which is due to the larger variations in diameter. Such variations in natural fiber diameter are very common: large variations in fiber diameter of jute (25–200 µm), cotton (12–38 µm), hemp (25–500 µm) and flax (40–600 µm) have been reported (Table 2).
Research was conducted on the fiber diameter of six cultivars of New Zealand flax (Phormium tenax): Tapamangu, Arawa, Paretaniwha, Makaweroa, Takaiapu and Takirikau, and significant differences among their fiber diameters (p < 0.05) were reported. 37 Further, mean diameters of 13.88 µm, 12.32 µm, 15.50 µm, 14.71 µm, 31.12 µm and 26.207 µm for virgin canola fibers were obtained from unknown cultivars, where the fibers were individualized and their diameters were measured using a Bioquant analyzer. 3 The minimum diameter of 26.11 µm for cultivar 46H29 found in this current study (Table 1) is close to those found in recent research works. 3
Density of different canola cultivars (10% softener treated)
Comparison of density (g/cc) between canola and other natural cellulosic fibers
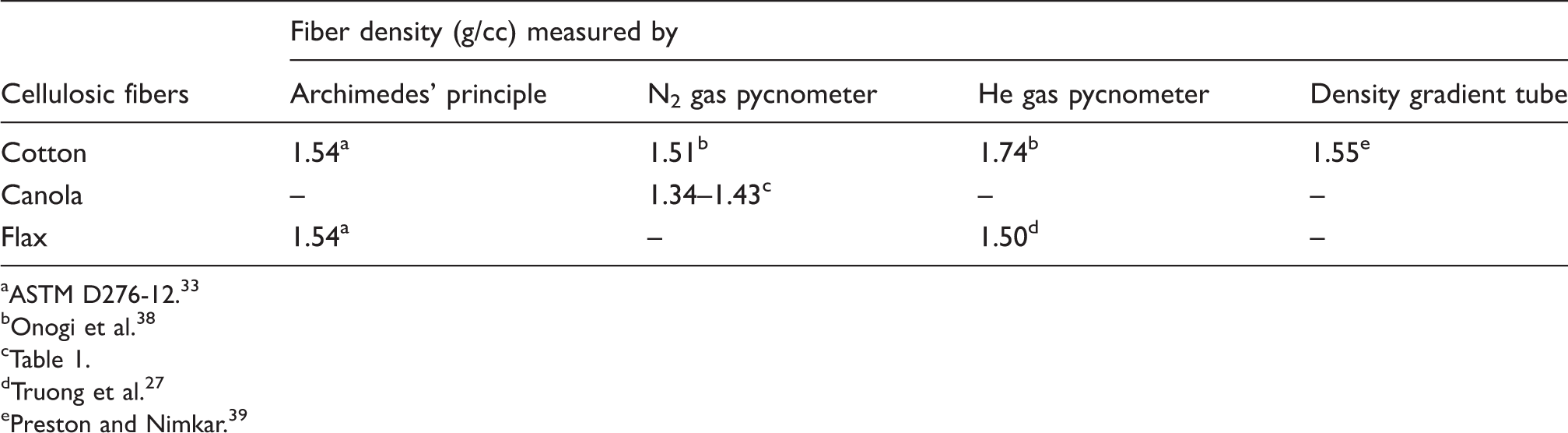
ASTM D276-12. 33
Onogi et al. 38
Truong et al. 27
Preston and Nimkar. 39
The density of all four canola fibers measured in this study (1.34–1.43 g/cc) is lower than cotton, which is 1.54 g/cc (measured by Archimedes’ principle, ASTM 2012), 1.509 g/cc (measured by N2 gas pycnometer), 1.743 g/cc (measured by He gas pycnometer), or 1.55 g/cc (measured by density gradient tube) (Table 3). Further, the density of canola fiber is also lower than that of flax (1.50 g/cc, measured by N2 gas pycnometer, Table 3), jute (1.44–1.50 g/cc) and hemp (1.48–1.49 g/cc) (Table 2). (No data was found regarding the measurement method for jute and hemp.)
The potential of canola fibers for application in composite structures should be studied because of canola’s superior light-weight characteristics compared with other natural cellulosic fibers. The low density of canola fiber has enormous implications in technical textile industries, especially in aerospace and automotive applications for reducing fuel consumption and related fuel costs. Therefore, canola fiber composites can be a light-weight alternative to other currently-used natural fiber-reinforced hemp and flax composites. Based on these features, canola may be termed a “natural low-weight fiber”, whose features can also be harnessed in different technical textiles or natural fiber-reinforced composite applications.
Manufacturers of geotextile fabric purchase fibers on the basis of weight, however, the geotextile fabric produced is sold by fabric length (linear yards). Therefore, the more light-weight a fiber can be (i.e., lower density), the more a manufacturer can buy and produce the same fabric length at a lower price than with heavy-weight (i.e., higher density) fibers. This commercial transaction offers huge economical savings from using light-weight fibers to manufacture geotextile fabric. Currently, flax and hemp fibers are preferred for geotextile applications due to their low cost and biodegradability, however, the densities of these two fibers are much higher than the density of canola fibers. In this regard, canola can be an excellent choice to produce comparatively more light-weight geotextile fabric where biodegradable fabric is required, such as vegetation. Further, canola fibers have an advantage over coir fibers for use in erosion control products due to the canola fiber’s proximity of production. 43
SEM micrographs of canola fibers
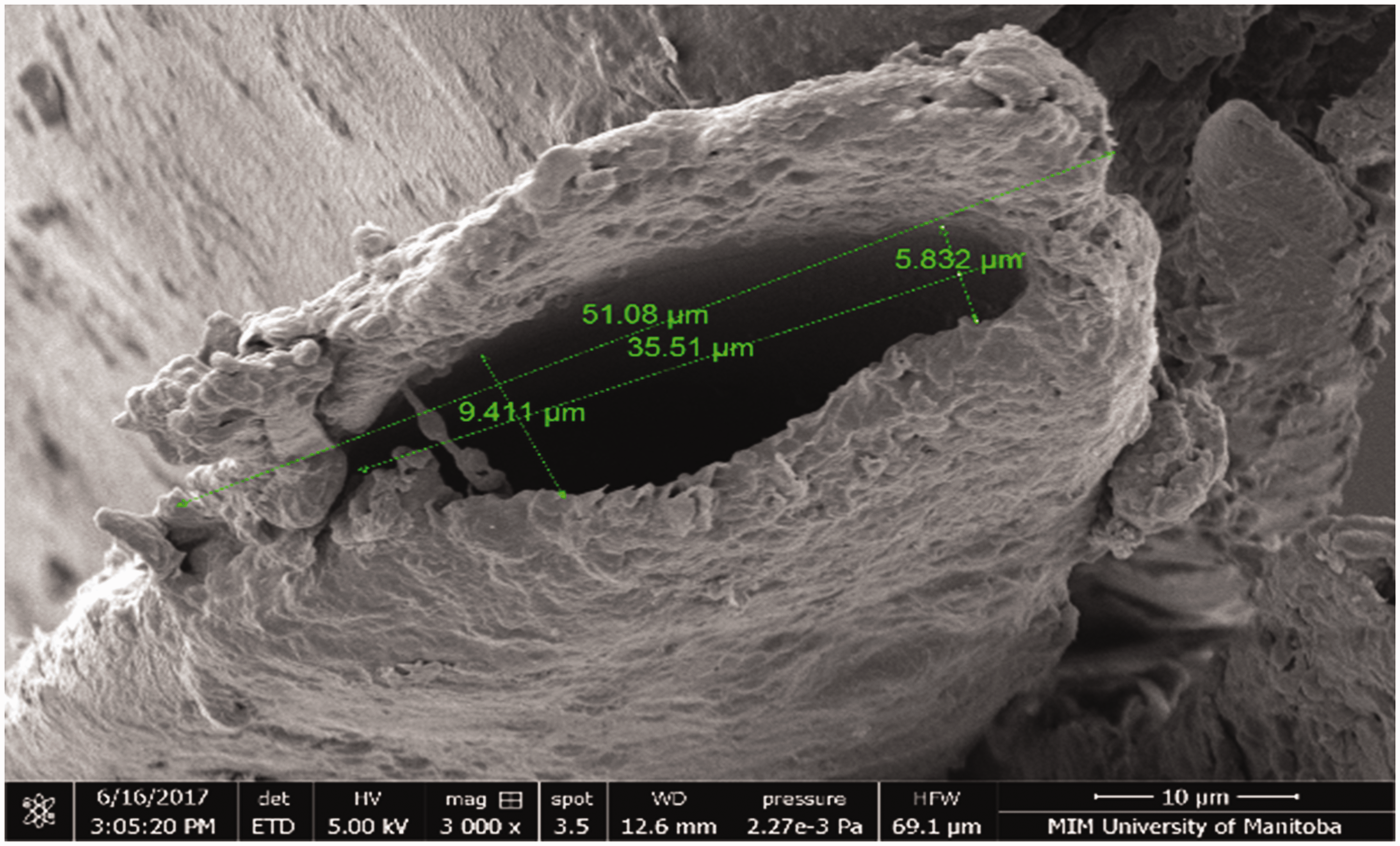
SEM micrographs showed that the longitudinal view of the surface of the canola fibers is smooth as no special feature can be seen, like wool scale or cotton twist (Figure 10). However, the cross-section of a canola fiber shows a hollow structure which is surrounded by thick layers (Figure 11). The shape of the hollowness or so-called ‘lumen’ is polygonal (Figure 12), ranging from almost circular to a thin canal. The size of the hole is about 5–35 µm while the width of the thick outer layer is about 15–20 µm (Figures 11 and 13). This hollow structure of canola fibers is responsible for their low fiber density.
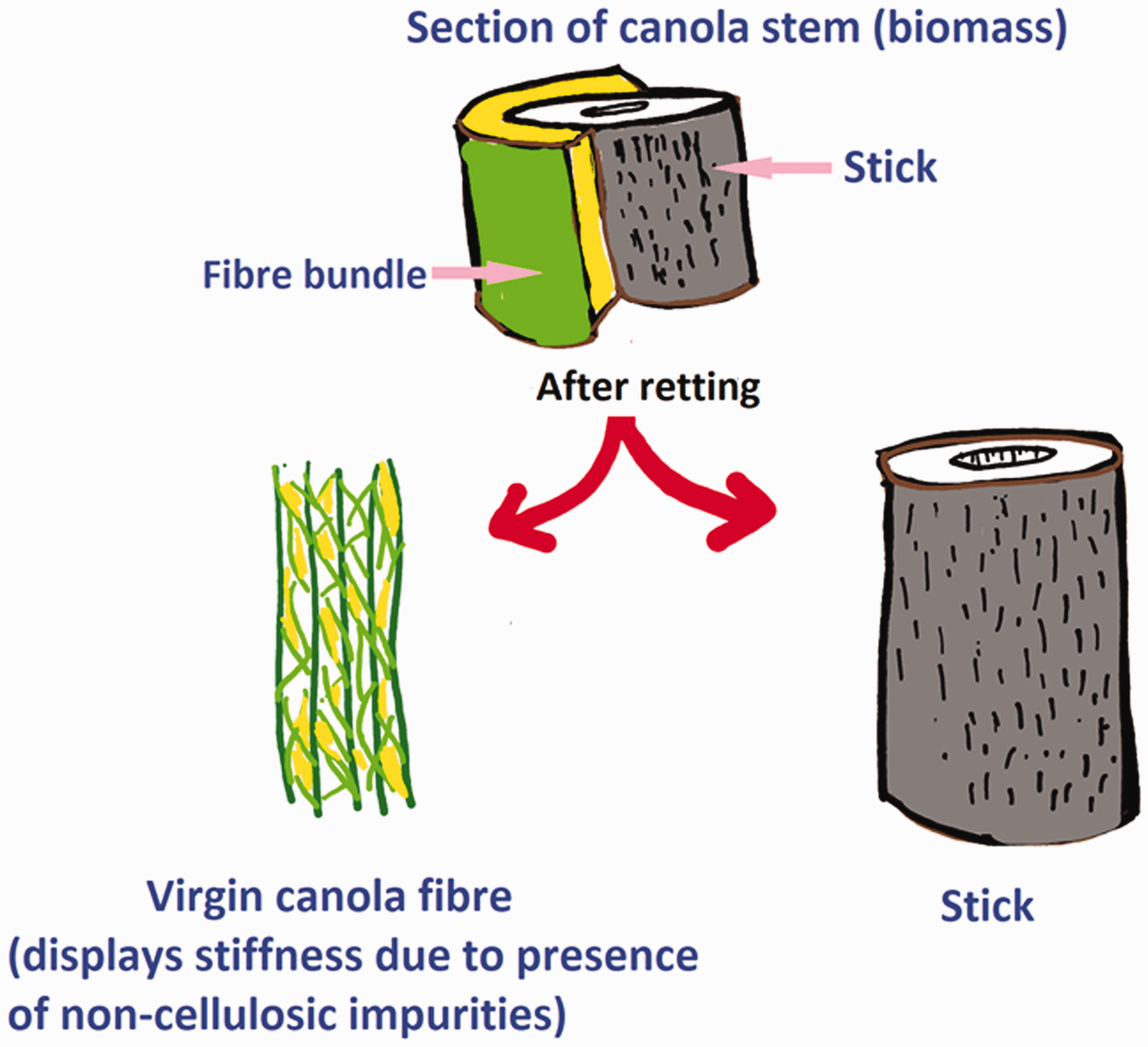
Longitudinal view of canola fibers. Cross-sectional view of a canola fiber. Cross-sectional view of canola stem. Cross-sectional view of canola stem showing different sizes and shapes of fibers.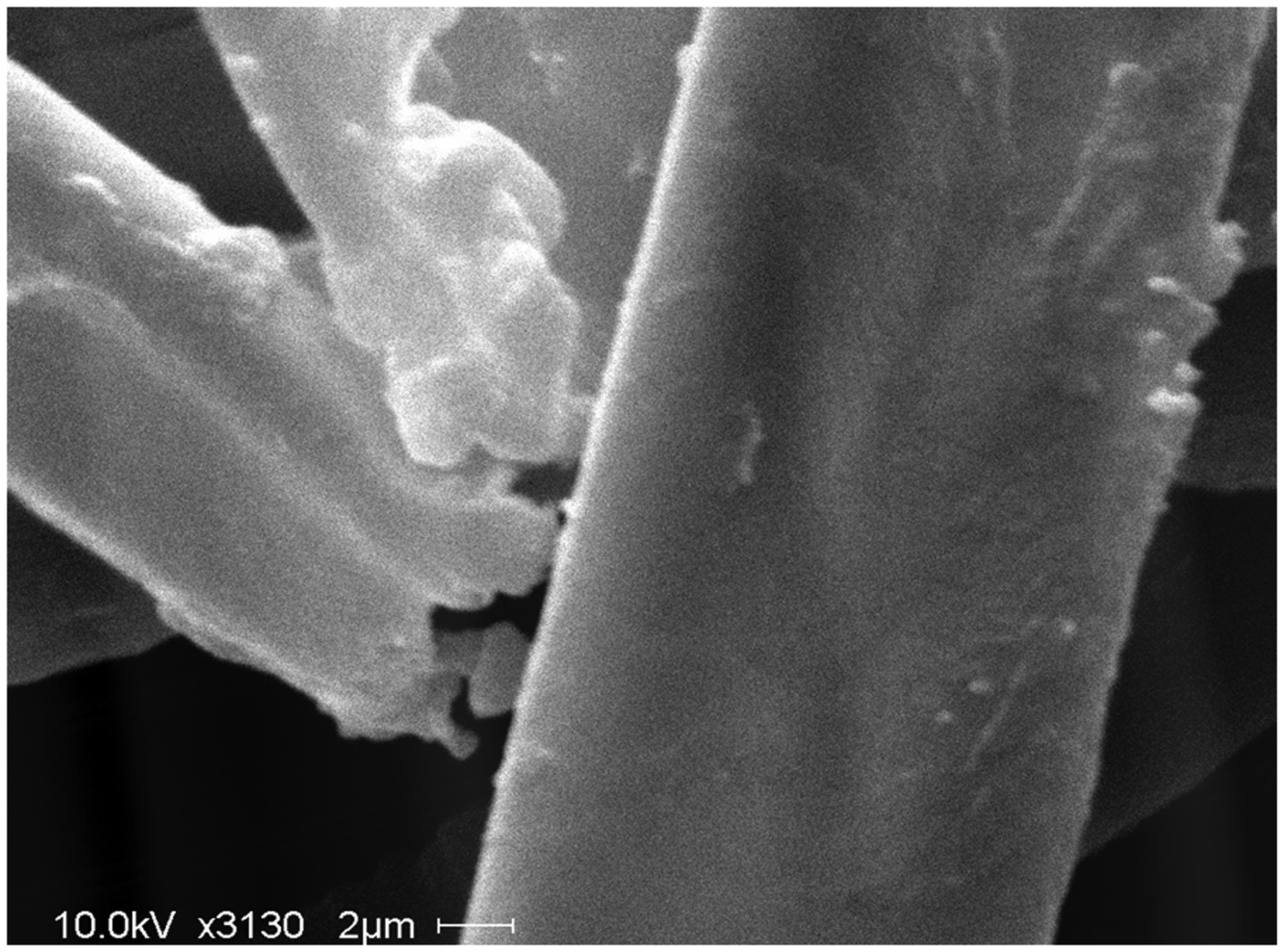
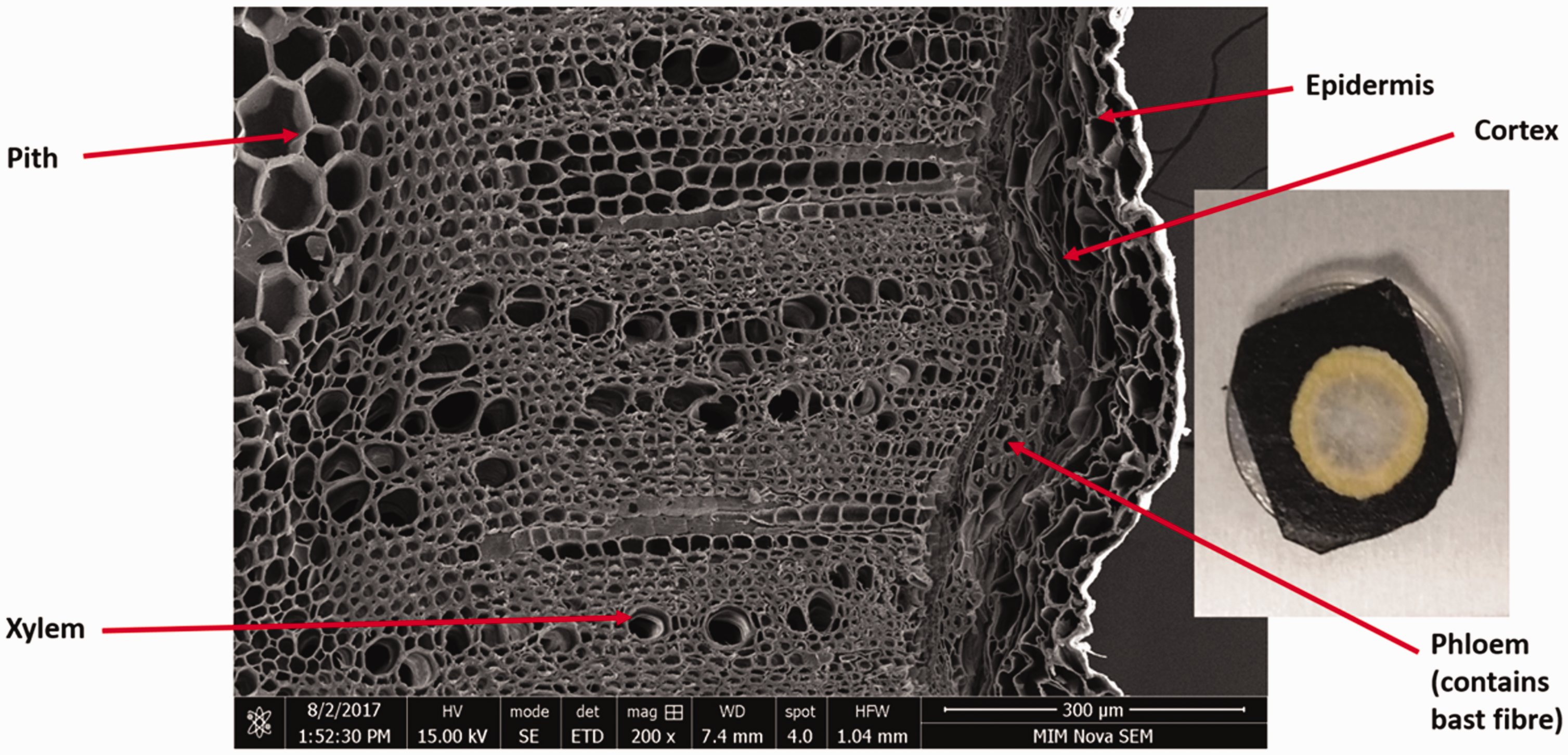
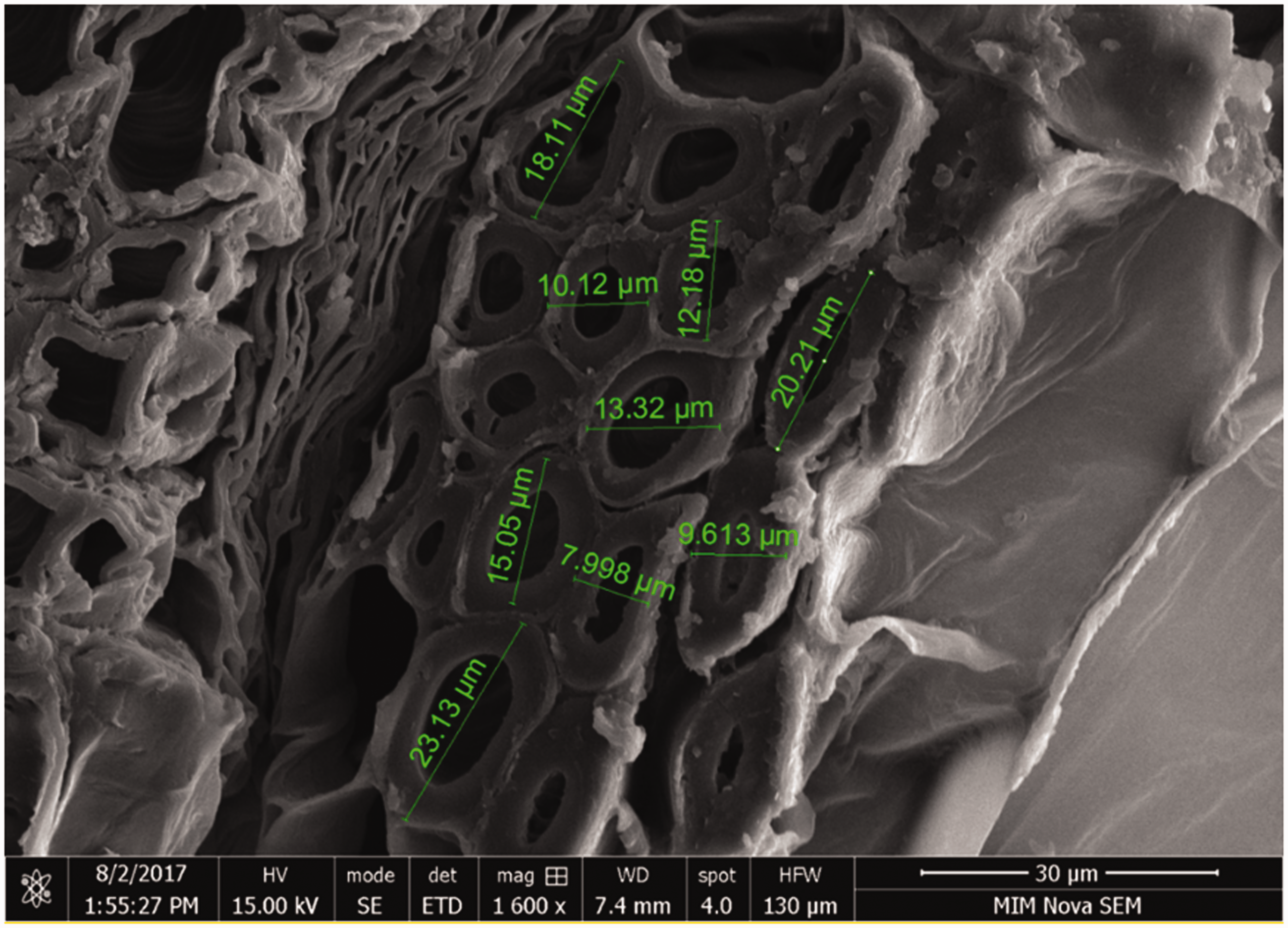
The cross-section of a canola stem (Figure 12, 13) reveals the group of virgin canola fibers (or bundle of fibers after extracting them from the stem exterior) and single fibers (separated from the bundle of virgin fibers). The plant cross-section also shows the hollow structure of the fibers. Figure 13 shows the diameter variation, as diameter ranges from as low as 8 µm up to 23 µm or more.
Tensile strength of different canola cultivars (10% softener treated)
Equations (3), (4a,b,c,d) and (5) were used to calculate the strength index, breaking tenacity and tensile strength of the four canola cultivars that are reported in Table 1. The ranking (higher to lower) of strength index and breaking tenacity for the four cultivars are similar, as seen in Table 1, namely: Topas (1.93, 12.59 gf/tex) > 45H29 (1.84, 12.52 gf/tex) > 440 (1.41, 9.30 gf/tex) > HYHEAR 1 (1.28, 8.23 gf/tex). It can also be seen that there is a significant difference among the means of the strength index and breaking strength of the softener-treated fibers of these four cultivars (p < 0.05), and the greatest variation lies in three pairs: HYHEAR 1 and Topas, HYHEAR 1 and 45H29, Topas and 5440. Further, it was interesting to find a significant statistical difference between 5440 and 45H29 regarding strength index but no such difference in their breaking tenacity.
As displayed in Table 1, 45H29 showed the highest tensile strength (175.45 MPa) and HYHEAR 1 the lowest (108.33 MPa). However, ANOVA statistics show that there is a significant difference among the means of tensile strength of the softener-treated fibers of four cultivars (p < 0.05). Fisher’s LSD test similarly shows a significant difference in tensile strength between every pair except two: HYHEAR 1 (108.3 ± 32.49 MPa) and 5440 (125.7 ± 11.35 MPa), and Topas (168 ± 48.90 MPa) and 45H29 (175.5 ± 24.25 MPa) (Table 1). The tensile strength of canola fibers is less than that of the reported value of hemp (310–390 MPa), flax (345–1500 MPa), jute (220–530 MPa) and cotton (280–840 MPa). 41 This variation can occur for different reasons, one of which could be the different results depending on the tensile strength testing principle applied, i.e., constant rate of extension (CRE) or constant rate of loading (CRL), or the lower density of canola could also play a role in this regard. For example, it was reported that a 60-denier nylon yarn requires 40 seconds (breaking stress 5.8 g/denier) to break when tested by a Scott Serigraph (CRL instrument) but 30 seconds (breaking stress 5.2 g/denier) when tested by Instron (CRE instrument). 7 Since the tensile strength of canola fibers is lower than that of the other available bast fibers, this limitation should be investigated further to determine its possible impact on the end use.
Conclusion
In summary, textile grade fibers were produced from water retting of the biomass of four different cultivars of canola (HYHEAR 1, Topas, 5440 and 45H29). The canola fibers exhibited an excellent combination of moisture regain and light-weight fiber properties. It was found that HYHEAR 1 exhibited the highest moisture regain among the four cultivars, followed by 5440. It appears that the moisture regain of canola fiber is similar or close to that of flax, hemp and cotton. Moreover, canola fiber proved to be of lower density than cotton, hemp, flax and jute fibers. Among the four canola cultivars, HYHEAR 1 had the most light-weight fiber, followed by Topas. SEM micrographs revealed the hollow structure of canola fibers, which is responsible for their lower density in comparison with cotton and the bast fibers. Among the four cultivars, 45H29 displayed the lowest fiber diameter and thermal resistance while HYHEAR 1 and Topas showed the highest fiber diameter and thermal resistance. The wide range of fiber diameters resembles the other bast fibers like jute, flax and hemp. HYHEAR 1 displayed the lowest tenacity and tensile strength, whereas 45H29 demonstrated the highest fiber tenacity and tensile strength. The strength of canola fiber is lower than that of the other commonly used textile fibers, however, it is sufficient for use in apparel and many non-apparel applications.

Footnotes
Acknowledgements
The authors are grateful to Dr Robert Duncan (Associate Professor, Department of Plant Science, University of Manitoba) for providing the canola seeds and granting access to the growth chamber and greenhouse. The authors also acknowledge the significant co-operation of Garett Keith (Engineer, EIT, CIC) and Jennifer Bell (Engineer, EIT, CIC) during fiber characterization; Jia Sun (PhD student, Department of Plant Science, University of Manitoba) during plant growing and harvesting, and Dr Ravinder Sidhu of Manitoba Institute of Materals (MIM) for help with the scanning electron microscopy.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The study was jointly funded by the Composites Innovation Centre (CIC), Canada, MITACS (Canada) and University of Manitoba Graduate Fellowships (UMGF).