
Abstract
Detergency of commercial liquid detergents before and after modification with SB3C16 (5%, m/m) sulfobetaine (N-hexadecyl-N,N-dimethyl-3-ammonio-1-propanesulfonate) was examined using colorimetric analysis based on a CIELab system. The EMPA 101 standard cotton fabric soiled with carbon black and olive oil was used in washing tests under the following experimental conditions: the concentration of liquid laundry detergents 1.25–50 g/L, 30 min washing cycle, water hardness 5.35 mval/L, 40℃, 200 rpm. Results of physicochemical analysis of color, form, odor, pH, viscosity, density and content of anionic surfactants in detergents, as well as construction parameters of tested cotton fabrics, showed compliance with the requirements of standards and manufacturers’ declarations. The studies revealed that increasing the concentration of laundry detergent solutions caused a gradual increase in foaming power and detergency. Modification with SB3C16 positively improved washing ability and the maximum values were achieved at 23.7% (m-L1, 50 g/L) and 37% (m-L2, 40–45 g/L), respectively. Detergency efficiency was improved by 6.86% (m-L1) and 10.72% (m-L2) on average. EMPA 101 fabrics before and after washing were subjected to microscopic observations, which showed no serious damage to the fibers, but only slight loosening of individual fibers. In summary, the results clearly indicate that SB3C16 sulfobetaine favorably improves washing performance and can be successfully used in liquid laundry detergents due to its good surface properties.
Keywords
Currently, many liquid laundry detergents have been offered in the household chemistry sector. The demand for these products is increasing due to good washing properties and environmentally friendly ingredients. The most important are surfactants, which are used as emulsifiers and as wetting, suspending, solubilizing, and stabilizing substances due to their amphiphilic properties. The most commonly used are anionic, nonionic, and cationic compounds. However, another group of surfactants, such as amphoteric ones, deserves attention and can be successfully used as an additive to liquid detergents. For comparison, they are generally characterized by gentleness to eyes and skin, very low toxicity, biodegradability, better foam stability and water solubility, emulsification, salt tolerance, temperature stability, resistance to hard water and degradation by oxidation and reduction, and good detergency.1–4 Their physicochemical properties result from the molecular structure, such as number and length of hydrophobic chains, nature and number of charged head groups, and charged spacers between negatively and positively charged head groups. 5 The content of negatively and positively charged hydrophilic groups has an effect at high dipole moments for amphoteric active agents with intermediate hydrophilicites between nonionic and ionic surfactants. 6 Because of these useful properties, zwitterionic compounds are often combined with anionic or cationic surfactants in many household products. 7 The ability to strongly interact or form complexes with anionic surfactants is important in industrial applications. Currently, anionics are the main ingredients used in detergents due to their good washing and foaming properties, and moreover, zwitterionics are able to act with them as effective boosters. Studies on various properties of mixed ionic and nonionic surfactant mixtures have been widely demonstrated in the literature.8,9
An important group of zwitterionic surfactants are betaines, which manufacturers use as boosters in hair conditioners or shampoos, because of their ability to stabilize foam. 10 They are able to reduce interfacial tension to very low values in a wide concentration range (0.005–0.3%) due to their high activity at the interface.11–13 Among betaines, sulfobetaines having sulfonate and amino groups in their structure can be distinguished. There are several subgroups with different hydrocarbon chain length and structure separating the quaternary ammonium center from the sulfonate group. 14 Sulfobetaines exhibit high surface activity and have amphoteric properties at all pH values, and therefore are able to adsorb onto charged surface at all pH values without creating a hydrophobic layer. 15 According to the literature, they are used in many industries related to fabrics, adhesives, flocculants, coatings, dispersants, protective colloids, shampoos, hair conditioners, detergents, and so on.16
In this study, zwitterionic sulfobetaine N-hexadecyl-N,N-dimethyl-3-ammonio-1-propanesulfonate (SB3C16) has been examined as an additive to liquid laundry detergents for washing properties. In addition, the physicochemical properties of detergents and construction parameters of tested cotton fabrics have been determined. The interaction of SB3C16 with other surfactants and auxiliary components has not been studied and reported so far. Therefore, it seems justified to examine the synergistic effect of the combined substances to show negative or positive changes in detergency.
Materials and methods
Materials
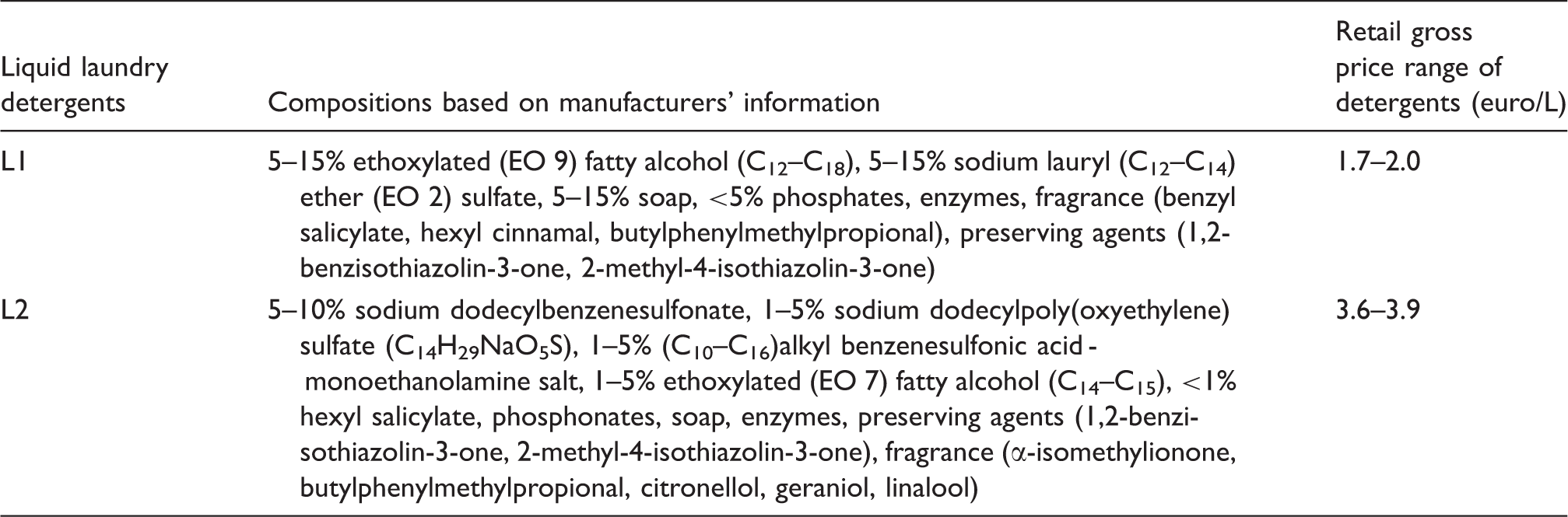
Compositions of tested commercial liquid laundry detergents

Thermodynamic and surface parameters of micellization for SB3C16 sulfobetaine 19

The CMC concentrations were indicated from the sudden change in the slope of γ versus Log C plot. The thermodynamic parameters of micellization (free energy ΔG°mic, entropy ΔS°mic, enthalpy ΔH°mic) were calculated in accordance with equations (2) to (4)



The solutions of liquid laundry detergents were prepared using deionized water at hardness 5.35 mval/L. In order to prepare water of this hardness, hydrated calcium chloride CaCl2·6H2O and hydrated magnesium sulfate(VI) MgSO4·7H2O were added to the deionized water in appropriate weight proportions according to Polish Standard PN-C-77003:1997. Moderately hard water (5.35 mval/L) was chosen because water of this hardness is used in average households in Poland. Hence, the intention was to obtain the results of tests having practical reference to the actual conditions of washing processes carried out by average users. The company EMPA Testmaterialien AG plant (Switzerland) provided cotton fabrics for this research (Figure 1): EMPA 101 (soiled with carbon black and olive oil) and EMPA 210 (patterned, bleached, without stains), which meet all the requirements of the model fabrics for detergency tests. EMPA 210 fabric was used as a reference fabric in the range of tested properties. The fabric swatches were kept at room temperature (23 ± 1℃) in dark polypropylene foil in a desiccator to ensure conditions of adequate dryness and normal pressure. Carbon particles (acting as dirt) present in the fibers are chemically inert and do not form any strong chemical and physical bonds with cotton fibers that could be an obstacle to their removal during a washing process. The carbon particle size is about 0.1 µm, and the diffusion coefficient (calculated from the Stokes-Einstein equation) is about 10–12 m2/s.
20
Tested cotton fabrics: (a) EMPA 210, (b) EMPA 101.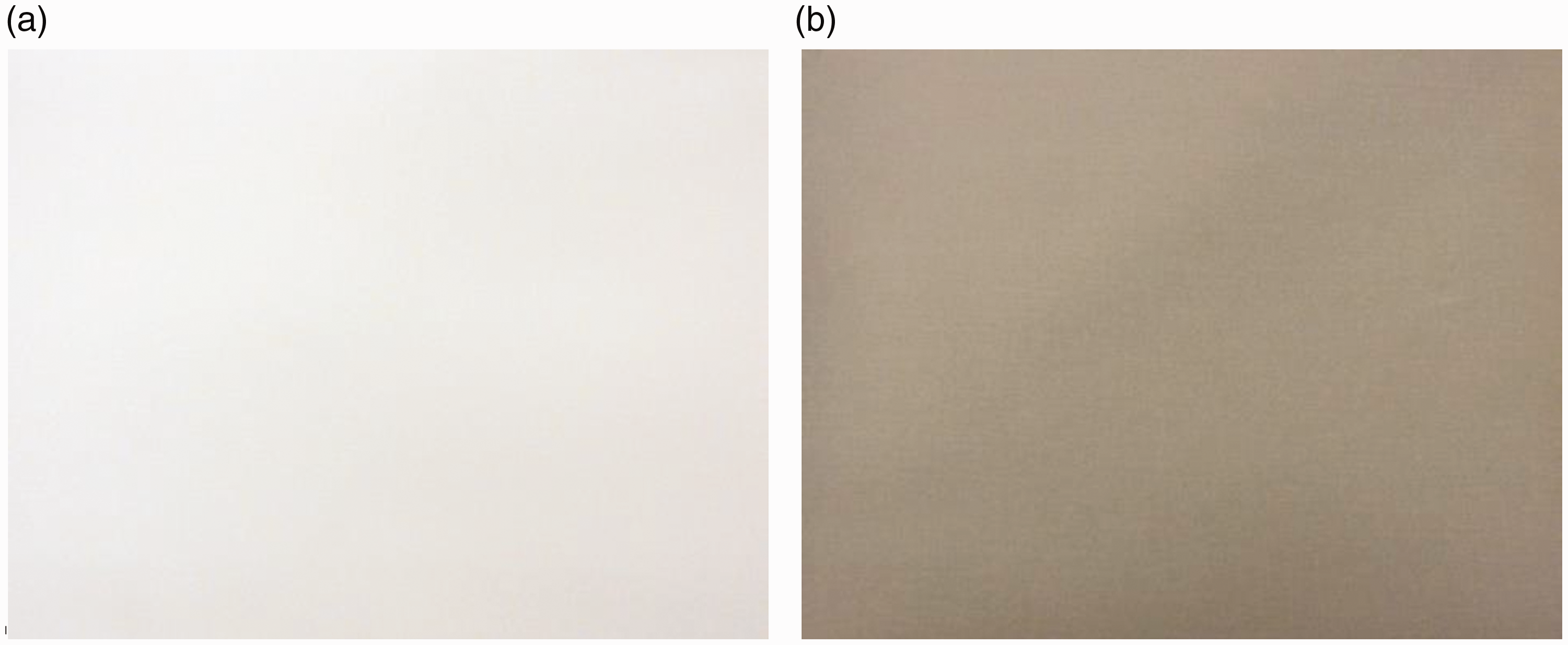
Methods
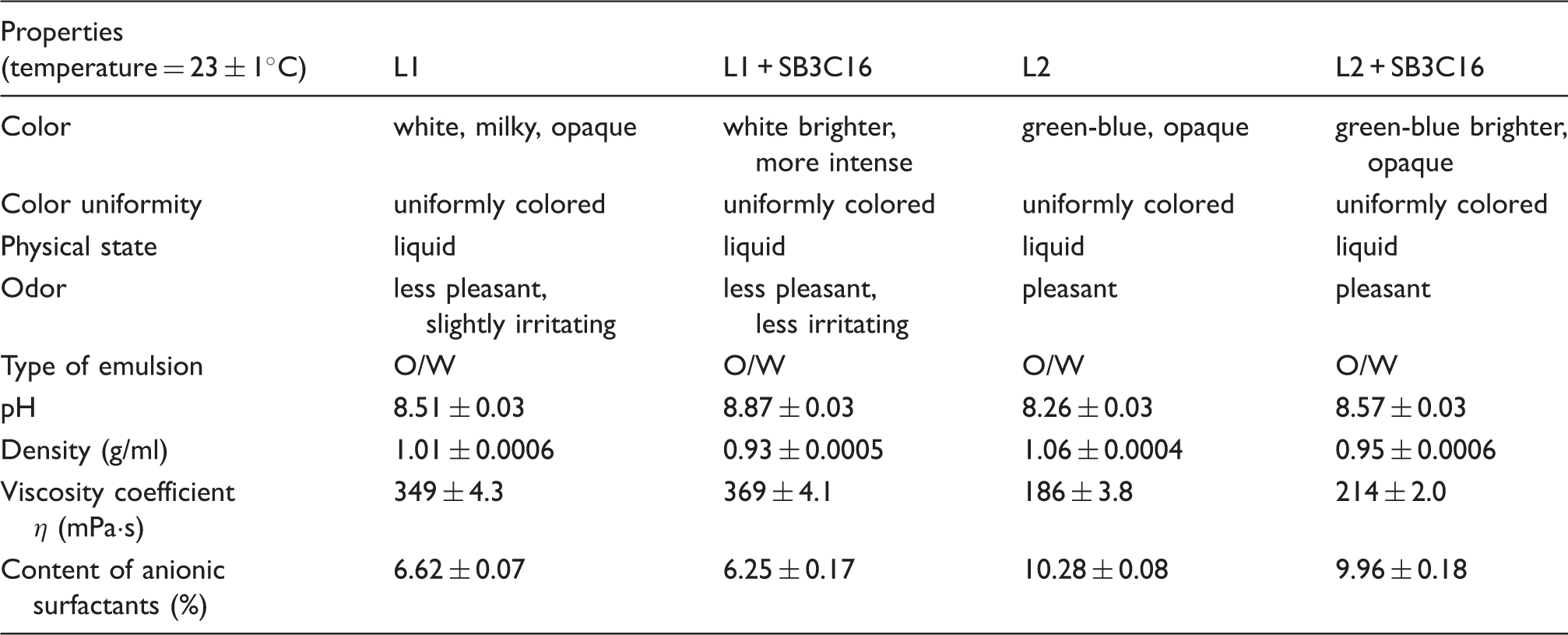
Evaluation of color, form and odor, checking color uniformity of liquid laundry detergents, determining the type of emulsion, determination of density by pycnometry, pH measurements (pH meter HI 221, Hanna Instruments), viscosity using Höppler viscometer, determination of the content of anionic surfactants in samples using a direct manual two-phase titration method, determination of the linear mass of fibers by means of the segment method, textile thickness, linear density and surface mass of fabrics, water absorption, and foaming power of detergents were carried out in accordance with the literature and Polish standards.21–32
Determination of detergency (%) was carried out using EMPA 101 cotton fabric soiled with carbon black and olive oil under the following conditions: temperature 40℃, rotational speed 200 rpm, washing cycle 30 min, water hardness 5.35 mval/L, concentration of liquid laundry detergent 1.25–50 g/L, concentration of SB3C16 added was 5% (m/m). Three EMPA 101 swatches (5 × 5 cm) were washed in laundry detergent solutions (500 ml) under the same conditions in each washing process.33–35 After detergency processes, fabric samples were rinsed in deionized water and dried at room temperature (23 ± 1℃) for 24 h. The CIELab (CIE, Commission Internationale de l’Eclairage) color space using a colorimeter Minolta CR-300 (Konica Minolta) was applied for the color measurements. Calibration parameters for a light source D65 were the following: Y = 94.0, x = 0.3174, y = 0.3330. The meaning of the system of coordinates (L*, a* and b*) is as follows: the symbol L* is the vertical coordinate of a three-dimensional system of colors, which has values from 0 (black) to 100 (white); the symbol a* is the horizontal coordinate, the values of which range from –80 (green) to +80 (red); and the symbol b* is the horizontal coordinate, the values of which range from –80 (blue) to +80 (yellow). Color coordinates are calculated according to equations (5) to (7)



The color of two sides of each fabric sample was measured 10 times. Color differences ΔE between the sample and the reference were determined on the basis of the measured L*, a*, and b* values in accordance with equation (8)


Ability of a standard observer to assess color change due to ΔE values 39

The values ΔE and ΔE1 are related to the average color difference (degree of brightness) of the fabric sample after and before the washing processes, respectively. Parameter ΔE0 is the average color difference of the standard unsoiled fabric sample as a reference. Detergency D(%) is the efficiency of removing soil from fabrics. The fabric swatches were observed and analyzed before and after detergency processes using an Amplival microscope (Carl Zeiss Jena, Germany) and an EVO40 scanning electron microscope (SEM) (Carl Zeiss, Germany).
Results and discussion
Firstly, the SB3C16 sulfobetaine was synthesized and then characterized by Fourier-transform infrared (FTIR) spectroscopy, 1H nuclear magnetic resonance (NMR) and 13 C NMR analysis. At the FTIR spectrum several peaks are observed. At the peak of 914 cm−1, stretching vibration of the C–N nitrogen group is present, while in 1468 cm−1 a signal from bending vibration of CH3–(N+) nitrogen group is present. This corresponds to the chemical shifts observed at 13 C NMR spectrum (δ (ppm) = 64.7, 63.0, 52.6 (2 × CH2CH2N)) and at 1H NMR spectrum (δ (ppm) = 3.3, 3.24 (2 × CH2CH2N)). Stretching vibration of the S-O sulfonate group and asymmetric stretching vibration of the S=O sulfonate group are revealed in 1031 cm−1 and 1195 cm−1, respectively. Chemical shifts of carbon and hydrogen are observed in 56.2 ppm and 2.55 ppm (CH2SO3) of 1H NMR spectrum, respectively. The presence of long carbon alkyl chain is shown in the peaks 2851 cm−1 and 2918 cm−1. These bands are present at the spectrum due to the symmetric and asymmetric methylene stretching vibration. According to the fact that the alkyl chain is long, the integral intensity of signal presented in 1H NMR in the chemical shift 1.26–1.75 ppm (15 × CH2) is high. This corresponds to the 15 peaks (CH2) at the 13 C NMR spectrum observed in the range of 31.9 to 22.7 ppm. The presence of methyl group (CH3) bonded to the alkyl chain is shown in proton and carbon 1H NMR spectrum in 0.88 ppm and in the 13 C NMR spectrum in 14.1 ppm, respectively. The results obtained correspond to Viana et al.’s FTIR analysis conducted for SB3C16 sulfobetaine. They reported the following peaks at the spectra: 2944 cm−1 (νas CH3), 2873 cm−1 (νsym CH3), 2954 cm−1 (νsym N-CH3), 2920 cm−1 (νas CH2), 1465 cm−1 (δ CH2), 1378 cm−1 (CH2 umbrella mode), 1402 cm−1 (δsym N-CH3), 912 cm−1 (ν C–N stretching), 1133–1280 cm−1 (νas SO2), 1038 and 1058 cm−1 (νsym SO2). 40 Viana et al. reported that the (νas CH3) vibration is not revealed in case the packing density is larger than 1017 molecules/cm2. When densities are larger than that, only a peak in 2954 cm−1 associated with the νsym(N-CH3) is visible. We obtained a peak in 2956.7 cm−1 in our analysis and peaks present below the value are indicative of a crystalline conformation, according to Viana’s findings. The CH2 scissoring vibration and the CH2 asymmetric stretching linearly depend on the SB3C16 packing density. However, the CH2 symmetric feature does not linearly depend on the SB3C16 packing density. The CH2 wagging deformations are characteristic for the 1300–1400 cm−1 region, where bands are related to the e-g and d-g conformation. The d-g conformers are only reported for packing densities larger than 1017 molecules/cm2. In the 900–1000 cm−1 region, the ν(C–N) stretching is noticed for packing densities greater than 1016 molecules/cm2. In the 1133–1280 cm−1 region, the νas(SO2) bands are observed for densities lower than 1016 molecules/cm2. In addition, the νsym(SO2) peaks visible in 1038 and 1058 cm−1 are reported for densities larger than 1017 molecules/cm2. The interaction of the sulfonate group with the H3O+ ion may occur; as a result a split for the νsym(SO2) mode is observed. 40
Secondly, the construction parameters of the EMPA fabrics were determined and the results are presented in Table 4. Linear density of EMPA 101 before washing is equal to 126.0 den (weft) and 134.5 den (warp), and after washing is 126.5 den (weft) and 135.5 den (warp). Next, liquid detergents L1 and L2 were examined organoleptically and physicochemically before and after detergency tests. The results proved to be in line with the detergent manufacturers’ declarations regarding their properties. A slight change in smell, color, pH and density was noted after the addition of SB3C16 (5%, m/m) before the washing processes (Table 5). It seems that the resulting changes in the properties of the products after modification will be acceptable during possible commercialization in the future. The results of pH measurements of detergents before and after the washing processes are shown in Table 6. The values were estimated between 6.3 and 7.7, and the solutions met the requirements of PN-C-77060:1994 standard, because each pH value is lower than 11. In addition, it can be seen that the pH increased with increasing concentration of liquids with the addition of SB3C16. Foaming power of detergents was determined and the results are shown in Figure 2. The values increased with an increase in the time for foam whipping (60 s, 180 s, 300 s) and the concentration of detergents. It was observed that for a more complex mixture of the more expensive L2 liquid, the volume of foam produced was smaller compared with the less expensive L1 liquid. The modification reduced foaming power by approximately 2.54 ml (60 s), 1.43 ml (180 s), 1.75 ml (300 s) (L1 + SB3C16, 5%, m/m) and 5.91 ml (60 s), 4.98 ml (180 s), 4.18 ml (300 s) (L2 + SB3C16, 5%, m/m) on average. It has been reported that there is a strong correlation between foamability and detergency, and too much foam volume increase in the washing process adversely affects the amount of dirt removed.
41
Thus, correlation analysis between detergency and foamability was performed in these studies (Table 7). In case of L1 solutions, calculated correlation coefficients are in the range of 0.67–0.81. Modification with sulfobetaine increased the value to 0.9, and therefore it suggests that the reduction of foam formation had a better effect on washing capacity. However, in case of L2 solutions, coefficients were in the range of 0.97–0.99 and the addition of SB3C16 did not significantly change them.
Results of determination of foaming power of liquid detergents: (a) L1 and m-L1; (b) L2 and m-L2. Construction parameters of tested EMPA 101 and EMPA 210 cotton fabrics Results of organoleptic and physicochemical measurements of tested liquid laundry detergents Results of pH measurements of modified liquid laundry detergents before and after the washing processes Correlation coefficients between detergency and foaming power (1.25–50 g/L)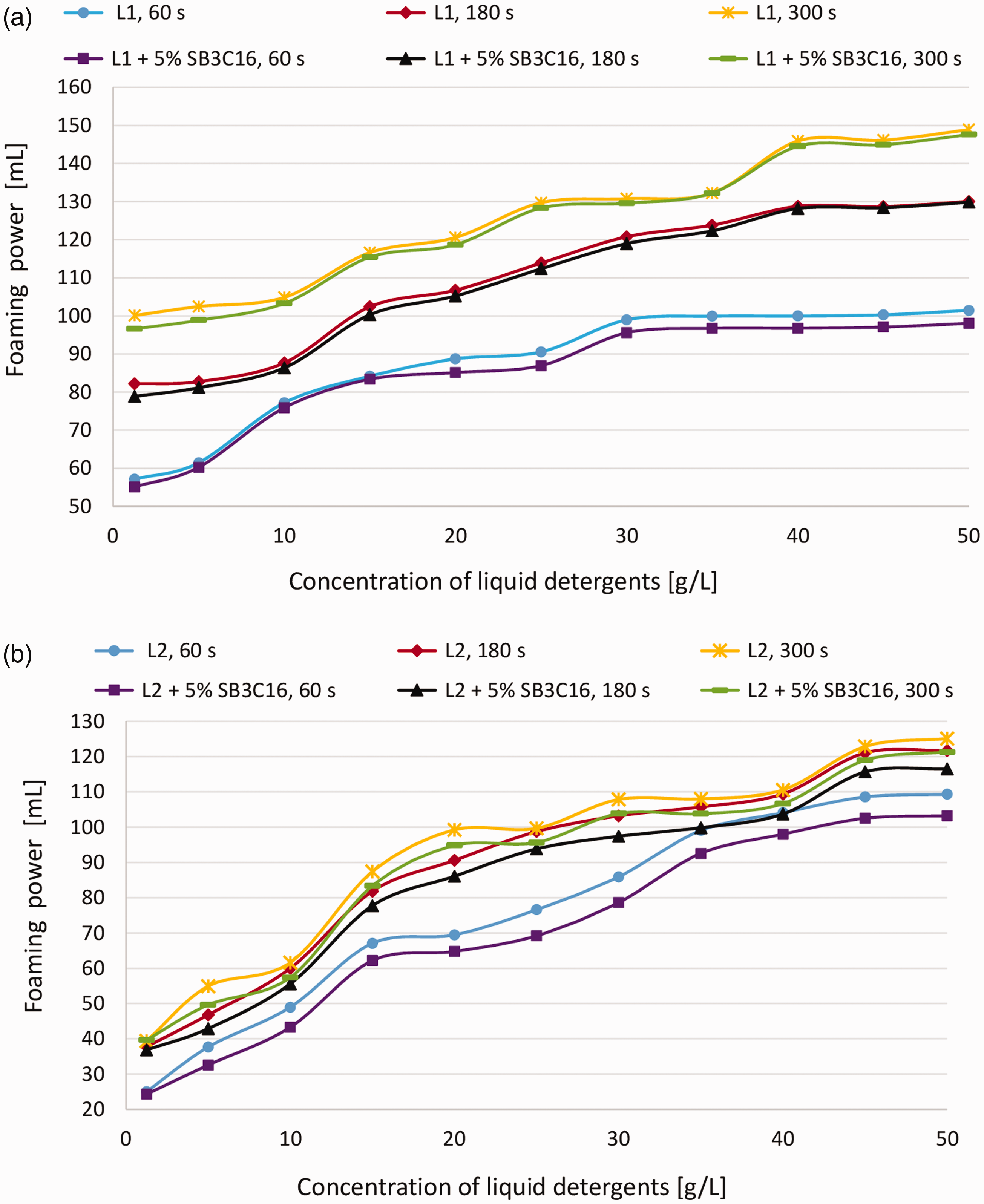



Detergency of liquid laundry detergents (L1, L2) before and after modification with SB3C16 (5%, m/m) has been carried out using the standard EMPA 101 fabrics. As a result of measurements of color change of EMPA fabrics before and after the washing processes, the calculated ΔE values were greater than 5. Hence, according to the classification in Table 3, the laboratory observer has the impression of two different colors and can see two distinct colors. In Figure 3, the results show that detergency increased with an increase in the concentration of detergent solutions (from 1.25 to 50 g/L). Nevertheless, carbon black and olive oil dirt has not been completely removed by any of the liquids. This type of dirt is deliberately difficult to remove to demonstrate the effectiveness of detergents in research, hence it is often used as a standard by many research centers. Detergency of 18.0% (L1) and 22.2% (L2) was observed at the greatest concentrations of 50 g/L. The more expensive L2 liquid exhibits much better washing properties in comparison with the cheaper L1 liquid. Their modification with the SB3C16 (5%, m/m) sulfobetaine caused the improvement of detergency with an increase in concentration (Figure 3). The greatest detergency performance equal to 37.08% and 36.87% was reported in the case of the modified L2 liquid at a concentration of 40 and 45 g/L, respectively. The highest result for the L1 modified solution was 23.7% (50 g/L). At the initial concentrations of both L1 and L2, the results are similar: 14.84% and 16.11% for 10 g/L, 17.55% and 16.75% for 15 g/L, respectively. The addition of SB3C16 to the solutions caused a growth of detergency by 6.86% (m-L1) and 10.72% (m-L2) on average, which means a positive effect on the efficiency of removing dirt from the tested cotton fabrics.
Detergency of liquid laundry detergents (L1, L2) before and after modification with SB3C16 (5%, m/m).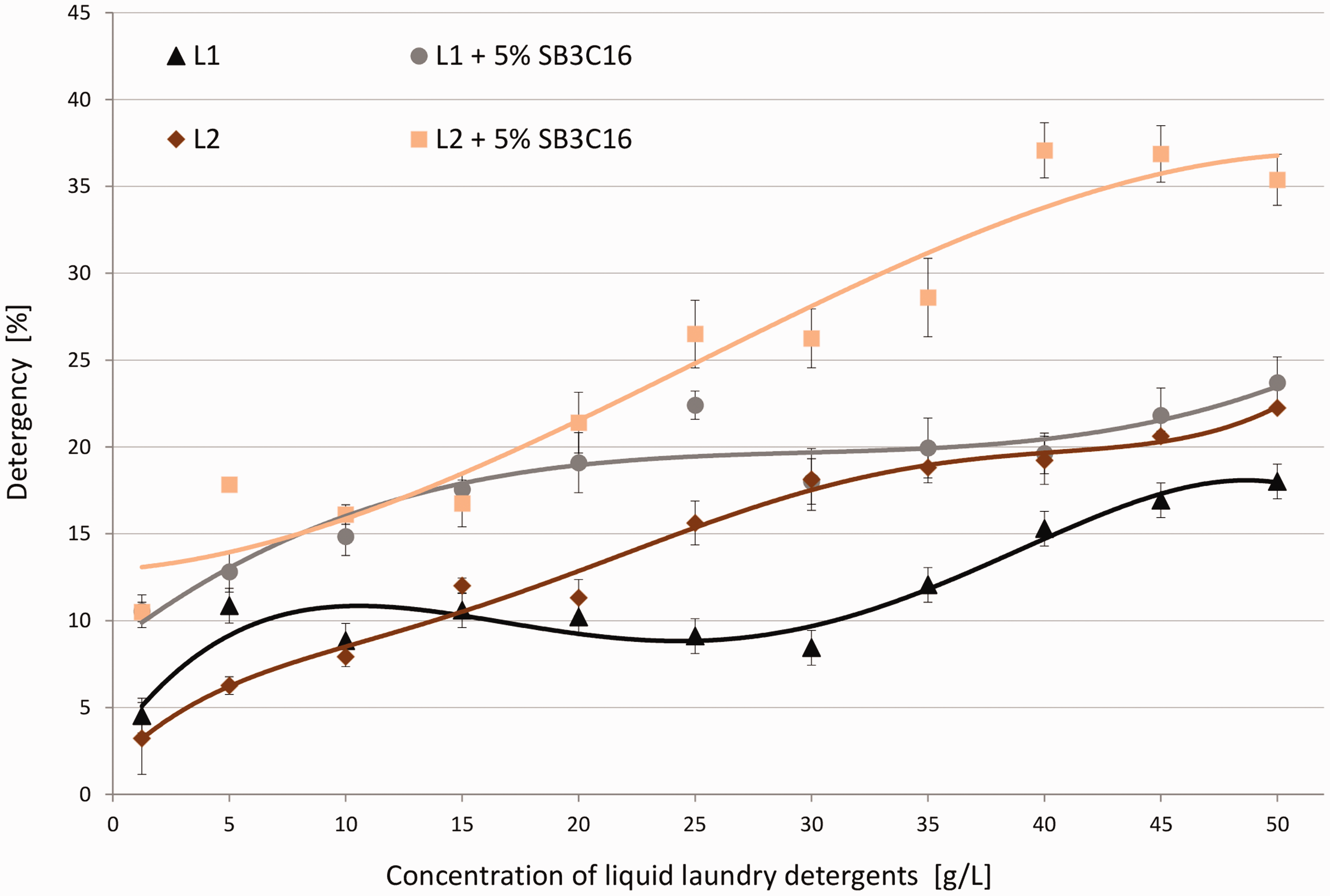
The characteristic course of the detergent curves is probably related to the content of surfactants in product formulations. The first maximum detergency of washing solutions occurred at concentrations of 10–15 g/L. This range contains the amount of anionic surfactants (0.66–0.99 g/L) and falls within the CMC range in aqueous solutions (CMC of sodium dodecylbenzenesulfonate = 0.36 mmol/L; molecular weight 342.4 g/mol; the content in the range from 5% to 10% is equal to 0.000146–0.000292 mol/L range). The content of sodium dodecylpoly(oxyethylene) sulfate (CMC = 0.79 mmol/L, 0.2626 g/L; molecular weight 332.43 g/mol) 42 was equal to the range from 0.1 to 0.75 g/L at the maximum detergency, in which range the CMC value falls. The content range (5–15%) of nonionic sodium lauryl (C12-C14) ether (EO 2) sulfate is below the CMC in this case (CMC of sodium lauryl (C12–C14) ether (EO 2) sulfate = 0.82 mmol/L at γ = 33.8 mN/m; density 1.05 g/cm 3 at 20℃; molecular weight 288.38 g/mol; melting point 205.5℃), because the content in the range from 5% to 15% is equal to 0.182–0.546 mmol/L range. 43 At achieved maximum detergency (10–15 g/L), the content of ethoxylated (EO 9) fatty alcohol (C12-C18) (CMC = 0.015 g/L at γ = 30.5 mN/m; molecular weight 582–666 g/mol) 44 was in the range from 0.5 to 2.25 g/L, which is above its CMC. Furthermore, the content of ethoxylated (EO 7) fatty alcohol (C14–C15) (CMC = 0.0714%, 0.002075 g/mol, 0.0028 µg/L at γ = 35.05 mN/m; molecular weight 522–536 g/mol) 45 was equal to the range from 0.1 to 0.5 g/L, which exceeds its CMC values. According to Tadros, alkyl sulfates exhibit good foaming properties with an optimum at C12–C14 alkyl chain. 46 Ethoxylated fatty alcohols are able to give maximum detergency efficiency at the degree of ethoxylation equal to 5–7·mol EO. 47
The additional content of CB3C16 amphoteric surfactant was equal to 0.5–1.5 g/L in this discussed first detergency range. The conducted research indicates that the achievement of the first maximum detergency is related to the CMC values of surfactants used in formulations. According to the mechanism of the washing process, the washing solution first moistens and penetrates dirt, then surfactants adsorb on its surface and penetrate the structure. In the next stage, the liquid dirt is emulsified or dissolved, while the solid dirt is dispersed. Impurities are thoroughly surrounded by surfactants and released from the adjacent surface (rolling-up mechanism). An emulsion is created, which contains dirt bound by surfactants. At surfactant concentrations equal to CMC, dirt particles close to the maximum can be removed due to saturation of the micellar solution. This confirms the nature of the obtained dependence of detergency on the concentration of active substances in washing liquids. Other compounds present in the solution also affect the CMC value. Further increasing the concentration of surfactants improves detergency with a linearly increasing tendency. This is the result of surfactants supported by other active components present in the composition that synergistically increase the efficiency of dirt removal as the concentration increases up to 50 g/L. Probably this phenomenon is associated with the synergistic action of a large number of other ingredients that support the process.
Carbon black particles contain hydrophilic and hydrophobic groups in aqueous solution, which enables electrostatic or steric interaction with amphiphilic particles. Hydrophobic particles are more strongly attracted to the surface of cotton fiber than hydrophilic particles, probably as a result of Coulomb attraction. Removal of dirt is significantly related to the surface energy of the textile substrate. Cellulose in cotton fabrics has low surface energy (and low critical surface tension) for wetting in water, hence it is characterized by high resistance to wet soiling by hydrophobic soil, which also means easy removal during the washing processes. 48 Due to the acid–base nature of carbon black, the molecular groups present on its surface can gain or lose a proton depending on the pH of the aqueous solution. According to the results of some researchers, the isoelectric point of carbon particles in water is achieved at about pH 6.5, when the net surface charge is zero (zeta potential ζ = 0).49,50 The surface charge becomes negative at higher pH values. In the tests, the pH of L1 and L2 washing solutions ranged from 8.26 to 8.87. At this pH, during adsorption, cationic surfactant groups were attracted by the negatively charged surface of carbon particles. Due to its properties, amphoteric sulfobetaine SB3C16 has a negative electrostatic charge at pH > 8. This means that in the washing solution SB3C16 repels negatively charged carbon black particles on fibers according to the rolling-up mechanism. Moreover, the wetting and removal of dirt from the fiber surface is supported by the low interfacial surface of SB3C16. The above considerations can probably explain the increased amount of carbon black removed after adding sulfobetaine to the wash bath.
The effects of the sulfobetaine additive (Figure 3) on the detergency of the washing powders were analyzed statistically to compare the results for samples L1 and L1 with SB3C16, and L2 and L2 with SB3C16, with a constantly increasing concentration of both types of detergents. The F-test was carried out using the significance level α = 0.05. It was found that the differences between L1 and L1 + SB3C16 (5%, m/m) are statistically different. The F value equal to 28.98 and the P value was computed at the level of 2.35402·10−6. The P value is lower than 0.05, therefore the parameter values to be compared are significantly different. The results of F-test at the 0.05 significance level showed that L2 and L2+ SB3C16 datasets are also statistically different. The F and P values were equal to 53.51 and 2.6587·10−8, respectively. The P value is lower than 0.05, thus the parameter values to be compared are also significantly different.
An optical microscope and SEM were used to evaluate the structure of fabrics and fibers before and after the washing processes. The structures of EMPA 210 (100% cotton, white, not soiled) and EMPA 101 (100% cotton, soiled with carbon black and olive oil) before the washing processes are shown in Figure 4. Weft and warp threads are woven in an orderly manner and only insignificant free single strands of fibers are visible. EMPA 101 samples after the washing processes in L1 and L2 laundry liquids before and after modification (at concentrations 1.25 and 50 g/L) are shown in Figures 5 and 6. No serious fabric damage was found in the examined concentration range at 359× microscopic approximation. On the other hand, damage in the form of delamination of individual fibers is visible in SEM images. Furthermore, it was observed with the naked eye that little pilling appeared on the fabrics after the washing processes. The main reason is the movement of the stirrer blades, rubbing against the surface of the fabric during the process. This corresponds to the results obtained by Liu et al. who suggested that the main causes of fabric wrinkling during washing were liquor ratio and the centrifugal force imposed on the fabric.
51
Cotton fabrics before the washing processes: EMPA 210, white, uncontaminated: (a) (359×), (b) (1346×), (c) (10,000×); EMPA 101, soiled with carbon black and olive oil: (d) (359×), (e) (1346×), (f) (10,000×). Images of EMPA 101 cotton fabrics after the washing processes at various concentrations of the L1 detergent solutions: (a) 1.25 g/L (359×), (b) 1.25 g/L (10,000×), (c) 50 g/L (359×), (d) 50 g/L (10,000×); m-L1: (e) 1.25 g/L (359×), (f) 1.25 g/L (10,000×), (g) 50 g/L (359×), (h) 50 g/L (10,000×). Images of EMPA 101 cotton fabrics after the washing processes at various concentrations of the L2 detergent solutions: (a) 1.25 g/L (359×), (b) 1.25 g/L (10,000×), (c) 50 g/L (359×), (d) 50 g/L (10,000×); m-L2: (e) 1.25 g/L (359×), (f) 1.25 g/L (10,000×), (g) 50 g/L (359×), (h) 50 g/L (10,000×).


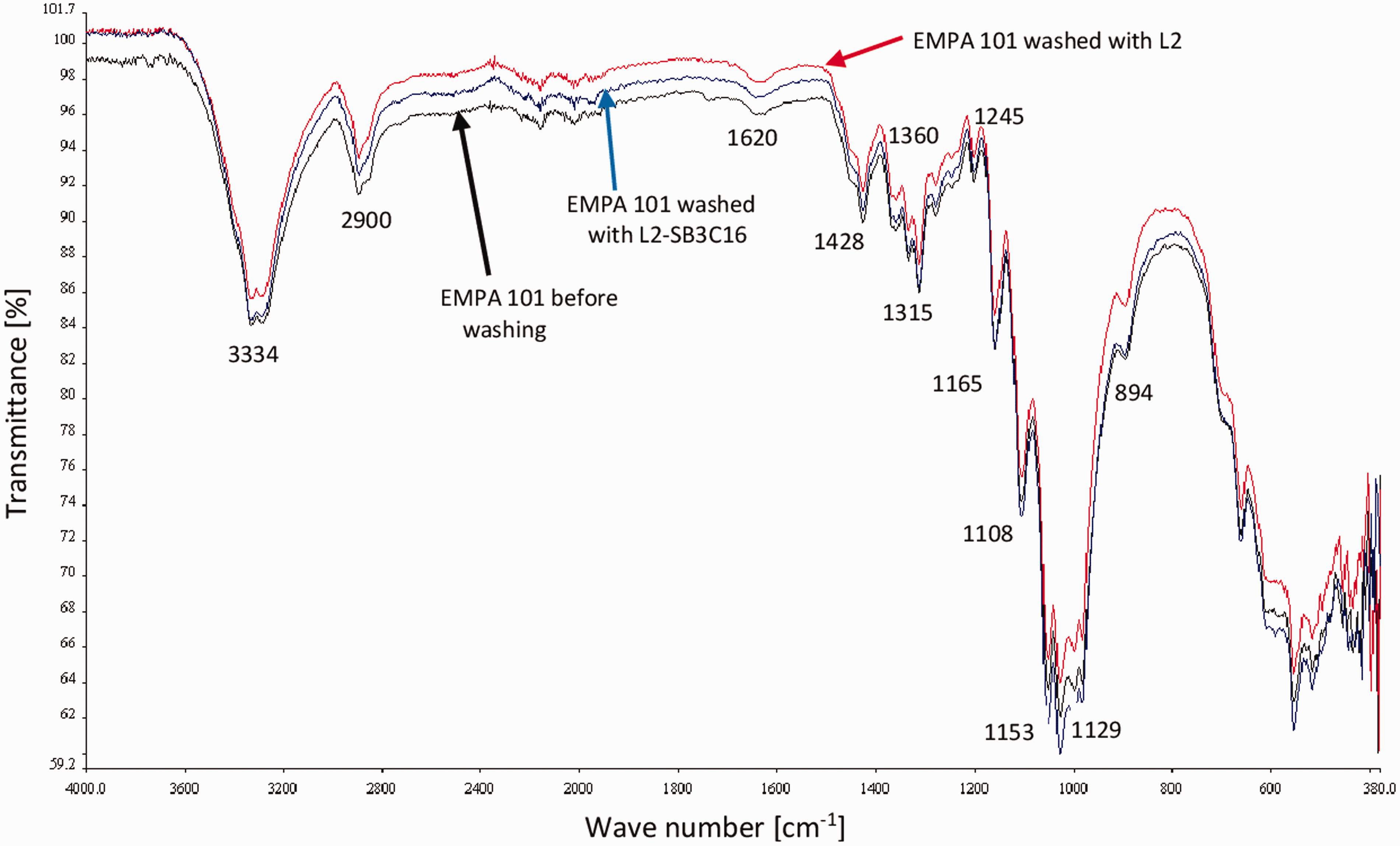
The FTIR spectra of EMPA 101 cotton fabrics before and after washing with detergents are shown in Figures 7 and 8. Typical cellulose, lignin and hemicellulose bands are disclosed in both spectra. The following vibrations were observed at wavelengths: 3334 cm−1, the stretching vibration of hydroxyl groups present in cellulose, lignin and water;
52
2900 cm−1, C-H stretching vibrations present in hemicellulose and cellulose;
53
1620 cm−1, O-H vibrations of water present in the fibers;
54
1428 cm−1, CH2 symmetric bending in cellulose; 1360 and 1315 cm−1, bending vibrations of the C-H and C-O groups of aromatic rings in cellulose (polysaccharides); 1245 cm−1, the stretching vibration of hydroxyl-bound carbon; 1165 and 1108 cm−1, the C-O bond stretching vibration; 1053 and 1029 cm−1, the C-O and O-H stretching vibrations in hemicellulose and lignin (polysaccharides); and 894 cm−1, β-glycosidic connections between monosaccharides.
55
L1 and L2 detergents and those modified with SB3C16 caused a slight change in peak intensity towards higher transmittance values.
FTIR spectrum of EMPA 101 before and after the washing processes using L1 detergent. FTIR spectrum of EMPA 101 before and after the washing processes using L2 detergent.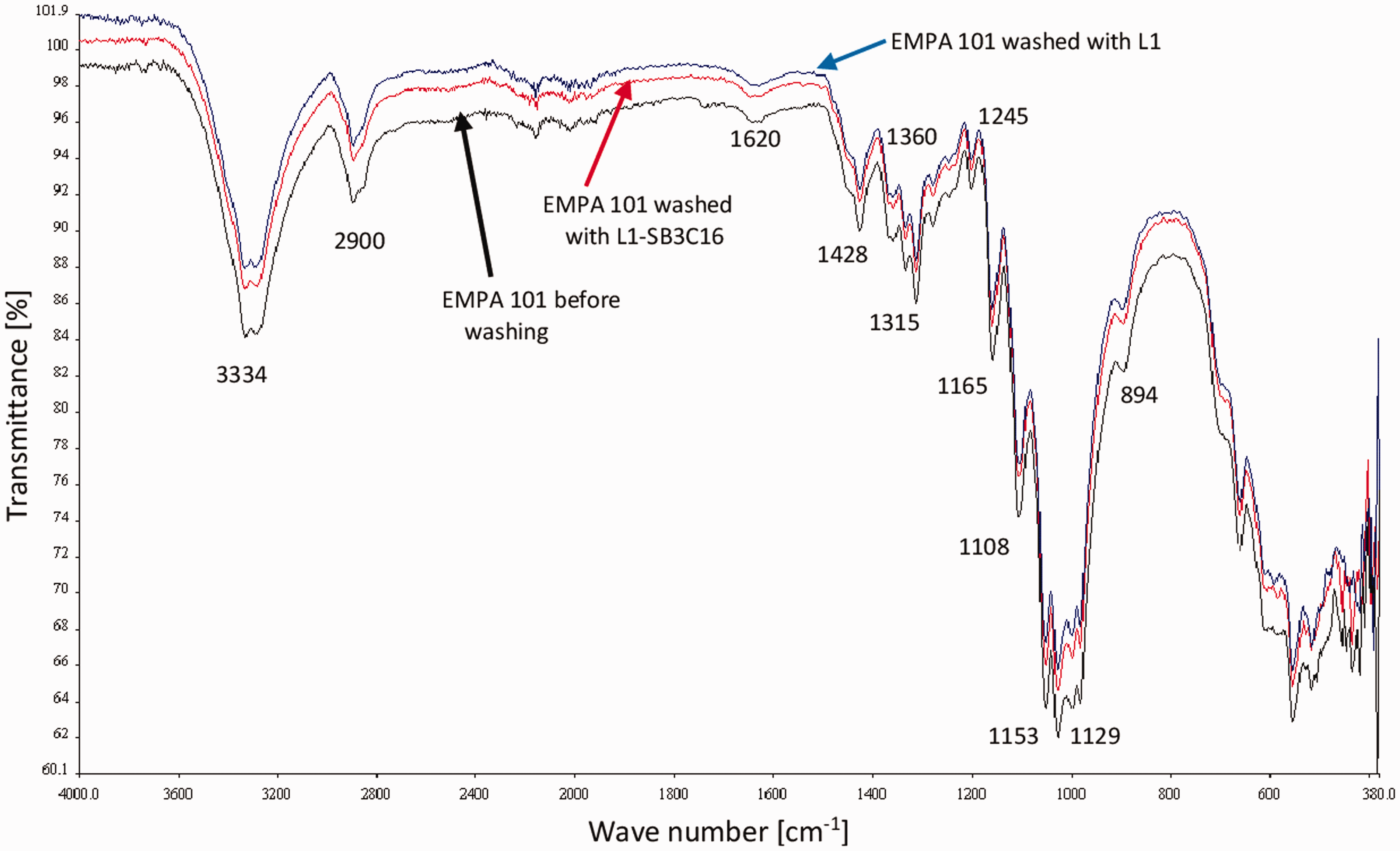
Conclusions
In this study, the influence of the addition (5%, m/m) of the amphoteric surfactant N-hexadecyl-N,N-dimethyl-3-ammonio-1-propanesulfonate sulfobetaine (SB3C16) to commercial liquid laundry detergents (cheaper L1 and more expensive L2) was demonstrated on the effectiveness of detergency. The standard EMPA 101 cotton fabric soiled with carbon black and olive oil was the material used to be tested for washing efficiency.
The construction parameters of the fabrics were determined as well as the physicochemical properties of the laundry liquids. The assessment of color, color uniformity, form, smell, pH, viscosity, density and content of anionic surfactants showed compliance with the detergent manufacturers’ declarations. The liquids’ modification with SB3C16 did not cause significant changes to these properties. A gradual increase in foaming power and detergency as the solution concentration increased (1.25–50 g/L) was observed. The first maximum detergency of both modified m-L1 and m-L2 was achieved at the range of 14.8–17.6% (10–15 g/L). The phenomenon is probably associated with CMC formation of surfactants used in formulations. The next highest detergency was equal to 23.7% (m-L1, 50 g/L) and 37% (m-L2, 40–45 g/L). This was due to the synergistic effect of the activities of all ingredients in the washing solutions. The addition of SB3C16 to the liquids was the cause of an increase in detergency by 6.86% (m-L1) and 10.72% (m-L2) on average. Microscopic analysis of images of EMPA 101 fabrics before and after the washing tests did not reveal any serious damage, but only the occurrence of pilling of individual fibers.
In conclusion, it can be stated that modifying washing liquids with the addition of the SB3C16 amphoteric surfactant has a positive effect on the efficiency of removing carbon black and olive oil from cotton fabrics. The results of this study indicate that the tested sulfobetaine can potentially be used as a component of liquid laundry detergents.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.