
Abstract
Weaving enterprises are faced with problems of small batches and many varieties, which leads to difficulties in manual scheduling during the production process, resulting in more delays in delivery. Therefore, an automatic scheduling method for the weaving process is proposed in this paper. Firstly, a weaving production scheduling model is established based on the conditions and requirements during actual production. By introducing flexible model constraints, the applicability of the model has been greatly expanded. Then, an improved ant colony algorithm is proposed to solve the model. To address the problem of the traditional ant colony algorithm that the optimizing process usually traps into local optimum, the proposed algorithm adopts an iterative threshold and the maximum and minimum ant colony system. In addition, the initial path pheromone distribution is formed according to the urgency of the order to balance each objective. Finally, the simulation experiments confirm that the proposed method achieves superior performance compared with manual scheduling and other automatic methods. The proposed method shows a certain guiding significance for weaving scheduling in practice.
Weaving enterprises usually have long production processes. For each order, schedulers need to make arrangement for the processes of each variety to guarantee the delivery. The weaving process is the core step in the production of a weaving enterprise. The weaving efficiency directly affects the production profit of the weaving enterprise. Most weaving enterprises rely on manual experience for the production scheduling of weaving shafts. Schedulers have heavy workloads and strong individual subjectivity. It is easy to cause an imbalance of resource scheduling. 1
Nowadays, orders for weaving enterprises have shown a diversified trend with personalized market demands. Therefore, in a weaving enterprise, there are always many orders in the process at a same period, but the order size is small, and customers have strict requirements for delivery. A greater order quantity increases the manual scheduling workload, and increasing order diversity requires schedulers to consider more the adaptation of the varieties and loom machines, which increases the work complexity of the schedulers. In addition, the diversity of orders also leads to the increasing of temporary order insertion, which will disrupt the current production plan. This requires schedulers to have a higher temporary response speed, and increases the scheduling difficulty. In general, manual scheduling suffers from the following problems: (a) heavy workload; (b) high scheduling complexity; (c) great difficulty in responding quickly; (d) high probability of error. Computer-aided production scheduling can help solve the previously mentioned problems. 2
Many researchers have established many models to simulate weaving production scheduling, and have developed some optimization algorithms to solve them. Constraints and optimization goals are the two most critical factors during model building. Silva and Magalhaes 3 characterized the problem as a discrete batch size problem by establishing two optimization goals: minimizing tool conversion and delivery to solve the acrylic fiber production scheduling. Han et al. 4 optimized the spinning production scheduling problem by adopting hybrid Petri net modeling, taking into account factors such as cost, overdue orders and inventory. Hsu et al. 5 proposed a yarn-dyed production scheduling method. By establishing a mixed-integer programming model, the entire yarn-dyed scheduling problem was decomposed into several sub-problems, and each sub-problem was solved using a genetic algorithm. Wang et al. 6 transformed the weaving scheduling problem into an evolutionary solution process of chromosomes, and established two goals of minimizing total downtime and gait load. The obtained weaving scheduling model has good generality, but the constraints have some limitations. Yan 7 converted the scheduling problem into a path optimization problem, and the scheduling model has the disadvantages of a single optimization goal and poor generality. Zhou et al. 8 established a database-based scheduling system, using dynamic genetic algorithms to optimize dyeing production scheduling. The freshwater consumption is reduced by the scheduling optimization of the dyeing problem. Zhang et al. 9 described the dyeing process scheduling problem as a two-objective parallel batch machine scheduling model. Two objective functions were used to reflect the delay cost and the utilization of the dyeing tank. Eroglu and Ozmutlu 10 considered both loom constraints and order splitting, but the computation time is longer when solving large-scale loom scheduling problems. It is worth noted that most of the previous studies did not consider the soft constraint conditions in the process of weaving model establishment, such as the adaptability between the loom and the variety.
In previous research, many optimization algorithms have been applied to solve the scheduling models of textile production. These algorithms can be divided into two types: mathematical regularization and heuristic algorithms. In early research, many researchers used mathematical programming to solve scheduling problems,11–13 but its scope of application was a little narrow. As the complexity of the problem increased, heuristic algorithms,14–16 such as genetic algorithms,17–19 ant colony algorithms,20,21 particle swarm algorithms,22,23 artificial bee colony algorithms,24,25 etc., became more and more popular with researchers. They have their own advantages and disadvantages. Genetic algorithms are widely used, but the convergence rate is slow 26 ; the particle swarm algorithm has high search efficiency, but it does not handle discrete optimization problems well. 27 In general, the ant colony algorithm has excellent advantages in solving the non-deterministic polynomial-time hard (NP-hard) problem and the dynamic shortest path problem. 28 The ant colony algorithm's deconstruction mechanism can easily handle the constraints, but it also has the problem of large amount of calculation and easy to fall into local optima. 29
The diversity of constraints increases the complexity of our model. Mathematical regularization methods are not suitable to solve this problem. In addition, the encoding and decoding process of the genetic algorithm is complex. The particle swarm algorithm does not have crossover and mutation operations, and mainly relies on particle speed for searching. The ant colony algorithm can make full use of the heuristic information of the problem. Multiple ants independently search in the problem space, and the solution of the problem will not be affected by the defects of some individuals. 30 At the same time, the ants use pheromone connection and transfer experience to guide the next search behavior, which enhances the systematicness and reliability of the optimal solution. The experiments in this paper discuss various heuristic algorithms and demonstrate the advantages of the ant colony algorithm in weaving scheduling.
In this paper, an automatic scheduling method for weaving production based on an improved ant colony algorithm is proposed. By adopting the proposed scheduling method, the scheduling speed is greatly improved and the labor of the workers is reduced. In addition, compared with the results of existing research, the method proposed in this paper can be more effectively adapted to solve various practical situations, such as the urgent insertion order, stop order or machine failure. We improved the ant colony algorithm to solve the proposed weaving schedule model. The main contributions are as follows. (1) In our novel weaving schedule model, a parallel weaving environment composed of multiple types of looms is introduced. The introduction of flexible constraints greatly expands the adaptability of the model. (2) For the optimization of the algorithm, we introduced the transition probability, the iteration threshold and the maximum and minimum ant colony system. These improve the effectiveness and efficiency of the ant colony algorithm.
The rest of this paper is organized as follows. The second section describes the weaving scheduling problem and constructs a programming model. In the third section, the basic ant colony algorithm is introduced first, and then the improvement measures and the main solution process of the optimization algorithm are introduced in detail. The fourth section demonstrates the accuracy and the efficiency of the method by an actual weaving enterprise and conducts correlation parameter analysis comparison of different methods. Finally, conclusions are drawn and potential areas for future research are highlighted in the fifth section.
Model for weaving production
In previous studies, researchers focused on the aspects of delivery time, storage cost and gaiting load. They usually take the order delivery as the main constraint to shorten the completion time. For the specific issues of weaving scheduling, the production capacity of looms for various varieties is different. In addition, the previous production model is mainly aimed at a specific workshop. When faced with different production conditions, its effect may be greatly reduced. In this paper, a more effective model is established after investigation. We have considered variety constraints. By grading the loom type and fabric variety, the adaptability of the model has been greatly expanded.
Model description
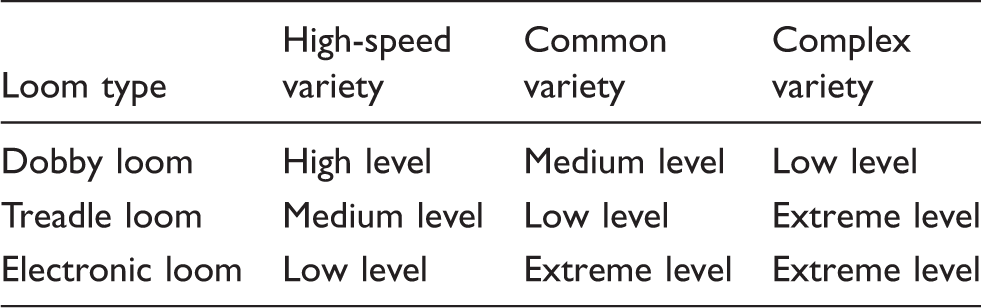
The weaving enterprise usually has multiple types of looms. In order to simplify the constraints on machine types, all varieties are classified into various varieties according to the difficulty of weaving. Different varieties have different types of applicable looms. For different levels of fitness, we set a quantization value to distinguish them. These discrete quantized values are only used as a distinction.
By the simplification of the proposed model, the production environment can be regarded as a parallel weaving environment composed of multiple types of looms. Different varieties need to meet different types of weaving machine constraints. For most weaving enterprises, even if the machine models are not the same, there may be non-existent loom types, the basic model can be established in the previously mentioned manner. Flexible model constraints expand the practicality of the model. Meanwhile, this model assumes that the weaving production capacity of the same type of loom is similar. Therefore, this model can be applied to general weaving enterprises.
Frequently changing fabric types on the same loom consumes a great deal of work time. Weaving shafts of the same variety should be produced on the same loom. This can reduce the variety change rate of the loom and increase productivity. The overall completion time of orders is shortened by minimizing the maximum completion time. A lower variety change rate can reduce the production cost caused by the shaft change. Therefore, optimizing each objective function can achieve the purpose of reducing the production cost of the enterprise.
Optimization goal
Based on the actual scheduling demands of the enterprise, the loom is subject to experience data for production. Under the premise of meeting the order delivery date, this paper aims to minimize the maximum completion time, while optimizing the model adaptability and variety change rate. In general, we established the following optimization goals.
The maximum completion time

The times to change the variety of weaving shafts are as follows

Shaft suitability

Shaft length constraint
For all the weaving shafts to be scheduled, it is necessary to make a reasonable prediction of the weaving time of each loom. The weaving time is calculated as follows

The weaving time has a direct positive correlation with the length of the weaving shaft, and the length of the weaving shaft is related to the order length. This model attempts to divide the order length and the reasonable length of the shaft package to facilitate the actual weaving production. For a certain variety, the formula for calculating the maximum winding length of the weaving shaft is as follows




The proposed method
Basic ant colony algorithm
The ant colony algorithm was proposed by Dorigo et al.31,32 and its inspiration comes from the behavior of ants searching for food. In the process of searching for food, ants will leave pheromones on their walking path. The pheromone on the path will evaporate at a certain rate with time. Initially, the choice of the ants' path is random. After that, the probability of ants choosing paths will be affected by the concentration of pheromone left on the path. In the unit time, the number of ants on the short path is more than that on the long path, and the pheromone concentration on the short path will also be higher. This forms a positive feedback mechanism. The ant colony algorithm has been widely used in the traveling salesman problem, achieving good results.33,34
At the initial moment of the algorithm, the amount of pheromone on each path is equal, and m ants are randomly placed in n nodes; let p
ij
(t) be the probability that the ant will move from shafts i to shafts j for the tth iteration


After completing a cycle, the amount of pheromone on each path needs to be adjusted. The formula is as follows

When the path constructed by the ant is better, the path can obtain more pheromones. In repeating the process of constructing the solution and updating the pheromone, the better path is continuously updated until reaching the end of the algorithm iteration.
Improved ant colony algorithm
The entire flow of the algorithm is shown in Figure 1. We use the weaving shafts as each node in the ant colony traveling process, and the loom as a virtual node. Firstly, the ant colony and path pheromone are initialized, and then ants select the shaft and the loom according to the transition probability. After a single ant completed a cycle, we get the order of the weaving shafts on each loom. According to the weaving shaft information and the loom information, we can get the completion time of each weaving shaft and order. After all the ants have completed one iteration, we remove the path that causes the order to exceed the deadline, and then choose the optimal path. After several iterations to reach the maximum number of iterations, the optimal solution is output.
Improved ant colony algorithm flow.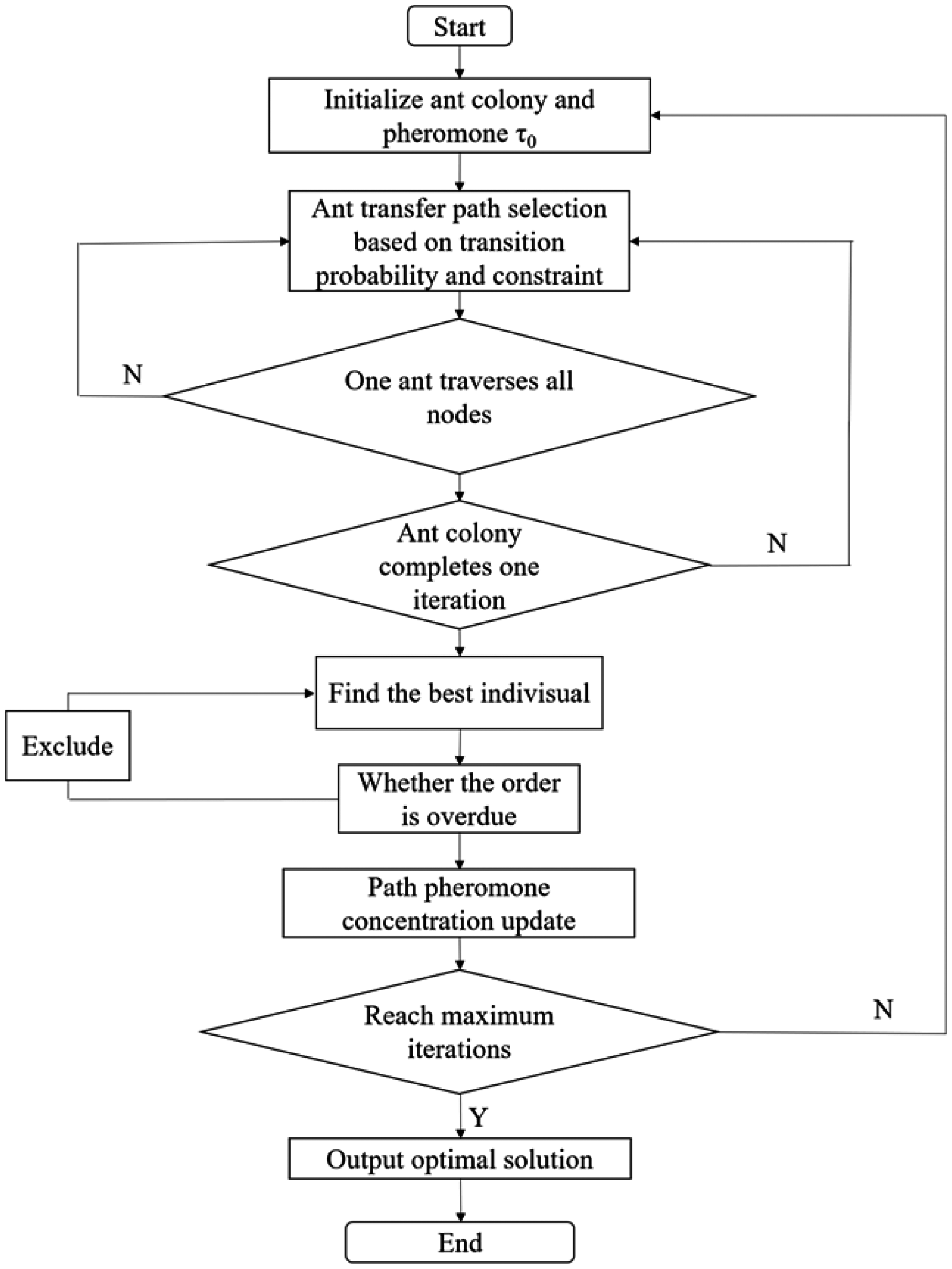
Transition probability
In the traditional ant colony algorithm, the degree of expectation is only inversely proportional to the length of the path. This is feasible to solve the single minimum path problem. In the problems raised in this article, the constraints are both hard and soft. The formula for calculating the degree of expectation of the traditional ant colony algorithm is obviously no longer applicable to this problem. Therefore, we introduced c0j (number of continuous weaving of the same variety) and adt ij (the fitness score of each shaft). At the same time, the weaving time of each shaft is taken as the length of its path. So far, we have achieved the effect of the three constraints on the degree of expectation when choosing a path, which is consistent with the three optimization goals we initially set up.
Here, ϕ
ij
(t) represents the desired degree of ant transfer from the shafts i to the shafts j

Throughout the selection process, we are actually selecting the weavable shafts for each loom. Every time after selecting the shaft, it is possible to choose the next loom. Let

When setting the selection probability of the loom, we selected the average probability of all shafts. The main reason for this is that when the selection probability of the shafts is too large or too small, it is easy to cause a backlog in production on the last or the first few weaving machines. We take its average probability so as to make all the shafts distribute on each loom evenly, which is beneficial to our algorithm.
Iteration threshold
In the early stage of algorithm execution, the probability of selecting certain paths may become smaller and smaller. In order to avoid the algorithm stagnation, we set a threshold k. If there is no improvement in the value of the objective function T1 after k consecutive iterations, we will reinitialize the pheromone on the global path. The value of k is generally one-tenth of the number of iterations. This is helpful to promote the diversity of solutions and avoid premature fall into the optimal local solution

Maximum and minimum ant colony system
During the loop iteration of the current algorithm, we always emphasize the development of the optimal path; that is, the optimal ant during the iteration allows one to release the additional pheromone. However, this may cause the pheromone concentration on some paths to grow too fast, which may lead to all ants searching the same path. Although these paths may be better, they are often not optimal paths. This causes the algorithm to fail due to early stagnation. Therefore, we introduce the maximum and minimum ant system, which sets the maximum and minimum pheromone concentration
The maximum and minimum values set for pheromone are shown in the following formulas


Results and discussion
Experimental details
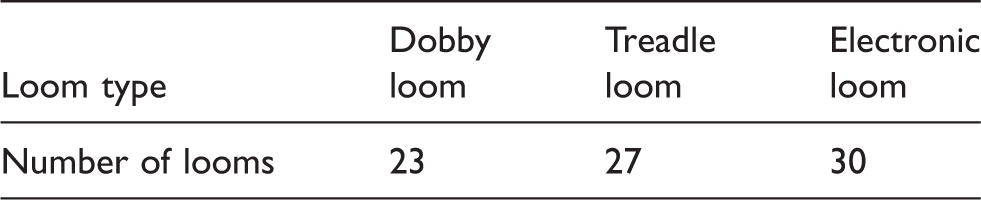
Type and quantity of looms
Difficulty level of weaving between different varieties and looms
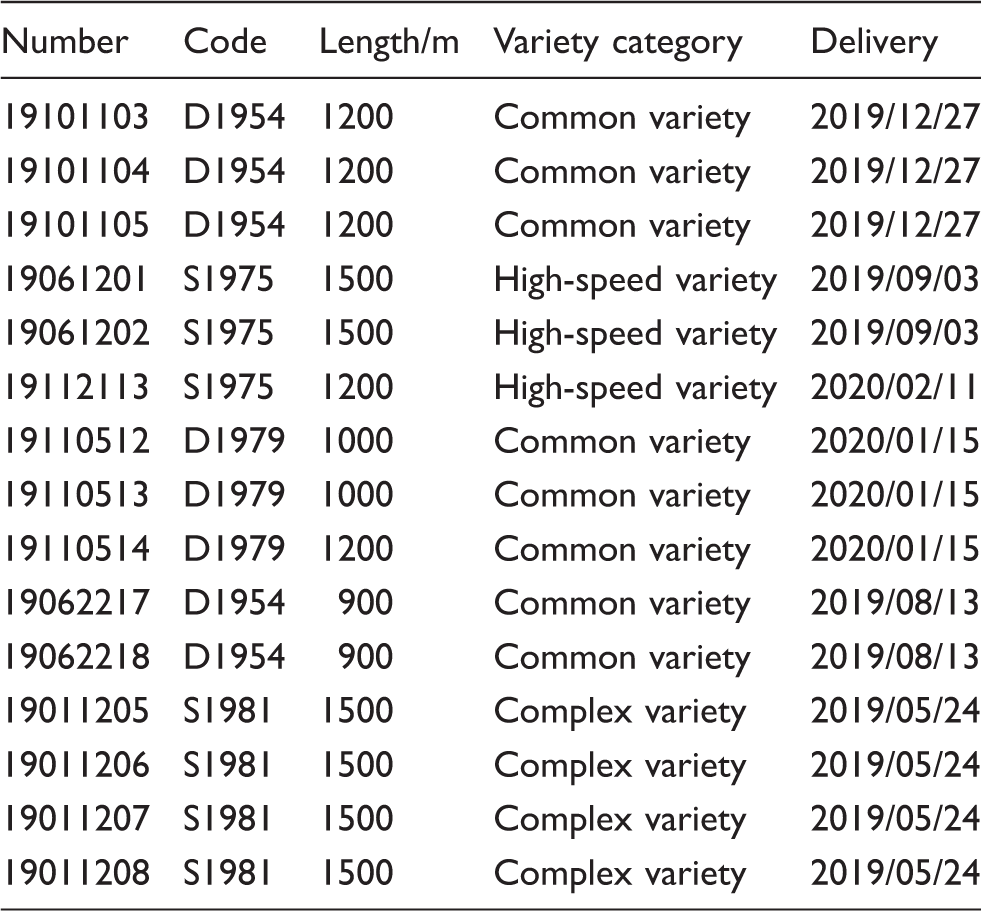
Weaving shaft information
Details of variety codes

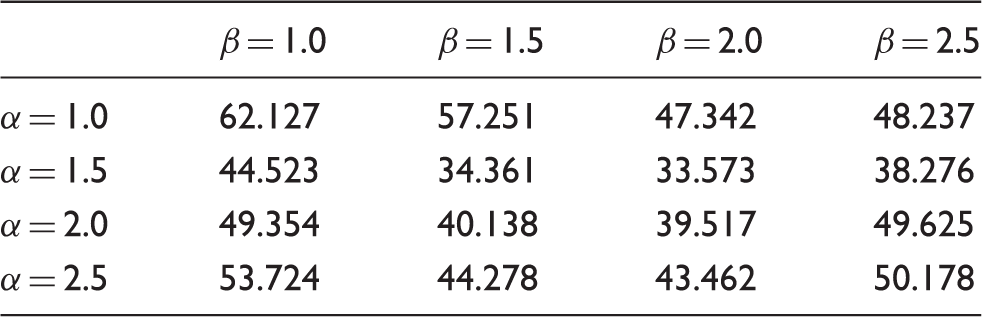
We carried out production scheduling on 221 weaving shafts of 43 orders on 80 looms. For the parameter setting of the algorithm, we select the population size N = 500, the number of iterations G = 300, the pheromone factor α = 2.0, the heuristic factor β = 2.0, the volatility coefficient ρ = 0.5, the maximum pheromone concentration τmax = 2.5 and the minimum pheromone concentration τmin = 0.01.
The Gantt chart of part of the schedule is shown in Figure 2. The number in the Gantt chart represents the number of the weaving shaft, which is derived from the actual number of a certain enterprise. The number consists of eight digits. The first six digits indicates the order number. The last two digits represent the serial number of the shaft. For example, for 19062412, 1906 indicates that the production date of the order is June 2019, 24 indicates that this order is the 24th order in June and 12 indicates the 12th shaft of this order. When the current six digits are the same, it means that the shaft belongs to the same order. For the three shafts on the 204 loom, they belongs to the same order and are produced continuously.
Partial schedule Gantt chart.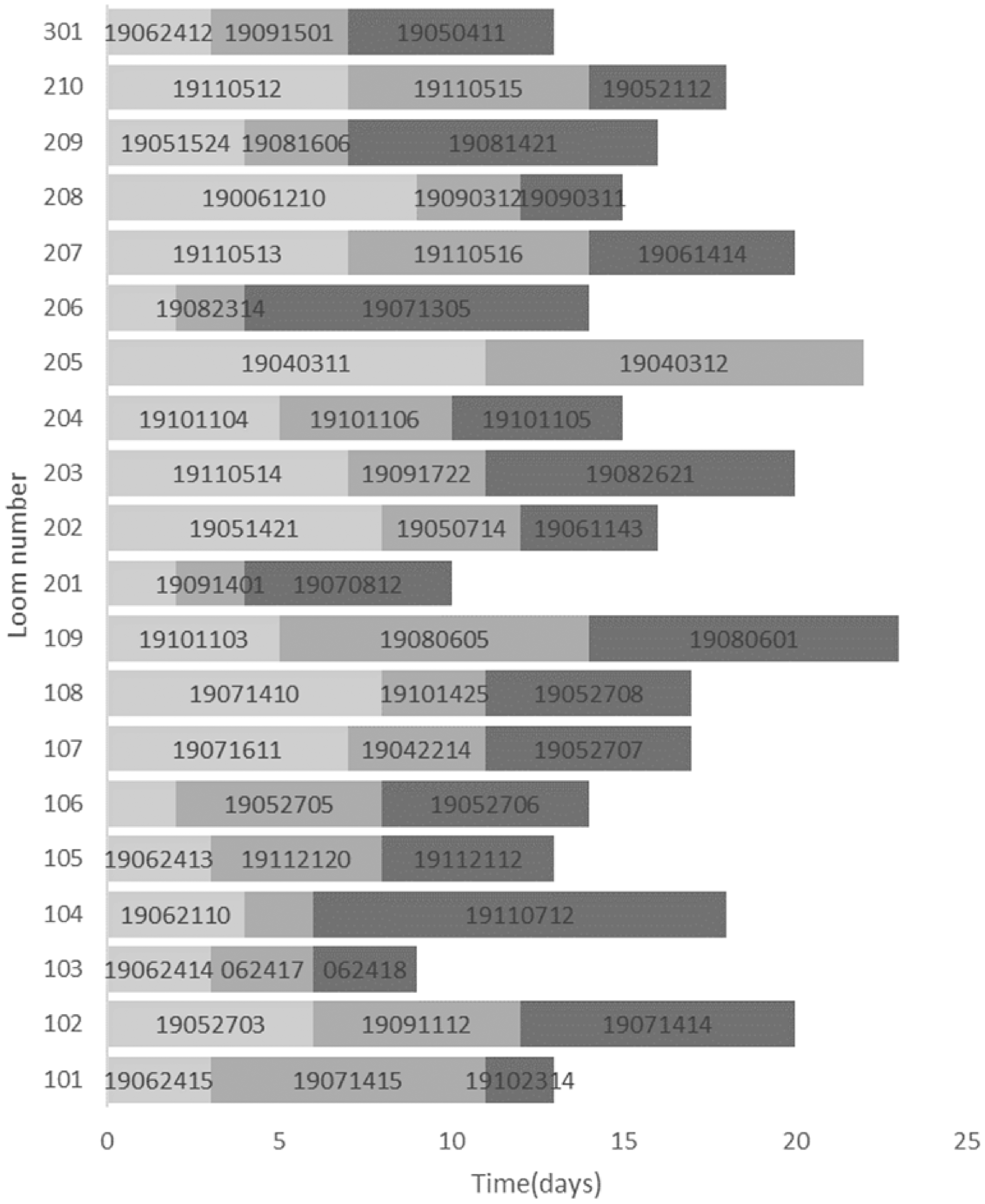
The algorithm runs on a computer with an intel core.i5-4510U processor with the frequency of 2.4 GHz. After one calculation, the algorithm takes only 287 s. Compared with the enterprise actual manual scheduling, its maximum completion time is shortened by 5.42%. The number of varieties changes decreased by 10.21%, and the model adaptability increased by 12.53%.
Parameter discussion
Total fitness value T1 under different combinations of α and β
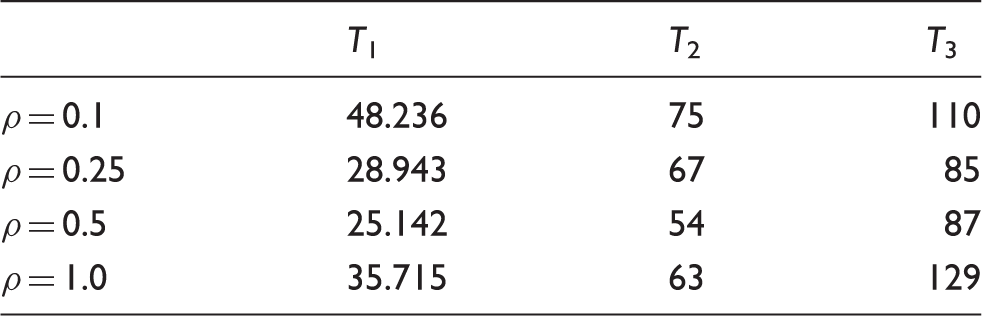
Values of each objective function under different ρ values
Algorithm parameter setting

Method comparison
Comparison with the traditional ant colony algorithm
When we apply the parameters shown in Table 5, the number of iterations is 300 and the value of each objective function is as shown in Figure 3. Here, T1−ACS T2−ACS and T3−ACS represent the defined completion time, variety change number and shaft suitability before improvement, respectively. After applying improvement measures, we set τmax = 2.5, τmin = 0.125. The change of the objective function value is shown in Figure 3. Here T1−IMACS, T2−IMACS and T3−IMACS represent the defined completion time, variety change number and shaft suitability after improvement, respectively.
Comparison between the improved ant colony algorithm and the basic ant colony algorithm.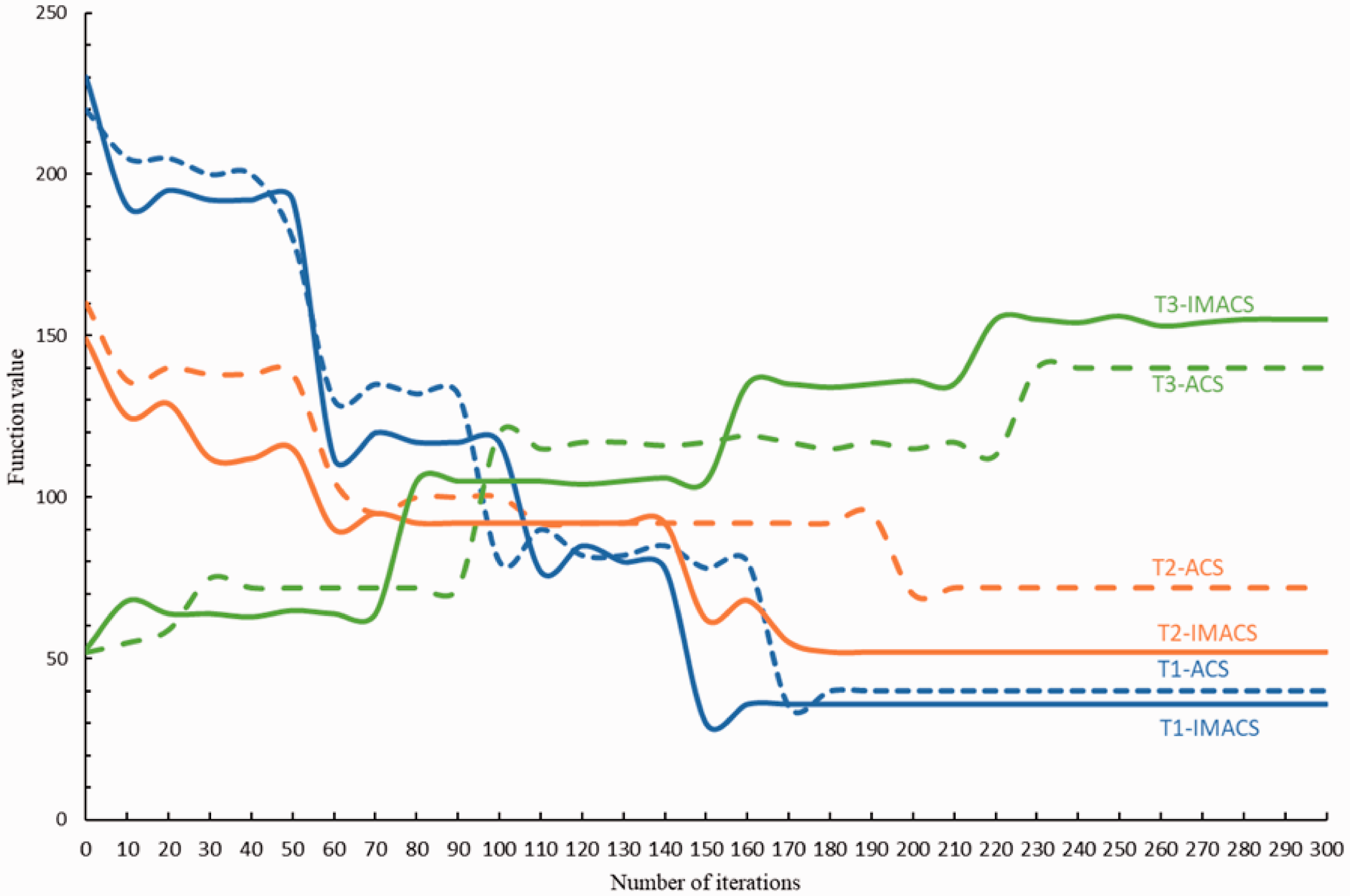
From Figure 3, it can be seen that the improved ant colony algorithm speeds up the convergence of the three objective functions. For the objective function T1 the optimization effect is not obvious at the initial iteration. This is mainly due to the small difference in pheromone concentration in each path. However, as the iteration progressed, the elite individuals were gradually selected and the speed of finding the optimal solution continued to increase. For each objective function value, the maximum completion time was reduced by 7.06%, the number of variety changes was reduced by 15.47%, the fitness of the weaving shaft was increased by 23.09% and the required time was reduced by 68.87%. In general, the improved ant colony algorithm has obvious effects, greatly improving the robustness and global search ability of the algorithm and significantly improving the computing efficiency.
Comparison with other methods
In order to verify the effectiveness of the algorithm, we compared it with other methods. When applying the traditional ant colony algorithm to solve the weaving schedule model, the main process is shown in the Basic ant colony algorithm section of this paper. The main parameters of the algorithm are shown in Table 5, which is the same as the improved ant colony algorithm. We use genetic algorithms to solve the weaving scheduling model. The main implementation process of the genetic algorithm is shown in Figure 4. Firstly, the chromosome needs to be encoded. The total length of the chromosome is the total number of weaving shafts. The position of each gene corresponds to a weaving shaft. The value of the gene is a real number greater than or equal to 0. The integer part indicates the number of the machine to be machined. The loom number n is an integer that increases from 0. The decimal part determines the order of the machine, while the fractional part is the first weaving machine. The range of the gene value is determined by the adaptable model of the weaving shaft. The next step is to find the best chromosome by selection, crossover and mutation. In the parameter setting of the genetic algorithm, we refer to some previous studies.
Genetic algorithm pseudocode.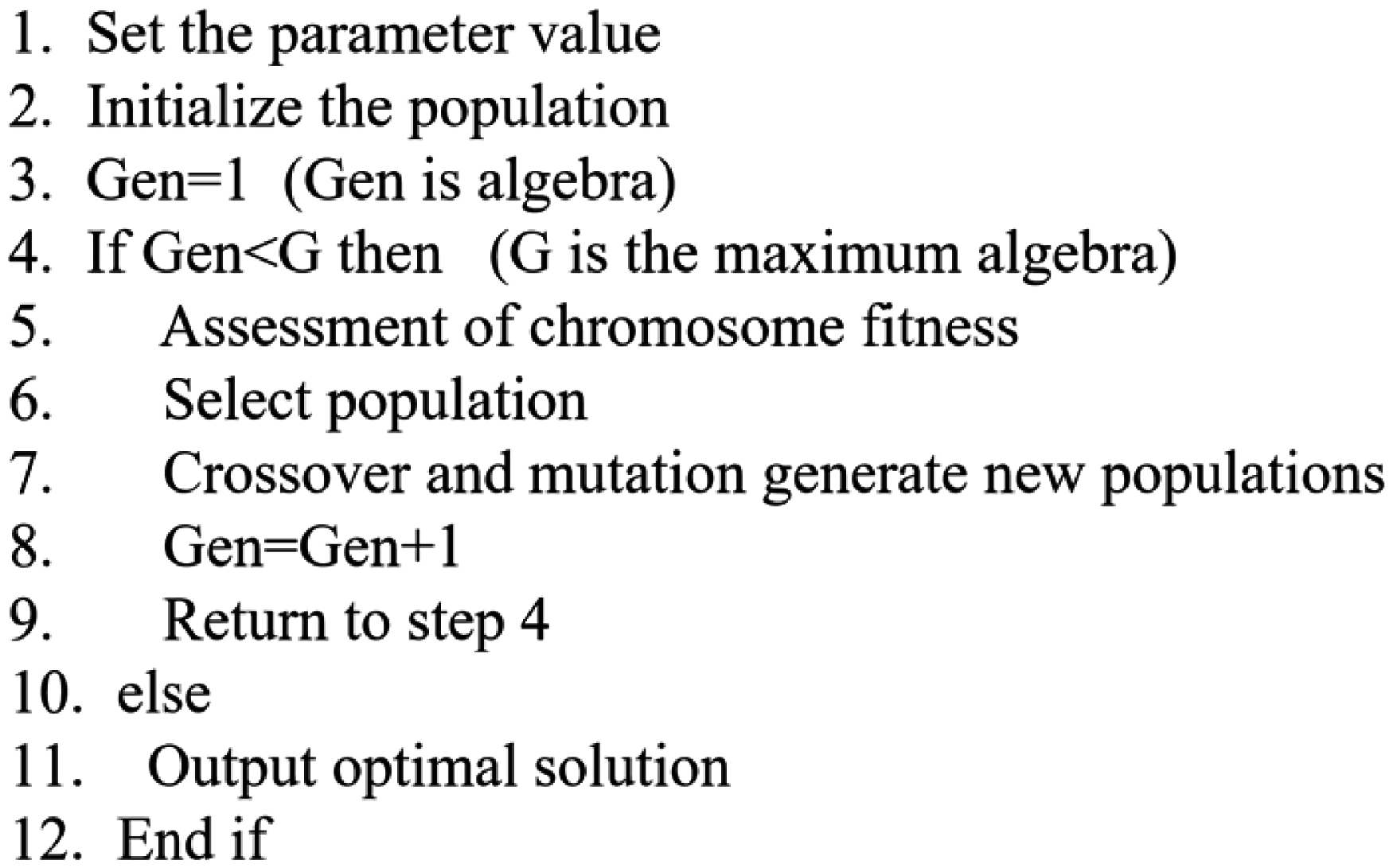
Comparison of different scheduling methods
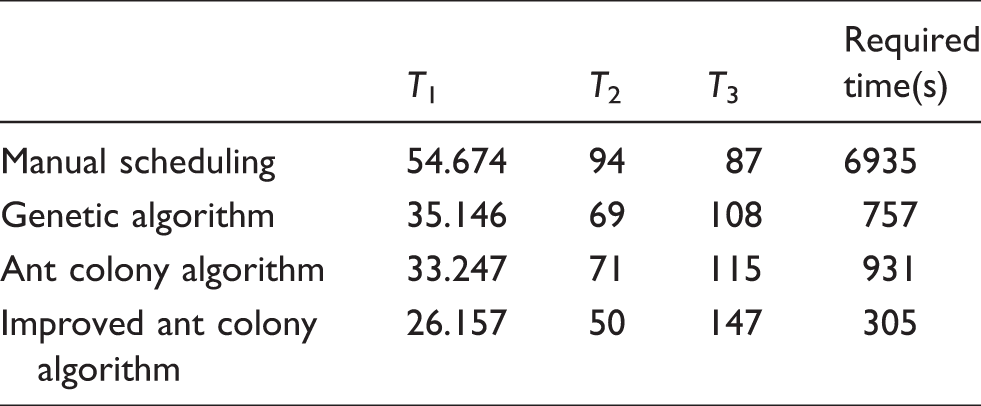
As can be seen from Table 8, heuristic algorithms have huge advantages over manual scheduling. The genetic algorithm and traditional ant colony algorithm have achieved great improvement for each optimization goal, but they have their own advantages compared with each other. The genetic algorithm performs well in minimizing the maximum completion time, and the traditional ant colony algorithm has advantages in the breed change rate and model fit. Compared with the first three, the advantages of the improved ant colony algorithm are very obvious, and they are optimal on each optimization goal. From the solution time point of view, the improved ant colony algorithm has obvious advantages, which is of great significance to actual production.
Conclusion
By adopting the improved ant colony algorithm to solve the weaving schedule model, this paper achieves the automatic scheduling of the weaving workshop. Compared with the previous research, the impact of changing the fabric variety is considered in the weaving schedule model. By grading the loom type and fabric variety, the adaptability of the model has been greatly expanded. The improved ant colony algorithm makes it fast and convenient to produce scheduling solutions. Compared with manual scheduling, the indicators such as variety change rate are greatly reduced on the premise of meeting delivery. This can reduce the labor of workers and cut the production costs to enterprises. Experiments proved the effectiveness of the proposed method.
Although the proposed method shows superior effectiveness, we still need to improve the robustness of the algorithm to deal with unexpected production problems. In the future, the computational performance of the algorithm can be further optimized. Meanwhile, an online web service will be established to provide scheduling solutions.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Our article is funded by two National Natural Science Foundation of China (Grant no. 61802152 and 61976105) and the Natural Science Foundation of Jiangsu Province (Grant no. BK20180602).