
Abstract
In the garment industry, upgrading from mass production to mass customization is imperative, due to ever-changing fashion trends and customers’ increasing personal demands. Based on pattern variations, several practical mass customization methods in terms of custom-fit and co-design are developed in this study for cutting-related processes (i.e. the sizing process and the cutting process). The increment of size number by generating additional sizes and the expansion of size capacity by setting multi-sized darts are two custom-fit methods, while material (fabric) variation by spreading “rainbow plies” and module variation by making a stepwise cutting are two co-design methods. Compared with existing mass customization methods mainly related to the garment design processes, the proposed methods emphasize the garment manufacturing processes in order to resolve the conflict between personalization and cost. A case study on the women’s basic straight skirt is conducted for the performance evaluation (about personalization and cost) of the proposed methods. The experimental results demonstrate the ability of these methods to significantly raise the personalization level with an acceptable price in garment customization. This study provides a reference for garment manufacturers to make proper production strategies, enabling garment mass customization.
Craft production mainly targets individuals and economies of scope, 1 and mass production serves a large population and economies of scale. 2 The former depends on skilled craftsmen creating a perfect fit, allowing any wanted designs with a higher cost, 2 while the latter features a lower cost but a poorer fit and very limited variants. 3 Mass customization is the production mode that integrates mass production and craft production, 2 first coined by Davis 4 and further developed by Pine, 5 which is able to both control cost and satisfy personal needs. 1 Mass customization implies a production process which satisfies the target population by providing customizations, like craft production, and at the same time features a high degree of automation, like mass production. With ever-changing fashion trends and increasing customer demand for personal preferences, mass customization is a promising strategy to support the garment industry,3,6,7 and improves the personalization level, approaching craft production, and meanwhile controls the manufacturing cost, the production speed, and the product quality, approaching mass production.
There have already been some scientific reports on mass customization in the garment industry,8–11 most of which deal with the problems in the design stage;12–17 some others concern the manufacturing process.18–21 It is the increase of complexity in the manufacturing processes rather than in the design processes which significantly influences the garment cost. As pointed out by Jiao et al., 22 customization increases the number of variants in production, and also decreases the number of items produced per variant, with significant impacts on the cost of the manufacturing process. The fabric cost, namely the material cost, occurs mainly in the cutting process and is related to the cutting-related processes (the sizing process and the cutting process). It is taken as a cutting-related cost.23,24 The cutting-related costs make up a considerable part of the garment manufacturing cost, as the fabric cost is a major contributor to the total garment cost.3,25 Thus, the cutting-related processes (the sizing process and the cutting process) bear the brunt of the higher cost caused by mass customization in the whole manufacturing process. However, the cutting-related processes have not received enough attention when considering garment mass customization methods.
The optimization of garment manufacturing systems toward mass customization has not been holistically tackled in industrial and academic practices. General strategies including concurrent engineering, 18 postponement, 20 and modularity 26 are proposed and administrative systems are built,19-21 but rarely are specific methods regarding certain manufacturing processes reported in the current literature. Herein, we propose several methods mainly considering the sizing process and the cutting process of garment manufacturing in regard to their performances for personalization and economy. Through the literature study, it is found that custom-fit27-30 and co-design31-32 are two main categories of garment personalization.1,6 Most of the research concerns the design and marketing departments,1,6,27,31,32 and rarely concerns the manufacturing department.29,30 As we know, each garment is commonly composed of several patterns. The customization of the garment is indeed the customization of the associated patterns, which are the operation objects in the garment cutting-related processes. Thus, the methods proposed in our study are centered on pattern variations in the two above-mentioned aspects. As reported,29,30,33 advanced technologies such as virtual reality, 3D body scanning, and computer-aided design/manufacturing are adopted to aid personalized pattern design and the automatic single cut for mass customization, which is not an economic approach for manufacturers. The more inclined to mass production the mass customization is, the more significant the economic benefit it brings. Thus, cost-effective expertise and methods of mass production should be considered, as batch manufacturing with sizing systems is suggested.28,34 In the discussion of garment mass customization, most research addresses personalization instead of the underlying relationship of personalization and cost. Our research aims to propose some practical garment mass customization methods focusing on the manufacturing processes, more precisely the cutting-related processes, and based on the mass production industrial practice, to reveal and resolve the conflict between personalization and cost. Therefore, the overall strategy of the study is that the mass customization methods are developed from initial classical production practices in mass production to the utmost extent to effectively reduce the manufacturing cost, to help enterprises with the shift from mass production to mass customization. In addition, an analysis of the personalization levels and cutting-related costs when applying the proposed methods is demonstrated in detail for efficiency evaluation, and is a reference for apparel companies to make proper mass customization scenarios according to their own conditions.
In this study, we propose several new practical methods, based on pattern variations, in two different aspects, i.e. custom-fit and co-design, for upgrading the cutting-related processes (the sizing process and the cutting process) in the garment mass customization environment in the next section. The increment of size number by generating additional sizes and the expansion of size capacity by setting multi-sized darts are two custom-fit methods, while the material (fabric) variation by spreading “rainbow plies” and the module variation by making a stepwise cutting are two co-design methods. In addition, the definition of personalization levels, i.e. custom-fit level and co-design level, and the calculations of cutting-related costs are introduced. Following this we demonstrate the implementation of these methods in a case study of the women’s basic straight skirt, where the performance evaluation (regarding personalization and cost) of the proposed methods is made. The fourth section gives the experimental results, demonstrating the ability of these methods to significantly raise the personalization level with an acceptable price in garment customization. The final section concludes the paper and gives remarks for future work.
Methodology
In this section, four mass customization methods, two for custom-fit and two for co-design are demonstrated. Subsequently, the personalization level definition and the calculation of the cutting-related costs are illustrated.
Mass customization methods based on pattern variations
Four mass customization methods regarding custom-fit and co-design are developed. Two of them are related to pattern size, and the other two are related to pattern material and pattern shape, centered on the cutting-related processes in garment manufacturing. The details about these proposed methods are discussed in the remainder of this section.
Methods for custom-fit
As the fit is a fundamental need of users, a satisfactory fit in mass customization is of great importance.27,28 Methods regarding custom-fit are associated with the pattern sizes, the main idea of which is to enhance the fit satisfaction of the targeted customers by adjusting the sizing system. It is difficult to reach a higher level customer satisfaction with fit due to the limited and outdated sizes of ready-to-wear garments.35-37 It was indicated that 50 percent of women claim that they cannot find apparel that fits, and 50% of garments are returned because of problems with fit. 38 To generate appropriate sizes for the target population in mass customization, optimization methods are designed considering the enhancement of number or the capacity of size. 39
Increment of size number
Producing mass customization sizing systems (which are generally not proportionally graded) with an increased size number compared with the traditional mass production sizing systems has been addressed in the literature.
28
In this case, customers can be better served with more choices and the garment fit is improved. In considering whether to retain the original mass production sizes in the new sizing system, there are two main strategies: (1) retain the original mass production sizes and add additional sizes; and (2) completely abandon the existing sizes and use newly generated sizes. The former updating approach is the focus of the research displayed schematically in Figure 1(a), in which a mass customization sizing system is demonstrated, with additional sizes (gray rectangles) and original mass production sizes (black rectangles).
Schematic figure of mass customization methods for custom-fit: (a) Addition of pattern size via additional sizes; (b) Expansion of pattern size via expanded sizes.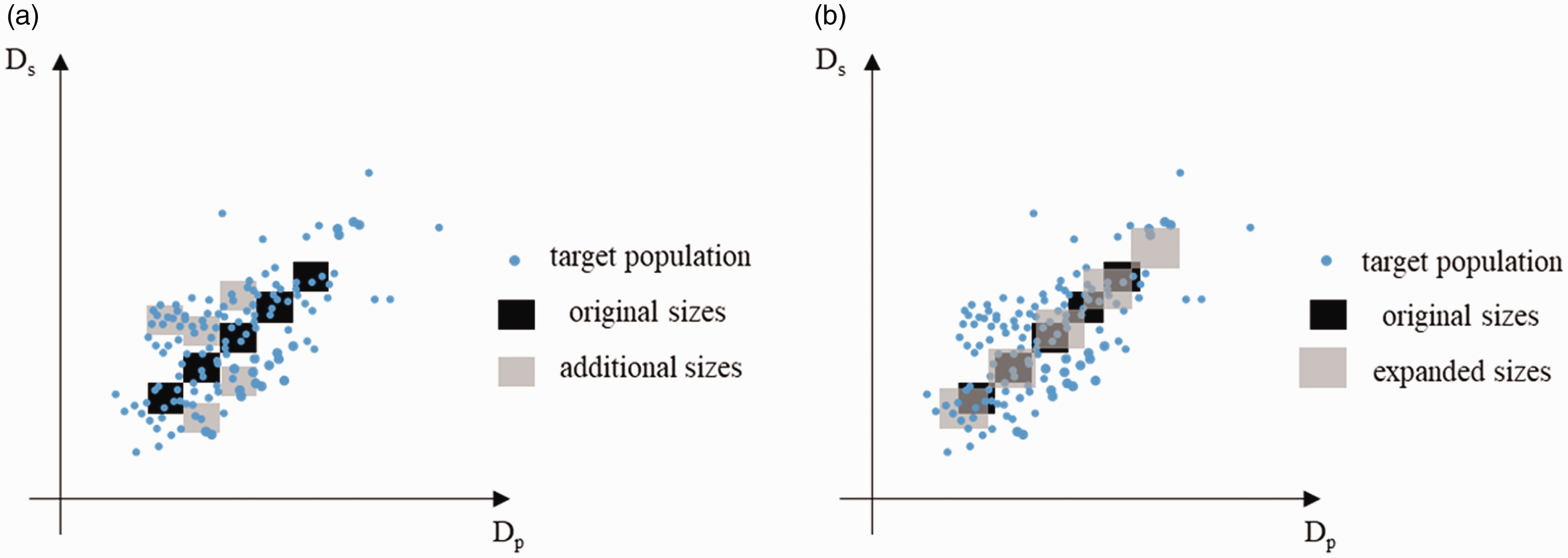
Expansion of size capacity
Some manufacturing technologies, like elastic waistband attachment 40 and garment belt utilization, 41 which allow for small variations in fit, offer the potential of expanding the size capacity to improve satisfaction in mass customization. Namely, the size capacity can be also increased to enhance the fit satisfaction, by adjusting the pattern size through a structure processing; for instance, embedding some special structures with high flexibility, including darts, elastic materials, belts, and so forth. As depicted schematically in Figure 1(b), the original mass production sizes (black rectangles) are discarded and replaced by the expanded sizes (gray rectangles), which enables a larger percentage of the target population to be served. However, this method can only bring slight and limited effects on the expansion of size capacity because of its small change range and narrow applicability. Therefore, in practical production, the two strategies of increment in size number and capacity are recommended to be used simultaneously.
Methods for co-design
Apart from the increasing demand for garment fit, customer participation in the design such as garment style, garment detail, fabric type, fabric color, etc., called co-design (collaborative design), is highly desired by customers in the garment industry. 31 The concept of co-design (participatory design), where the customers provide their co-designs before production, is hard to incorporate into traditional mass production. Traditional mass production is to some extent isolated from co-design, giving this opportunity to mass customization. Thus, we propose two mass customization methods in terms of co-design, regarding the pattern material and the pattern shape.
Fabric variation
“Rainbow spreading” is a typical strategy in garment production,
42
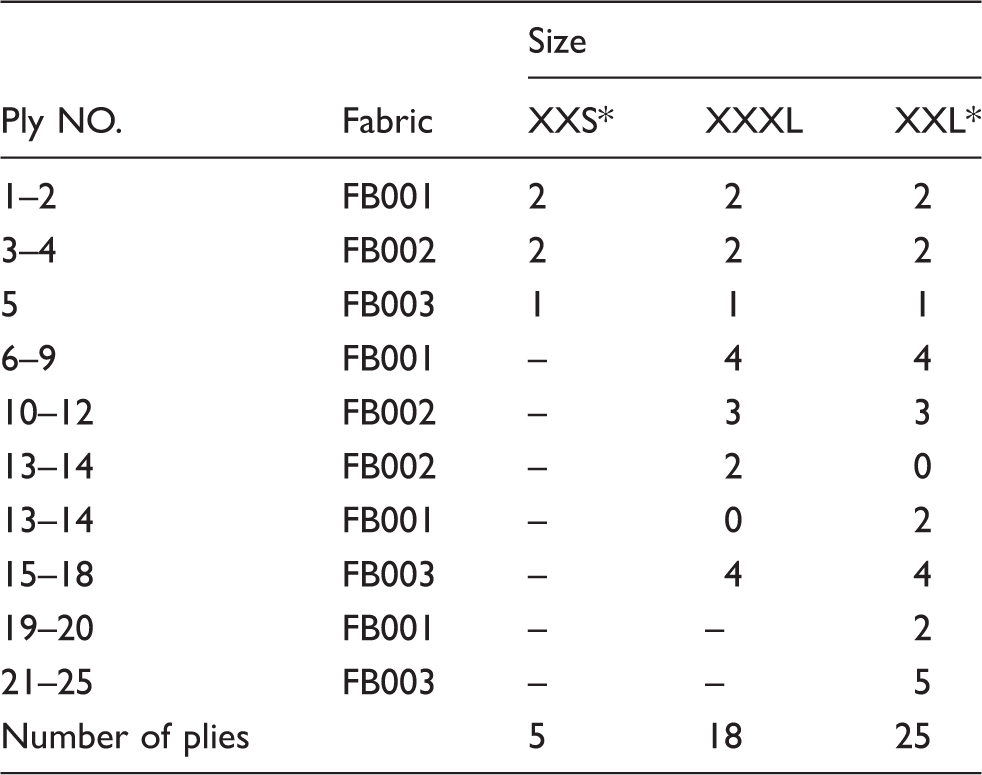
and it is common to make lays with materials in different colors vertically. The strategy can be extended to endow the same kind of article with greater variability (e.g. color, composition, or texture). However, we need to be aware that not every garment needs that much diversity, so it may bring about overproduction. To avoid this limitation, if we allow multiple fabrics to compose one-ply horizontally during the spreading operation (rainbow ply), the variability can be applied to the different articles. To explain in more detail, Figure 2(a) shows the feasibility of the strategy of combining the “rainbow spreading” with “rainbow ply.” Patterns of the same article are grouped into one section on the marker, so that the single-ply can be composed of different fabric pieces for cutting out. From the figure, we can conclude that the overproduction can be effectively suppressed. Meanwhile, the personal needs of pattern material can be well satisfied by this method. In the future of mass customization, with the fast development of computerization and automation in industry, it is highly likely that the horizontal strategy “rainbow ply” will be widely used, contributing to the progress of mass customization.
Mass customization methods for co-design: (a) Variation of pattern material via multi-fabric spreading; (b) Variation of pattern shape via stepwise cutting.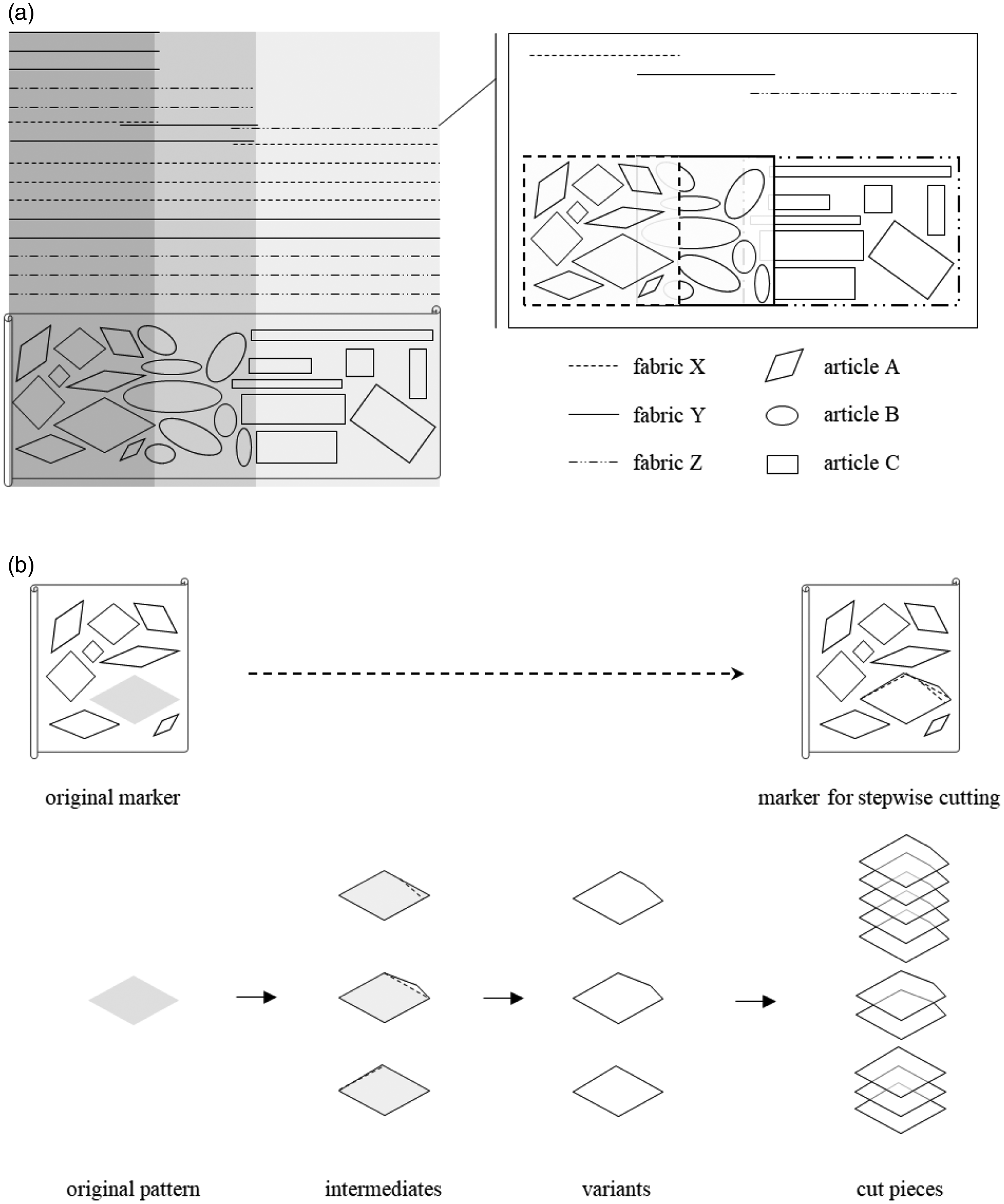
Module variation
In addition to fabric variation, the personalization in module variation is also feasible with respect to the pattern shape. The variation of the garment module contains a slight modification of the main module or a type alteration of specific moduli (e.g. collar, sleeve, pocket, waistband). This can be realized through conducting lean cutting with second cuts (first cut in terms of the common outline, then the second cut for cutting out all the variants) or even making extra markers for a wide module variety. When adopting a stepwise cutting, the key point is to generate the markers for stepwise cutting with the common outline of the related variants for the first cuts, see Figure 2(b).
Definition of personalization level
The personalization levels and the cutting-related costs are tightly correlated, because the variety and depth of customizable options result in manufacturing complexity, thereby affecting the costs. For the two mass customization aspects mentioned above, we use custom-fit level and co-design level to specifically represent the personalization level, namely, the level of mass customization.
Custom-fit level
Fit is a complex concept having different definitions as reported in the literature, and the most common criterion noted is the aggregate loss.43-45 The aggregate loss gives an objective assessment measuring the average distance between the body dimensions of samples and the dimensions of assigned sizes. However, this criterion may not have a precise or even proper presentation of fit. It is noted that it is very hard to normalize the effect of each key dimension on fit to customers, and customers’ subjective feelings of fit are not in a simple linear correlation with distance. Therefore, we propose a new criterion of fit, the custom-fit level, which contains a part of the objective assessment, which measures the average distance between the body dimensions and the dimensions of assigned sizes, combined with a subjective assessment.
Figure 3 demonstrates an example of the custom-fit level definition with three sizes which are presented in different colors. There are five custom-fit levels weighing 0, 2, 5, 8, and 10. D (Dp and Ds) refers to the primary or secondary dimension of the size, and IntD (IntDp or IntDs) refers to the corresponding interval value.
46
The two-dimensional space of the key dimensions is divided into sections by sizes differentiated with specific colors. Samples from the target population whose body dimensions fall into a certain section are assigned with the corresponding size. Each section is further divided into several subsections differentiated with specific shades. Each subsection is marked with an exact weight, reflecting the corresponding custom-fit level, which is determined by the objective difference between body dimensions of the sample and dimensions of the assigned size, simultaneously altered by customers’ subjective evaluation.
An example of custom-fit level definition.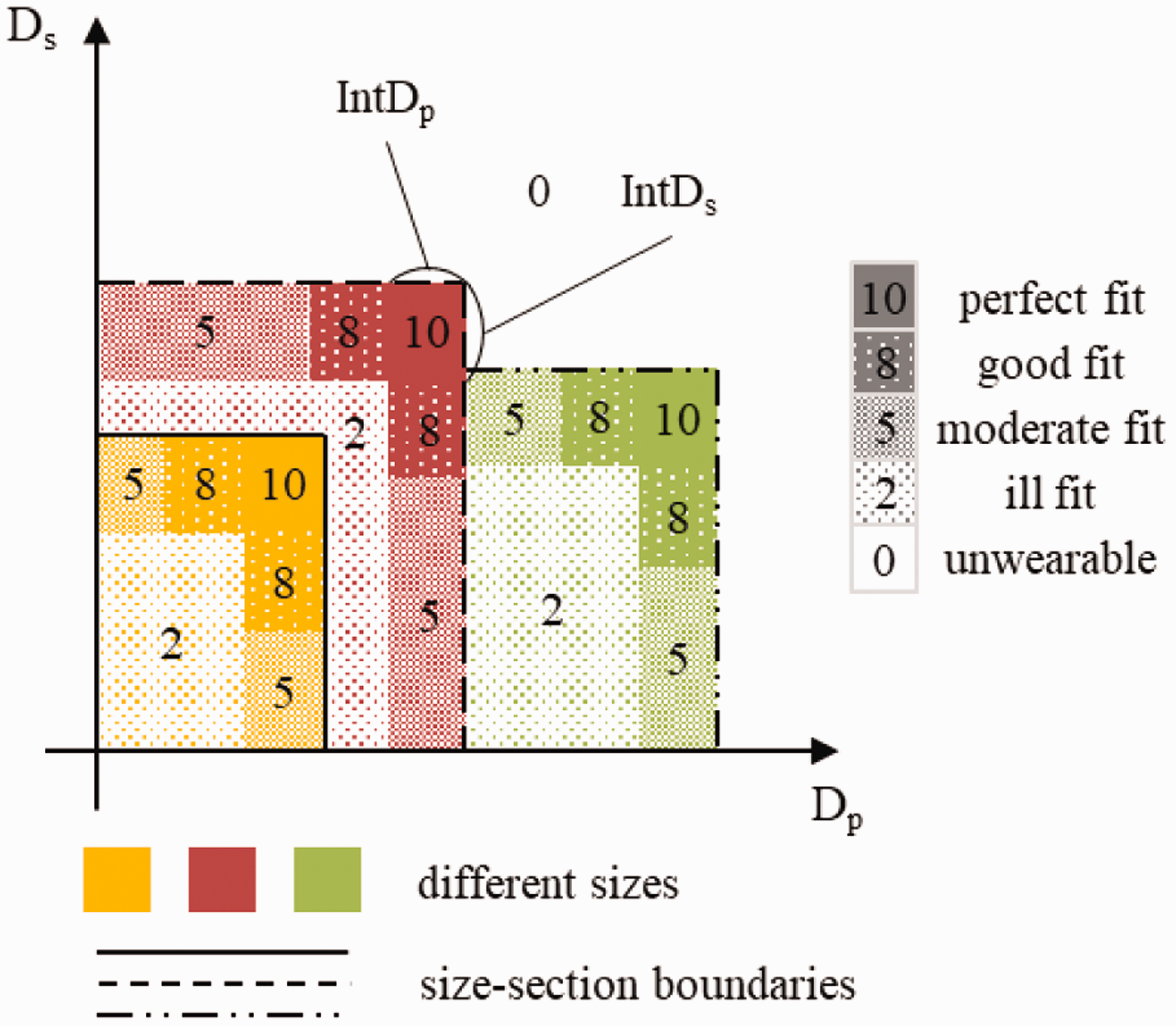
Co-design level
Compared with the custom-fit level, there is hardly any literature concerning the definition of the co-design level. In detail, co-design is associated with the type and complexity of the requested design. Herein, the definition of the co-design level is based on the selected co-design points x, and related to the difficulty and cost of the individual co-design during manufacturing, which can be labeled as complexity coefficients Cx∈[0, 1]. As illustrated in equation (1), the co-design level is evaluated by the sum value of the complexity coefficients of all the participating co-design points, as semi-quantitative characterization.
For instance, for different co-design points, materials (complexity coefficient Cm = α) and pockets like patch pocket, slant pocket, and welt pocket (complexity coefficient CPP = β, CPS = γ, and CPW = δ), if the consumer selects a certain material and patch pockets, the co-design level is α + β, or if they select a certain material and welt pockets, the co-design level is α + δ.
Cutting-related costs
The majority of the garment manufacturing cost occurs in the garment cutting process.47,48 Costs relative to the garment cutting process23,24,49,50 can be divided into two groups: one group is caused by consumption of materials (i.e. fabrics and markers), and the other is induced by operations (i.e. spreading, cutting, and sorting and bundling). Labor and equipment costs are included in the calculation of operation costs, and it is worth noting that herein the power cost is classified into the equipment cost to simplify variables. The following equations provide each relationship of key factor(s) and the related cost. In the case study, the exact value of the cost depends on some constants related to production, and presents a certain proportional relationship with certain key factors. Consequently, the use of the values of key factors to represent the corresponding cost makes sense, so as to adapt to the variation of the constants in different production scenarios.
Fabric cost (Cf):
Marker cost (Cm):
Spreading cost (Cs):
Cutting cost (Cc):
Sorting and bundling cost (Csb):





To comprehensively compare these cost changes, an in-depth analysis of the key factors for each cost is discussed through a case study in the next section.
Case study
To evaluate the performances (i.e. personalization and cost) of the above-mentioned mass customization methods, we present a case study containing six experiments about the production of a women’s basic straight skirt, updated from mass production to mass customization for 451 customers.
Design of experiments
Details of the case study in terms of the objects, contents, and constraints are described in this subsection.
Objects
Mass customization of a basic straight skirt is designed for a target population of 451.
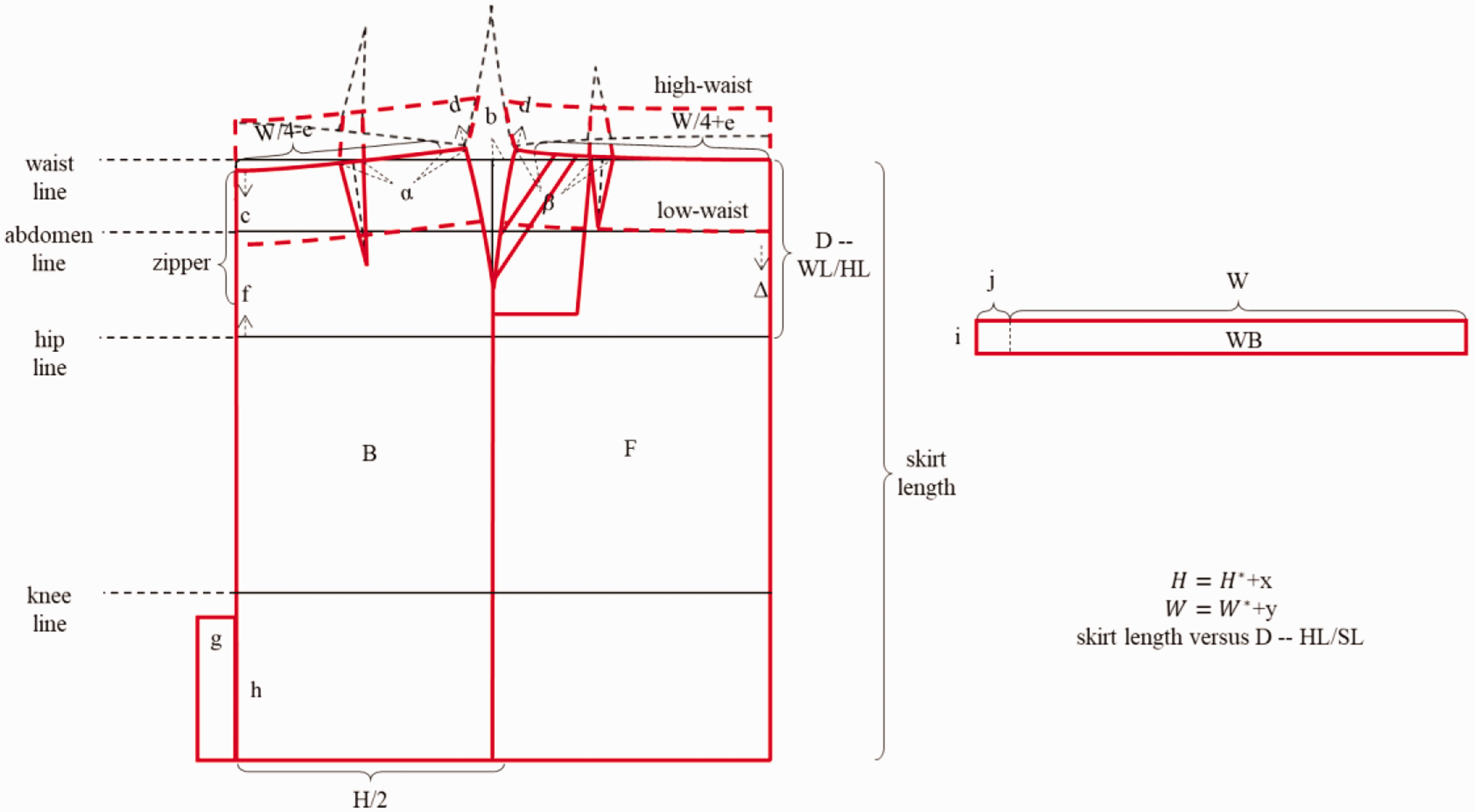
Product Normally, women’s skirts have relatively limited and simple patterns with fewer variants than other types of lower body garments, such as pants and upper body garments. More specifically, the basic straight skirt is commonly used on official occasions, conventionally with the need of large output and further customization. Therefore, the basic straight skirt can be a typical and concise example. Herein, a women’s basic straight skirt, which is represented as a commonly used clinging garment, is selected in our study, and the sketch is shown in Figure 4. The corresponding primary and secondary dimensions are hip girth and waist girth. The experimental object in this work is a straight skirt with simple structures; nevertheless, the methods mentioned in this research are designed with consideration for general use, so they are suitable for the customization of other types of garments as well. The implementations with other types of garments will be completed in future work.
Prototype of a women’s basic straight skirt. Anthropometry data Sets of real body-dimension data from the target population of 451 French women, between the age of 25 and 40, have been collected by 3D scanning and prepared as data sources in the experiments.
Contents
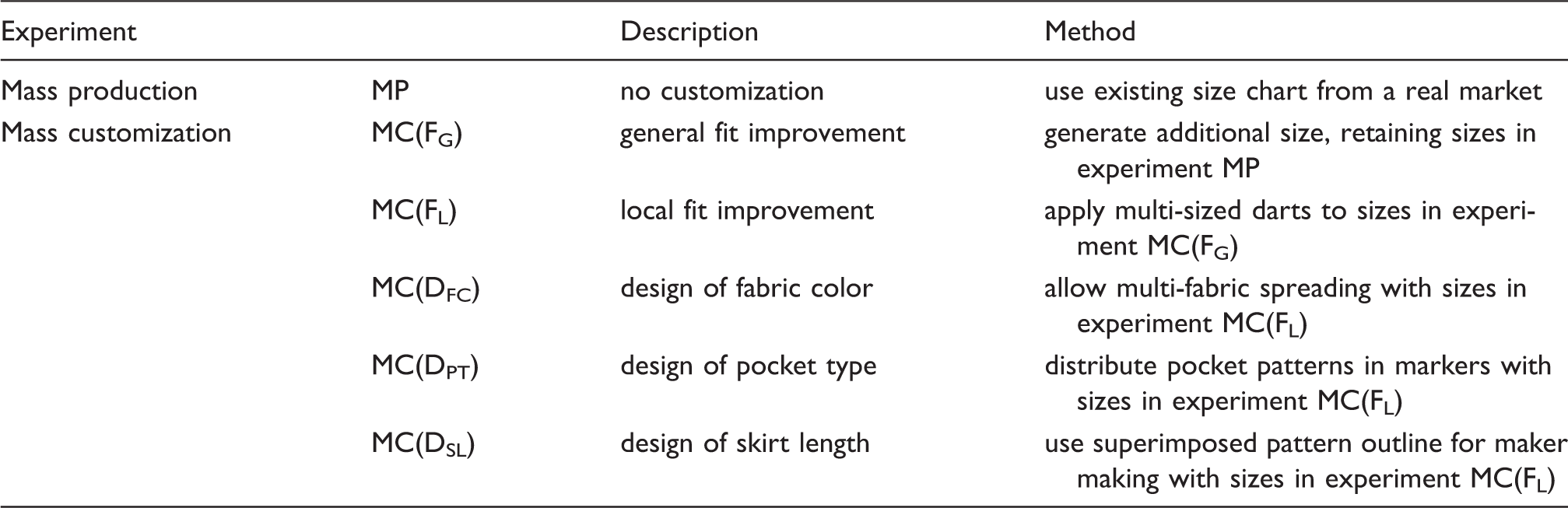
We designed experiments for both mass production and mass customization with the proposed four methods to evaluate the performances and to make comparisons as well. One of these experiments is conducted in the production mode of mass production (MP), and the five other experiments demonstrate the corresponding production upgrade methods toward mass customization (MC(FG), MC(FL), MC(DFC), MC(DPT), and MC(DSL)), shown in Figure 5.
Flowchart of experiment implementation with mass customization methods.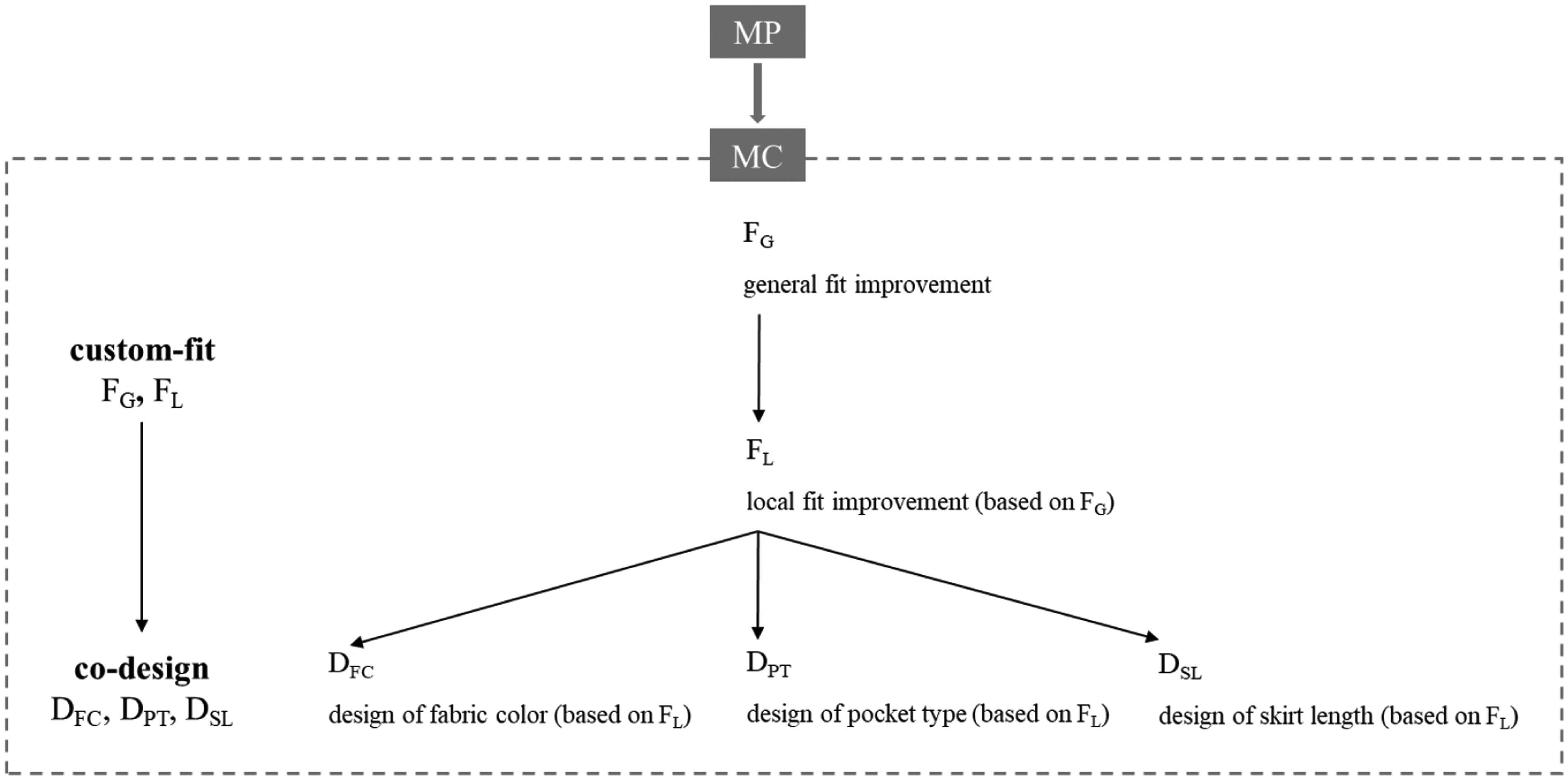
First, the experiment MP is conducted with an existing size chart of this skirt type from a garment company in the real market on the s.Oliver website (https://www.soliver.eu/sizetables/size-table-women-GENERAL_SIZETABLE_WOMEN.html). Afterward, the other five experiments are performed for each evolutionary process of mass customization, of which two are for custom-fit and three for co-design. The main target of the case study is to implement the proposed four mass customization methods and evaluate the corresponding performances, so the focus is on mass customization experiments, which are further described and discussed. The mass production experiment is the basic line for comparison.
For the custom-fit part, the first mass customization experiment for custom-fit is defined as MC(FG), and we supplement a set of additional sizes by a shift of the existing sizes, illustrated in the “General fit improvement” section, with size number doubled from existing mass production sizes. Compared with creating a novel set of sizes for mass customization, the strategy has the advantages of simplicity, reflected in a slight change in pattern development and product manufacturing. In addition, it exhibits the benefit of sustainability, namely, an increase of pattern utilization (dart variations are based on existing patterns, no new patterns are created), and flexibility in the switch between mass production and mass customization. The second experiment for custom-fit is an optimization of the experiment MC(FG) by dart modification for mass customization, defined as MC(FL), where we apply darts with three sizes, namely small, medium, and large, to expand the capacity of existing sizes, illustrated in the “Local fit improvement” section.
Details of experiments applied with mass customization methods
To further conduct the experiment, we simulate one order of customized products for 451 people of the database. In the custom-fit experiments, the most suitable size in the defined sizing chart according to the body dimensions of the consumer is assigned. In the co-design experiments, an equal division of design options is set. As shown in Figure 6, random distributions of single-point co-design selection in experiments MC(DFC), MC(DPT), and MC(DSL) are made for the 451 samples. In this case, the assignment of samples to each co-design element is mostly uniform. In detail, for fabric, there are 34% of the consumers for fabric FB001, 31% for fabric FB002, and 35% for fabric FB003; for pocket type, 37%, 32%, and 31% for patch pocket, slash pocket, and without pocket, respectively. For skirt length, the percentages of the three skirt lengths (short, original, and long) are almost identical, approaching 33%.
Random distributions of co-design selection in MC(DFC), MC(DPT) and MC(DSL).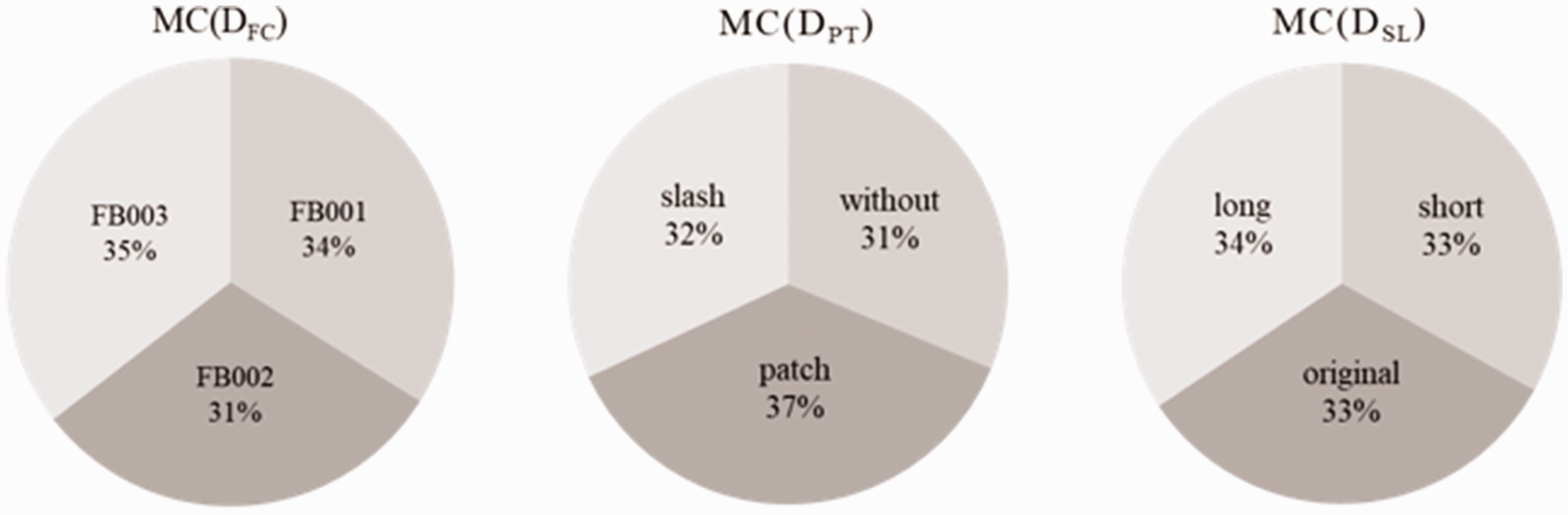
Constraints
The production constraints which have been considered in this case study are listed below:
To realize the concept of “manufacturing on-demand,” customized products are produced for individuals in mass customization, and excess products are valueless. To keep the constraint consistent, no excess production is considered in the experiments, or for the MP experiment. To produce the exact quantities on demand, lay plans are made with step lays, where the layout of the articles on one marker is sequenced in ascending or descending order of ply number. The cutting scope is set as follows:
Determined by specific cutting equipment in the industrial production, the maximum length of fabric is 3 m, and the maximum height of lay is 30 mm. The fabric thickness is set as 1 mm. We assume that each layer of ply is tightly stacked, so the maximum number of ply is 30. The maximum garment sizes contained in the marker is three, and its maximal length is not allowed to exceed the maximum length of fabric (3 m). Thus, the maximum number of sizes assigned in each lay is set as three. In industrial practice, allocating mixed combinations of small sizes and large sizes in the same lays is strongly preferred due to an even multi-size distribution to markers, which would contribute to the marker efficiency and finally benefit the reduction of fabric cost.
48
Herein, the size matching strategy is adopted.
Implementation of experiments
Mass customization methods, i.e. generating additional sizes, embedding various sizes of darts, spreading rainbow plies, and operating second cuts are applied in experiments MC(FG), MC(FL), MC(DFC), MC(DPT), and MC(DSL) in the case study on a women’s basic straight skirt to cater for customers’ personal demands.
General fit improvement (MC(FG))
The experiments make up a series of experiments in which the latter is updated from the former, illustrated in Figure 5. Therefore, in the experiment about size number increment MC(FG), the new sizes are designed with enough interval to the original sizes instead of being bound, for the flexibility of dart variation of the following experiments. Afterward, in the experiment about the expansion of size capacity MC(FL), multi-sized darts will fill up the reserved interval to make them interconnected.
The first step of fit customization is to generate a set of additional sizes through a shift of the existing mass production sizes in the mass customization experiment MC(FG), as shown in Figure 7. For the existing mass production sizes, the minimum interval of Ds is defined as Min (ITV). According to the relative positions of the regression curve line (blue line) and original sizes (gray rectangles), additional sizes are determined by an upward shift of original mass production sizes with the distance of 3 times of Min (ITV), leaving the blank areas of 2*Min(ITV) for the dart setting of the next experiment. For instance, by shifting the original medium size M, its primary dimension, and secondary dimension (MDp, MDs), the corresponding additional size is generated as M* (MDp, 3*Min(ITV) + MDs).
Size distribution in mass customization by adding sizes (MC(FG)).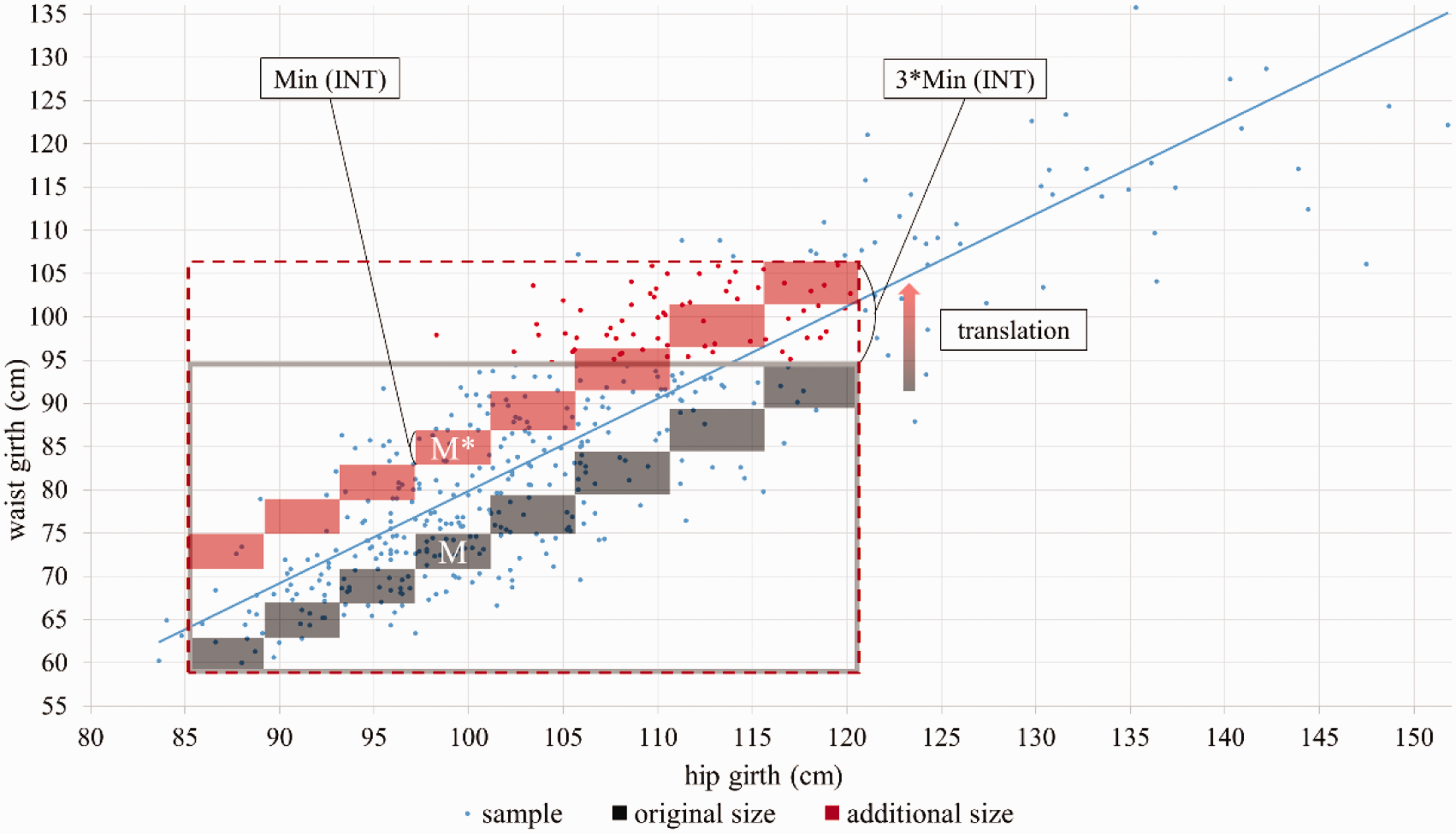
From the area enclosed by a solid gray line to the area enclosed by a red dotted line, it is indicated that a larger portion of the target population is accommodated after the application of additional sizes (red rectangles). By adding size numbers to engulf more points (samples), we can conclude that the coverage range can be expanded and global garment fit can be significantly improved.
Local fit improvement (MC(FL))
After realizing a general optimized coverage of the customer body dimensions, the second step of fit customization is to extend the interval of waist girth via darts in multiple sizes in the experiment MC(FL). We set the darts with the consideration of the shape stabilization of the garment and the maximal coverage range at the same time. First, dart sizes should be appropriate and not produce a disturbing effect on the garment shape; second, we take full advantage of multi-sized dart to bring a maximal coverage range. Therefore, based on the experiment MC(FG) shown in Figure 7, as the skirt has four darts, in this case, Min (ITV)/4 is set as the value of the interval of the dart. We set the new dart sizes as follows:

To visualize the upgrading of the system via the second experiment concerning the custom-fit, Figure 8 exhibits the size distribution of mass customization by multi-sized darts (MC(FL)). In total, there are three dart sizes: small, medium (original), and large dart. From the figure, it can be concluded that the application of multi-sized darts combined with the increment of size numbers results in further enhancement of the accommodation rate, and intuitively a higher proportion of the population with a perfect fit.
Size distribution of mass customization by multi-sized darts (MC(FL)).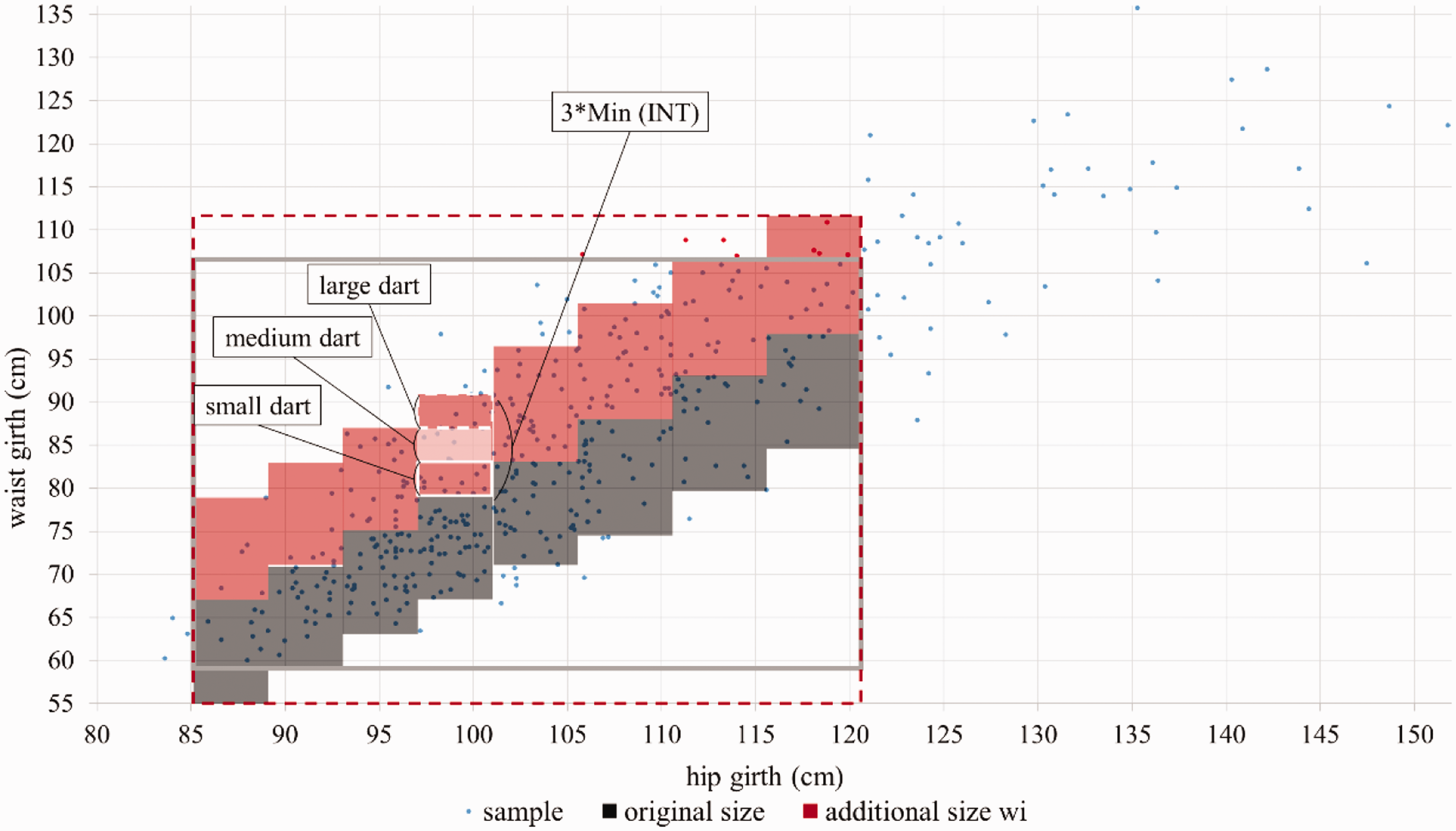
Design of fabric color (MC(DFC))
One spread contained in the lay planning result of MC(DFC)
Design of pocket type (MC(DPT))
For the straight skirt used in this study, the main moduli comprise the front piece and the back piece, while specific moduli include the waistband, the pocket, the vent, and so forth. Experiments regarding co-designs of a main module (MC(DSL)) and a specific module (MC(DPT)) are carried out through the variation of skirt length and pocket type, respectively, in the following.
For the co-design of pocket type (MC(DPT)), attempts are made to occupy the spare room of lays with the small patterns of pockets first for a maximal cost-saving. Considering the material shade problem, the bundling problem, a separate marker is seldom made for small pattern pieces, such as collars, pockets, or cuffs. 48 Advanced fabric dying technology improves the color consistency along the fabric so that patterns of the same article can be placed separately.53,54 With the development of item tracking technology,55,56 small patterns can be well arranged during their transportation process. It can be inferred that this will no longer be a limiting condition for the garment production with a series of development. So far, there are few works in the literature that demonstrate the efficiency of marker making if a separate marker is permitted. Therefore, the following discussion is based on this assumption.
The main strategy is to make the groupage of the small patterns form a close arrangement. It is worth noting that pattern set sequences should be considered based on pocket types for second cuts of the front piece. Arrangement of the appropriate locations of pocket patterns on the existing markers (the areas which are highlighted with dotted lines in Figure 9) is a challenging job. If no sufficient place is left in the existing lays for the groupage of patterns, an extra marker should be adapted for the rest of the patterns.
Layouts of pocket patterns on an existing marker for MC(DPT).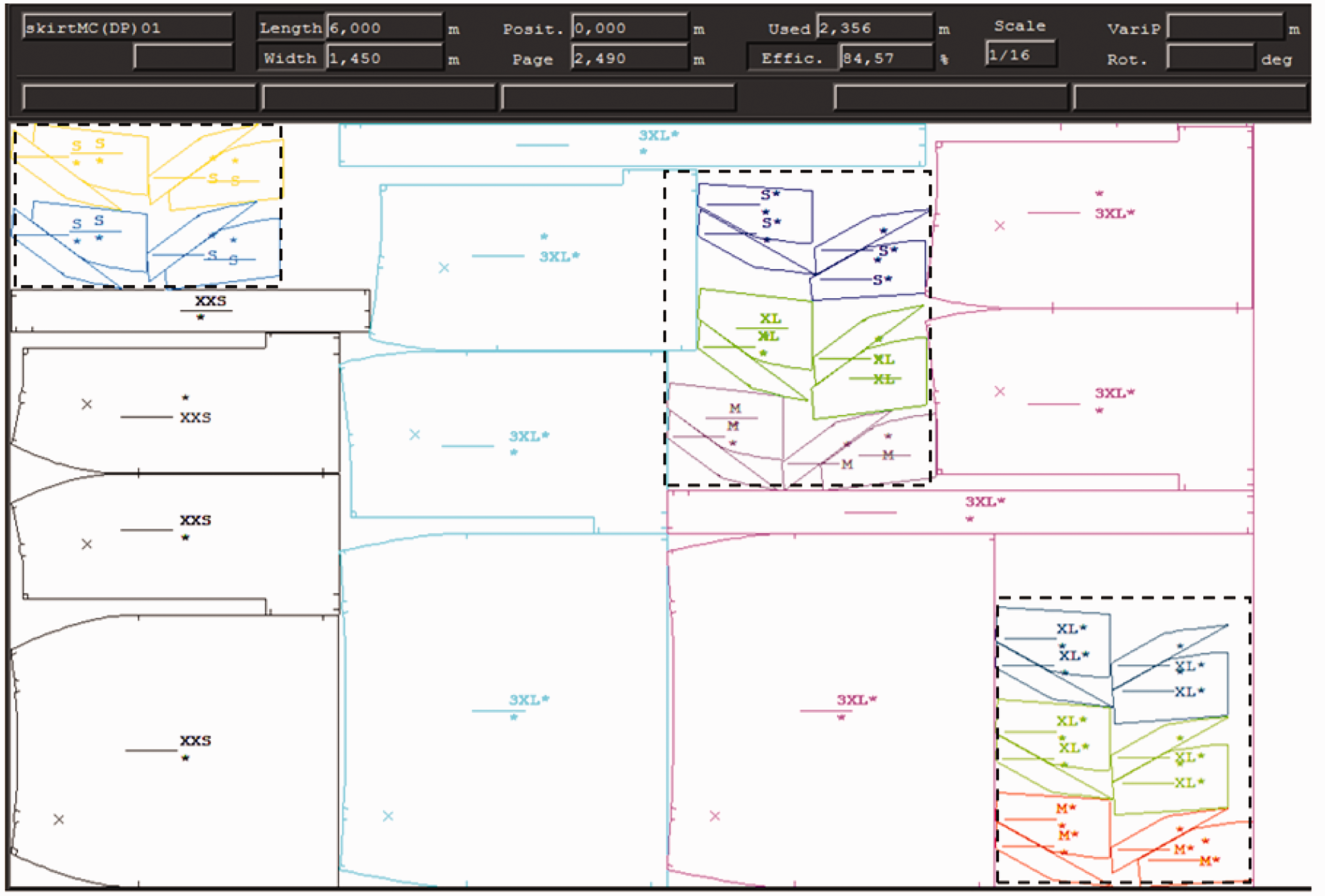
Design of skirt length (MC(DSL))
For the co-design of skirt length, the purpose of lay planning is to figure out the differentiated edge of various patterns for second cuts that are used in marker making, shown in Figure 2(b). As shown in Figure 10, a marker is made with a superimposed outline of patterns that are adapted for three different skirt lengths. For instance, the areas marked by a dotted line, a gray shadow, and a solid line represent patterns of the same size 3XL* with skirt lengths of 50 cm, 60 cm, and 65 cm, respectively. The garment articles in lays are sequenced by skirt length, so that the operations of second cuts are conducted accordingly.
Marker with superimposed outline of patterns for MC(DSL).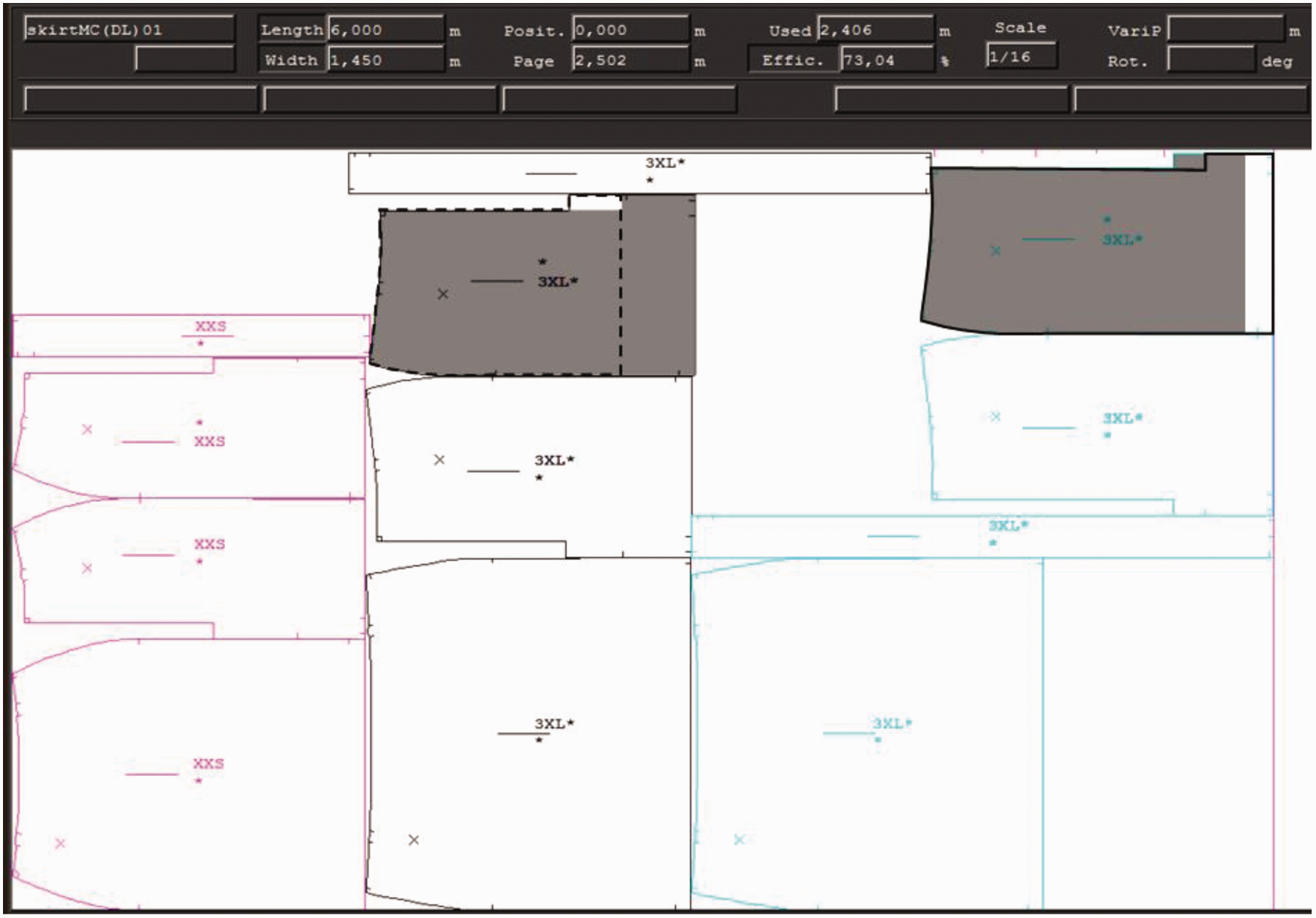
Results and discussion
As mass customization methods have been demonstrated in the experimental part as mentioned above, the corresponding results regarding personalization levels and cutting-related costs are demonstrated and discussed in detail in this section.
Results on personalization level
Distributions of custom-fit levels and co-design levels of the experiments are displayed in the following to evaluate their performances of custom-fit and co-design.
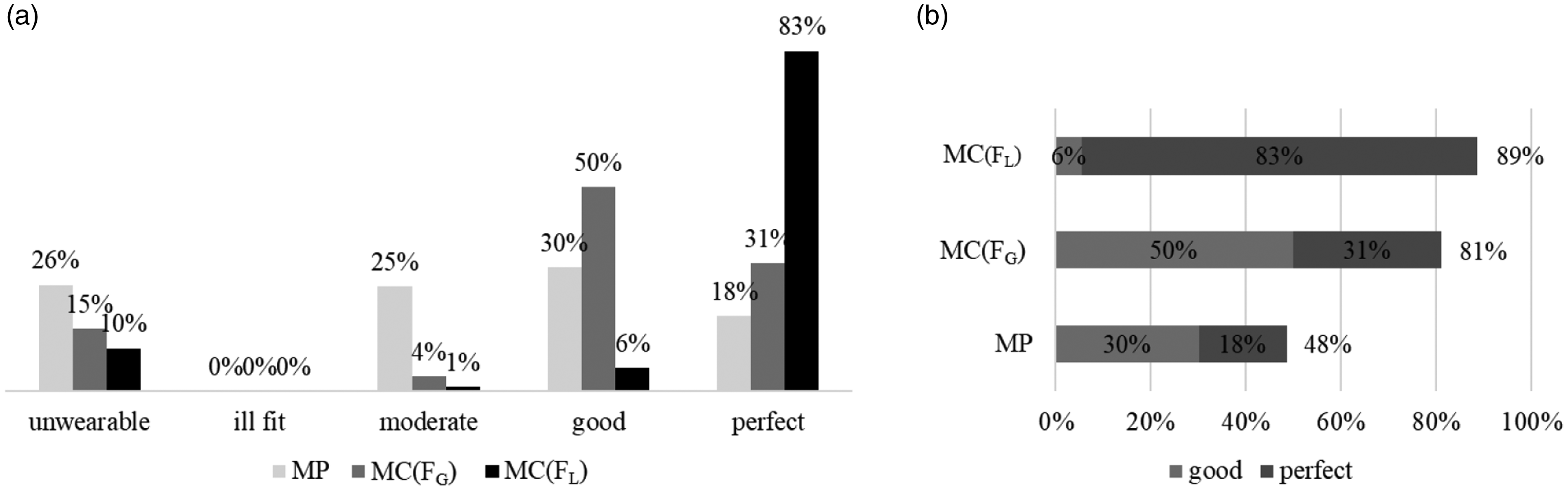
Results of custom-fit The distributions of custom-fit levels in the experiments are displayed in Figure 11. It is shown in Figure 11(a) that both experiments MC(FG) and MC(FL) perform well in the improvement of garment fit. As a result, the proportion of low custom-fit levels (i.e. unwearable and moderate) is gradually reduced and almost eliminated, and the higher levels gradually dominate. In detail, the unwearable rate evolves from 26% to 15% in the experiment MC(FG) and from 15% to 10% in the experiment MC(FL). In addition, the moderate rate is changed from 25% to 4% in the experiment MC(FG) and from 4% to 1% in the experiment MC(FL). In contrast, mass customization methods significantly increase the fraction of the target population with custom-fit levels of good and perfect, for which Figure 11(b) shows the trend. It can be observed that a significant increase from 48% to 81% is achieved in the experiment MC(FG), and subsequently, further optimization is obtained via multi-sized darts in the experiment MC(FL), toward 89%. The global fit improvement experiment MC(FG) plays the role of dramatically decreasing the rate of low custom-fit levels, and the local fit improvement experiment MC(FL) offers a further optimization to make sure that the target population has a dominant fraction in a perfect fit (83%). In summary, an integration of additional sizes and multi-sized darts efficiently contributes to a global and high custom-fit level. Results of co-design The following experiments are concerned about the co-design part, based on the completion of the aforementioned custom-fit experiments. Compared with the serial design of the two experiments of custom-fit, the co-design experiments are conducted in parallel. One co-design point is selected among the three: fabric color, pocket type, and skirt length. The difficulties in realizing these designs in manufacturing are hard to precisely normalize. Thus, the corresponding co-design levels of each co-design point for all the population are assumed as the same in this study, not avoiding making the semi-quantitative comparison.
Custom-fit level distributions in experiments MP, MC(FG), and MC(FL).
Results on cutting-related cost
The five cutting-related costs (fabric, marker, operations of cutting, spreading, and sorting and bundling) are not directly calculated but are represented by corresponding main factors. Based on the earlier “Cutting-related costs” section, it can be concluded that the key factors have a strong positive correlation with the cutting-related costs. Therefore, the fabric length stands for the fabric cost (Cf), marker length for marker cost (Cm), spreading length and ply number for spreading operation cost (Cs), cutting length for cutting operation cost (Cc), degree of difficulty for sorting and bundling cost (Csb).
Figure 12 shows cutting-related costs in experiments under different mass customization circumstances where the costs in the experiment MP are set 100% for comparison. The material-related costs are composed of fabric cost and marker cost. There is almost no change in the fabric length, indicating that the fabric cost is not altered significantly. Compared with the fabric cost, the marker cost is significantly impacted by the incorporation of the mass customization. The increase is mainly reflected in the lift in the marker length, approaching over 120%. In addition, it is indicated that if the material cost is relatively stable once the first experiment of mass customization upgrade is carried out.
Cutting-related costs in different experiments.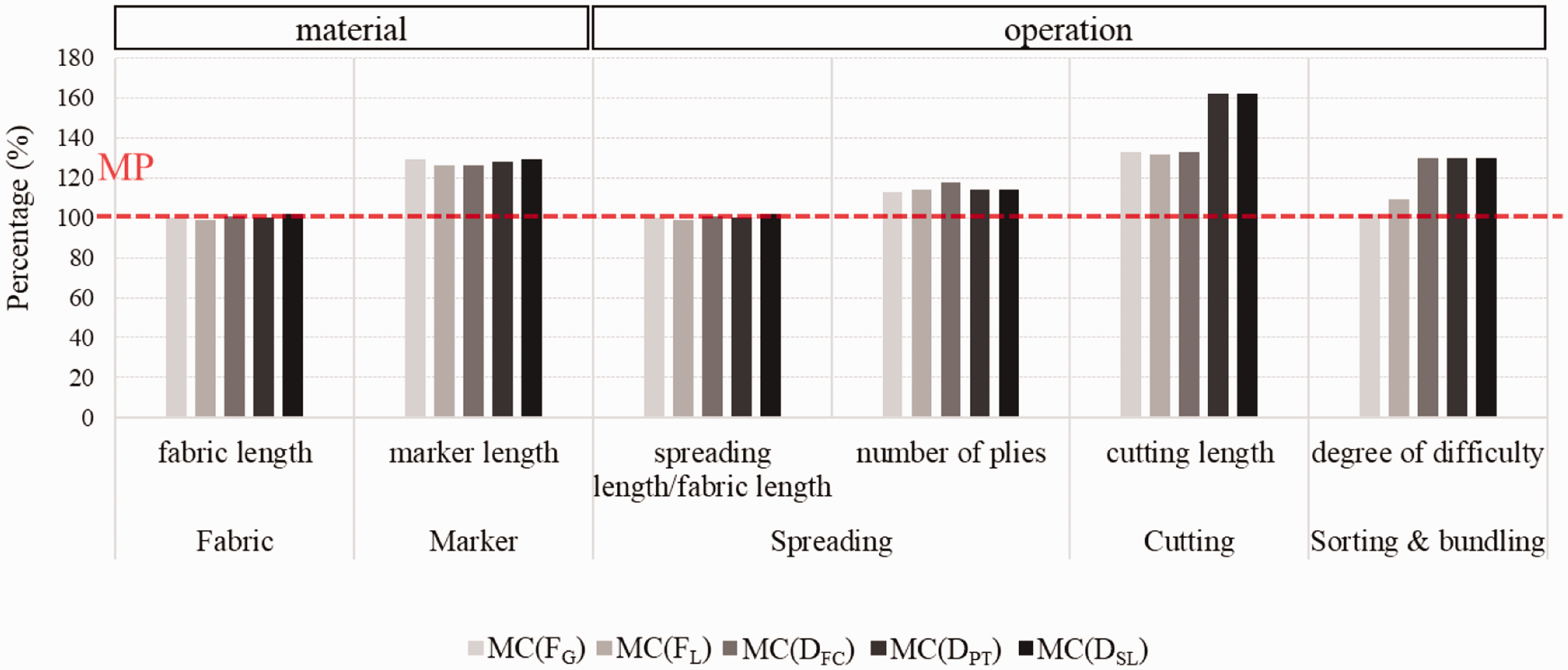
The operation-related costs include three parts: the spreading cost, cutting cost, and sorting and bundling cost. The spreading cost is determined by the fabric length as well as the number of plies. There is almost no change in fabric length, while the number of plies is increased to some extent over 110%, mainly due to the application of “rainbow plies,” leading to more time in the spreading pause. As a result, the benefit of the fabric variability will bring about a slight increase in the spreading cost. Similar to the material cost, the spreading cost retains the same standard once the first mass customization experiment is conducted. However, the cost of cutting and cost of sorting and bundling exhibit different trends, of which the related cost is gradually enhanced. In detail, the two main steps, custom-fit and co-design, have a distinct influence upon the related cost. Regarding the cutting process, the custom-fit experiment and co-design of fabric color are on the same level of influence, and afterward, the co-design of pocket type and skirt length will introduce more difficulty into the cutting process, of which the cost is over 160%. Regarding the sorting and bundling cost, the custom-fit experiment has no significant impact on the degree of difficulty, while the co-design has a visible influence which elevates the related cost. Generally speaking, the spreading cost mainly originates from the material usage, while the other two operation costs mainly rely on the complexity of the garment, which corresponds with the mass customization updating.
Relationship between personalization levels and costs
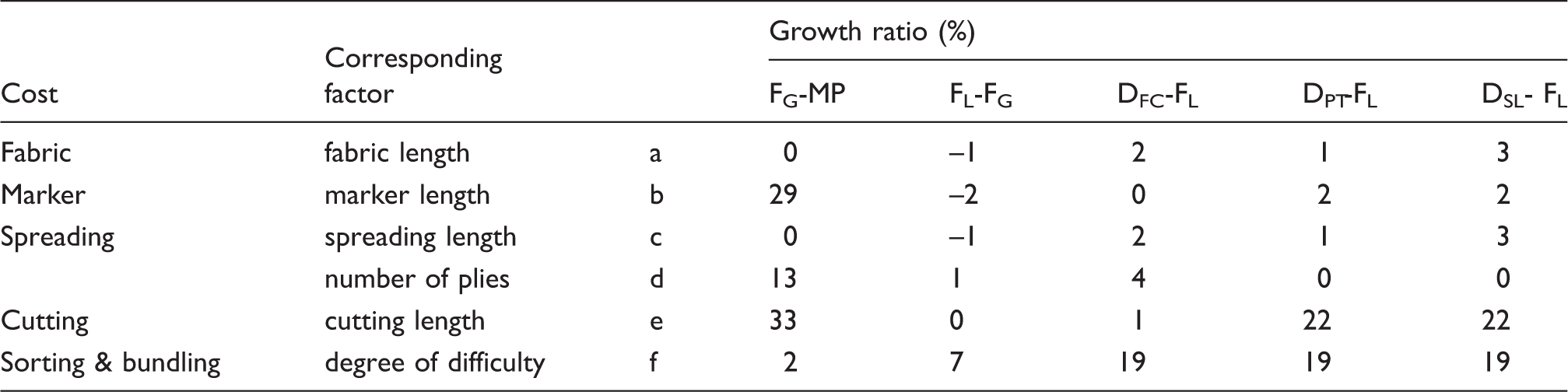
Based on Figure 12, the cost growth ratio (cost growth of each step divided by the cost of the previous step) in each step is summarized in Table 3. To clarify the important parameters determining the total cost, the growth ratio which is over 5% is listed in the flowchart of the upgrading process in Figure 13. In this section, the relationship between personalization levels (custom-fit, co-design) and costs will be discussed.
Flowchart of upgrading experiments with cost growth ratios. Comparison between production modes by costs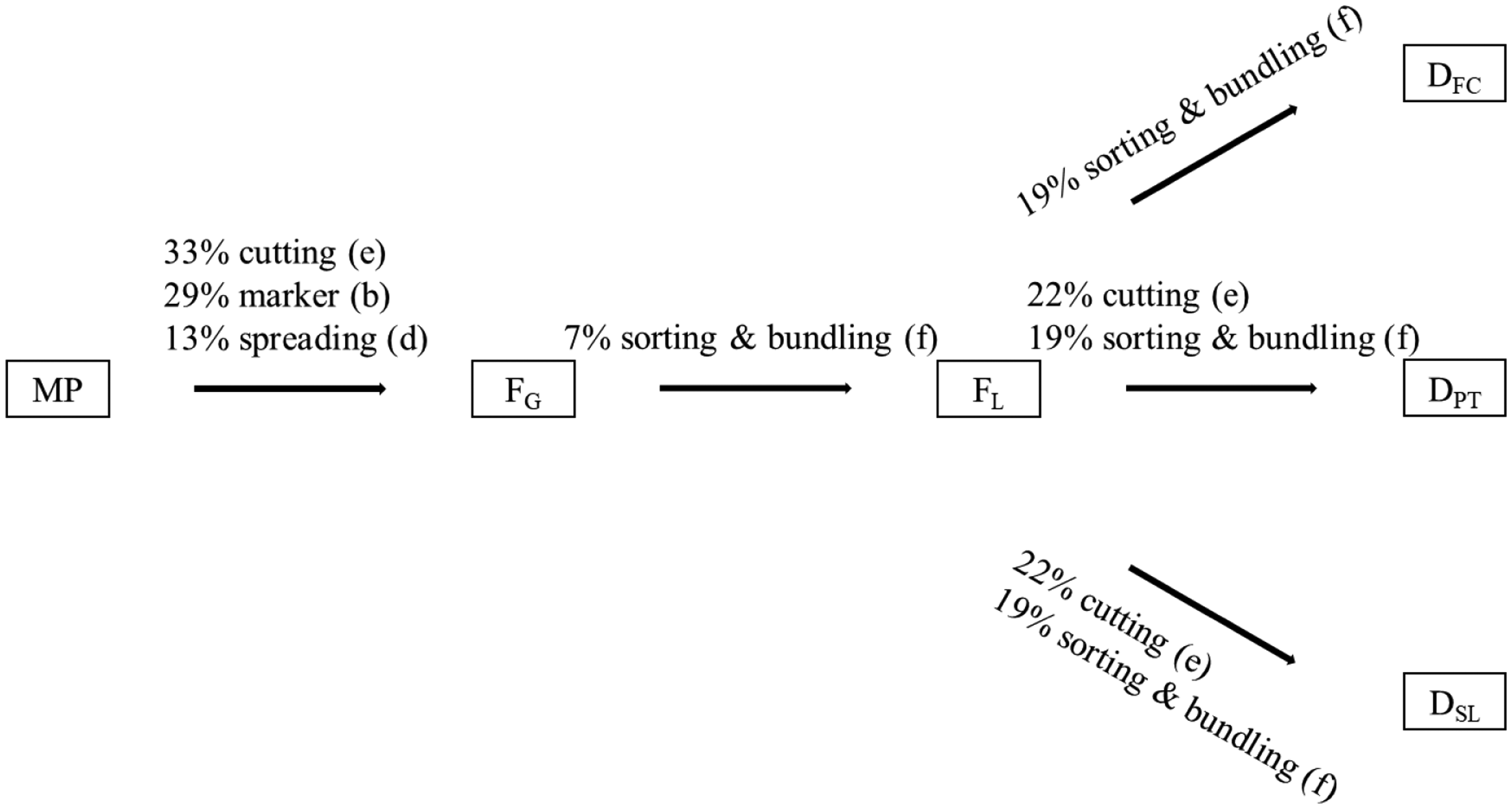
In the aspect of custom-fit, additional sizes in the experiment MC(FG) expand the coverage range and improve the global garment fit. Due to the doubling of size numbers, the cost increment lies in operation cost in cutting (33%) followed by spreading cost (13%), as well as material cost in marker (29%). In the following experiments, most of the cost growth occurred in the operation part rather than the material part. Using multi-sized darts in the experiment MC(FL) is more powerful in local improvement of custom-fit level, reflected in a transition of custom-fit level from good to perfect. Regarding the cost in this experiment compared with the experiment MC(FG), the cost is not altered significantly and the extra cost mainly exists in the sorting and bundling part, at 7%. This proves that the two methods concerning custom-fit improvement will cause varied cost growth in different parts and extent. Briefly, the MC(FG) method significantly ameliorates the custom-fit level of garments, but simultaneously brings about the issue of cost growth in material and operation. In contrast, the MC(FL) provides a further improvement in custom-fit level without significant cost growth. Additional sizes with a support of multi-sized darts lead to a better performance for the balance of fit and cost.
Regarding co-design, all the co-design experiments cause a 19% cost growth in sorting and bundling. This can be ascribed to the increment of the complexity accompanied by the increase of the co-design level. In addition, for the experiments MC(DPT) and MC(DSL), there is a 22% cost growth in the cutting operation. This originates from the second cuts for the complex objects. Furthermore, some extra markers in the experiment MC(DPT) are also needed for holding the pocket patterns, which also raises the cost of the cutting operation. Compared with the two experiments, the experiment MC(DFC) concerning the fabric color does not have an obvious effect on the cutting operation cost. Similarly, the increment of the co-design level also brings about some cost growth, mainly reflected in the operation part. Different strategies for co-design improvement have different impacts on cost as well.
In summary, an increase of custom-fit and co-design can be achieved by a well-arranged multi-fabric spreading at a reasonable extra cost, which is less than 33% for each item. Based on the inference, the garment company can make a better decision to choose the targeted upgrading route, in order to control the cost to meet the demanded levels of custom-fit and co-design. The cost growths in mass customization experiments mainly lie in the operation part. However, with the development of automation, the proportion of the operation cost to that of material will be gradually decreased in the future, which is beneficial for the cost control of mass customization.
This provides strong evidence that in the garment manufacturing domain, mass customization is very promising as a tool for garment manufacturers to balance the challenge between personalization and cost, in the fierce market competition resulting from customers’ increasing demand for customized products.
Conclusion
An upgrading solution for garment mass customization was demonstrated in this study in the context of cutting-related processes (the sizing process and the cutting process). It is mainly aimed at custom-fit and co-design customization, and a case study on women’s basic straight skirt is selected for personalization level and cost evaluation. The results prove that it effectively makes the tradeoff between personalization and cost.
Both custom-fit methods behave well with controllable extra costs. Supplementary sizes and multi-sized darts improve the custom-fit level globally and locally, respectively. The cost growth differs with the two methods, which are recommended to be simultaneously utilized.
Regarding co-design optimization, co-design of the material (fabric) “rainbow plies” has no obvious increase in the cutting-related cost, while that of the shapes (pocket type and skirt length) brings about further lift due to second cuts or even extra markers. It is interesting that the cost growth does not lie in the fabric cost, but the marker and operation-related costs. It can be expected that with the aid of highly automated devices and intelligent computing technologies, mass customization methods, especially the co-design part, can provide full economic advantages in the future.
This is a pioneering work of developing garment mass customization methods concerning the manufacturing process. The customization levels are demonstrated and the source of the extra cost is calculated in detailed items. It helps enterprises to conduct precise customization expectation and cost control, and finally make a proper production strategy to accomplish the upgrading task of garment mass customization.
Potential future work includes: Other typical garment types (e.g. shirt, jeans) can be studied; the performance evaluation criteria need to be further developed; and more advanced computer-aided technologies (e.g. computer algorithms) can be introduced.
Footnotes
Acknowledgements
Thanks to the Chinese Scholarship Council (CSC) for the financial support to this research. Also, Doctor Xiang Yan for fruitful brainstorming, and Professor Christopher Fuhrman for checking of English writing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The financial support is provided by the China Scholarship Council (CSC), File No. 201606920026.