
Abstract
Nine groups of knitted woolen fabrics for sportswear with different technical characteristics were treated with oxygen low-temperature plasma, and the changes in the surface morphology and chemical composition of wool fibers before and after plasma treatment, as well as the changes in the applicability indexes of knitted woolen fabrics, were studied. Finally, the comfort performance of the fabrics was evaluated by combining the concentration mapping method and the function evaluation value method. The analysis found that the surface scales of wool fibers were seriously etched after oxygen low-temperature plasma treatment, and the anti-felting, bursting strength and moisture absorption of the knitted woolen fabrics were improved. At the same time, the quick-drying index of the fabric has also been improved to a certain extent. This research provides a basis for the development of knitted woolen fabric for sportswear with excellent performance.
Keywords
The unique elasticity and softness of knitted fabrics determine their inherent advantages as sportswear fabrics. More than 80% of sportswear is made of knitted fabrics. 1 Sportswear requires good comfort. Commonly used cotton fabrics have the advantages of light weight and comfortable wearing, but they are slow drying and give a feeling dampness and cold after being soaked by sweat, which can cause discomfort. Polyester fiber fabric is commonly used in sportswear because of its easy care and low cost, but it has poor moisture absorption and low comfort. 2 Polypropylene fiber is often used in elastic knitted underwear. However, when the human body stops moving, its fabric is too thin to provide effective thermal insulation and cold insulation functions. 3 , 4
Wool is a kind of protein fiber whose surface scales are porous and allow water vapor to pass through freely, which makes it easy to adjust and balance the temperature and humidity of the microenvironment. 3 , 4 Meanwhile, wool fabric can absorb 30% of moisture without feeling wet; these unique characteristics broaden the application range of wool fiber, so it is a kind of fiber material suitable for sports textiles. However, the wool-scale layer is water-repellent, which prevents wool fabrics from being used in the same way as high wicking fabrics.
Low-temperature plasma treatment is an ideal technology for wool fabric pre- and post-finishing. It can selectively modify the original characteristics of the wool fiber surface to improve the wettability, fiber cohesion, polymer adhesion and fiber surface adhesion. 5 , 6 Moreover, the effect of plasma treatment is limited to the depth of tens of nanometers below the surface of the fiber, which does little harm to the intrinsic properties of wool fabric. 7 , 8 At present, there have been a large number of researches on wool plasma treatment, but most of them focus on the anti-felting and dyeing properties, and there are only a few reports on the hydrophilicity and quick-drying properties of knitted woolen fabrics. Wu 9 tested the breaking strength, elongation at break and wicking height of wool fabrics by plasma treatment, and compared them with the hygroscopicity of wool yarns treated with co-processing of plasma-silk fibroin. Teng 10 investigated how the existence of moisture affects atmospheric pressure plasma treatment for the anti-felting effect of wool fibers. Liu 11 explored the self-cleaning properties and photocatalytic stability of plasma-treated wool fabric.
In order to develop knitted woolen fabrics with good performance based on plasma treatment for sportswear, nine groups of knitted woolen fabrics were designed and developed in this paper. By oxygen low-temperature plasma (OLTP) treatment of knitted woolen fabrics, the changes in the applicability indexes of knitted woolen fabrics, such as the anti-felting property, bursting strength, moisture absorption and quick drying of knitted woolen fabrics with different structures, were discussed, and the fabric comfort was evaluated by the concentration mapping method and function evaluation value method.
Materials and methods
Materials
In order to realize the comfortable function of moisture absorption and quick drying of wool sports textiles, nine single weft knitted plated fabrics were designed according to the principle of the wicking effect and differential capillary effects. 12 The plating yarn used was composed as follows: 138.9 dtex worsted wool yarn (A); 78 dtex/48 f polyamide yarn (B); 30 dtex/24 f polyester (DTY); high elastic yarn (C). The ground yarn used was composed as follows: 55 dtex/36 f polyester (DTY); high elastic yarn (D); 55.5 dtex polyamide/spandex winding yarn (E). The fabric examples are shown in Figure 1 and basic parameters of the fabric are shown in Table 1.

Plated rib fabric: (1#), (2#), (3#). Tuck plated fabric with increasing tuck ratio: (4#) twill mesh, (5#) transverse mesh, (6#) transverse mesh, and (7#) 2 + 2 mesh. Float plated fabric: 1 + 1 simulated rib (8#) and 2 + 1 simulated rib (9#).
Basic parameters of the fabrics
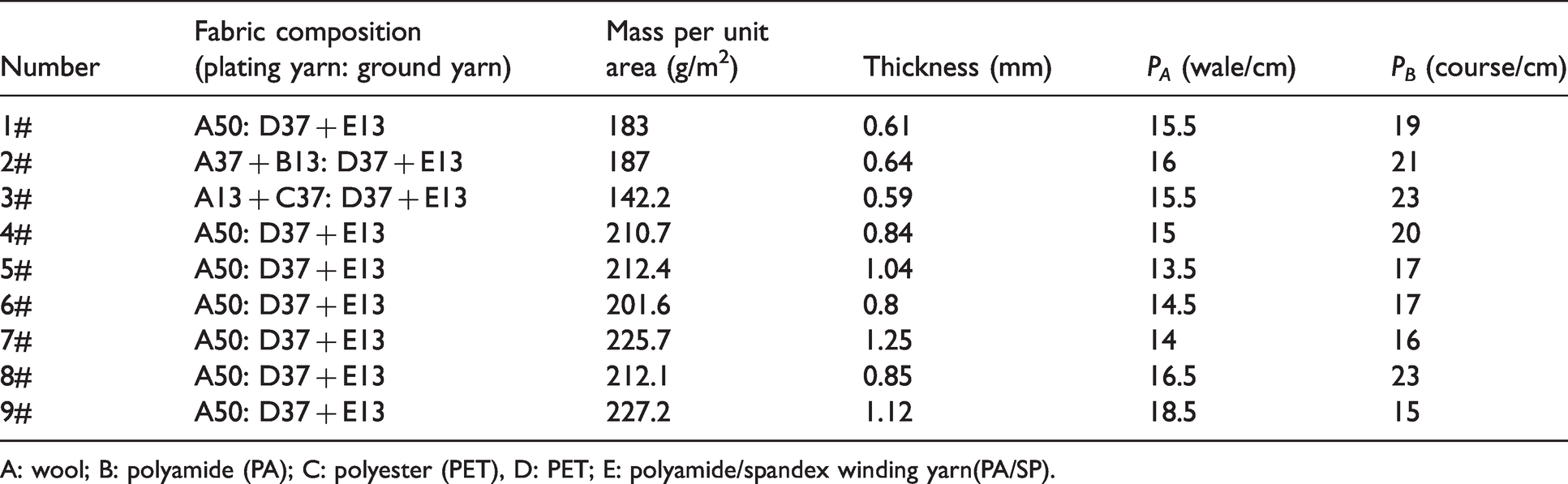
A: wool; B: polyamide (PA); C: polyester (PET), D: PET; E: polyamide/spandex winding yarn(PA/SP).
Methods
Oxygen low-temperature plasma treatment
The knitted woolen fabric was cut into 30 × 30 cm2 squares and placed in a 60°C oven for 90 min. The treatment conditions of the plasma experiment were determined in advance according to the relevant literature. 13 , 14 The fabric samples were placed in the reaction room of a GY-QX01 vacuum plasma processor (Suzhou Opus Plasma Technology Co., Ltd) and treated for 20 min under the condition of 400 W power and 150 sccm oxygen flow rate.
Fiber surface morphology and chemical composition test
A TM3030 scanning electron microscope (Japan High-tech Company) was used to observe the surface morphology of untreated and treated wool fabrics. The surface groups of wool were characterized by a NICOLET IS10 Fourier transform infrared spectroscope (Seymour Fisher Scientific, China).
Bursting strength test
An electronic fabric strength tester (HD026C, Nantong, China) was used to test the bursting strength of samples according to GB/T 19976 “Textiles—determination of bursting strength – steel ball method.” Knitted woolen fabrics with a diameter of 5 cm were taken and balanced under constant temperature and humidity (20°C, 65% relative humidity) for 24 hours and then tested. The speed of the testing machine was set as 300 mm/min. Each group was tested three times and the results were averaged.
Felting performance test
Testing was carried out according to FZ/T 20024-2012 “Determination of the felting properties of wool tops—machine washing method.” The anti-felting property was measured with an Automatic Shrinkage Tester (YG701D, Fujian, China). Felt shrinkage is expressed as the percentage of area change before and after washing.
Moisture absorption and quick-drying performance test
According to GB/T 21655.1-2008 “Textiles—evaluation of absorption and quick-drying—part 1: method for combination tests,” the water absorption rate of the samples before and after plasma treatment were tested. 15 According to GB/T 21655.2—2019 “Textiles—evaluation of absorption and quick-drying—part 2: method for moisture management tests,” a Q290 moisture management tester was used to measure the wetting time top, wetting time bottom, top absorption rate, bottom absorption rate, maximum wetting radius top, maximum wetting radius bottom, top spreading speed, bottom spreading speed and accumulative one-way transport capacity, which refers to the difference between the accumulated water content of the fabric surface and the bottom layer. These parameters were used to quantitatively characterize the single guide wetting performance of the fabric and to comprehensively evaluate the dynamic management ability of the fabric to liquid water.
Results and discussion
Analysis of the wool fiber surface morphology
Figure 2 shows scanning electron microscopy (SEM) images of the untreated and treated the wool fibers, where Figure 2(a) is untreated and Figures 2(b)–(d) are after treatment for 5, 10 and 20 minutes, respectively. It can be seen that the scales on the surface of the untreated wool fiber have distinct layers. After 5 minutes of treatment, the scale layer appears to be etched significantly, and the degree of etching is intensified after 10 minutes of treatment. After 20 minutes, the surface of the fiber-scale layer is seriously damaged, and the edges and corners of part of the scale layer are no longer prominent.
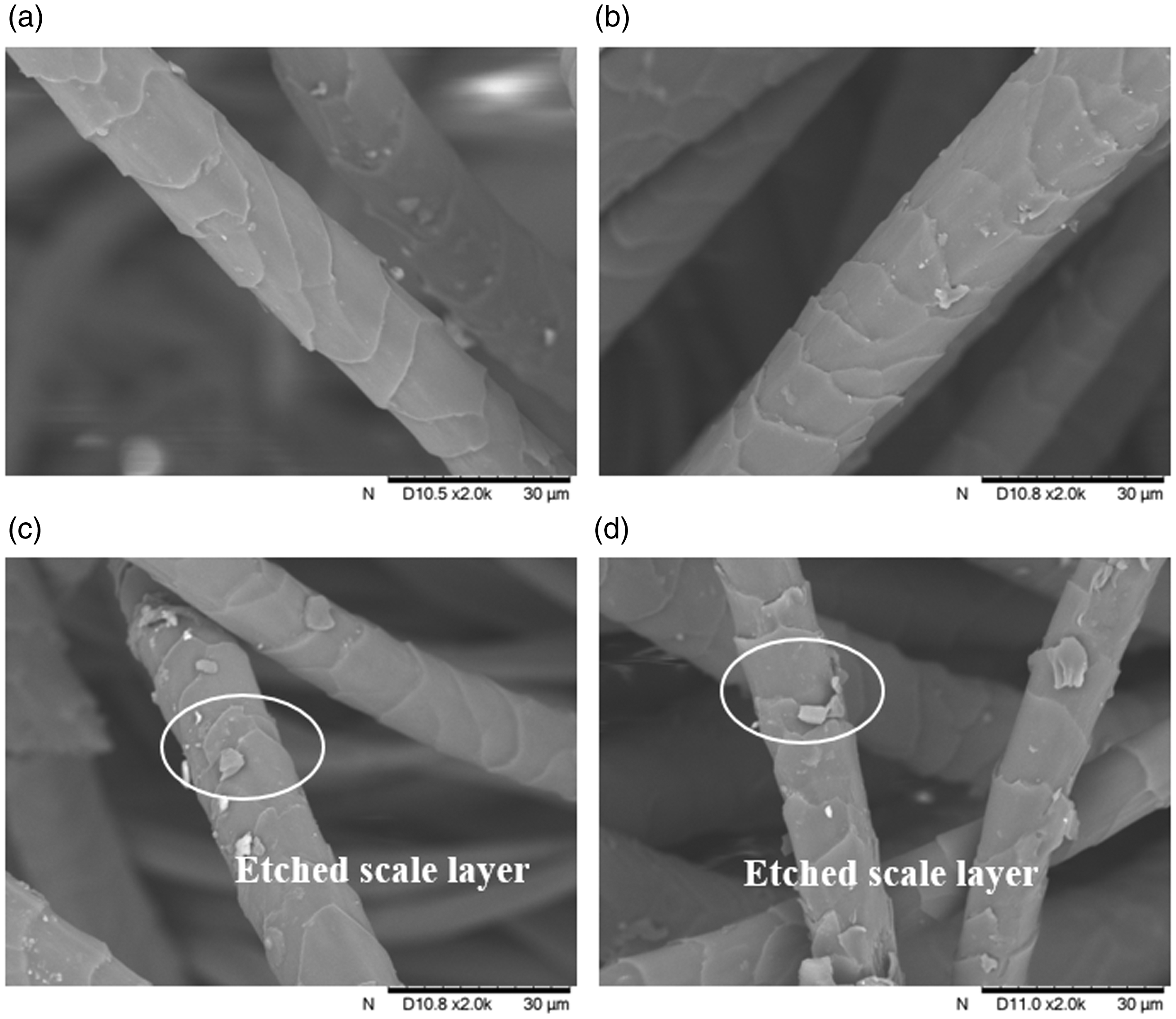
Scanning electron microscopy images of untreated and treated wool fibers.
Infrared spectroscopy
The infrared spectra of knitted woolen fabric treated by plasma for 20 minutes and untreated knitted woolen fabric are shown in Figure 3. Wool fibers are mainly connected by the amide bond -CO-NH. 16 In the figure, the wool fiber amide I band is at 1643 cm–1, the amide II band is at 1534 cm–1 and the C=O stretching vibration of the aldehyde group RCHO is at 1750 cm–1. Comparing the knitted woolen fabric before and after treatment, it can be seen that the characteristic peak strength of C=O is enhanced. The bond energy of -S-S- in wool fiber is smaller than that of C-H, and the mercapto group is oxidized to SO32–, which is mainly reflected in 1200–1000 cm–1.
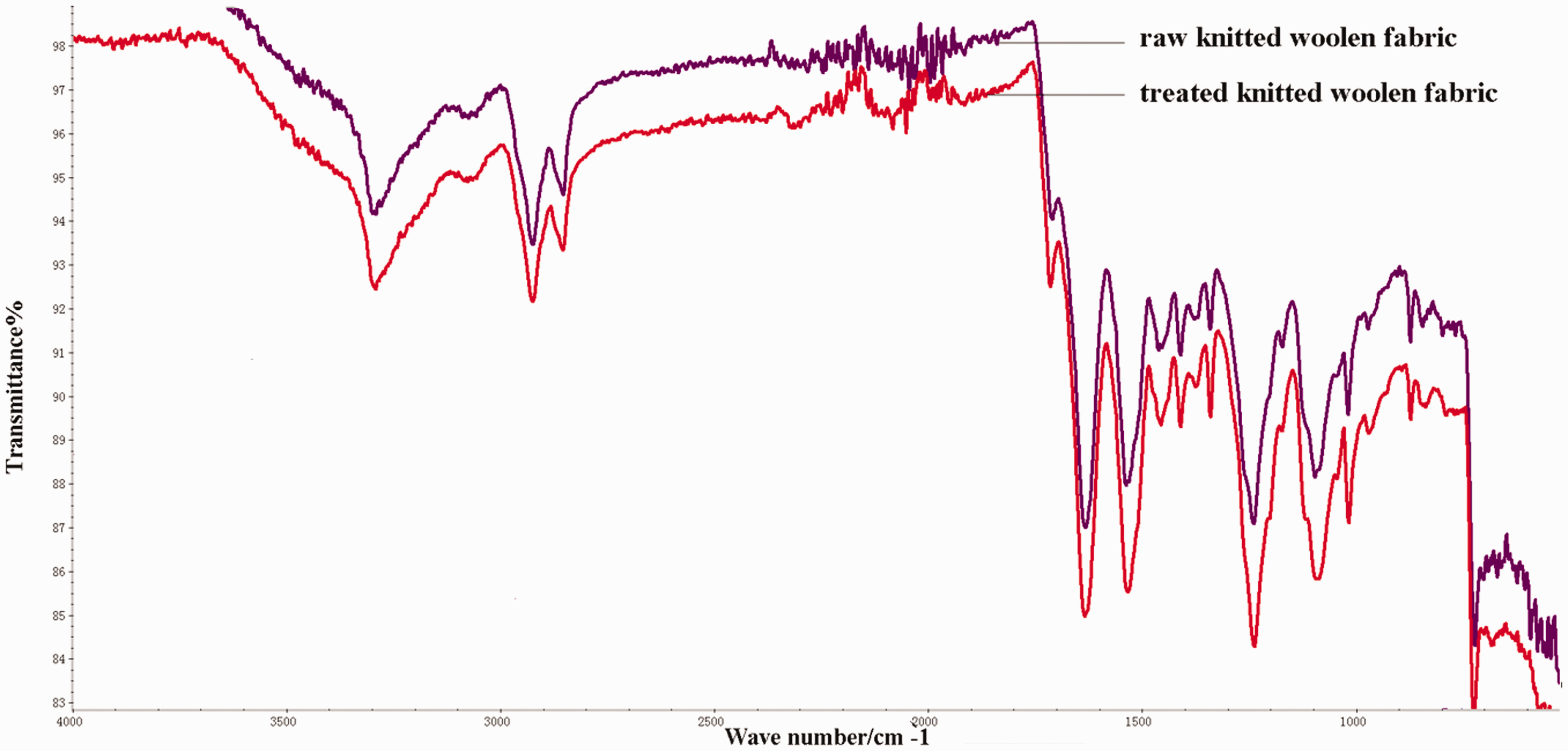
Infrared spectra of knitted woolen fabric before and after plasma treatment.
Fabric bursting strength
The bursting strength of the nine knitted woolen fabrics before and after OLTP treatment is shown in Figure 4. Before plasma treatment, when the proportion of raw materials is the same, the bursting strength of the float plated fabrics is higher than that of the plated rib fabrics and the tuck plated fabrics. In the plated rib fabrics, 1#–3#, the bursting strength of 2# is obviously higher than that of 1# and 3# due to the high breaking strength of polyamide yarn. In the tuck plated fabrics, with the increase of the tuck ratio, the burst strength of the sample gradually decreases. After OLTP treatment, the bursting strength of the knitted woolen fabrics was improved to varying degrees due to the influence of the friction within and between yarns. In the plated rib fabrics, 1#–3#, the degree of bursting strength increase is proportional to the ratio of wool yarn. Samples 1# and 4#–9# have the same raw material ratio, but 8# has a larger stitch density and a tighter fabric, which reduces the effect of plasma treatment on the yarn in the fabric to some extent, so the bursting strength enhancement is small.
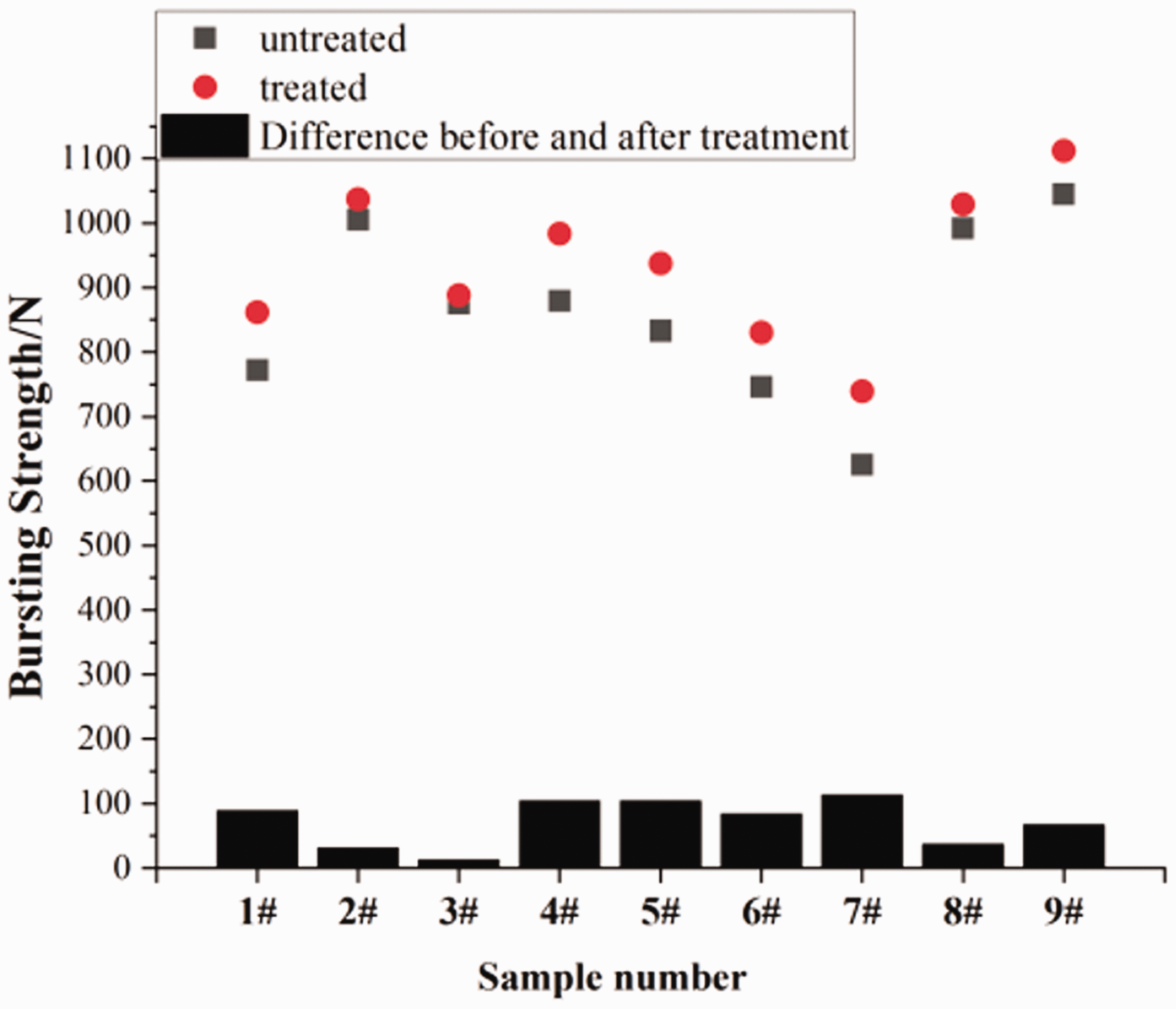
Bursting strength of the knitted woolen fabrics.
Fabric anti-felting performance
The directional friction effect of the scale layer on the surface of the wool fiber is the main reason for the felting of the knitted woolen fabric. It can be seen from Figure 5 that before plasma treatment, when the ratio of raw materials is the same, the dimensional stability of the float plated fabrics and the tuck plated fabrics is significantly better than that of the plated rib fabrics. In the plated rib fabrics, 1#–3#, the felt shrinkage is positively correlated with the content of wool yarn. As the content of wool yarn decreases, the dimensional stability of samples 2# and 3# gradually increases. In the tuck plated fabrics, 4#–7#, the dimensional stability of the fabric is positively correlated with the tuck ratio. As the tuck ratio increases, more yarn interlacing points per unit area make the yarn less likely to slip and the felt fabric shrinkage rate decreases.
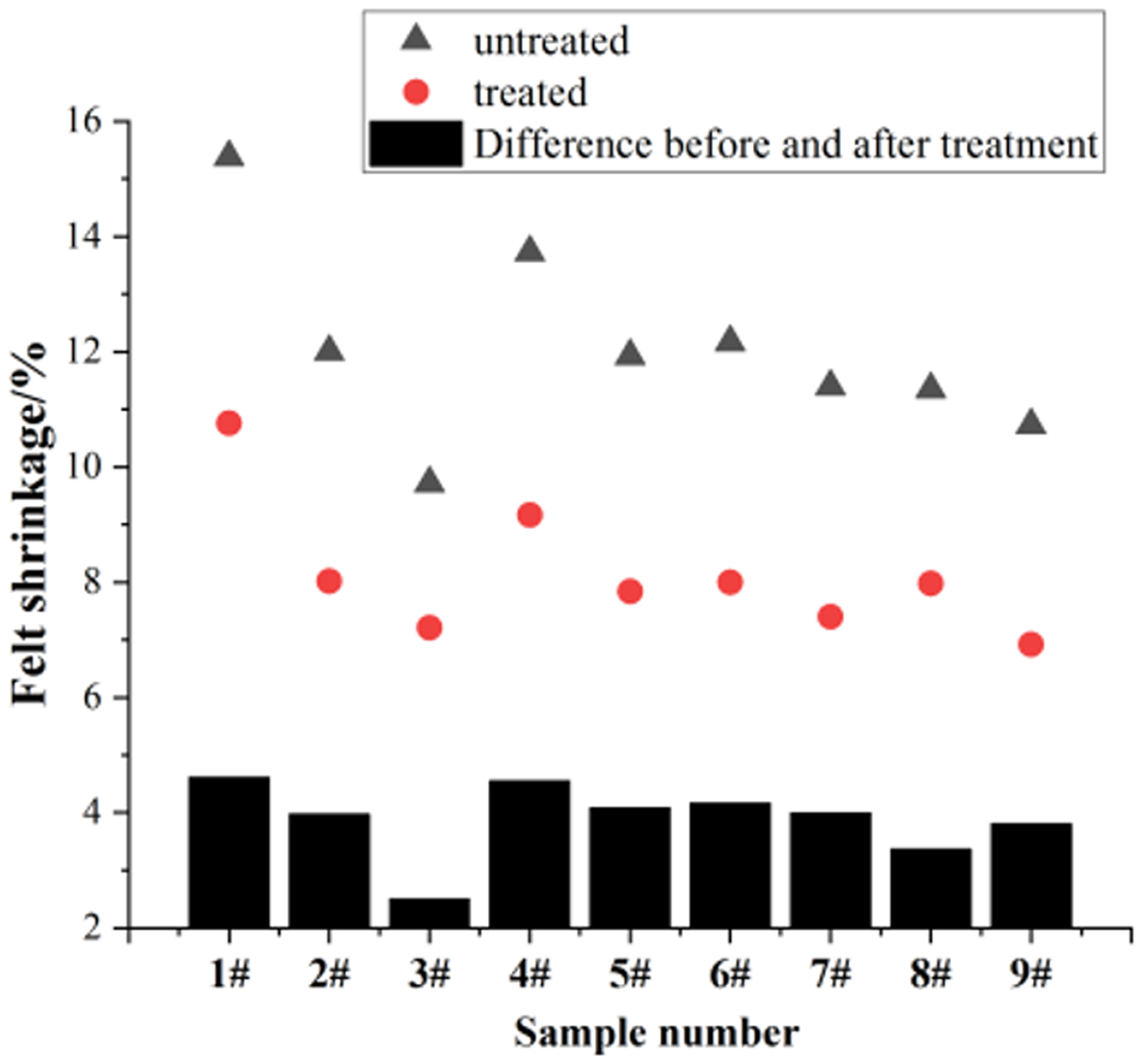
Felt shrinkage rate of the knitted woolen fabrics.
After the OLTP treatment, the felt shrinkage rate of the nine samples showed a downward trend as a whole, and the felt shrinkage resistance performance was improved. It can be seen from Figure 5 that samples 1# and 4#–9# with different structures have the same raw material ratio, and the variation in the range of felt shrinkage rate is similar. Compared with the plated rib fabrics, 1#–3#, the shrinkage range of the sample felt decreases with the decrease of wool yarn proportion. Therefore, the content of wool yarn may be one of the factors affecting the degree of shrinkage of the felt fabric.
Analysis of moisture absorption and quick-drying performance
The hygroscopicity indexes of nine samples before and after the plasma treatment, water absorption, wetting time and absorption rate, are shown in Figures 6 and 7, respectively. The wetting time and absorption rate reflect the ability of the fabric to absorb water. When the wetting time is shorter, the fabric can transfer sweat in a shorter time. The yarn type and fabric structure parameters are the main factors affecting the above indicators. 17
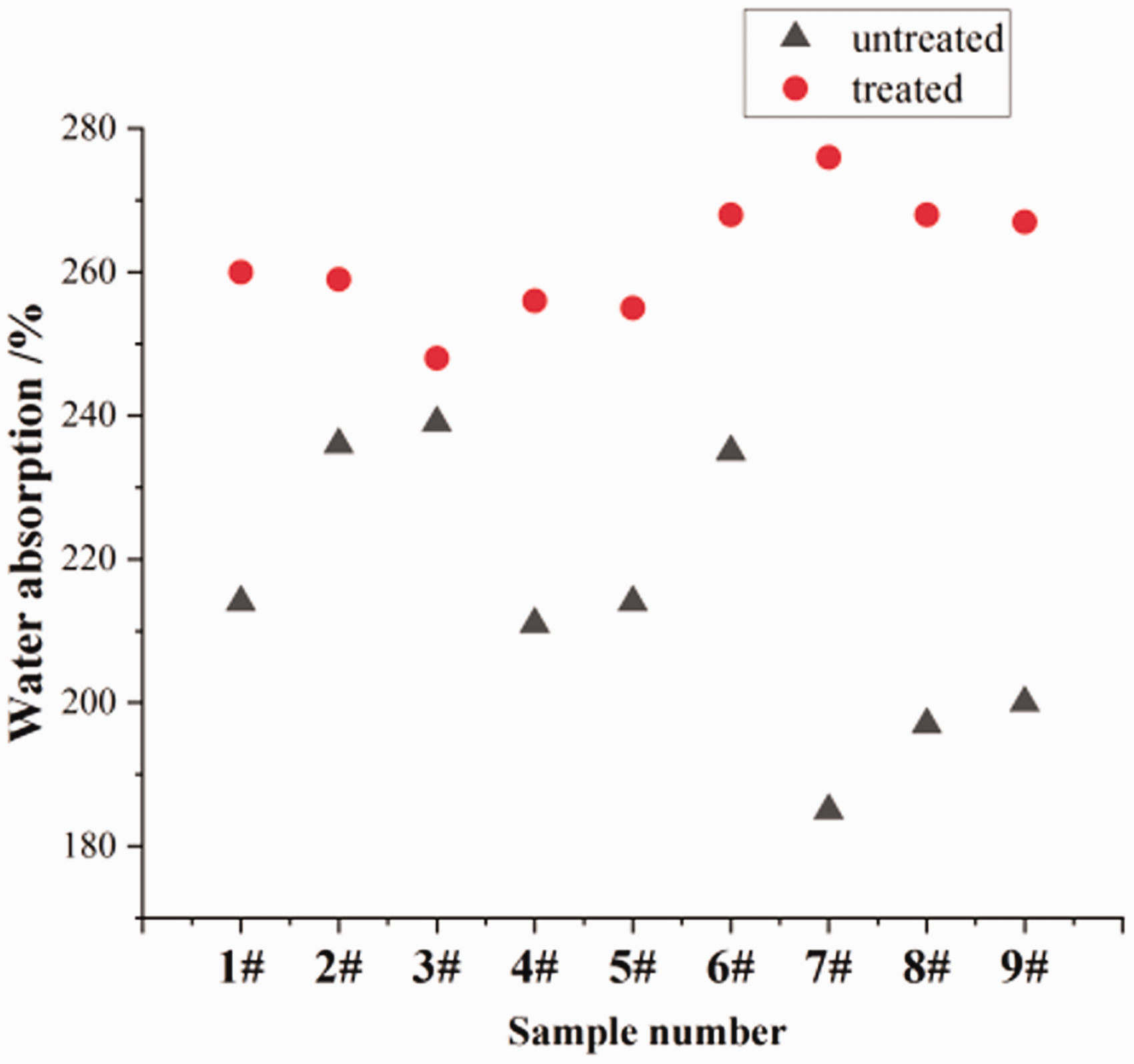
Water absorption of the knitted woolen fabrics.
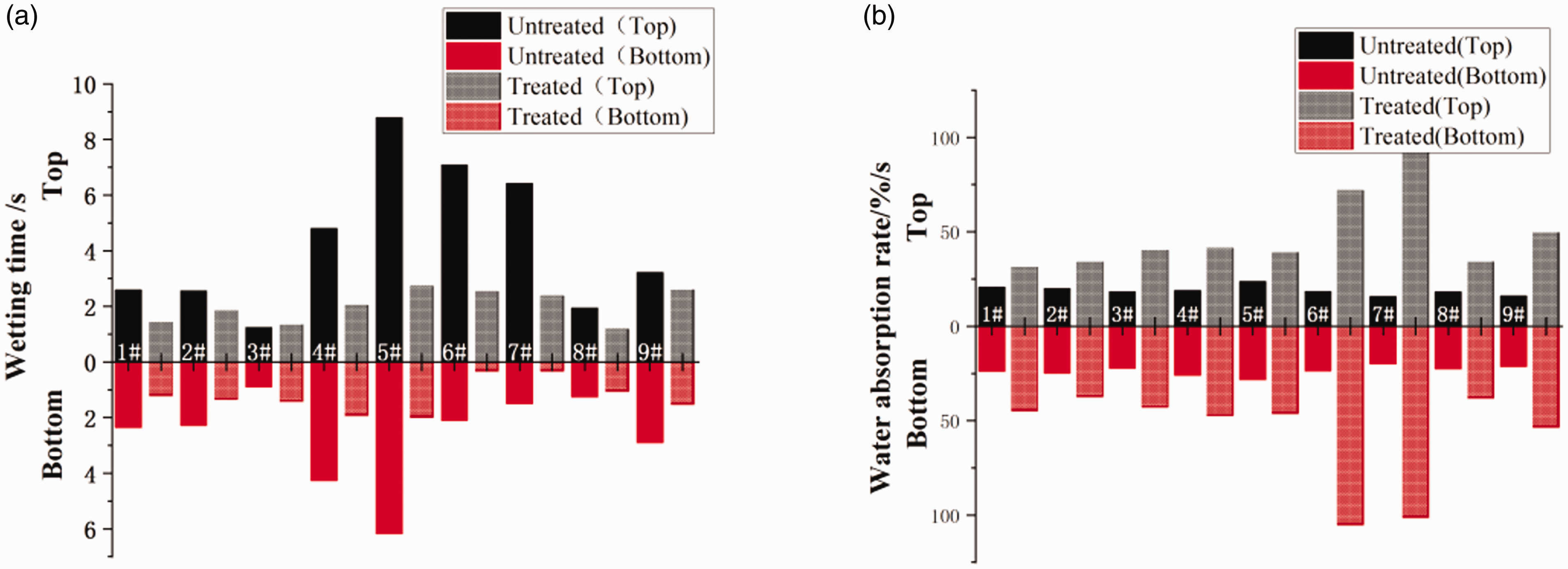
(a) Wetting time and (b) water absorption rate of the knitted woolen fabrics.
As shown in Figure 7, before plasma treatment, the top wetting time and top absorption rate of the nine samples are generally better than those of the bottom layer. This is because the top layer of the test surface is mainly polyester, while the bottom layer is mainly wool and polyamide fiber.18 There is a big difference in moisture absorption between the upper and lower surfaces of the fabric, leading to a shorter top wetting time and higher top absorption rate. Compared with plated rib fabrics, tuck plated fabrics and float plated fabrics are thicker, and it takes longer to complete wetting. After OLTP treatment, the water-repellent scale layer on the wool fiber is destroyed, and water-soluble groups such as -COOH and -OH are introduced, which improves the hydrophilicity of the fabric. This is embodied in the fact that the water-immersed and permeable surfaces of the nine samples can be wetted within 3 s and the water absorption can reach above 240%. The top absorption rate and bottom absorption rate increased from 15.71–28.32%/s to 31.22–105.15%/s. According to GB/T 21655.2—2019, when the wetting time is less than 20 s and the absorption rate reaches 30%/s, it can be considered that the fabric meets the hygroscopicity requirements. Therefore, in this experiment, all nine groups of samples treated by OLTP meet the hygroscopicity requirements.
The quick-drying indexes of the nine samples before and after the plasma treatment, accumulative one-way transport capacity, maximum wetting radius and spreading speed, are shown in Figures 8 and 9, respectively.
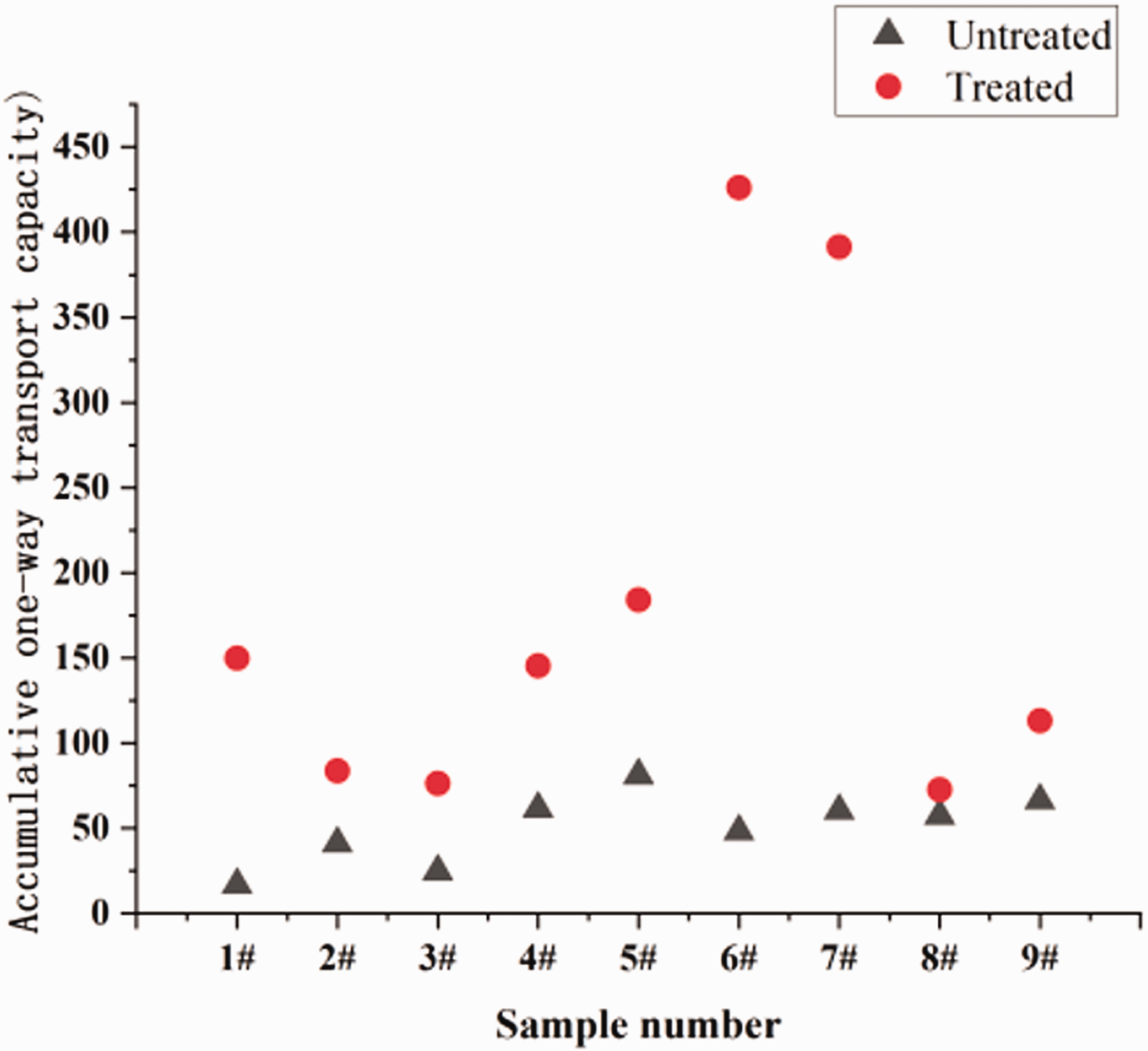
Accumulative one-way transport capacity of the knitted woolen fabrics.
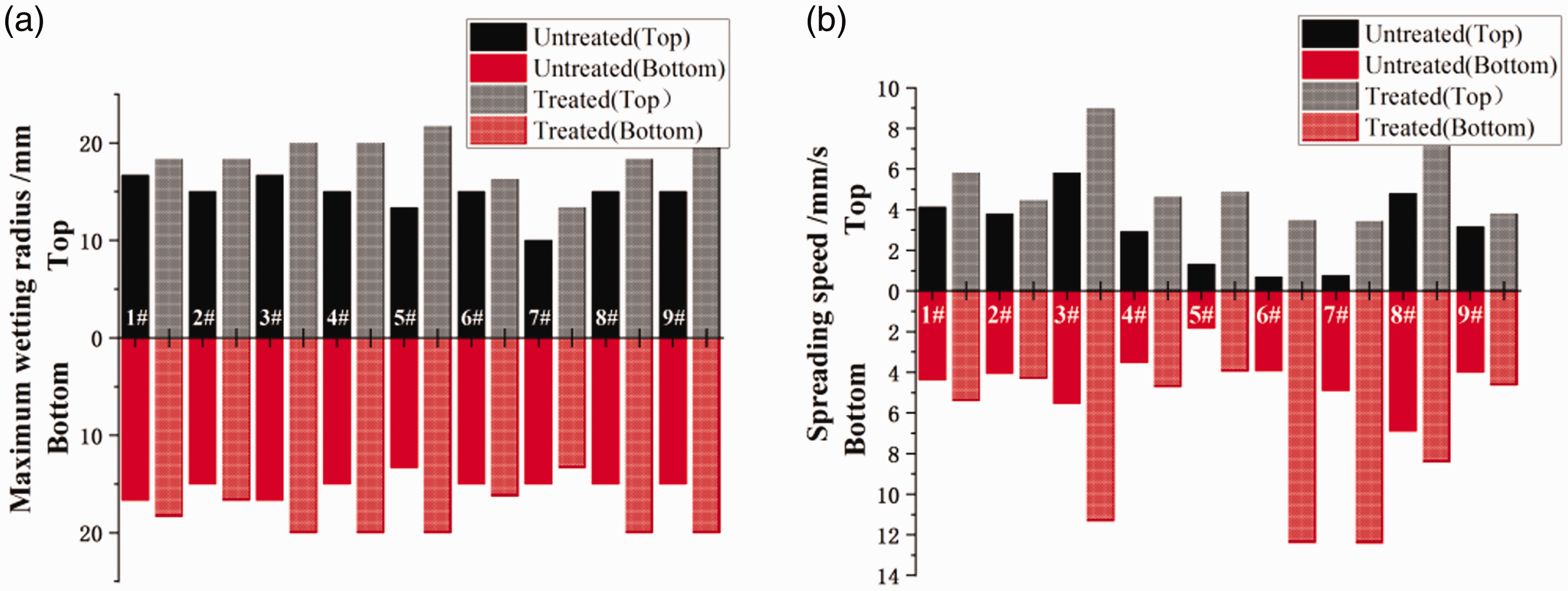
(a) Maximum wetting radius of the fabric and (b) spreading speed of the fabric.
It can be seen in Figure 8 that the accumulative one-way transport capacity of the nine samples is lower than 100 as a whole before plasma treatment. After treatment, the accumulative one-way transport capacity of the nine samples has been significantly improved, indicating that the difference in moisture absorption capacity between the top and bottom layers has increased.
It can be seen from Figure 9 that the maximum wetting radii before plasma treatment are similar. The bottom spreading speed is generally higher than the top spreading speed due to the difference in the moisture conductivity of the raw materials. Among the plated rib fabrics, 1#–3#, sample 3# shows better moisture conductivity and is quick drying. The tuck plated fabrics and float plated fabrics, 4#–9#, use the same ratio of raw materials but, affected by the tightness of the fabric, the spreading speed of sample 9# with larger stitch density is higher than those of the other samples.
As can be seen from Figure 9, the maximum wetting radius and spreading speed of the samples were improved after the plasma treatment. This is because the hydrophilicity of the fabric was improved, resulting in liquid water that can spread to a larger area by the wicking of the fabric. The maximum wetting radius of the untreated fabric is 16.67 mm and below, and it can reach 22.67 mm after plasma treatment. The spreading speed of the fabric is increased from 1.32–11.32 to 3.43–12.39 mm/s.
According to GB/T 21655.2-2019, when the maximum wetting radius is >12 mm, the spreading speed is >2.1 mm/s and the accumulative one-way transport capacity is >100, quick-drying performance can be achieved; samples 2#, 5#, 6#, 7#, 8# and 10# meet these requirements.
Comprehensive evaluation
In order to comprehensively evaluate the comfort performance of the nine knitted woolen fabrics with different structures treated by oxygen plasma, according to the above indicators, the concentrated mapping method and functional evaluation value method19–21 can be combined to select the optimal functional sample.
Calculation of function the mapping value
The concentrated mapping method is used to map the index data of different orders of magnitude and inconsistent units into a mapping matrix between 1 and 2 through formulas. The worst value of each index corresponds to 1, and the optimal value corresponds to 2. The mapping value Aij of each function is calculated by Equations (1) and (2).
When the experimental value is the larger, the better

When the experimental value is the smaller, the better

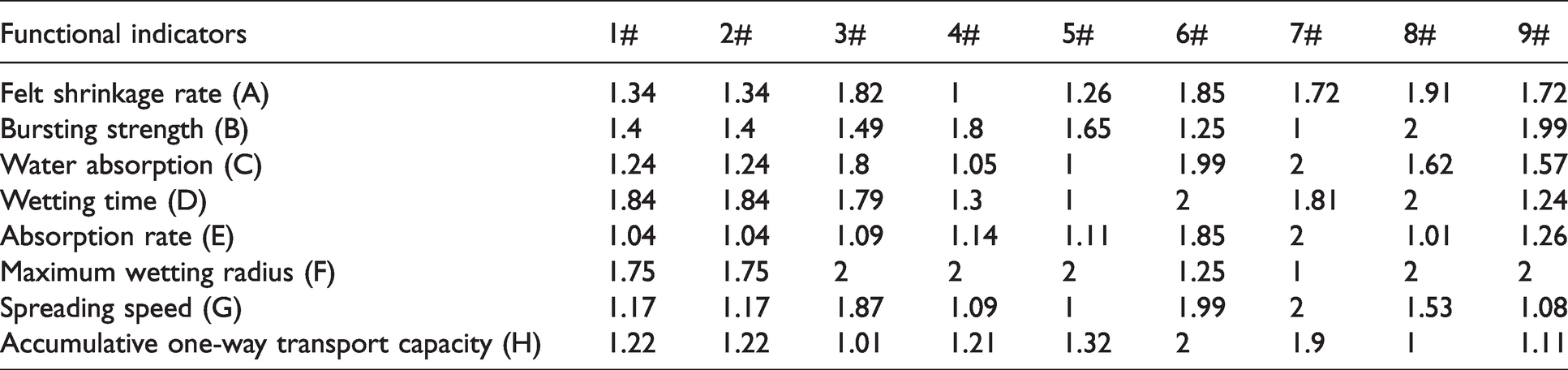
From the above two formulas, the function mapping values of various indicators of different samples can be obtained, as shown in Table 2.
Function mapping value of each index of the samples
Establishment of the functional evaluation value
In order to easily compare the difference between the functional comprehensive index values in each scheme, a method better than linear continuous addition is now used to obtain the functional evaluation value Sj


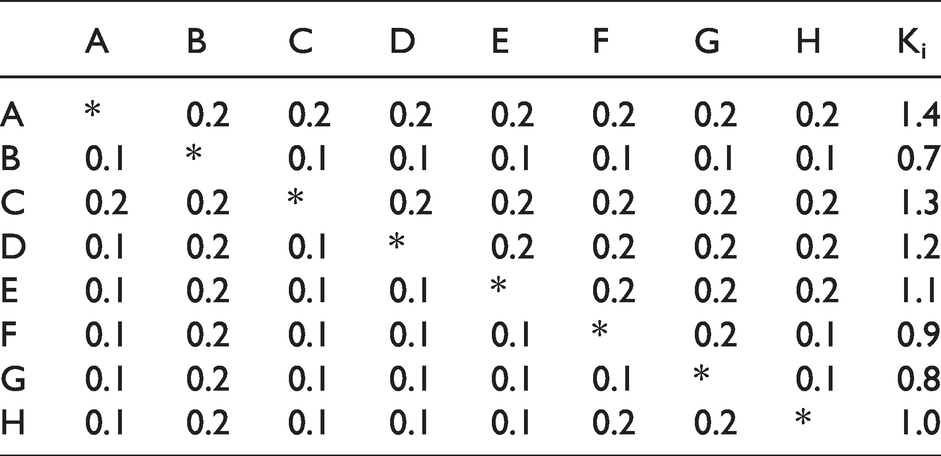
The evaluation of various indicators adopts one-to-one mandatory certainty. The relatively important is set as 0.2 points, and the relatively unimportant is set at 0.1 points. Taking the evaluation of ordinary summer sports fabrics as an example, the statistical weights of various indicators are shown in Table 3.
Weight coefficient of each indicator
According to Equations (3) and (4), the function evaluation value of each sample is calculated as shown in Table 4.
Function evaluation values of the samples

It can be seen from Table 4 that the functional evaluation values of different samples arranged from large to small are 7#, 6#, 8#, 3#, 9#, 2#, 1#, 4# and 5#. That is, the overall comfort of 2 + 2 mesh fabric is the best for sports clothing used for a large amount of exercise in summer. The overall level of functional evaluation of comfort of the tuck plated fabric and float plated fabric is better than that of plated rib fabric.
Conclusion
By studying the changes of felting, bursting strength and moisture absorption and the quick-drying indexes of knitted woolen fabrics before and after OLTP treatment, the following conclusions are drawn.
1. The bursting strength and anti-felting property of the float plated fabric are better than those of the tuck plated fabric and the plated rib fabric of the same raw material composition. When the fabric structure is the same, the felt shrinkage rate increases as the proportion of wool increases. After OLTP treatment, the bursting strength and anti-felting property of the nine groups of samples were improved to different degrees due to the difference of fabric tightness.
2. OLTP treatment improves the moisture absorption and quick-drying performance of knitted woolen fabrics and makes them suitable for sports textiles. Among them, samples 1#, 4#, 5#, 6#, 7# and 9# meet the requirements of moisture absorption and quick drying.
3. Taking the evaluation of ordinary summer sports fabrics as an example, the order of the comfort function values of the nine groups of samples is 7#, 6#, 8#, 3#, 9#, 2#, 1#, 4#, 5#. Overall, the comfort of the tuck plated fabric and floating yarn fabric is better than that of plain knit fabric.
Footnotes
Declaration of conflicting interests
The authors have no conflicts of interest to declare.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Fundamental Research Funds for the Central Universities (JUSRP52013B) and the Open Project Program of the State Key Laboratory of Bio-Fibers and Eco-Textiles, Qingdao University (2017KFKT07).