
Abstract
Terephthalic acid and ethylene glycol were used to prepare poly(ethylene terephthalate)-co-amide salts with adipate pentamethylenediamine (AP salts) as the modified monomer, improving the hygroscopicity and softness of poly(ethylene terephthalate) fibers. One of the facets of concern is that the yellowing index of poly(ethylene terephthalate)-co-amide salts increases from 3.8 to 13.8 than poly(ethylene terephthalate) and increases from 2.9 to 11.7 for fibers, limiting its acceptance in textile applications. The convention underpinning the yellowing originated from thermal oxidation and Schiff base reaction in the blend of polyester/polyamide, generating yellowing substances with conjugated imine structure. However, in this paper, an unconventional yellowing mechanism was discovered, attributed to the reaction of AP salts and acetaldehyde (a by-product of poly(ethylene terephthalate)). The structure of yellowing substances was characterized and confirmed the role of conjugated diketoamine (O=C–CH2–CONH–) and conjugated enamines (O=C–C=C–NH–). It is difficult for fiber applications to overcome the yellowing issue. Nevertheless, an inhibiting method for the yellowing phenomenon was provided, end-capping technology, by a clearer understanding of the yellowing processes. Thus, poly(ethylene terephthalate)/APA was prepared with the end-capping product carboxyl-terminated diamide (APA) as the modified monomer, which was synthesized by the reaction of AP salts and adipic acid. The yellowing index decreased from 13.8 to 8.5 than poly(ethylene terephthalate)-co-amide salts and decreased from 11.7 to 6.9 for fibers. This significantly improves the yellowing problem and provides technical support for colorless copolymer fibers.
Keywords
Poly(ethylene terephthalate) (PET) fibers, known as polyester in the textile industry, providing excellent mechanical properties, dimensional stability, and wrinkle resistance, have been widely commercialized in the textile industry. 1 However, the macromolecular structures of PET fibers have three-dimensional regularity, rigid segment, and lack of hydrophilic groups,2,3 leading to poor handling and hygroscopicity of the fibers, and its moisture regain of the fibers is only about 0.4%. 4 Therefore, it tends to produce a sultry feeling and affect the wearing comfort for textile applications. 5 Thus, improving moisture absorption and softness handling is one of the important directions of modified PET fibers.
In recent years, numerous efforts have been dedicated to the modified polyester, focusing on introducing hydrophilic groups and flexible macromolecules.6,7 Adipate pentamethylenediamine (AP) salts, a synthetic monomer of PA56, and adipate hexamethylenediamine salts, a synthetic monomer of PA66, have attracted the most significant interest in improving hygroscopicity properties and softness,8,9 which is owing to the fact that amide salts contain hydrophilic groups and soft segments. It is worth noting that AP salts possess better hydrophilic and flexibility properties, making them ideal modified monomers for polyesters and fibers.10,11 However, polyester amide, prepared by copolymerizing terephthalic acid (TPA) and ethylene glycol (EG) with amide salts, exhibits an unexpected yellowing phenomenon,12,13 severely limiting the industrial application in the textile field. The color value of polymers and fibers is an important indicator for evaluating product quality.14,15 The yellowing phenomenon of products not only affects their aesthetic visually, but also has a serious impact on light-colored products. 16 However, the yellowing problem of the products is difficult to solve and the yellowing process is complicated. There are many influencing factors, mainly including thermal oxidation, thermal degradation and by-product reaction in the synthesis process. 17 Therefore, improving the yellowing problem of the copolymers and their fibers is responsible for application fundamentals. It would be highly desirable to understand its mechanisms and ultimately develop methods to prevent the yellowing process.
In recent years, there have been some reports on the yellowing problem of polyester amide and its fibers.18,19 Fan and Liu 20 effectively reduced the yellowing index of the polyester amide by optimizing the prepolymerization and polycondensation reaction conditions. However, the reaction process was cumbersome, and the minimum yellowing index was controlled at around 15. Qi et al. 21 prepared uncapped PA6, carboxyl-terminated PA6 with adipic acid as an end-capping agent, and amino-terminated PA6 with 1,6-hexamethylene diamine as an end-capping agent, which reacted with the acetaldehyde, indicating that the reaction of the amino group and acetaldehyde is responsible for the yellowing process. However, the paper only demonstrated the yellowing source, and it is not distinct for the yellowing mechanism in the synthesis process and the yellowing index of the copolymers.
As far as we know, studies on the yellowing mechanism have focused on the blend systems, and it is generally regarded that the origin of the yellowing process is mainly due to the Schiff base reaction between acetaldehyde (a by-product of PET) and the terminal amine groups produced by the degradation of polyamides.19,22 The structure of yellowing substances is attributed to a color-conjugated imide group, which is only applied to the amine groups with a lone pair of electrons. However, the properties of amide salts are different from primary amines. To the best of our knowledge, there is no valid evidence to verify the yellowing mechanism of copolymers PET/amide salts.
The work explored the yellowing mechanism and identified the yellowing source of PET/AP salts, prepared by copolymerizing TPA and EG with AP salts as the modified monomer. Adopting the reaction of AP salts and acetaldehyde as model compounds, the yellowing process and structure of yellowing substances were systematically characterized using Fourier transform infrared (FTIR), ultraviolet (UV)-vis, 1 H-nuclear magnetic resonance (NMR), 13 C-NMR, high-resolution mass spectrometry (HRMS), and the possible mechanism of the yellowing reaction was speculated. According to the yellowing mechanism, the yellowing index of the copolymers can be improved by developing methods to inhibit the generation of the yellowing substances. In addition, based on the research, the yellowing index of the copolymer PET/carboxyl-terminated diamide (APA) has been significantly improved by using end-capping substances (APA) as the modified monomer, and APA was synthesized by the reaction of AP salts and adipic acid. Of course, the yellowing mechanism is also applicable to analyzing the yellowing problem regarding other amide salts, which provides a theoretical basis for improving the yellowing problem of polyester amides and their fibers.
Experimental section
Materials
The purified TPA was supplied by Hengli Chemical, Suzhou, China; EG was supplied by Yangzi Petrochemical, Nanjing, China; antimony trioxide (Sb2O3), trimethyl phosphate (C3H9O4P), acetaldehyde were supplied by Sinopharm Chemical, Beijing, China; AP salts were obtained from Cathay Biotechnology Incorporation; carboxyl-terminated diamide (APA) was obtained from the reaction between adipic acid and AP salts (1:1 mol%) at 250°C for 4∼5 h.
Preparation of copolymers and fibers
Synthesis of the PET and copolymers
PET was synthesized in a 300 mL autoclave equipped with a stirrer and vacuum system. TPA and EG were mixed into the reaction with a molar ratio of 1:1.3, and then antimony trioxide (0.05 wt%) and trimethyl phosphate (0.05 wt%) were sequentially incorporated into the esterification reaction. The esterification was conducted at 230∼240°C for 2∼3 h at a pressure of 0.3 MPa, and 2-hydroxyethyl methyl terephthalate (BHET) was prepared. Subsequently, the polycondensation was conducted at 260∼270°C for 2.5∼3.5 h, and the vacuum was continually decreased to 50 Pa and remained constant. Then chips of polyesters were discharged, granulated, and dried to prepare PET. It was used as a comparative sample of copolymers. The synthetic route is as in Figure 1(a).
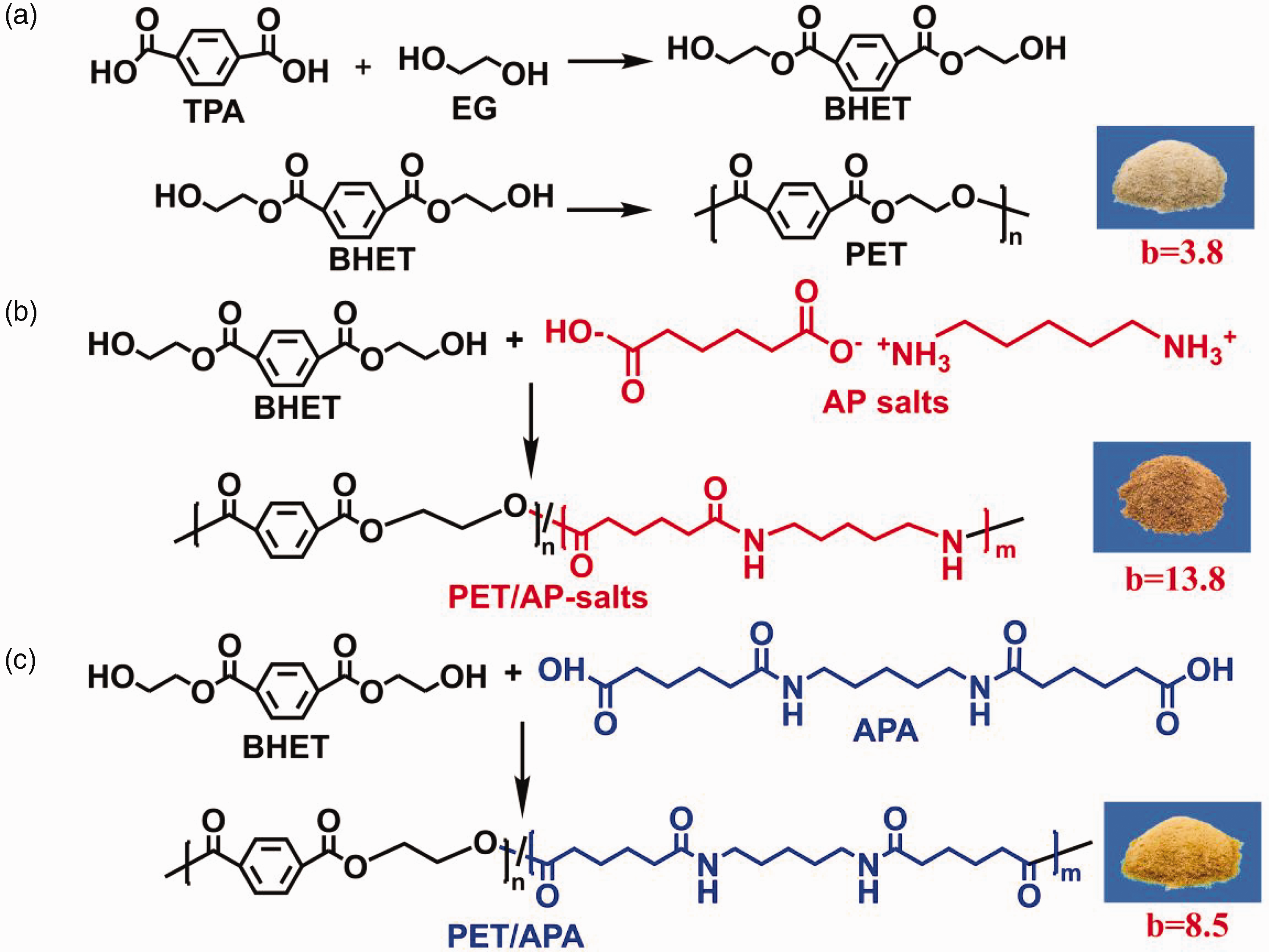
Synthesis of (a) poly(ethylene terephthalate) (PET); (b) PET/adipate pentamethylenediamine (AP) salts and (c) PET/carboxyl-terminated diamide (APA).
The synthesis of copolymers possesses the same esterification and polycondensation process. In addition, after the esterification reaction, the modified monomers (AP salts: TPA = 4 mol%; APA: TPA =4 mol%) were added to the reactor at a certain temperature for 40 min to achieve the synthesis of random copolymers (PET/AP salts, PET/APA). Furthermore, the synthetic route is as in Figure 1(b) and (c).
Preparation of the copolymer fibers
Before melt spinning, the copolymer chips were dried at 100°C for 2 h and then were raised to 130°C for 36 h, and the moisture content was less than 50 ppm. 23 The fibers were prepared by the melt spinning technique and one-step drawing using the multifunctional flexible spinning machine S5000, and the drawing ratios were 1.6, 1.8, and 2.0, respectively.
Model compound experiments
The analysis of the yellowing phenomenon
It was hypothesized that the origin of the yellowing process was attributed to the reaction of the AP salts and acetaldehyde; a typical model experiment was used to verify further the reaction source of the yellowing substance. Acetaldehyde was reacted with ammonium acetate (CH3COONH4), ammonium sulfate ((NH4)2SO4), and AP salts in a 1:1 molar ratio at room temperature for 2 h, respectively, and the reaction phenomena were observed.
The analysis of acetaldehyde content
It is essential to select the appropriate acetaldehyde content for the reaction of acetaldehyde and AP salts, which can more effectively simulate the yellowing reaction during the PET/AP salts synthesis process. The acetaldehyde content was tested by sampling at different stages of esterification and polycondensation during PET synthesis, according to SH/T 1817-2017, Plastic – Determination of residual acetaldehyde in polyethylene terephthalate (PET) resin for bottles – Headspace gas chromatography. The headspace vials containing the samples were placed in the furnace cavity of the headspace sampler, and the temperature was raised to 150°C for 60 min. Then, the acetaldehyde released in the sample was introduced into the gas chromatograph to calculate the acetaldehyde content.
The reaction of AP salts and acetaldehyde
In the model compounds, to clarify the exact structures of the yellowing substances, acetaldehyde at different contents (500 ppm, 1000 ppm, 1500 ppm, 2000 ppm, 2500 ppm) was reacted with 1 wt% AP salts at room temperature for 30 min, wherein the amount of AP salts and acetaldehyde were relative to the weight of the TPA.
Characterization
Yellowing index
The yellowing index (b value) of the samples was tested by colorimeter (data color 850; Shanghai, China) under a D65 light source and 10°. Each sample was tested five times and taken with the average value.
Fourier transform infrared
FTIR spectra were collected using a Nicolet-670 spectrometer by the attenuated total reflection method with 32 scans in the 4500∼450 cm−1 range at a spectral resolution of 4 cm−1.
Nuclear magnetic resonance
1H-NMR and 13C-NMR were carried out on the Avance 600 Bruker/NMR (Billerica, MA, USA). The samples were completely dissolved in the trifluoro-acetic (CF3COOD). NMR spectrometers were obtained at 25°C with 32 scans, and chemical shifts were reported in ppm.
Mechanical properties
Under standard conditions (temperature 20 ± 1°C, relative humidity 65 ± 2%), the breaking tenacity and breaking elongation of the fibers were determined using an XL-1A yarn tensile tester with a clamping length of 250 mm and a stretching speed of 250 m/min, according to GB/T14344 Test method for tensile of man-made filament yarns.
UV-visible spectrophotometer
The UV spectra of all samples were obtained using a Lambda 35 UV-visible spectrophotometer (Perkin Elmer, USA), with a scanning range of 190–1100 nm at 1.0 nm slit.
High-resolution mass spectrometry
HRMS (G2-XS QTOF; Water, USA) was used to measure the molecular weight with ion source ES+ at 25°C and confirm the structure of yellowing substances.
Results and discussion
The PET and copolymers analysis
Structure analysis of PET and copolymers
Yellowing phenomenon: It can be seen that copolymer PET/AP salts exhibit an apparent yellowing phenomenon (Figure 1), which will seriously affect the subsequent fiber and textile applications, providing the yellowing index (b value) with 13.8. It is worth noting that the yellowing index of PET/APA decreases from 13.8 to 8.5 for PET/AP salts, indicating that end-capping technology effectively improves the yellowing problem. APA was prepared with adipic acid and APs by adopting end-capping technology, and ionic bonds are eliminated and the terminal ammonium roots are blocked in the molecular chain to avoid direct contact of the chromogenic reactants. In particular, the establishment of the end-capping technology is based on the exploration of the following yellowing mechanism.
FTIR analysis: The infrared peaks of PET and copolymers can be observed (Figure 2(a)). As shown in Figure 2(a), the FTIR peaks at 719 cm−1, 1092 cm−1, 1245 cm−1, and 1715 cm−1 belonged to the absorption peaks of polyester PET. More importantly, there were distinct peaks at 3500 cm−1∼3200 cm−1, 2950 cm−1, 2870 cm−1, 1655 cm−1, and 1550 cm−1, which were attributed to the absorption peaks of amides. It was demonstrated clearly that the peaks at 3500∼3200 cm−1 resulted from the antisymmetric and symmetric stretching vibration of the secondary amide N-H. The increases in the intensity of the absorption peaks at 2950 cm−1 and 2870 cm−1, which were attributed to the modified monomers (AP salts, APA), showed an increase in the weight proportion of soft segment –CH2–; the peaks at 1655 cm−1 and 1550 cm−1 belonged to the absorption peak of amide band I (–C=O stretching vibration) and the absorption peak of amide band II (N-H bending vibration). 24 Moreover, the position of the peaks was in equal wave number between the PET/AP salts and PET/APA due to modified monomers (AP salts and APA) being provided with the same characteristic peaks. These distinct peaks indicated that the modified monomers have been successfully embedded in the macromolecule structure of copolymers PET/AP salts and PET/APA.
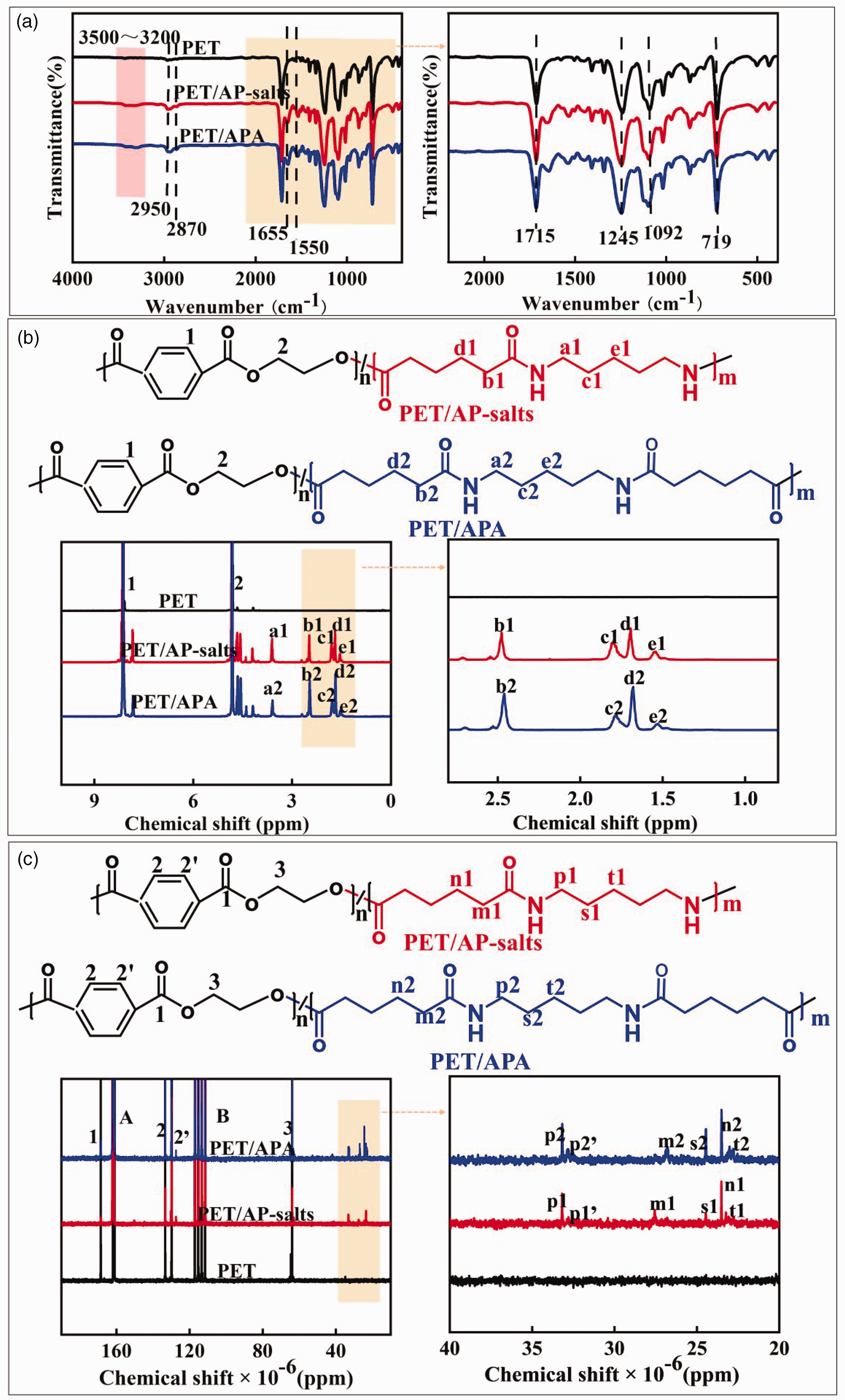
Chemical structure of poly(ethylene terephthalate) (PET) and copolymers: (a) Fourier transform infrared (FTIR) spectra; (b) 1H-nuclear magnetic resonance (NMR) spectra and (c) 13C-NMR spectra.
1H-NMR analysis: As can be seen from Figure 2(b), the 1H-NMR spectra of PET and copolymers were observed. It demonstrated that the chemical shifts of copolymers were significantly different from PET, caused by H protons of the modified monomers. In particular, the H proton (1) was derived from aromatic protons in the TPA unit, and the aliphatic H proton (2) was derived from the EG unit. The H protons (a∼e) were derived from the modified monomers (AP salts and APA), which exhibited an equal number and position of hydrogen protons in PET/AP salts and PET/APA, and the corresponding chemical shifts were 3.61 ppm (a1/a2), 2.54 ppm (b1/b2), 1.73 ppm (c1/c2), 1.62 ppm (d1/d2), and 1.45 ppm (e1/e2). 25 In addition, the relative ratios of the modified monomers in the copolymers were quantitatively calculated by integrated areas of the characteristic peaks in the 1H-NMR spectrum. The calculation is shown in Table 1.
The experimental and theoretical values of modified monomers

AP salts: adipate pentamethylenediamine; APA: carboxyl-terminated diamide; NMR: nuclear magnetic resonance; TPA: terephthalic acid.
13C-NMR analysis: 13C-NMR spectra further analyzed the chemical structure of PET/AP salts and PET/APA, and C atoms with different chemical shifts were labeled (Figure 2(c)). Peak A and peak B were assigned to deuterated trifluoroacetic acid. Peaks 1 and 1′ with chemical shifts δ = 129.74 × 10−6 ppm and δ = 133.89 ×10−6 ppm were the C atom peaks of TPA. δ = 63.92 × 10−6 ppm was attributed to the peak of EG. The above peaks of C atoms came from the PET segment. In addition, δ = (33.46 × 10−6 ppm, 24.37 ×10−6 ppm, 22.94 × 10−6 ppm) were attributed to the peaks (p1/p2, s1/s2, t1/t2) of –CH2– in pentane diamine, respectively. δ = (26.83 × 10−6 ppm, 23.49 × 10−6 ppm) were assigned to the peaks (m1/m2, n1/n2) of –CH2– in adipic acid, respectively. It further illustrated that the substance contained both polyester and PA56 components. In addition, according to the integral area of the resonance peak, the relative molar ratios of the modified monomers were quantitatively calculated by equations (1) and (2), and the result is shown in Table 1.


As can be observed from Table 1, the reaction yield of modified monomers (AP salts and APA) ranged from 86% to 89%. The actual composition was close to the theoretical content of modified monomers, which was basically in line with the design of the substance structures. Therefore, the copolymers PET/AP salts and PET/APA were successfully synthesized, and the yellowing problem in PET/AP salts should be a subsidiary reaction with a trace amount.
Properties analysis of fibers
b Value: Figure 3 shows that PET/AP fibers possess the smaller value of a and L, and a higher b value compared with PET and PET/APA fibers. The a and L value has no significant effects on the fiber application, while the b value of the fibers is the reason for the limited application field. The b value of fibers is observed (Figure 3(a)), and the yellowing index of PET/APA fibers decreased from 11.7 to 6.9 compared with PET/AP salt fibers, consistent with the change in the b value of the copolymers (PET/AP salts, PET/APA). It indicated that the copolymerization system was responsible for the yellowing phenomenon.
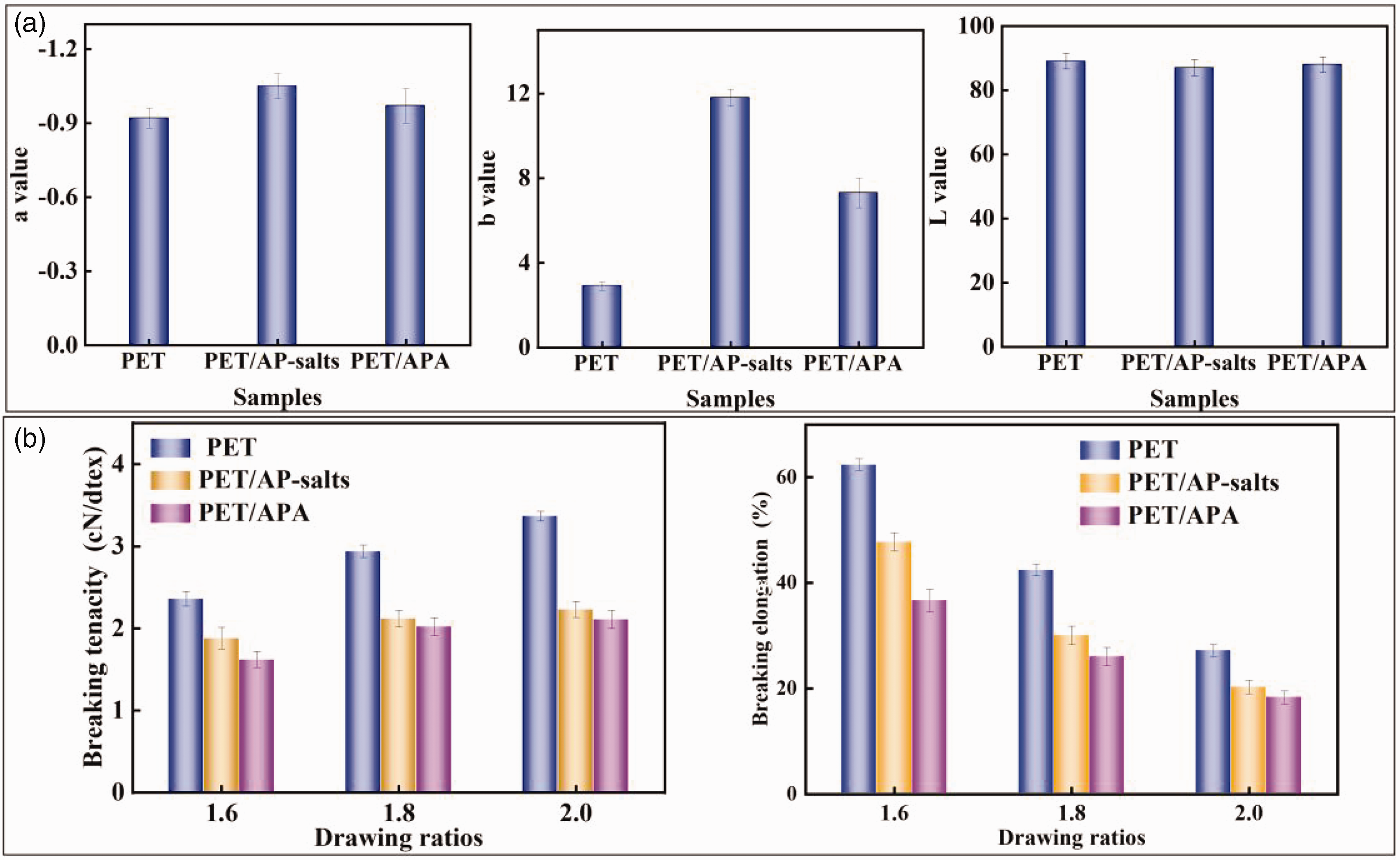
(a) The laboratory value and (b) mechanical properties of copolymer fibers.
Mechanical properties: Textile fibers need to possess a specific ability to resist external forces when the fibers are damaged during processing and use. Moreover, the breaking elongation of textile fibers was generally controlled at about 25–30% due to the higher elongation providing poor stability and easy deformation, 26 and the lower breaking elongation will affect the wearing comfort and wearability. Thus, in view of the appropriate breaking elongation, excellent breaking tenacity was given an important practical significance. The change curves of breaking tenacity and elongation with the drawing ratios clan be observed in Figure 3(b). It indicates an increase in breaking tenacity and a decrease in breaking elongation when drawing ratios were increased. The main reason was that the orderly arrangement of the macromolecular chains along the fiber axis was promoted, and the force between the molecular chains was enhanced, leading to giving rise to breaking tenacity and weakening the breaking elongation. In addition, the breaking tenacity of copolymer (PET/AP salts, PET/APA) fibers was significantly lower than PET fibers. The main reason was that the modified monomers disrupted the regularity of the macromolecular chain, and the closely packed and regularly arranged grains were partially destroyed. Thus, fibers were prone to be damaged. However, the mechanical properties of the fibers could meet the requirements of the application when the breaking elongation was about 30%.
In conclusion, copolymer fibers have been successfully prepared, indicating that the macromolecular structure design of copolymers was reasonable. Moreover, the change in the b value of the fibers (PET/AP salts, PET/APA) further proved the effectiveness of the end-capping technology, providing the theoretical basis for the industrialized manufacture of polyester amide. However, the end-capping technology was proposed based on the following experimental investigations, so the subsequent experimental investigations were essential, and the design of the experimental program was logical.
Compound model analysis
Of course, the existence of objective factors must also be considered during the PET synthesis process, which was the origin of the yellowing phenomenon of the PET chips with the higher b value. 27 For example, owing to the effect on thermal degradation and thermal oxidation, the yellowing phenomenon of PET was light yellowing, and the yellowing index (b value) was about 3.
It was evident that thermal cracking and thermal oxidation of PET were not the cause of the yellowing phenomenon of PET/AP salts.28,29 Therefore, in order to improve the yellowing problem of PET/AP salts, it was essential to clarify the reaction source and the mechanism of yellowing substances. So far, there have been no reports on the yellowing of copolymer PET salts. Therefore, the following experiments on the source and mechanism of the yellowing phenomenon were designed to clarify the production path of yellowing substances and further develop the inhibition technology.
Analysis of the acetaldehyde content
GC headspace was used to analyze the acetaldehyde content sourced from the esterification and polycondensation process.30,31 The acetaldehyde content and the generation mechanism are shown in Figure 4. As shown in Figure 4(a), the acetaldehyde content was relatively high in the esterification stage. Moreover, due to the boiling point of acetaldehyde being 20.8°C, it was continuously generated and escaped from the polymerization system, leading to a decreasing tendency of the acetaldehyde content from 2000 ppm to 400 ppm during the PET synthesis process. In addition, the generation mechanism of acetaldehyde is exhibited in Figure 4(b), as recommended by Khemani. 15 The dehydration of ethylene glycol produced unstable vinyl alcohol, which was then converted to acetaldehyde. In addition, the elimination of the hydroxyethyl chain ended, and the cleavage of the vinyl end groups must also be considered.32,33 The conversion of the vinyl end-group to acetaldehyde was very much dependent on the ability of the reactive group. Acetaldehyde could be generated by eliminating hydroxyl end groups and then reacting with the terminal carboxyl group, owing to the stronger reaction of the hydrogen atoms on the end hydroxyl groups. Then, it would interact with the carbonyl oxygen to form hydrogen bonds and generate cyclic substances, which were fractured to create acetaldehyde. Or olefin products or vinyl alcohol were produced by the cracking of ester groups rearranged to form acetaldehyde.34,35 It further indicated that the generation of acetaldehyde was inevitable during the polymerization of PET.
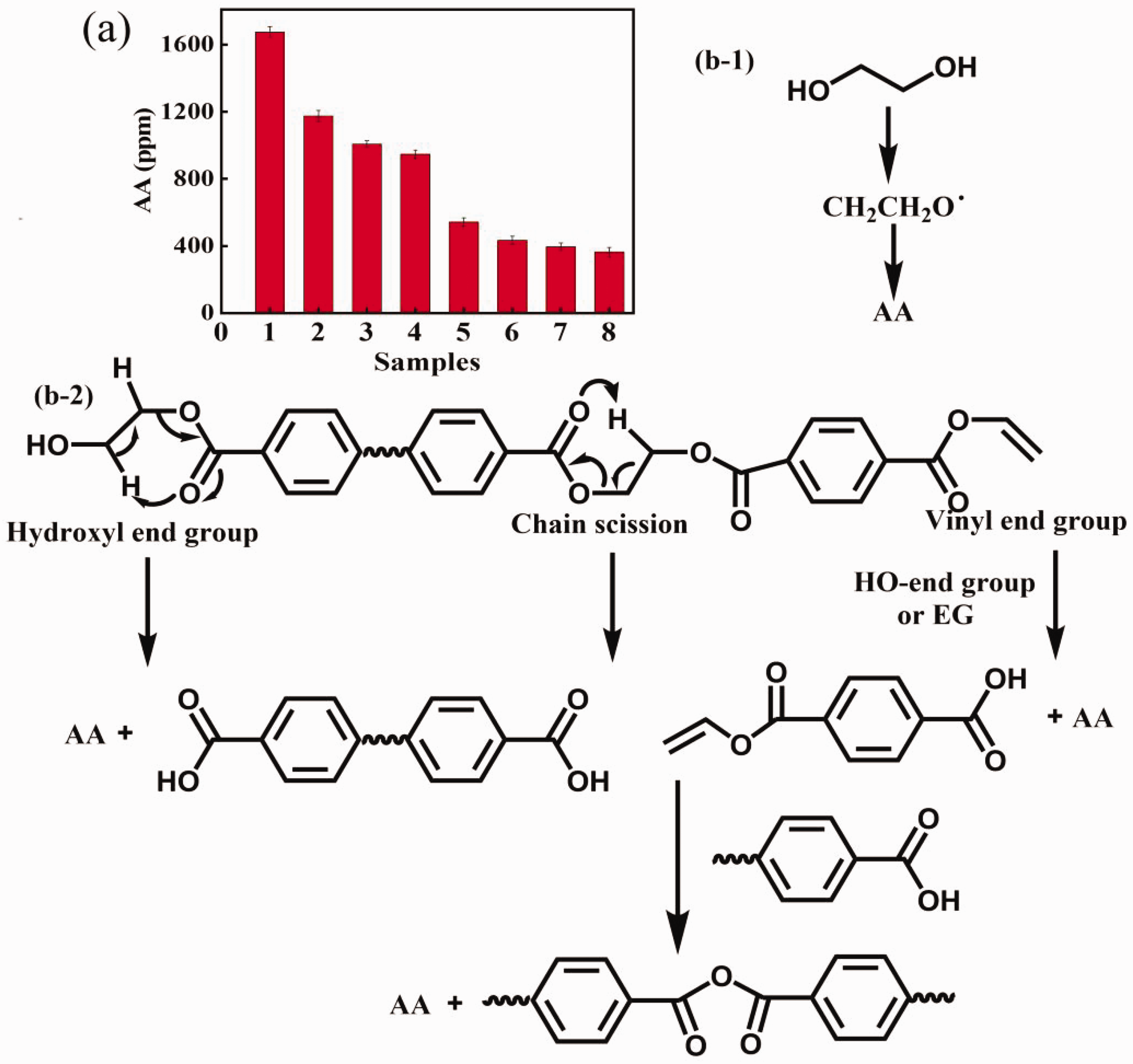
(a) The acetaldehyde (AA) content during the poly(ethylene terephthalate) (PET) process and (b) generation mechanism of acetaldehyde during the PET process (according to Khemani). Note: Samples were taken at different stages: 1, 2, 3, 4: esterification time at (1, 2, 3, or 4) h; 5: at the beginning of the prepolycondensation; 6: at the finish of the prepolycondensation; 7: at the beginning of the polycondensation; 8: at the finish of the polycondensation.
Structure analysis of the reaction of the AP salts and acetaldehyde
Qualitative screening of the yellowing reaction between ammonium salts and acetaldehyde is shown in Figure 5(a), which further verifies that the reaction between acetaldehyde and AP salts is responsible for the yellowing sources of copolymer PET/AP salts. The experimental phenomenon demonstrates no appreciable yellowing when acetaldehyde reacted with ammonium sulfate. However, the dark yellow/orange color is generated when acetaldehyde reacted with ammonium acetate. Dark yellow/brown is described for the reaction of acetaldehyde and AP salt. The initial experiments were consistent with a hypothesis and confirm the vital role of weak organic acid groups.
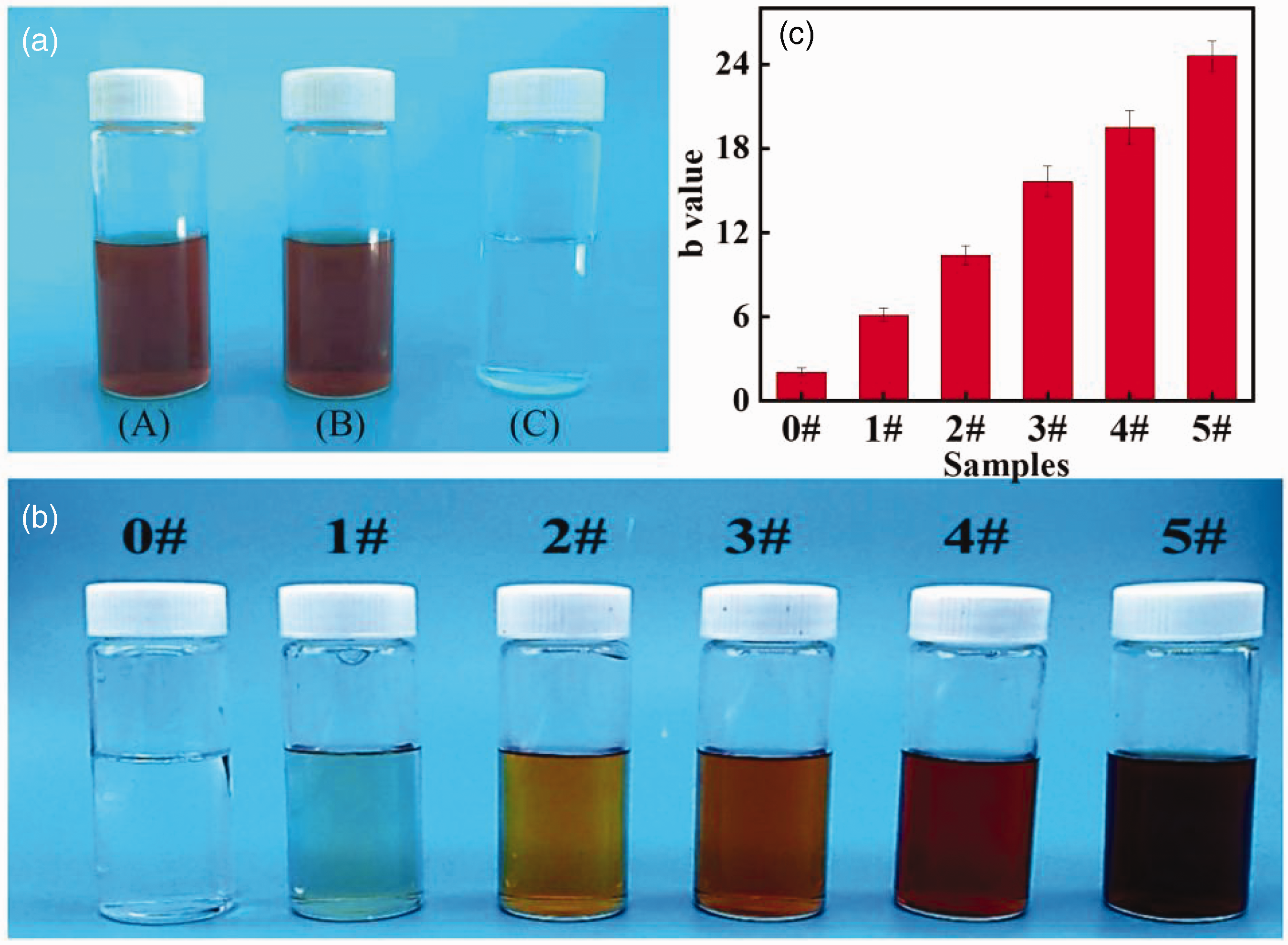
(a) Reaction phenomenon between ammonium salts and acetaldehyde: (A) ammonium acetate; (B) adipate pentamethylenediamine (AP) salts; and (C) ammonium sulfate; (b) the yellowing phenomenon; and (c) b value of yellowing substances.
In addition, the typical model experiment was conducive to overcoming the inherent difficulties in detecting intermediates with low concentrations, owing to the limited content of by-product acetaldehyde. Based on the above determination of acetaldehyde content, its content was about 1000 ppm, owing to the fact that AP salts were added in the PET esterification process. Therefore, acetaldehyde with a particular content (500 ppm, 1000 ppm, 1500 ppm, 2000 ppm, 2500 ppm) was directly reacted with AP salts. The yellowing substances were prepared and numbered as 0#∼5#, and the yellowing phenomenon is shown in Figure 5(b). The b value of the yellowing substances was proportional to the content of acetaldehyde (Figure 5(c)), and the macroscopic phenomenon was consistent with the b value. Thus, it was expected that the structure of yellowing substances was characterized systematically to speculate a possible yellowing mechanism, further selecting a suitable technology to inhibit the generation of the yellowing substances. Moreover, it is worth noting that when APA was mixed with acetaldehyde, the mixed solution had no color reaction and no chemical reaction, even if the mixed solution was heated to 100°C, and the phenomenon was the same as that of the mixed solution of acetaldehyde and ammonium sulfate (Figure 5(a) to (c)). Thus, the chemical structure of yellowing substances was resolved by the following experiments.
Analysis of FTIR spectra and UV-vis spectra
The FTIR spectrum of the AP salts and yellowing substances can be observed in Figure 6(a), and the peak assignments are summarized in Table 2. With regard to sample 0#, the absorption peak at 2190 cm−1 was assigned to the frequency multiplication and combined frequency absorption peak of the ammonium (
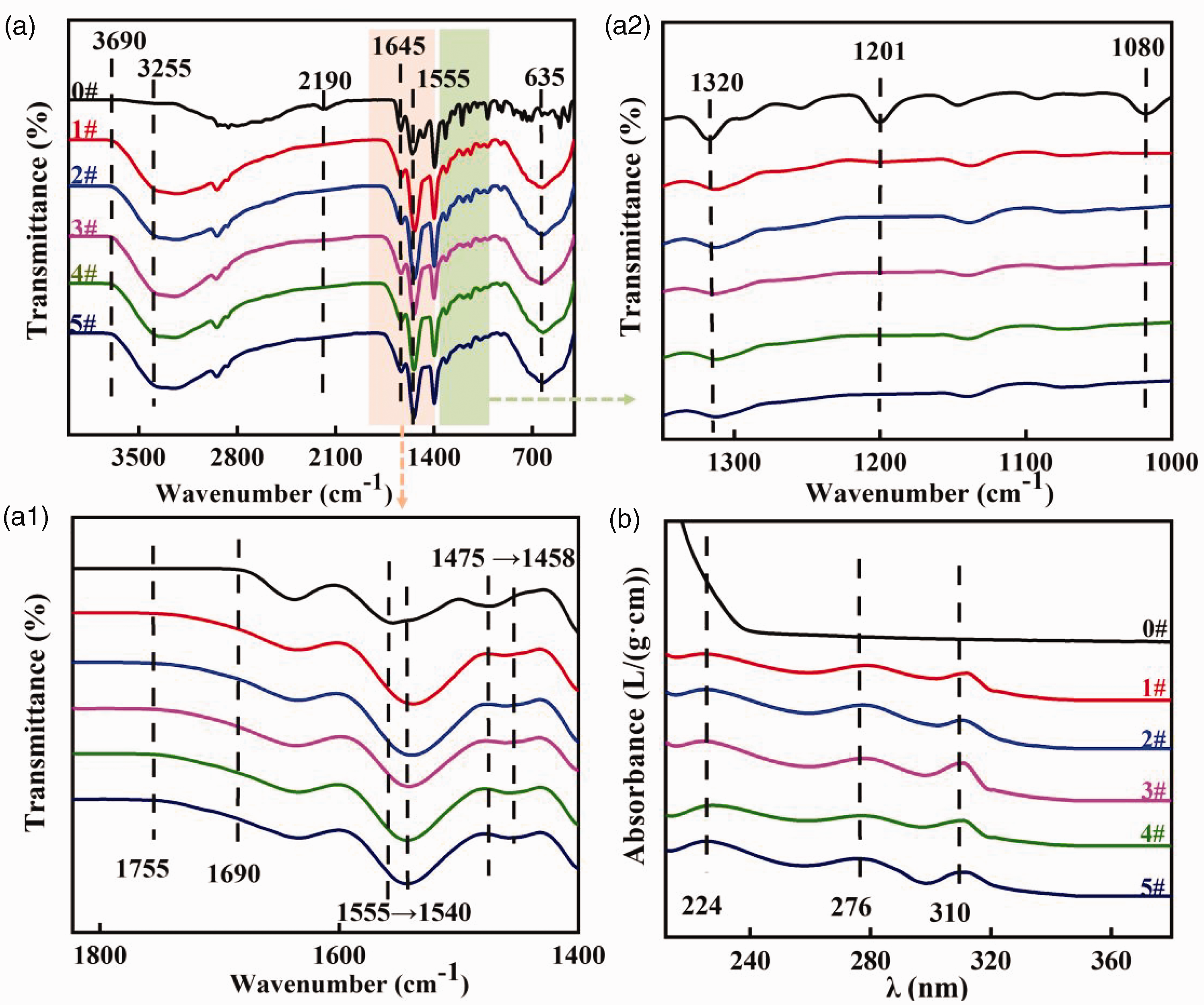
(a) Fourier transform infrared (FTIR) spectrum; (a-1) 1820 cm−1∼1400 cm−1 area; (a-2) 1350 cm−1∼1000 cm−1 area and (b) ultraviolet (UV)-vis spectrum for the yellowing substances.
The wave numbers and vibrational conformation of chemical groups
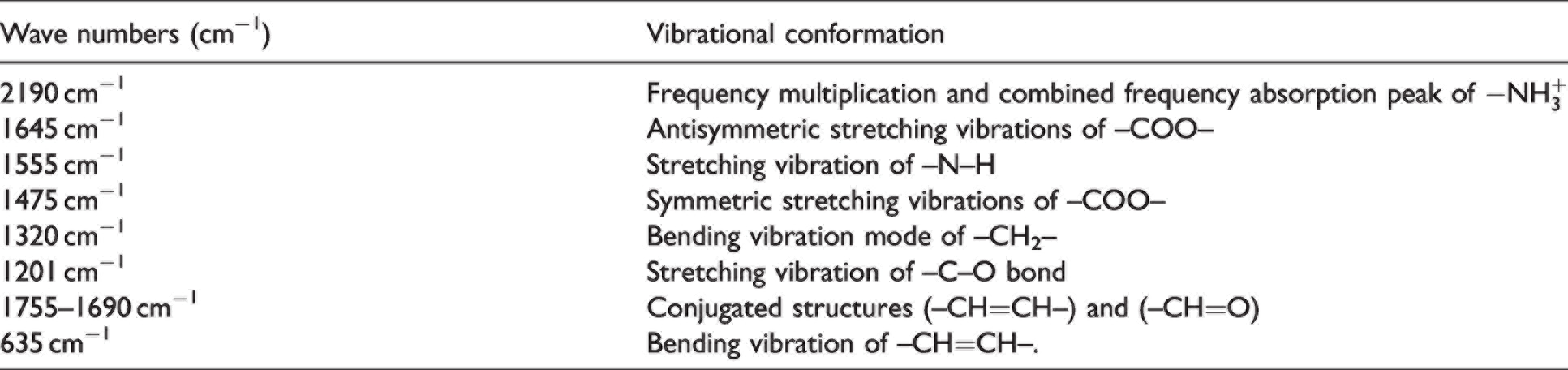
More importantly, there were three distinct characteristic peaks between AP salts and yellowing substances (Figure 6), and the positions of the peaks were in equal wave number between the different yellowing substances (1#∼5#). The absorption peak at 3690–3255 cm−1 was due to the stretching vibration peak of the free -OH group, which originated from the water molecule of the damp sample. The absorption peak at 1755–1690 cm−1 was attributed to superimposed peaks due to conjugated structures (–CH=CH–) or the unsaturated ketone group (R-CO-R') of yellowing substances. As can be observed from Figure 6(a-2), the absorption peaks at 1475 cm−1 and 1555 cm−1 resulting from AP salts shifted to the lower wave numbers to the absorption peaks at 1458 cm−1 and 1540 cm−1, which were converted into the absorption peak of amide I and amide II resulting from yellowing substances. The disappeared peaks at 1201 cm−1 and 1080 cm−1 indicated that the ion structure was destroyed, and the ammonium and carboxylate were transformed into other structures. The strong and broad absorption peak at 635 cm−1 was assigned to out-of-plane bending vibration peaks of alkenes –CH=CH– or aliphatic ketones.
In summary, the infrared spectrum indicated that the ionic bonds originating from the AP salts were destroyed, the absorption peak of AP salts (ammonium group and carboxylate group) disappeared, and the new chemical bonds were formed. The positions of characteristic peaks were shifted owing to the influence of the new chemical bond forces. In addition, the following test was more specific.
The UV-vis spectrum was of great significance in clarifying the yellowing structure. The colored absorption spectrum of organic compounds mainly included π→π*, n→α* and n→π*, while the chromophores groups in the UV-vis spectra included –C=C–, –C=O, –C=N– and –N=N–. 36 Figure 6(b) reveals the UV-vis spectra of the AP salts and yellowing substances. More importantly, it was consistent with the result of the FTIR spectrum, and the UV-vis spectra of the yellowing substances (1#∼5#) gave rise to the equal absorption peaks at 224 nm, 276 nm, and 310 nm. The absorption peak at 224 nm was the K absorption band, which was caused by the π→π* transition and generated by the conjugated double bond. The absorption peaks at 276 nm/310 nm were attributed to the R absorption band were caused by the n→π* transition generated by the unsaturated bond (β ketone or –C=C–). 37 The analysis result further verified the functional groups of yellowing substances.
Analysis of 1H-NMR and 13C-NMR
Based on the above experiments and analysis, sample 4# would take the place of other yellowing substances (1#, 2#, 3#, 5#) owing to the same chemical structure. More chemical structures were further characterized by NMR spectroscopy. 1H-NMR and 13C-NMR were used to verify further the structure of the yellowing substances (Figure 7).
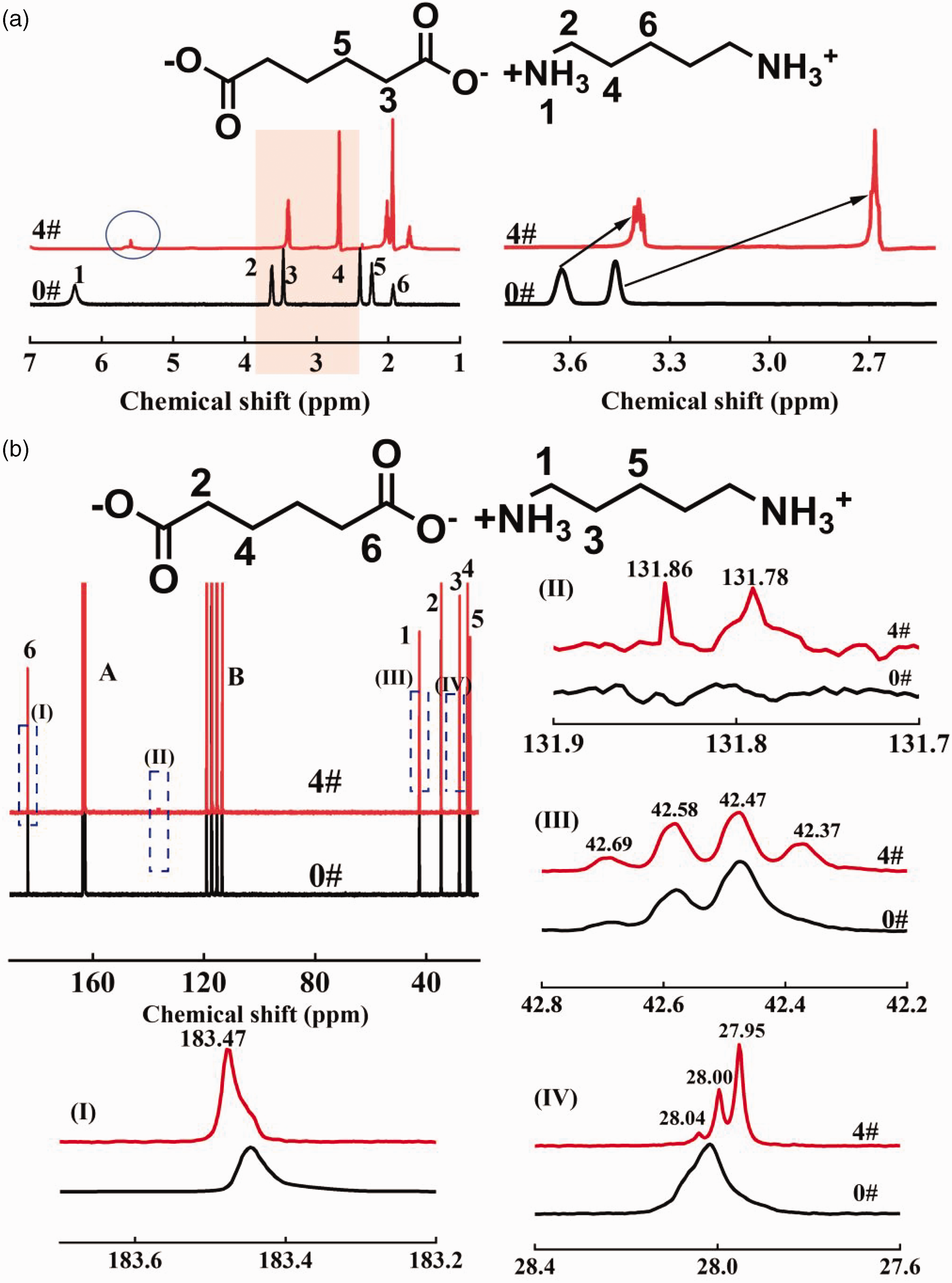
(a) The 1H-nuclear magnetic resonance (NMR) and (b) 13C-NMR spectrum of the yellowing substances.
The 1H-NMR spectrum of the reaction product of AP salts and acetaldehyde is shown in Figure 7(a). According to the division of the H protons, H1 was derived from the ammonium root, and the corresponding chemical shift was around 6.35 ppm. The chemical shifts of the H protons of the AP units were 3.65, 3.53, 2.38, 2.12, and 1.78 ppm, which are labeled as 6, 5, 4, 3, and 2, respectively, as shown in Figure 7(a). The positive ion H+ of the ammonium root was not detected, indicating the involvement of the ammonium participants and their transforming into an undetectable active H atom. The chemical shift of the H3 peak moved from 3.65 ppm to 3.42 ppm and exhibited a multiple splitting peak, which was affected by the electron cloud density of C atom and the newly emerged conjugation effect, leading to the H atom moving to the lower fields. In addition, the new peak was observed at 5.83 ppm, which was attributed to the H proton originating from the presence of an unsaturated functional group. It may be favorable evidence for the yellowing phenomenon.
13C-NMR determined the substance structure by the intensity, chemical shift, and coupling constant of the absorption peak. 38 The 13C-NMR spectrum of the yellowing substances is observed in Figure 7(b). According to the division of the 13C-NMR spectrum, the C protons (1∼6) corresponded to the different positions of the AP salts sequentially, and peaks A and B were attributed to the TFA solvent. The 13C-NMR clearly analyzed the difference between the AP salts and yellowing substances by the new peaks observed at about 131 ppm, 42 ppm, and 28 ppm. The new peak at about 131 ppm was due to –CH=CH–, indicating the presence of conjugated double bonds of the yellowing substance, but the signal was indistinct. A new peak was observed at about 42 ppm and belonged to the splitting peak of the C atom (1), indicating an amidation reaction between the model compounds, assigned to the -C-N- group. The new peak of C atoms observed at about 28 ppm was attributed to SP3-hybridized C atoms, indicating that the reactive methyl groups of acetaldehyde participated in the reaction and generated C atoms in new positions. In addition, according to the analysis results of the chemical structures, it was shown that the carboxylate group of APs was involved in the chemical reaction, while Figure 7(b) shows that the C atom at position 183.47 ppm (6) had shifted but there was still a carbonyl group, and there was a bulge splitting peak, indicating that the electron cloud density of the C atom had changed, and a new chemical bond force was generated in the reaction products. NMR spectroscopy further inferred the chemical structure, and combined with the HRMS test results, the composition of the yellowing substances was more accurately clarified.
Analysis of HRMS
HRMS was used to analyze the specific structure of yellowing substances, and the results are shown in Figure 8(a) and the structural formulae of the corresponding chemical substances are summarized in Table 3. HRMS is a technique that uses a strong electrostatic field under atmospheric pressure and ambient temperature to convert the droplet-shaped analyte molecules into multiple protonated ions during the ionization process and enter the mass spectrometer. The attacking ions were usually H+, Na+, and K+.39,40 Through a single peak of a single charged ion with their mass, the molecular weights of the substances could be analyzed quantitatively and accurately. 41 It showed that the molecular weights of the products mainly ranged from 100 to 500. According to the presumed chemical structure, the yellowing substance may be a mixture of substances containing chromophores conjugated diketones (2, 3, 4, 5, 9, 11, 14) and conjugated enamines (13, 14). In addition, the amidation reaction was promoted due to the release of a large amount of heat during the reaction between APs and acetaldehyde (5, 7, 14), and unreacted APs still existed in the system (8, 10). Moreover, the analysis results of HRMS were consistent with the test results of the above chemical structures.
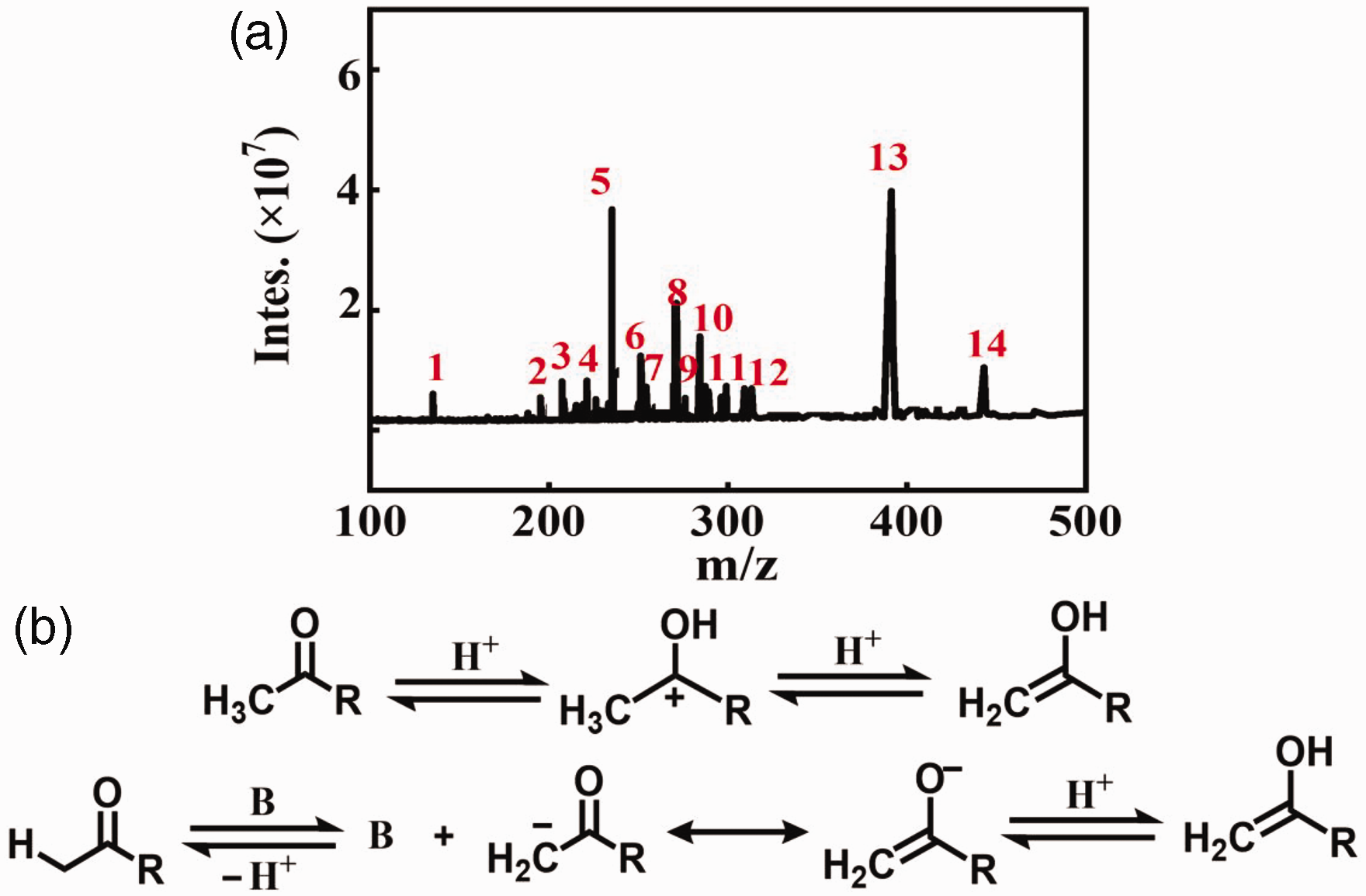
(a) The high-resolution mass spectrum (HRMS) of the yellowing substances and (b) chemical properties of acetaldehyde.
The structural formula and molecular weight of the products
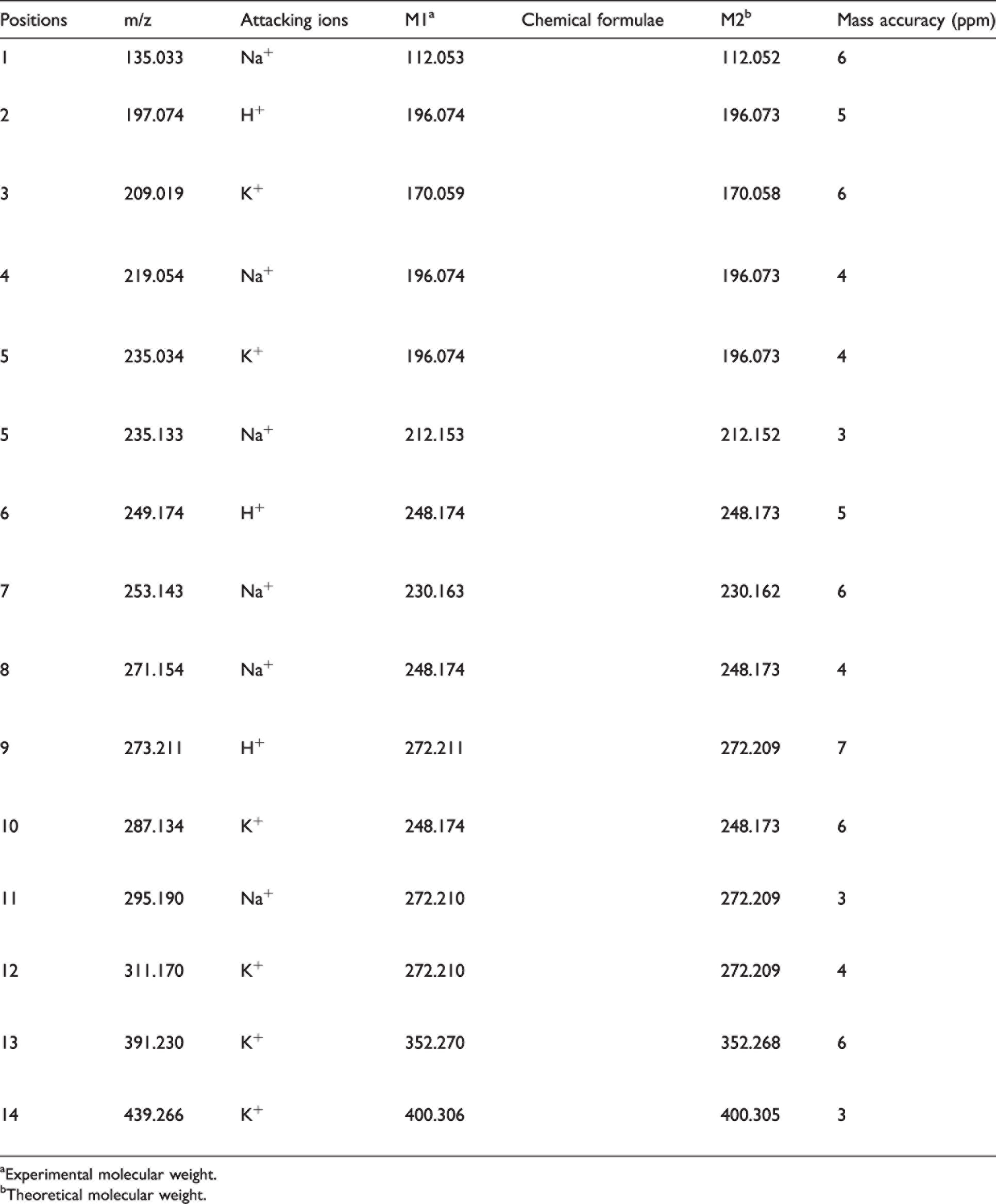
aExperimental molecular weight.
bTheoretical molecular weight.
The reaction mechanism of yellowing substances
Combining the result of the model compound experiment with the analysis results of FTIR, UV-vis, 1H-NMR, 13C-NMR, and HRMS, a conclusion was proposed that the yellowing substances were provided with chromophores consisting of conjugated diketones (O=C–CH2–CONH–) and conjugated enamines (O=C–C=C–NH–).
Based on the chemical properties of acetaldehyde (Figure 8(b)), the hydrogen (α-H) directly connected to the carbonyl group of acetaldehyde had greater activity due to the induction effect of the carbonyl group, and α-H was easier to dissociate under the catalysis of acid or alkali ions, the dissociation was promoted, and the carbonyl oxygen was protonated to generate an enol, and the reaction structure is shown in Figure 8(b). 42 Thus, a multiple-step reaction was proposed to explain the yellowing reaction of AP salts and acetaldehyde.
The verification experiment of the yellowing source showed that the coexistence of carboxylate and ammonium ions was a necessary condition for the yellowing reaction. Combined with the analysis results of the chemical structure of the products, it was proved that the yellowing substances were provided with the conjugated chromophore (diketoamine or enamine). According to the chromophore and auxochromophore theory, when the macromolecular chain of a substance contained a chromophore and there was conjugation, the electrons were excited due to the delocalization of electrons in the π-conjugated system, and the absorption peak shifted to the visible light band, described as the yellowing phenomenon at the macroscopic level. Moreover, based on the chemical properties of acetaldehyde, the reliability of the above analysis results was proved. The specific yellowing process was speculated as follows: as the carbonyl oxygen of acetaldehyde had a large electronegativity and carried a lone pair of electrons, it attacked the electron-withdrawing group
Based on the above experimental results, conjugated diketones (O=C–CH2–CONH–) and conjugated enamines (O=C–C=C–NH–) were responsible for the yellowing phenomenon of PET/AP salts. In addition, the PET/APA, prepared with APA as the modified monomer, showed a decrease in the yellowing index from 13.8 to 8.5. And APA was prepared with AP salts and adipic acid by adopting end-capping technology, which was used to avoid the direct reaction with acetaldehyde and effectively inhibited the generation of yellowing substances. It further indicated that the design of the above experiment was reasonable.
However, the b value of PET/APA was higher than pure PET. It is believed that the reaction of the amine group and acetaldehyde at high-temperature polymerization originated from thermal oxidation and thermal cleavage of amide bonds. The yellowing substances would be formed with the group -C=N- generated by the Schiff base reaction, and observed the yellowing phenomenon compared with pure PET. Thus, the PET/APA was provided with a higher b value, which was the reason why the yellowing problem cannot be completely ameliorated. Moreover, it was a unique yellowing mechanism for the ammonium group and acetaldehyde, and the above investigation of the yellowing mechanism was consistent with the above conclusion. Although the yellowing problem cannot be completely solved, based on the analysis results, a technology of end-capping was proposed, which established a theoretical foundation for the development of polyester amide with high quality and low yellowing.
Conclusions
In this work, copolymers PET/AP salts and PET/APA were prepared by copolymerizing TPA and EG, with AP salts and APA used as modified monomers. The analysis results confirmed that the copolymers were successfully synthesized. However, with PET/AP salts, one of the facets giving significant concern was the yellowing phenomenon. Moreover, a yellowing index of copolymer PET/AP salts increased from 3.8 to 13.8 compared with PET and increased from 2.9 to 11.7 for fibers, seriously limiting the subsequent spinning and textile applications. Thus, AP salts and acetaldehyde were used as model compounds to verify the chemical structures of the yellowing substances. It was found that the yellowing source was not only thermal oxidation, thermal degradation, and Schiff base reaction, but also the unique yellowing reaction between AP salts and acetaldehyde. More importantly, the structure of the yellowing substance was characterized by FTIR, UV-vis, 1H-NMR, 13C-NMR, and HRMS. The conclusion illustrated that the chromophores of the yellowing substances were conjugated diketones (O=C–CH2–CONH–) and conjugated enamines (O=C–C=C–NH–), which were responsible for the yellowing process of PET/AP salts. In addition, an end-capping technology was proposed and significantly improved the yellowing problem, and the yellowing index of PET/APA decreased from 13.8 to 8.5 compared with PET/AP salts and decreased from 11.7 to 6.9 for fibers. This greatly improved the yellowing problem and provided technical support for colorless polyester amide and its fibers.
Footnotes
Declaration of conflicting interests
The author(s) declared no conflicting interests with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) declared receipt of the following financial support for the research, authorship, and/or publication of this article: the authors would like to acknowledge the Fundamental Research Funds for the Central Universities and Graduate Student Innovation Fund of Donghua University (no. CUSF-DH-2019055), and the study on synthesis, yellowing mechanism and inhibition technology of polyester amide (grant no. 2020310031003831).