
Abstract
In extremely cold environments, maintaining body temperature and reducing heat dissipation is essential for maintaining human health and life safety, but the field of thermal insulation shoe upper fabric has not been deeply studied. In this paper, based on the dual-scale structure of the yarn and shoe upper fabric, a composite yarn with a core-sheath structure is designed, and a using plating stitch pattern weft-knitted whole garment thermal insulation shoe upper fabric with double-layer structure is proposed. By testing the mechanical properties and thermal and moisture performance of the shoe upper fabric and the thermal insulation performance of the whole shoe, the thermal insulation mechanism of the weft-knitted whole garment shoe upper fabric with a double-layer structure and dual-scale structure design was systematically studied. The results show that the shoes made of polyimide/hollow polyester composite yarn with core-sheath structure yarn have good thermal insulation performance. The use of core-sheath yarns can improve the thermal insulation performance of the shoe, and, with the increase of the ratio of core-sheath yarn, the thermal insulation performance of the shoe is better. Starting from the dual-scale shoe fabric structure, this article proposes a novel method for the industrial production of thermal insulation shoe upper fabrics, which is expected to provide guidance for the further development of thermal insulation shoe upper fabric in the future.
Maintaining body temperature in a cold environment is crucial for daily life.1,2 For example, for scientists conducting polar expeditions, police on duty and soldiers stationed at high altitudes on the plateau,3,4 there is a considerable temperature difference in their environments. They typically wear heavy clothes, shoes and socks to stay warm. The cold environment can cause blood vessels around the body to contract to reduce heat loss. However, this can also lead to inadequate blood supply to human tissues and organs, particularly in the extremities, such as fingers and feet. 5 Exposure to a cold environment for an extended period may result in frostbite, tissue damage, necrosis and other related conditions. To protect the extremities, especially the feet, individuals typically wear cold-resistant footwear, such as snow boots, insulated boots or windproof boots. However, these shoes have problems such as poor air and moisture permeability, a heavy weight and poor comfort. 7 Although many lightweight materials with high thermal resistance and low thermal conductivity have been developed, 8 such as aerogels,9,10 foam plates, nano-porous composites11,12 and fiber mats, 13 they are challenging to apply in the textile industry due to their complex preparation process and high cost. 14
The loss of body heat in humans happens primarily through four ways: radiation, conduction, convection and evaporation. Static air has low thermal conductivity and high thermal resistance, providing better thermal insulation properties compared to fibers, yarns and fabrics used in traditional textiles. 15 Therefore, a synergistic strategy involves incorporating static air and utilizing fibers or yarns with low thermal conductivity and high thermal resistance in fabric design. This approach is commonly employed to enhance the thermal insulation performance of textiles. Polyimide (PI) has attracted much attention due to its excellent properties. 16 Song et al. 17 prepared a composite fabric by coating colorless PI on cotton fabric, and its thermal insulation performance was three to five times higher than that of ordinary cotton fabric. Du et al. 18 developed a thermal insulation fabric using basalt/PI fiber. The results of the study found that the use of PI fibers was beneficial in improving the thermal insulation performance of the fabric. Due to the advantages of advanced production technology and low price, PI fibers can be widely used in the processing and production of textiles, enabling industrialization in thermal insulation fabric. Cui et al.19 –21 found that the hollow structure of fibers can store more still air, enhancing the thermal insulation of the fabric. However, the continuous preparation of high-cavity yarns is challenging. Wang et al. 14 developed a core-sheath structure yarn made of silicon tube/cotton hollow structure inspired by bamboo. They found that a high core ratio can effectively enhance the thermal insulation performance of the yarn compared to other types of yarns with core-sheath structures. Cui et al. 19 prepared hollow yarn and discovered that the fabric made from the hollow yarn exhibited enhanced thermal insulation performance. However, these studies have merely concentrated on employing materials or structures with high thermal resistance to investigate the insulating characteristics of fabrics. They have neglected the application of thermal insulation yarns in the subsequent weaving process and the complexities involved in the actual industrial production of thermal insulating fabrics.
Knitting technology can be adapted to weave various two-dimensional and three-dimensional shoe upper fabrics. The thermal insulation performance of the shoe upper fabric can be enhanced through the fabric structure using knitting technology. Mishra et al. 22 found that the coil structure of single-sided knitted fabrics significantly influences the thermal and moisture performance of fabrics. Yang et al. 23 studied the influence of different yarn compositions and structures of double-layer knitted fabrics on the thermal and moisture performance of fabrics. They found that an asymmetric grid structure can enhance the thermal and moisture comfort performance of fabrics. Although these studies have considered the contribution of knitting loops and fabric structure for thermal insulation performance, the in-depth impact on key factors such as yarn material properties, structural design and thickness has not been fully explored. Therefore, further research is needed to study the thermal insulation properties of fabrics and to address the aforementioned questions.
At present, scholars have delved into the realm of thermal insulation for shoe uppers, culminating in the innovation of new shoes designed for thermal insulation, utilizing various fibers, yarns and fabric structures. Despite these advancements, the research has primarily concentrated on flat fabrics. The dual-scale structural design and performance studies – from the initial stages of fiber production to the crafting of yarns, the weaving into fabrics and the final assembly into products – remain inadequately explored. This is particularly the case in the application of shoe upper fabrics for thermal insulation, where the depth of research into how structure affects performance is still lacking. In this work, the researchers designed and optimized a weft-knitted whole garment shoe with a double-layer fabric structure at three different scales: fiber, yarn and shoe upper fabric. The designed shoe upper fabric exhibits excellent thermal and moisture performance, which enhances the thermal insulation of the shoe upper fabric while meeting the basic mechanical property requirements. This design also addresses the issues of poor air permeability and moisture permeability found in traditional thermal insulation shoe upper fabrics. Three types of PI/hollow polyester (HPET) yarns with different core-sheath ratios are produced using sirofil spinning technology. Six double-layer shoe upper fabric samples with different yarn configurations were prepared using weft-knitted whole garment technology, and fabric samples were prepared for shoes. The properties of the yarns and fabrics were tested and evaluated, and the mechanism of thermal insulation in shoe upper fabric was explored. Newton’s cooling law was used to analyze the test results, and the thermal insulation performance of various shoe samples was further evaluated. This study introduces an innovative multi-level structural design, proposing a new approach for the development of high-comfort thermal insulation shoe fabrics. The research is expected to inspire new advancements in the field of thermal insulation shoe fabrics preparation.
Materials and methods
Materials
The ideal shoe upper fabric requires the use of yarns with good mechanical properties, thermal and moisture comfort, and fiber spinnability. In this study, four types of fibers and filaments were utilized: 0.17 tex × 50 mm polyimide fibers (Jiangsu Aoshen New Material Co. Ltd, China), 16.67 tex/96F HPET filaments, 16.67 tex/96F polyester (PET) filaments and 16.67 tex/96F heat-melt nylon (H-mNylon) filaments (Shaoxing Sylon Textile Technology Co. Ltd, China). Table 1 presents the fundamental parameters of the fibers and filaments that were utilized.
Basic parameters of the fibers and filaments

PI: polyimide; HPET: hollow polyester; H-mNylon: heat-melt nylon; PET: polyester.
Spinning core-sheath yarn
Core-sheath yarn (CSY) is a yarn composed of two or more types of fibers. It consists of a core yarn and a sheath yarn wrapped around the core yarn. The core yarn is typically a high-strength fiber that imparts strength to the yarn. CSY with different core-sheath ratios of PI and HPET was produced on an improved FA507B (Wuxi No.7 Textile Machinery Co. Ltd, China) ring spinning machine. The spinning mechanism is shown in Figure 1(a). An HPET filament core yarn was fed from the front roller nip in the drafting system during the spinning process (as shown in Figure 1(b)), where the drafted PI fibers and HPET filaments were twisted and wrapped at the front roller nip. The CSY is spooled onto the bobbin through the thread guide under the high-speed rotation of the traveler. Figure 1(c) shows the cross-sectional and longitudinal section simulation of the yarn. The parameters for three different CSYs are shown in Table 2, and the stress-strain curve of HPET and PI show in Figure S1.
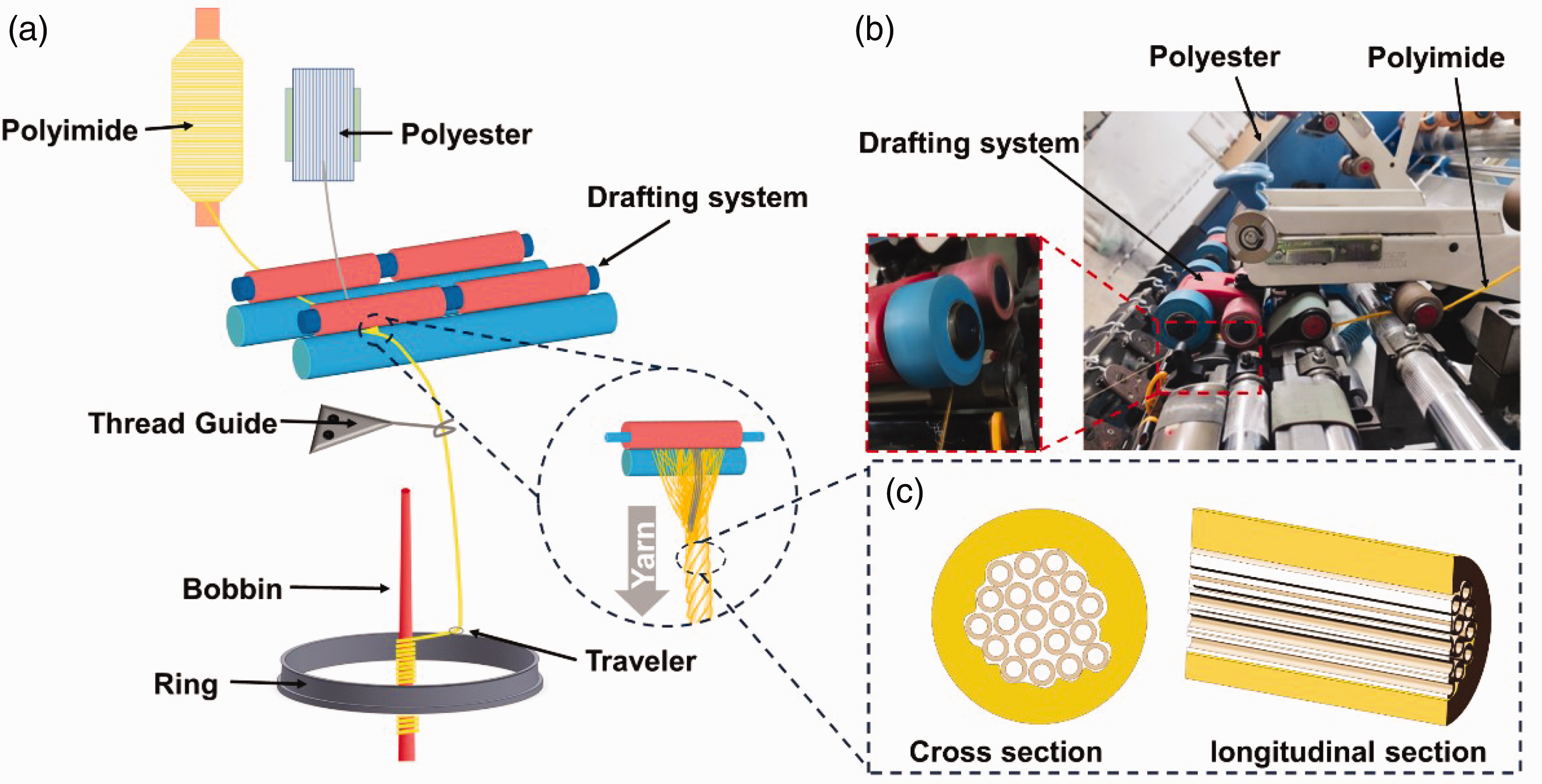
(a) The spinning mechanism of a core-sheath structure yarn. (b) The drafting system view of spinning machinery and (c) Simulating cross and longitudinal sections of core-sheath yarn.
Basic parameters of core-sheath yarn
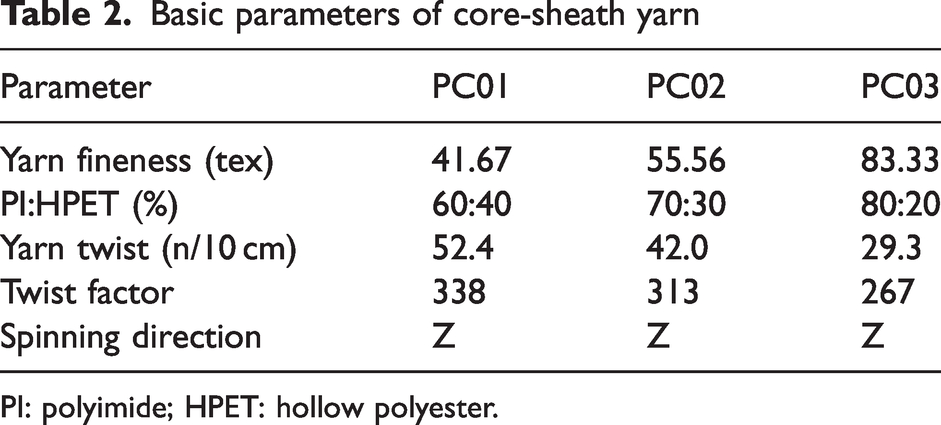
PI: polyimide; HPET: hollow polyester.
Fabrication and shoe preparation
The shoe upper fabric utilizes Minder Sock L4X shoe upper fabric design software, and the design partitions of the shoe upper fabric are illustrated in Figure S2. Each grid represents a single knitted loop structure, and different colors represent the upper plane expansion partition structure. The excellent thermal insulation performance of knitted fabric is achieved through the synergistic strategy of combining yarns with different core-sheath ratios and the design of a double-layer shoe upper fabric. Figure 2(a)–(b) shows the knitting pattern grid and knitting structure for the upper fabric and lining fabric, respectively. From Figure 2(a)–(b), the upper fabric uses a plating stitch of weft plain and a plating stitch of float, while the lining fabric uses a plating stitch of float. To enhance the overall aesthetics and functionality of the shoe upper fabric, H-mNylon filaments are incorporated into the shoe’s lining fabric. The yarns used in the upper and lining fabric of various shoes are shown in Table 3.

(a), (b) The knitting pattern grid and knitting structure for the upper and lining fabric, respectively. (c)–(f) The front and back surfaces of the upper and lining fabric before heat-setting, respectively. (g)–(j) The front and back surfaces of the upper and lining fabric after heat-setting, respectively. (k) Heat-setting processing simulation diagram of shoe upper fabrics and (l) The diagram shows the bonding area of the upper and lining fabric after heat-setting.
Yarns configuration for the upper and lining of the thermal shoe upper fabric
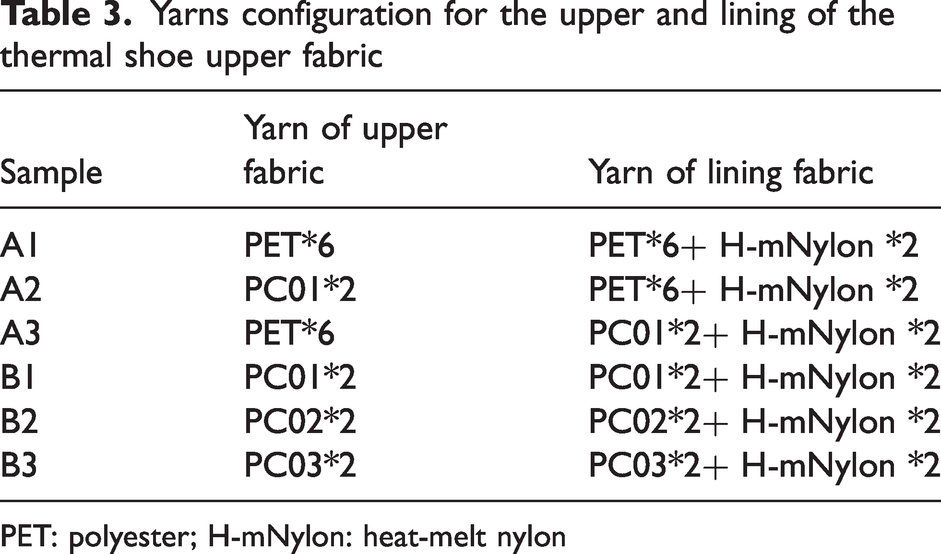
PET: polyester; H-mNylon: heat-melt nylon
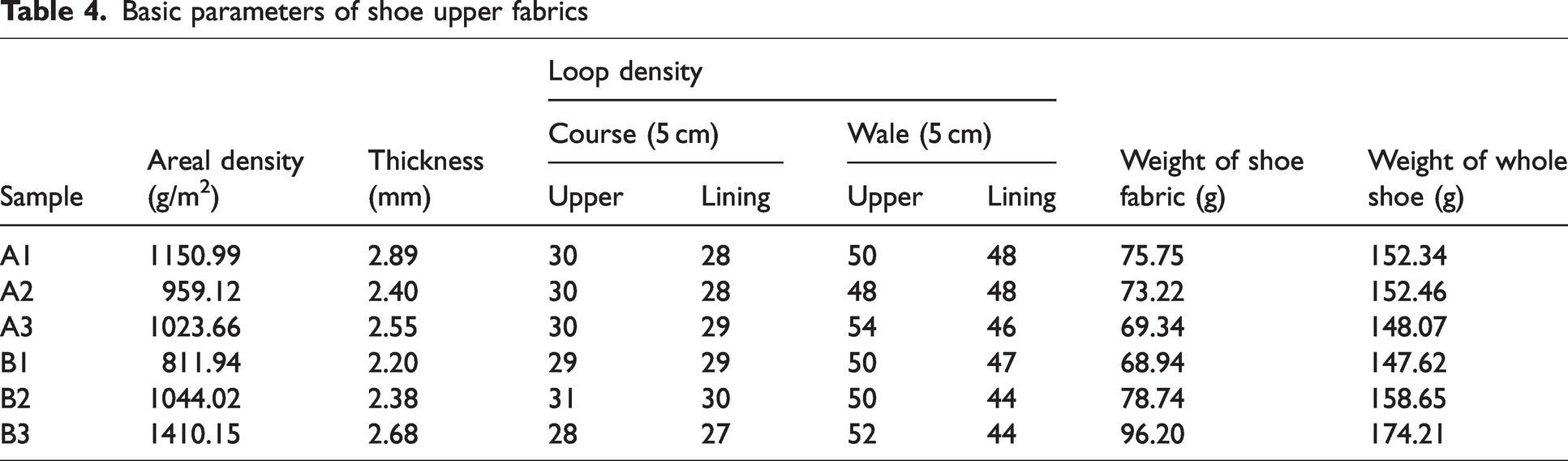
After completing the design of the shoe upper fabric partitions program, the program imports a modified 4.5-inch Yougong four-way shoe upper machine (Yougong Machinery Co. Ltd. in Zhuji City, Zhejiang Province, China), as depicted in Figure S3. The shoe upper machine fabricates six different samples of knitted structure shoe upper fabric. After weaving, the shoe upper fabric is heat-set using hot water vapor at 96°C for 20 min. Finally, the shoe upper fabric goes through the shoe sole installation process to complete the shoe preparation (as shown in Figure S4). Basic parameters of the shoe upper fabric are listed in Table 4. Taking B3 as an example, Figure 2(c)–(f) depicts images of the shoe upper fabric before heat-setting. Figure 2(c) show the front surface view of the upper fabric, while Figure 2(f) shows the back surface view of the lining fabric. It can be seen from Figure 2(c) that the upper fabric surface has a mesh effect, while the lining fabric surface displays two different colors. The primary reason for using plating stitch in the knitting machinery is to weave CSY and H-mNylon yarn on both sides of the lining fabric in a weft plain pattern structure. This technique helps prevent the H-mNylon from penetrating into the front of the lining during the heat-setting process. Figure 2(g)–(j) displays the fabric pictures after heat-setting. Figure 2(g) show the front view, while Figure 2(h) shows the back view of the upper fabric. Figure 2(i) displays the front view, and Figure 2(j) shows the back view of the lining fabric. It can be seen from Figure 2(h)–(j) that the H-mNylon filaments melted after the heat-setting process in the lining fabric. The filaments are distributed on the backside of the upper fabric and throughout the lining fabric. By comparing Figure 2(c) and (g), it can be observed that the melting of the H-mNylon during the process does not affect the appearance of the front side of the upper fabric. The simulation diagram of the heat-setting process for shoe upper fabric is shown in Figure 2(k). During the heat-setting process, the H-mNylon is softened by the heat generated by hot water vapor, melted and then cooled and solidified. H-mNylon is primarily evenly distributed on the back of the upper and lining fabric, forming a layer of uniformly distributed film structure on the contact surface of the upper and lining fabric. The rest of the material is distributed in the loop structure of the knitted fabric, bonding the fibers and yarns together. After melting H-mNylon, it plays a role in stabilizing the knitting loop structure, which helps minimize fabric deformation during wear. Figure 2(l) shows the bonding diagram of the upper and lining fabric after heat-setting. In the red circle area in Figure 2(l), the H-mNylon bonds the yarns and fibers on the back of the upper fabric and lining fabric to prevent them from separating during wear.
Basic parameters of shoe upper fabrics
Yarn performance test
The performance test of the yarn mainly includes the visual appearance and mechanical properties. The performance test of the yarn is typically divided into the yarn cross-section and yarn longitudinal section. The yarn cross-section test involves fixing the CSY directly unwound from the yarn spindle and using a Y172 fiber slicer (Changzhou Shuanggudunda Electromechanical Technology Co. Ltd, China) to slice the CSY after wrapping it with red wool fibers. The sliced samples are observed under an optical microscope. The yarn surface section diagram is obtained by observing the fixed yarn on a black background.
The hairiness performance test of the CSY is conducted using the YG172A yarn hairiness tester (Shaanxi Changling Textile Electromechanical Technology Co. Ltd, China) in accordance with the FZ/T 01086-2020 standard to measure the hairiness of three types of yarn with varying lengths. The test speed is 50 m/min, and each sample is tested over a distance of 100 m 10 times.
The yarn evenness test is conducted using the YG135G yarn evenness tester (Shaanxi Changling Textile Electromechanical Technology Co. Ltd, China) according to the GB/T 3292.1-2009 standard to measure the evenness of three types of yarn. Each sample is tested 5 times at a speed of 100 m/min, and each test lasts for 2 min.
The thermal degradation of yarns and fibers is tested using the Mettler TG2 thermogravimetric analyzer (Mettler Toledo International Ltd, Switzerland). In this process, 5 mg of the sample is placed in a 70 µL alumina crucible and heated from room temperature 25°C to 1000°C at a set rate of 10°C/min. The N2 flow rate is set to 50 mL/min.
Shoe upper fabrics performance test
Mechanical properties test of shoe upper fabric
The mechanical properties test of the shoe upper fabric mainly includes tensile strength, bursting strength and abrasion resistance.
The tensile strength and elongation at the break of the fabric were tested under the ISO 17706:2018 standard by MTS Exceed E43 (MTS Systems (China) Co. Ltd, China). During the test, the sample was clamped using a wave-shaped starting fixture. The gauge length was 100 mm, the sample width was 35 mm, the test speed was set at 100 mm/min and each sample was tested three times.
The bursting strength test is conducted according to the ASTM D3787-16 standard to measure the fabric’s bursting strength using MTS equipment. The sample size is 130 mm × 130 mm, the diameter of the circular clamp is 44.45 mm and the diameter of the test ball is 25.40 mm. The test is conducted on 5 samples at a speed of 300 mm/min.
The abrasion resistance test is conducted according to the ISO 5470-1:2016 standard using a Taber abrasion tester (Nantong Hongda Experimental Instrument Co. Ltd, China) to measure the abrasion resistance of the shoe upper fabric. The sample diameter is 100 mm, the working speed is 60 rpm and the pressure weight is 250 g. The appearance of visible holes on the shoe upper fabric during friction is defined as fabric failure. The weight-loss rate (WLRate) and mass retention rate (MRRate) are calculated using equation (1) and equation (2), respectively:


Comfort performance test of shoe upper fabric
The thermal and moisture performance test of the shoe upper fabric mainly includes moisture permeability, air permeability and thermal insulation performance.
The moisture performance of the shoe upper fabric is tested according to the GB/T 12704.1-2009 standard by YG461E (Ningbo Textile Instrument Company, China). Three circular samples with a diameter of 70 mm are cut for each type of shoe upper fabric. The samples are balanced in a moisture permeability cup at a temperature of 38°C ± 2°C and a relative humidity of 90% ± 2%. The water vapor transmission (WVT) is calculated using equation (3):

The air permeability test is conducted according to the GB/T 5453-1997 standard using the YG601H-II (Ningbo Textile Instrument Company, China). To simulate the pressure difference experienced during actual wear, experimental test pressure differences of 50 Pa, 100 Pa, 200 Pa and 300 Pa were set. The fabric area was 20 cm2, and 10 samples were tested for each pressure to calculate the average value.
The thermal insulation performance test is conducted according to the ISO 11092:2014 standard using a YG(B)606D flat plate thermal tester (Ningbo Textile Instrument Company, China) to evaluate the thermal performance of six different shoe upper fabrics. The sample size is 30 cm × 30 cm, and each sample is tested 3 times.
The thermal insulation performance test of shoe
The thermal insulation properties of the shoes are tested according to the ISO 20877-2011 standard. The stainless steel ball with a mass of 4000 g and a diameter of 5 mm, DL11B-MC-D1 sensor (Guangzhou Dalin Electronic Technology Co. Ltd, China) and shoes are placed in a constant temperature environment for at least 24 hours. The temperature measuring device is installed at the Toe and Heel points, and the thermal insulation performance of the shoe materials is tested at initial temperatures of 23 ± 1°C and 33 ± 1°C, respectively, in a constant temperature industrialized cold storage environment of −18 ± 1°C. The test points of Toe and Heel are shown in Figure S5.
Results and discussion
Yarn performance
Three types of CSY were produced using sirofil spinning technology (as illustrated in Figure 3). Compared with (a)–(d) in Figure 3, it can be observed that as the proportion of PI fibers increases, the area proportion of HPET in the cross-sectional image decreases. Comparing Figure 3(e)–(h), it can be observed that as the PI fiber ratio increases, the yarn diameter also increases. From the cross-sectional and longitudinal views of the CSY, the HPET is evenly coated inside the PI fiber, resulting in an excellent coating effect for the produced CSY.
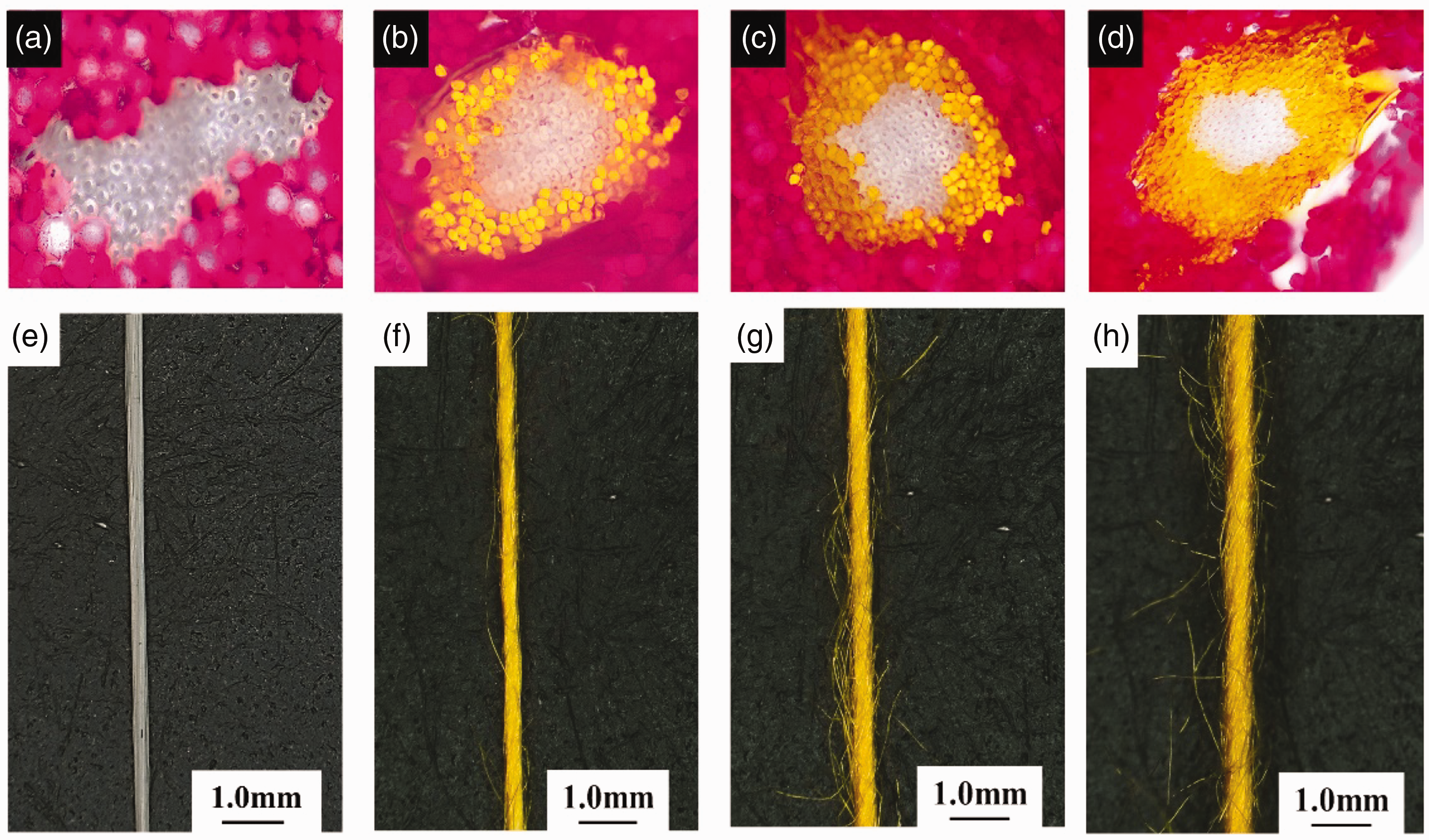
(a)–(d) The cross section of hollow polyester (HPET), PC01, PC02 and PC03 and (e)–(h) The longitudinal section of HPET, PC01, PC02 and PC03.
The hairiness of the yarn refers to the fibers’ end or yarns’ ring extending out of the surface of the yarn. It is produced through twisting and friction during the spinning process. The longer hairiness affects the performance of the yarn and the formation of the knitting loop structure. From Figure 4(a), the hairiness index of PC02 is the smallest at each length. The unevenness of the yarn refers to the degree of variation in the thickness of the yarn along its length. From Figure 4(b), we can observe that the coefficient of variation (CV value) of the yarn evenness and the coefficient of average difference (U value) decrease as the PI ratio increases. The CV value and U value of all yarns are controlled below 8.5% and 6.5%, respectively.
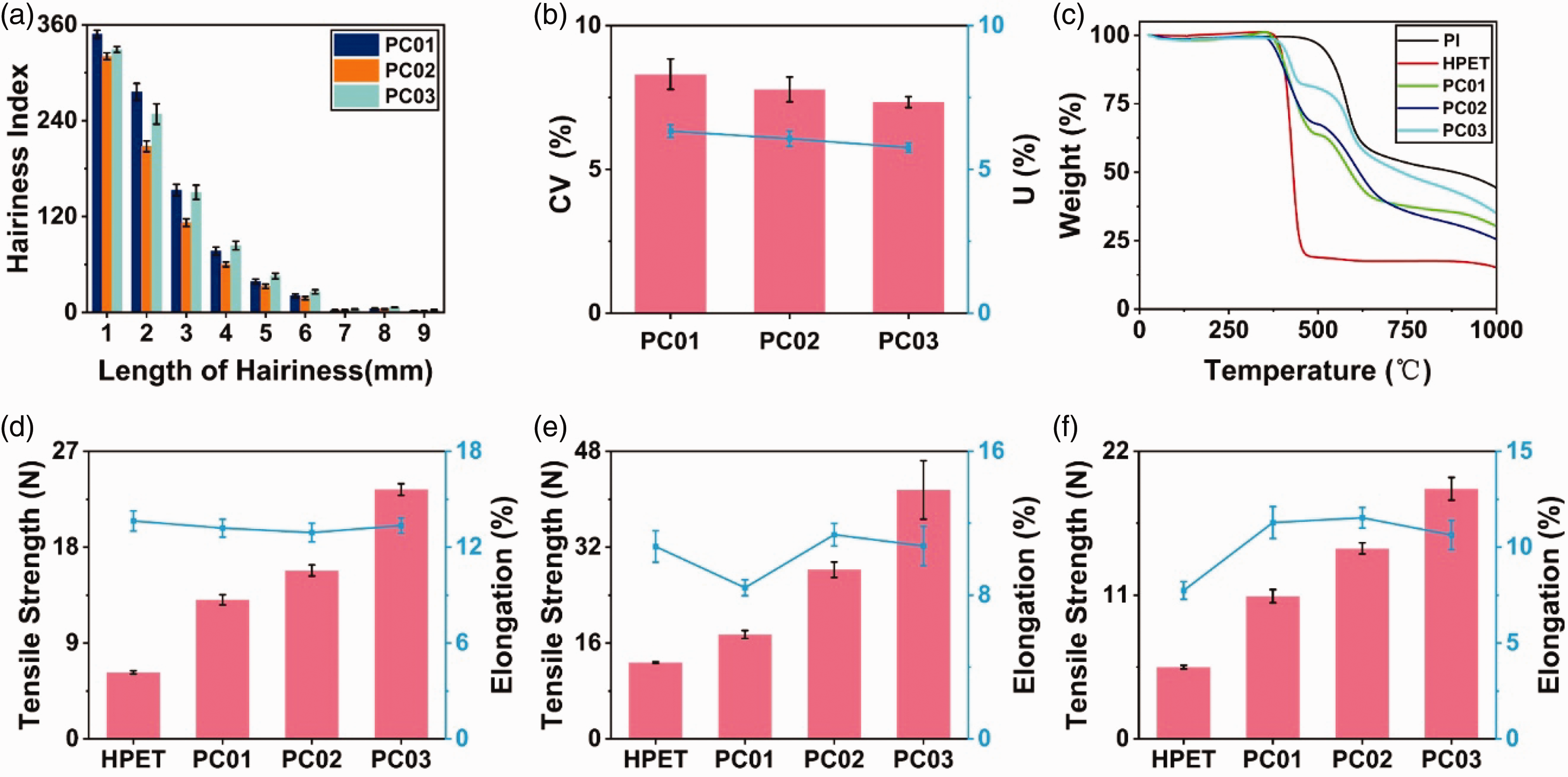
The test results of yarn. (a) Hairiness index. (b) Coefficient of variation (CV) value and coefficient of average difference (U) value of yarns. (c) Thermogravimetric analysis (TGA). (d) Tensile strength. (e) Knot strength and (f) Hook strength.
Both PI and HPET have good thermal stability. Thermogravimetric analysis (TGA) was used to test the thermal degradation of CSY in N2. The test results show that the CSY has good thermal stability in Figure 4(c) and Figure S6 Under the N2 atmosphere, the HPET exhibits the highest thermal degradation rate at 425°C, while PI at 578°C. The TGA test results show that the degradation process of CSY can be divided into two stages. The first stage is due to the thermal degradation of the HPET filaments in the core. The second stage is due to further degradation of PI fibers. In the thermal degradation process, the CSY produced by sirofil spinning technology is more stable than HPET, with a lower maximum thermal degradation rate. The mass residue weight of PC01, PC02 and PC03 at 1000°C is 1.67, 1.99 and 2.34 times that of HPET.
The strength of the yarn is an important property for evaluating the weaving performance. The weft-knitted fabric is formed by the loop structure. The test of the knot strength and hook strength is beneficial for a more comprehensive evaluation of the yarn’s performance. Figure S7 illustrates a schematic of the various tensile test formats, Figure S8 shows the stress-strain curve of different test format. Comparing Figure 4(d)–(f), it can be observed that as the proportion of PI fibers increases, the tensile strength of the CSY exhibits an upward trend. Among them, the tensile strength, knot strength and hook strength of PC03 are the highest among the three CSY and HPET, which are 16.67 tex/96F HPET 3.74, 3.48 and 3.25 times, respectively.
Shoe upper fabric performance
Figure 5(a) shows the MTS test processing. The tensile strength of the shoe upper fabric is tested in both transverse and longitudinal directions. By comparing Figure 5(b) and (c), it can be observed that the longitudinal strength of the fabric is higher than the transverse strength of the fabric. The transverse tensile test results of the fabric indicate that the breaking strength of A3 is the lowest at 606.03 N. Fabric B3, on the other hand, exhibits a breaking strength of 1238.76 N, which is 1.44 and 2.04 times higher than that of A1 and A3, respectively. Fabric longitudinal direction tensile strength test results in Figure 5(c) show that the breaking strength of B3 fabric is 1735.60 N, which is 1.20 times and 3.10 times that of A1 and A3, respectively. Interestingly, when comparing the A2 and A3 samples in Figure 5(b) and (c), it can be observed that the arrangement of the yarns in the upper and lining fabrics of the shoe affects the tensile strength and elongation of the fabric. Comparing B1, B2 and B3, it can be observed that the tensile strength of the shoe upper fabric increases with the ratio of PI.
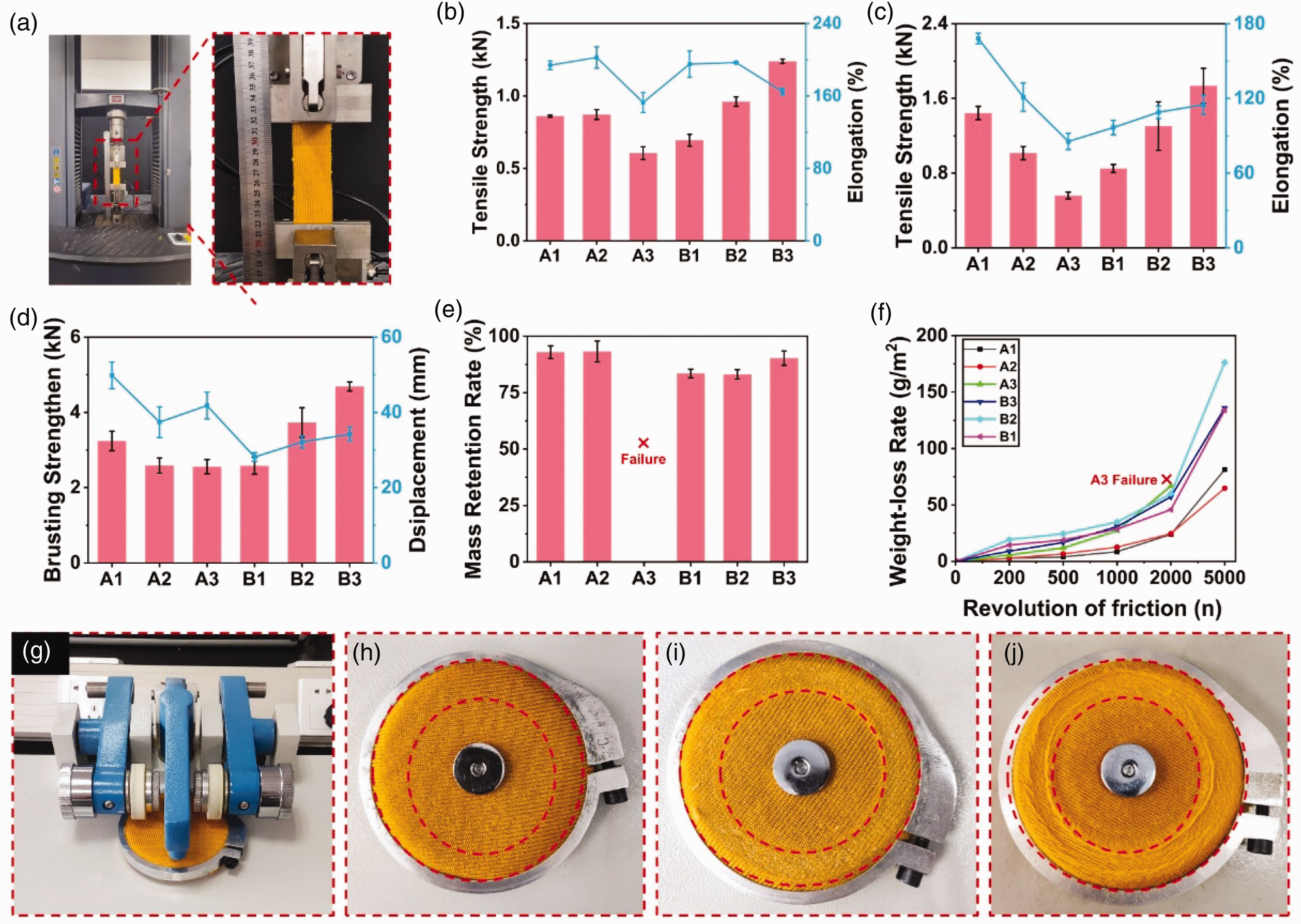
Mechanical properties test results of shoe upper fabric. (a) MTS testing process. (b)–(c) Tensile strength and elongation in the transverse and longitudinal directions, respectively. (d) The bursting strength and displacement in a bursting test. (e) The mass retention rate after 5000 revolutions in an abrasion test. (f) The weight-loss rate in the abrasion test at different revolutions. (g) The instrument of abrasion test. (h) The B3 sample before the abrasion test. (i) B3 occurs in 5000 revolutions during the friction with the heat-setting process and (j) B3 in 5000 times revolution of friction without the heat-setting process.
During the wearing process, the local area of the shoe upper fabric is subjected to continuous and vigorous sports activities, leading to a combination of tensile and shearing forces that cause the fabric to fail. Figure 5(d) displays the bursting strength and elongation of the shoe upper fabric bursting test. It is evident that there is only a slight difference in the bursting strength of fabrics A1, A2, A3 and B1, with values of 3243.25 N, 2588.16 N, 2560.53 N and 2583.21 N, respectively. B3 fabric has the best anti-burst performance, with a bursting strength of 4689.53 N, which is 1.44 times that of A1 fabric. The main reason for this superiority is that B3 fabric utilizes the strongest PC03 yarn. With the same structure and knitting process, this yarn enhances B3 fabric to achieve the highest bursting strength.
Abrasion refers to the relative sliding of two rough surfaces under the action of external force, leading to varying degrees of damage and failure in the fabric due to surface friction. As can be seen from Figure 5(e), after 5000 tests, the MRRate of A1, A2 and B3 fabrics is still higher than 90%. The lining fabric abrasion test results are shown in Figure 5(f), indicating that A2 fabric exhibits the highest abrasion resistance, with a WlRate of only 64.85 g/m2 after 5000 frictions. Among them, the A3 fabric failed, as shown in Figure S8, after 2712 cycles. Figures 5(g) and 5(h) show the abrasion test instrument and the abrasion test sample, respectively. The abrasion resistance test of the B3 fabric indicates that compared to the fabric after the heat-setting process (as depicted in Figure 5(i)) and the fabric without the heat-setting process (as shown in Figure 5(j)), the melting of H-mNylon filaments during the heat-setting process helps reduce the occurrence of hairy balloons. This is primarily because H-mNylon is predominantly woven into the lining fabric with a coil structure, mainly concentrated in the middle of the lining fabric and the upper fabric. During the process, the H-mNylon binds and secures the PI fibers in the CSY, preventing the fibers from fluffing during abrasion. This enhances the fabric’s abrasion resistance and aesthetic performance.
Figure 6(a) clearly demonstrates that B1 and B3 exhibit excellent moisture permeability, with moisture permeability rates of 257.59 g/(m2·h) and 197.53 g/(m2·h) respectively. These values are 2.39 times and 1.83 times higher than that of A1. It is noteworthy that A2 displays the lowest moisture permeability among the materials tested. When comparing A2 and A3, it is evident that the configuration of the fabric’s yarn has an impact on the moisture permeability of the fabric.
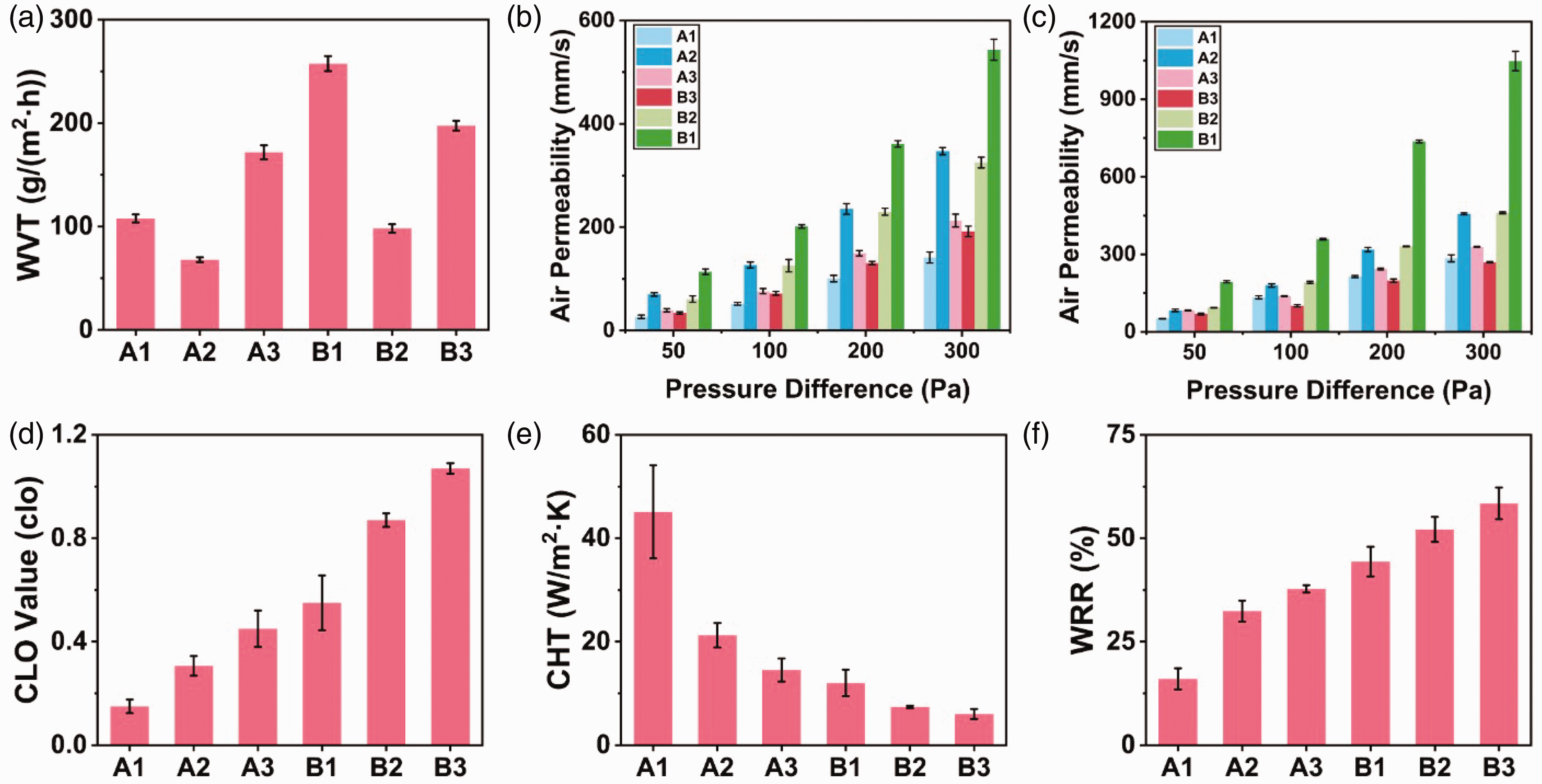
Test results for the thermal and moisture comfort properties of the shoe upper fabric. (a) water vapor transmission (WVT). (b) Permeability after heat-setting. (c) Permeability before heat-setting. (d) CLO value. (e) Coefficient of heat transfer and (f) Warmth retention ratio.
The comparison of fabric breathability before and after heat-setting is illustrated in Figures 6(b) and (c). The results indicate a decrease in air permeability of the fabric ranging from 15.82% to 61.26%. As the pressure difference between the front and back sides of the shoe upper fabric increases, the air permeability of the shoe upper fabric exhibits an upward trend. Among the fabrics tested, B1 fabric demonstrates the lowest areal density and employs yarn with low fineness. The best air permeability performance is observed after heat-setting. Notably, the air permeability of B1 fabric is approximately 3.6 to 4.3 times higher than that of A1 fabric under varying pressure differences. Nevertheless, B3 exhibits the highest areal density and greatest thickness, while maintaining an air permeability 1.3 times higher than that of A1 fabric across various pressure differentials.
The thermal insulation performance of shoe upper fabrics is commonly assessed through metrics such as CLO value, heat transfer coefficient (CHT), and warmth retention rate (WRR). Comparison of Figure 6(d)–(f) in A1 and A2, A3 indicates that CSY enhances the warmth performance of the fabric. It can be observed from A2 and A3 that positioning the yarn on the high-temperature contact surface contributes to enhancing the warmth effect. A comparison with B1, B2, and B3 reveals that as the proportion of PI in the CSY increases, the fabric’s thermal insulation performance is further enhanced. From Figure 6(d)–(f), it is evident that B3 exhibits the most effective thermal insulation properties, with a CLO value of 1.07 clo, surpassing that of A1 by 7.13 times. Additionally, B3 shows an 86.63% reduction in CHT compared to A1, along with a 264.53% increase in WRR. These improvements can be attributed to three main factors: the hollow structure of HPET filaments, which allows for increased storage of still air, and the low thermal conductivity exhibited by the sheath sections of PI fibers. The uncontrolled presence of a twisted triangle in the front roller nip of the CSY during production process leads to inadequate management of fiber hairiness. This, in turn, causes the fiber hairiness to protrude from the yarn structure, resulting in a reduction in the diameter of the through pore size within the fabric. Additionally, it leads to the presence of straight through pores, consequently conserving more still air. During the heat-setting process of H-mNylon filaments, they are melted to ensure even distribution within the upper surface fabric and the inner lining fabric, forming a film-like layer. This process reduces the breathability of the fabric, consequently weakening the heat transfer of the flowing air. This collective effect enhances the warmth of the fabric through modifications in material composition, yarn properties and organizational structure.
To elucidate the distinctive structural design and exceptional properties of the upper fabric, a comparison with various representative woven, non-woven and knitted thermally insulating fabrics is presented in Figure 7 as discussed in the recent article.22,24 –27 Notably, the shoe upper fabrics demonstrate a distinctive blend of benefits in crucial parameters like thickness and thermal resistance, which are quantified by CLO value (as illustrated in Table S1). In comparison to the representative findings of this study, the B3 fabrics demonstrated outstanding thermal insulation capabilities.
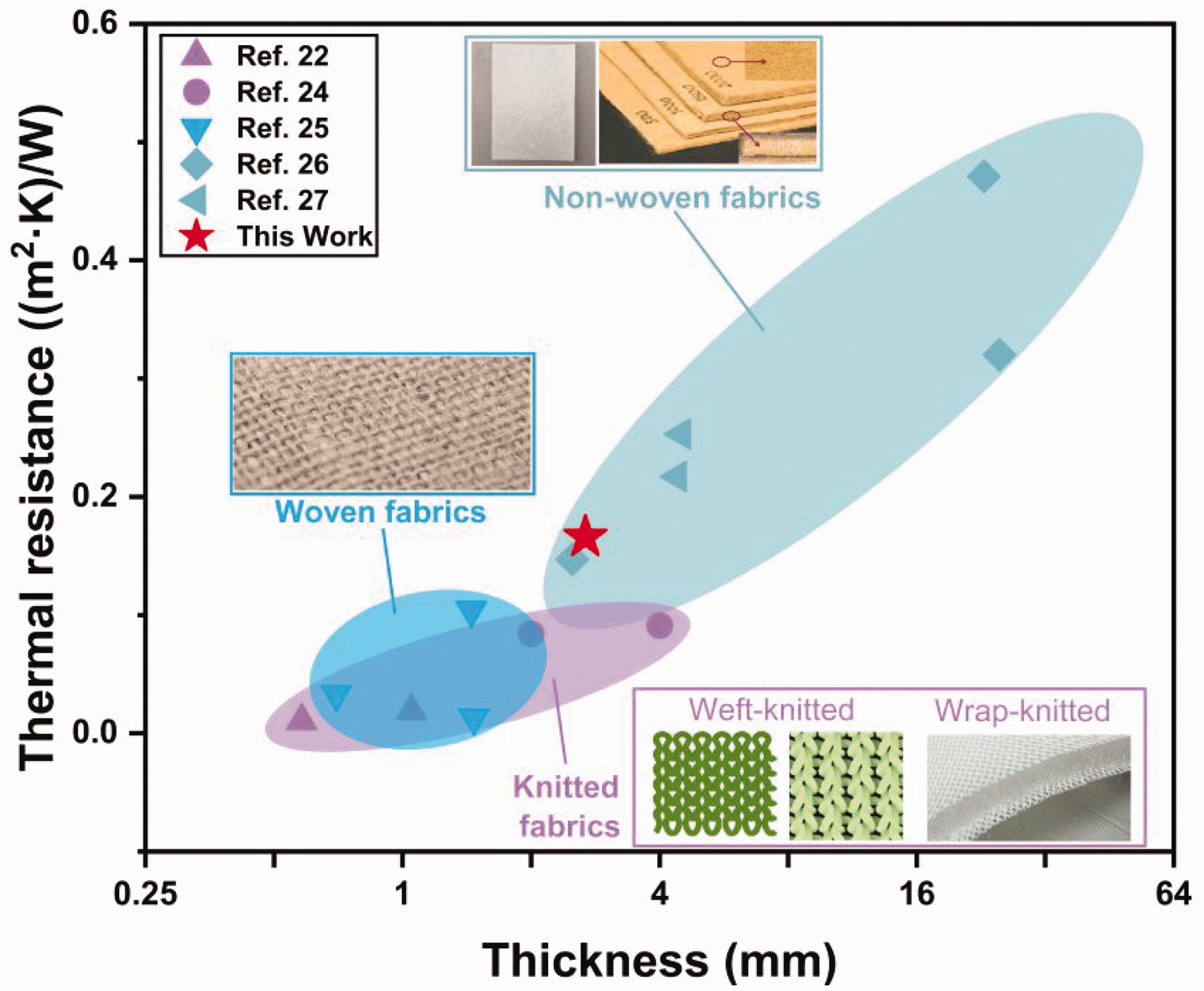
The comparison of this work and previously reported thermal insulation textiles.
The thermal insulation performance of shoe
Figure 8 illustrates the thermal insulation capabilities of various types of footwear at temperatures of 23 ± 1°C and 33 ± 1°C. The thermal insulation performance of the B3 sample shoes is superior in the initial environment of the 23°C test, as depicted in Figure 8(a) and (b). The test results indicate that the thermal insulation performance of the shoe aligns with the CLO value, heat transfer coefficient, and thermal insulation rate of the fabric. At both 23°C and 33°C, the thermal insulation performance of the Toe test point surpasses that of the Heel test point. After a 30-min test at an ambient temperature of −18 ± 1°C, the temperature of the steel balls at the Toe and Heel test points A1 shoes decreased by 7.0°C and 8.3°C from an initial temperature of 23°C. In contrast, at B3, the temperature decreased by 3.8°C and 4.3°C. In Figure 8(c), the duration required for cooling the steel balls inside the shoes to 0°C indicates that the holding time at the Toe and Heel test point B3 shoes is 28.44% and 50.58% greater, respectively, compared to that of the A1 shoes. To investigate the thermal insulation properties of shoe materials under significant temperature variations, six samples were tested after being equilibrated in an environment at 33 ± 1°C. In the two test points, the temperature of the steel balls in A1 shoes decreased by 8.3°C and 9.73°C after 30 min, whereas in B3 shoes, the temperature only decreased by 4.8°C and 4.3°C. From the initial temperature to 0°C, B3 takes 1.69 and 1.70 times longer than A1, as illustrated in Figure 8(d).
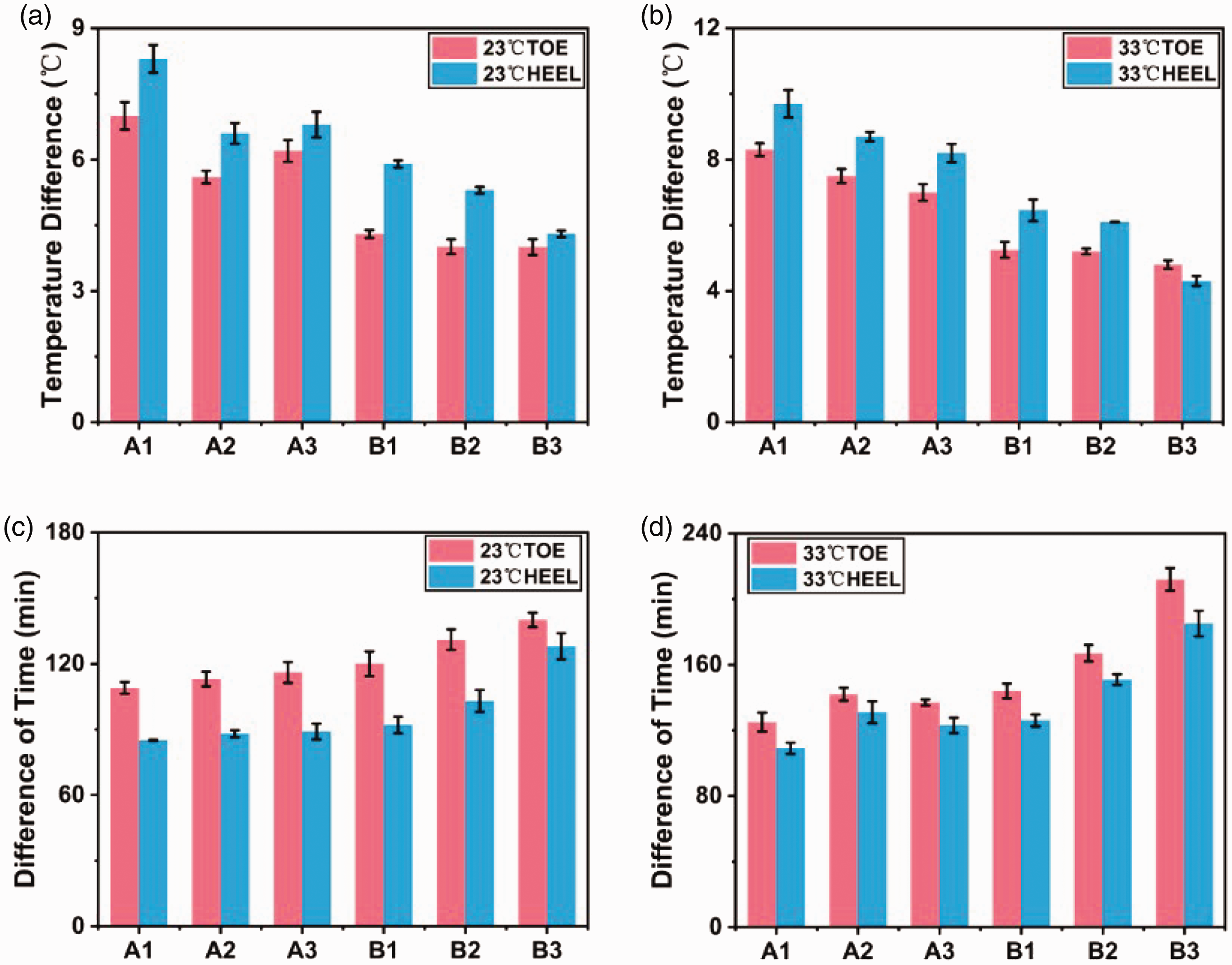
Thermal insulation performance test results of shoe. (a)–(b) Temperature difference between initial temperature and after 30 min in 23°C and 33°C and (c)–(d) Difference of time from the initial temperature to 0°C in 23°C and 33°C.
Thermal insulation evaluation by Newton’s cooling formula
Newton’s cooling formula is derived from Newton’s theory, which posits that the rate of temperature change of an object is directly proportional to the temperature variance between the object and its surroundings. To enhance the examination and assessment of the thermal insulation characteristics of various types of fabrics, the cooling curves of six fabric varieties were fitted using the Newton cooling formula. If the formula sets the environmental temperature to be 
The integral of the equation (4) is equation (5):

Equation (5) is used for the initial fitting, and the corresponding results are presented in Figure 9. The reliability of the simulation process may be compromised by fluctuations in the initial ambient temperature during the experiment. So parameters 
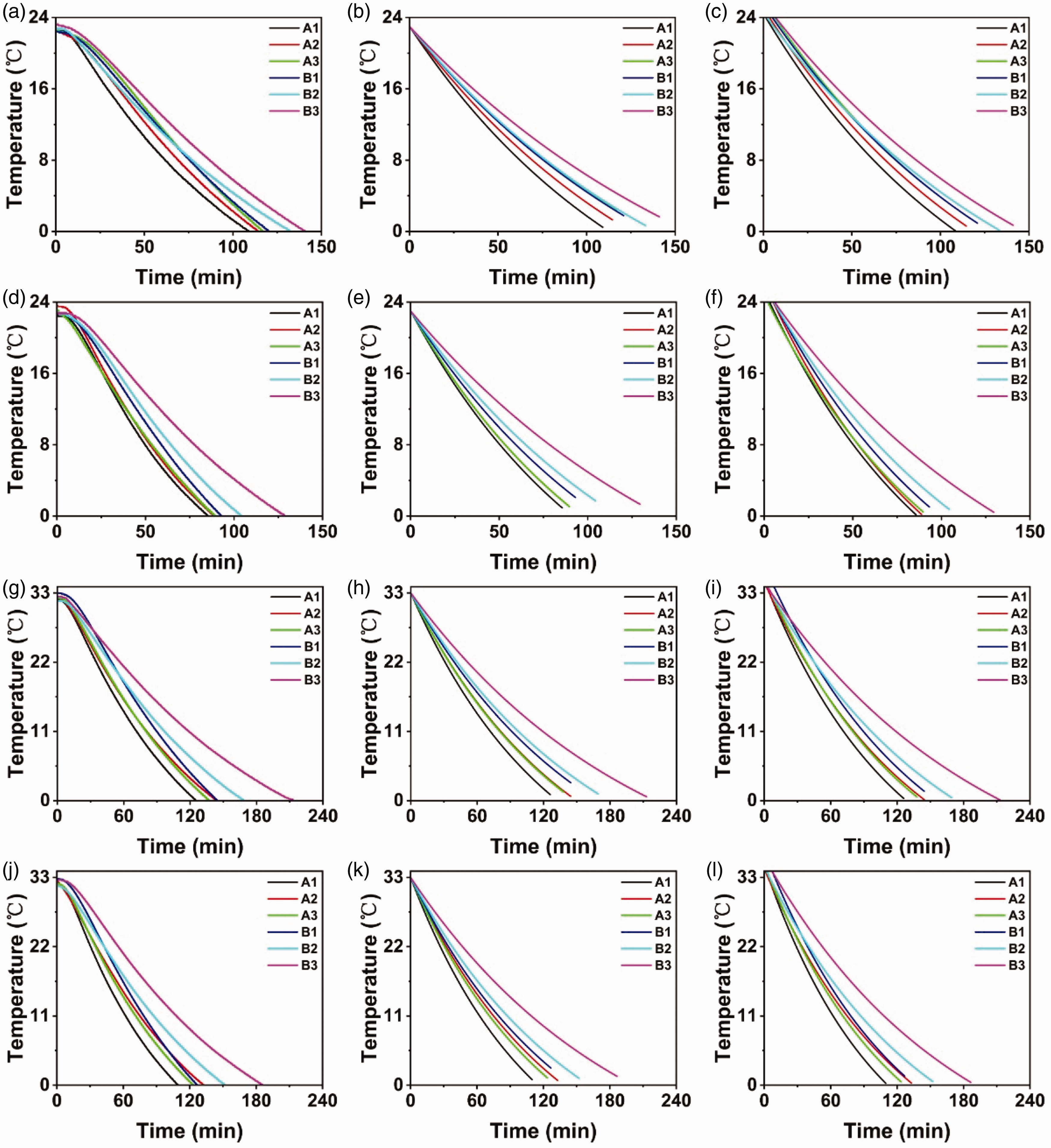
The original curve and fitting results. (a), (d), (g) and (j) The original curves in Toe and Heel test point under 23°C and 33°C, respectively. (b), (e), (h) and (k) The fitting curves in Toe and Heel test point under 23°C and 33°C by equation (5), respectively. (c), (f), (i) and (l) The fitting curves in Toe and Heel test point under 23°C and 33°C by equation (7), respectively.
To differentiate the formula of various thermal shoes, A1 is utilized as an illustration, and the formula is subsequently reformulated as equation (7):

Newton’s cooling formula shows that there is a maximum cooling rate in the initial stage, so
Given the variability in the data collected from thermal insulation performance tests of each shoe, as highlighted in previous research, 29 and the impact of the number of independent variables on data fitting outcomes, the adjusted R2 is employed to assess the fitting quality. The analysis of the fitting results reveals that when accounting for the initial ambient temperature change, the adjusted R2 value is higher, indicating improved fitting quality and increased confidence compared to models that do not consider this factor. In the context of analysis, an adjusted R2 value exceeding 0.98 in all regression models indicates a high level of explanatory power for the original dataset. Upon comparing the original data and the fitted data curves depicted in Figure 9 with the findings presented in Table S2 and Table S3, it is evident that the fitted curves by equation (7), which account for the initial temperature difference, exhibit superior fitting outcomes. These curves more precisely elucidate the variations in cooling observed during the testing procedure and demonstrate increased reliability.
According to Newton’s law of cooling, there exists a maximum temperature difference (
Mechanism of thermal insulation shoes
In the process of wearing shoes, a skin-textile-environment microenvironment is formed,30,31 as shown in Figure 10(a). In this microenvironment, the skin of the human foot continues to release sweat and water vapor.32,33 Traditional leather shoes have disadvantages such as poor air permeability, high thermal conductivity, high thermal convection, and high thermal radiation (Figure 10(d)).34,35 To enhance thermal insulation performance, traditional shoe upper fabrics for thermal insulation typically utilize thick leather materials, which add weight to the shoes and compromise the comfort of the wearer. 36 Moreover, leather material has poor air and moisture permeability. It cannot be released in time into the external environment, resulting in the accumulation of sweat in the shoes and discomfort.37,38 In this study, the dual-level structure was comprehensively designed to achieve air and moisture permeability in the shoe upper fabric, while also ensuring excellent thermal insulation performance of the shoe material. The structure of the traditional upper yarn and the yarn structure in this study are shown in Figure 10(b) and (c).30,39 In the process of yarn design, a CSY with a three-level microstructure was designed. The inner cavity of the hollow fiber of the yarn body stores static air, the middle layer provides mechanical properties, and the sheath uses fibers with low thermal conductivity to achieve high thermal resistance of the yarn. The double-layer fabric structure can enhance the thermal insulation performance of the fabric. The design of the structure and the synergistic effect of the high thermal resistance yarn can realize low heat conduction, low heat radiation, and low heat convection of the fabric, contributing to reducing heat loss. The unique loop structure and mesh design of knitted fabrics can enhance air and moisture permeability. The thermal insulation mechanism of the fabric is shown in Figure 10(e).
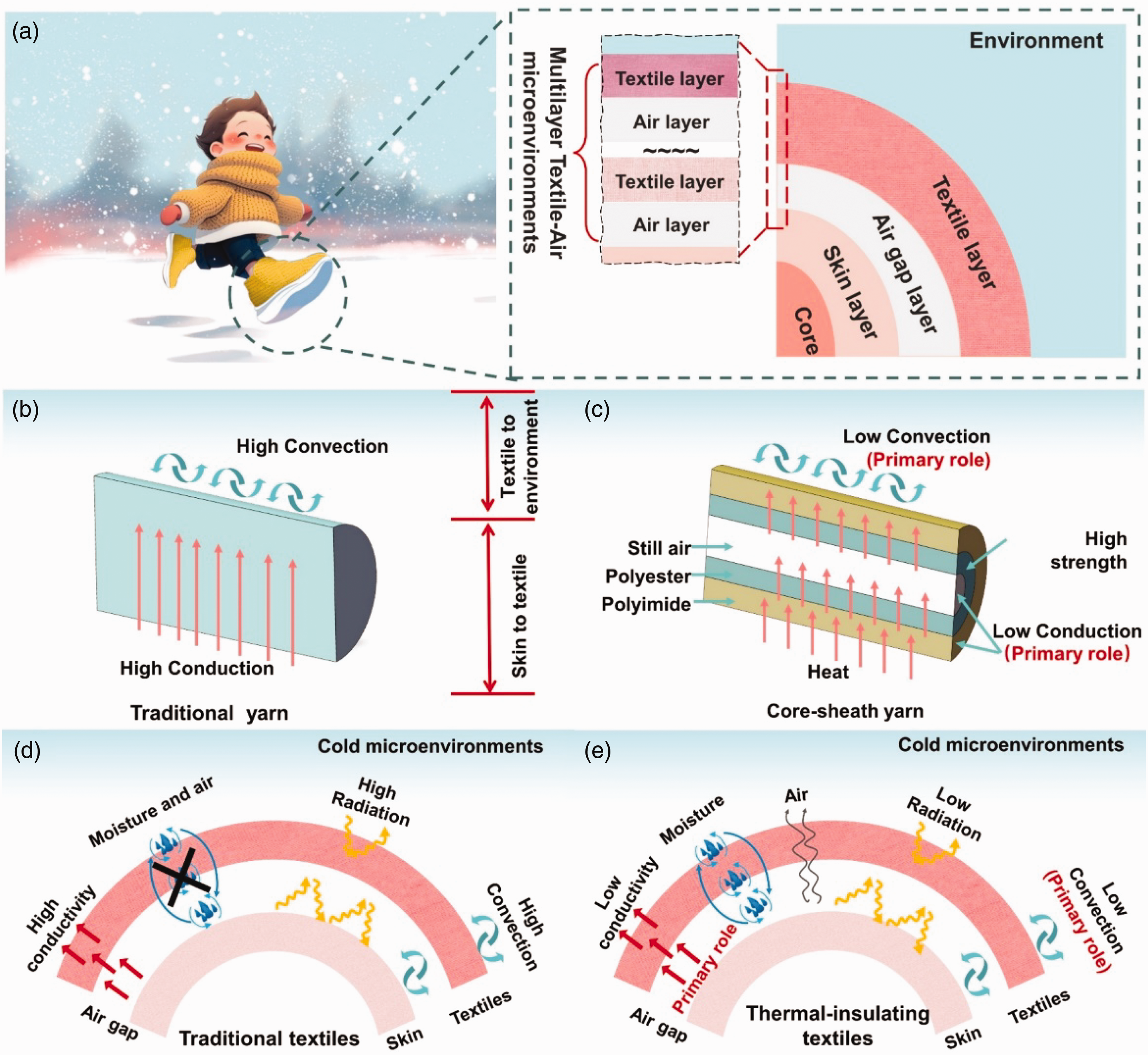
The mechanism of thermal insulation shoes. (a) Model of skin-textile-environment microenvironment. (b) Traditional yarn heat transfer model. (c) Heat transfer model of yarn with core-heath structure. (d) Skin-textile-environment model of traditional textiles and (e) Skin-textile-environment model of thermal-insulating textiles.
Conclusions
In this work, a new strategy is proposed to enhance the thermal insulation performance of shoe fabric through dual-scale structural design. During the research process, it was found that the performance of the core-sheath structured yarn affects the fabric performance, and with the increase in the core-sheath ratio of polyimide and polyester, the physical and mechanical properties as well as the thermal insulation performance of the fabric are significantly improved. Based on the experimental results, the main conclusions are summarized as follows:
The yarn test results show that the CSY has an excellent wrapping effect, and PC02 has the smallest hairiness index among the three yarns of different lengths. With the increase in the proportion of PI/HPET ratio, the CV value and U value of the yarns decrease, resulting in a more uniform yarn structure and improved thermal stability. From the results of various forms of tensile tests, the mechanical properties of CSY are superior to those of HPET. The results of the mechanical test on the shoe upper fabric indicate that the fabrics for B3 sample, using PC03 yarns with the highest percentage of polyimide, demonstrated excellent performance in transverse and longitudinal tensile strength as well as bursting strength. These results were 1.44, 1.20 and 1.44 times higher than those of A1. The use of hot-melt polyester is beneficial for enhancing the abrasion resistance of shoe fabric, which helps reduce fluffing during abrasion tests. In the abrasion resistance test, the mass retention rate of A1, A2 and B3 fabrics exceeded 90%, indicating very high abrasion resistance. Interestingly, when comparing A2 and A3, it was found that the yarn configurations of the upper and lining fabric affected the performance of the shoe fabric. A reasonable yarn configuration is conducive to improving the mechanical properties of fabrics. The test results of thermal and moisture performance of shoe fabric show that the B1 and B3 fabrics moisture permeability reaches 257.59 g/(m2·h) and 197.53 g/(m2·h), respectively, which are 2.39 times and 1.83 times that of A1 fabrics, respectively. The B3 fabric has the best thermal insulation effect, with a CLO value of 1.07 clo and a thermal resistance of 0.16585 (m2·K)/W, which is 7.13 times that of A1 and the coefficient of heat transfer is reduced by 86.63% compared with A1. The test results of thermal insulation performance of shoe show that the B3 fabric shows the best thermal insulation performance in Heel and Toe test points at different initial temperatures, which are consistent with the CLO value, coefficient of heat transfer and warmth retention rate test results of the fabric. The Newton cooling formula which considers the initial ambient temperature has an excellent fitting effect on the thermal insulation test results, and λmax can be used to objectively evaluate the warmth performance of the fabric.
Footnotes
Acknowledgments
The authors acknowledge the financial support from the National Nature Science Funds of China (52373058, 11972172), the Fundamental Research Funds for the Central Universities (JUSRP62005) and a project funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAP).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.