
Abstract
Abstract
The textile-processing industry is accountable for the significant use and contamination of freshwater resources. The textile industry needs to review and improve its current water consumption practices due to increased consumer knowledge of environmental regulations regarding freshwater contamination. One very interesting alternative that could help to create a more sustainable future is the foam-dyeing technique. This review paper examines the recent advancements in foam-dyeing technology, highlighting its benefits over traditional techniques, including lower energy and water consumption as well as less need for chemicals and dyes. The configuration of foam makes it possible to apply dyes more successfully, thus decreasing both the amount of dye used and the processing time. Additionally, compared to traditional processing technologies, foam-dyeing methods use less energy because they require a lower dyeing temperature. This study also emphasizes the current studies on foam dyeing on a variety of textile substrates, including cotton, polyester, and their blends, as well as on fibers, yarns, and fabrics. Additionally, a techno-economical comparison between conventional dyeing and foam dyeing is provided. This review paper additionally endorses Sustainable Development Goal 6 (clean water and sanitation) by examining the preservation of usable water and the decrease in wastewater discharge through foam-dyeing technology.
Textiles and apparel are essential commodities for human beings. The apparel manufacturing business is sixth in terms of market share on a global scale.1 –6 The textile and clothing industry encompasses a range of interconnected operations, including yarn manufacturing, fabric manufacturing (weaving and knitting), the textile-processing industry (dyeing, printing, and finishing), and the garment manufacturing industry.7 –10
Conventional dyeing methods can be divided into two types: exhaust dyeing and pad dyeing. 11 In exhaust dyeing, defined amounts of textile substrate in the form of fibers, yarn, and fabric remain in contact with the dye liquor during the dyeing time. In this way, the molecules from the dye liquor are transmitted toward the textile substrate and are absorbed and fixed on it. The time required for exhaust dyeing depends on a variety of factors such as the type of dye, the type of textile substrate, the shade depth, and the type of dyeing machine. Package dyeing machines, jet dyeing machines, and jigger dyeing machines are used for exhaust dyeing. 11
For pad dyeing, open width textile fabric in continuous form flows through the padder holding the dye liquor while flowing between a pair of squeeze rollers. To acquire the required pickup of dye, the pressure of the squeeze rollers can be altered. A pad-batch dyeing machine, pad-steam dyeing machine, pad-thermosol dyeing range, and stenter are used for pad dyeing. 11 However, all these conventional methods consume a huge amount of water and energy resources and pose a significant threat to the planet’s water supply. 12
The scarcity of adequate clean water for drinking, hygiene, and industrial purposes poses one of the most significant challenges of the 21st century. The rapid increase in the global population and industrial development has exerted significant pressure on our natural resources and placed our ecological system in a precarious state.12 –14
Researchers are deeply concerned about the overutilization of potable water by the textile wet processing sector, as well as the release of wastewater and toxic substances into the environment. 15 The bleaching, printing, and finishing processes of the textile wet processing industry are the primary culprits for using water as the primary medium for applying dyes and chemicals to textile substrates.16 –19 In conventional dyeing and finishing industries, almost 150,000 L3 of water is utilized per metric ton of textile processing. The textile wet processing industry is responsible for the discharge of more than 80% of industrial wastewater.19 –21 It was determined by Kant et al. that a textile mill that has the capability to process nearly 8000 kg of fabric per day utilizes 1.6 million liters of water daily. On average, the production of finished cloth to cover a sofa requires around 1892.71 L of water.19,22
Pang and Abdullah 23 reported that approximately 280,000 metric tons of textile dye is discharged annually as industrial effluent waste. These waste substances pose a significant threat to marine life. These effluents contain suspended particulates that might obstruct the gills of fish, leading to a decrease in their growth rate. Colored discharged waste can reduce the penetration of light, hence decreasing the ability of many algae species to produce food and oxygen. 24
According to Hasanbeigi and Price, approximately 25% of the thermal energy utilized in dyeing plants is exhausted by wastewater. The extensive use of water in dyeing and finishing processes is directly correlated with increased energy consumption, as a significant amount of energy is needed to heat the large volume of water to the requisite dying temperature.19,25,26
Currently, there are strict environmental protection laws and regulations that pose significant hurdles for the textile wet processing industry. 19 Scientists are looking for novel dyeing methods that require less water, release fewer effluents, and are environmentally friendly compared to conventional methods. By using low liquor machines, vast amounts of chemicals and water can be saved.19,27,28 By using ultrasonic energy in wet processing, improved washing efficiency and better dyeing penetration can be achieved. In the case of spun dyeing of yarn, a significant amount of water can be saved and a reduced carbon footprint. 29 Supercritical fluid dyeing is a waterless dyeing process with no effluent and is thus an environmentally friendly technique. Micelle dyeing offers water saving by 60% whereas steam dyeing reduces water usage by 60% and electrolyte utility by 60%. 30 In electrochemical dyeing, the reducing agent is constantly produced in electrodes and keeps fully recycling the dye bath water. 31 In rapid enzymatic single bath dyeing, no fresh water is added to the bath. Almost 66% of water and a huge amount of energy can be saved compared to conventional dyeing. 32
Foam technology is employed to apply various chemicals, such as dyeing and finishing agents, to textile materials by replacing water with foam. It is a low add-on technology in which wet pickup is lower than that in standard pad-dyeing technology. As a result, a smaller quantity of water and energy is needed. The drying time is reduced while production is increased, resulting in less wastage. 33 Foam-dyeing methods can be used in sizing, printing, finishing, and dyeing processes, since they offer economic and environmental advantages. 33
The principal foundation of any review article is the literature review, which aids in the development of advanced knowledge and reveals areas where research is required. This review article discusses the potential aspects of foam dyeing in the textile-processing industry and its comparison with conventional dyeing techniques. For this purpose, almost 300 articles were studied. Of these, nearly 150 articles were selected, and 73 articles were then used for this research. The keywords for this research were the application of foam dyeing in wet processing and pretreatment processes, the comparison of foam dyeing with conventional dyeing, foam dyeing of synthetic fiber substrates, and the advantages of foam-dyeing techniques. The structure of the article includes the theoretical background (types of foam, properties of foam, mechanism of foam dyeing, and steps of foam processing), the application of foam dyeing in wet processing (pretreatment process, coloration process, comparison of conventional processing vs. foam processing, and foam finishing), the benefits of foam dyeing, the limitations of foam dyeing, and a conclusion.
This research primarily aims to evaluate various procedures and approaches for foam dyeing of different substrates and compositions. It also examines the advantages of foam dyeing and compares it with conventional methods.
Theoretical background
Types of foam
Foam can be differentiated by gas diffusion in the liquid phase of another substance. The gaseous state often refers to the presence of air, where gaseous bubbles are formed and distributed throughout a liquid. These bubbles are separated from one other by the creation of thin films.33,34
There are two forms of foams: condensation foams and dispersion foams. Condensation foams can be synthesized within liquid interior elements by either a chemical reaction known as the chemical vapor deposition method or a physical transformation known as the physical vapor deposition method. Both of these physical and chemical changes are initiated by a variation in pressure or temperature. However, dispersion foam is generated when gas enters and blends from the outer source into a liquid state. This is the most prevalent type of foam used in the treatment of textiles. The surfactant acts as a foam-forming agent that aids in the conversion of gaseous air into a liquid water solution. Thus, its application to textile fabrics is feasible in a liquid state.33 –35
Properties of foam
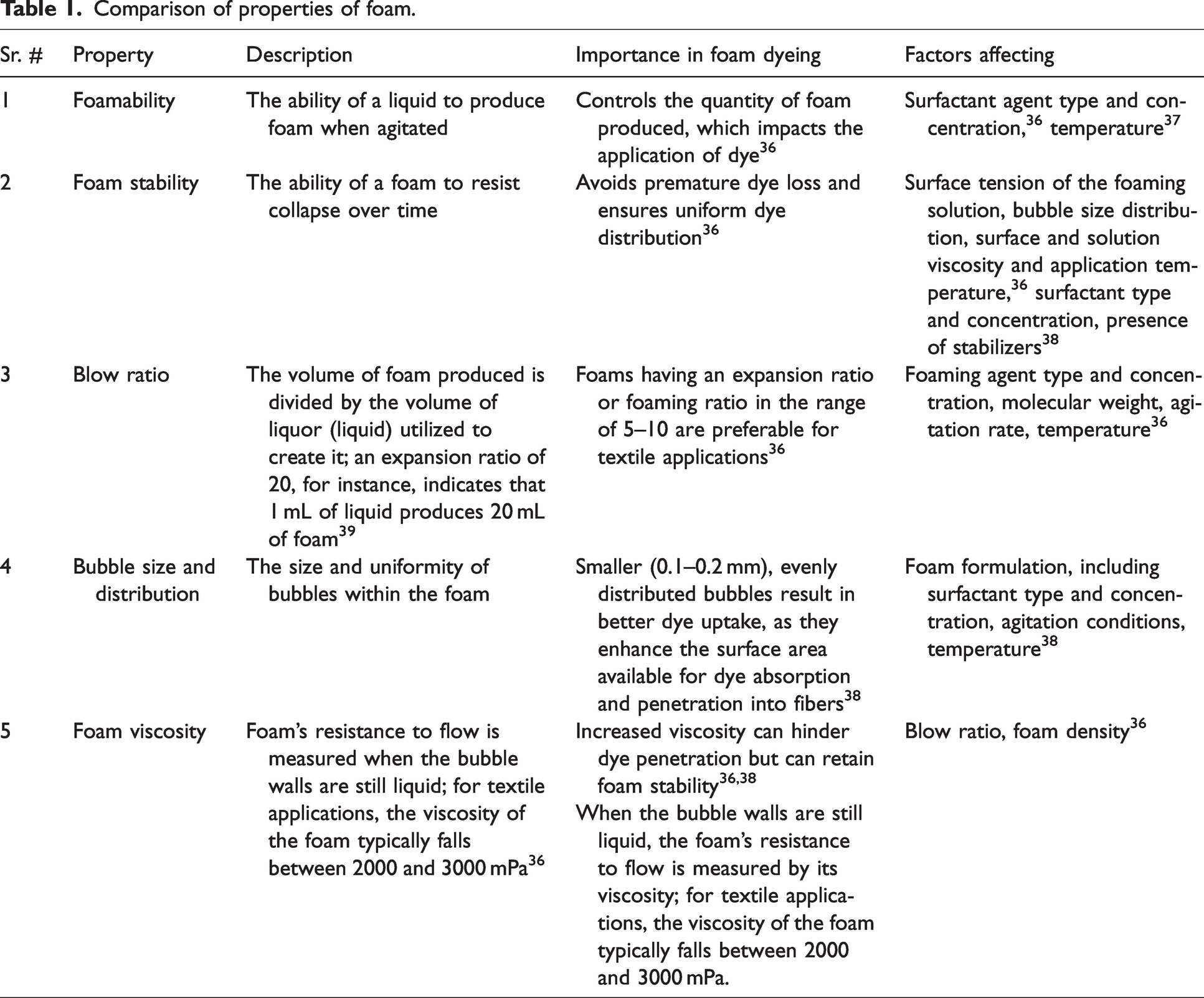
When considering applications of foam, it is important to consider many features. Some of the major properties of foam are its stability, its viscosity, its wetting power, and the size of the bubbles. These properties are interrelated and can influence each other. For example, high foamability may lead to a less stable foam. Therefore, it is crucial to balance these properties carefully to ensure optimal performance in textile dyeing. The properties of foam are compared in Table 1.
Comparison of properties of foam.
Foam-dyeing mechanism
Foam dyeing is a controlled process where a dye solution is combined with a certain amount of foam and applied to a textile substrate using various application methods. During the process of foam dyeing, there is constant formation of foam followed by its crumpling due to the bubbles breaking, and the dye liquid is transferred to the textile substrate. The fixing and washing technique of this method is carried out in a manner that is like the conventional continuous process. The creation and drainage of foam plays a crucial role in facilitating the effective dyeing and fixing of dye process. Typically, it is necessary to create foam with specific attributes such as consistent bubble size, uniformity, fine quality, and even distribution of foam liquid on and around a textile substrate using appropriate application methods. Furthermore, it is necessary for foam to crumple instantaneously to diffuse the dye liquor into the textile substrate to assist in dye fixation. Foam dyeing can be carried out either continuously or in batches. 35
Steps of foam processing
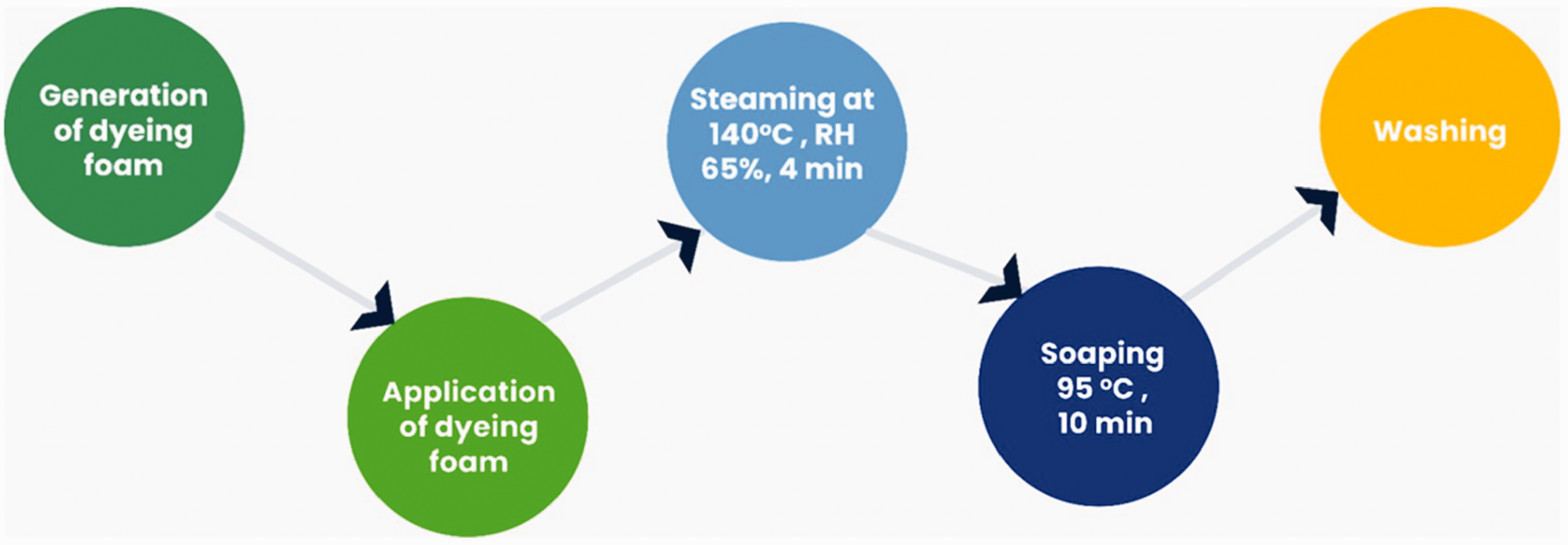
Foam processing involves several distinct steps, which are outlined in Figure 1.
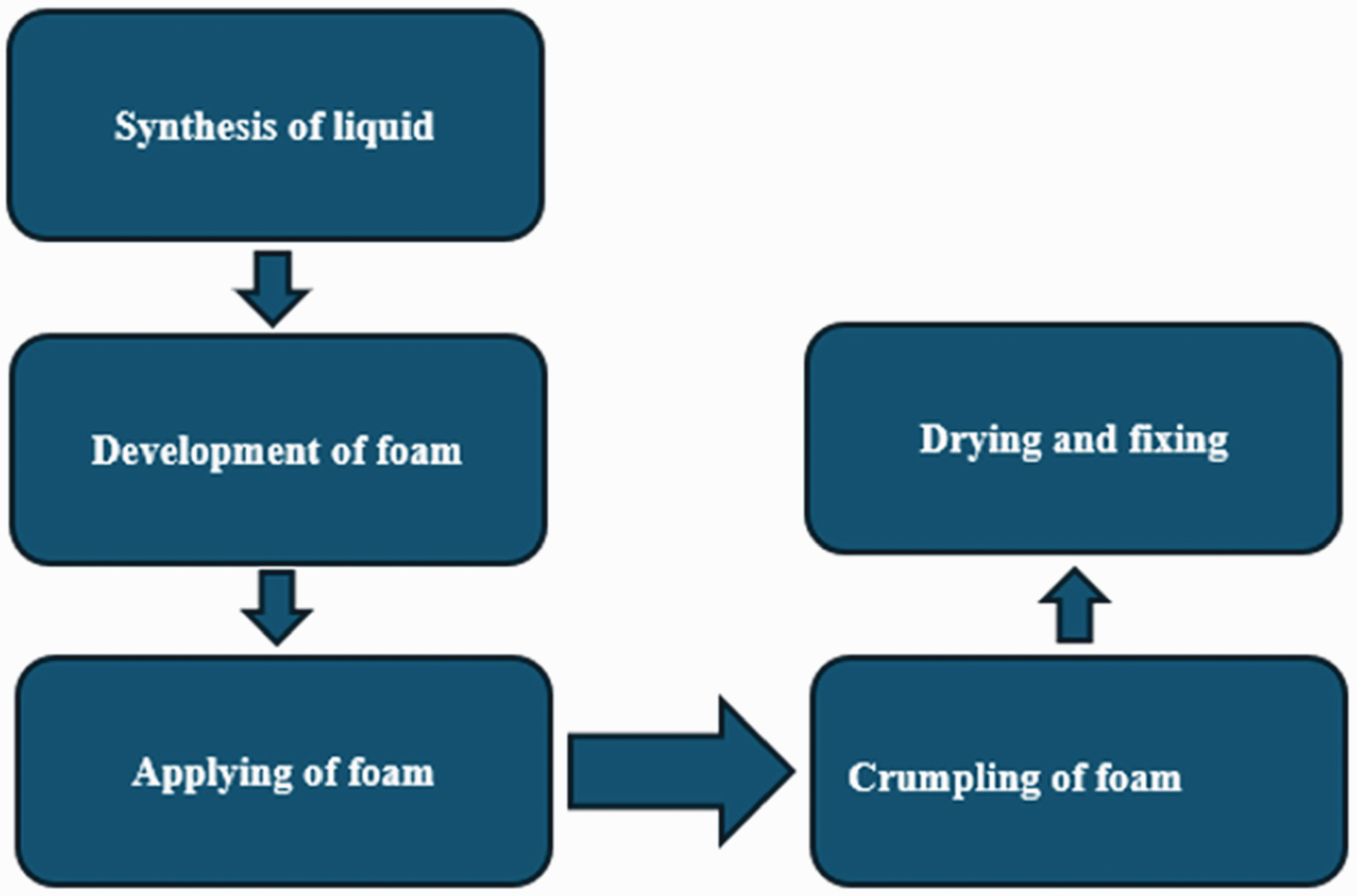
Schematic diagram of foam-processing steps. 35
For preparation of the liquor, it is necessary to select the components carefully, including dyes, auxiliaries, and other substances such as foaming agent/surfactant, foam stabilizer, and viscosity modifier.33,40 These foaming components are essential for the foam to be to prepared with the required characteristics. The dyes and auxiliaries used in foam dyeing mainly depend on the type of fiber and the fixation mechanism of the selected dyes. Anionic surfactants, including cetyltrimethylammonium bromide, sodium dodecyl sulfate (SDS), and sodium dodecylbenzene sulfonate, have excellent foamability. Glycine betaine, an ampholytic surfactant, has somewhat less foamability than ionic surfactants. It is very difficult to gauge the nonionic surfactant Tween 80’s foamability. Out of all of these surfactants, SDS is inexpensive, has good foamability, and is environmental friendly. 38 Sodium lauryl polyoxyethylene ether sulfate and lauryl dimethyl amine oxide are also commercially utilized surfactants in foam formulations. Stabilizers are employed to increase the film’s flexibility. For the foam-dyeing procedure to work, the foam needs to be strong enough to spread out through the tip of the applicator without breaking. According to a study, the foam that is created when SDS is used alone in the foam-dyeing liquid is unstable and will burst within minutes. When combined with SDS, dodecanol functions well as a stabilizer. Dodecanol can be added to SDS to improve the foam’s characteristics, strengthen the foam layer, and increase the density of surfactant at the air–liquid boundary. 36
The next step is the development of foam by introducing air into liquid water, such as dye liquor, combined with a foaming agent and surfactant, which help bubbles to form. When the surfactant adheres to the bubbles, it forms a coating that stabilizes the bubbles. 35 There are two techniques: the air-blown approach and the stirring method. In the air-blown process, pressurized air is put into the container. However, in the stirring method, the liquid is agitated for a certain length of time to achieve a uniform distribution. 35 There are two methods for applying foam to the surface of the textile substrate: the direct system and the indirect system. In the direct system, foam application can be either pressurized or non-pressurized. In the pressurized system, foam is subjected to pressure inside a container and then applied directly to a textile substrate by passing it through a rotating screen or slot applier. 35 The next step is the crumpling of the foam for which the foam should be rinsed off promptly after application to a textile substrate. By applying and crumpling the foam, the dye liquor sprayed onto the textile material can be used as a means of transporting and dispersing the dye before the dye is fixed onto the textile substrate. Foam can be eliminated by either vacuum evacuation systems or squeezing systems, depending on the circumstances. 41 The last step is the drying and fixing of the foam. To dry and fix foam quickly, a high speed and low temperature are needed, since the foam requires less water after being applied to the textile substrate. However, precise management of the lower temperature is necessary to provide the desired amount of remaining moisture in order to avoid issues related to the transfer of the dye. Preexisting equipment such as stenters or curing compartments can be utilized for the purposes of drying and fixing. 35 The chemistry of foam dyeing is dependent on a foaming agent to develop foam easily with excellent wetting abilities to employ swift homogeneous action without influencing the color fastness of the textile substrate.
Application of foam technology in textile wet processing
Pretreatment processes
Textile substrates derived from natural fibers are used significantly. The is mostly attributed to their comfort, convenience of use, and sustainable nature. 42 Due to the high wet pickup of natural fibers in a traditional water bath, a huge volume of water in the form of a washing agent as a solvent and energy resources along with chemicals are required.
Foam dyeing is a superior alternative to traditional water-based dyeing because it requires fewer chemicals and energy resources. In this approach, air is used as a replacement for water. As a result, wet pickup is reduced and water usage is minimized. 42
A group of scientists devised a method to eliminate the gumming from a silk textile substrate and to dye it using a foam containing the necessary chemicals. In that method, soap was utilized to create bubbles with a diameter between 0.25 to 0.125 inches, ensuring a consistent size. The equipment designed by those researchers produced foam, and its bubbles took finishing chemicals on the textile substrate. 42
A synthetic textile substrate made of nylon fiber was dyed using a dye liquor composed of a foaming agent in a steam-jacketed vessel. 43 Researchers from the University of Auburn investigated the utilization of foam in sizing. A Callaway slasher with slight modification was used to size the polyester cotton yarn as shown in Figure 2. Foam was applied to the warp yarn with a knife, with the warp yarns passing through squeezing rollers. The qualities of the polyester cotton yarn treated with foam sizing exhibited superior performance compared to yarn treated with traditional sizing methods. According to an examination conducted by Techno-Economic, utilizing foam sizing methods can result in savings of approximately $27,000 per slasher. 44
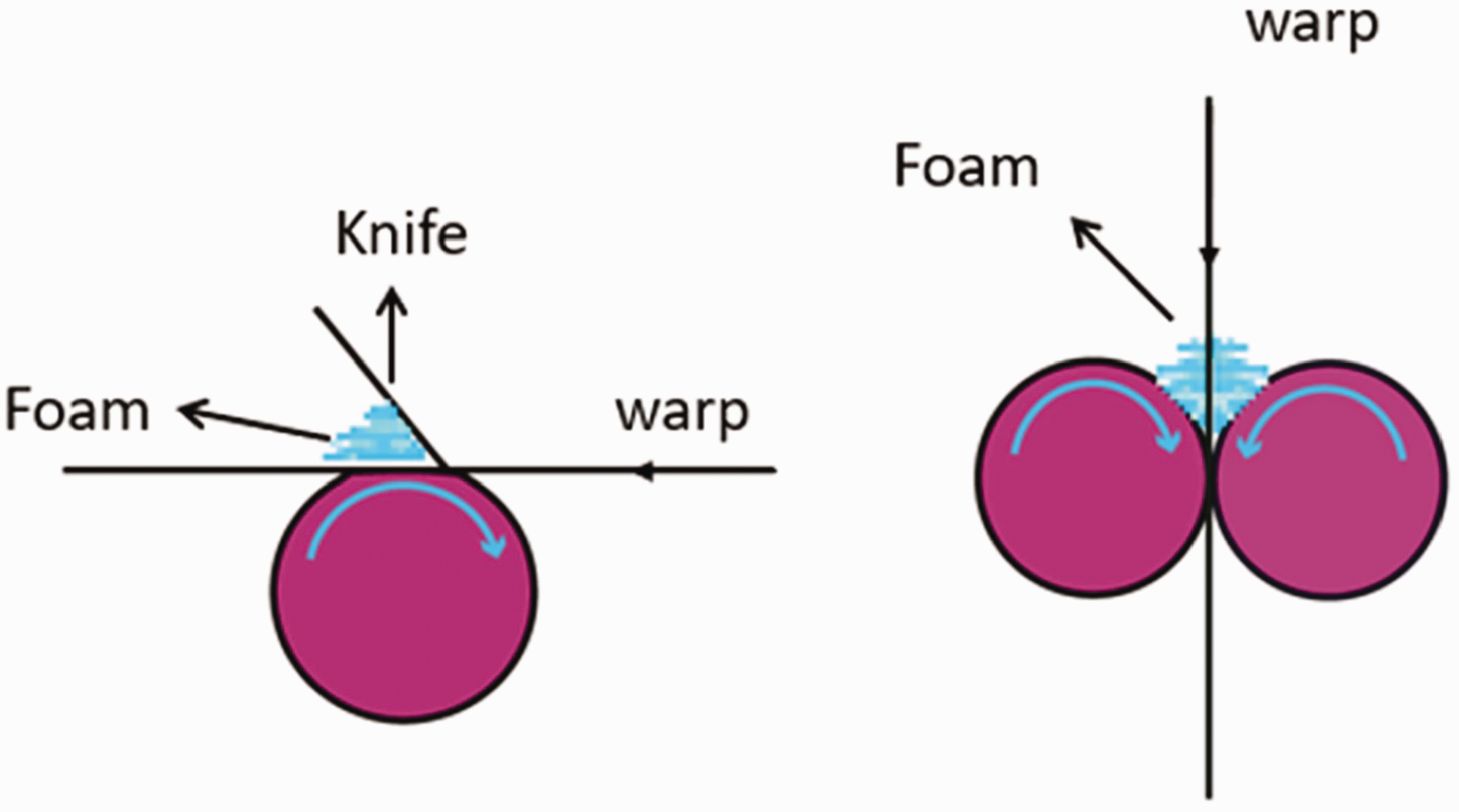
Schematic diagram of foam appliers. 45
Another study employed the use of foam-assisted mercerization. Traditionally, the process of mercerization involved immersing cotton fibers in a strong solution of NaOH. In this procedure, NaOH was applied to one side of the fabric while the other side was not mercerized. The side of the fabric that underwent mercerization using foam exhibited a tint that was nearly identical to that of the traditional mercerized sample. However, the opposing side produced a shadow that was equal in intensity to the untreated sample. 44
A large foam sizing applicator manufactured by Reed–Chatwood was employed on polyester/cotton spun yarn as shown in Figure 3. The cross-sectional pictures obtained by scanning electron microscopy demonstrated the absence of excessive diffusion of foam. Horizontal padding was used in that equipment for the application of foam. 45
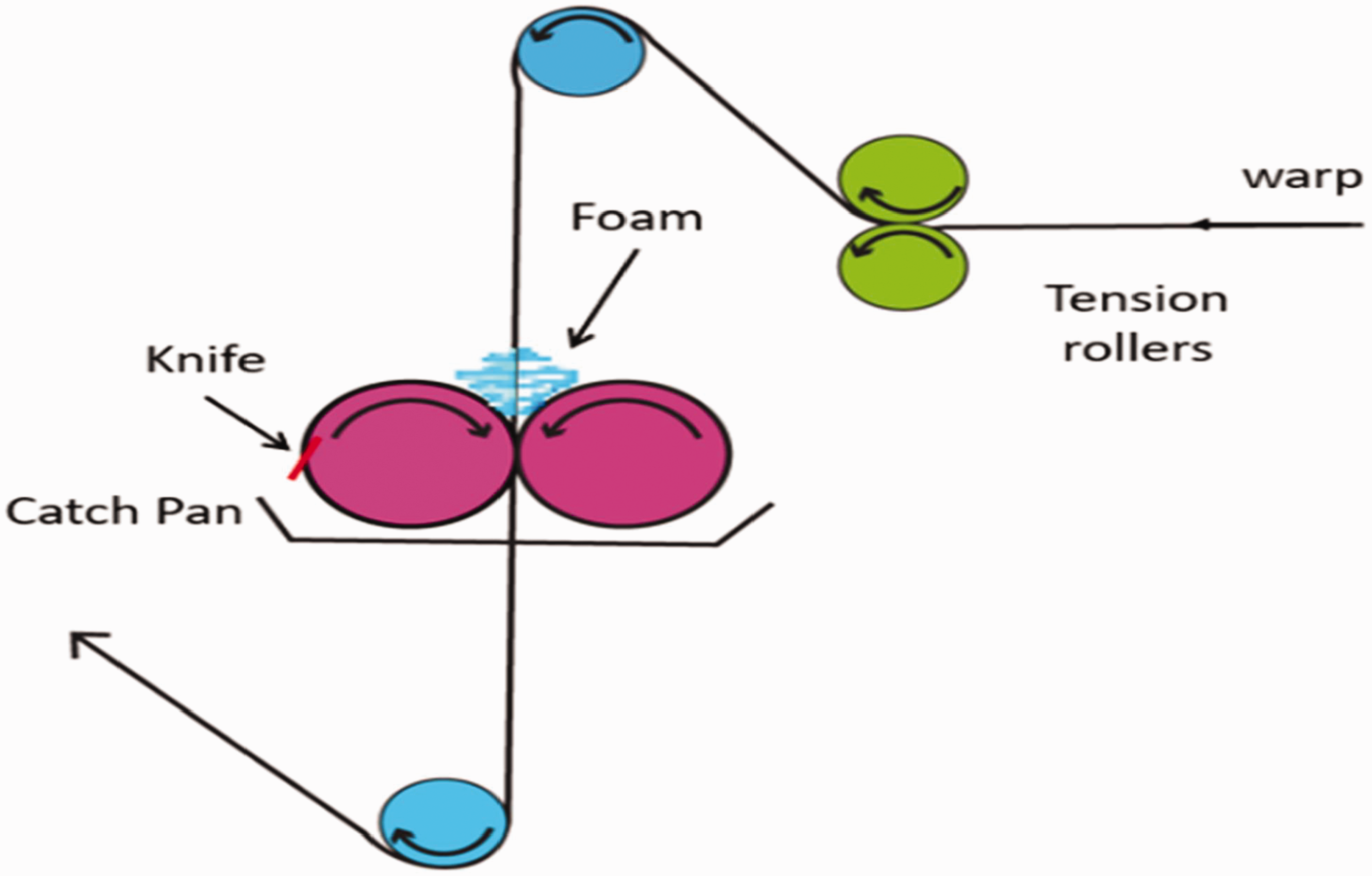
Schematic diagram of the Reed–Chatwood foam. 45
Coloration processes
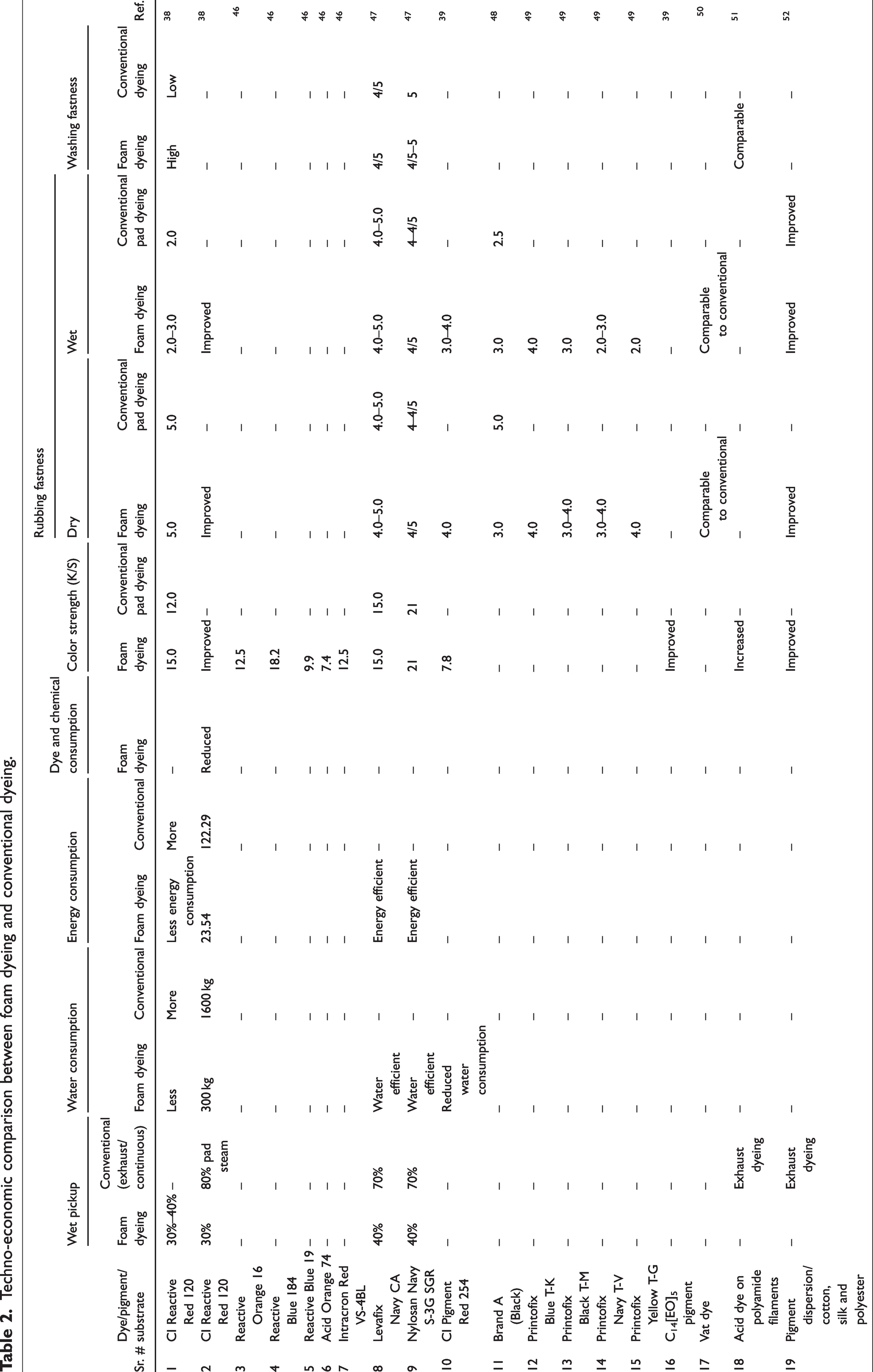
Table 2 presents a comparison of different characteristics between foam dyeing with conventional dyeing methods. These aspects include energy and water consumption, dosage of chemical agents for foam dyeing and conventional pad dyeing, as well as color strength (K/S) and color fastness properties.
Techno-economic comparison between foam dyeing and conventional dyeing.
Dyeing of natural fiber substrates
Several attempts have been undertaken to dye cotton substrates using foam as an alternative to conventional aqueous solutions.
Shakra et al. conducted a study in which 100% cotton substrate was dyed with reactive dye by submerging the cotton into foaming media containing foaming agent and a dye. Subsequently, an alkali was added to the solution, and the padding process was performed successfully by scouring, soaping, and drying. The color fastness properties of the cotton substrate treated with foam dyeing were comparable to traditional dyed cotton fabric. 53
A group of scientists were determined in their goal to dye a cotton substrate with one-sided foam. The impregnated side of the cotton substrate employed dimethyl dihydroxy ethylene urea (DMDHEU) was introduced to the foaming solution. The foam-treated fabric side displayed high color distinction compared to the untreated side when dyed with reactive dyes in an acidic climate in an exhaust system. While the back of the substrate remained uncolored, the front of the fabric was dyed exceptionally well. It has been shown that clothing created from this sort of crosslinked material has the capacity to undergo extra-aesthetic treatments such as acid washing and garment dyeing.36,46
Farias effectively accomplished foam dyeing of a woven substrate with bifunctional reactive dyes. During the experiment, the cotton substrate was dyed using foam-dyeing techniques. Foam was applied to the woven substrate using various types of foam head applicator equipment from Gaston Systems to achieve even diffusion of the dyes. The outcomes in terms of color fastness were not as good as conventional dyed fabric substrate. Nevertheless, it was determined that foam dyeing utilized less energy in comparison to conventional dyeing. Furthermore, it was observed that the foam dry-cure method does not involve the steaming process that is necessary for traditional reactive pad dyeing, hence preventing the transfer of dyes. 48
Neowin Chemicals Co. Ltd., a Chinese company, created the Neovi-foam system, which enables the dyeing of cotton fabric using reactive dye. 36
The foam-dyeing procedure described by Yu et al. is illustrated in Figure 4. Two-bath pad-steam dyeing of a cotton substrate with CI Reactive Red 120 (WPU 80%) was utilized, and a comparison was made to foam dyeing (WPU 30%). The foam-dyeing system demonstrated enhanced color fastness and color strength (K/S) properties compared to the conventional pad-steam dyeing method. In addition, the use of water and energy decreased in foam dyeing. 38
Foam-dyeing process. 36
Scientists conducted additional research and extracted keratin hydrolysate from wool. They used this substance as an agent in foam dyeing to color cotton fabric using reactive dye. Subsequently, a comparison was conducted between the new method and conventional dyeing. The study found that the colorfastness and strength of the cotton substrate in foam dyeing were like those of a traditional pad-dyed substrate. 54
In a separate investigation, a pure-cotton substrate was dyed using pigment by utilizing C14[EO]5 as a foaming and stabilizing agent. The results revealed that when the concentration of C14[EO]5 increased, the stability of foam was improved. The results also revealed that the use of C14[EO]5 as a foam controller with pigment enhanced the saturation and uniformity of color. 39
Yarn dyeing by foaming indigo
In the 1980s, cotton yarn was dyed with indigo dye in the presence of foam media by using an inert gas. Berendt and Schafer 55 explained the synthesis of foam configuration by blending acrylamide, indigo dye, forming agent, alkali, and reducing agent, followed by the inclusion of nitrogen gas to generate foam. Oxidation was carried out after dyeing to convey the true color. However, dyeing was not conducted in a sealed environment. As a result, the dye underwent premature oxidation to a modest extent. 36 To solve this problem, Gaston Systems created an enclosed dyeing container that supplies a foam composition of leuco vat dye. The foaming process was executed utilizing nitrogen gas. 56 The shape of the container was like a parabola, which permitted the circulation of the cotton cloth. Consequently, Indigo Mills developed a continuous process for dyeing cotton yarn sheets using pre-reduced foam indigo dye under oxygen-free conditions. The yarn sheets were passed through three consequent anaerobic purge containers. The second chamber was furnished with foam appliers to employ foam through a substrate yarns sheet passing through it. The third and final container, known as the dwell container, provided the necessary humidity for the dispersion of the dye molecules. Subsequently, the dye molecules underwent oxidation when the dyed yarns passed through oxidation containers, resulting in the production of a bluish color. 57
In a study conducted by Magda et al., a cotton substrate was dyed by immersing it into a foamed solution containing vat dye using a padding method. Subsequently, the dye underwent reduction using a coloring agent, and then oxidation occurred through exposure to oxygen in the surrounding environment. According to the researchers, the foam-dyeing method showed similar light fastness and rubbing fastness capabilities as conventional dyeing. 50
Dyeing of synthetic fiber substrates
Due to their low hygroscopicity, polyamide substrates cannot be dyed directly through pad dyeing. Typically, they are dyed using a batch-wise process with machines that consume large amounts of water and electricity. However, the interchange of dyes is challenging because polyamide substrates in the pad mangle have low hygroscopic characteristics. As a result, polyamide substrates may not always be dyed consistently using pad dyeing. Consequently, there is an urgent need for an effective dyeing process for coloring polyamide fiber substrates. 51
Currently, dodeacanol is the most commonly used stabilizing ingredient for foam dyeing.58 –61 However, dodecanol is hazardous for people to work with because of its unpleasant smell. Therefore, it was necessary to manufacture a stabilizer that does not pose any harm to human health. Moreover, it needed to have no detrimental impact on the environment and to be economically efficient. 51
Wang et al. 51 therefore conducted a study whereby they used foam-dyeing methodology to color ultra-fine polyamide filaments using acid dyes. The foam recipe was modified to optimize both foamability and foam stability. An investigation was conducted on the selected stabilizer process. Furthermore, the influence of foam-dyeing parameters on foam characteristics and color intensity was also examined. The study concluded that a blend of dodecanol and sodium carboxymethyl cellulose (CMC) as a stabilizer improved stability and reduced potential harm to human health. The optimal ratio for the batch formulation of dodecanol and CMC was determined to be 4:6. When a comparison was made between conventional exhaust dyeing and foam dyeing, foam dyeing achieved the same colorfastness with an increasing color strength. These outcomes imply that foam dyeing is an easy and useful methodology for polyamide filament substrate in the presence of acid dyes. The utilization of water, energy, and chemicals was reduced by this approach. 51
Comparison of conventional processing versus foam processing
Sarwar et al. conducted a study on the application of an easy-care finish on denim fabric using both the conventional padding technique and foam coating methods. DHEU was utilized as zero formaldehyde cross-linkers, and thickeners were employed to improve the stability of the foam during its application. The utilization of water in conventional pad dyeing was observed to be 5.8 times higher than in foam dyeing. The study concluded that the use of foam is not environmentally harmful and has the potential to save significant amounts of water and energy resources. 62
Conventional dyeing versus foam dyeing of natural fibers
Mao et al. 63 investigated the presence of water in cotton fibers in relation to the distribution of pore size, volume, specific surface area, and average pore radius at different moisture levels. This was done using differential scanning calorimetry based on the Gibbs–Thomson effect. The presence of water in wet cotton materials was divided into two categories. The presence of water on the surface of a cotton substrate and in the spaces between fibers and yarns was called “free water.” This water can flow without any obstruction in the substrate along with dyestuff and chemicals. 19 The category known as “bound water” refers to water that is absorbed into the pores of cotton fibers and is restricted in its movement due to the presence of pore walls. However, it can absorb chemicals and colors that have a molecular size that is appropriate for its pores. When considering the factors of porosity and states of water, a comparison was made between pad dyeing (one bath) against foam dyeing. It was found that foam dyeing exhibited superior color strength and dye fixation compared to pad dyeing. 63
Mohsin and Sardar conducted a study comparing the cost effectiveness, functionality, and sustainability of traditional pad dyeing with foam dyeing. They used three different main colors for direct and reactive dyes on cotton substrates. The study was divided into two parts. The first part focused on experimenting with the synthesis, stability, and applicability of foam on a cotton substrate for three primary colors using reactive and direct dyes. The second part utilized the analytical hierarchy process to investigate the problem. The results indicated that foam dyeing was significantly more cost-effective, productive, and sustainable compared to pad dyeing. 64
Bhavsar et al. utilized hydrolyzed keratin foam for the foam dyeing of cotton and wool. The hydrolyzed keratin foam exhibited excellent stability and formability, making it very efficient for reactive dyeing of cotton and acid dyeing of woolen substrate. The diameter of the foam bubble for both reactive and acid dye was 0.02–0.1 mm. The color strength of foam dyeing on cotton and woolen substrates is superior to that of standard pad-batch dyeing. In addition, the rubbing and washing fastness properties were like those of conventional pad-dyeing materials. 54 A comparison of conventional pad dyeing and foam dyeing is shown in Figure 5.
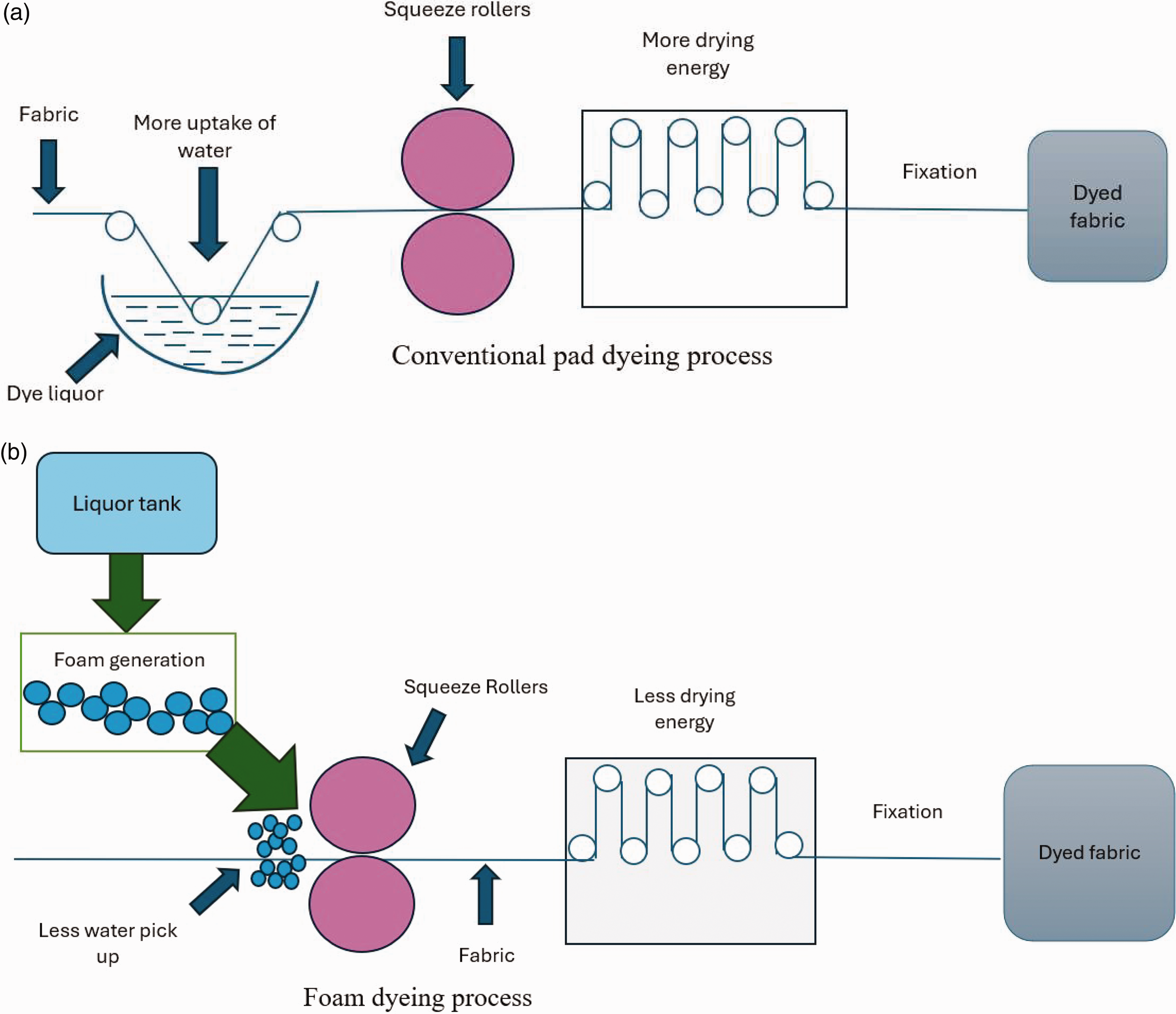
Comparison of conventional pad-dyeing and foam-dyeing processes.
Therefore, foam dyeing outperforms traditional pad dyeing in terms of efficiency, economy, and durability. 64
Conventional dyeing versus foam dyeing of synthetic fibers
Typically, the dyeing process for synthetic fibers occurs at high temperatures, when the dyeing temperature exceeds the glass transition temperature. 65 David et al. produced a patent for the foam-dyeing process of polyester. 66 Wang et al. described a simple environmentally friendly and cost-effective method for dyeing polyamide substrates using acid dyes. 51 Moreover, the results of color characteristics were superior to those of exhaust dyeing in terms of color intensity. Subsequently, a method for foam dyeing that is suitable for both synthetic and natural fibers was devised, ensuring that no harmful substances are released. 52
Foam finishing
Mohsin and Shaeen conducted a study to assess the effectiveness of foam finishing of 11 nonhazardous and viable finishes compared to traditional padding. The study recognized the difficulties of the analytic hierarchy process model and resolved them by utilizing the SuperDecisions software tool. Following successful foam synthesis, four distinct cross-linkers were utilized to apply it onto a cotton substrate. Additionally, three separate water and oil repellents, a fire-resistant agent, and three various softeners were applied. From an economic standpoint, foam finishing techniques were more cost-effective than conventional padding techniques. A reduction of about 86% was achieved in water utility, while energy usage was cut by 56% using foam dyeing. Regarding chemicals, the foam finishing approach resulted in an 83% reduction in chemical usage compared to the usual padding technique. The output from the foam coating yielded a sixfold increase compared to traditional padding techniques. Citric acid outperformed maleic acid, DHEU, and DMDHEU as a cross-linker, resulting in a higher crease recovery angle of 139° for the foaming agent. The formulations containing oil and water repellent exhibited a lower crease recovery angle, specifically 121.5°, compared to the formulations that included maleic acid and citric acid. The air permeability and tear strength of a foam-dyed cotton substrate was greater than with traditional pad-dyeing technology. The results of the analytical hierarchical model indicated that foam recipe 1, which had the lowest chemical content, was the favored option in terms of cost savings, sustainability, as well as air permeability and tear strength. Conversely, the primary goal of cross-linkers, which are substances that repel oil and water, is to improve the crease recovery angle and water-repellent properties, as stated in Mohsin and Shaheen. 67
The study conducted by Song et al. examined the behavior of foam stock solution, as well as its stability and its effect on the finishing of cotton substrate. The time for primal (initial) solution, half-life, and the foaming ratio of sodium sulfate were evaluated. The results showed that foam finishing of cotton substrates resulted in reduced absorption and contamination in crease resistance and water-repellent finishes, leading to various advantages. The finishing behavior of cotton substrates treated with foam finishing was found to be similar to that achieved using the usual pad-finishing approach. 68
Benefits of foam dyeing
In foam technology, foam is used to employ chemicals and colorants to a textile substrate. Foam technology in the processing of textiles is a low add-on technology. As a result, a large quantity of water is saved along with energy. This is due to the fact that water is substituted by air. The wet pickup rate at which foam dyeing takes place is 20%–40%. However, conventional pad dyeing takes place at a pickup rate of 60%–100%.33,50,64,68 Previous literature confirms that foam-dyeing methods offer significant cost savings in terms of drying energy usage due to reduced wet pickup. An 80% reduction in the cost of drying energy has been reported. 69 As also reported, a decrease in drying energy resulted in a lower drying temperature, while productivity increased. Furthermore, the consumption of water was reduced by 30%–90%. In addition, a study indicated a 60% reduction in pickup compared to pad dyeing. 54 Because of this, the quantity of discharged wastewater was decreased, leading to a reduction of 50%–60% in the treatment of liquid waste.
When comparing foam dyeing to conventional dyeing of cotton, foam dyeing exhibited superior physical qualities and enhanced color strength. Moreover, there is a significant decline in consumption of water and chemicals. 64 Foam dyeing also exhibited superior sustainability, durability, and productivity in comparison to conventional pad-dyeing methods. Thus, foam dyeing is the most practical and effective solution for the issues faced by the textile wet processing industry. Foam-dyeing technology allows dyes to penetrate rapidly in contrast to conventional dyeing procedures. 70
Kumar et al. 71 highlighted the advantages of foam dyeing, specifically the effective and long-lasting bonding of dyes to the substrate as a result of rapid wetting. As a result, the dispersion of dyes is enhanced, leading to an increase in their stability. Thus, a significant quantity of energy is conserved, and instances of waste are reduced. In addition, the cost of foam-dyeing equipment is lower than that of conventional pad dyeing.
Limitations of foam dyeing
Foam-dyeing technology also has some notable limitations. In terms of color depth, the foam-dyeing method is generally suited for producing light and pastel shades but faces challenges in achieving vibrant or dark colors. Uneven dyeing is another pressing issue, as the foam application process can potentially lead to shade variation or blotchy effects on the fabric. 38 The foaming and application process is highly delicate, requiring careful handling of the fabric substrate to avoid material waste or damage. Improper handling of the substrate can possibly damage the structure of the fabric during the foam-dyeing process. 36 This technique works more effectively on natural fiber-based fabrics, such as cotton, wool, or linen, and has limitations when used with synthetic fibers. The reason for this is that natural fibers possess an inherent compatibility with dyes, allowing them to absorb more readily and retain the dye compared to synthetic fibers. Synthetic fibers, in contrast, often necessitate additional chemical processing to enhance their ability to uptake and bind the dye effectively. 72 The technique is better suited for small-scale industries or specialized applications where the benefits of water and energy savings outweigh the limitations in scalability and color depth. 73 Overall, the foam-dyeing technique presents a compelling alternative for certain textile applications, but its use is often constrained by the trade-offs between its unique advantages and limitations associated with the process. 36
Conclusions and recommendations for future research
A vast amount of energy and water resources are consumed in conventional methodologies of textile dyeing and finishing. As a result, scientists are being forced to look for alternative solutions, and foam dyeing is one of them. Recent studies of foam-dyeing technology have recognized it as a viable alternative for the textile wet processing industry. This process is not only environment friendly but also a cost-effective alternative to conventional dying methodologies. This technology offers distinct advantages compared to traditional approaches, such as reduced water, energy, and chemical usage. However, compared to aqueous pad application, foam application is more difficult to manage. A number of variables must be controlled, including density, viscosity, foam stability, and uniform bubble size. To maximize the benefits of foam media, a stabilizer and a suitable foaming agent must be chosen. Moreover, several critical knowledge gaps persist, such as limited work to fix uneven dyeing issues to achieve dark shades. Notably, the effect of foam dyeing on wastewater pollution remains unexplored in the existing studies. Additionally, a quantitative comparison of water and energy savings between conventional and foam-dyeing processes, along with their corresponding wastewater production, is lacking in the literature.
To fully realize the potential of foam dyeing as a sustainable alternative, future research should prioritize quantifying its water and energy savings while precisely evaluating its impact on wastewater quality. By continued research and development efforts, the textile industry can effectively transition to more sustainable practices through the widespread adoption of foam-dyeing technology.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.