
Abstract
The clinical efficacy of extracorporeal membrane oxygenation (ECMO) is largely determined by the mechanical properties and gas permeance of membrane materials. Current warp knitting methods can harm poly(4-methyl-1-pentene) (PMP) hollow fiber membranes because the tension from the yarns affects their ability to provide oxygen. This study systematically investigates the influence of three representative warp knitting structures—pillar stitch, tricot stitch, and cord stitch—on PMP membrane integrity using a design-based approach. A novel multiparameter model, the Membrane Damage Index (MDI), is proposed to quantify membrane damage across structural variants. Experimental results reveal that the pillar stitch configuration significantly reduces fracture strength loss (7.8%), CO2 flux reduction (12.7%), and outer diameter compression (7.56%) by optimizing stress distribution and minimizing the underlap length (0.97 mm). Nonlinear regression analysis of the data led to the development of an MDI model (R2 = 0.992), highlighting the importance of the number of needle back traversal stitches (n) in minimizing membrane damage. This study offers a theoretical framework and optimization strategy for developing low-damage ECMO membranes, ultimately enhancing clinical efficacy and the long-term durability of ECMO technology.
Extracorporeal membrane oxygenation (ECMO) serves as a critical life-support modality for patients experiencing severe cardiopulmonary failure, effectively replicating lung function through external oxygenation and carbon dioxide removal.1,2 The core component is composed of hollow fiber membrane fabric, facilitating efficient gas exchange via direct contact between blood and gas.3–5 Poly(4-methyl-1-pentene) (PMP) materials are favored as hollow fiber membrane materials for their superior gas permeance, biocompatibility, and resistance to plasma leakage.6–8 PMP membranes are vulnerable to mechanical stresses during fabrication, which increases mechanical fragility, degrades pore structure, and impairs oxygenation efficiency, posing a critical limitation to the long-term stability of ECMO systems.9,10
Current research on ECMO membrane fabrics predominantly emphasizes material modification and anticoagulant design, while systematic investigations into the physical damage mechanisms during the warp knitting process remain limited.11–13 Research has shown that stress concentration, fiber fracture, and pore collapse occur during the knitting of PMP membrane fabrics, which compromises gas exchange efficiency.14,15 This damage not only impairs oxygenation performance but may also jeopardize the long-term reliability of the ECMO system due to the accumulation of fatigue.16–18 Therefore, elucidating the regulatory mechanisms of knitting parameters on PMP membrane damage and developing a multidimensional damage assessment model are crucial for achieving low-damage preparation and process optimization.
From an engineering perspective, warp yarn tension and structural parameters of warp knitting are the primary factors influencing PMP membrane damage. Warp forces compromise fiber integrity through stress concentration, while structural parameters induce pore instability through the synergistic effects of underlap deformation and yarn friction. 19 While pillar stitch demonstrates low damage potential due to its symmetric stress distribution, the quantitative mechanism of damage suppression remains unclear, and there is a lack of universal process optimization guidelines.20,21 Consequently, achieving low-damage preparation of PMP membranes through the synergistic regulation of knitted fabric topology and process parameters has emerged as a key challenge for improving the clinical performance of ECMO membrane fabrics.
This study systematically investigates the impact of knitting structural parameters on PMP membrane damage within the warp knitting process, using comparative experiments of pillar stitch, 22 tricot stitch, 23 and cord stitch, 24 and quantitatively elucidates the coupling mechanism between mechanical stress distribution and dynamic damage. Based on experimental results, a multidimensional Membrane Damage Index (MDI) model incorporating fracture strength loss rate, outer diameter compression rate, and gas permeance reduction rate was developed to establish a critical threshold relationship between underlap length and the number of needle back traversals. This study explores the dynamic competition between microcrack propagation and pore collapse in PMP membranes from an interfacial mechanics perspective and proposes a low-damage preparation process based on tension distribution balance. This approach provides both a theoretical foundation and technological support to enhance the clinical reliability and service life of ECMO membrane fabrics.
Materials and methods
Materials and equipment
A TM-Weft-type weft insertion warp knitting machine, developed in-house, was used to prepare ECMO membrane fabrics.25,26 The machine integrates a PMP membrane unwinding and lay-up mechanism with a knitting mechanism and features a precise tension control system to ensure uniform stress application on the PMP membrane during processing. The warp yarn used was polyester low-elastic yarn supplied by Haining Qingshan Textile Co., while the weft yarn was a PMP membrane material independently prepared by the National Medical Device Innovation Center using the thermally induced phase separation method. 27 Equipment and material specifications can be found in Figure 1, Table 1, and Table 2.
Parameters of TM-Weft-type knitting equipment

EBC: Electronic Beam Control.
Yarn and poly(4-methyl-1-pentene) (PMP) membrane specifications

TIPS: thermally induced phase separation method.
Fabric structure design
To achieve low-damage knitting of PMP membrane fabrics, various warp knitting structures were analyzed and optimized. Warp knitting loops consist of stitch arcs, stitch pillars, and underlaps. Based on the direction of underlap movement, loops can form either open or closed configurations.28–30 A closed-loop structure was selected for this study to improve the dimensional stability of ECMO membrane fabrics.
Three structural types were investigated: pillar stitch, tricot stitch, and cord stitch. Structural modeling and 3D simulations were carried out using the self-developed Textile AI Design System iTDS 3.0,31–33 which also assisted in optimizing knitting parameters (Table 3, Figure 2).
Knitting structure design

PMP: poly(4-methyl-1-pentene). GB1: Guide bar 1 threading. MSU: Multi-supply unit
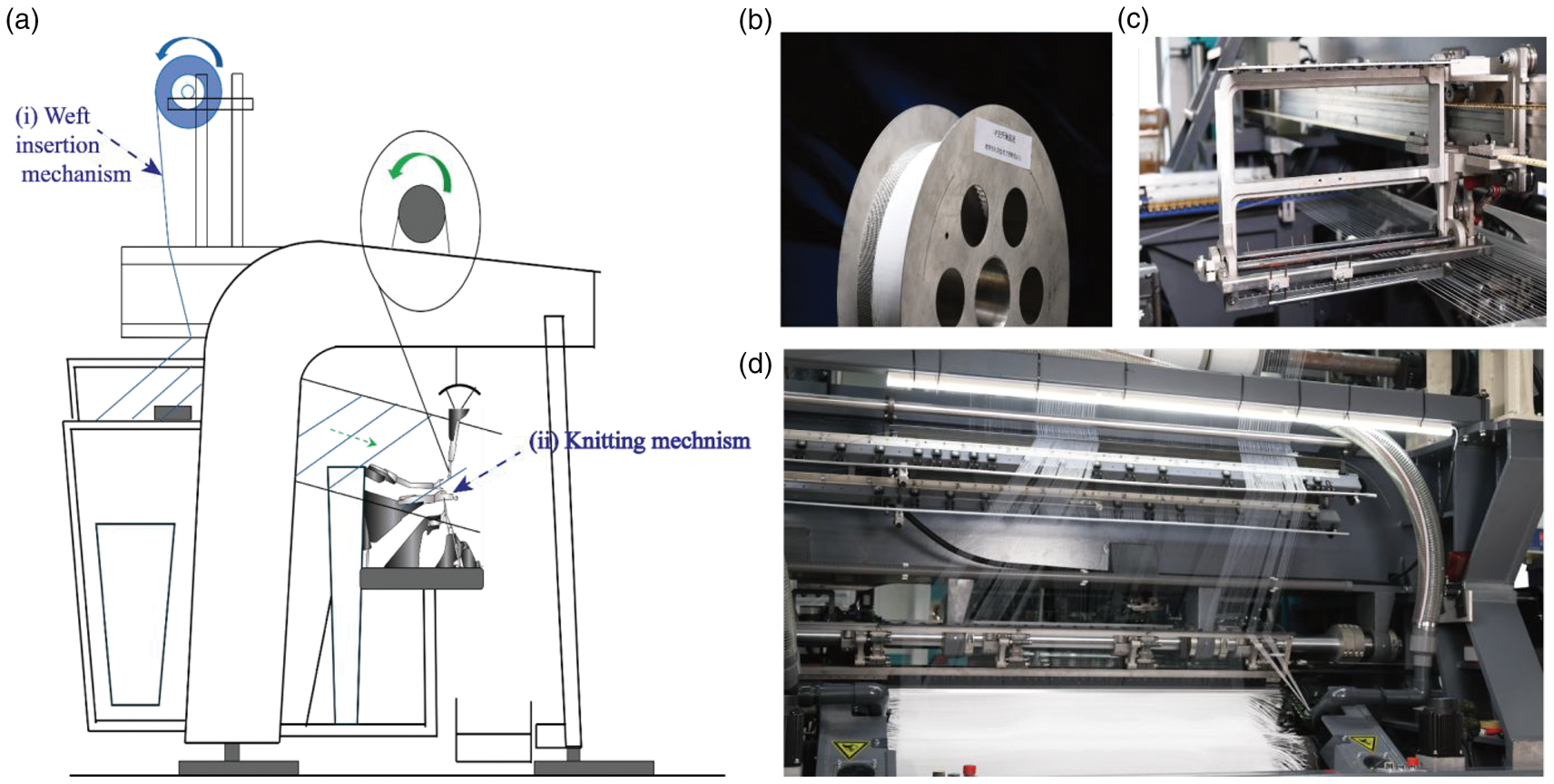
ECMO membrane fabric knitting equipment: (a) schematic of the equipment, (b) PMP membrane, (c) weft insertion mechanism, and (d) knitting mechanism.
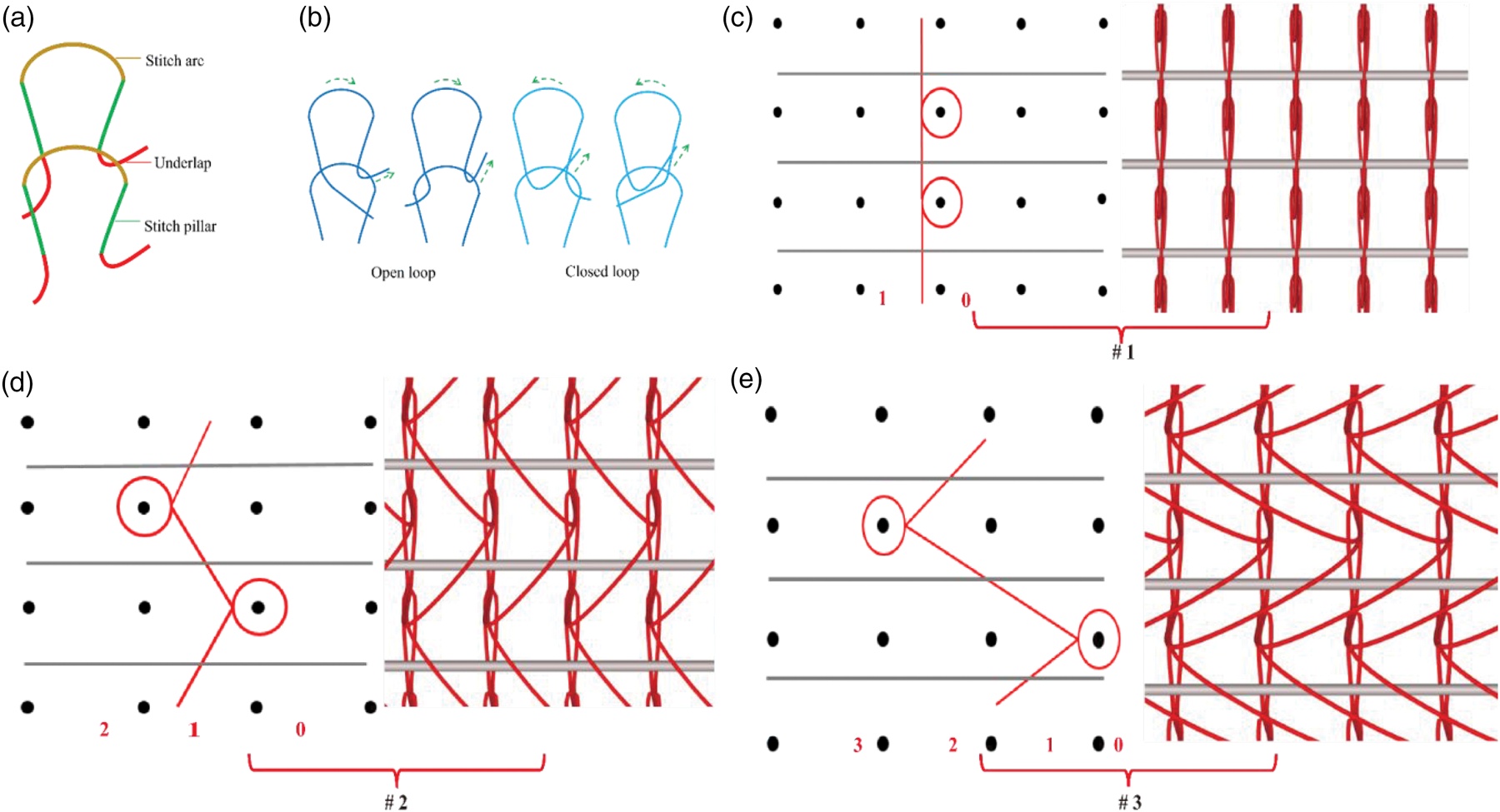
Structural structure and yarn movement diagram with 3D simulation: (a) loop structure model, (b) loop type model, (c) pillar stitch/inlay structure, (d) tricot stitch/inlay structure, and (e) warp cord stitch/inlay structure.
Theoretical warp feed calculation
The theoretical warp feed (R) represents the total length of yarn consumed by the fabric structure over 480 courses following 480 revolutions of the spindle.34,35 The controlled variable approach was used as the experimental condition to determine the theoretical warp feed R in order to assess the link between yarn consumption and PMP membrane damage under various knitting organizations.

According to Figure 2(a), the yarn consumption for a single loop, L, is the sum of the loop’s stitch arc length A, stitch pillar length B, and underlap length C. A is primarily determined by the thickness of the knitting needle b. The machine number E is 24, and the value of b is determined to be 0.55 mm. The result is derived by dividing the loop’s circumference by 2.2 (engineering result), based on the stitch arc length A and its shape.

The stitch pillar length B was determined based on the longitudinal density (cpc = 15 courses/cm).

In this experiment, the underlap traverses the surface of the PMP membrane, and the impact of the membrane’s outer diameter D on underlap length is accounted for, with a value of 0.3 mm.

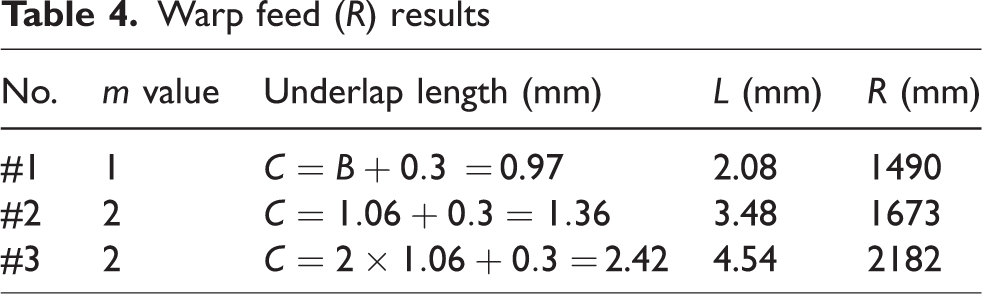
The theoretical warp feed (R) results for the three knitting structures were derived from the above calculation process, as presented in Table 4.
Warp feed (R) results
Testing method
ECMO membrane fabric testing involves the strength testing of PMP membranes before and after knitting, as well as measurements of exterior dimensions and gas permeance.
Mechanical properties test: Following the GB/T 1040.3-2006 standard, the YG004 electronic single-fiber strength tester was used to measure the breaking strength, elongation at break, and elongation rate of PMP membrane samples (3–4 cm). Testing conditions included a clamping length of 20 mm, a tensile speed of 40 mm/min, and 10 repetitions per sample group. Appearance size test: Following the GB/T 38902-2020 standard, the outer diameter of the samples (after removal of the knitted loop) was measured 20 times using a CU fiber fineness analyzer and electron microscope. The mean value and coefficient of variation were calculated. Gas permeance test: In accordance with the GB/T 40260-2021 standard, a gas permeance testing device,
36
a patented product developed by the collaborating unit, was used to measure the flow rates of N2, CO2, and O2 per unit area under a set pressure differential. Temperature and humidity were strictly controlled during testing, and the equipment was calibrated.
Based on the test results, the conversion equations for each gas type are as follows:

Results and discussion
Physical property test results
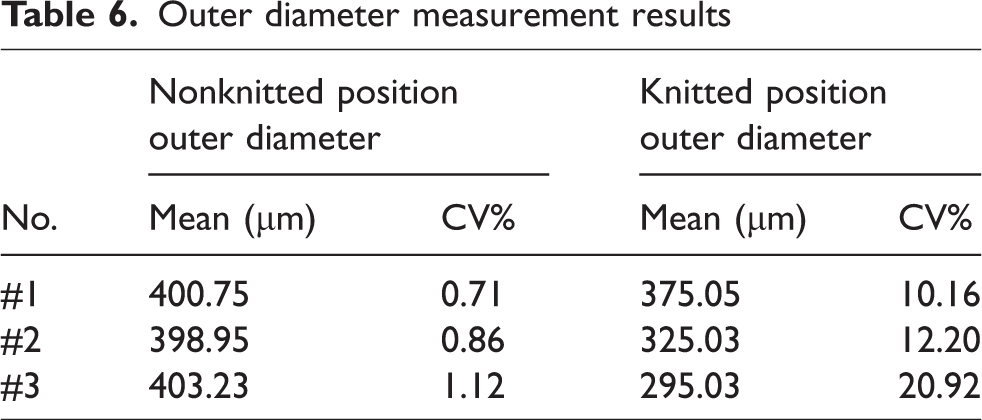
The results of fabric performance testing of ECMO membranes with three knitted structures (Tables 5–7) revealed a significant gradient effect in the damage to PMP membranes. The pillar stitch structure (#1) exhibited optimal performance retention, with a breaking strength loss (ΔS) of 7.8%, significantly lower than the warp cord structure (#3) at 24.7%. The outer diameter compression rate (ΔD) exhibited a strong linear correlation with the underlap stitches (n). The value of ΔD increased from 7.56% to 27.22% as n increased from 0 to 2, indicating that changes in the underlap structure exacerbated geometric deformation.
Strength test results

Outer diameter measurement results
Gas permeance test results in mL(cm2 min MPa)–1
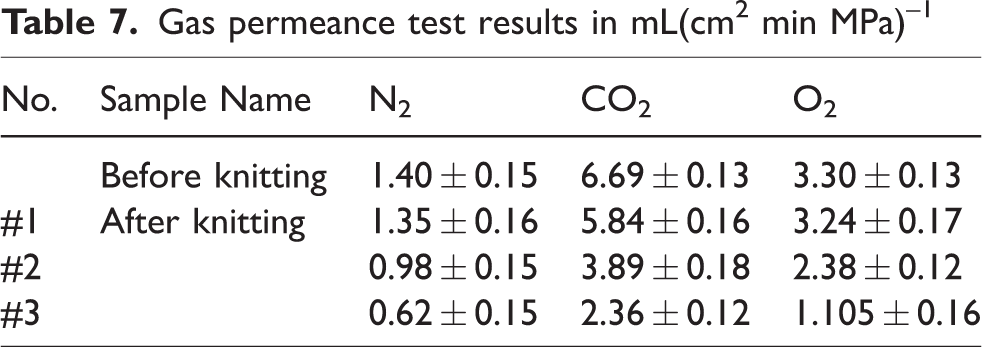
The gas permeance properties and outer warp dimensions of the knitted structure exhibited a consistent pattern, showing a sharp decrease in gas permeance as the underlap length increased. Additionally, the decrease in CO2 flux (64.72%) was significantly higher than that of O2 (66.52%) and N2 (55.71%), following an inverse trend with the kinetic diameters of the gas molecules (CO2: 0.33 nm < O2: 0.346 nm < N2: 0.364 nm). This suggests that microporous collapse creates a selective barrier to gases with larger molecular weights, attributed to a reduction in average pore size from 0.8 µm (before knitting) to 0.5 µm (at n = 2) due to knitting stress.
Construction of a multidimensional damage model
To systematically assess the combined damage effect of the knitting process on ECMO membrane fabrics, this study introduces the Membrane Damage Index (MDI) model. The MDI model assumes that membrane damage caused by the knitting process can be characterized as a trade-off relationship between the loss of breaking strength (ΔS), changes in outer diameter (ΔD), and the combined reduction in gas permeance (ΔQ).
The rate of loss in breaking strength (ΔS) quantifies the mechanical property degradation of PMP membranes.

Outer diameter compression (ΔD) quantifies the change in membrane outer diameter during the knitting process.

The integrated rate of decrease in gas permeance (ΔQ) quantifies the changes in N2, CO2, and O2 fluxes (Table 7) and is calculated as follows:

Based on ΔS, ΔD, and ΔQ, the MDI calculation method is defined as follows:

Using the experimental data, the damage parameters and MDI values for the three knitting structures were calculated (Table 8), with the results closely aligning with the experimentally observed damage levels (Figure 3(e)). Multiple regression analysis revealed a significant nonlinear relationship between MDI and the number of needle back traverse stitches (n).

Multiparameter MDI calculation results


Strength, outer diameter, and air flux testing of ECMO membrane fabrics. (a) Fabric preparation process, (b) ECMO membrane fabric, (c) strength test, (d) appearance size testing equipment, (e) outer diameter test results and (f) air flux testing procedure.
Critical threshold analysis revealed that the MDI growth rate increased to 217% of the baseline value when n > 1, indicating that the number of needle back traverse stitches (n) in the knitted structure is crucial for mitigating damage.
Discussion of damage mechanisms
Knitting movement analysis
To gain a deeper understanding of the PMP membrane damage mechanism, the knitting action during the experimental preparation was analyzed in detail. The knitting mechanism primarily consists of the guide needle, needle, sinker, needle core, and auxiliary weft feeding mechanism (Figure 4). During the fabric preparation process, one complete spindle cycle is divided into 360°, with the corresponding knitting actions subdivided into the following six steps:
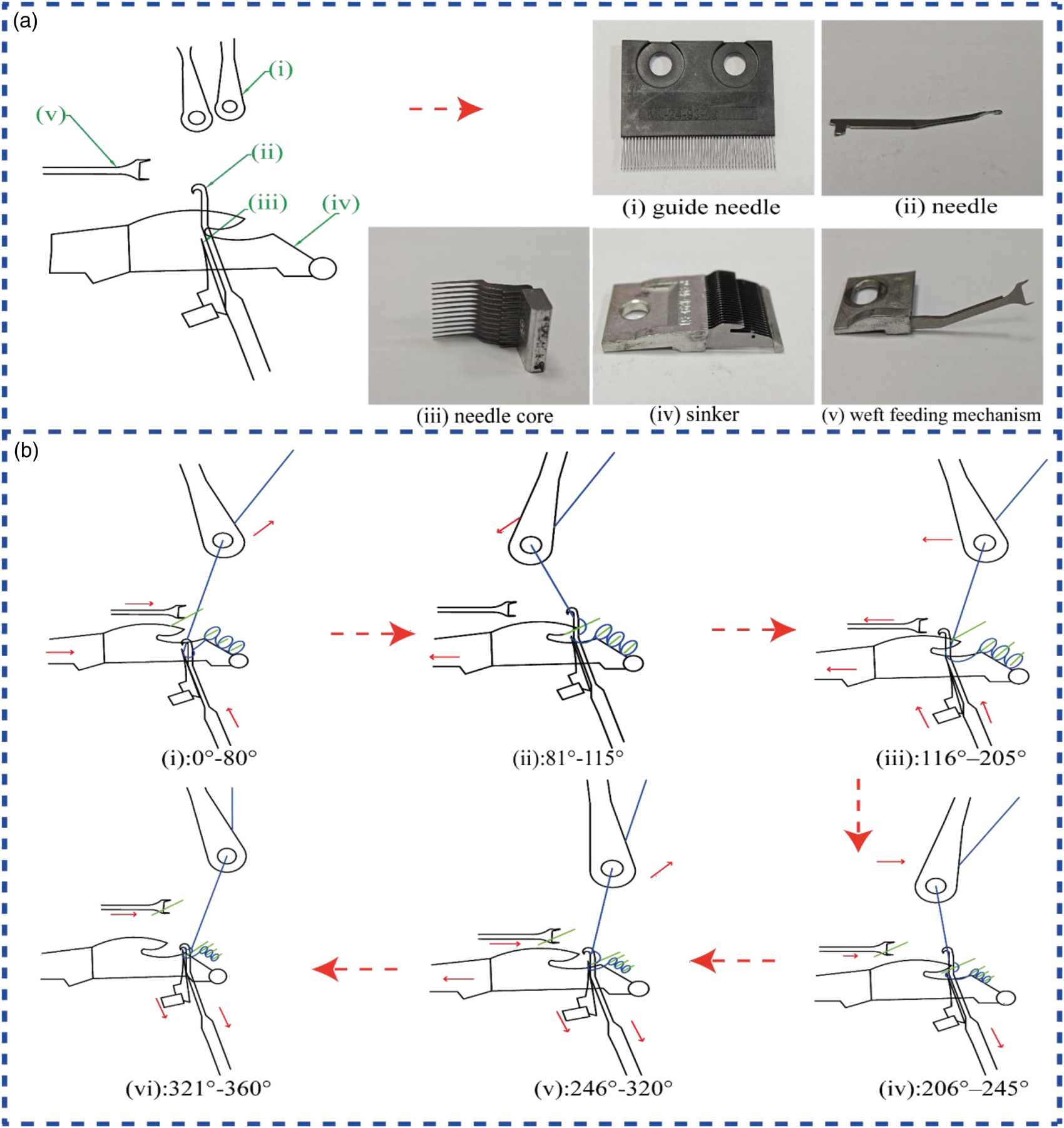
Knitting mechanism and process. (a) Mechanics of the knitting mechanism and (b) decomposition of the knitting action.
0°–80°: The needle rises from its lowest position, while the sinker moves forward to pull the old loop. The guide needle continues its underlapping movement, and the auxiliary weft feeding mechanism moves toward the back of the needle, transporting the PMP film to the rear of the needle.
81°–115°: The needle continues its upward motion, while the needle core rises at a slower rate. The sinker begins to retract partially. The guide needle completes its underlapping and moves toward the front of the needle, and the auxiliary weft feeding mechanism starts to retreat toward the front of the needle.
116°–205°: The guide needle crosses the needle gap and initiates the overlapping motion, while the sinker continues to retract, releasing the old loop.
206°–245°: The overlap ends, and the guide needle moves toward the rear of the needle. The needle begins to descend, and the needle core fully extends, closing the needle as the yarn slides into it. The auxiliary weft feeding mechanism begins to move toward the back of the needle.
246°–320°: The needle and needle core continue to descend, and the old loops detach. The sinker moves toward the front of the needle, while the guide needle begins its underlapping motion. New loops are formed as the sinker detaches them from the old loop. The auxiliary weft feeding mechanism continues to move toward the back of the needle.
321°–360°: The needle and needle core descend to their lowest position, while the auxiliary weft feeding mechanism moves forward and the weft system prepares for the next cycle.
Analysis of damage mechanisms based on the knitting process
The results of monitoring the experimental preparation process for different fabric structures are presented in Figure 5. The experiments demonstrated that the unwinding process of the warp yarn in the warp knitting machine was uniform. The analysis of the knitting action revealed that when the main axis was between 246° and 360° and between 0° and 80°, the motion of the mechanical components led to a significant increase in the guide needle and needle spacing, as well as an accelerated warp yarn consumption rate. At this stage, the warp yarns contact the PMP membrane to form knitting coils, and the formation of underlaps further accelerates yarn consumption. This conclusion is further supported by the fact that when n > 0, the length of the underlap increases, thereby intensifying the interaction between the warp yarn and the PMP membrane.
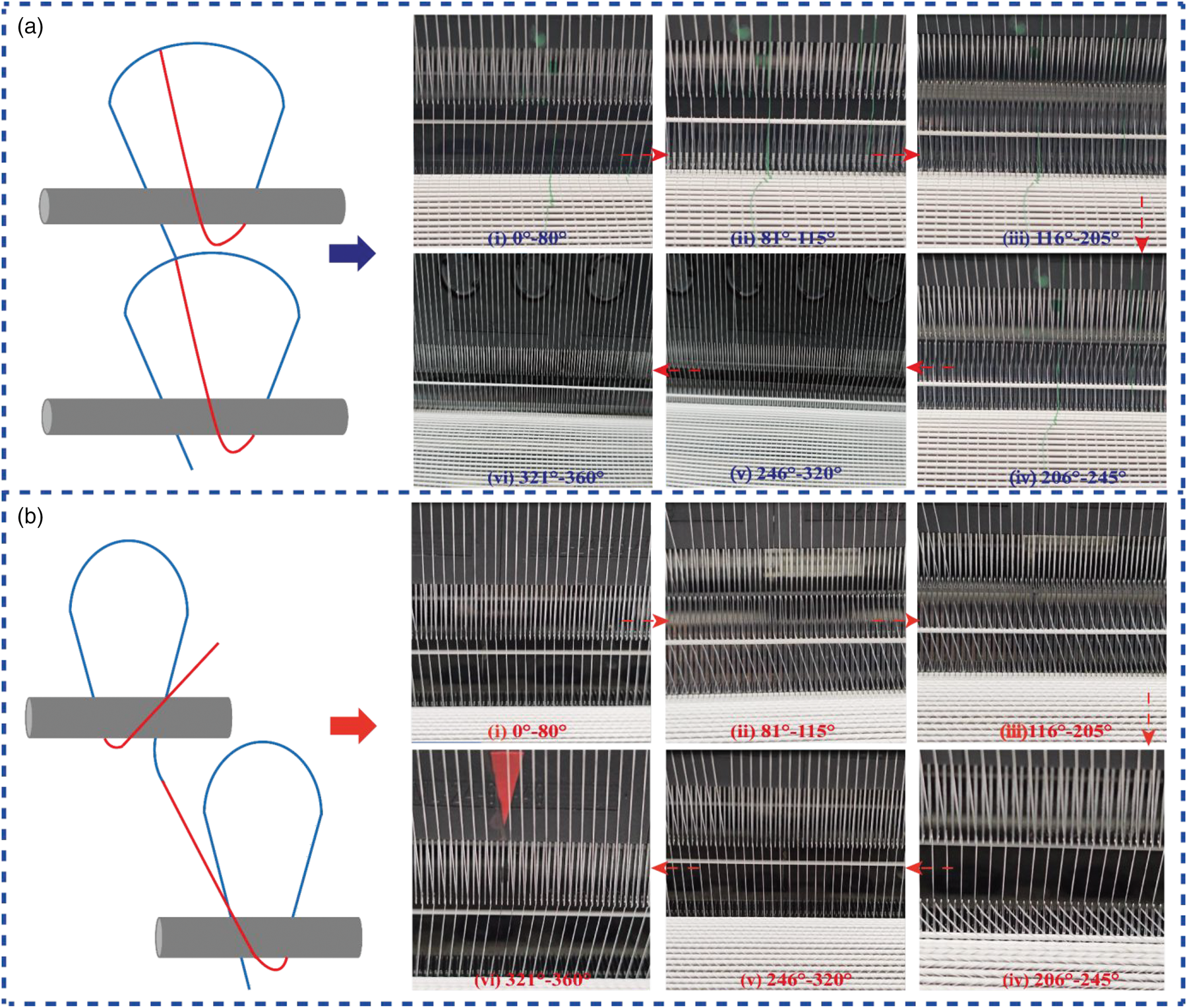
Preparation process of ECMO membrane fabrics under unmediated structure. (a) The pillar stitch and (b) the cord stitch.
Quantitative analysis revealed that C increased from 0.97 mm to 2.42 mm as n increased from 0 to 2. At the underlap stage of the cord stitch structure (Figures 3(e) and 5(a)), the PMP membrane experienced stress at a single contact point. The cord stitch structure (n = 2) was characterized by an increase in C to 2.42 mm, which led to the formation of multiarea friction between the PMP membrane and the warp yarn, resulting in a cumulative stress effect. This triggered the superimposition of stress. Based on the regression model ΔS = 8.23n + 2.17, the fracture strength loss rate increased by 8.23% for each stitch increment in n, confirming that the change in underlap length is a sensitive indicator of knitting-induced damage to the PMP membrane.
Comparative analysis of the structure revealed that the cord stitch structure, with similar and symmetrical coil parameters (A, B, C), effectively distributed the warp yarn tension, resulting in a ΔD of only 7.56% during the coil formation stage (246°–360° and 0°–80°). Under the same conditions, the tricot and cord stitch structures exhibited high ΔD values of 16.85% and 27.22%, respectively, due to insufficient yarn supply caused by the increased C value and asymmetric structure, which resulted in stress concentration. By combining the knitting action with observations of the PMP membrane surface postknitting, it was found that the extended line structure of the tricot and cord stitch structures caused the warp yarns to intersect multiple times at the knitting position. This led to the collapse of the inner lumen of the PMP membrane filaments, a reduction in porosity, and a decrease in gas permeance by 35.22% and 64.72%, respectively. Experimental data indicated that the underlap length was the key factor contributing to knitting damage and the subsequent reduction in mechanical properties in both structure structures.
Conclusion
This study compares the pillar stitch, tricot stitch, and cord stitch to elucidate the regulatory mechanism of warp knitting process parameters on knitting damage to PMP membranes while establishing a framework for low-damage preparation of ECMO membrane fabrics. The key findings are as follows:
During ECMO membrane fabric preparation, the warp yarn of the warp knitting machine undergoes a homogeneous rewinding process, where both the knitting mechanism and mechanical action can lead to an insufficient supply of warp yarn at the loop formation stage (246°–360° and 0°–80°). Simultaneously, significant forces are applied to the warp yarn and PMP membrane, resulting in damage to the PMP membrane at the knitting position and subsequent degradation of its physical properties. In comparative experiments of the three warp knitting structures, the pillar stitch demonstrated optimal mechanical properties and gas permeance retention, with symmetric stress distribution, a minimum underlap length (0.97 mm), a 7.8% loss in breaking strength, a 12.7% decrease in CO2 flux, and a 7.56% reduction in outer diameter compression. Based on the experimental results, an MDI model was developed and analyzed, revealing a nonlinear relationship between the number of underlap needles (n) and the degree of membrane damage. For n = 0, the MDI was 2.17; for n > 0, the MDI increased nonlinearly with n, making it the primary factor contributing to the knitting damage of PMP membranes.
In summary, this study offers a new theoretical framework and process optimization strategy for the low-damage preparation of ECMO membrane fabrics. Future research will be based on real-time tension monitoring results and the damage mechanism of pillar stitch tissue, with the goal of optimizing tension at the tension damage stage using a positive tension compensation scheme to achieve a breakthrough in damage-free technology for the ECMO film fabric preparation process.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.