
Abstract
Heat setting is crucial for knitted fabric finishing but poses challenges for ultrahigh-molecular-weight polyethylene (UHMWPE) knits due to their low melting point (130–148°C). This study presents a ring-spun core–sheath yarn design featuring UHMWPE filaments as the core and aramid 1313 staple fibers as the sheath. This configuration provides thermal protection for the core while enhancing interfiber cohesion and improving knittability. The optimized yarn was knitted into air-layer fabrics and subjected to heat treatments at 110–150°C. Performance was evaluated against pure UHMWPE controls using tensile and tear tests, scanning electron microscopy (SEM), X-ray diffraction (XRD), and transient radial heat-conduction simulations. Results demonstrated superior thermal stability: the composite yarn maintained structural integrity with minimal property changes (wale-direction tensile 1.6%, course-direction 4.7%; tear strength 4.4% and 3.5%), while the control exhibited significant degradation (16%, 34.7%, 24.1%, and 31.8%, respectively). SEM analysis confirmed intact UHMWPE cores, and XRD revealed preserved crystallinity. Heat-conduction simulations showed the sheath extended thermal equilibrium time from 0.015 to 0.31 s, effectively delaying heat transfer to the core. This innovative yarn architecture enables successful heat setting of UHMWPE knits, advancing their potential in protective and functional textile applications.
Ultrahigh-molecular-weight polyethylene (UHMWPE) fibers are recognized as high-performance materials, primarily due to their exceptional strength, lightweight nature, and excellent mechanical properties.1-7 With a density of approximately 0.97 g/cm3, which is slightly lower than that of water, UHMWPE fibers have a tensile strength of 38.6–43.8 MPa and an elastic modulus of 0.69 GPa. 8 These properties give UHMWPE fibers a specific strength and specific modulus significantly higher than those of other common fibers, such as aramids and carbon fibers, under the same mass conditions. 9 Moreover, UHMWPE fibers exhibit excellent chemical stability, resistance to ultraviolet (UV) aging, and good biocompatibility, leading to their widespread use in industries such as aerospace, ballistic protection, and medical devices.10-14
However, despite their impressive mechanical properties, UHMWPE fibers have certain limitations that hinder their broader application. One significant challenge is their relatively smooth surface, which results in low interfiber friction, leading to yarn slippage or fiber breakage during spinning and weaving, negatively affecting fabric stability.15,16 In addition, UHMWPE fibers exhibit poor thermal stability, with a melting temperature range of 130 to 148°C, 17 making it challenging to retain good mechanical properties under typical textile finishing or heat-setting conditions.
To address these issues, researchers have proposed various modification techniques, including plasma treatment, 18 irradiation crosslinking,19,20 chemical coatings, 21 and filler blending modification.22-24 For plasma treatment, Wu et al. employed oxygen plasma treatment to introduce polar functional groups onto the fiber surface, resulting in increased surface roughness and improved wettability. 25 For irradiation crosslinking, Wen et al. employed electron beam irradiation to modify UHMWPE fibers, which induced crosslinking in the amorphous regions and facilitated the formation of a three-dimensional network structure. This crosslinked network restricted the mobility of molecular chains and increased the energy barrier for thermal decomposition, thereby significantly enhancing the thermal stability of the fibers. 26 For chemical coatings, Biradar et al. employed electroless NiP coating to modify UHMWPE fabric, subsequently impregnating it with a shear thickening fluid (STF). This approach significantly enhanced the fabric’s thermal stability under high-temperature conditions and improved its energy absorption capacity. 27
Although these modification techniques are effective to a certain extent, they usually involve high production costs and complex processes, while simultaneously generating serious pollution and compromising the inherent properties of UHMWPE fibers. Therefore, there is an urgent need for a solution that is both environmentally friendly and efficient, and that preserves the excellent properties of UHMWPE fibers.
In practical manufacturing, preserving UHMWPE strength within the 110–150°C range is particularly valuable for knitted fabric heat setting, a routine finishing step used to stabilize dimensions, fix loop geometry, and ensure size repeatability before cutting, linking, and bonding. Enabling heat setting without property loss directly improves the manufacturability of UHMWPE knits for protective and technical apparel.
To address these issues, this study presents the development of a core–sheath composite yarn using ring-spinning technology. The core consists of UHMWPE filaments, while the sheath is made from aramid 1313 short fibers. Aramid 1313 (meta-aramid) exhibits outstanding thermal stability and flame resistance, with a decomposition temperature exceeding 400°C and continuous use at 220°C; its thermal protective performance (>1400 kW·s/m2) makes it well suited to shield UHMWPE during heat setting.28-30 The aramid sheath therefore provides effective thermal insulation to the core, while its added interfiber cohesion helps restrain the UHMWPE filaments, preventing fraying and slightly improving processability during knitting.
To optimize the performance of these composite yarns, a comprehensive evaluation of their surface morphology, strength, hairiness, and evenness at different twist coefficients was conducted to identify the most suitable yarn for fabricating air-layer structured fabrics. These fabrics represent a specialized knitting structure where continuous courses are knitted separately on the front and back needle beds and subsequently connected at specific locations through linking structures, creating enclosed air chambers between the two fabric layers.
Sample fabrication and experimentation
Materials
UHMWPE filament fineness is 75 denier (Nantong Jiuzhou Xingji Co., Ltd., China), aramid 1313 roving has a linear density of 5.8 g/10 m, and the fineness of a single fiber is 1.5 denier, and the length is 51 mm (Changshu Baobang Special Fiber Co., Ltd., China).
Preparation of aramid 1313–UHMWPE composite yarn
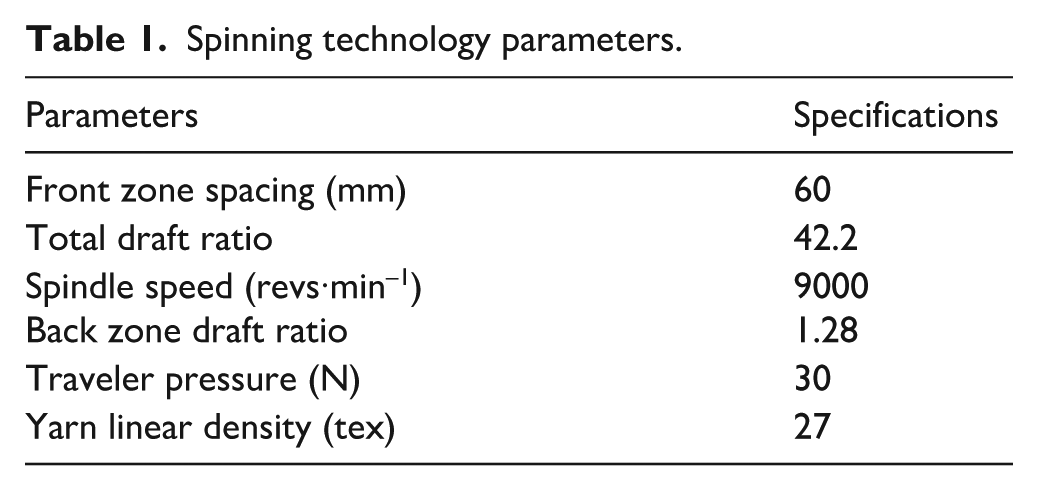
In this study, a tension disk and guide roller were added to the QFA1528 ring spinning frame (Wuxi Seventh Textile Machinery Co., Ltd., China), enabling the UHMWPE filament to unwind from its bobbin and pass sequentially through these devices before arriving at the front nip point. There, it converges with the aramid sliver, and both materials enter a controlled drafting zone. Subsequently, they are twisted together to produce a core–sheath composite yarn. To ensure the UHMWPE filament maintains stable tension during the spinning process, a spring-pressed tension control device was installed between the bobbin and the drafting zone. As shown in Figure 1(c), the device consists of a tensioner body, compression spring, tension disks, and an adjusting bolt. During operation, the filament passes between the tension disks. By rotating the adjusting bolt, the compression level of the spring changes, thereby altering the clamping force between the tension disks. Tightening the bolt increases compression and tension, while loosening reduces it. This setup allows precise control of the filament tension to avoid filament breakage due to excessive tension or slackness caused by insufficient tension, thereby ensuring stable yarn quality and uniform sheath coverage during ring spinning. To select the composite yarn with optimal performance, a series of samples were prepared at three twist coefficients of 300, 320, and 340 for comparative analysis. According to FZ/T 71005–2014, 31 the twist coefficient range for knitting yarns is generally between 290 and 360. However, the selection of twist coefficients is crucial for composite yarn performance and subsequent knitting processing. Insufficient twist coefficients would result in inadequate coverage of UHMWPE filaments by aramid 1313 short fibers, while excessive twist coefficients would generate excessive torsional stress during knitting, causing obvious loop distortion in fabrics after removal from the machine. In preliminary experiments, when using composite yarns with a twist coefficient of 360 for knitting, the fabric exhibited obvious loop distortion after removal from the machine, severely affecting the fabric's appearance and subsequent performance evaluation. Therefore, this study selected three relatively lower twist coefficients of 300, 320, and 340 for comparative analysis to ensure good coverage while maintaining good loop structure and appearance quality of knitted fabrics. A schematic diagram of the preparation of composite yarns is given in Figure 1. Spinning technology parameters are listed in Table 1.
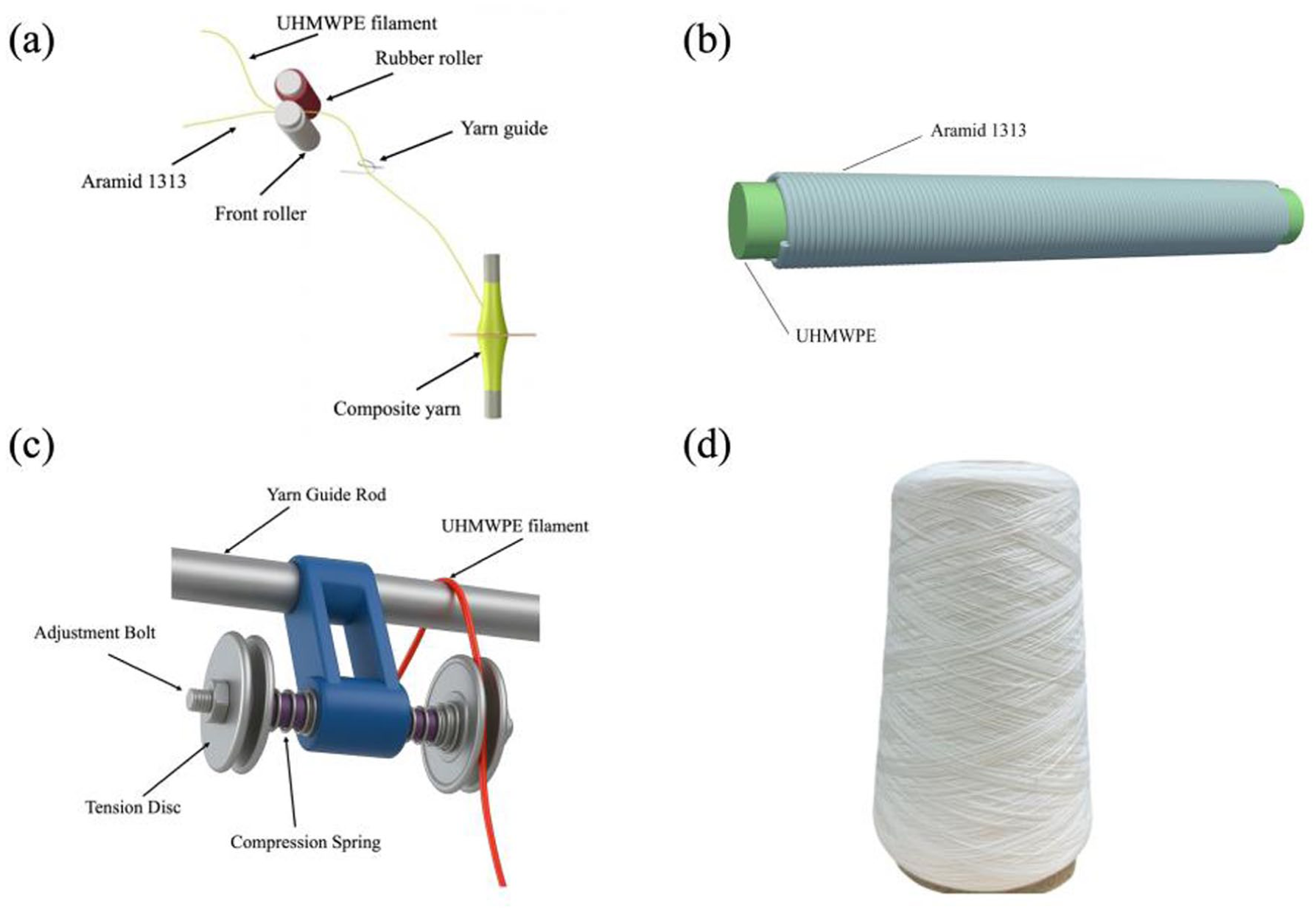
Preparation of composite yarn: (a) spinning principle diagram; (b) schematic diagram of aramid 1313–UHMWPE covering structure; (c) core filament tension control device; (d) actual appearance of composite yarn.
Spinning technology parameters.
Preparation of aramid 1313–UHMWPE composite yarn knitted fabric
A basic air-layer knitted fabric was produced using a Shima Seiki four-needle bed computerized flat knitting machine (ACH2XS153-15G, Shima Seiki Mfg., Ltd., Japan) with a gauge of 15 needles. The structure consists of three courses of plain stitches knitted separately on the front and back needle beds, connected by a double-rib structure to securely join the two fabric layers together, forming a dual-layer air-layer fabric. As shown in Figure 3, the green areas represent the plain stitches on the front needle bed, while the red areas represent those on the back needle bed, and the blue area indicates the double-rib connecting structure. This knitted structure is widely applied in apparel fabrics. Figure 2 shows the preparation of fabrics.
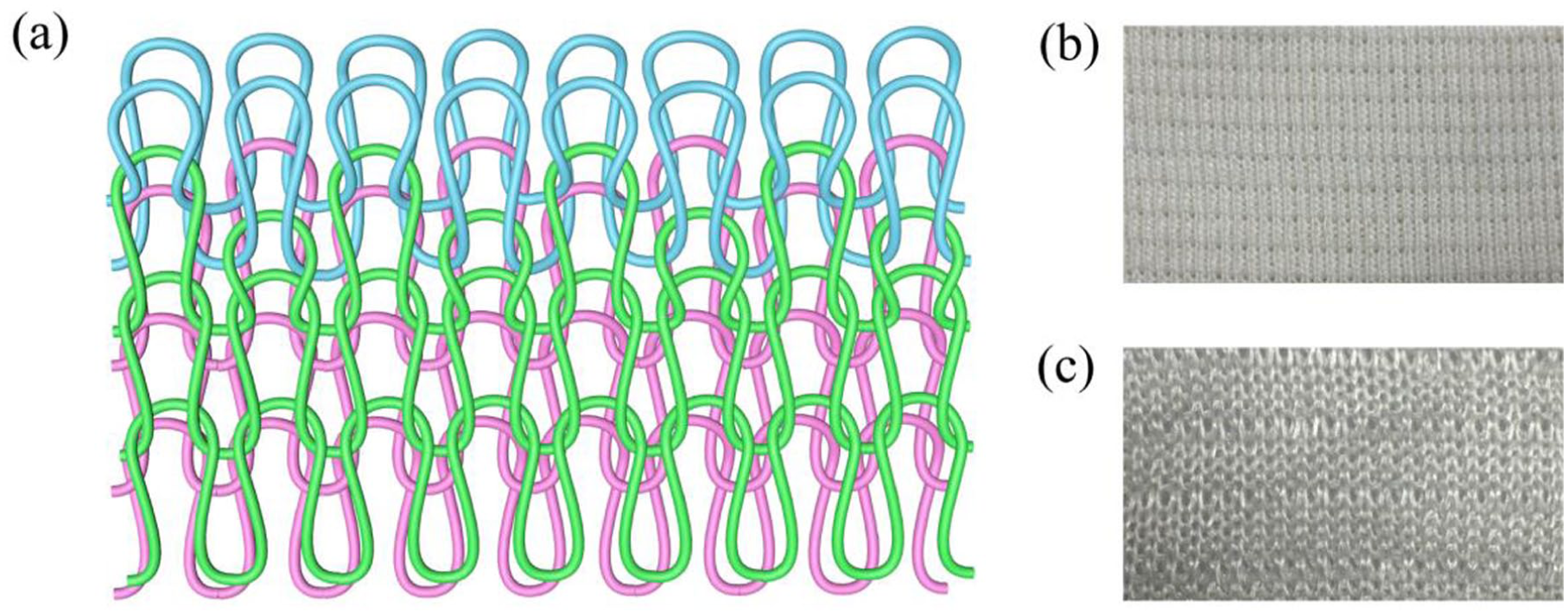
Preparation of fabrics: (a) schematic diagram of fabric structure; (b) the actual appearance of Fabric A; (c) the actual appearance of Fabric B.
In the knitting trials, the fabric produced using aramid 1313–UHMWPE composite yarn was designated as Fabric A. For comparison, Fabric B was knitted using the same structure but with 75D UHMWPE filament yarn, whose filament fineness was consistent with that of the core filament in the composite yarn. The objective was to use the uncovered UHMWPE filament as a control group to evaluate and compare performance differences between the two fabrics under heat treatment, particularly their heat resistance and stability.
Measurement of yarn basic properties
The surface morphologies of three yarns with different twist coefficients were observed using a stereomicroscope (SMZ745T, Nikon Precision Equipment Shanghai Co., Ltd., China).
Tensile tests were conducted on three yarns with varying twist coefficients using an MTS EXCEDE E43 universal testing machine (MTS Industrial Systems Co., Ltd., USA) according to the standard GB/T 14344-2003. 32 For each yarn type, five replicates were tested, and the average values of the results were calculated. The gauge length was maintained at 200 mm, and an extension rate of 50 mm/min was applied. All experiments were performed under controlled conditions at 19°C and 70% relative humidity.
Hairiness measurements were carried out on three yarns with different twist coefficients using a USTER ZWEIGLE HL400 hairiness tester (Uster Technologies Ltd., Switzerland) according to standard FZ/T 01086-2020. 33 All tests were performed under controlled conditions at 19°C and 70% relative humidity. For each yarn type, three tests were conducted using a test length of 100 m, with each test lasting 15 s at a speed of 100 m/min. The average value of the results was subsequently calculated.
Evenness measurements were performed on three yarns with different twist coefficients using a USTER TESTER 5 automatic yarn tester (Uster Technologies Ltd., Switzerland) according to GB/T 3292.1-2008. 34 All tests were conducted under controlled conditions at 19°C and 70% relative humidity. For each yarn type, three tests were carried out using a test length of 100 m, a duration of 1 minute, and a speed of 400 m/min. The average values of the results were subsequently calculated.
Measurement of fabric properties after heat treatment
Fabric A and Fabric B were heat-treated using a pneumatic pressing machine (4C90, Dongguan Zhengke Printing Equipment Co., Ltd., China) at 110, 120, 130, 140, and 150°C for 1 min. These treated fabrics were then prepared for subsequent testing. The thermal treatment duration was set to 1 minute, as this aligns with the common time range used in practical heat setting processes. In preliminary trials, when the treatment time was extended to 2 minutes, the UHMWPE core in the composite yarns began to melt, causing hardening and deformation on the fabric surface. Therefore, a 1-minute duration was chosen to ensure experimental consistency and relevance to real-world applications
The tensile properties of Fabric A and Fabric B after heat treatment were tested according to standard GB/T 3923.1-2013, 35 using an electronic fabric strength tester (YG(B)026ET, Wenzhou Darong Textile Instrument Co., Ltd., China). Fabric specimens were cut into 50 mm × 250 mm strips and mounted between the upper and lower clamps of the tester. The gauge length was set at 100 mm with a test speed of 100 mm/min. For each heat treatment temperature, five tests were conducted for both Fabric A and Fabric B, and the average values were calculated.
The tearing properties of Fabric A and Fabric B were tested according to standard GB/T 3917.2-2009, 36 using the same tester. Rectangular specimens measuring 50 mm × 200 mm were prepared with a 100 mm slit length at the center, starting 25 mm from both edges. The split strips were mounted in the upper and lower clamps of the tester. Tests were conducted with a gauge length of 100 mm and a test speed of 100 mm/min. For each fabric type, five specimens were tested in both the warp and weft directions, and the average values were calculated.
Composite yarns were extracted from untreated Fabric A and from Fabric A heat-treated at 150°C. After removing the outer aramid fibers to separate the UHMWPE core, these samples were labeled as A1 and A2, respectively. In addition, UHMWPE filaments were extracted from Fabric B heat-treated at 150°C and labeled as B1. The surface morphology and microstructure of the resulting yarns were examined using a scanning electron microscope (Hitachi Regulus 8100, Hitachi High-Tech Corporation, Japan) at an accelerating voltage of 2.0 kV and a magnification of 2000×.
For the yarn samples A1, A2, and B1 prepared as described above, X-ray diffraction (XRD) analysis was conducted using a D2 PHASER diffractometer (Bruker AXS GmbH, Germany). The scanning range was set from 5° to 60° at a rate of 5° per minute.
Simulation of radial heat conduction at the yarn level
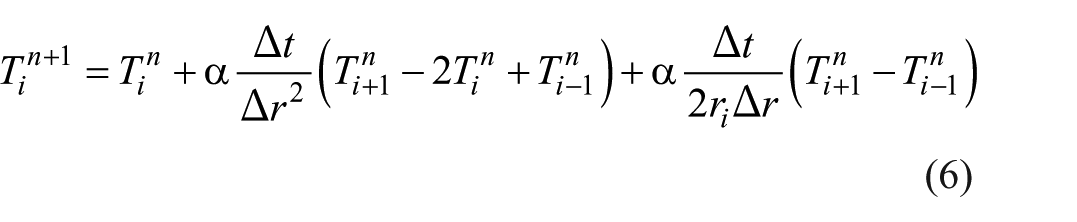
The composite yarn consists of a core layer (UHMWPE) and a sheath layer (aramid 1313) with a coaxial cylindrical cross-section. The transient radial heat conduction equation is expressed as 37

where
The thermal diffusivities for the core

where
The initial and boundary conditions are as follows.
Initial condition:

Center symmetry condition:

which ensures zero heat flux at the center due to radial symmetry.
Core–outer interface conditions:

where
The explicit finite difference method is used to discretize the heat conduction equation. The radial domain is divided into
where
The numerical stability requires

where
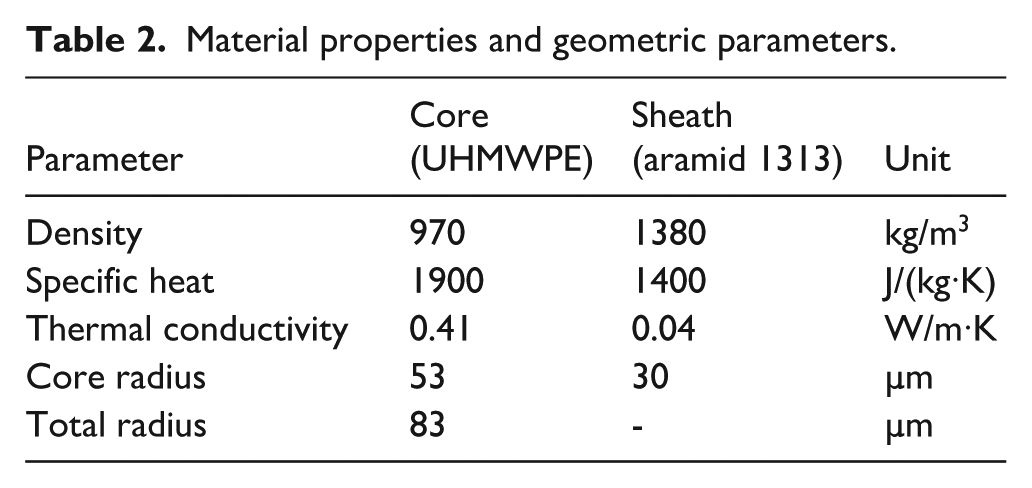
The relevant physical parameters of the materials are listed in Table 2.
Material properties and geometric parameters.
Result and discussion
Simulation results of radial heat conduction
MATLAB was used to solve the heat conduction equation and visualize the results. The simulation was set to compute the temperature profile at each radial position from the center of the yarn to its outer surface over a predefined period. The temperature distribution at specific time intervals was plotted to observe the evolution of the temperature field. The temperature distribution of the two types of yarns at different time steps is shown in Figure 3.
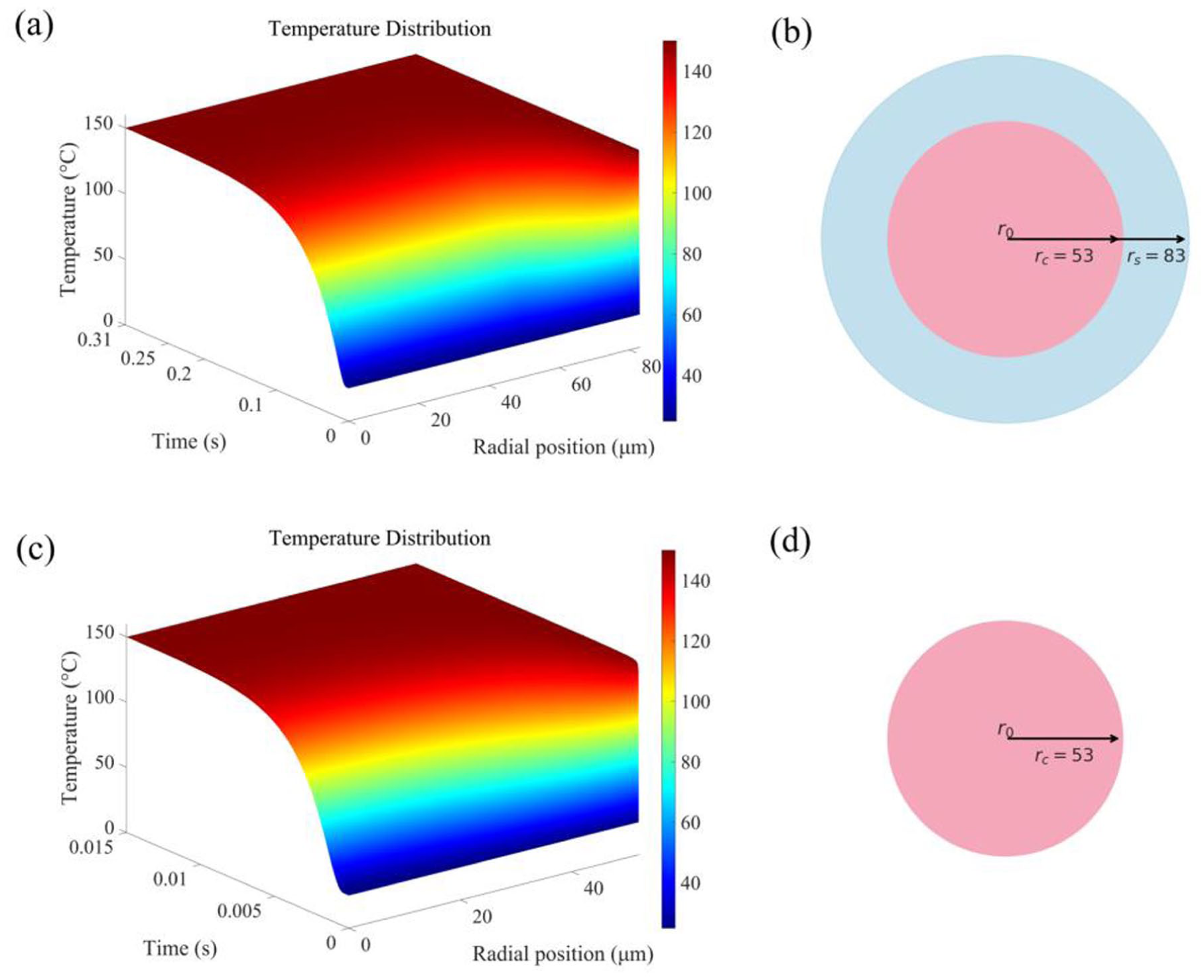
(a) Temperature distribution at different radial positions of composite yarn at various time points. (b) The cross-sectional structure of the composite yarn. (c) Temperature distribution at different radial positions of the UHMWPE filament at various time points. (d) The cross-sectional structure of the UHMWPE filament.
From Figure 3(a), it can be observed that heat transfers rapidly along the radial direction, and the thermal equilibrium time is extremely short. The internal and external thermal equilibrium time of the UHMWPE filament is approximately 0.015 seconds. This rapid thermal equilibrium reflects the high thermal conductivity of UHMWPE, allowing heat to penetrate quickly across the radial direction, leading to a rapid reduction in the radial temperature difference. From Figure 3(c), it is evident that the internal and external thermal equilibrium time of the UHMWPE–aramid 1313 composite yarn is approximately 0.31 seconds, indicating a significantly slower heat transfer rate. At t = 0.015 s, a considerable radial temperature gradient still exists, with the temperature of the sheath layer being significantly higher than that of the core. This demonstrates that the low thermal conductivity of aramid 1313 causes heat to remain localized in the sheath layer, effectively preventing its rapid transfer to the core.
This simulation result highlights that the aramid 1313 sheath layer delays the heat transfer process to the core, thereby significantly reducing the rate of core temperature increase and achieving notable thermal protection performance. Aramid 1313 has a rigid aromatic polyamide molecular chain structure with high molecular chain orientation and relatively low crystallinity, which limits the effective propagation pathways of phonons. In contrast, UHMWPE has flexible polyethylene molecular chains, and the molecular structure differences between these two materials create significant thermal resistance at the interface. 38 The UHMWPE–aramid interface exhibits interfacial thermal resistance effects, where phonon scattering occurs due to the distinct differences in phonon spectra, molecular vibration modes, and thermophysical parameters between the two polymers, leading to hindered heat conduction. 39 Furthermore, the lower thermal diffusivity of aramid 1313 enables it to store more heat during heating while experiencing relatively slower temperature rise, forming a thermal capacity buffer layer that delays the heat transfer rate to the core UHMWPE. 40 Meanwhile, the sheath layer restricts the disordered movement of UHMWPE molecular chains under thermal excitation through geometric constraints, maintaining the stability of its crystal structure. 41 These molecular-level mechanisms work together to extend the thermal equilibrium time of the composite yarn from 0.015 seconds for pure UHMWPE to 0.31 seconds, providing effective thermal protection for the UHMWPE core.
Basic properties of yarns
Figures 4(a), (b), and (c) show the surface morphologies of yarns with twist coefficients of 300, 320, and 340, respectively, all exhibiting excellent covering states with no core exposure. As the twist coefficient increased, the yarn surface hairiness gradually decreased, and Figure 4(d) demonstrates that the overall tensile strength of the composite yarns also improved with a higher twist coefficient. Moreover, Figure 4(e) shows that the hairiness metric steadily improved, while Figure 4(f) confirms that the evenness metric also enhanced with increasing twist coefficient. Considering the consistent improvements in all performance parameters within these three twist coefficient intervals, a twist coefficient of 340 was selected as the optimal value for subsequent preparation. It is noteworthy that compared to traditional UHMWPE fiber modification methods (such as plasma treatment, irradiation crosslinking, and chemical coatings), the core–sheath composite yarn design adopted in this study demonstrates significant environmental and efficiency advantages. This method avoids the use of harmful solvents and reagents in chemical processing, eliminating environmental issues such as wastewater treatment and toxic gas emissions. Meanwhile, ring spinning, as a mature industrial technology, requires no additional specialized equipment investment and offers high production efficiency. More importantly, this physical combination method completely preserves the intrinsic properties of UHMWPE fibers, avoiding potential molecular structure damage and property losses that may result from chemical modifications, thus achieving the dual objectives of performance enhancement and environmental friendliness.
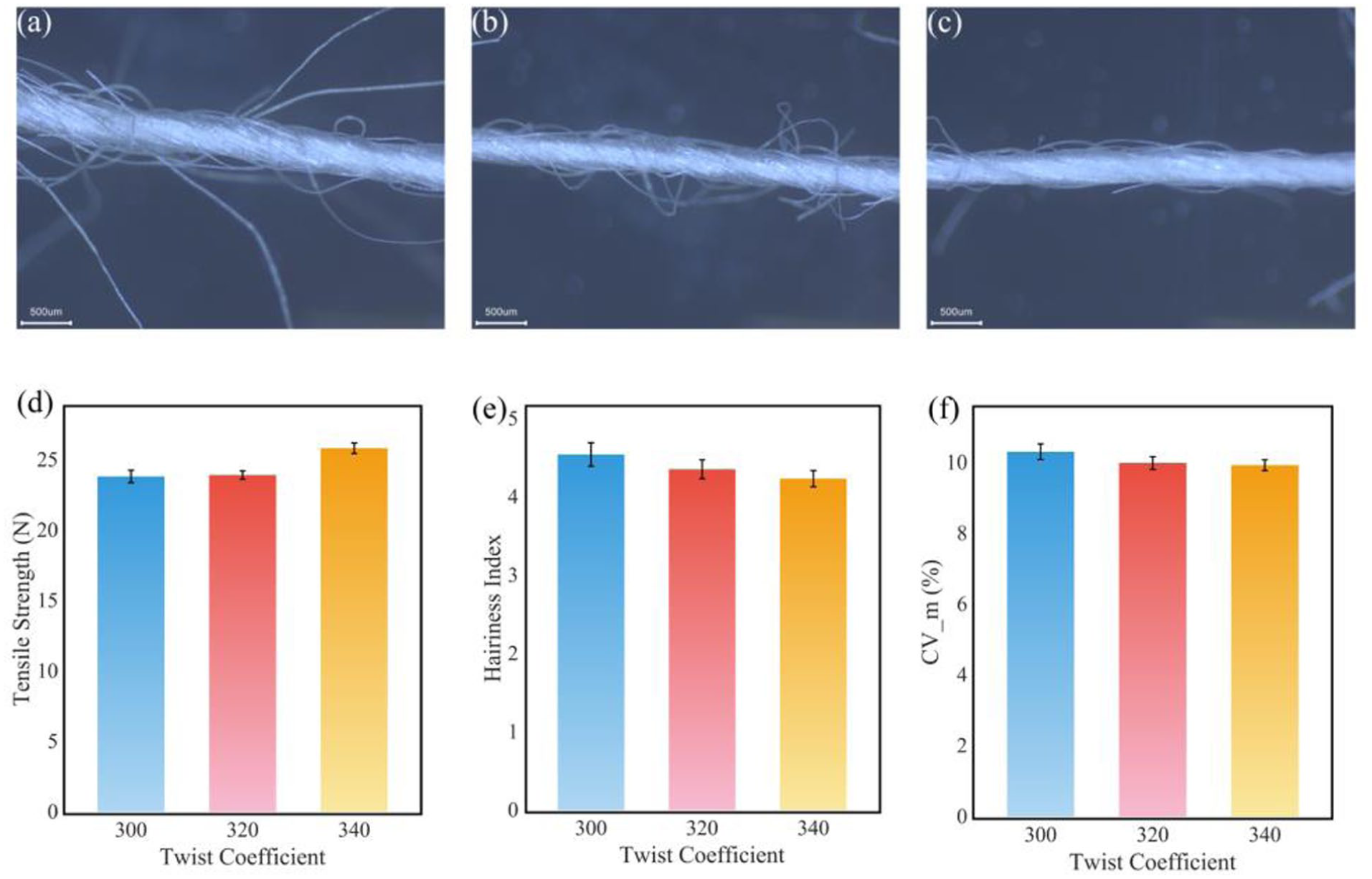
(a) The yarn surface morphology at a twist coefficient of 300. (b) The yarn surface morphology at a twist coefficient of 320. (c) The yarn surface morphology at a twist coefficient of 340. (d) Tensile strength of yarns with different twist coefficients. (e) Hairiness index of yarns with different twist coefficients. (f) Evenness of yarns with different twist coefficient.
Comparison of fabric properties after heat treatment
Surface appearance
Figure 5(a) shows the state of Fabric A after heat treatment at different temperatures, while Figure 5(b) shows the state of Fabric B after the same treatment. As shown in Figure 5(a), Fabric A maintained a stable appearance across all heat treatment temperatures. It exhibited no significant dimensional changes and retained a smooth and uniform surface. This stability is likely due to the protective effect of the aramid sheath, which prevents deformation of the UHMWPE core under heat.
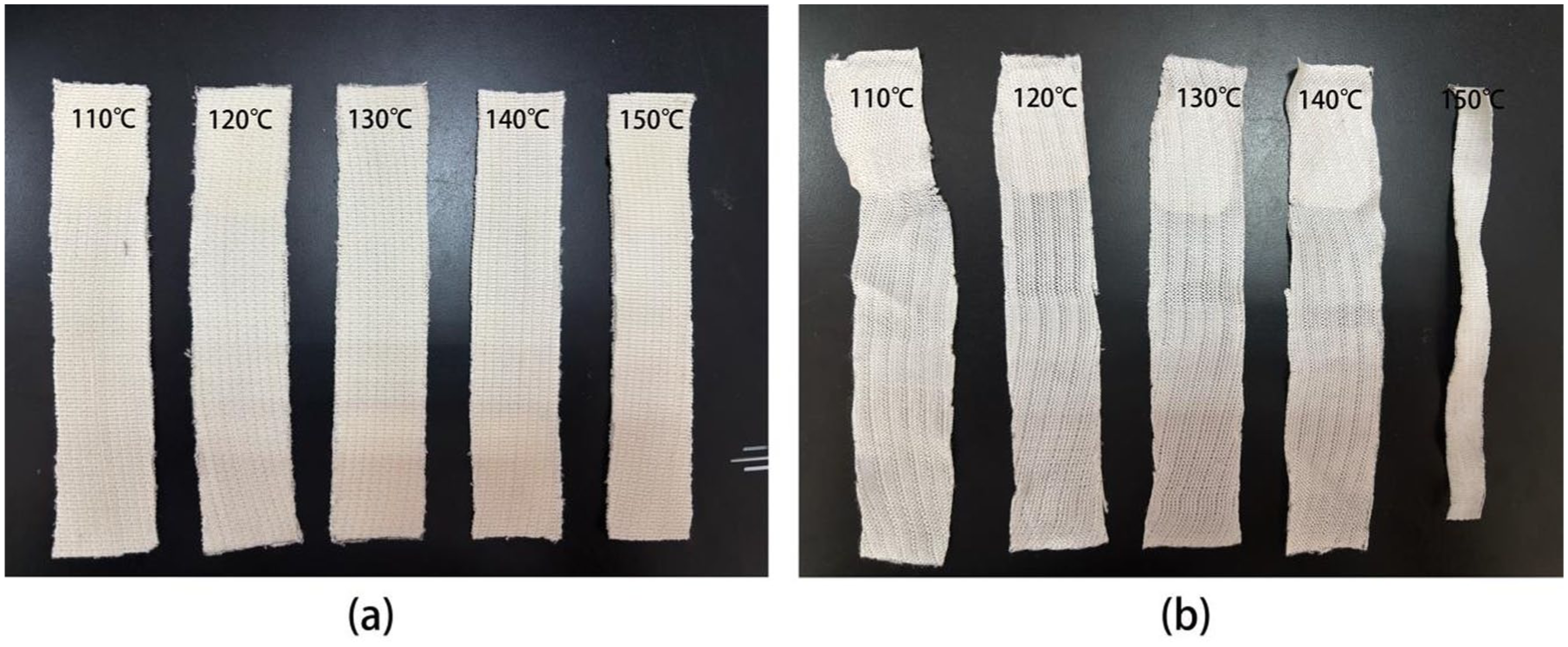
(a) Post-heat treatment states of Fabric A under different temperature conditions. (b) Post-heat treatment states of Fabric B under different temperature conditions.
In contrast, as shown in Figure 5(b), Fabric B exhibited an unstable appearance at all temperatures. Visible wrinkling appeared on the fabric surface, even at lower heat treatment temperatures. At 150°C, the changes became more pronounced. Fabric B showed significant shrinkage in both the transverse and longitudinal directions, and its surface became completely hardened. This behavior can be attributed to the lower thermal stability of pure UHMWPE, which lacks the thermal insulation provided by the aramid sheath in Fabric A.
Tensile properties
Due to significant dimensional and surface morphological changes observed in Fabric B after thermal treatment at 150°C, tensile strength tests were not conducted for this fabric. As shown in Figure 6, after thermal treatment both fabrics exhibit distinct tensile performance in the wale and course directions.
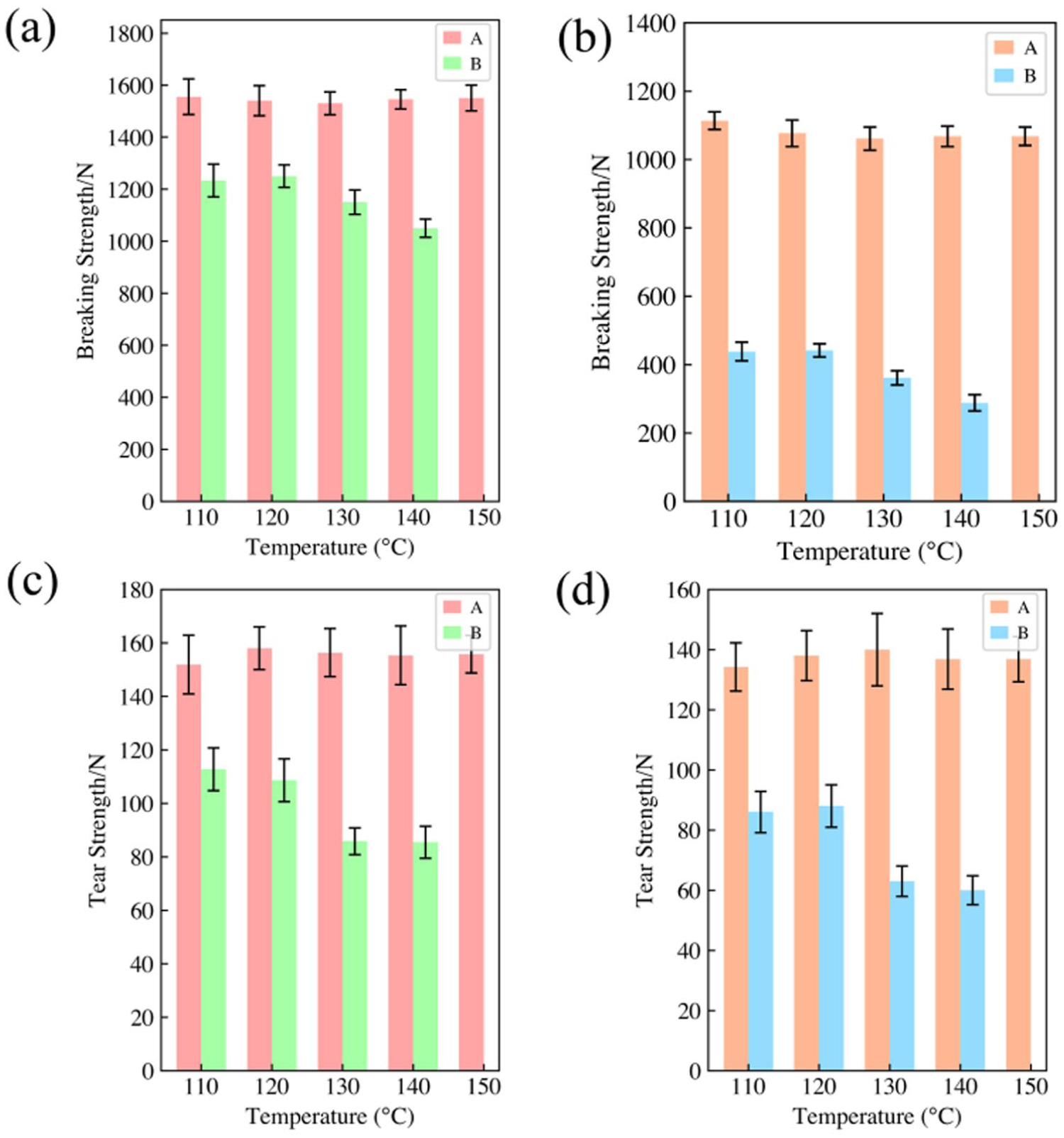
(a) Effect of temperature on the breaking strength of Fabrics A and B in the course direction. (b) Effect of temperature on the breaking strength of Fabrics A and B in the wale direction. (c) Effect of temperature on the tear strength of Fabrics A and B in the course direction. (d) Effect of temperature on the tear strength of Fabrics A and B in the wale direction.
In the course direction, as shown in Figure 6(a), Fabric A exhibited a slight decrease in average breaking strength from 1114 to 1060 N within the temperature range of 110–130°C, followed by a minor recovery to 1068 N at 150°C, representing an overall variation of 4.7%. Concurrently, Fabric B displayed a significant declining trend in average breaking strength beginning at 130°C, decreasing from a maximum of 441 N at 120°C to 288 N at 140°C, constituting an approximate reduction of 34.7%.
In the wale direction, as illustrated in Figure 6(b), Fabric A maintained relatively stable average breaking strength values across different temperature ranges, fluctuating minimally between 1530 and 1555 N, with a variation of approximately 1.6%. Conversely, Fabric B demonstrated considerable instability in average breaking strength across temperature ranges, measuring 1233 N at 110°C, slightly increasing to 1250 N at 120°C, but subsequently declining significantly to 1150 N at 130°C and further to 1050 N at 140°C, representing an overall reduction of approximately 16% compared with its maximum value.
These findings demonstrate that the core–sheath structure, where UHMWPE serves as the core and aramid 1313 as the sheath, is critical for maintaining fabric tensile strength after heat treatment. The aramid sheath performs a dual role: it acts as an effective thermal barrier, slowing down the heat transfer to the UHMWPE core, and it reinforces the composite yarn by limiting molecular chain slippage and preserving the core’s crystallinity. This protective effect is evident in the fabric tensile tests, where Fabric A retains nearly constant tensile strength over a wide temperature range, in stark contrast to Fabric B, which shows significant degradation.
Moreover, the aramid sheath not only safeguards the UHMWPE filaments at the yarn level but also contributes to the overall fabric integrity by promoting uniform stress distribution and enhancing interyarn bonding during fabric formation. In pure UHMWPE fabrics, the lack of this reinforcement results in increased chain mobility, reduced crystallinity, and weakened interfiber interactions, which lead to marked mechanical deterioration when subjected to heat. Thus, the integration of aramid 1313 in the composite yarn significantly mitigates thermal degradation and ensures that the final fabric maintains its structural and mechanical properties, underscoring the importance of the core–sheath design for high-temperature applications.
Tearing properties
No wale direction or course direction strength measurements of Fabric B were recorded at 150°C due to significant dimensional and surface morphological changes induced by thermal treatment. As illustrated in Figure 7(a), Fabric A maintained relatively stable average course direction tear strength over the temperature range of 110–150°C, varying between 134 and 139 N, with overall fluctuations of approximately 3.5%. In contrast, the course direction tear strength of Fabric B decreased markedly, with the average value dropping from 88 N at 120°C to 60 N at 140°C: a reduction of roughly 31.8%. Notably, a significant decrease in strength was already observed at 130°C, indicating that Fabric B begins to deteriorate at relatively lower temperatures.
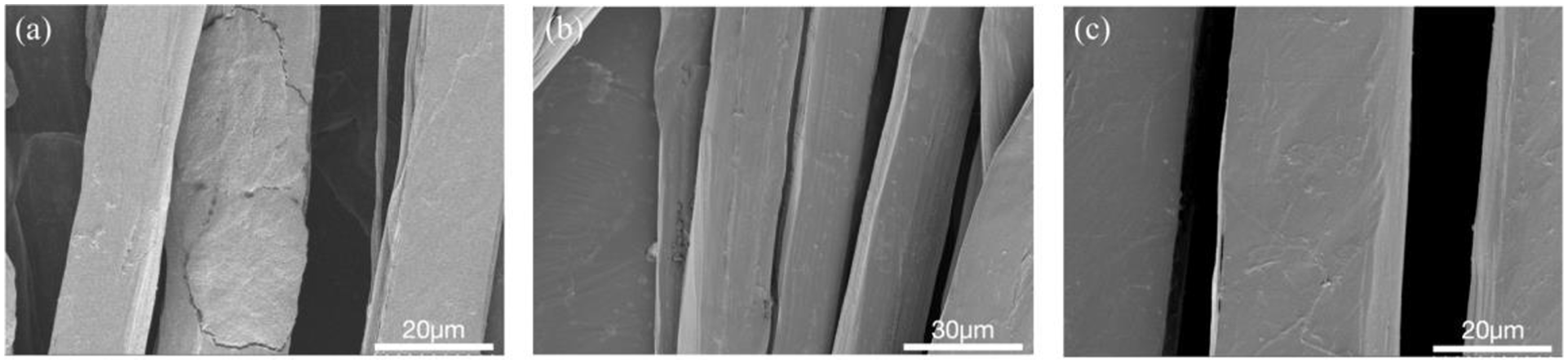
(a) Surface morphology of B1 (pure UHMWPE after 150°C treatment). (b) Surface morphology of A1 (UHMWPE core from composite yarn, untreated). (c) Surface morphology of A2 (UHMWPE core from composite yarn after 150°C treatment).
Similarly, as shown in Figure 6(c), Fabric A exhibited excellent stability in wale direction tear strength, with average values remaining virtually unchanged, ranging from 151 to 158 N (approximately 4.4% variation) across the tested temperature range. In comparison, as shown in Figure 6(d), the wale direction tear strength of Fabric B decreased from approximately 112 N at 110°C to 85 N at 140°C, corresponding to a reduction of about 24.1%. These results clearly demonstrate that, without the protective layer of aramid 1313 in the core–sheath structure, Fabric B is more susceptible to thermal degradation and exhibits significant mechanical performance deterioration beginning at approximately 130°C.
Surface morphology of UHMWPE fibers from different fabrics
Figure 7(a) shows the morphology of B1. Severe cracks are clearly visible on the fiber surface. These breakages suggest severe structural damage in UHMWPE when exposed to elevated temperatures without any protective covering.
Figure 7(b) displays the morphology of A1. The surface appears smooth and compact, showing no cracks or delamination. This uniform appearance indicates that the Aramid 1313 covering maintains fiber integrity under normal conditions. Figure 7(c) presents the morphology of A2. Compared with the untreated sample, The fiber surface remains intact and undamaged, which confirms the thermal protection offered by aramid 1313.
These observations demonstrate that the Aramid covering in Fabric A effectively safeguards the internal UHMWPE filaments at high temperatures. This protection involves two primary mechanisms. First, the high thermal stability of aramid 1313 serves as a barrier, preventing direct heat transfer to the UHMWPE core. Second, the aramid sheath provides mechanical support thanks to its high modulus, inhibiting excessive molecular movement or chain slippage in UHMWPE at elevated temperatures. The tensile modulus of meta-aramid exhibits a wide range, typically from 3–12 GPa, with crystalline regions showing values of 11.7–12.3 GPa and amorphous regions displaying lower values of 2.8–6.0 GPa, depending on temperature (343–423 K) and structural arrangement, 42 thus providing effective mechanical support. Consequently, the composite yarns in Fabric A experience minimal structural degradation even after heating.
In contrast, the UHMWPE fibers in Fabric B do not have this protective layer. They experience significant heat damage, as shown by the cracks and fragments breaking off in Figure 7(a). Without aramid 1313, heat spreads more quickly through the UHMWPE fibers, causing them to break down faster. This leads to severe damage.
XRD analysis of UHMWPE fibers from different fabrics
Figure 8(a) displays the XRD patterns of three yarn samples under varying conditions, while Figure 8(b) shows the corresponding crystallinity values calculated through peak deconvolution area integration method. The black curve corresponds to sample A1, the red curve to sample B1, and the blue curve to sample A2.
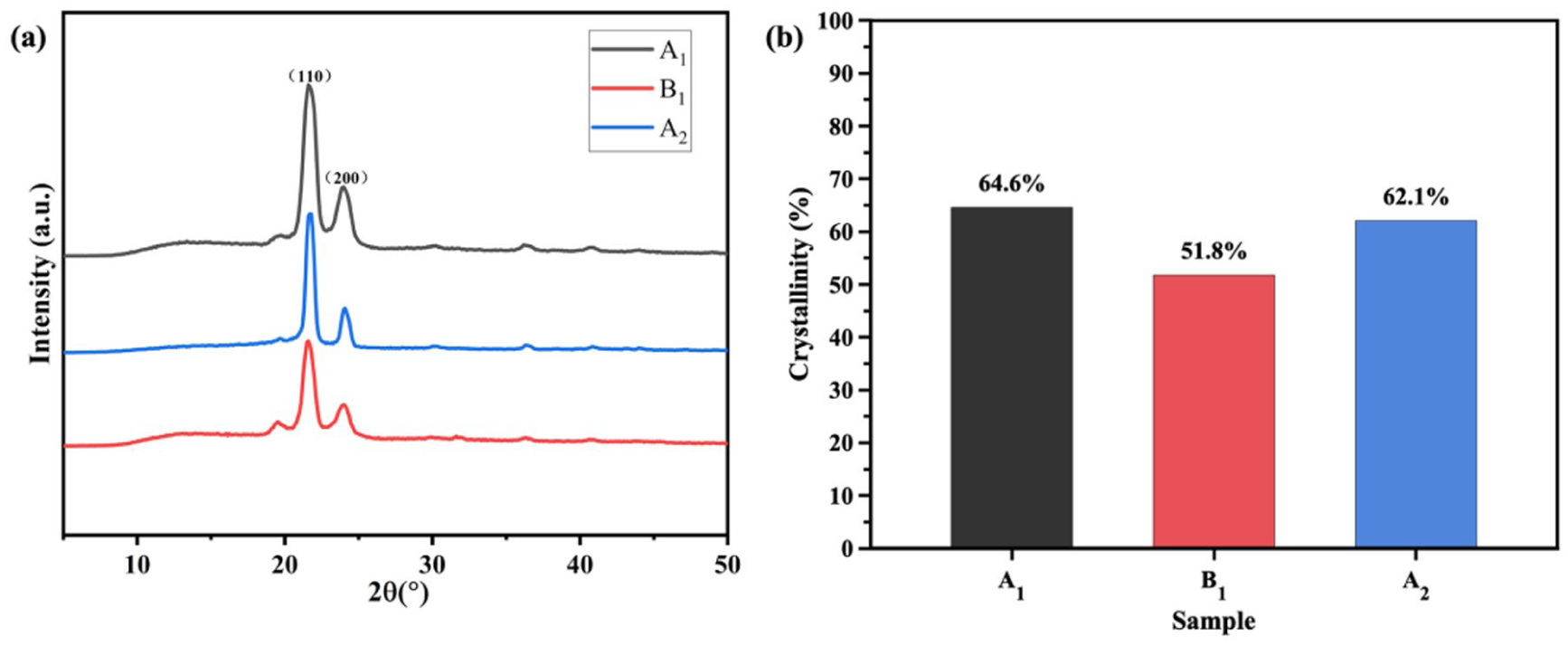
(a) XRD patterns of fibers at different temperatures. (b) Crystallinity comparison of different samples.
From the XRD analysis in Figure 8(a), sample A1 exhibits sharp characteristic peaks near 2θ ≈ 21° and 23°, corresponding to the (110) and (200) planes of UHMWPE, 43 with a crystallinity of 64.6%. Sample B1 shows significantly broadened and weakened diffraction peaks, where the peak broadening indicates reduced crystal size and increased structural defects, with crystallinity significantly decreased to 51.8%, a reduction of 19.8% compared to the untreated sample. Sample A2, although showing slightly reduced peak intensity, still maintains relatively sharp peak profiles with a crystallinity of 62.1%, only 3.9% lower than the untreated sample. The quantitative crystallinity analysis results shown in Figure 8(b) clearly confirm the protective effect of the composite yarn structure. Pure UHMWPE fibers (B1) experienced significant crystallinity loss after heat treatment at 150°C, while the UHMWPE core in the composite yarn (A2) maintained a relatively stable crystalline structure under the same conditions. In addition, no new diffraction peaks appeared in any samples, indicating that no new crystalline phases or major degradation products formed during heat treatment. These quantitative analysis results demonstrate that the aramid 1313 sheath effectively inhibits the movement and rearrangement of UHMWPE molecular chains at high temperatures by providing thermal barrier and mechanical constraint, thereby maintaining the integrity of its crystalline structure.
Conclusion
This study successfully fabricated composite yarns with an UHMWPE core and an aramid 1313 sheath, which were subsequently woven into knitted fabrics. A series of experiments and numerical simulations were conducted to systematically evaluate their performance under high-temperature conditions. The results indicate the following.
Superior mechanical performance. Within the temperature range of 110–150°C, the composite yarn fabrics exhibited exceptional stability in both warp and weft directions in terms of tensile and tear strength, far surpassing the performance of pure UHMWPE fabrics.
Significant enhancement in thermal stability. SEM and XRD analyses confirmed that the aramid 1313 sheath not only delays heat transfer to the UHMWPE core but also effectively restricts molecular chain mobility, thereby maintaining a high degree of crystallinity and preventing structural degradation induced by high temperatures.
Clear thermal conduction mechanism. Numerical simulations revealed that the composite structure significantly extends the time required for thermal equilibrium within the yarn, thereby providing effective thermal protection to the UHMWPE core.
In summary, the aramid 1313–UHMWPE composite yarns and their corresponding fabrics exhibit outstanding mechanical performance and structural stability under high-temperature conditions, offering an effective and feasible material solution for high-temperature applications. However, several challenges must be addressed for successful industrial-scale production. The relatively high cost of aramid 1313 fibers may affect the economics of the final product, and the spinning efficiency of the core–sheath structure in ring spinning requires further optimization to ensure production continuity and consistency. Future studies should focus on exploring combinations with other high-performance fibers to develop diverse core-sheath composite yarns with tailored properties, while simultaneously addressing cost-effectiveness and process scalability. In addition, establishing comprehensive thermal conduction models for this type of core–sheath structured yarn fabrics would provide theoretical guidance for optimizing thermal protection performance and predicting material behavior under various temperature conditions.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support from the Fundamental Research Funds for the Central Universities (grant numbers JUSRP123005 and JUSRP122003), the Natural Science Foundation of Jiangsu Province (grant number BK20231056).
Data availability
No data were used for the research described in the article.