
Abstract
Water intensive textile pretreatment processes require substantial freshwater and chemical consumption, and reuse strategies have predominantly focused on dyeing rather than upstream operations such as scouring and bleaching. In this study, a circular pretreatment approach is proposed by directly reusing electrochemically decolorized reactive dye baths in cotton scouring and bleaching processes. Reactive Blue 222 dye baths (0.1 g/L) were treated under optimized electrochemical conditions (3 A, 30 min, 20 g/L NaCl, 5 g/L Na2CO3), achieving 95–97% color removal while maintaining alkaline conditions suitable for immediate reuse. The type of anode significantly influenced process performance, with iron electrodes providing the highest scouring and bleaching efficiencies. Scouring performance reached a vertical wicking height of 12.6 cm, corresponding to 105% of conventional treatment, while bleaching achieved Stensby whiteness values up to 76.7, representing 97% of conventional bleaching efficiency. In addition, increasing hydrogen peroxide or stabilizer dosage did not result in a significant improvement in bleaching performance, indicating that chemical inputs can be reduced without compromising efficiency. Overall, the proposed approach enables the elimination of freshwater usage, reduction of chemical consumption, effective color removal, and preservation of textile performance. The direct reuse of electrochemically treated dye baths in pretreatment processes represents a practical and scalable strategy for sustainable and circular textile manufacturing. These findings highlight the potential of electrochemical treatment as an integrated solution for water reuse and environmental impact reduction in industrial textile applications.
Water scarcity and pollution have become among the most critical global challenges of the 21st century, particularly in water intensive industries such as textiles.1–3 The textile sector is one of the largest consumers of fresh water and generators of complex effluents containing dyes, surfactants, salts, and organic and inorganic auxiliaries,4-6 During dyeing, printing, scouring, and bleaching operations, vast quantities of water are consumed (often exceeding 70–100 L/kg of finished fabric) leading to effluent discharges characterized by intense coloration, high salinity, and chemical oxygen demand (COD).7,8 These effluents are often recalcitrant to conventional biological treatments because of the stability of modern synthetic dyes and the presence of aromatic compounds, surfactants, and heavy metals.9,10 The uncontrolled discharge of dye effluents reduces light penetration in water bodies, hinders photosynthesis, and introduces mutagenic or carcinogenic compounds into the environment, causing severe ecological imbalance.11,12 Consequently, the development of efficient, cost-effective, environmentally friendly wastewater treatment and reuse strategies has become a major priority for sustainable textile production.9–11
Traditional treatment approaches such as coagulation, flocculation, adsorption, or membrane filtration can effectively remove part of the contaminant load, but these techniques often involve high operational costs, secondary sludge generation, and limited pollutant degradation.13–15 In contrast, electrochemical technologies (including electrocoagulation, electrooxidation, and electroflotation) have emerged as promising alternatives for the degradation of complex dye molecules and the simultaneous removal of organic and inorganic impurities.16–18 These methods rely on the in situ generation of reactive species (e.g., hydroxyl radicals, chlorine species) and sacrificial anode dissolution (e.g., iron or aluminum hydroxides), which promote coagulation, oxidation, and precipitation processes within the same reactor system.19,20 Electrochemical treatments have proven effective for the decolorization of reactive, acid, and disperse dyes, achieving up to 95–99% color removal under optimized conditions with relatively low energy consumption.21,22
Numerous researchers have explored the reuse of electrochemically treated textile effluents in subsequent dyeing operations. López Grimau et al.17,18 demonstrated that electrochemical decolorization enables the recovery of both water and salt from reactive dye baths for continuous reuse, substantially reducing salinity and water footprint. Buscio et al. 13 combined nanofiltration and electrochemical oxidation to obtain high-quality permeates suitable for multiple reuse cycles in cotton dyeing. Similarly, Pinto et al. 19 achieved effective removal of organic pollutants from wool dyeing effluents using boron-doped diamond (BDD) anodes, while Silva et al. 12 applied electrochemical advanced oxidation processes as a polishing step, generating discharge quality water compatible with textile reuse.
Despite these advances, the application of treated effluents in pretreatment processes such as scouring and bleaching must account for the chemical requirements of these stages, which commonly involve oxidative agents and controlled reaction conditions. 23 Pretreatment is crucial for improving fiber wettability, removing natural waxes, and achieving the desired whiteness before dyeing. 24 However, scouring and bleaching are also among the most resource intensive operations in textile manufacturing, typically performed in highly alkaline or oxidative baths containing sodium hydroxide, hydrogen peroxide, and complexing agents. 25 According to Karmakar, 26 these steps alone can account for up to 35% of total water use and 25% of the chemicals consumed in cotton finishing. Therefore, reusing decolorized dye baths in these stages could drastically reduce both freshwater intake and chemical usage, contributing to circular water management within textile mills.27,28
Electrochemical decolorization offers several intrinsic advantages for such reuse. First, reactive dye baths are already alkaline, and electrochemical oxidation can operate efficiently at these pH levels, eliminating the need for further neutralization. 29 Second, sacrificial anodes such as iron may release Fe2+/Fe3+ ions that act as catalysts in Fenton-like reactions, potentially enhancing hydrogen peroxide decomposition during bleaching and promoting oxidation of residual organic matter. 30 Moreover, the hydroxide flocs formed during electrolysis can adsorb hydrophobic impurities, thereby facilitating improved scouring efficiency and hydrophilicity of cotton fabrics.31,32
In addition to oxidation mechanisms, electrocoagulation inherently leads to the formation of metal hydroxide flocs (e.g., Fe(OH) x and Al(OH)3), which play a significant role in pollutant removal. These flocs can adsorb dissolved organic matter, dyes, and hydrophobic impurities, contributing to overall treatment efficiency. However, this process also results in sludge generation, which requires appropriate handling and disposal. Although sludge production was not quantitatively evaluated in this study, its formation is an inherent aspect of the electrocoagulation process and should be considered in large-scale applications.
Although numerous studies have demonstrated the feasibility of reusing electrochemically treated dye baths in subsequent dyeing processes, the application of such treated baths in cotton pretreatment operations, particularly in scouring and bleaching, has not been systematically investigated. The present study aims to evaluate the feasibility of reusing reactive dye baths treated via electrochemical decolorization in scouring and bleaching processes. Different anode materials (iron, stainless steel, graphite, and aluminum) were tested to determine their influence on color removal, bath chemistry, and subsequent fabric performance. Scouring efficiency was assessed by vertical wicking tests to measure hydrophilicity, while bleaching effectiveness was quantified through Stensby whiteness indices. 23 The research also examined the impact of additional parameters (such as sodium hydroxide concentration, hydrogen peroxide dosage, and stabilizer use) on overall performance. The results of this study not only validate the feasibility of such reuse but also provide a scalable framework for industrial water recycling that supports the transition toward a circular and sustainable textile economy.
Materials and methods
Electrochemical method (electrocoagulation, electrooxidation, and electroflotation) and experimental setup
The experimental studies were conducted in a reactor with an average volume of 1 L (dimensions of 100 mm × 100 mm × 100 mm and an effective volume of approximately 1 dm3). During processing in the reactor, only 10 mL of evaporation was observed in a 1000-mL volume, and the reduction of approximately 1% was negligible.
The reactor (Figure 1) consists of a single-cell anode and cathode connection and is connected to a direct current power supply. The dye bath was prepared experimentally, with the cathode fixed and stainless steel preferred, while the anode type was varied. The types of electrodes used in the electrochemical processes include iron, aluminum (1100), steel (420 (1.4034, X46Cr13) grade), and graphite. During the electrochemical treatment of reactive dyes, the pH was maintained between 10 and 12, the temperature was 25°C, and the interelectrode distance was fixed at 1 cm. The anode and cathode dimensions are 3.5 cm in width and 7 cm in length. After the electrochemical treatment, filtration was performed using coarse filter paper.
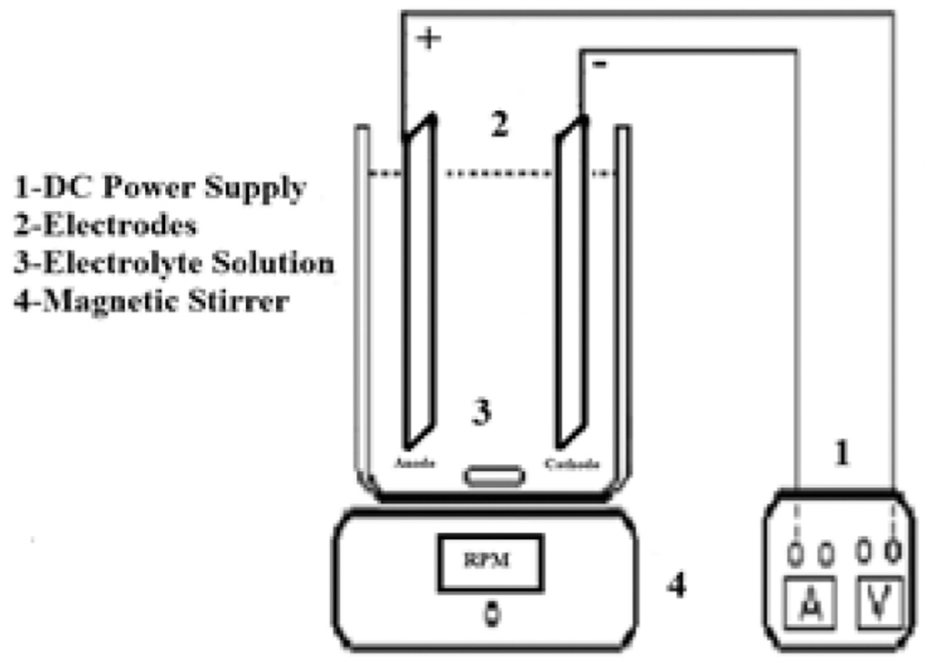
Single-cell electrochemical system.
Type of fabric used
The fabric used was Ne 10/1 plain weave (same warp and weft yarn) 100% raw cotton fabric (150 g/m2).
Chemicals
All chemicals used in the present study were of analytical grade. Sodium chloride (NaCl), sodium sulfate (Na2SO4), sodium hydroxide (NaOH), hydrogen peroxide (H2O2), and sodium carbonate (Na2CO3) were supplied by Tekkim Chemical. Sodium chloride and sodium sulfate were used as salting-out agents and for adjusting the ionic strength during dyeing and pretreatment processes. Sodium hydroxide was employed in scouring, desizing, and pH adjustment. Hydrogen peroxide served as the bleaching agent for the removal of natural and residual colorants. Sodium carbonate, commonly known as soda ash, was used in washing, pH adjustment, and as an alkali source in textile processing.
Verolan C155 sequestering agent, obtained from Rudolf Duraner, is an organic sequestering agent used in demineralization processes that binds metal ions and hard-water salts in the bath. RUCO®-STAB-DST, sourced from Rudolf Duraner, is a hydrogen peroxide stabilizer used in the peroxide bleaching of cotton and its blends in textile products, commonly used in all known discontinuous bleaching methods. RUCOWET® ALC is a highly effective wetting and washing agent for all types of textile fibers.
Scouring process
This process enhances the scouring of fabrics by promoting the saponification of fats and waxes in an alkaline condition. To enable the reuse of the decolorized dye bath, the solution obtained after the electrochemical treatment was processed according to the exhaustion method for 30 min, following the addition of raw fabric, wetting, sequestering agent, and sodium hydroxide. The scouring process was then applied by utilizing the initial alkaline condition. 26
Bleaching process
The hydrogen peroxide (50%) bleaching was carried out at 95°C for 45 min using 1 mL/L wetting agent, 1.5 mL/L sequestering agent, 1 - mL/L stabilizer, 0–3 g/L caustic (sodium hydroxide), and 4–10 g/L hydrogen peroxide (Figure 2). The flotte ratio was selected as 1:20 (1 g fabric/20 mL flotte).16,23
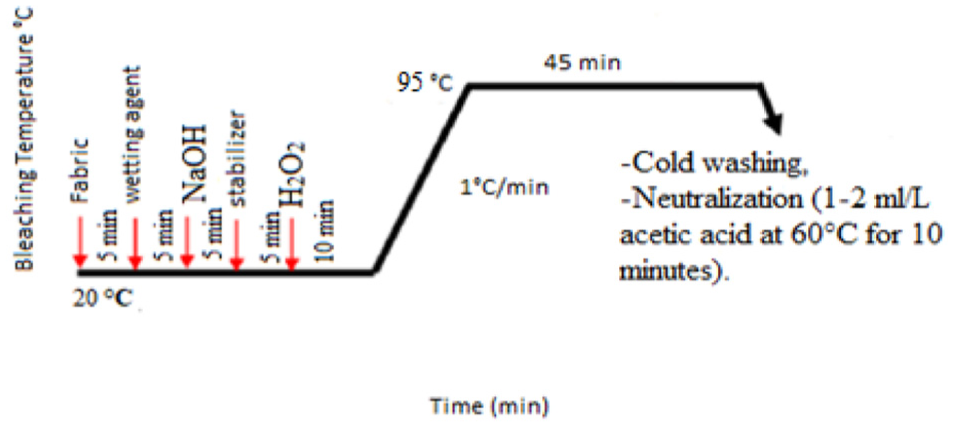
Bleaching chart for cotton fabrics.
Determination of the optimum operating conditions for electrochemical experiments of dye baths
The decolorization process was carried out using a simulated dye bath under laboratory conditions to maintain control over pH, concentration, and the amounts of auxiliary chemicals. In the electrochemical color removal of dye baths, the process parameters included a cathode (stainless steel), four different anodes (iron, aluminum, graphite, and stainless steel), five different durations (5–60 min), five different salt (NaCl) concentrations (2–30 g/L), five different sodium carbonate concentrations (1–15 g/L), five different current intensities (0.5–4.5 A), and five different dye concentrations (0.05–0.5 g/L). The color of Reactive Blue 222 dye was removed using these parameters. In determining the process parameters, the formulations used in dye baths were taken into account. When establishing the optimum operating conditions for the baths, the color removal values (95%) were also considered.
In the selection of current intensity, Table 1 indicates that a current of 4.5 A resulted in the highest color removal efficiency. According to the Tukey test, there is significant difference between the current levels in the subsets (p = 0.00 < 0.05). Considering that an increase in current intensity would lead to higher solution temperatures and increased energy consumption, a current of 3 A was deemed more appropriate for subsequent studies in terms of energy efficiency and temperature control.
Experimental design for the electrochemical treatment of Reactive Blue 222 dye
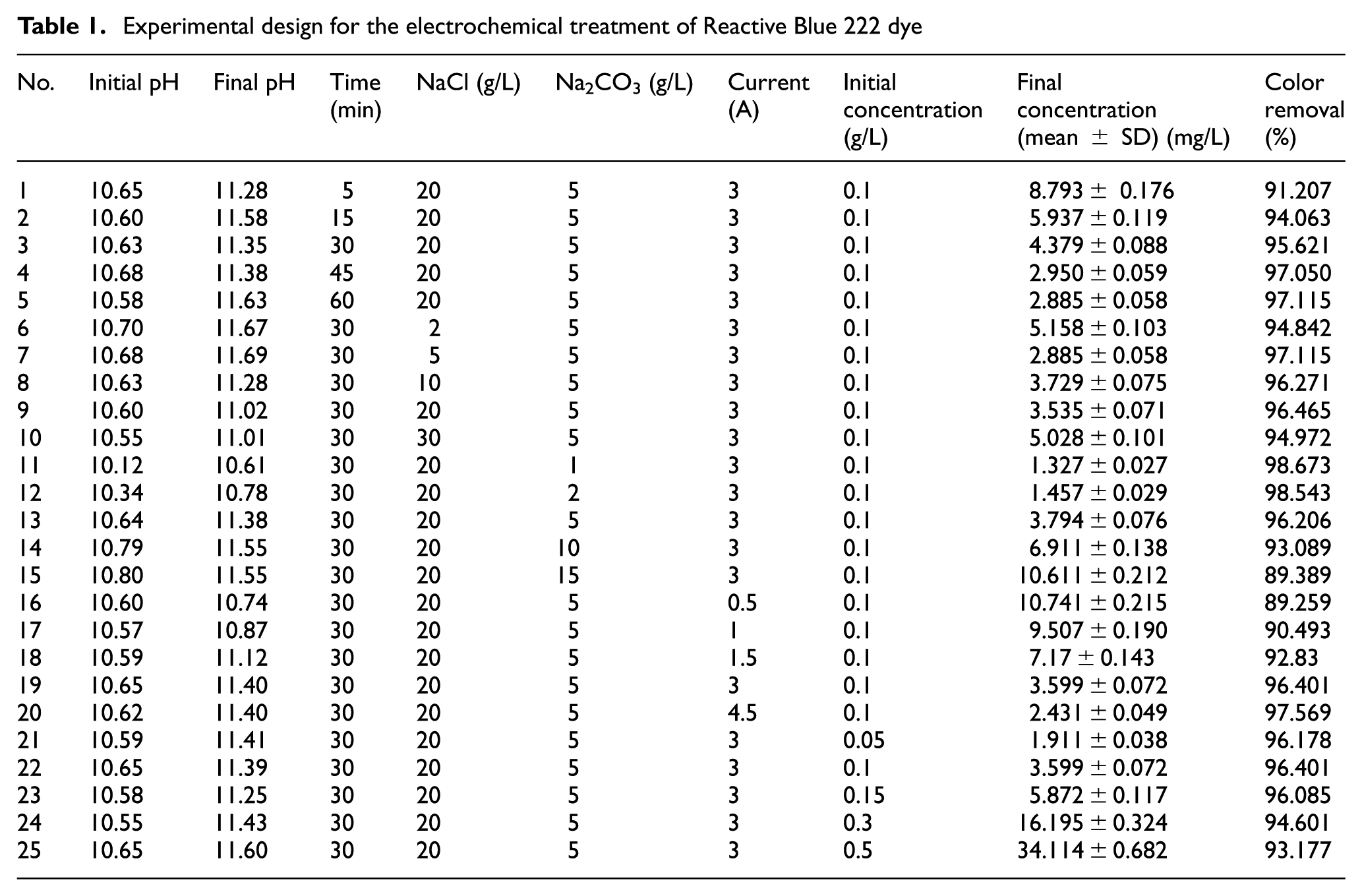
As shown in Table 1, the highest color removal efficiencies were obtained at 60 min with 97% and at 45 min with 97%. At 30 min, the color removal efficiency was slightly lower, at approximately 95%, representing a 2% decrease. According to the Tukey test, there is no significant difference between the durations in the subsets of 45 and 60 min (p = 0.624 > 0.05). Therefore, a treatment time of 30 min was selected as the optimal duration, considering efficiency, temperature control, and energy consumption.
According to the Tukey test, there is no significant difference between the salt amounts in the subsets of 2 and 30 g/L (p = 0.084 > 0.05) (Table 1). For dyeing at a concentration of 0.1 g/L, comparison of recipes from various companies revealed that the required salt concentration in the dye bath is 20 g/L, which was selected as the optimum amount.
The color removal efficiencies obtained from the electrochemical treatment at different pH values are presented in Table 1. Following the treatment, a slight increase in the initial pH values was observed. The increase in Na2CO3 concentration causes a decrease in color removal efficiency. According to the Tukey test, there is no significant difference between the Na2CO3 amounts in the subsets of 1 and 2 g/L (p = 0.098 > 0.05). For a dye concentration of 0.1 g/L, it was determined from the dyeing recipes of textile companies that a Na2CO3 concentration of 5 g/L is the most suitable.
An increase in dye concentration was found to reduce the color removal efficiency under the determined optimum conditions. According to the Tukey test, there is no significant difference between the dye amounts in the subsets of 0.05 and 0.1 g/L (p = 0.849 > 0.05). The dyeing efficiencies of the dyes used in the study exceeded 80%. It is estimated that 20% of the waste dye may have a concentration of 0.1 g/L (Table 1). In textile industry practices, dye and washing baths are combined, resulting in a reduction in dye concentration. Therefore, performing color removal at a dye concentration of 0.1 g/L was considered appropriate during the optimization process.
The maximum absorbance wavelength of Reactive Blue 222 dye is 615 nm. The optimum conditions for color removal from dye baths using an iron electrode were determined as follows: current intensity of 3 A, treatment time of 30 min, dye concentration of 0.1 g/L (0.2% weight of fabric), 5 g/L Na2CO3, and 20 g/L salt (NaCl) concentration. The experiments presented in Table 1 were conducted in triplicate, and the final concentration values were determined by averaging the results; the corresponding standard deviations are also reported in the table.
Determination of iron and aluminum concentration in electrochemically treated dye baths
The iron content in the liquid samples was determined using the 3500-Fe B (phenanthroline) method, while aluminum was analyzed using the 3500-Al B (Eriochrome cyanine R) method. 33 Following the electrochemical color removal process, samples were taken from the bath at different time intervals for iron analysis, and the results are presented in Figure 3. Owing to the alkaline nature of the dye bath, iron rapidly precipitates in the form of Fe(OH)2 and Fe(OH)3 compounds. 34 Under alkaline pH=10–11 conditions, the iron concentration decreased to approximately 0.50 mg/L after 30 min.
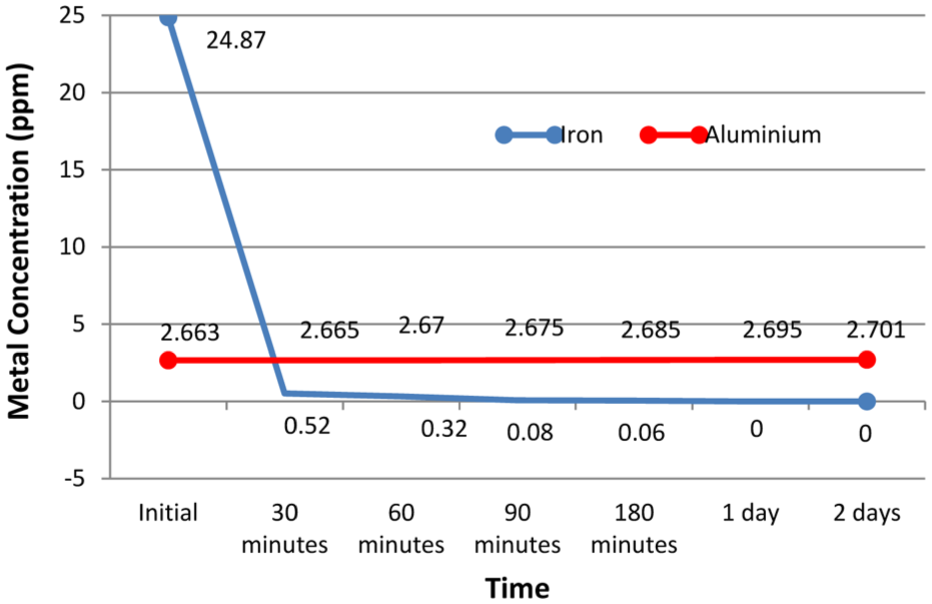
Concentrations of iron and aluminum in dye baths over time after electrochemical treatment.
Using aluminum anodes, electrochemical treatment was carried out under optimized conditions. Solution samples were taken from the bath at different time intervals, and aluminum concentrations were measured; the results are presented in Figure 3. In the dye bath, aluminum concentrations were detected in the range of 2–3 mg/L. The aluminum concentration did not change over time in the alkaline baths. Since iron and aluminum ions are present only in trace amounts in the baths, the reuse of the bath is not expected to pose any problems.
Measurement of pH, electrolyte concentration, and conductivity in electrochemically treated dye baths
The electrolyte concentration and conductivity values for untreated dye baths and those subjected to electrochemical color removal using different anodes are presented in Table 2. Following the electrochemical experiments (optimum conditions), measurements of electrolyte concentration, conductivity, and pH were conducted using a Milwaukee MW802 PRO multiparameter meter.
pH, electrolyte concentration, and conductivity in dye baths
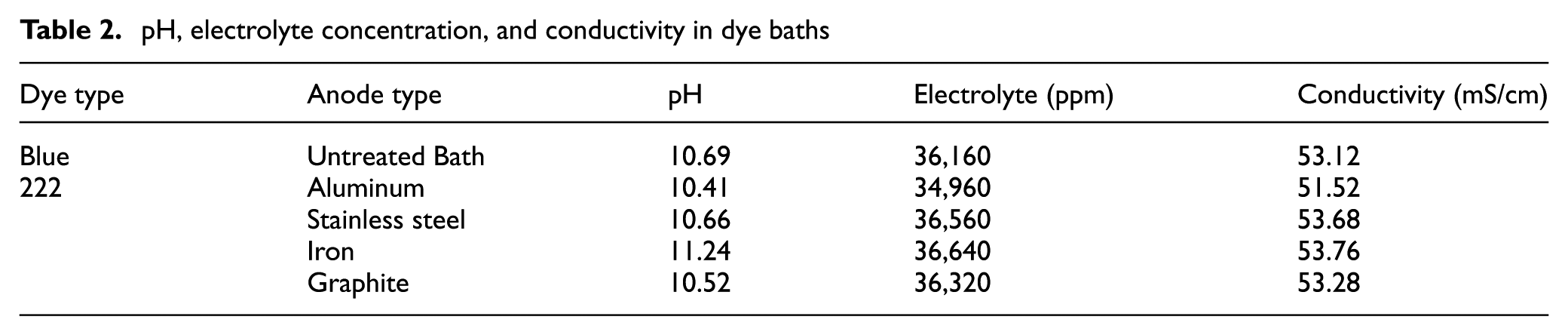
No significant changes were observed in the pH, electrolyte concentration, or conductivity values before and after the electrochemical treatment. This suggests that the process does not introduce additional ionic load or instability to the system, but rather maintains the existing electrolyte conditions of the dye bath.
Results and discussion
Vertical wicking test
The vertical wicking test was conducted using the AATCC 197 standard. According to the standard, five samples are cut with dimensions of 200 mm × 25 mm. Each sample is cut along the warp direction, and its end is folded and fixed onto a stick or pencil using a needle or clip. The stick is placed over the opening of a glass beaker, ensuring that the sample hangs without touching the bottom. The sample is immersed in a 0.5% potassium dichromate solution up to a level of 18 ± 2 mm. The water temperature is adjusted to 21 ± 2°C. The sample is left to stand for either 1 or 15 min. After 1 or 15 min, the height to which the pure water has risen, starting from 18 ± 2 mm at the bottom, is measured. If the sample reaches the top before 1 or 15 min, the test is stopped, and the result is recorded. The result of the test is the average of the five samples. In the experiments, 1 and 15 min were selected, and the results were calculated in centimeters. 35
Effect of electrode type, alkali concentration, and electrolyte type on color removal efficiency and wicking properties
The reuse of dye baths was investigated by utilizing decolorized solutions in the scouring process (which is explained in detail in the Scouring process section). The vertical wicking tests were carried out according to the method detailed in the Vertical wicking test section. Dye baths were prepared under a current intensity of 3 A, treatment time of 30 min, and dye concentration of 0.1 g/L using iron, graphite, aluminum, and steel electrodes. The baths were prepared with varying amounts of Na2CO3 and different types of electrolyte. After the color removal, scouring treatments were performed on the resulting solution by adding only 1 mL/L of wetting agent and 1.5 mL/L of sequestering agent. The vertical wicking test results are shown in Table 3.
The wicking test results
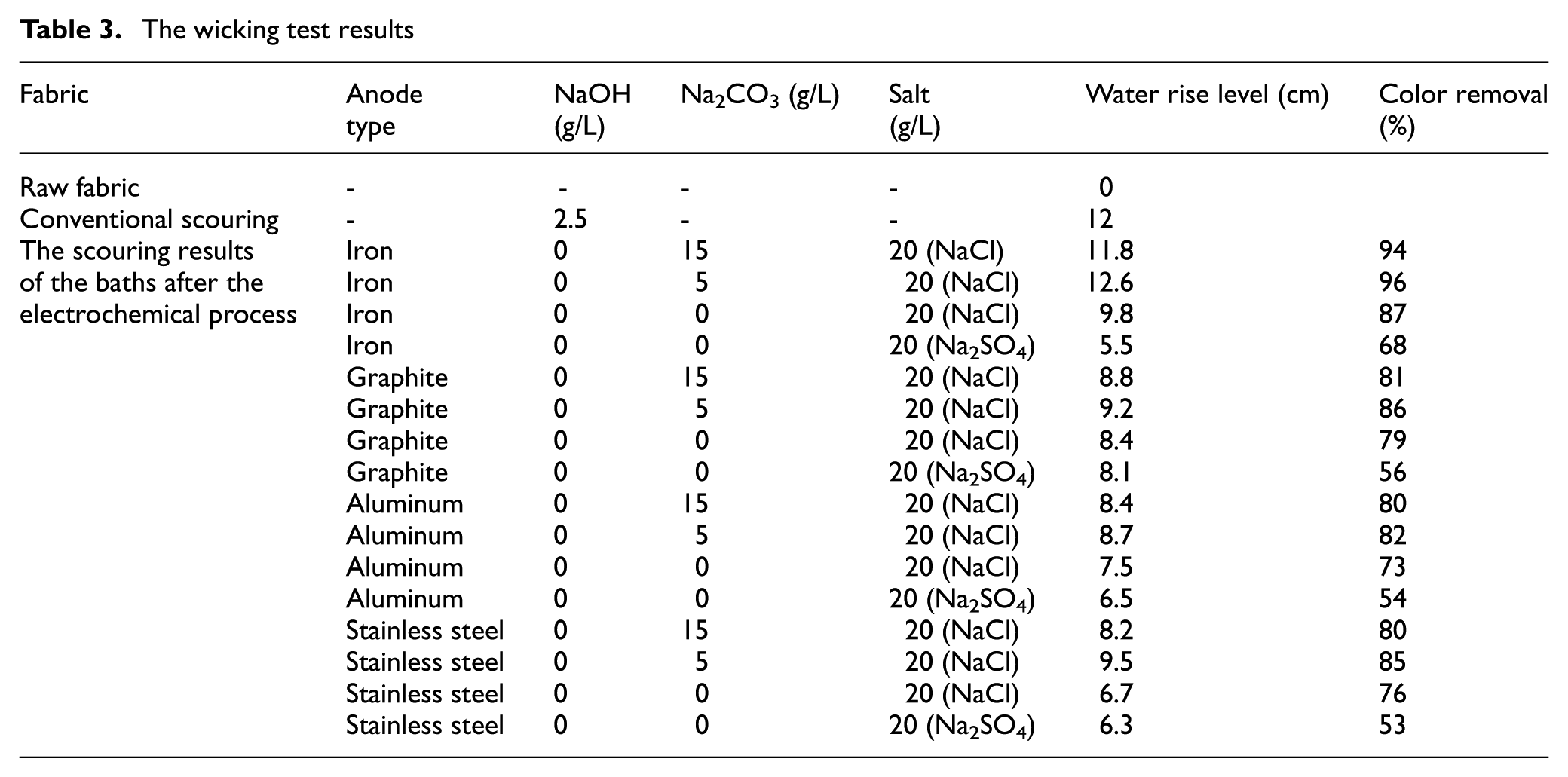
According to the results of the vertical wicking test on raw cotton fabric after 15 min, no rise was observed in pure water. In contrast, the test applied to the fabric scoured using the conventional method showed a rise of 12 cm.
In baths where color removal was performed using electrochemical treatment with 5 g of Na2CO3 with an iron anode, the rise was 12.6 cm; with a steel anode, it was 9.5 cm; with a graphite anode, it was 9.2 cm; and with an aluminum anode, it was 8.7 cm (Table 3).
According to the values in Figure 4, the use of 5 g/L Na2CO3 results in the wicking value closest to that obtained using the conventional scouring method. This indicates that the use of Na2CO3 increases wicking up to a certain level. Additionally, it is observed that the use of Na2SO4 (sulfate salt) instead of NaCl reduces wicking.
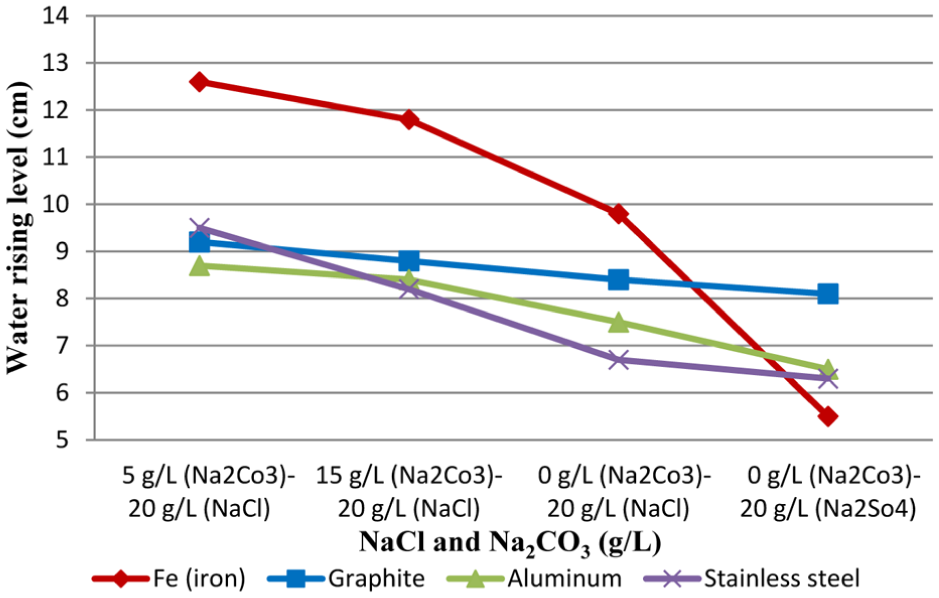
The wicking graph.
The type of supporting electrolyte plays a critical role in electrochemical decolorization. In chloride-containing systems, NaCl promotes the formation of active chlorine species (Cl2, HClO, ClO–), enabling rapid and nearly complete color removal. In contrast, Na2SO4 mainly enhances conductivity and forms oxidizing species such as peroxodisulfate (S2O82–), whose contribution to color removal is relatively limited, resulting in lower decolorization efficiency. Experimental results show that NaCl achieves nearly 100% color removal in a much shorter time, whereas Na2SO4 provides only moderate removal (∼60%). 36
Effect of adding NaOH to electrochemically decolorized dye baths on the wicking properties of cotton fabrics
In this experimental setup, the color of Reactive Blue 222 dye (0.1 g/L) was removed at a 0.2% dye concentration (with 5 g/L Na2CO3 and 20 g/L NaCl), and the wicking results were evaluated after the subsequent addition of 1 mL/L wetting agent, 1.5 mL/L sequestering agent, and NaOH to the solution.
The scouring (which is explained in detail in the Scouring process section) treatments (using the color removed from dye baths) were performed by gradually adding NaOH, starting from 0 up to 2 g/L, to the colorless dye baths. The samples were subjected to the vertical wicking test in the warp direction for a processing time of 1 min, and the results are reported at Table 4.
Wicking test results at 1 and 15 min for conventional baths at varying NaOH concentrations
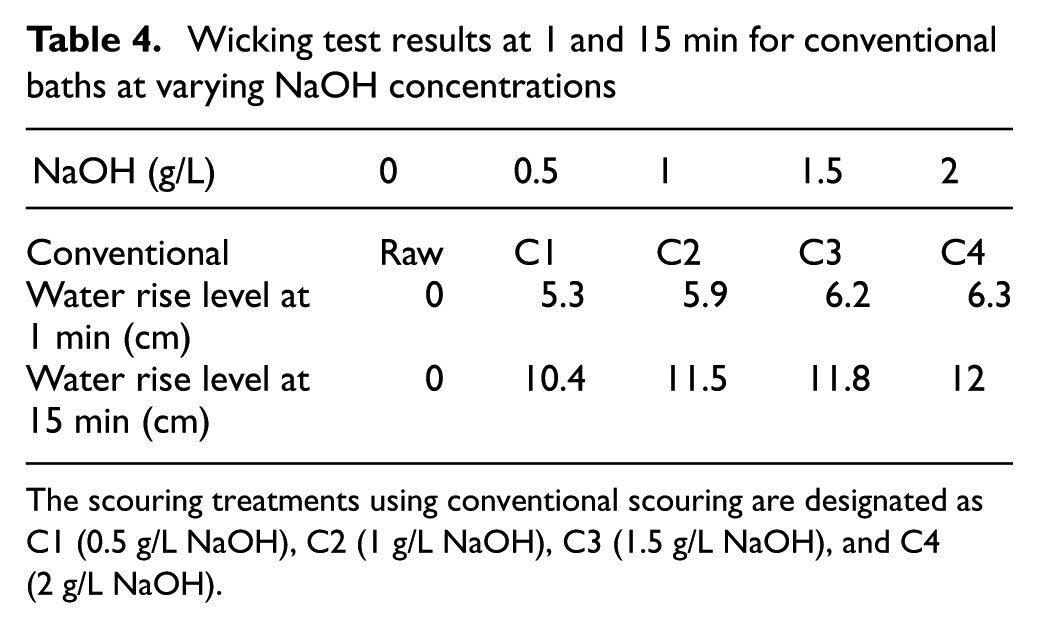
The scouring treatments using conventional scouring are designated as C1 (0.5 g/L NaOH), C2 (1 g/L NaOH), C3 (1.5 g/L NaOH), and C4 (2 g/L NaOH).
In Table 4, the first row presents the wicking test results of the raw fabric and conventional (C1–C4) scouring treatments. Additionally, solutions obtained from color removed from dye baths, using graphite, iron, aluminum, and stainless steel anodes under optimum conditions, were treated by adding 0–2 g/L NaOH and subjected to a 30-min exhaustion method. The samples were then left to dry and were subjected to the vertical wicking tests described in the Vertical wicking test section.
In Figure 5, it can be observed that, within the 1-min processing time, the iron anode achieved the best wicking results, followed by steel, graphite, and lastly, the aluminum anode. The superior performance of the iron anode is attributed to its optimal color removal at pH 10.5–11, while the poor performance of the aluminum anode is due to insufficient color removal.
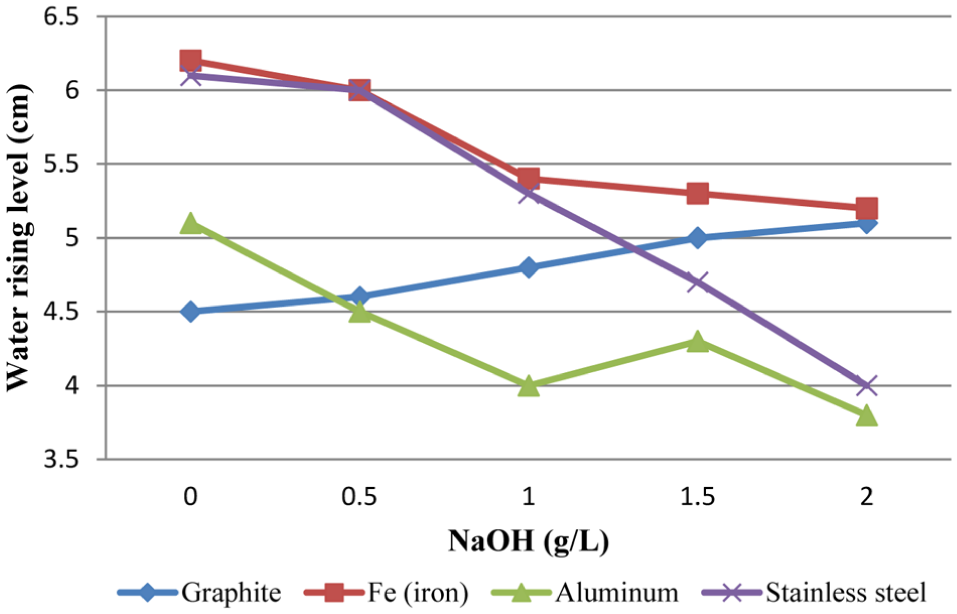
Wicking test results at 1 min for NaOH concentrations subsequently added to the bath after electrochemical treatment.
In Figure 6, it can be observed that, within the 15-min processing time, the iron anode again yielded the best wicking results, followed by graphite, steel, and, lastly, the aluminum anode (similar to the 1-min processing time). When considering the processing times (1 and 15 min), the results did not show any significant changes.
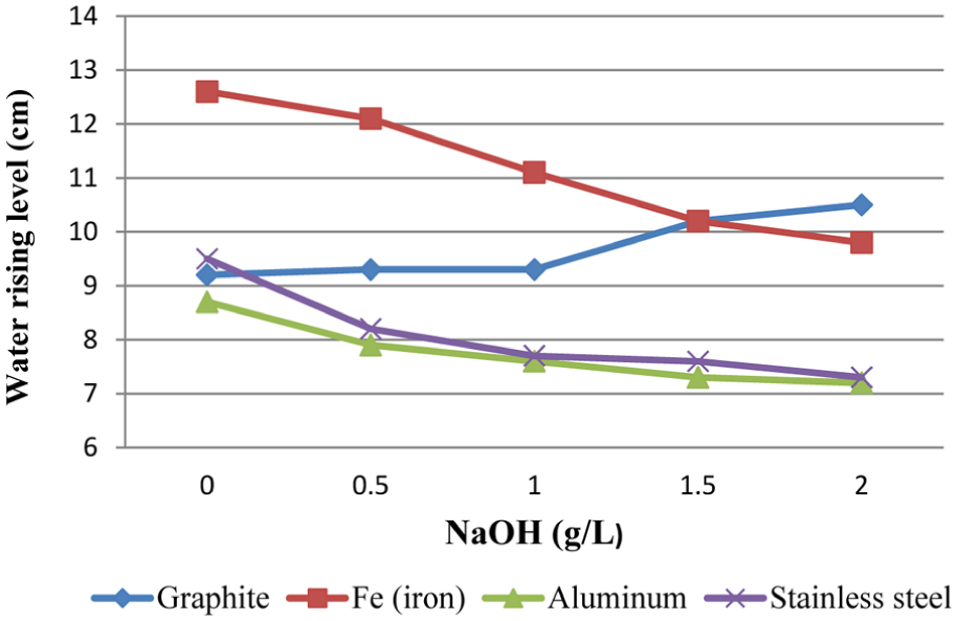
Wicking test results at 15 min for NaOH concentrations subsequently added to the bath after electrochemical treatment.
NaOH plays a critical role in the scouring process by promoting the removal of natural impurities such as waxes, pectins, and oils from the fiber surface. Increasing NaOH concentration enhances fiber wettability by improving hydrophilicity, which is directly reflected in higher wicking performance. Therefore, the observed improvement in wicking behavior with increasing NaOH concentration can be attributed to more effective removal of hydrophobic impurities. 37
Although NaOH is essential for improving wettability during scouring, excessive NaOH concentrations do not necessarily lead to further enhancement in hydrophilicity. The reduction in wettability observed in cotton fabrics in the presence of high sodium ion concentrations can be explained by the combined effects of hornification and ion-induced modifications in water–fiber interactions. It is well established that alkaline treatment initially promotes fiber swelling and increases the accessibility of the fiber structure; however, the subsequent drying process leads to irreversible structural changes in cellulose, known as hornification. This process is characterized by microfibril aggregation, increased intermolecular hydrogen bonding, and pore closure, ultimately reducing water accessibility and swelling capacity.38,39
In addition to these structural effects, sodium ions further influence wettability by altering the physicochemical behavior of water and its interaction with cellulose. Molecular-level studies have shown that Na+ ions interact with cellulose hydroxyl groups, disrupting the native hydrogen bonding network, while simultaneously forming strong hydration shells that reduce the mobility of water molecules. 40 This leads to a decrease in the amount of free water available for capillary transport and surface wetting. Furthermore, in textile systems, high ionic strength conditions (commonly introduced by salts such as NaCl or Na2SO4) have been reported to hinder molecular diffusion and modify fiber–liquid interactions, thereby limiting water penetration into the fiber structure. 41 Consequently, the addition of NaOH to a bath subjected to electrochemical treatment results in a measurable decrease in effective wettability and capillary absorption behavior in fabrics due to the combined influence of hornification-induced structural densification and sodium-ion-mediated changes in water structure and transport.
Bleaching processes
The feasibility of using decolorized dyes in bleaching processes for dye baths has also been investigated. In this context, utilizing the alkaline pH of the dye baths, peroxide bleaching was carried out under the conditions specified in the Bleaching process section, compared to the conventional method. The amounts of NaOH and H2O2 in the conventional bleaching recipe were optimized, and the optimal quantities were found to be 1.5 g/L for NaOH, 6 mL/L for H2O2, 1 mL/L for stabilizer, 1 mL/L wetting agent, and 1.5 mL/L for sequestering agent, as shown in Table 5 with a Stensby value of 78.1. Our finding that iron-anode treated baths provided the best bleaching efficiency is aligned with reports that iron species can act as catalysts for peroxide-based oxidation in wastewater/bleaching contexts. 23
Results of the conventional bleaching process
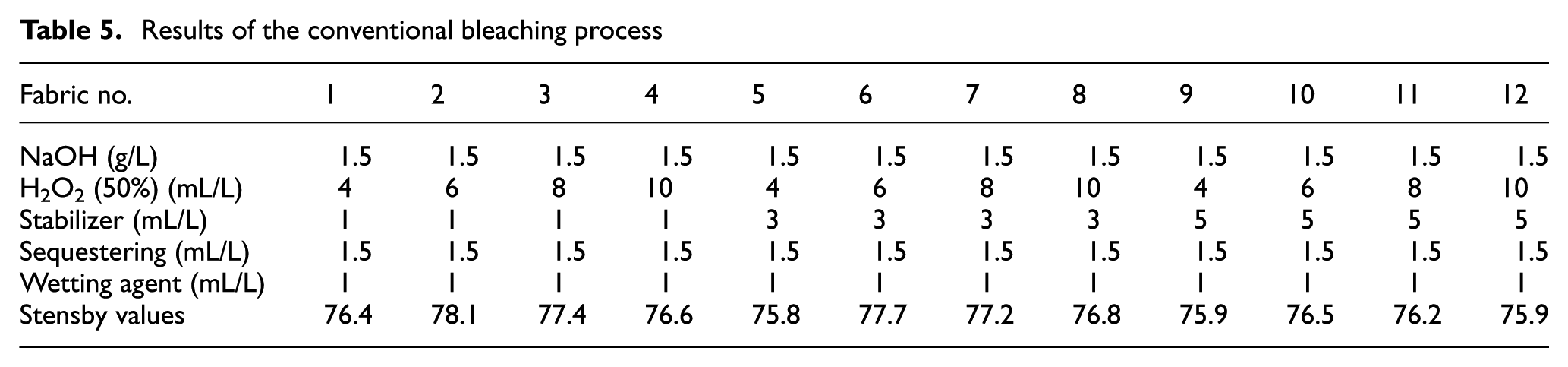
The increase in hydrogen peroxide concentration led to higher whiteness values, which can be attributed to the enhanced oxidative degradation of natural pigments and chromophoric groups present in cotton fibers.37,42
Effect of stabilizer on bleaching performance in electrochemically decolorized dye baths
The color removal process under optimized conditions with Reactive Blue 222 dye was subsequently applied in bath bleaching processes by utilizing hydrogen peroxide in the baths. For this purpose, 1 mL/L wetting agent, NaOH (0–2.5 g/L), H2O2 (6 mL/L, 50%), sequestering agent (1.5 mL/L), and stabilizer (1 mL/L) were added sequentially to the bleaching bath.
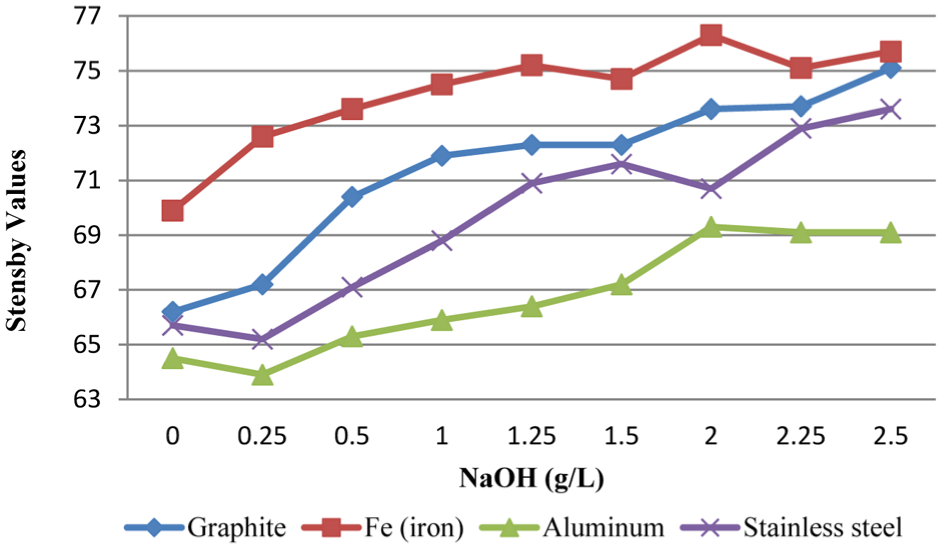
The bleaching performance was found to depend on the type of anode used during the electrochemical treatment stage (Figure 7). The highest whiteness values were obtained for baths treated with iron electrodes, whereas aluminum-treated baths resulted in comparatively lower whiteness values. This behavior may be attributed to the catalytic activity of iron species generated during electrochemical treatment, which may enhance bleaching efficiency by promoting the decomposition of hydrogen peroxide through Fenton-like reactions. 43
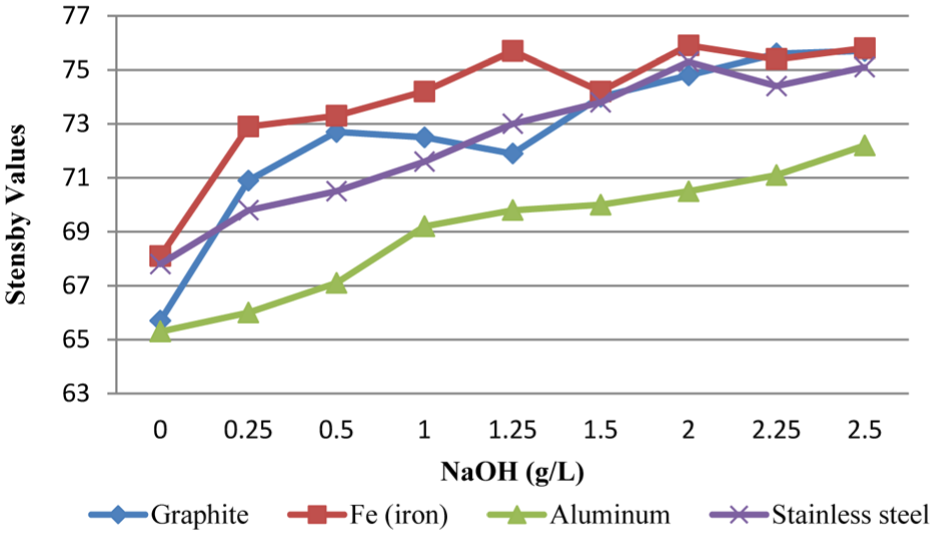
Effect of NaOH concentration on whiteness (Stensby index) of cotton fabrics bleached using electrochemically decolorized dye baths with stabilizer added.
In order to evaluate the necessity of stabilizer usage and to reduce chemical consumption, additional experiments were conducted without the addition of stabilizers. In these experiments, 1 mL/L wetting agent, NaOH (0–2.5 g/L), H2O2 (6 mL/L, 50%), and a sequestering agent (1.5 mL/L) were added sequentially, while no stabilizer was introduced into the bleaching bath.
As shown in Figure 8, which represents bleaching without stabilizer addition, the whiteness values are comparable with those presented in Figure 7, where a satbilizer was used. This comparison clearly indicates that the presence of a stabilizer does not provide a significant improvement in bleaching performance compared to stabilizer-free conditions in electrochemically treated dye baths. In the case of iron electrodes, the negligible effect of the stabilizer can be attributed to the very low concentration of residual iron species remaining in the bath after treatment. In contrast, when aluminum electrodes are used, the presence of residual aluminum ions in the solution may influence the bleaching process. Therefore, the addition of a stabilizer in aluminum-based systems leads to improved bleaching performance by binding these metal ions and preventing their potential interference with hydrogen peroxide stability.
Effect of NaOH concentration on whiteness (Stensby index) of cotton fabrics bleached using electrochemically decolorized dye baths without stabilizer addition
Effect of hydrogen peroxide and NaOH concentration on bleaching performance in electrochemically decolorized dye baths
The experiments were designed to improve whiteness values by gradually increasing the hydrogen peroxide concentration. For this purpose, 1 mL/L wetting agent, NaOH (0, 1, and 2 g/L), H2O2 (12, 14, and 16 mL/L, 50%), a sequestering agent (1.5 mL/L), and a stabilizer (1 mL/L) were sequentially added to the bleaching bath. Bleaching treatments were carried out at different hydrogen peroxide concentrations. Considering that residual impurities in the electrochemically decolorized solution may negatively affect peroxide efficiency, the H2O2 dosage was increased, and the resulting whiteness values were measured.
No significant increase in whiteness was observed with increasing peroxide concentration. The whiteness values obtained at 6 mL/L peroxide (Figure 7) were found to be very close to those achieved at higher peroxide concentrations of 12–16 mL/L. Furthermore, increasing the NaOH concentration beyond 1 g/L did not result in a significant improvement in whiteness values (Figure 9). Figure 9 is presented to confirm that increasing peroxide concentration does not significantly improve bleaching performance, supporting process optimization.
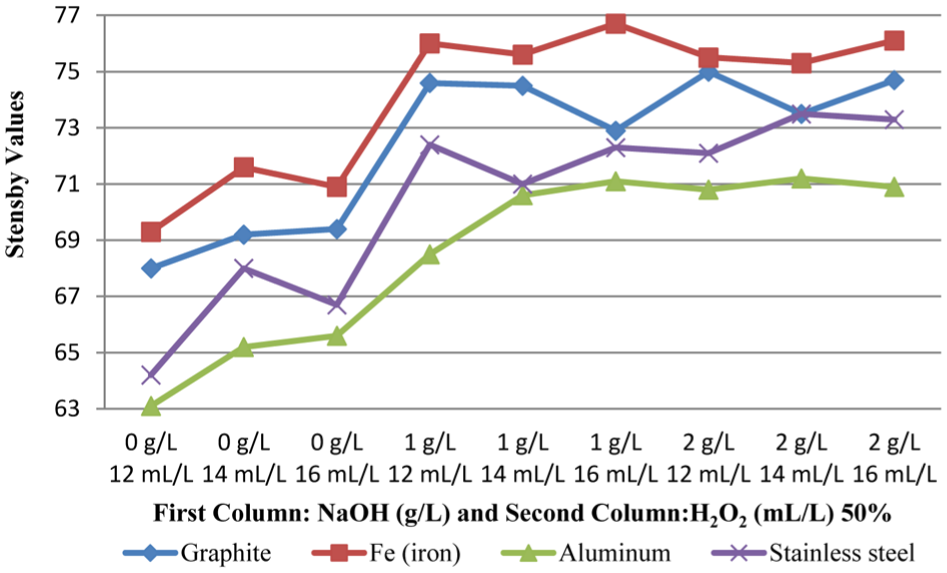
Effect of decolorized dye baths with increased amount of peroxide and NaOH concentration on whiteness.
Alkaline conditions facilitate the activation of hydrogen peroxide. In this context, NaOH serves a dual function in the bleaching process: it acts as an activator by promoting the formation of reactive oxygen species, thereby enhancing bleaching efficiency and fabric whiteness, and it provides the alkaline baths necessary for effective peroxide activation. Higher NaOH concentrations enhance the generation of reactive species, leading to more efficient oxidation of colored impurities. 44 However, excessively high NaOH concentrations may result in uncontrolled peroxide decomposition, which can reduce bleaching efficiency. 45
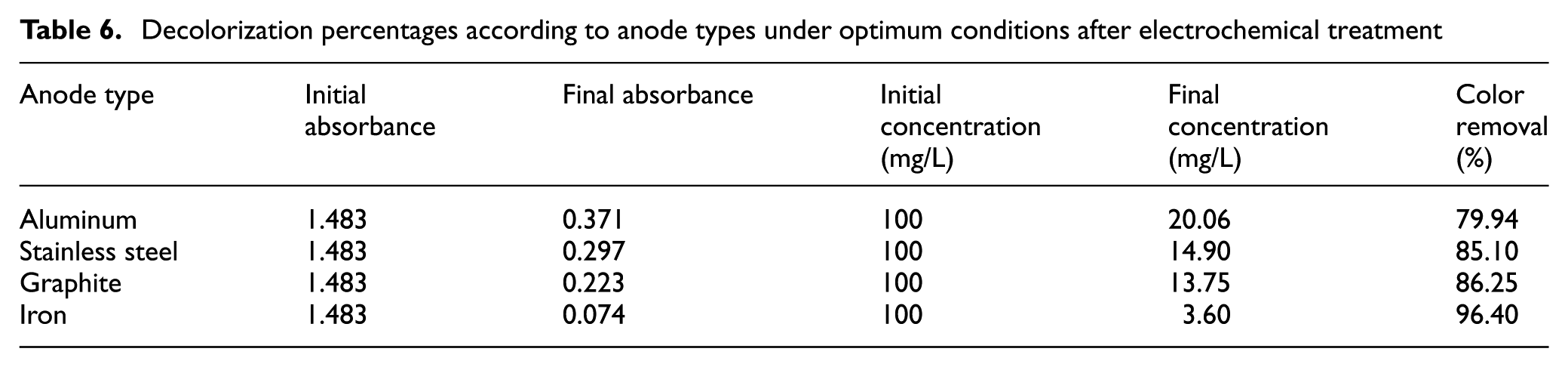
The electrochemical color removal efficiency decreased in the order of iron, graphite, steel, and aluminum electrodes, which directly affected bleaching performance. Lower decolorization efficiency led to higher residual dye content in the bath, thereby resulting in lower whiteness values during bleaching. Accordingly, the highest whiteness values were obtained with iron, which exhibited the highest color removal efficiency, whereas the lowest whiteness values were observed with aluminum, which showed the poorest decolorization performance (Table 6).
Decolorization percentages according to anode types under optimum conditions after electrochemical treatment
The reuse of electrochemically decolorized dye baths as bleaching baths, with the addition of only low amounts of sodium hydroxide (1 g/L) and hydrogen peroxide, presents a significant environmental advantage in textile processing. By utilizing the residual alkalinity and the reactive species formed during the electrochemical treatment, effective partial bleaching can be achieved without the need for high chemical dosages or stabilizers.
Electrochemically decolorized dye baths can be effectively utilized in bleaching processes for fabrics intended for light and medium shades. However, due to their limited ability to achieve very high whiteness levels, they may not be suitable for applications requiring high degrees of whiteness, such as very pale or white shades.
Chemical oxygen demand analysis results
In the conventional bleaching bath, 2.5 g/L NaOH, 6 mL/L H2O2, 1.5 -mL/L sequestering agent, 1 mL/L stabilizer, and 1 mL/L wetting agent were used. For the reactive dye baths treated with aluminum, iron, steel, and graphite anodes, 6 mL/L H2O2, 1.5 -mL/L sequestering agent, 1 mL/L wetting agent, and 1 mL/L stabilizer were added, and their COD values were measured (Figure 10 and Table 7).
Chemical oxygen demand measurements of bleaching baths.
Chemical oxygen demand (COD) results of bleaching baths
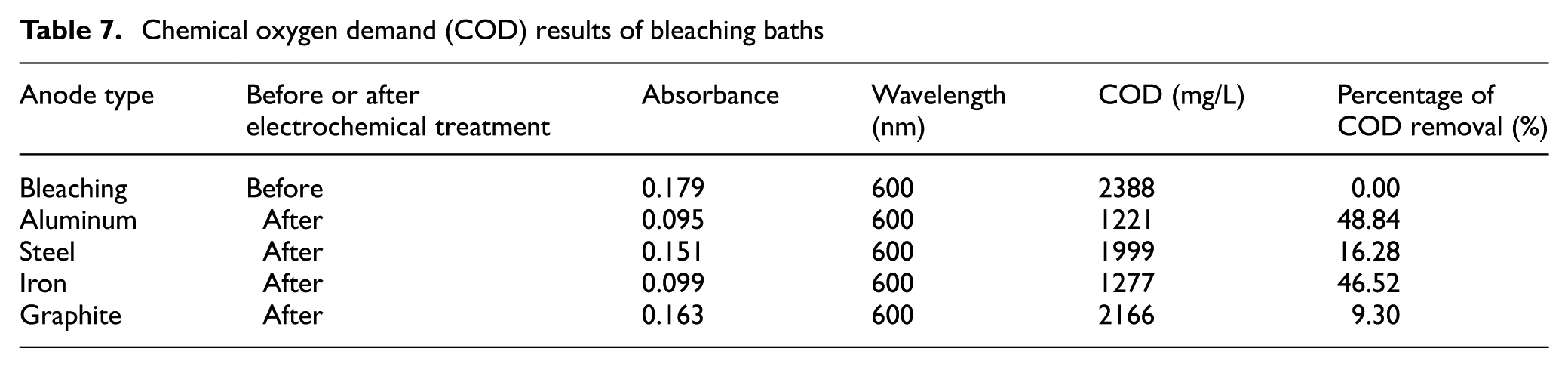
COD measurements were performed to assess the residual organic load and environmental impact of the treated effluents, where lower COD indicates reduced pollution potential. In terms of textile reuse, COD also serves as an indicator of water quality, as remaining organic matter may affect scouring and bleaching performance. The interaction between metal ions and hydrogen peroxide may promote advanced oxidation reactions (e.g., Fenton-like processes), which could contribute to a reduction in COD. 46 However, lower COD values do not necessarily correspond to improved textile processing performance, as partially oxidized intermediates may still affect wettability and bleaching efficiency. Unlike iron-based systems, aluminum electrodes primarily promote coagulation rather than advanced oxidation. 47 Therefore, although high COD removal can be achieved, this does not necessarily indicate effective degradation of organic species, which may explain the relatively lower wicking and bleaching performance observed.
Conclusions
This study demonstrates the feasibility of reusing electrochemically decolorized synthetic reactive dye baths in cotton scouring and bleaching, establishing a closed-loop water reuse strategy for textile pretreatment. Although model dye solutions enabled controlled evaluation, further validation with real industrial wastewater is required for large-scale application.
Under optimized conditions (3 A, 30 min, 20 g/L NaCl, 5 g/L Na2CO3, 0.1 g/L dye), 95–97% color removal was achieved while preserving alkaline conditions suitable for direct reuse. The electrochemical color removal efficiency followed the order of iron > graphite > steel > aluminum.
In scouring, the best wicking performance was obtained with iron-treated baths (up to 12.6 cm), followed by steel, graphite, and aluminum, which is consistent with the observed color removal efficiencies. The results indicate that effective wicking performance can be achieved without the addition of chemicals to the bath, emphasizing a more sustainable and environmentally friendly scouring approach.
The results of this study demonstrate that electrochemically decolorized dye baths can be effectively utilized in bleaching processes with minimal chemical input while maintaining satisfactory whiteness levels. The bleaching performance was found to be strongly influenced by the type of anode used during electrochemical treatment, with iron electrodes yielding the highest whiteness values, primarily due to their superior color removal efficiency. In addition, the effect of the stabilizer on bleaching performance was found to be dependent on the electrode type used. While comparable whiteness values were obtained in both stabilizer-containing and stabilizer-free systems overall, electrochemically generated species and residual impurities in the treated baths appear to inherently regulate hydrogen peroxide decomposition. In the case of iron electrodes, the negligible effect of the stabilizer can be attributed to the very low concentration of residual iron species in the bath, which limits their interaction with peroxide decomposition pathways. In contrast, when aluminum electrodes are employed, residual aluminum ions may remain in the solution and interfere with the bleaching process. Accordingly, the use of a stabilizer in aluminum-based systems can lead to slightly improved bleaching performance by complexing these ions and enhancing peroxide stability.
Furthermore, increasing hydrogen peroxide and sodium hydroxide concentrations beyond optimized levels did not result in a meaningful enhancement in whiteness, indicating that excessive chemical usage does not translate into improved bleaching performance in this system. This behavior highlights the effective utilization of residual alkalinity and reactive species present in electrochemically treated baths. From an industrial perspective, the reuse of such treated dye baths enables a significant reduction in water and chemical demand, supporting the development of more sustainable and circular textile pretreatment processes. However, while the approach is suitable for applications requiring light to medium shades, its limitations in achieving very high whiteness levels should be considered for processes demanding extreme whiteness.
COD results showed a reduction of approximately 46–49% compared with conventional bleaching, confirming the environmental benefit of the process, although COD alone does not fully represent treatment efficiency.
Overall, the proposed approach enables elimination of freshwater use, reduction in chemical consumption, significant color removal, and maintenance of textile performance. The ability to directly reuse treated dye baths in scouring processes represents a key advancement toward circular textile processing. From a sustainability perspective, reducing alkali usage lowers chemical consumption and wastewater load, contributing to cleaner production. Future studies should focus on multi-cycle reuse, real wastewater validation, and techno-economic analysis to support industrial applications.
Footnotes
Acknowledgements
We would like to thank everyone who contributed to the completion of this study. We also extend our gratitude for the financial support provided by the Scientific and Technological Research Council of Turkey (TUBITAK).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of generative AI and AI-assisted technologies in the writing process
During the preparation of this work, the author(s) used ChatGPT to check and improve the sentence structure and language clarity. The author(s) take full responsibility for the content of the publication.
Data availability
Data will be made available on request.