
Abstract
The development of advanced heating materials for active thermal management in aircraft cabin flooring and automotive seats demands exceptional safety, superior thermal comfort, and highly efficient electrothermal conversion. This work addresses these needs via tailored fiber placement of carbon fiber on a glass fiber substrate, creating electrothermal textiles featuring linear, sinusoidal, and hemispherical configurations for differentiated thermal management. A methyl vinyl silicone rubber-based flame-retardant/insulating coating incorporating fumed silica, aluminium hydroxide, and zinc borate was developed for fabric treatment. It confers good hydrophobicity, a self-extinguishing capability, and high thermal insulation. The coating exhibited exceptional abrasion resistance while maintaining full functionality. Electrothermal performance was effectively tuned through voltage and geometric design, achieving 62.75°C with hemispherical patterning at 20 V. Successful integration with three practical substrates demonstrated rapid and uniform heating, confirming its potential for practical thermal management systems. This work provides a novel strategy for developing surface-active thermal management materials that combine efficient heating, high safety, and excellent comfort.
Electric heating fabrics offer lightweight, flexible, low-power, and rapid heating, leading to growing applications in the aerospace, automotive, and wearable smart textile industries and positioning them as materials with immense potential.1–5 The provision of efficient, comfortable, and safe surface heating (e.g., for floors and seats) in enclosed spaces like aircraft and vehicles is critical for maintaining occupant thermal comfort in cold climates.6,7 Electrically heated fabrics show considerable promise for these applications, owing to their inherent flexibility, minimal weight, and compatibility with diverse substrate materials. 8 Traditional electrothermal fabrics often exhibit insufficient flame retardancy and thermal insulation at high temperatures,9,10 which restricts their application in environments with stringent fire-resistant requirements.11,12
Currently, the primary methods for manufacturing electrically heated fabrics involve coweaving with conductive elements,13,14 applying functional coatings,15,16 and employing tailored fiber placement (TFP). 17 Among these, TFP stands out due to its capacity for creating intricate patterns, efficient material usage, and exceptional design adaptability. 18 TFP technology stands out by employing digital programming to precisely control heating element paths, ensuring configurable heating zones and uniform temperature distribution while providing exceptional design flexibility. 19 These advantages have motivated recent systematic studies focusing on critical performance aspects such as electrothermal efficiency, response dynamics, and temperature distribution uniformity. Roh and Kim 17 fabricated an all-fabric temperature-regulating textile using computer numeric control embroidery, where a metal composite yarn served as both heater and sensor based on the linear resistance–temperature relationship; a closed-loop control system enabled precise temperature maintenance within 20–40°C, and optimizing the cover factor ensured uniform heat distribution. Maurya et al. 13 fabricated knitted heaters using stainless steel yarns, showing that the parallel structure achieves higher temperatures while the series structure offers a longer battery life; fleece insulation increased surface temperature by up to 33%. Somkuwar et al. 14 fabricated Triboelectric nanogenerators using woven fabrics with different weave structures, revealing that longer float lengths increase effective contact area and boost open-circuit voltage from 2.52 to 10.93 V. Cao et al. 15 significantly enhanced the conductivity and electrothermal conversion efficiency of carbon fibers by electroplating a nickel layer on their surface, and thus developed a composite material suitable for efficient deicing. Zhang et al. 16 used metal carbides/nitrides (MXenes) nanosheets to modify cotton fabric, creating an interwoven conductive network and achieving the integrated functionality of Joule heating, electromagnetic shielding, and strain sensing. Existing research has primarily focused on optimizing electrical and thermal properties, while integrated studies on multifunctional aspects such as flame retardancy and thermal insulation in fabrics remain relatively scarce.
Carbon fiber fabric is a textile structural material manufactured from high-performance carbon fibers with a carbon content exceeding 95%. It offers comprehensive advantages including high specific strength, excellent thermal stability, good electrical conductivity, and outstanding fatigue resistance. 20 Carbon fiber fabrics are ideal for electric heating elements, owing to their superior breathability, flexibility, and abrasion resistance.21,22 The integration of flame-retardant coatings preserves their excellent electrothermal performance. This approach concurrently enhances the fabric's fire safety rating and active thermal protection. Lu et al. 23 significantly enhanced the ablation resistance of silicone rubber composites under large strains by introducing deformable carbon fiber fabrics as reinforcements. Liu et al. 24 modified the surface of carbon fibers with silica nanoparticles, simultaneously enhancing the mechanical properties, thermal stability, and wave transmission performance of the silicone rubber composite coating. Although silicone coatings—valued for their outstanding thermal stability and inherent flame retardancy—are a key choice for modifying high-temperature protective materials, studies on their integration with carbon fiber electrothermal fabrics are limited. The synergistic flame-retardant mechanisms, thermal protection efficacy, and formability of such composite systems demand further systematic research.
In our work, we employed custom fiber placement technology to fabricate electrothermal fabrics with three distinct configurations: flat needle straight, hemispherical, and sinusoidal. A glass fiber plain weave served as the structural substrate, while carbon fiber acted as the electrothermal unit. Subsequently, a flame-retardant composite coating based on vinyl silicone rubber was applied, resulting in a multifunctional carbon fiber fabric. The final product integrates efficient electrothermal conversion, active flame retardancy, and reliable thermal protection. This work systematically characterizes the fabric's electrothermal properties, flame retardancy, thermal insulation efficiency, and deformation behavior during forming. The findings aim to provide both experimental evidence and a theoretical framework for optimizing the structure and function of next-generation, high-performance electrothermal protective materials.
Materials and methods
Experimental materials
Carbon fiber (24K, 1600 tex) was sourced from Sinan Carbon Fiber Co., Ltd. (China). Glass fiber cloth (plain weave, 200 g/m2), polyester thread, and industrial carpet were procured from Anhui Huamao Co., Ltd. (China). Vinyl silicone rubber (VMQ14, VMD-10k), silica (SiO2), aluminum hydroxide (Al(OH)3), and zinc borate were obtained from the Sinopharm Chemical Reagent Co., Ltd. (China). The platinum catalyst, hydrogenated silicone oil, and the silicone inhibitor were supplied by Dongguan Aokai New Materials Co., Ltd. (China).
Preparation method
To prepare flame-retardant, heat-insulating electrically heated carbon fiber fabrics, a TFP process was employed. The substrate was a plain-woven glass fiber fabric. A 120 D/2-ply polyester yarn and a 75 D/2-ply polyester yarn were used as the top and bottom threads, respectively. Carbon fibers, functioning as the heating element, were customized into three distinct configurations—straight-line, hemispherical, and sinusoidal—while maintaining a constant areal density. These carbon fiber/glass fiber (CF/GF) fabrics were fabricated via the TFP process, with a weaving speed of 350 r/min and a stitch pitch of 3 mm, as illustrated in Figures 1(a) and 1(b).
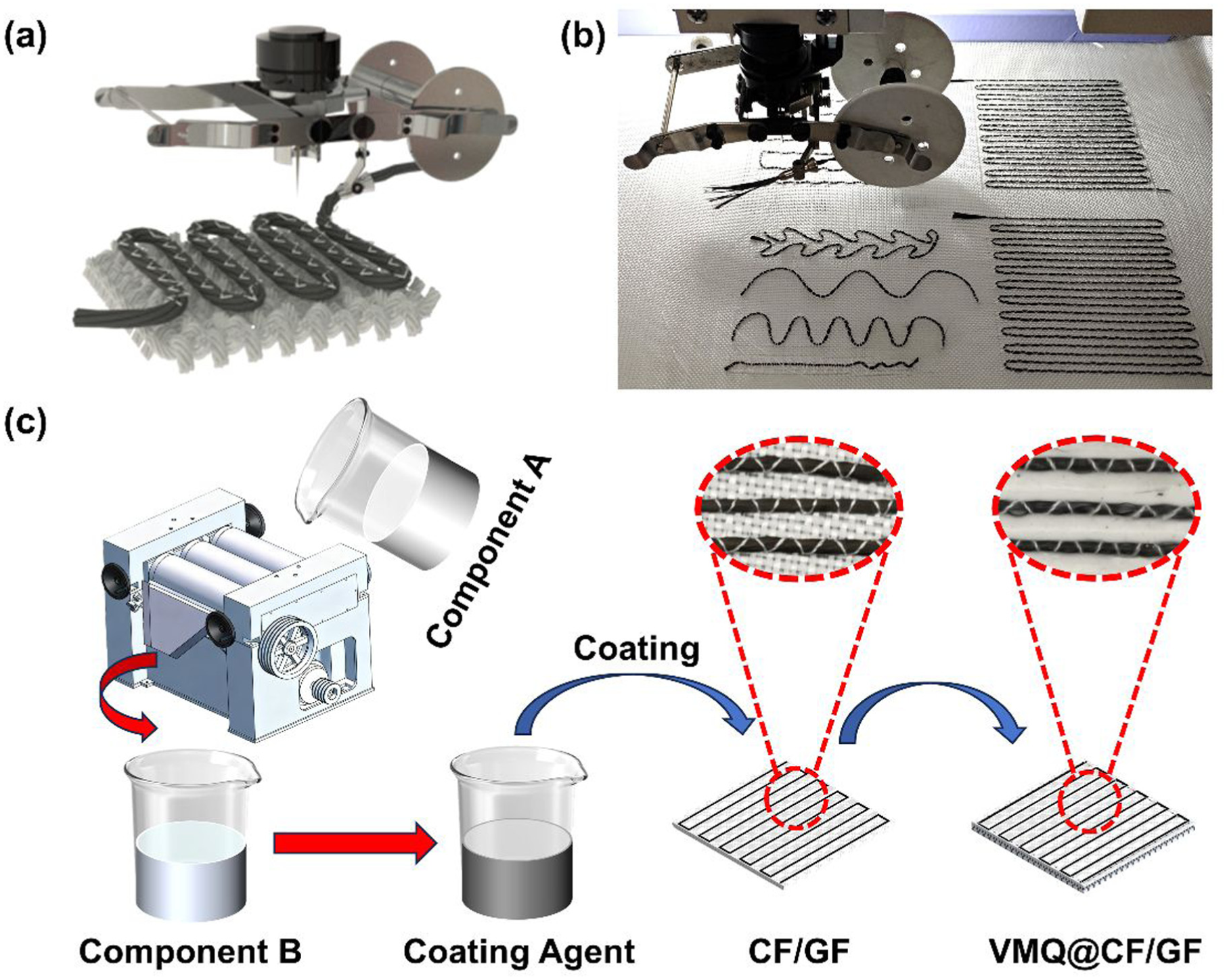
(a) Schematic diagram of the preparation method of carbon fiber/glass fiber (CF/GF). (b) Physical picture of CF/GF preparation. (c) Preparation flow chart of VMQ@/GF .
The prepared CF/GF was coated with a silicone coating to enhance its flame-retardant and thermal insulation properties. Figure 1(c) illustrates the preparation flowchart for the VMQ/GF composite. The process began with the preparation of Component A, which consisted of vinyl silicone rubber VMQ14 (70 parts per hundred rubber (phr)), VMD-10k (30 phr), silica (10 phr), aluminum hydroxide (20 phr), zinc borate (5 phr), and a platinum catalyst (0.1 phr). These reagents were added sequentially into the mixture, stirred thoroughly, and then passed through a three-roll mill twice for homogenization and grinding. A three-dimensional (3D) microscope analysis (Figure S1, Supporting Information) confirmed that after two passes, particles were reduced to less than 1 mm, with a significantly reduced number of visible particles compared to after one pass, ensuring uniform coating application and consistent performance. Subsequently, Component B was prepared by mixing hydrogenated silicone oil DH0.5 (9 phr) with a silicone inhibitor (0.01 phr). Finally, Component B was incorporated into Component A and mixed thoroughly to obtain the final silicone coating agent. The coating was applied via controlled spraying to achieve an areal density of 200 mg/cm2, thereby balancing the various properties. The rationale for selecting 200 mg/cm2 as the optimal coating thickness is provided in the Supporting Information (Figure S2). The dry film thickness of the coating was measured to be approximately 2.15±0.10 mm, as determined by the thickness difference between the uncoated glass fiber fabric (0.2±0.05 mm) and the coated VMQ@CF/GF fabric (2.35±0.05 mm). Thermal curing was conducted at 100°C for 15 min, followed by 168 h of air drying. This procedure produced the final VMQ@CF/GF fabric, which exhibits combined flame retardancy, thermal insulation, and electrothermal functionality.
Characterization
Microstructural features were analyzed using a scanning electron microscope (Sigma300, ZEISS) at 5 kV. Surface morphology after coating was observed using a 3D microscope (QUANTA-200, FEI, Hillsboro, OR). Fourier transform infrared (FTIR) spectra were acquired before and after coating using a microinfrared spectrometer (Cary 610/670, Varian, USA) in the range of 4000 to 400 cm−1. The electrical resistance of carbon fibers was measured using an electrical multimeter (DEM21 Delixi Electric Co. Ltd.). Dynamic water contact angles were also captured using a contact angle meter (OCA15EC, Beijing Audryno Instruments Co., Ltd.). The vertical combustion rating Underwriters Laboratories (UL-94) was measured through the CZF-4 horizontal and vertical combustion tester (Nanjing Shangyuan Analytical Instrument Co., Ltd.) according to American Society for Testing and Materials (ASTM D635-14). Thermogravimetric analyses were carried out from 40 to 800°C at a heating rate of 10°C/min using a thermal gravimeter (TG/1100LF, Mettler Toledo, Switzerland), the process was carried out in a nitrogen environment. Thermal protective performance (TPP) was measured using a DR255 TPP tester (Darong Textile Instrument Co., Ltd., China) according to the Guobiao/TuiJian (GB/T 38302) standard. Thermal conductivity was measured before and after coating using a high-precision thermal conductivity tester (Xiangtan Xianyi Instrument Co. Ltd.) according to ASTM C518. The abrasion resistance before and after coating was tested using a Taber abrasion tester (HT-5478, Guangdong Hongtuo Instrument Technology Co. Ltd.). The temperature during energization was measured with a thermocouple (UT303A, Youlide Technology Co. Ltd.). Surface temperature was monitored using an infrared camera (LT7-P, Dali Technology).
Results and discussion
Characterization of VMQ@CF/GF
To systematically investigate the modification effects of VMQ@CF/GF, systematic characterization of the microstructure, elemental distribution, and surface chemical structure of the samples before and after coating treatment was first performed using scanning electron microscopy (SEM), X-ray energy dispersive spectroscopy (EDS), and FTIR spectroscopy. The VMQ@CF/GF composite maintains excellent structural flexibility after coating, as evidenced by its macroscopic appearance (Figure 2(a)). More importantly, both 3D topography (Figure 2(b)) and SEM analysis (Figure 2(c)) confirm the formation of a uniform, continuous, and dense protective coating on the fabric surface. This microstructural integrity is critical for achieving the desired performance, suggesting that the coating will have excellent heat insulation properties and can provide high-performance fire-resistant protection.25,26 The elemental composition and distribution of the VMQ@CF/GF surface were analyzed by X-ray EDS. The EDS mapping results in Figure 2(f) clearly show a homogeneous spatial distribution of silicon (Si), oxygen (O), aluminum (Al), and zinc (Zn), directly evidencing the uniform coverage of the coating. Quantitative analysis (Figure 2(d)) further confirms that the surface is primarily composed of carbon (C, 80.6 wt%) and oxygen (O, 17.2 wt%), with silicon (Si, 1.38 wt%) as a key coating component. The presence of trace amounts of aluminum (Al, 0.28 wt%) and zinc (Zn, 0.15 wt%) corresponds to the flame-retardant fillers, corroborating the successful and uniform incorporation of the functional coating. These elements align closely with the coating agent formulation (vinyl silicone rubber, silica, aluminum hydroxide, zinc borate), confirming that the flame-retardant thermal insulation components have been successfully loaded onto the fabric surface. The successful chemical modification of the fabric was verified by FTIR spectroscopy. As shown in Figure 2(e), the FTIR spectrum of the coated fabric exhibits a new, distinct absorption band in the range 1000–1100 cm−1, which is absent in the uncoated sample. This band is attributed to the asymmetric stretching vibration of the Si-O-Si bonds, a characteristic functional group formed from the crosslinking and curing of the methyl vinyl silicone rubber (VMQ) matrix.27,28 The emergence of this signature peak provides direct chemical evidence confirming the successful introduction and covalent fixation of the flame-retardant coating onto the fabric surface. Figure 2(g) demonstrates an inverse relationship between carbon fiber linear density (K value) and electrical resistance. A higher K value, indicating more filaments per bundle, results in significantly lower resistance. This allows for precise control over the fabric's electrothermal performance. Based on this, 24K carbon fiber with the lowest resistance was chosen to achieve optimal performance in the final multifunctional fabric.
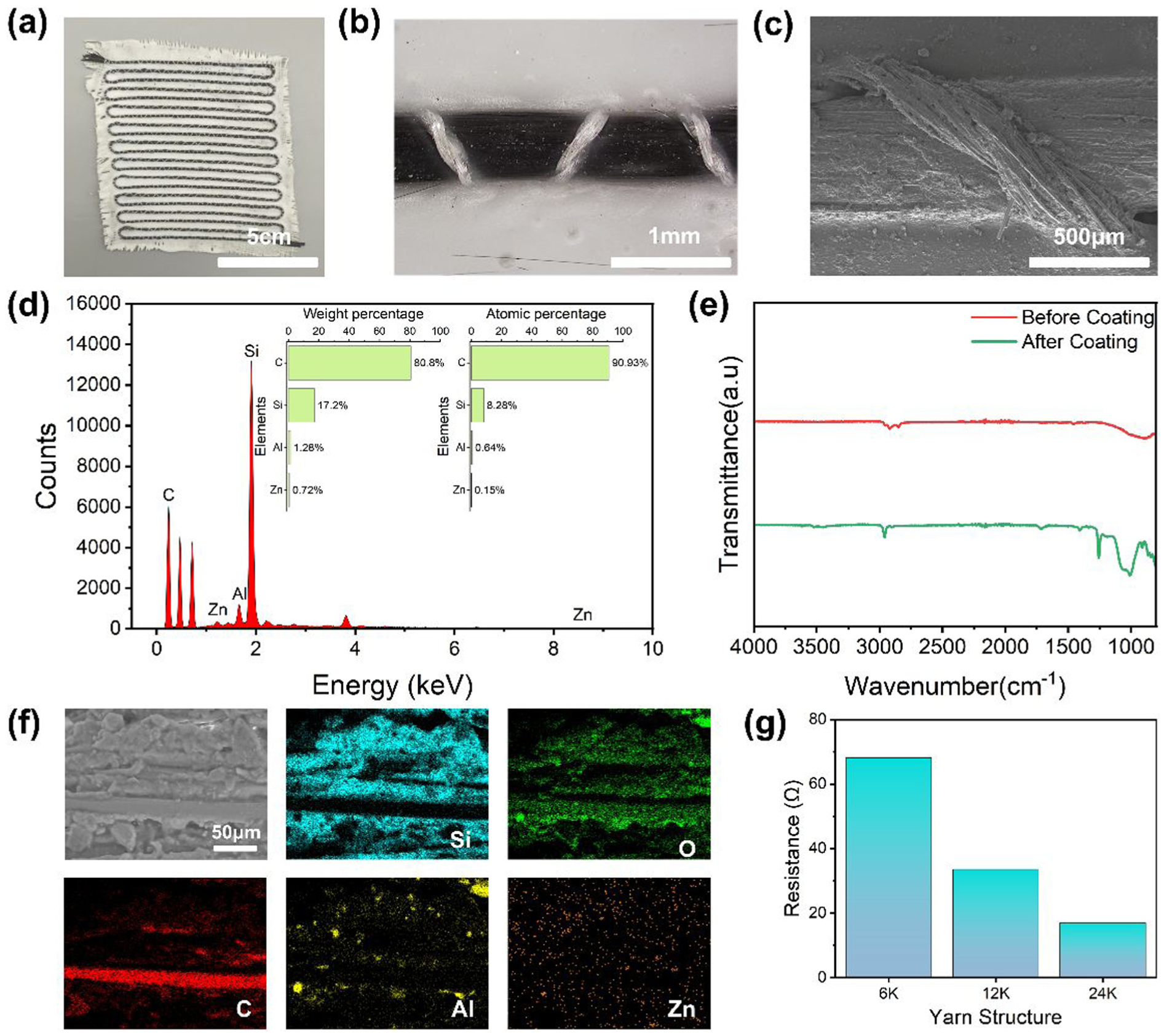
(a) Optical photographs of vinyl silicone rubber-coated carbon fiber/glass fiber (VMQ@CF/GF) after coating. (b) 3D morphology of VMQ@CF/GF after coating. (c) Scanning electron microscopy morphology of VMQ@CF/GF after coating. (d) X-ray energy dispersive spectroscopy (EDS) of VMQ@CF/GF after coating. (e) Fourier transform infrared spectra of VMQ@CF/GF before and after coating. (f) EDS element distribution of VMQ@CF/GF after coating. (g) Resistance per meter of carbon fiber with different K values (K value represents the number of filaments in thousands).
Flame-retardant mechanism of VMQ@CF/GF
Flame retardancy and surface wettability are decisive factors for fabrics used in aviation and protective gear.29,30 To this end, the wetting behavior of the fabric was first systematically investigated through contact angle testing. As shown in Figure 3(a), the flame-retardant coating treatment drastically altered the fabric's wettability, increasing its water contact angle from 50.8° to 107.9°. This transition from hydrophilic to hydrophobic is attributed to the intrinsically low surface energy of the vinyl silicone rubber coating. The newly formed hydrophobic surface enhances stain resistance and environmental durability. More importantly, it effectively inhibits the penetration and adsorption of water-based flammable liquids, thereby providing an additional layer of fire safety at the application level. Figure 3(b) schematically illustrates the synergistic flame-retardant mechanism of the coated fabric, which involves both condensed-phase and gas-phase actions. In the condensed phase, aluminum hydroxide (Al(OH)3) undergoes endothermic decomposition, generating aluminum oxide (Al2O3) and water vapor. This reaction consumes substantial heat, thereby suppressing the surface temperature of the material. Simultaneously, zinc borate melts upon heating to form a dense, glassy borate layer that encapsulates the fibers, effectively acting as a barrier to inhibit heat transfer and mass transport. The flame retardancy involves synergistic mechanisms in both gas and condensed phases. In the gas phase, water vapor from aluminium hydroxide (ATH) decomposition dilutes combustible gases and oxygen. Meanwhile, in the condensed phase, a platinum-catalyzed reaction between vinyl silicone rubber and hydrogen-containing silicone oil forms a dense 3D crosslinked network. This structural transformation restrains polymer chain movement, thereby enhancing thermal stability and inhibiting melt dripping. The crosslinking rate is precisely regulated by an inhibitor to ensure processability. The combined action of the crosslinked network and the inorganic protective barrier establishes a comprehensive flame-retardant system that effectively prevents dripping and ignition. To quantitatively evaluate flame retardancy, vertical burning tests were conducted according to the UL-94 standard. Figure 3(c) presents the combustion process of both uncoated and coated CF/GF fabrics during the UL-94 test at different time points. The CF/GF sample achieved a V-0 rating, with self-extinguishment occurring 5 s after the first ignition. The VMQ@CF/GF fabric also achieved a V-0 rating, self-extinguishing within 3 s of the first ignition and exhibiting immediate self-extinguishment upon igniter withdrawal in the second ignition. These results confirm that both fabrics possess excellent self-extinguishing capability, with the coating further enhancing the extinction speed. The thermal stability imparted by the coating was further evaluated by thermogravimetric analysis. As shown in Figure 3(d), the uncoated glass fiber fabric exhibits negligible weight loss up to 800°C, with a char yield of approximately 98%. In contrast, the VMQ-coated glass fiber (VMQ@GF) shows three distinct weight-loss stages, corresponding to the decomposition of ATH, zinc borate, and VMQ, respectively, with a final char yield of about 76%. The formation of this inorganic residue layer confirms that the VMQ coating forms a protective barrier upon heating, contributing to the enhanced flame retardancy and thermal insulation. Figure 3(e) presents a comparative analysis of the TPP of different fabrics, evaluated according to the GB/T 38302 standard. The VMQ@CF/GF fabric exhibited a superior TPP value of 898.8 kW s m-2, substantially outperforming the CF/GF (350.1 kW s m-2) and the glass fiber substrate (386.4 kW s m-2). These findings quantitatively validate the enhanced thermal protection imparted by the VMQ coating. Figure S3 (Supplemental Material) provides a direct comparison of the combustion process of the uncoated fabric and the coated fabric. For the untreated CF/GF sample, the polyester yarns ignite rapidly upon flame impingement. The glass fiber matrix and the overall structure sustain severe damage, leading to a complete loss of structural integrity. In contrast, the VMQ@CF/GF fabric maintains its structural integrity and stability, benefiting from the flame-retardant coating.
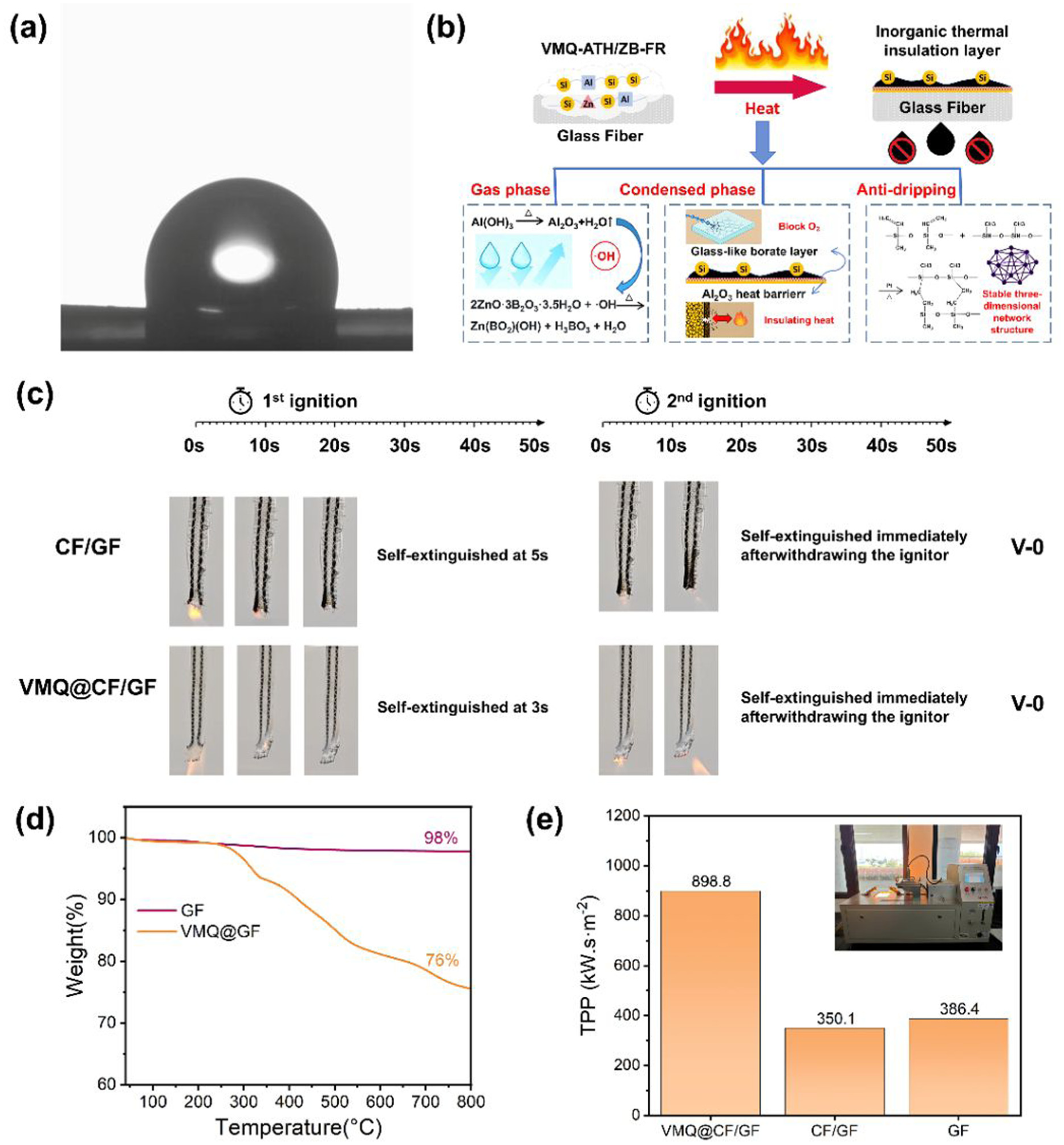
(a) Static contact angle of vinyl silicone rubber-coated carbon fiber/glass fiber (VMQ@CF/GF) after coating. (b) Flame-retardant mechanism of VMQ@CF/GF. (c) Combustion process during the UL-94 test at different time points. (d) Thermogravimetric analysis of glass fiber and VMQ@GF. (e) Comparison of thermal protective performance (TPP) values for different fabrics.
Thermal insulation and abrasion resistance of VMQ@CF/GF
To ensure the long-term safety and durability of electrically heated fabrics under high-temperature operating conditions, this study systematically evaluated their thermal insulation and abrasion resistance properties. The thermal insulation performance was evaluated at a hot-plate temperature of 240°C. As shown in the infrared thermal images (Figure 4(a)), the surface temperature of the VMQ@CF/GF is significantly lower than that of the uncoated CF/GF sample. This result clearly indicates that the coating provides the fabric with excellent thermal insulation properties. The dynamic surface temperature profiles of the fabrics are compared in Figure 4(b). Starting from an identical initial temperature of 30±1°C, both samples experienced a temperature rise as the hot stage reached 240°C. The final surface temperature of the VMQ@CF/GF fabric was 124.41°C, which is significantly lower than the 136.25°C recorded for the uncoated CF/GF. Furtherore, the VMQ@CF/GF curve exhibited a pronounced thermal lag, characterized by a slower heating rate.31,32 This phenomenon indicates that the VMQ coating not only provides superior thermal insulation but also enhances the fabric's thermal buffering and temperature regulation capabilities. The thermal conductivity of the fabric was characterized before and after coating, as summarized in Figure 4(c). The VMQ@CF/GF composite exhibited a thermal conductivity of 0.0373 W/(m K), which is significantly lower than the value of 0.0456 W/(m K) for the untreated CF/GF fabric. This represents a substantial reduction of 18.0%, unequivocally demonstrating that the VMQ coating effectively lowers the thermal conductivity of the material. The reduction in thermal conductivity originates from synergistic mechanisms. The vinyl silicone rubber matrix provides a base with intrinsically low thermal conductivity, establishing an effective thermal insulating layer. Furthermore, the incorporated micro- and nanofillers (e.g., silica, aluminum hydroxide) create numerous interfaces that significantly enhance phonon scattering. 33 This scattering prolongs the heat transfer pathways and collectively suppresses solid-phase thermal conduction, leading to the observed lower thermal conductivity.
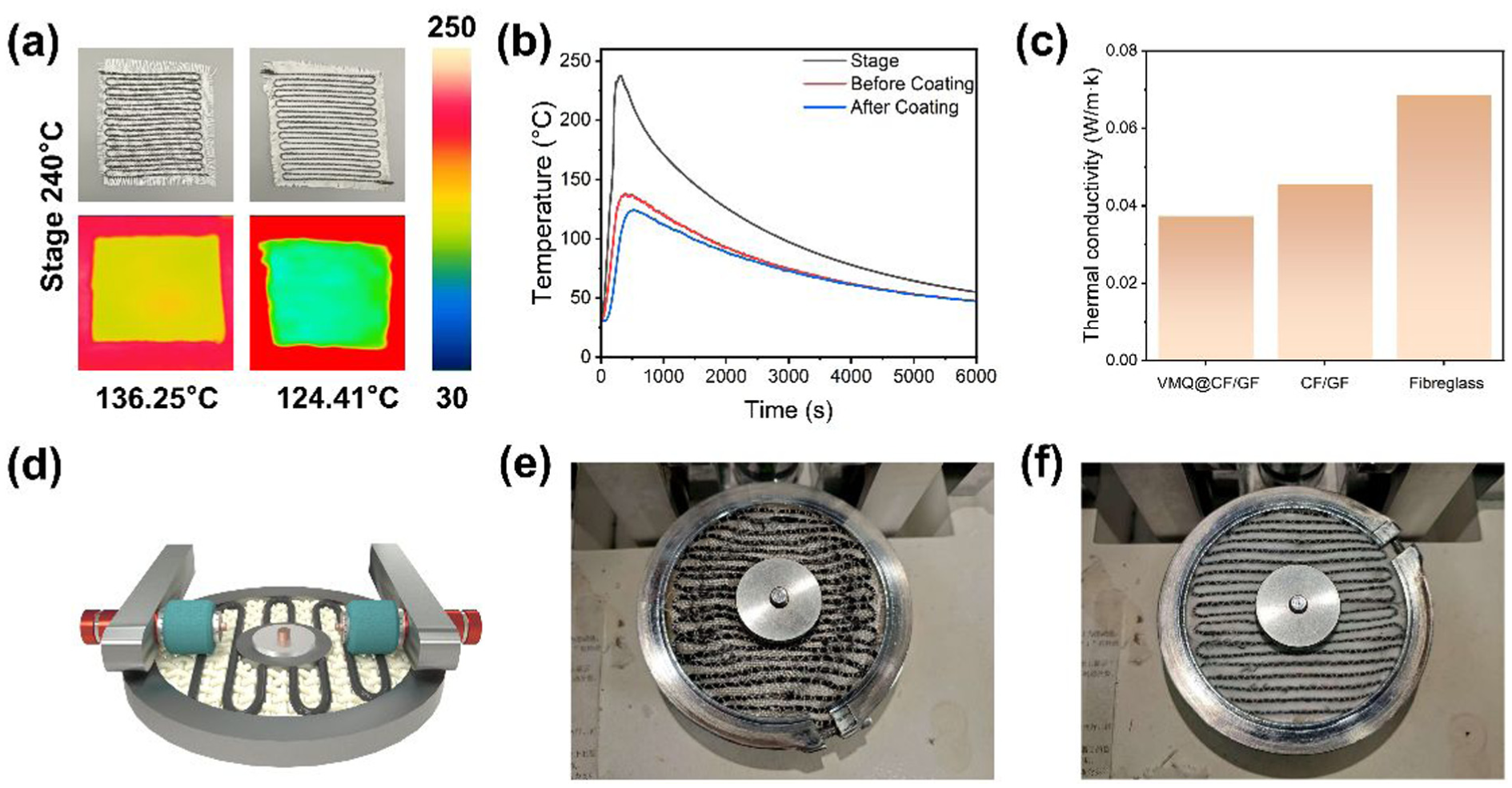
(a) Infrared thermal imaging map of vinyl silicone rubber-coated carbon fiber/glass fiber (VMQ@CF/GF) before and after coating. (b) Comparison chart of temperature changes of VMQ@CF/GF. (c) Comparison chart of thermal conductivity coefficients of VMQ@CF/GF. (d) Schematic diagram of Taber abrasion tester experiment. (e) Microstructure after 300 cycles of wear of VMQ@CF/GF before coating (f) Microstructure after 300 cycles of wear of VMQ@CF/GF after coating.
Abrasion resistance is a key indicator for evaluating the practicality and service life of fabrics. This study subjected fabrics to 300 standard abrasion tests before and after coating treatment. 34 Figure 4(d) shows a schematic diagram of the Taber abrasion tester used. After 300 abrasion cycles, the uncoated CF/GF sample (Figure 4(e)) exhibited significant glass fiber wear, fraying, and interlaminar delamination. Concurrently, the polyester sewing thread fractured, resulting in severe structural integrity compromise. In contrast, the VMQ@CF/GF sample (Figure 4(f)) maintained good coating continuity under identical test conditions. Carbon fibers were effectively encapsulated within the coating, with no noticeable fiber exposure or breakage observed. The results indicate that the VMQ coating exhibits excellent interfacial bonding strength with the fiber matrix, effectively resisting damage caused by repeated mechanical friction. This ensures the reliability and stability of the fabric's electrical and thermal properties under long-term service conditions.
Electrical heating performance of VMQ@CF/GF
According to the Joule-Lenz law, when current flows through conductive fabrics, it can directly convert electrical energy into thermal energy, thus demonstrating broad application prospects in the field of electric heating. 35 Figure 5(a) shows a schematic diagram of the electric heating test system. This system supplies power to the fabric via a DC power source and employs an infrared thermal imager to monitor its surface temperature distribution in real time. All electrothermal tests were conducted at an ambient temperature of 26±1°C and a relative humidity of 45±5% to ensure reproducibility. To investigate the influence of carbon fiber arrangement on electrical heating behavior, fabric samples with three distinct topological configurations—linear (L-VMQ), sinusoidal (S-VMQ), and hemispherical (H-VMQ)—were prepared (Figure 5(b)). Under identical input voltages, all three fabrics exhibited rapid and uniform heating behavior (as shown in the infrared thermal image in Figure 5(b)), indicating that the TFP-based fabrication process enables the formation of structurally stable conductive networks with consistent electrothermal properties. The electrothermal response of fabrics with L-VMQ, S-VMQ, and H-VMQ configurations under different applied voltages (10, 15, 20 V) is presented in Figures 5(c)–(e). All configurations exhibit characteristic Joule heating behavior: a rapid temperature increase upon power application followed by a gradual approach to a dynamic equilibrium. As expected, the steady-state temperature rises with increasing voltage due to higher power input. A key observation is that, despite the three configurations having nearly identical areal densities and electrical resistances (variation < 5%)—implying similar theoretical heat generation per Joule's law—their actual steady-state temperatures showed systematic differences. This divergence suggests that the arrangement of the heating element significantly influences the effective heat dissipation and overall thermal management capability of the fabric. 36 Figure 5(f) shows temperature-over-time plots for VMQ@CF/GF with different arrangements at 20 V. The hemispherical sample (H-VMQ) reached a steady-state temperature of 62.75°C at 20 V. To quantitatively evaluate the electrothermal performance, the steady-state temperature rise was plotted against the input power density, as shown in Figure 5(g). A linear relationship ΔT = k×p (R2 > 0.99) was observed for all configurations, consistent with Joule-heating behavior. Among the three patterns, the hemispherical configuration exhibits the highest heating efficiency, followed by the sinusoidal and linear patterns. This performance is attributed to its radially symmetric design, which promotes uniform in-plane heat distribution, expands the effective heating zone, and reduces parasitic heat loss. The synergistic effect of these factors results in stable and efficient heating performance, ideal for large-area thermal management applications.
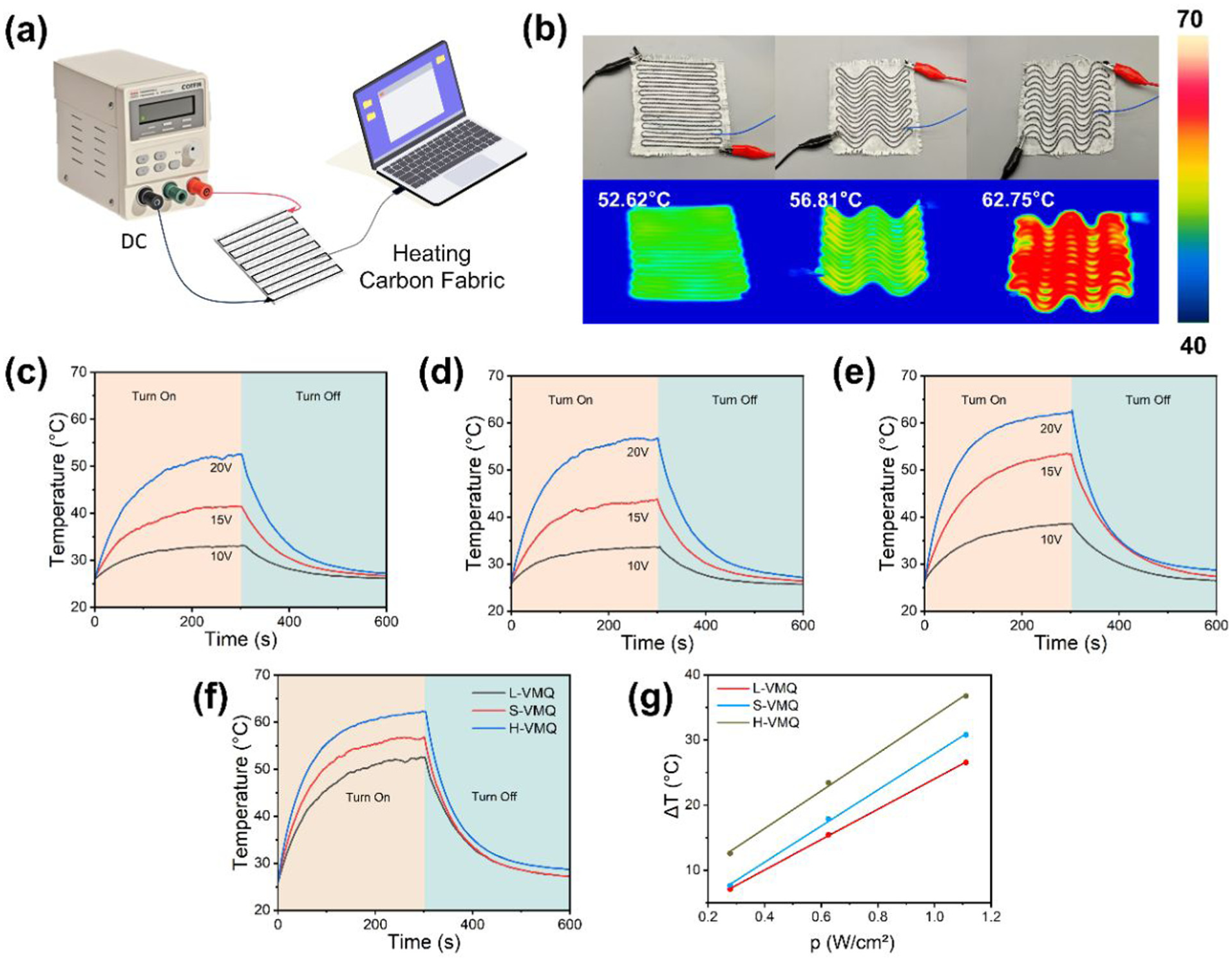
(a) Schematic diagram of electric heating test assembly. (b) Electrical heating test specimens and corresponding infrared thermal images of vinyl silicone rubber-coated carbon fiber/glass fiber (VMQ@CF/GF) fabric with different weave configurations. (c)–(e) Temperature-over-time plots for VMQ@CF/GF with different arrangements—longitudinal (L-VMQ) (c), sinusoidal (S-VMQ) (d), hemispherical (H-VMQ) (e)—under varying voltages. (f) Temperature-over-time plots for VMQ@CF/GF with different arrangements at 20 V. (g) Steady-state temperature rise as a function of input power density for different arrangements.
To validate its practical potential, the H-VMQ sample was integrated with three typical application substrates, as demonstrated in Figure 6. Figure 6(a) presents the schematic diagram of its integration with commercial industrial carpet with a size of 10×10 cm2. The corresponding infrared thermal image (Figure 6(b)) shows that under a 10 V driving voltage, the carpet surface temperature reaches 37.6°C, indicating rapid and uniform heating performance. Figure 6(c) displays the schematic diagram for the integration with aircraft cabin flooring with a size of 10×10 cm2, and the infrared thermal image (Figure 6(d)) reveals a surface temperature of 45.6°C at 20 V, satisfying the efficient thermal management requirement in aerospace environments. Additionally, the H-VMQ sample with a customizable size of 40×30 cm2 can be easily integrated into automotive seats, as demonstrated in Figure 6(e). Figure 6(f) (infrared thermal image) shows a seating surface temperature of 42.3°C under 20 V. This rapid thermal response and efficient heat transfer through the integrated structure confirm the system's capability for effective and uniform localized heating. These findings strongly support the practical application of this technology in active thermal management scenarios, such as aircraft cabin flooring and automotive seating surfaces.
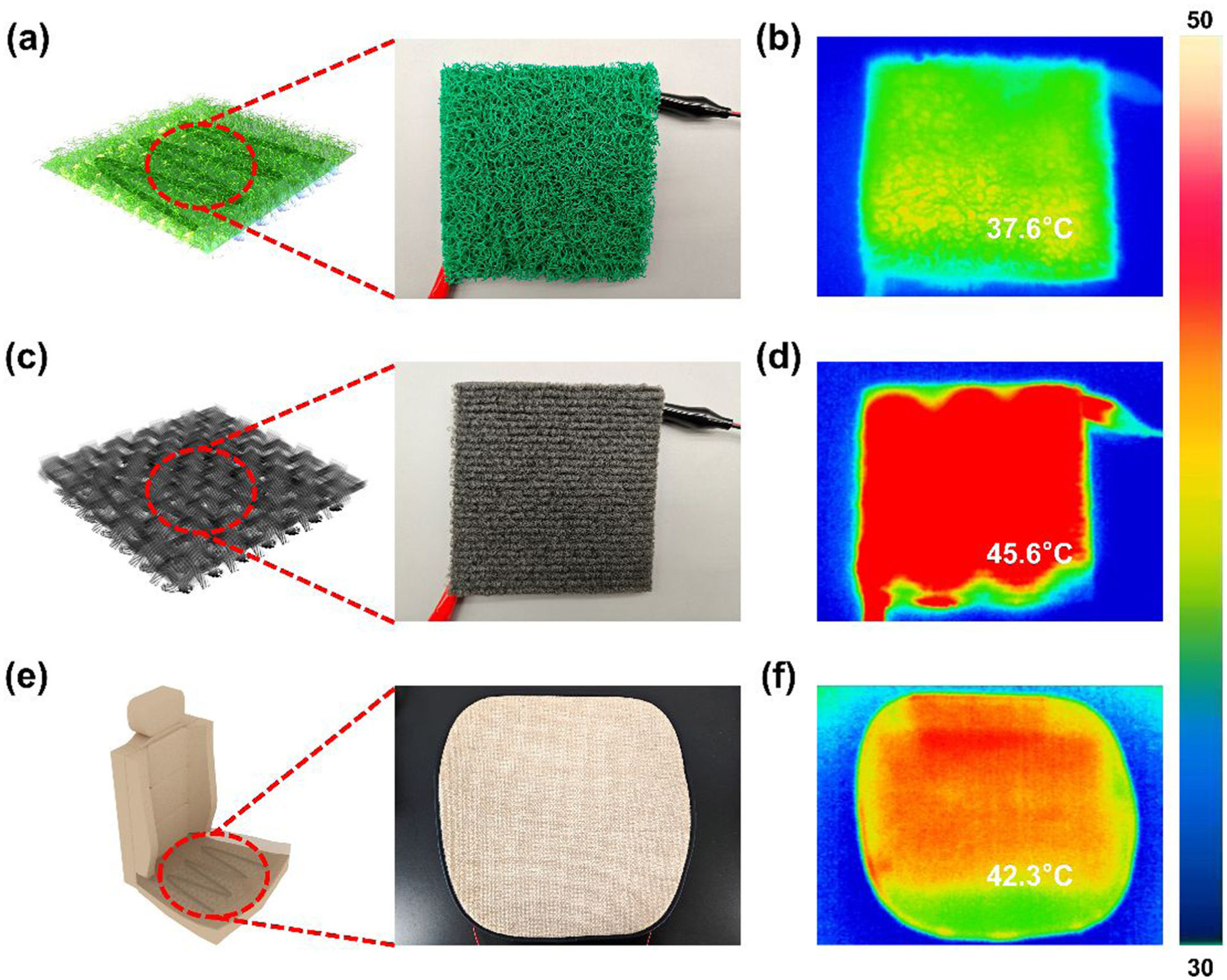
(a) Schematic diagram of vinyl silicone rubber-coated carbon fiber/glass fiber (VMQ@CF/GF) for industrial carpet. (b) Infrared thermal image of VMQ@CF/GF for industrial carpets. (c) Schematic diagram of VMQ@CF/GF for aircraft cabin flooring. (d) Infrared thermal image of VMQ@CF/GF for aircraft cabin flooring. (e) Schematic diagram of VMQ@CF/GF for automotive seating. (f) Infrared thermal image of VMQ@CF/GF for automotive seating.
Conclusion
In this work on the strategic integration of architecturally patterned carbon fibers on glass fiber substrates, coupled with a meticulously engineered VMQ-based multifunctional coating, we have realized a materials system that harmoniously unites exceptional electrothermal performance, robust safety characteristics, and superior thermal comfort. The resultant textiles exhibit remarkable and tunable heating profiles, achieving temperatures up to 62.75°C under low-voltage operation, while the synergistic flame-retardant composite coating bestows good hydrophobicity, self-extinguishing capability, and impressive thermal insulation efficacy, effectively retarding heat transfer (when heated on a 240°C hot plate, the temperature on the backside of the fabric was 124.41°C). Furthermore, the demonstrated mechanical durability and successful integration into three practical substrates—industrial carpets (37.6°C at 10 V), aircraft cabin flooring (45.6°C at 20 V), and automotive seating (42.3°C at 20 V)—that exhibited rapid surface heating within minutes, unequivocally validate the practical viability and transformative potential of our approach.
Footnotes
Acknowledgements
We gratefully acknowledge the support from the Department of Science and Technology of Hubei Province.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Department of Science and Technology of Hubei Province (grant number 2024CSA076).
Data availability
Data accessibility is ensured through direct request.
Supplemental material
Supplemental material for this article is available online.