
Abstract
In this work, different contents of vinyl-terminated fluorosilicone oil (VFS oil) were blended with room temperature-vulcanized (RTV) polydimethylsiloxane (PDMS). Via rheological detection, the addition of VFS oil could increase the viscosities of VFS/PDMS/silicon dioxide (SiO2) blends, probably due to the interaction between incorporated fluorine atom and silanol on the surfaces of SiO2. The additional “structuring effect” was reduced by enhancing the shearing rate of the mixed gums containing VFS oil and the obvious shear-thinning property was helpful for enhancing the processability. The curing process and cross-linking degree test of VFS/PDMS/SiO2 blends suggested that the VFS oil could reduce the curing time and the induction time, but did not play a positive role in the cure depth using a platinum catalyst. Mechanical property tests showed that the VFS oil did not increase the tensile strength and elongation at break, and the hardness slightly decreased with increasing VFS oil content. The oil resistance property test showed that the oil resistance of the polysiloxane rubber was well improved by the incorporation of the VFS oil containing the functional group –CH2CH2CF3.
Introduction
Polydimethylsiloxane (PDMS) rubbers are widely used in many applications due to their superior physical and chemical properties. However, some drawbacks of polysiloxane materials, like the poor oil and fuel resistance, 1 also restrict its application in some specific areas. To improve the oil resistance of PDMS materials, a variety of methods have been used, such as coating the material with a hybrid inorganic/organic polymer 2 or by grafting or blocking some functional groups to the PDMS chains. 3,4 Among these methods, the fluorine (F)-contained polysiloxanes was conducted most extensively. 5 –7 Commonly, the incorporation of polar groups, like –CN 8 and –CH2CH2CF3, would considerably enhance its resistance to oil and nonpolar chemicals. The introduction of F atom would increase the polysiloxane molecule polarity, and thus the oil and fuel resistance properties of the silicone rubber could be well improved. 5,9 However, the addition-type room temperature-vulcanized (RTV) silicone rubber, 10,11 especially which uses platinum (Pt) complex as the catalyst and contains the F atom like trifluoropropyl (TFP; –CH2CH2CF3) group, has rarely been reported. 12,13
Platinum has been widely used as a catalyst for the cross-linking of silicone elastomers by a hydrosilylation reaction (also known as addition cure) in the silicone industry. In Pt catalysis of the hydrosilylation, there is an induction time before the reaction proceeds efficiently. The induction time associated with chloroplatinic acid (H2PtCl6) catalysis may be related to the reduction process that must occur to form the active Pt(0) catalyst; the induction time for Karstedt’s Pt(0) catalyst is associated with activation of the catalyst by removal of the vinyl ligands. 14 It is known that the active platinum catalyst in hydrosilylation reactions is constantly removed from the reaction mixture by “side reactions.” “Poisons” for platinum, such as sulfur, lead, and tin compounds, react with and deactivate platinum catalysts. With respect to the hydrosilylation-curing system containing –CH2CH2CF3, the effect of the –CH2CH2CF3 on the catalytic efficiency of the Pt complex has not been studied before, so this would be one focus in our investigation.
For the RTV-type polysiloxane rubber, the lower molding temperature is one of their prominent advantages. Thus, the RTV fluorosilicone rubber (FSR) with the superior oil and fuel resistance properties has a compelling prospect in the application of aerospace areas, especially the fields of electronic potting that required a higher oil resistance. 15,16 However, it is of high price. 6 Therefore, it is necessary to explore more kinds of FSRs with high cost-effective and excellent comprehensive performance. In our previous report 17 and other articles, various fluorosilicones with different structures were synthesized and investigated. 17 –19 In this article, the vinyl-terminated fluorosilicone (VFS) with random structure was prepared in the laboratory, and it was expected to enhance the oil resistance properties of the traditional PDMS silicone rubber. Various commercial FSRs with different ratios of VFS/PDMS were prepared in our experiments. The oil resistance (to PDMS oil) was tested in our study and various other properties of the FSRs were also investigated.
Experimental
Materials
1,3,5-Tris(3,3,3-trifluoropropyl)-1,3,5-trimethylcyclotrisiloxane (F3, purity > 99.5%) obtained from Weihai New Era Chemical Co., Ltd (Weihai, Shandong Province, China) was used as received. A mixture of dimethyl cyclosiloxane (D n , 3 ≤ n ≤ 6, D n content > 99.5%) was obtained from Huarun Co., Ltd. (Shanghai, China) 1,3-Divinyl-1,1,3,3-tetramethyldisiloxane (MviMvi, purity > 99.5%) was supplied by Kangmanling Co., Ltd (Nanjing, Jiangsu Province, China) The (CH3)4NOH (25 wt% of water solution) used as a catalyst was supplied by National Pharmaceutical Group Chemical Reagent Co., Ltd (Shanghai, China) All of these materials were used for the preparation of the vinyl-terminated copoly-fluorosilicone (VFS oil, random structure, η 25 ≈ 1100 mPa s, vinyl content = 0.20 wt%, –CH2CH2CF3 contained unit content: 30 mol%).
Vinyl-terminated PDMS (η 25 ≈ 1000 mPa s, vinyl group content = 0.30 wt%) was purchased from Huarun Chemical Co., Ltd (Shanghai, China) Hydrogen-containing silicone oil (1 wt% of the active hydrogen) used as a cross-linking agent was obtained from Dayi Inc. (Shandong Province, China). MQ silicone resin (vinyl content: 2.4 wt%) was supplied by Shanghai Aishibo Organicsilicon Materials Co., Ltd. The platinum complex (laboratory-made Pt content: 0.30 wt%) catalyst was synthesized by the method reported previously. 20 Precipitated silica (specific surface area: 129.2 m2/g) was supplied by Wanzai Chemical Co., Ltd (Jiangxi Province, China), and the particle size was 30–100 nm. The PDMS oil (methyl-terminated, η 25 ≈ 500 mPa s), which was used for oil resistance test, was purchased from Shaoxing Nuoyu Silicone Material Co., Ltd (Zhejiang Province, China).
Synthesis of VFS oil
D n , F3 (feeding ratio: CH2CH2CF3/Si = 3/10), MviMvi (0.75 wt% of the total mass of D n and F3), and (CH3)4NOH (0.1 wt% of the total mass of D n and F3) were mixed, and the mixture was heated to 100 ± 2°C under the nitrogen atmosphere. The reaction (illustrated in Figure 1) was constantly maintained for 4.5 h and then the system was quickly heated to 160 ± 2°C to remove the (CH3)4NOH (about 1 h). Finally, the system was pumped into vacuum to remove the cyclic oligosiloxane at about 180–200°C. 17
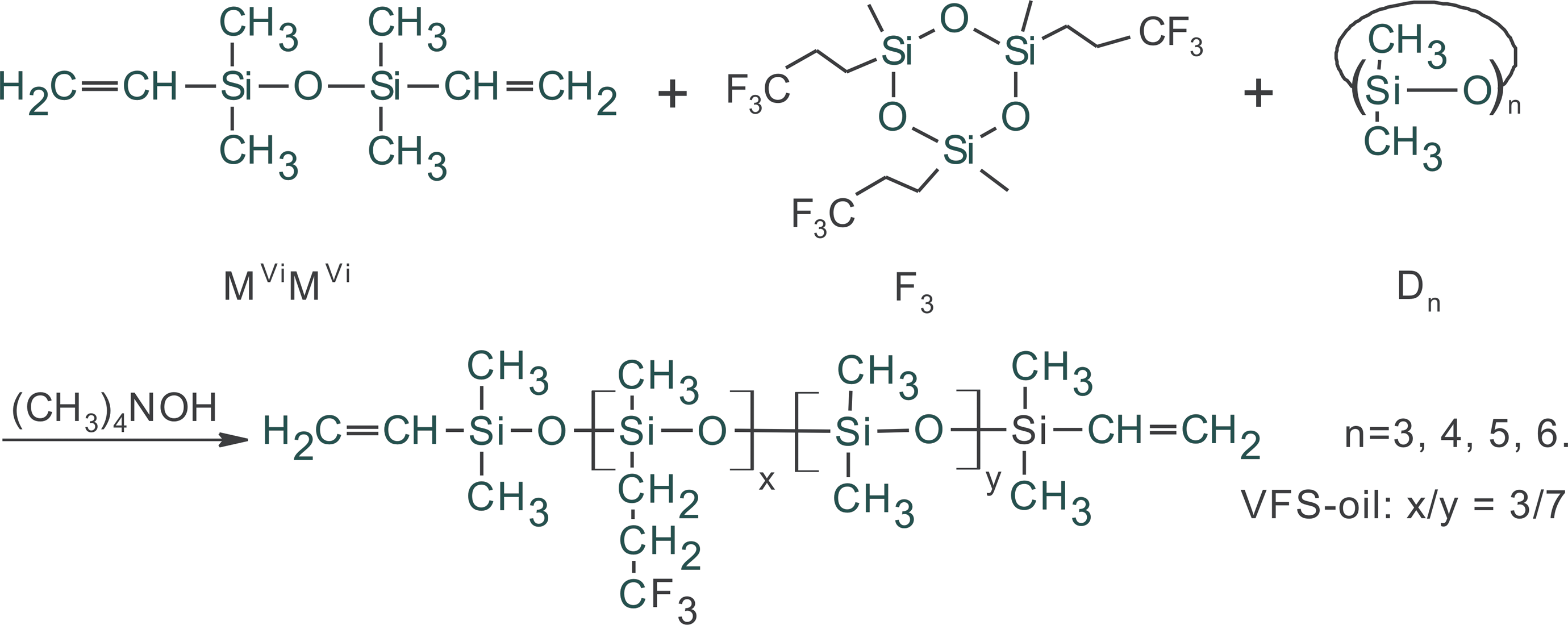
Scheme for the polymerization of VFS oil. VFS oil: vinyl-terminated fluorosilicone oil.
Sample preparation
The formulations for the preparations of the polysiloxane rubbers are presented in Table 1. First, the PDMS and VFS oil were blended via different ratios. Then the MQ silicone resin was dissolved in toluene (mass ratio = 1/1) followed by being added into the mixture. Subsequently, the new mixture was heated to 150°C and was stirred with the magnetic stirring system. After being stirred for 1.5 h, the toluene was pumped out by the vacuum pump at 150°C and the mixtures worked as the precursors. The silicon dioxide (SiO2; 5 phr) and hydrogen-containing silicone oil (molar ratio of H–Si/CH2=CH–Si = 1.3/1 21 ) were added into the mixtures and all of the six samples were ground with a three-roll mill (ST65/150, Zili Inc., Changzhou, Jiangsu Province, China) at room temperature for three times. Half of each mixture was separated out subsequently, and they were numbered as mixed gum 0/10 (MG0/10), MG1/9, MG2/8, MG3/7, MG4/6, and MG5/5, respectively. The rheological tests were then performed for those samples. Then the Pt complex catalyst (20 ppm of the sample weight) was added to each MG, and the mixtures were stirred and poured into a polytetrafluoroethylene mold separately. After eliminating the air bubble, they were cured at room temperature (25°C) for about 24 h.
Formulations for the preparation of the different mixed gums and RTV polysiloxane rubbers.
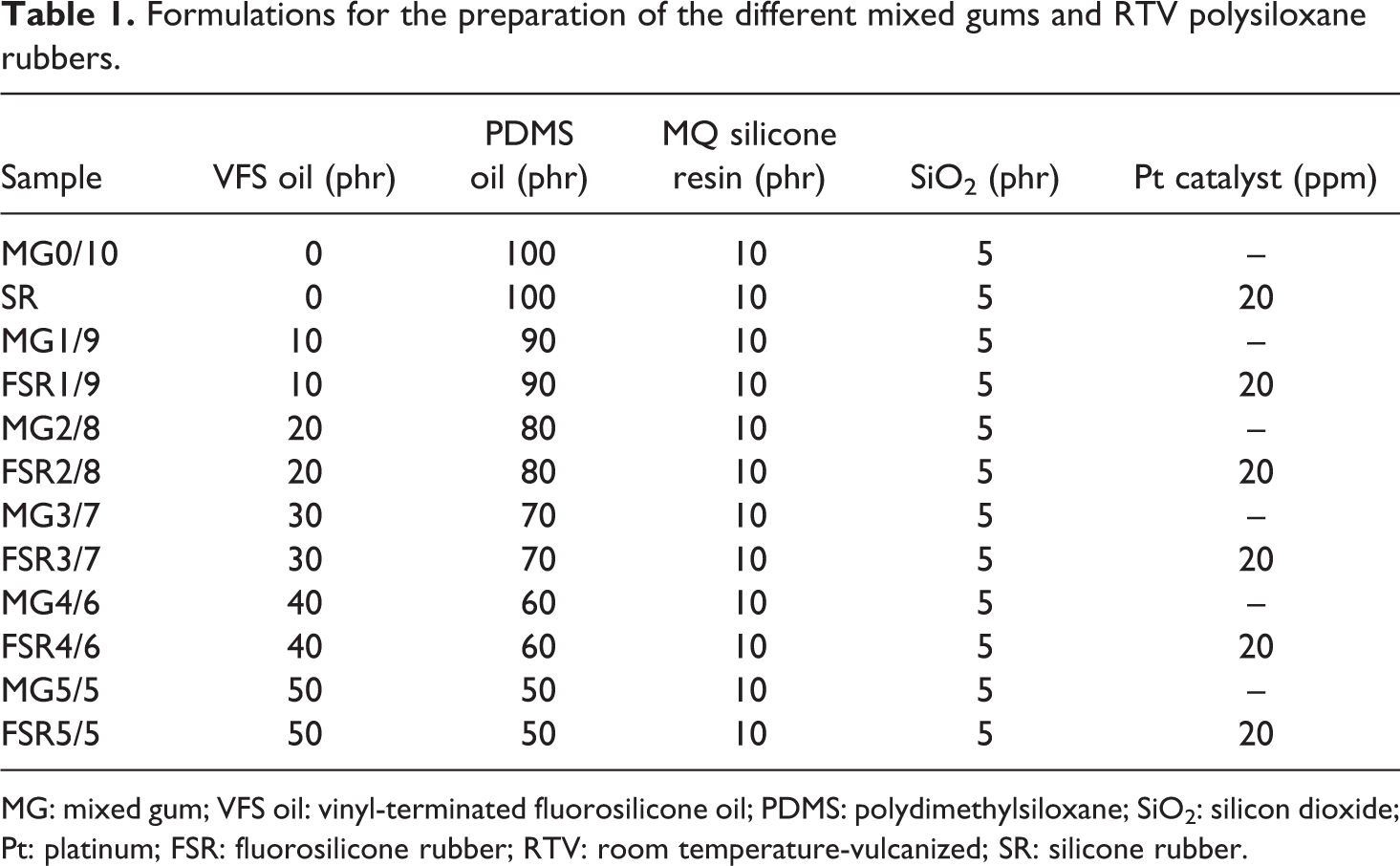
MG: mixed gum; VFS oil: vinyl-terminated fluorosilicone oil; PDMS: polydimethylsiloxane; SiO2: silicon dioxide; Pt: platinum; FSR: fluorosilicone rubber; RTV: room temperature-vulcanized; SR: silicone rubber.
Characterizations and measurements
The rheological properties of the MGs were investigated with a rotational rheometer instrument, HAAKE Rheo-Stress 600 (Germany). The scan range of shear rate (γ′) and temperature were 0.1–100s−1 and 25–80°C, respectively. The viscosity of the VFS and PDMS was also detected at different γ′, and the curing properties were also investigated by this instrument at 40°C, 1s−1.
The cured rubber samples were manufactured as standard dumbbell pieces and measured by MZ-2000C electronic pulling tester (Shenzhen Sans Test Machine Co., Ltd, Shenzhen, Guangdong Province, China), with an extension rate of 500 mm/min at room temperature, according to ISO 37-1994. Shore A hardness was recorded according to ISO 868.
Cross-linking degree test
Cross-linking densities of the samples were measured by the swelling method, and the toluene was used as the solvent.
22
The cross-linking degree was calculated using the Flory–Huggins equation (equation (1)).
23

where V e is the cross-linking density per unit volume, V 1 is the molar volume of the solvent (toluene), and V R is the volume fraction of the polymer in the swollen specimen. The Flory–Huggins interaction parameter, χ 1,was set to be 0.45. 24
Oil resistance test
Each sheet of the samples was cut into the size of 25 × 25 × 2 mm, and all of them were well immersed into the PDMS oil with a viscosity of 500 mPa s for 12 days with 3-day intervals at 30°C. Then both the mass change (ΔM, ΔM = (m 2 − m 1)/m 1 × 100%, m 1 and m 2 were the mass of the original specimens and the specimens after immersing) and volume change (ΔV, ΔV = (v 2 − v 1)/v 1 × 100%, v 1 and v 2 were the volume of the original specimens and the specimens after immersing) of them were detected. This test was recorded according to GB/1690-2006.
Results and discussion
Rheological properties
The viscosity of the MG is critical to the processability of the polysiloxane rubber and the lower viscosity means higher efficiency of the production. 15 Therefore, the rheological properties of the PDMS oil, VFS oil (Figure 2(a)), and the MGs (Figure 2(b) and (c)) were detected in our study. Generally speaking, the viscosity (η) of the non-Newtonian fluid relies on the γ′ of the test (η = f(γ′)). 25,26 Apparently, the MGs prepared in our experiments could be classified as non-Newtonian fluid, as the similar systems that had been investigated before. 27 –29 Figure 2(a) shows that the apparent viscosity (η a) of the PDMS oil and VFS oil are less sensitive to the shear rate, indicating that the rheological properties of the PDMS oil and VFS oil are close to Newtonian fluids. In comparison with the PDMS oil, the VFS oil exhibited relatively higher shear-sensitive properties. Figure 2(b) shows that the η a of the MGs are more sensitive to the shear rate, and the non-Newtonian behavior is more obvious with increasing content of VFS oil.
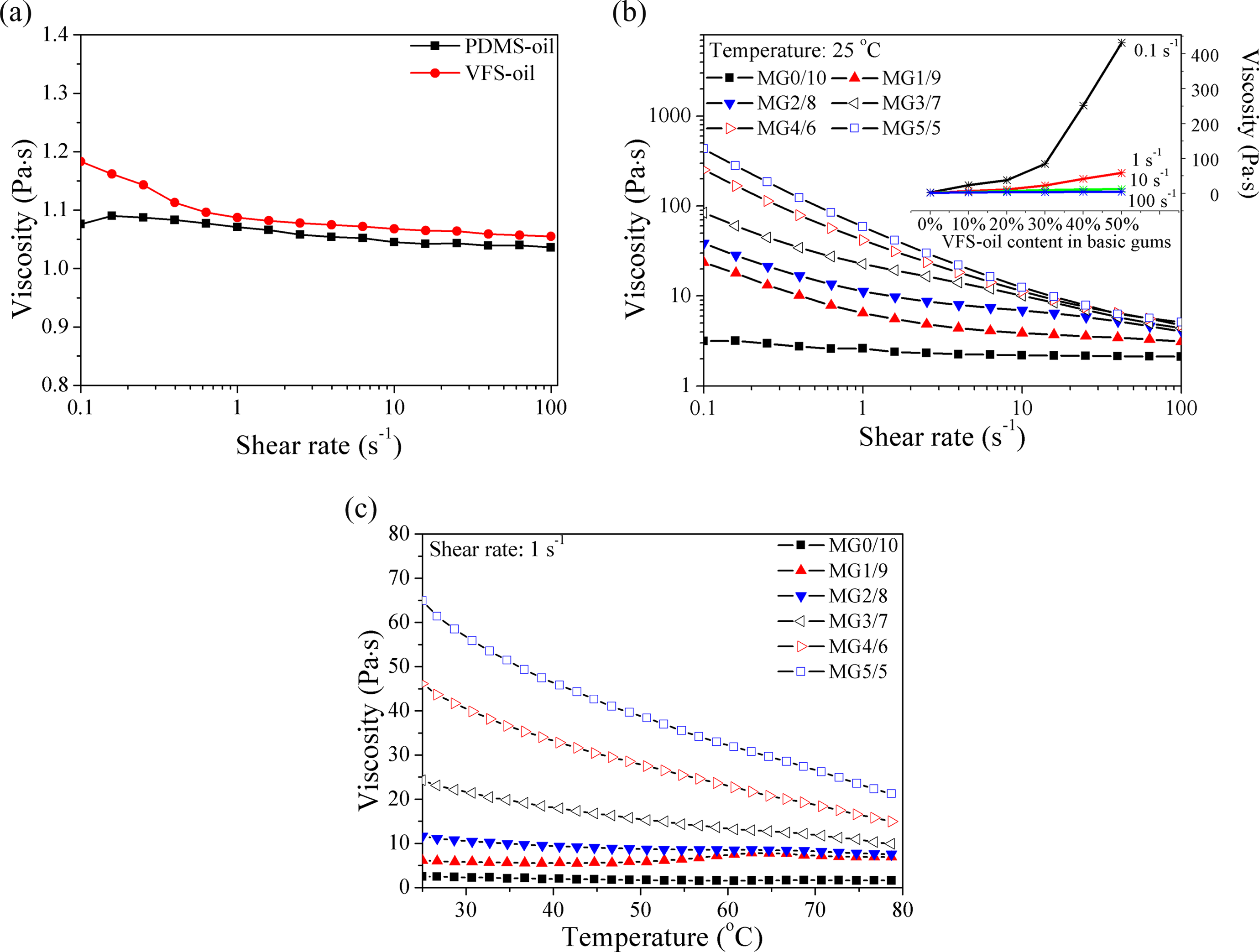
Rheological property of different gums. (a) PDMS oil and self-synthetic VFS oil, (b) viscosity of the mixed gums at different shear rates, and (c) viscosity of the mixed gums at different temperatures. VFS oil: vinyl-terminated fluorosilicone oil; PDMS: polydimethylsiloxane.
As shown in Figure 2(b), the η a of each MG followed the order of η aMG5/5 > η aMG4/6 > η aMG3/7 > η aMG2/8 > η aMG1/9 > η aMG0/10 under any shear rate. The η a of all the samples decreased as γ′ increases. The η a values at the γ′ of 0.1, 1, 10, and 100s−1 are listed in Table 2. From Figure 2(b), when the γ′ = 0.1s−1, the η a increased significantly with increasing VFS oil, especially when the VFS oil content reached 30 wt% in the basic gums. However, the η a was just slightly increased and almost kept as a constant. Thus, the “structural effect” was considered to exist in the MGs and it increased with increasing content of VFS oil.
Apparent viscosities at different shear rates.
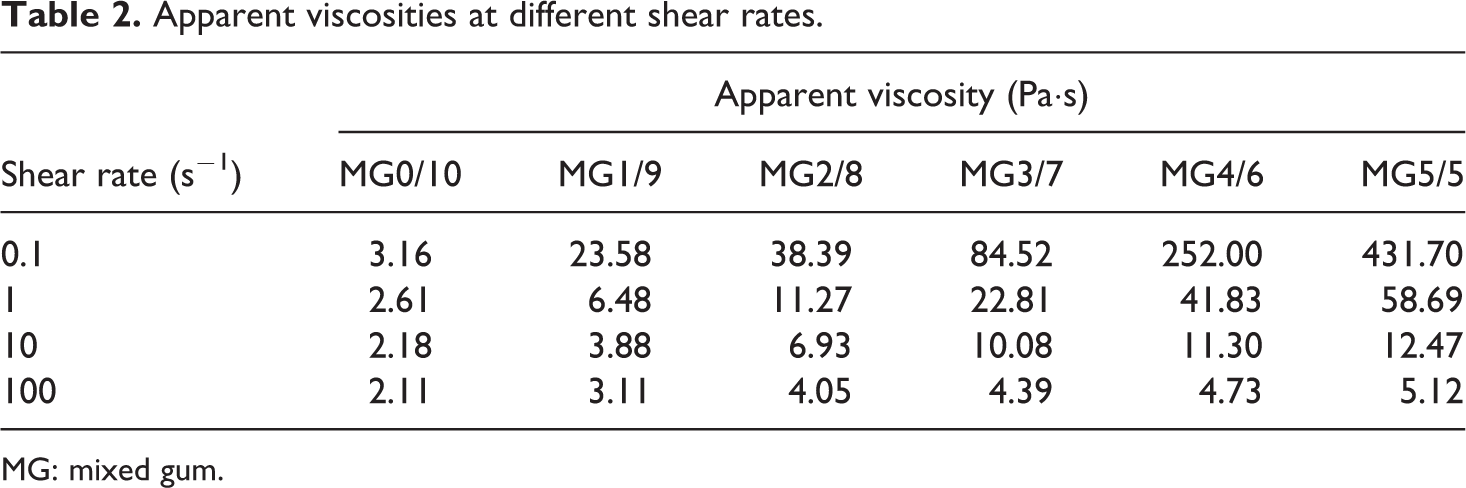
MG: mixed gum.
The schematic diagram of the aggregation structure of the MGs is shown in Figure 3. The black circles represent the particles of SiO2 and they also represent the physical cross-linking points that were formed on the silica particles. There were many silanol groups (Si–OH) on the surface of the SiO2 particles. 30,31 The interaction between polysiloxane chains and SiO2 particles is illustrated in Figure 3(c, I) and (II). The hydrogen bonds were formed both between the oxygen atom in the polysiloxane chain and Si–OH, 32,33 and within the –CF3 and Si–OH, respectively. Commonly, the F atom shows negative charge (δ −) in the compound as the F atom has strong electron-withdrawing nature. 34 So the interaction force (attractive force) between –CF3 and Si–OH was much higher than that between oxygen atom and Si–OH. Thus, it can be assumed that the interaction force between SiO2 and VFS was much stronger than that between SiO2 and PDMS. In other words, the single SiO2 particle could adsorb several VFS chains, and the SiO2 particles could be regarded as physical cross-linking points, which accounted for the structural effect of the MGs. Therefore, as the VFS oil content increased, the structural effect became more evident and is accorded with the drastic increase in the η a of each MG.
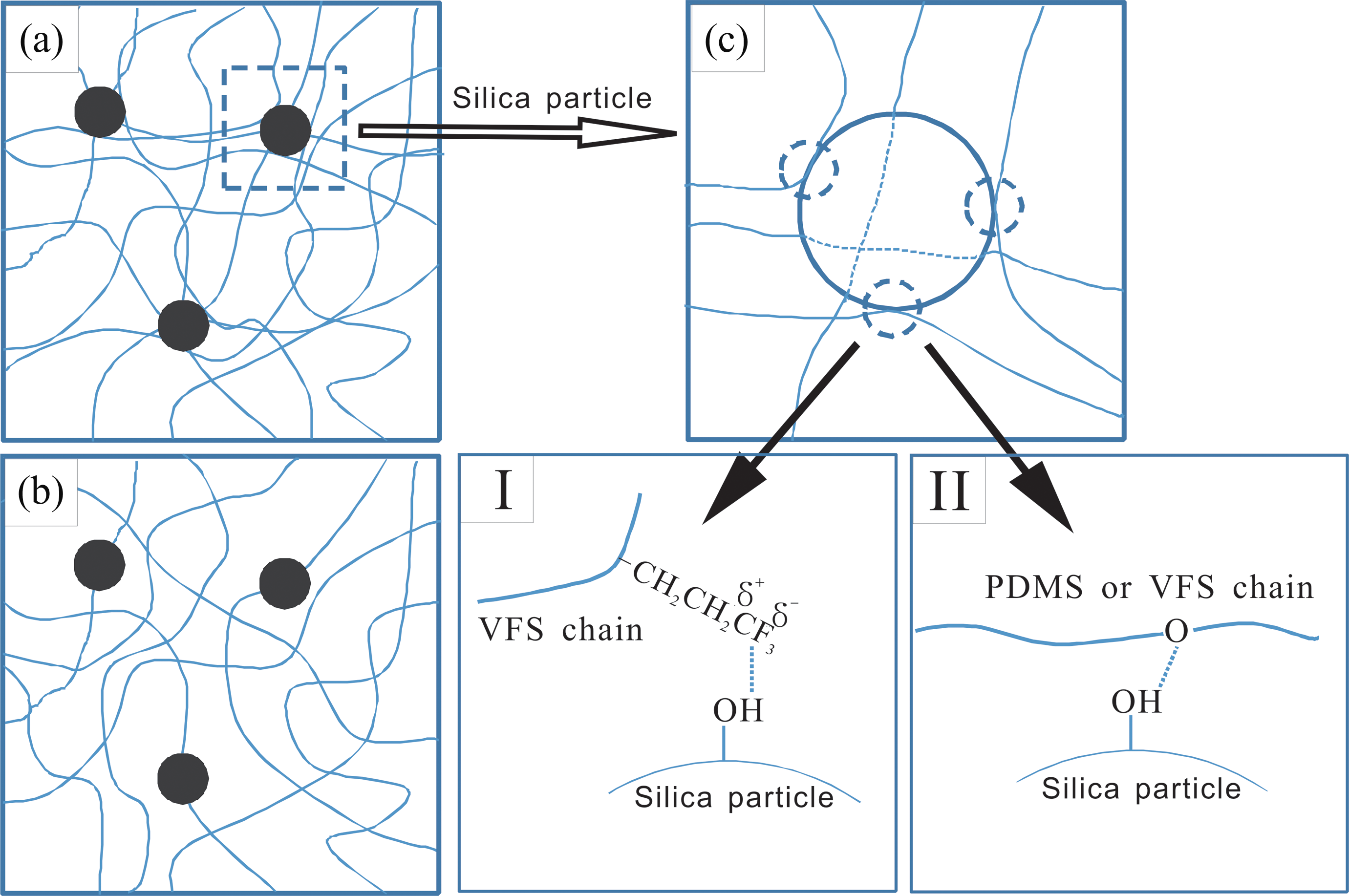
Schematic diagram of the aggregation structure of the mixed gums with the physical cross-linking points. (a) Low shear rate, (b) high shear rate, (c) single SiO2 particle adhered by polysiloxane chain; (I) and (II) schematic diagram of the interaction between the polysiloxane chains and SiO2 particle. SiO2: silicon dioxide.
As the γ′ increased, some of the VFS chains absorbed on the SiO2 particles were separated by the shear stress (Figure 3(b)) and the force between SiO2 and VFS chain was decreased. It resulted in the decrease in the η a with increasing γ′. The η a gaps of different gums also decreased as the γ′ increased and it could be probably caused by the reduction in the structural effect.
Furthermore, the space of the –CH2CH2CF3 group is larger than –CH3, which obviously increases the steric hindrance of the movement of the segments. 35 Considering the fact that the polar of the VFS chain was higher than that of the PDMS chain, the intermolecular forces between VFS chains are higher than that between PDMS chains. Thus, the higher steric hindrance and higher intermolecular force of the VFS chain could also be the reasons for the higher η a of the MG with higher VFS oil content.
The viscosity of most non-Newtonian fluid has a temperature-sensitive property and so did the MGs prepared in our experiments. As shown in Figure 2(c), the η a of the most MGs (except MG0/10, MG1/9) decreased when the temperature was raised from 25 to 80°C (γ′ = 1s−1). With increasing temperature, the ability of the chain movement was strengthened and the VFS chains could not be bound by SiO2 particle as easily as before. So the interaction force between the polysiloxane chains and SiO2 particles decreased. The structural effect also reduced and this accounted for the decrease in the η a with an increase in temperature.
As is shown in Figure 2(c), the η a of MG0/10 showed a less temperature-sensitive property in the detecting temperature range. The melt viscosity of liner polymers can be expressed by the Vogel equation (equation (2)). 36 The parameter B in this equation is related to the internal barrier to the rotation of main-chain bond in the “isolated” polymer molecular, and the parameter A is related to the weight-average molecular weight. With respect to the VFS chain, the B value was higher than that of the PDMS chain (B VFS > B PDMS) due to the steric hindrance of the –CH2CH2CF3 group. From equation (2), it is clear that the higher B would make the B/(T − T 0) higher and the η a would be more sensitive to the temperature. This could well illustrate the phenomenon that the η a of the MG with higher VFS oil content was more sensitive to temperature.
On the other hand, the η a of the fluid with higher viscous flow activation energy (E T) would be more sensitive to temperature. In equation (3) E 0 = 2.3RB, where R is the gas constant, B is the same as that in equation (2). According to equation (3), for B VFS > B PDMS, the E T of the VFS chain was higher than that of PDMS chain. 37 Thus, it could also be one reason for the more apparent the temperature-sensitive behavior of the η a of the system with higher VFS oil content.
Based on the apparent shear-thinning and temperature-sensitive behavior of the MGs with higher VFS oil content, it could be inferred that these RTV polysiloxane rubbers could be processed at relatively higher γ′ (higher than 10s−1) and higher temperature, where a relative lower η
a could be obtained in this condition. It should also be pointed out that the temperature should not exceed 40°C for considering that the curing rate of the MG with Pt catalyst would be too fast to process.

Vulcanization characteristics of the RTV polysiloxane rubbers
Focusing on the curing process of SR, FSR3/7, and FSR5/5, their shear storage modulus (G′) and shear loss modulus (G′) were detected at 40°C and the results are shown in Figure 4(a) and (b), respectively. From the curves of the derivative of G′(dG′/dt), the curing fastest points of silicone rubber (SR), FSR3/7, and FSR 5/5 could be observed at 12,211, 8064, and 7827s, respectively, and the G′ of FSR5/5 achieved the balance first, while the ones of SR was the last. It suggested that the more VFS oil content contributes to the shorter curing time of the systems. While in theory, the same dosage of the catalyst (Pt complex) should bring a similar curing time to the rubbers. Additionally, in Figure 4(a), the shorter induction time of the curing reaction is observed in the curing process of the sample with higher VFS oil content. This could be ascribed to the effect of the –CH2CH2CF3. Fortunately, all of the induction times of the curing reactions were approximately equal to (or more than) 860s. This illustrated that there would be sufficient operating time when the blend RTV polysiloxane rubbers were manufactured below 40°C.
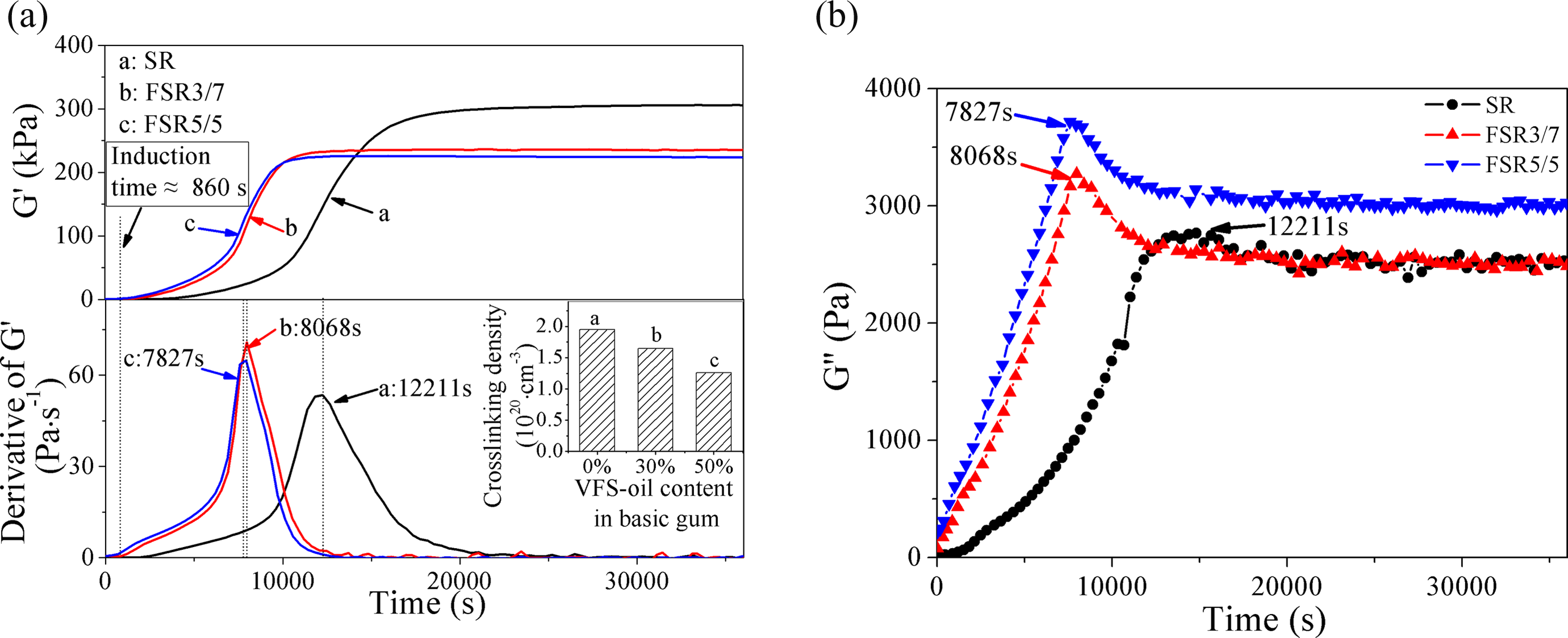
Variations in different parameters during the curing process and the final cross-linking density of MG0/10, MG3/7, and MG5/5. (a) Shear storage modulus (G′), derivative of G′ (dG′/dt), and final crosslinking density and (b) shear loss modulus (G′). MG: mixed gum.
In addition, the G′ of the FSR was lower than that of the SR. This indicated that the VFS oil did not play a positive role in the cure depth of the FSR. It could be probably ascribed to the lower cross-linking degree (shown in the small image in Figure 4(a)) of the FSR with higher VFS oil content, which was probably caused by the lower vinyl content of the VFS oil.
Figure 4(b) shows the G′ trends of SR, FSR3/7, and FSR5/5 during the curing process. Ordinarily, the G′ reflects the internal friction between the polymer chains when the relative movements are performed. 38 In the original state, the MGs were in “full flow state” and the polymer chains were relatively free in movement. As the curing process was going on, the G′ increased due to the formation of chemical cross-linking points. Since the movements of the chains were seriously hampered by the cross-linking points, the internal friction dramatically increased with the formation of the cross-linking points. 39 Furthermore, the G′ of FSR5/5 was always higher than that of FSR3/7 and the G′ of SR was the lowest during the curing process. This could be probably attributed to the –CH2CH2CF3 group that hindered the movement of the polymer chains. 40 Thus, it could be well explained that the system with higher VFS oil content showed the higher G′ . In the late period of the curing process (after the peak), the G′ decreased. As the three-dimensional network structure formed completely, the polymer chains were restricted and the average movement distance dramatically decreased. So the internal friction in the system also decreased and it could be linked to the decline of the G′.
Mechanical properties and the cross-linking degree
The mechanical property of the vulcanized silicone rubbers was investigated in our experiments as it was critical to the materials application. Figure 5 shows that there was a slight decline in tensile strength (changed in 1.2–0.9 MPa) as the VFS oil content increased. As the vinyl content of the VFS oil decreased, the cross-linking degree diminished with increasing VFS oil. This could be responsible for the decline in the tensile strength. As shown in Figure 6, the hardness was also slightly decreased with an increase in the VFS oil content due to decline in the cross-linking density. 41 Therefore, the declines in tensile strength and hardness of the samples could be attributed to the change in the degree of cross-linking in the network, that is, the cross-linking in the network decreased with decreasing vinyl content.
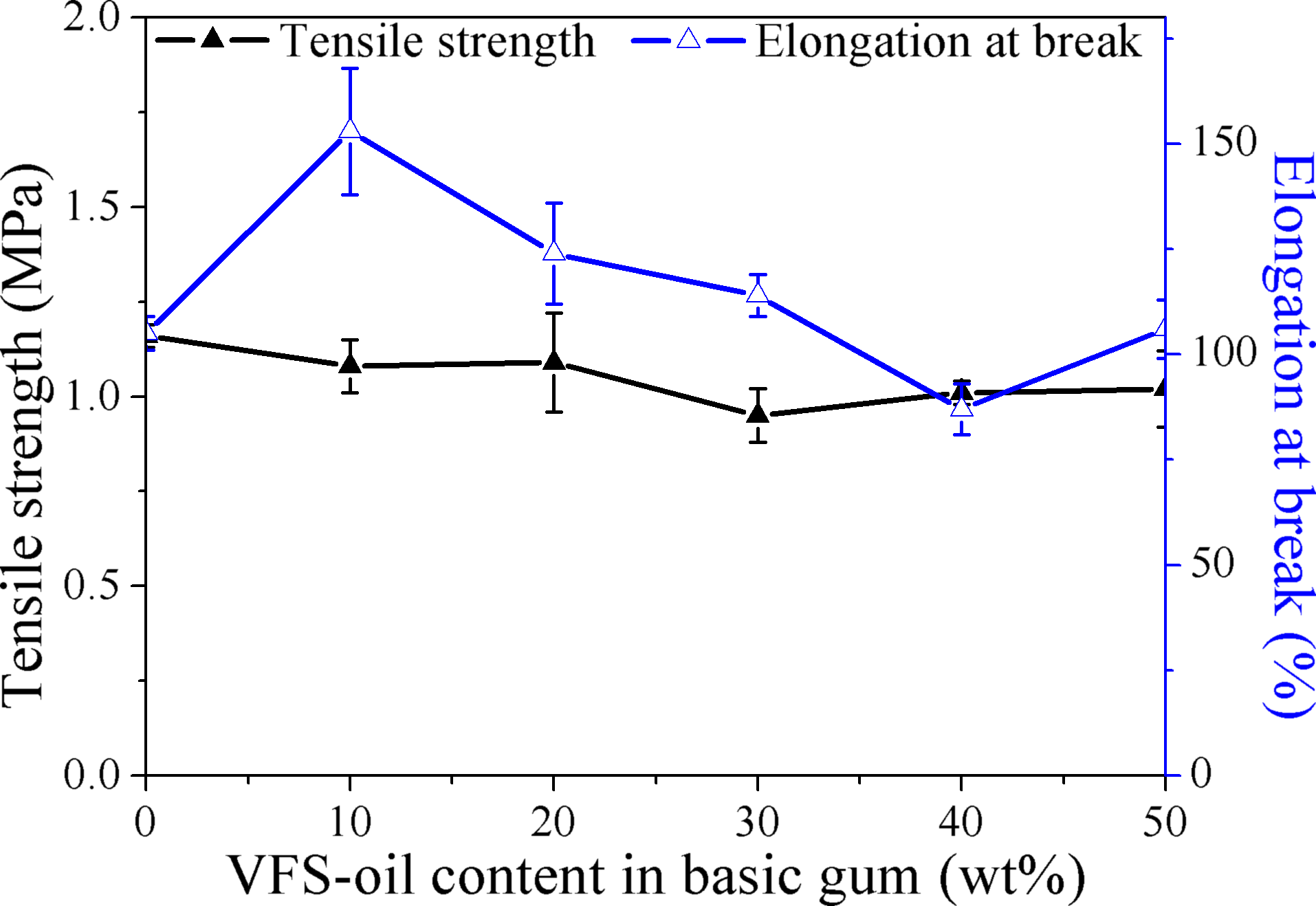
Tensile strength and elongation at break of different polysiloxane rubbers with different VFS oil contents.
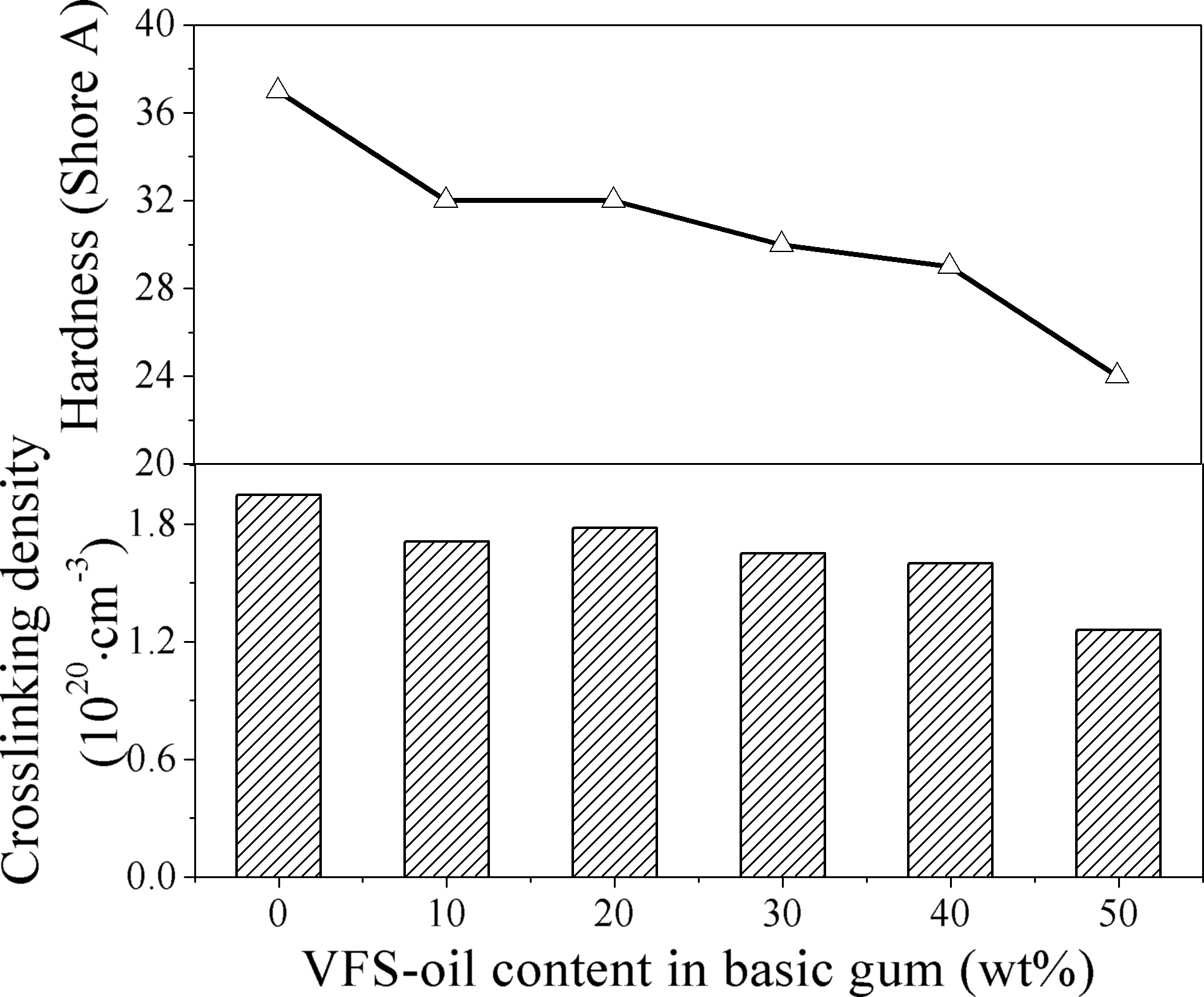
Hardness and cross-linking density of different polysiloxane rubbers with different VFS oil contents.
The elongation at break, which was related to the filler dispersity in the matrix and the phase structure in materials, 42 fluctuated in a narrow range. Although there was a poor compatibility between polytrifluoropropylsiloxane (PTFPMS) and PDMS, 13 the compatibility between PTFPMS-PDMS (VFS oil, TFP content: 30 mol%) copolymer and PDMS was better than that of PTFPMS and PDMS, and the addition of VFS oil did not bring a dramatic decrease in elongation at break and tensile strength of the polysiloxane rubber.
Oil resistance
The oil resistance of the polysiloxane rubbers tailored in our experiments was investigated. The ΔM and ΔV are shown in Figure 7(a) and (b), respectively. Both ΔM and ΔV of each sample were increased when the immersion time was prolonged. As a whole, at the same immersion time, ΔM and ΔV of different samples decreased with an increase in the VFS oil content. As reported previously, 35,43 the introduction of –CH2CH2CF3 could well improve the oil resistance of materials. Actually, the oil resistance of the polysiloxane rubber was improved by the incorporation of VFS oil. Despite this factor, the capacity of the rubber resistance to oil could also be influenced by the cross-linking density of the matrix. The lower the cross-linking density, the worse the oil resistance. Hence, with the combined effect of the cross-linking degree and –CH2CH2CF3 group content, the ΔM and ΔV did not change regularly with the gradual increase in the VFS oil content. As shown in Figure 7(a) and (b), both the trends of ΔM and ΔV of SR and FSR1/9 were close, and so did FSR2/8 and FSR3/7 and FSR4/6 and FSR5/5. It is surprising to note that the ΔM and ΔV of FSR3/7 were slightly higher than those of FSR2/8. This could be ascribed to the lower cross-linking density of the FSR3/7. Thus, the oil resistance of the samples was impacted by both the –CH2CH2CF3 group content and the cross-linking density.
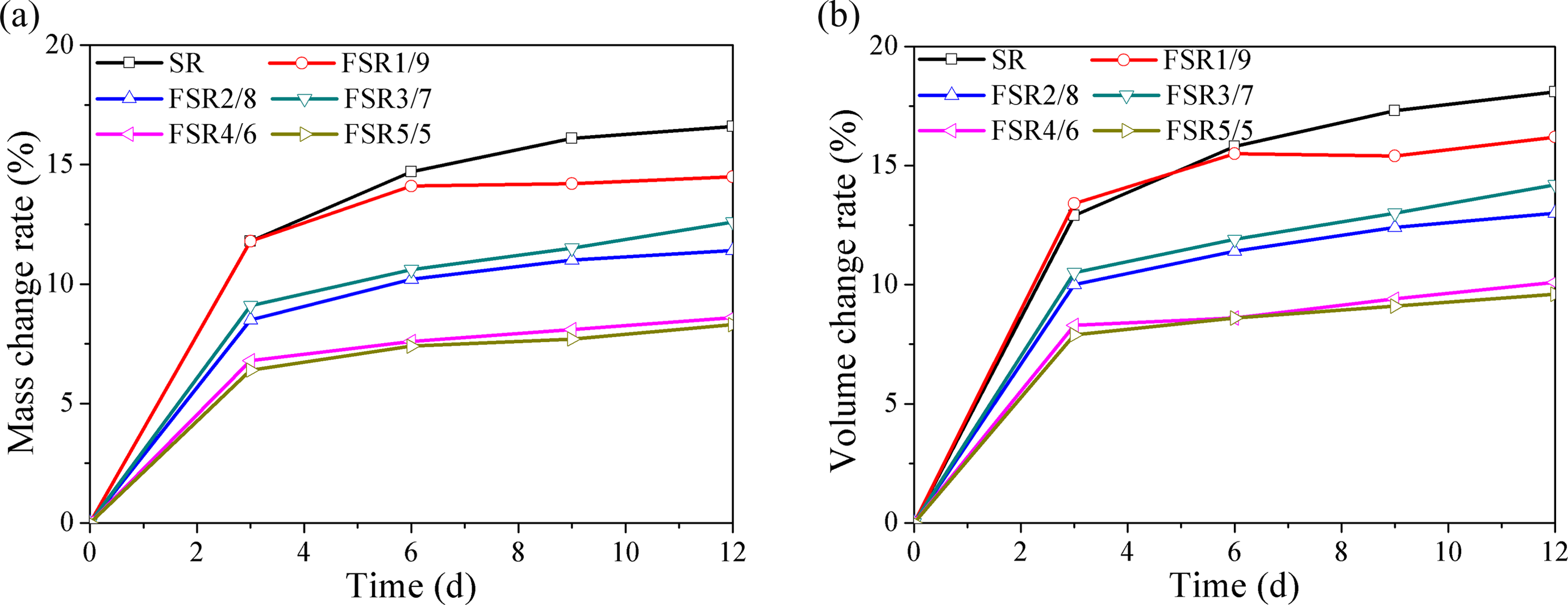
Oil resistance test results. (a) Mass change rates of the samples at different oil immersion days and (b) volume change rates of the samples at different oil immersion days.
The superior oil resistance means that the composite FSR would have a good application value. 6 The higher oil resistance could be obtained by increasing the cross-linking degree of the rubbers. So, the VFS oil with higher vinyl content would be synthesized in our further work, and the FSR with higher cross-linking density would be prepared and investigated in our further study.
Conclusions
The polysiloxane rubber with different VFS/PDMS ratios were prepared and numbered as SR, FSR1/9, FSR2/8, FSR3/7, FSR4/6, and FSR5/5. The rheological property measurements suggested that the structural effect was probably caused by the interaction between incorporated F atom and silanol on the surface of SiO2 that existed in the MGs. The structural effect increased with increasing VFS oil content and reduced with increasing shear rate. The temperature sensitivity of the η a caused by the steric hindrance of the –CH2CH2CF3 group was also observed. The shear-thinning and temperature-sensitive (η a) behavior of the MG implied that the polysiloxane materials would have a good processability at relative higher γ′ and higher temperature (below 40°C). The curing process observation indicated that the VFS oil was helpful for the curing process and the induction time of the curing reaction decreased with the incorporation of F atom. By mechanical properties and cross-linking density tests, it was found that the tensile strength and elongation at break were not significantly affected by the incorporated VFS oil, while the hardness of the rubbers decreased with increasing VFS oil due to the decline in the cross-linking degree. The oil resistance test presented that the oil resistance property was well improved by the incorporation of the VFS oil, and it was also affected by the cross-linking density of the rubbers. The high performance of the composite polysiloxane rubbers in the oil resistance would bring them a good prospect in some sealing and potting technology in demanding environments.
Footnotes
Funding
This work was financially supported by the Priority Academic Program Development of Jiangsu Higher Education Institutions.