
Abstract
This work focuses on the study of the hydrothermal aging of fiber-reinforced rubber composites. Physical and mechanical properties of different rubber composites as well as their influence with aging conditions were studied. Four rubber matrices were used (ethylene propylene diene monomer (EPDM), silicone, EPDM/silicone, and neoprene) to make composite samples reinforced with glass fibers. Accelerated aging in water was performed using a hot tub under controlled temperature for few months. The decrement in mechanical properties was linked to water infiltration and degradation of the fiber–matrix interface. After 6 months of accelerated aging, some samples showed an important deviation from original properties, while others retained nearly homogeneous properties with time.
Introduction
Flexible composites, such as fiber-reinforced elastomer composites, are widely used in automotive industry for tires and timing and transmission belts. They have also recently found innovative uses in water applications, such as inflatable dams and boats and various underwater engineering applications. For these applications the matrix is generally a synthetic rubber and the reinforcing phase is a glass fiber fabric. Since these materials are expected to operate several years in water environment, their durability must be guaranteed. However, the long-term underwater behavior of such materials is still not well understood. Indeed, if the seawater aging of thermoset composites has been widely investigated, 1–4 very few studies focused on elastomeric composites made from thermoplastic matrix with a small addition of rubber, 5,6 and valuable scientific studies dedicated to fiber-reinforced composites with pure rubber matrix are scarce. Some studies examining the water aging of neat elastomers have shown that they are usually not degraded underwater, 7–9 as confirmed by the investigation of Malek and Stevenson, 10 where a vulcanized natural rubber immerged for 42 years in seawater showed a conservation of its physical properties. Durability of neat elastomers was also confirmed by Winkelmann and Croakmann 11 and Gent 12 who observed in their study the long-term underwater durability of some elastomer components. However, this conclusion cannot be used for composite materials with rubber matrices since the performance of this type of composite depends not only on the rubber matrix but also on the fibers and more importantly on the fiber–matrix interface. For example, the presence of hydrolysable alkali oxides makes glass fibers water sensitive since the removal of these oxides induces microcracks leading to stress concentration and strength degradation. 13 Therefore, water intake of the rubber matrix will have a significant effect on the composite’s strength. In the investigation of Velayudhan Pillai and Narayana Das 14 dealing with the water absorption of vulcanized polychloroprene that is, chloroprene rubber, it was reported that this material absorbed more than 200% of distilled water after 20 days at 60°C. This high amount of water absorbed was explained by the presence of zinc and magnesium oxides found in rubber curing system. Moreover, given that the mineral fiber does not absorb water in contrast to rubber matrix, differential swelling and development of high stress at the fiber–matrix interface can be expected. These internal stresses, combined or not with external loading, can promote fiber–matrix debonding. 15 Therefore, given the inorganic nature of glass fibers, they are usually covered with a coupling agent layer to improve fiber–matrix adhesion. 8
In most of the cases, the deterioration of composite materials under watery or wet conditions is the consequence of the absorption and transport of water by diffusion inside the imperfections of the matrix, such as microspace and micropores, or by capillarity along the interface fiber–matrix. 16 Since the degradation process, referred herein as aging, is characterized by slow degradation kinetics, it is necessary to use accelerated testing procedures to determine the lifetime of these materials. For water aging, the accelerating factor is generally the temperature. 17 In the case of elastomers some researchers immersed samples in water having temperatures ranging from 50°C to 100°C. 18 Thereafter, the influence of aging could be followed by measuring the failure stress, 1 the interlaminar shear strength, 19 the elongation at failure 20,21 or the fatigue life. 20 In general, the main technique employed is the tensile strength 22,23 because the test can be performed easily. Aging testing procedures for thermoset composites are relatively well documented in the literature. However, to the author’s knowledge, there exist no published works where the influence of water aging on the mechanical properties of glass-reinforced composites with pure rubber matrix has been studied. Consequently, no dedicated experimental procedure has been reported for these specific materials under these conditions.
In parallel, the water absorption test (gravimetric analysis) is often carried out to investigate the influence of water uptake on mechanical properties. It has been shown that the quantity of water absorbed by an elastomer is linked with exposure conditions (temperature and duration), the elastomer nature, and its degree of vulcanization. 11,24
The main purpose of this study was to understand the influence of accelerated underwater aging on the mechanical properties of fiber-reinforced rubber composites. An experimental procedure dedicated to these materials was developed for rubber composites made from ethylene propylene diene monomer (EPDM), silicone, EPDM/silicone and polychloroprene (neoprene; N_R) matrices and E-glass fabric. A total of six composite materials were aged and analyzed. A list of rubber composites studied in this work is presented in Table 1.
List of rubber composites studied in this work.
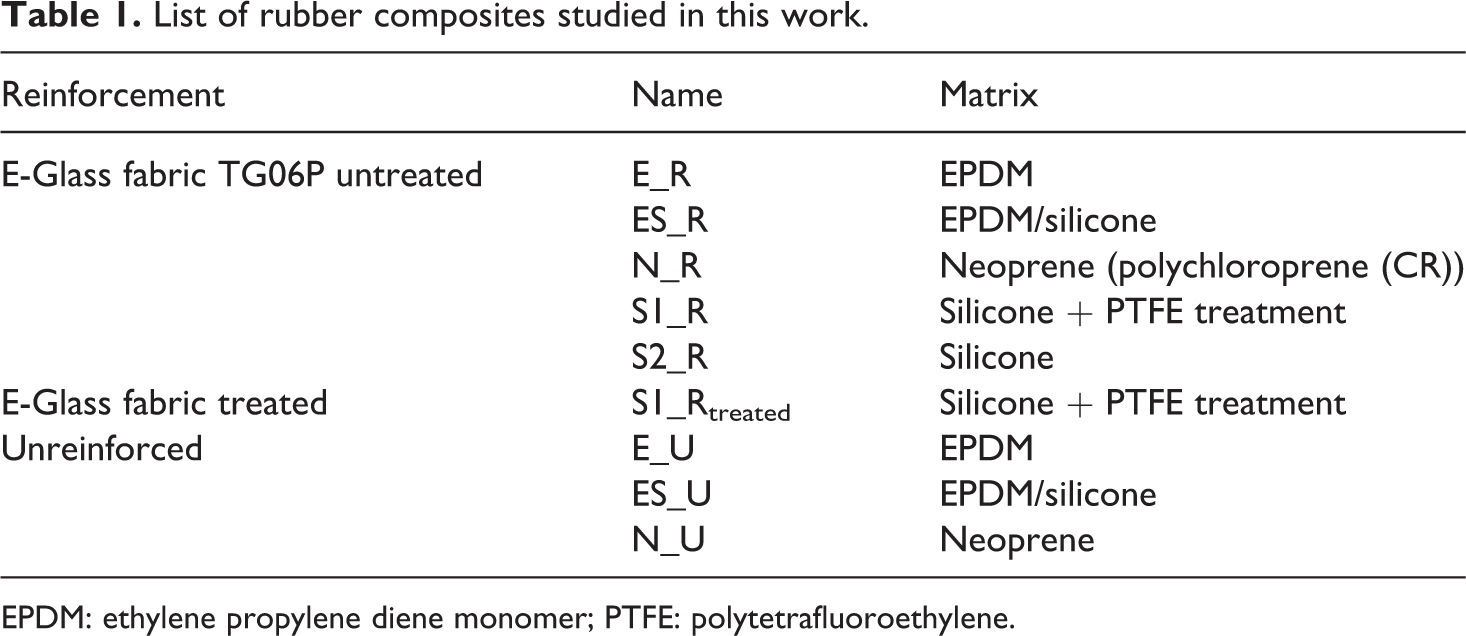
EPDM: ethylene propylene diene monomer; PTFE: polytetrafluoroethylene.
Accelerated aging was performed by immersing the sample in water at elevated temperature. The evolution of properties was monitored by measuring the tensile modulus, tensile strength, and the water absorption of samples over time. Furthermore, scanning electron microscopy (SEM) was used to assess the quality of the fiber–matrix interface before and after water aging.
Experimental procedures
The rubber composites studied in this work were reinforced by two types of E-glass fabrics. The fabric referred to type B had undergone chemical surface treatment to improve the fiber–matrix interface quality, whereas type A had no treatment. The two E-glass reinforcements were plain weave fabrics with 50:50 weight ratios in the wrap and weft directions.
Four rubber matrices namely EPDM, silicone, EPDM/silicone, and polychloroprene (N_R) were investigated. Originally, these matrices consisted of unvulcanized sheets with a nominal thickness of 3.2 mm. The final shape of the rubber composite was obtained by compressing one layer of E-glass fabric between two sheets of unvulcanized rubber and cured at high temperature. The resulting sample thickness was 4 mm. Figure 1(a) shows the design of rubber composites with the reinforcement placed between two sheets of rubber. A schematic view of the final shape of the composites is presented in Figure 1(b). Composite panels of 300 × 140 mm2 (length × width) dimensions were manufactured from which three samples for tensile testing were cut as presented in Figure 1(c). In order to obtain identical dimensions, the three samples were cut simultaneously using a specifically designed die cutter and a press. This cut was necessary to ensure the reproducibility of the tensile test.
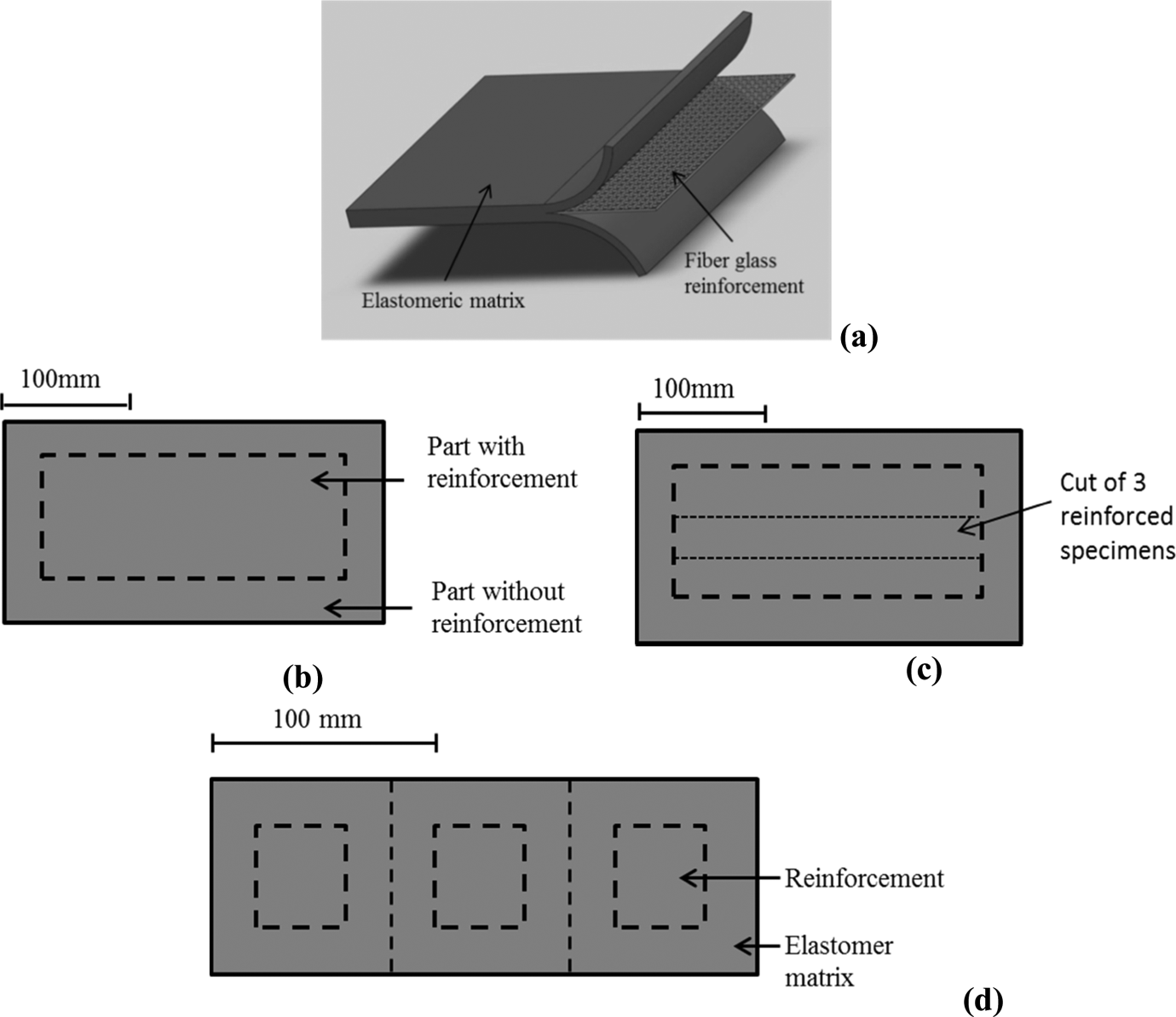
Design of sample panels. (a) Three-dimensional drawing of rubber composites. (b) Schematic view of composite plate for aging test with isolated edges. (c) Illustration of the three reinforced specimens obtained after the cut. (d) Schematic view of sample for water absorption test.
A surface treatment with polytetrafluoroethylene (PTFE) was applied on some silicone matrices to make the composite material hydrophobic.
Two aging baths were built; one bath was heated and the second one was kept at room temperature. The water used was prepared by diluting different salts with the following concentrations: sodium bicarbonate (5.377 g/L), calcium chloride (4.925 g/L), magnesium sulfate (4.560 g/L), potassium bicarbonate (1.802 g/L), and iron sulfate (0.832 g/L). This synthetic water has the same composition as the river in Quebec.
The heated bath contained nonrenewed water maintained at 85°C. The water was not changed in order to allow continuous aging at constant temperature. The size of the bath was 300 × 500 × 150 mm3 (width × length × height) and contained 21 L of water. In order to control the water level into the bath, a system composed of a float, a relay, and a pump was setup as shown in Figure 2. The aging test conditions are described in Table 2.
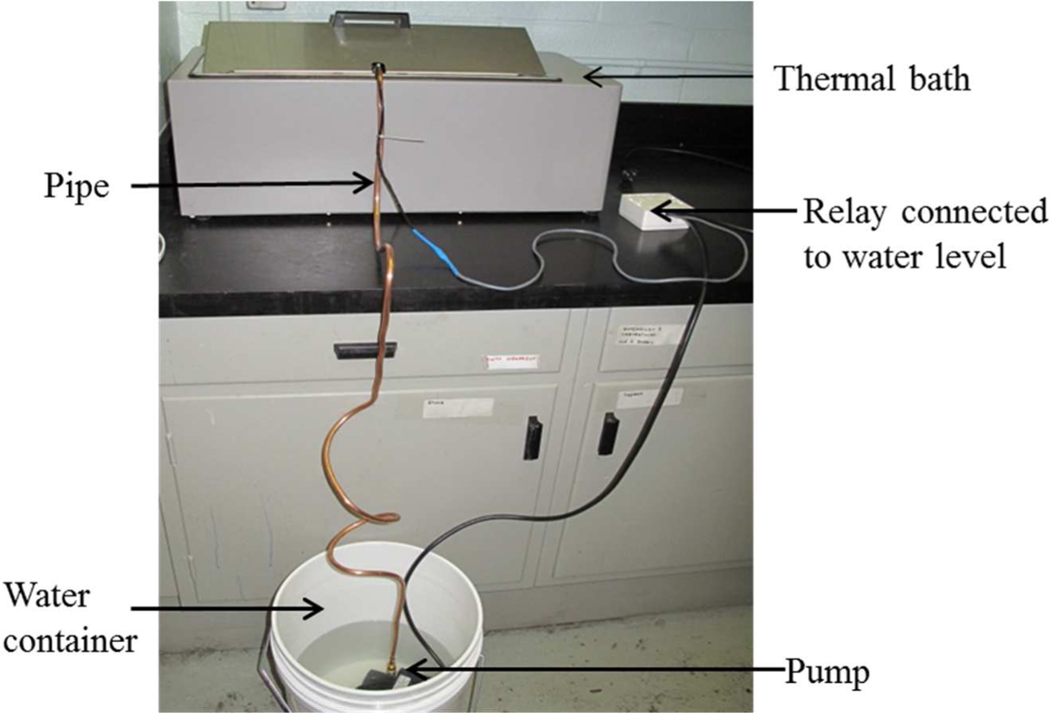
Bath-equipped water level control system for accelerated aging.
Aging test conditions.

The nonheated bath contained 15 L of artificial river water kept at room temperature (about 21°C). For this bath, the water was changed every month in order to avoid bacterial proliferation. Composite panels were removed from the bath and tested after 365 days of aging. These tests were performed as a comparison basis for the accelerated testing.
Three characterization tests were performed in order to analyze the effect of water aging on the rubber composites. First, SEM was used to qualitatively analyze the fiber–matrix adhesion. Specimens were investigated using JEOL JSM840 SEM (JEOL Ltd, Tokyo, Japan) with a 15-kV electron source combined with an electric current of 1 nA. Dried samples were cut using the die cutter and the cross-section was coated with a thin layer of gold to increase the conductivity. SEM images were taken before and after aging to assess the change at the fiber–matrix interface.
Water absorption was quantified with a gravimetric analysis. The measurement of the weight gained by the aged specimens was conducted using a Sartorius CP 225D balance (Sartorius, Germany) with a precision of ±0.1 mg. Three composite samples of dimensions 80 × 80 mm2 were obtained from one panel as represented in Figure 1(d). These samples were especially designed to avoid manufacturing variability and direct contact of the reinforcement with water. Samples were then immersed into the water bath maintained at 85°C. The samples were periodically removed from the bath; the surface of the specimens was dried with an absorbent paper, weighed immediately, and immersed again until the next sampling. Water absorption was determined for composites (fabric-reinforced materials) and neat elastomer (unreinforced materials). The methodology of this test was inspired from the ASTM standard D471-12.
25
To ensure repeatability, three specimens were tested, and the mean value was calculated. Water absorption was evaluated according to the following equation:

Finally, tensile tests were performed on an MTS INSIGHT (MTS System Corporation, USA) testing machine equipped with mechanical grips and a 50-kN load cell. This machine was used in order to determine the Young’s modulus (E) and the ultimate strength (σu) of each sample. The specimens had a rectangular shape with the dimensions of 10 × 200 mm2. To avoid stress concentration near the grips, glass/epoxy tabs were bonded on sample ends. These tabs were defined according to the ASTM standard D3039 26 and were manufactured from a laminated plate made of continued glass fibers (vf = 60%) and epoxy resin (G10/FR4). Figure 3 shows the shape and dimensions of the tensile specimens. A dedicated procedure was developed to bond the tabs on the wet rubber composites. One constraint of the technique was that it had to be relatively quick in order to avoid sample drying. Moreover, the bonding procedure had to be robust enough to validate the tensile tests and to obtain repeatable results. Due to the low surface tension that characterizes rubbery materials, the following procedure was made to ensure proper adhesion. After removing from the aging bath, the composite plates were cut to obtain three rectangular specimens. The ends of the specimens were sanded on a length of 50 mm using an 80 grit sandpaper and cleaned with isopropyl ethanol. Tabs were sanded and cleaned as well using the same sandpaper. Second, a primer (Loctite 770) was applied on the sanded ends of the specimens and on the tabs. Then, cyanoacrylate glue (Loctite 389) was applied on tabs which were subsequently bonded to the specimen ends. This procedure was repeated for each end. After bonding all the tabs to the sample ends, the assembly was gripped in a clamp for 1 min in order to increase the bonding strength. This bonding procedure was timed at 45 min for three tensile samples, which was deemed quick enough to prevent sample drying.
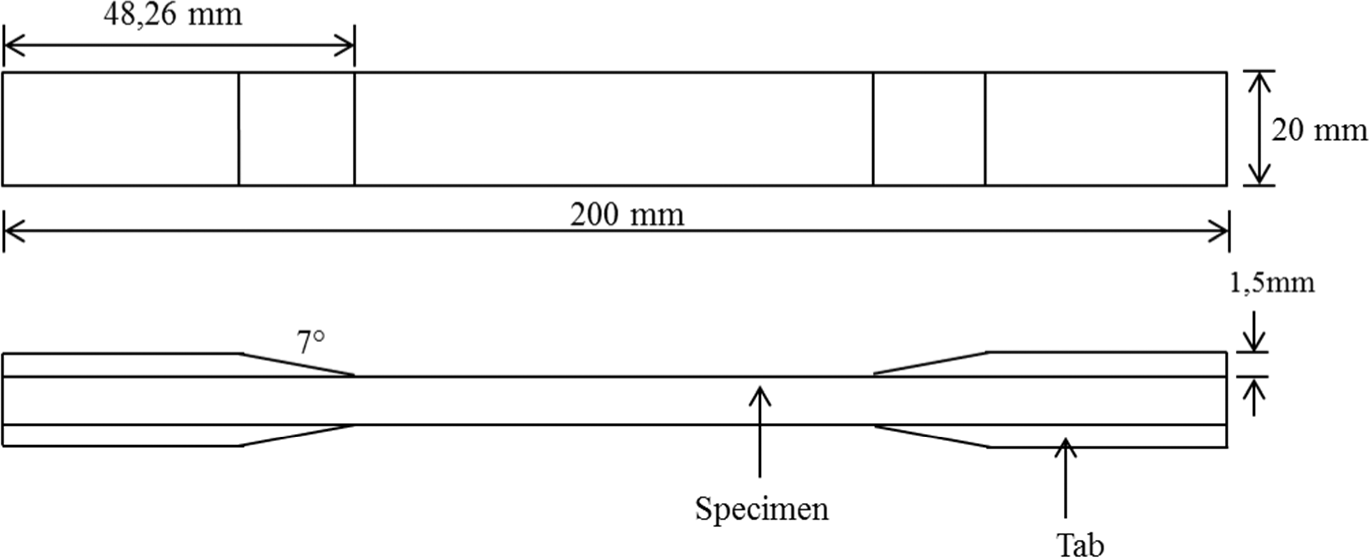
Geometry of tensile samples with tabs bonded at each end.
This bonding procedure was developed to reduce the drying period to the lowest level possible. Moreover, by ensuring the same bonding time, the influence of the drying effect is found to be identical for all the samples investigated and will not have an impact on the comparative analysis.
The tensile tests were conducted at room temperature with a crosshead speed of 50 mm/min and with an initial jaw separation of 104 mm. Strain (∊) was computed from the crosshead displacement (ΔL) and the initial length (L0) according to the following equation:


Young’s modulus was determined from experimental data by calculating the slope of the straight line portion of the stress–strain diagram by the least squares. The linear portion was defined as the zone before the breakage of fibers (from 0.5% to 2% strain).
Results
Microstructural observations
In order to assess the quality of fiber–matrix interface, observations were made using SEM. Figure 4 shows the cross-sectional scanning electron micrographs of different composite samples before aging for two different magnifications. Figure 4(a) shows two fiber tows surrounded by the rubber matrix. It can be seen that the fiber glass tows were not completely impregnated, mainly due to the high viscosity of the matrix. Consequently, the adhesion was considered to be peripheral since only the external row of fibers was impregnated with the matrix. A 50-µm magnification of the edges of the tows is presented in Figure 4(b). It can be seen that for all the studied composites, the fibers are less and less impregnated when moving from the edge to the middle of the tow. Among all tested samples, only N_R composites exhibited a weak adhesion at the interface with clearly noticed debonding areas (Figure 4(c)).
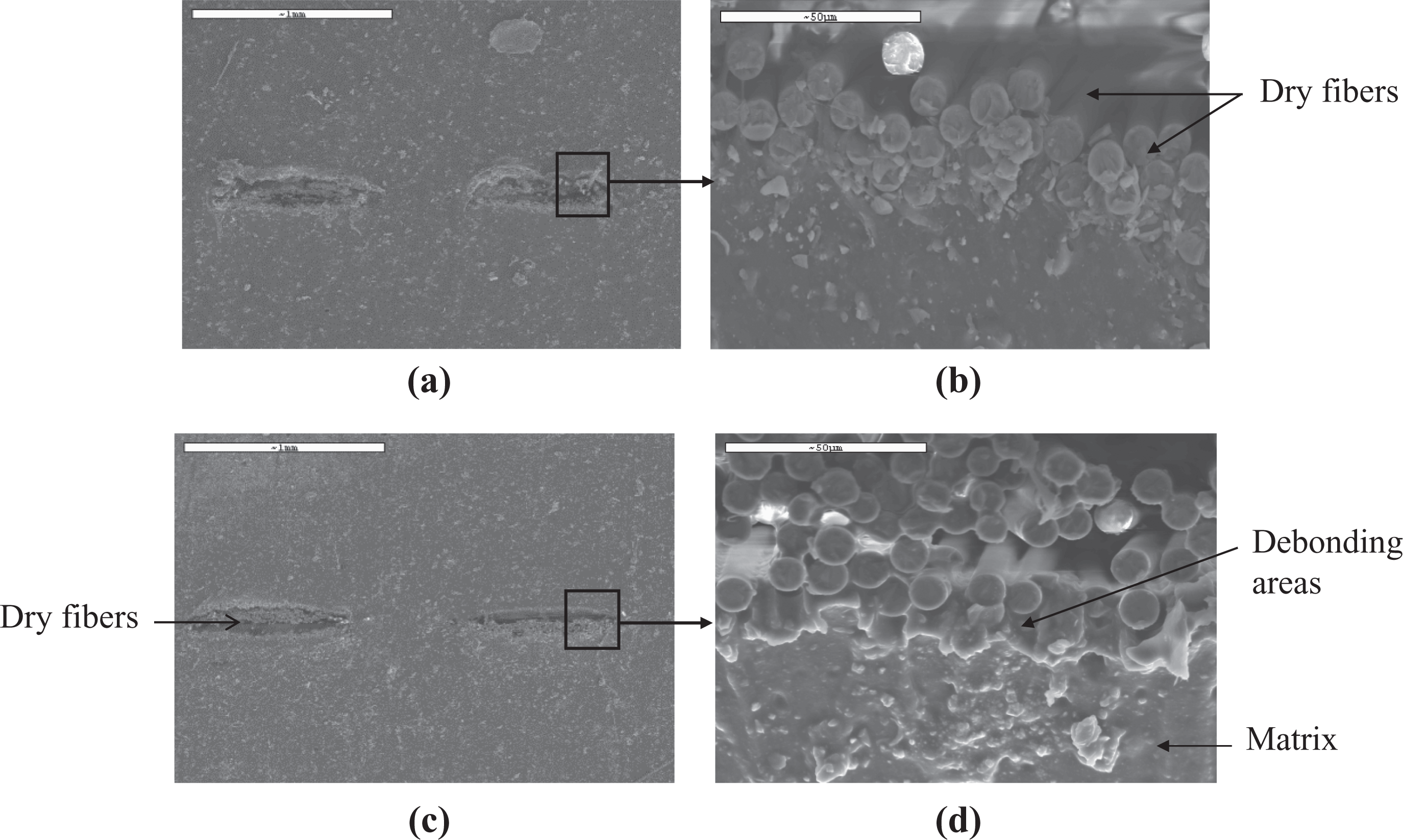
SEM micrographs showing the fiber–matrix interface for unaged composites: (a,b) ES_R and (c,d) N_R. ES_R: EPDM/silicone; N_R: neoprene.
Water absorption
Figure 5 illustrates the water absorption percentages of tested materials as a function of aging periods (days) in water at 85°C. The mean values of three samples are presented with error bars indicating standard deviations.
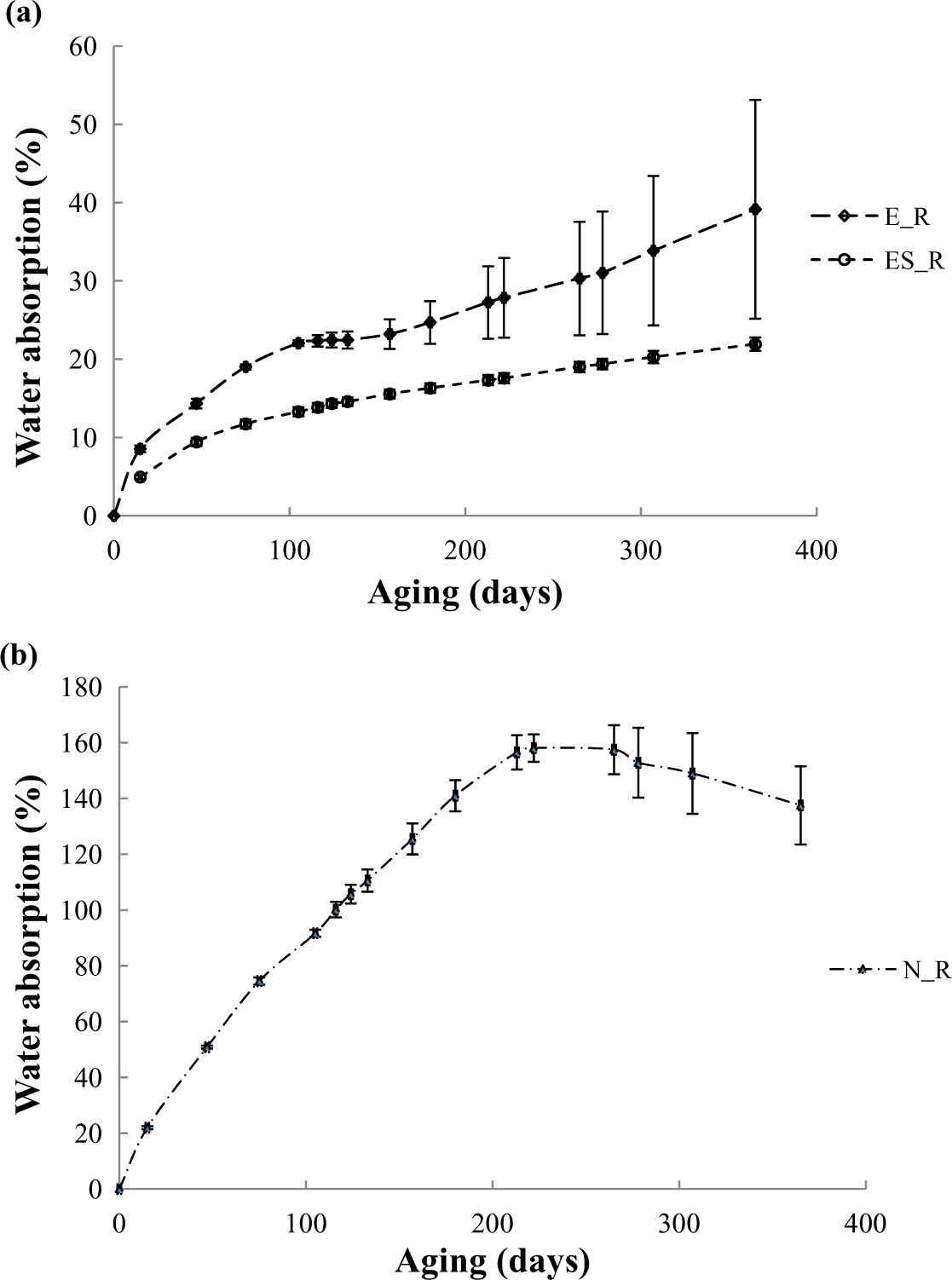
Water absorption after immersion at 85°C for (a) E_R and ES_R and for (b) N_R. E_R: EPDM composite; ES_R: EPDM composite; N_R: neoprene composite.
It can be seen that water absorption steadily increases with increasing immersion time up to approximately 133 days for EPDM composite (E_R) and 200 days for EPDM/silicone (ES_R) and N_R before reaching an equilibrium. This plateau represents the maximal amount of water that the material can absorb and corresponds to the saturation level. The saturated weight varied from one composite material to another, around 0.35% for silicone (S2_R), 15% for ES_R, 27% for E_R, and up to 160% for N_R. Figure 5(a) shows an increase of errors bars after 150 days for E_R suggesting variability for both the manufacturing process and the material itself. Moreover, it can be observed that N_R composite shows a slight decrease of mass. This can be explained by the reaction of some components of this rubber with water.
A direct comparison of water absorption between reinforced and unreinforced materials is shown in Figure 6. EPDM and EPDM/silicone exhibited a relatively similar amount of water absorption for reinforced and unreinforced samples (see Figure 6(a) and (b)). Surprisingly, unreinforced EPDM and EPDM/silicone absorb slightly more water than their reinforced counterparts. The difference is more pronounced for EPDM which is consistent with the presence of hydrophobic silicone in the EPDM/silicone blend. However, for N_R and silicone, it appeared that the presence of reinforcement increased the water absorption rate significantly (see Figure 6(c) and (d)). In fact the poor matrix–fiber interface provides a preferential path to the infiltrated water. The mass loss observed for silicone is potentially related to the reaction with water. This can lead to variation in water composition. The use of nonrenewed water at high temperature over a long period of time introduces also pH changes with potential impact on the elastomeric matrices. However, given the comparative nature of this investigation, these factors were not taken into account in the framework of the present study.
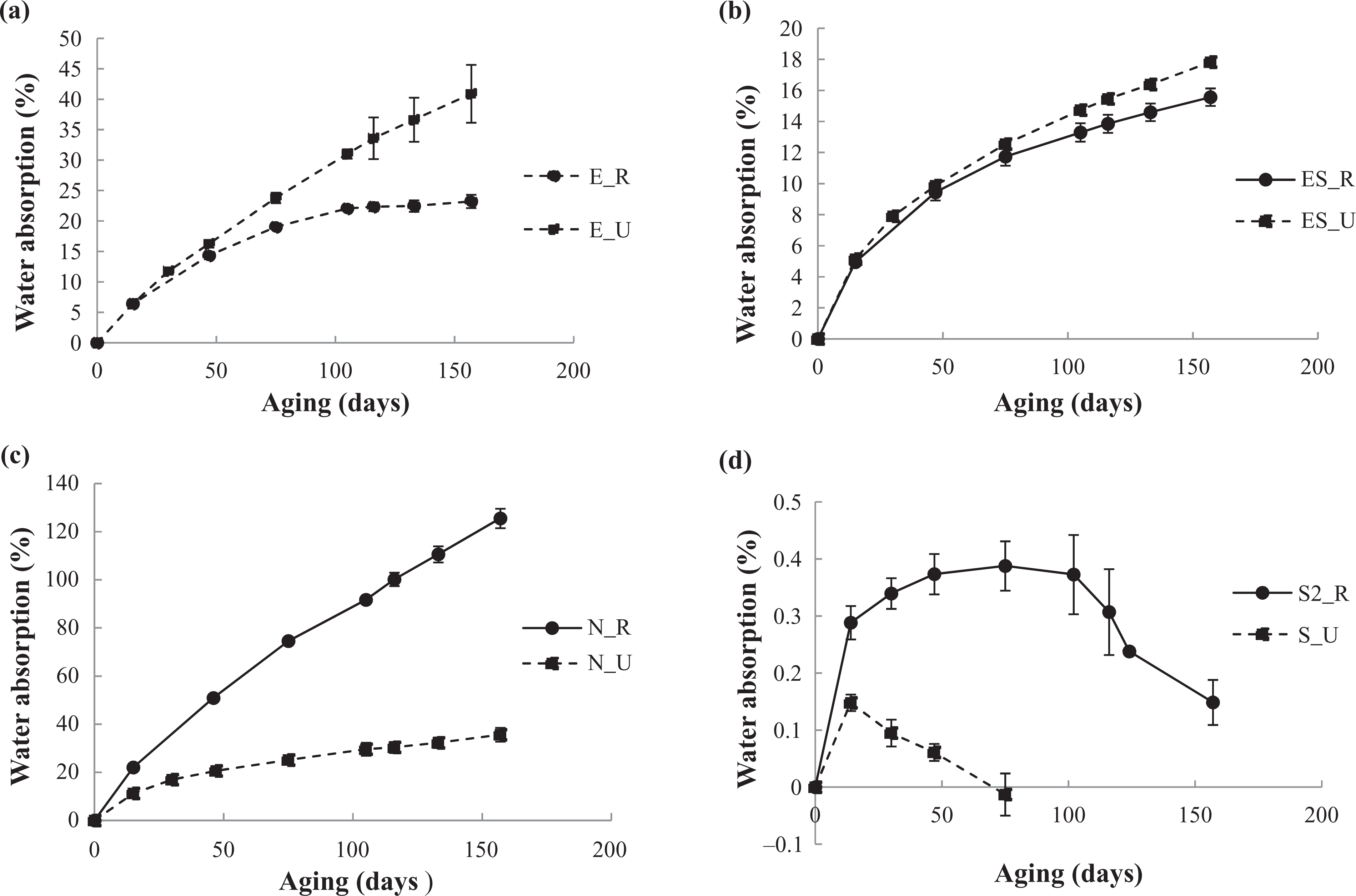
Water absorption after immersion at 85°C for reinforced and unreinforced composites (a) EPDM (E_R and E_U), (b) EPDM/silicone (ES_R and ES_U), (c) neoprene (N_R and N_U), and (d) silicone (S2_R and S2_U). EPDM: ethylene propylene diene monomer.
Tensile properties
Evolution of Young’s modulus with aging
Figure 7 illustrates the general trend of the Young’s modulus for different aging periods in water at 85°C compared to 365 days of aging at room temperature. The average and the standard deviations were obtained from three tested samples. The graphs were normalized with respect to the higher value for confidentiality purposes.
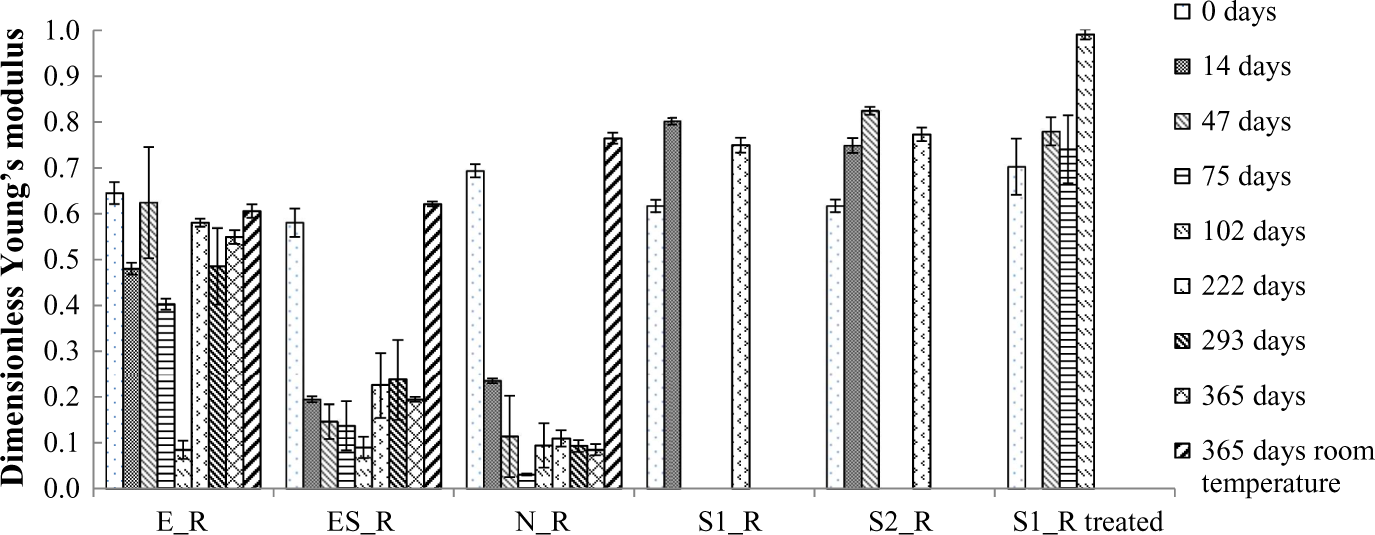
Influence of aging in water at 85°C on the Young’s modulus for different rubber composites EPDM (E_R), EPDM/silicone (ER_R), neoprene (N_R), silicone (S2_R), silicone with PTFE (S1_R), and silicone with treated reinforcement (S1_Rtreated). EPDM: ethylene propylene diene monomer.
It can be seen that each rubber composite material reacted differently in water environment. E_Rs analyzed after 102 days of immersion at 85°C showed very different mechanical properties when compared with the other samples of the same material. The value of the Young’s modulus after 102 days of aging was about eight times smaller than the one of the sample tested after 222 days of immersion. This important variability could be attributed to the manufacturing process and/or the material itself, and its full investigation is outside the scope of this study. Nevertheless, the decreasing trend was still observed after 365 days of accelerated aging.
For ES_R and N_R composites, a sharp decrease of Young’s modulus with the increase of immersion time was observed. Generally, a loss of stiffness after 365 days of accelerated aging was noted for E_R (−14%), ES_R (−68%), and N_R (−88%). The aging of silicone matrix composites shows an opposite trend compared with other materials by exhibiting an increase of +25% (S1_Rtreated) and +11% (S2_R) after 47 days. These results are discussed later in discussion section. After 222 days of accelerated aging, silicone composites (S1_R and S2_R) showed a slight decrement of 6% in comparison with the previous value, but their properties were still higher than the unaged composite.
From Figure 8, it can be seen that the impact of aging on neat rubber was less dramatic since it led to a stiffness decrease of 3% for E_U, 49% for ES_U, and 36% for N_U after 293 days of water immersion at 85°C. The tensile test also showed that the modulus of neat rubber was about 20 times smaller than that of the reinforced composites. This result was expected, given the high modulus of glass fiber reinforcement.
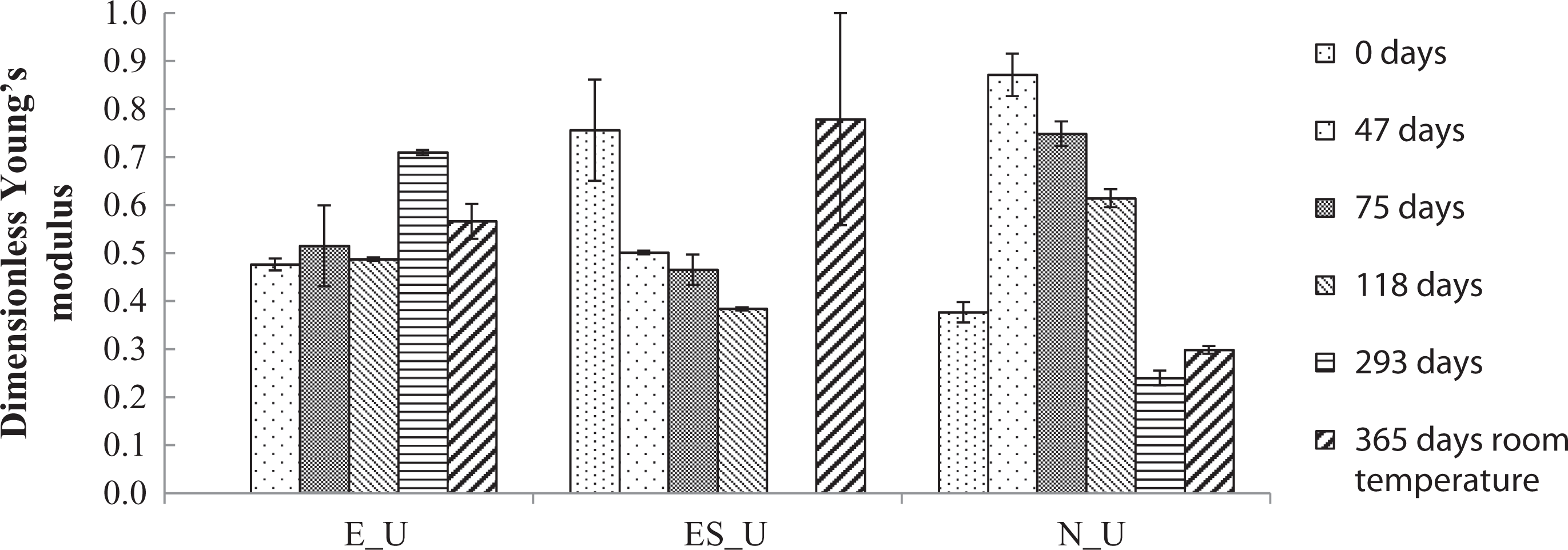
Influence of aging at 85°C on the Young’s modulus of unreinforced rubbers.
Impact of water aging on ultimate stress
Figure 9 shows the evolution of the failure stress of reinforced materials with accelerated water aging at 85°C and 365 days aging at room temperature. The graphs were normalized with respect to the higher value for confidentiality purposes.
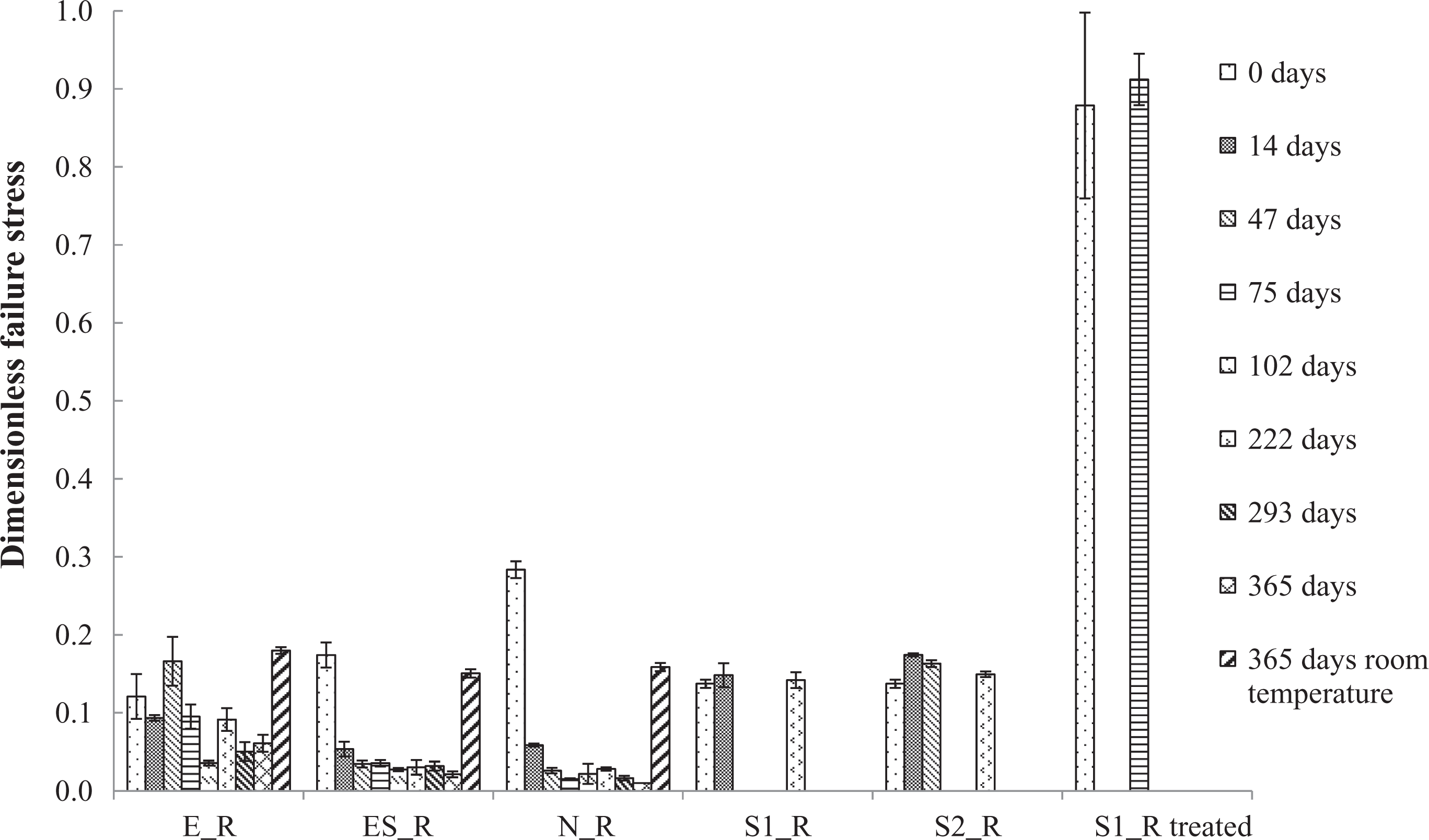
Influence of aging in water at 85°C on the failure stress of (a) EPDM composites, EPDM/silicone, neoprene, silicone (S2_R), and silicone with PTFE (S1_R) and silicone with treated reinforcement (S1_Rtreated). EPDM: ethylene propylene diene monomer; PTFE: polytetrafluoroethylene.
The evolution of the failure stress was consistent with the evolution of the Young’s modulus. It can be seen that both N_R and ES_Rs showed considerable strength reduction after only 14 days of testing (−70% for ES_R and −80% for N_R). Finally, E_R exhibited a moderate decline of 42% after 14 days of immersion. After 365 days of immersion, the failure stress of the E_R, ES_R, and N_R materials decreased respectively by 50%, 88%, and 96%, when compared with unaged materials. It can be observed that after 75 days of immersion, the failure stress value seemed to stabilize for ES_R and N_R materials. This behavior could be related to the fact that equilibrium in watery environment was reached, as confirmed by the water absorption observations (Figure 5).
The sizing of glass fibers has an important effect on failure stress as presented in Figure 9, which shows that the addition of a coupling agent improved considerably the strength of the composite material (S1_Rtreated). In addition, treated glass fiber composites led to improved and steady mechanical properties despite accelerated aging at high temperature.
Microstructural observations after aging
The effect of water aging on the composite microstructures was observed by SEM. SEM micrographs of EPDM (E_R) and ES_R showed significant deterioration of the fiber–matrix interface by aging (Figure 10(b) and (d)). In fact, erosion of the matrix around the fiber tow can be clearly seen. The presence of porosities in the case of EPDM/silicone (ES_R) suggested that components such as fillers contained in the matrix disappeared with water. In the case of N_R, Figure 10(f) indicates an important debonding at the interface confirmed by the fibers’ print-out at the fiber–matrix interface, as well as the disintegration of the matrix. For N_R and EPDM samples, the poor adhesion at the fiber–matrix interface gave a preferential path to the infiltrated water which led to local swelling of the matrix.
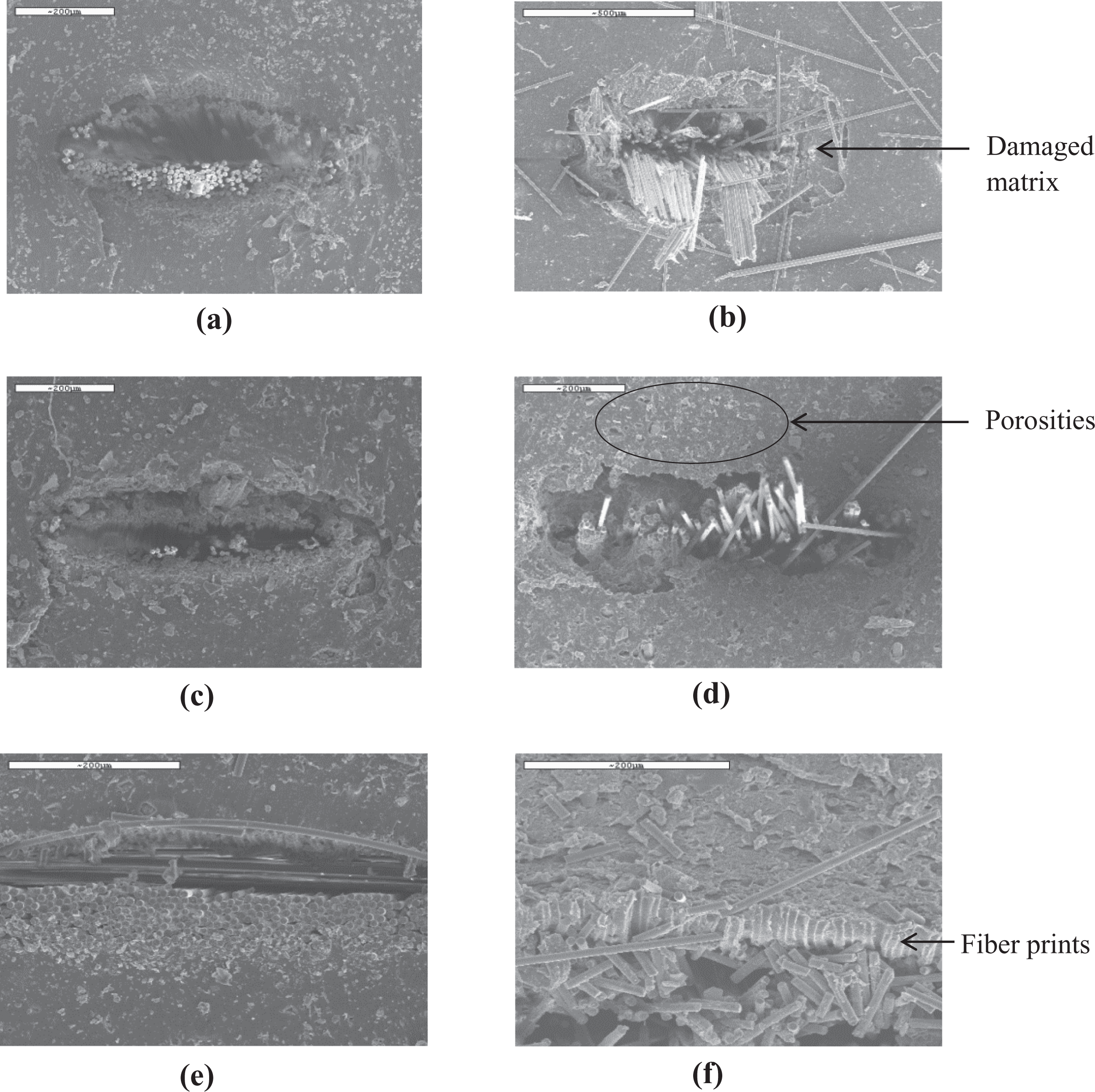
SEM micrographs showing the fiber–matrix interface (a) for unaged rubber composites and (b) for aged samples after 293 days of immersion. (a,b) EPDM (E_R). (c,d) EPDM/silicone (ES_R). (e,f) Neoprene (N_R). SEM: scanning electron microscopic; EPDM: ethylene propylene diene monomer.
Discussion
As shown in Figure 8, neat elastomers show a relatively slow degradation in water when compared with their composite counterparts. It can therefore be conjectured that the reinforcement combined with a rubber matrix creates an interface that greatly influences the mechanical properties of the resulting composite material. SEM observations revealed that this interface was made by the bonding between the rubber matrix and the peripheral glass fibers on the tows. Due to the high viscosity of the matrix, the interior of the fiber tow remained dry. An estimation of the resulting stiffness of the composite can be predicted by using micromechanics approach (rule of mixtures). The rule of mixture is applied by assuming that fibers are uniformly distributed throughout the matrix without distortions, that bonding between fibers and matrix is perfect, that the matrix is free of voids, and, finally, that loads are applied parallel to the fiber direction. Under these assumptions, the modulus of the composite is given by the following equation:

By isolating vf from equation (4), it was possible to approximate the real volume fraction of fibers in composites, given that EL was obtained experimentally. It came out that vf should be about 0.26% which represents one-tenth of the estimated volume fraction (2.5%). This result confirmed that on the total extent of fibers inside the composite only a tiny part was impregnated with the matrix. This observation is in accordance with the peripheral impregnation as confirmed by the SEM pictures (Figure 4). This finding also suggests that for composites with rubber matrix, poor adhesion at the matrix–fiber interface would lead to very poor mechanical properties due to insufficient or inexistent load transfer.
The composites tested in this work exhibited very different behaviors in underwater environment. For example, N_R possessed the most important rate of absorption with nearly 160% of water absorbed after more than 300 days of immersion as shown in Figure 5. In the case of neat N_U, it absorbed only 16% of water after 30 days of immersion which is very different from Velayudhan Pillai’s and Narayana Das’ observations. 14 It is probably because of different parameters involved such as the rubber composition, the degree of vulcanization, and the water composition (salt vs. distilled) which influence the absorption rate. 11
For composites, the important water gain could also be caused by microstructural parameters, such as the presence of microspaces or poor interface adhesion. These assumptions were confirmed by observations performed using SEM. As expected, the N_R micrograph (Figure 4(d)) shows nonuniform wetting of the fibers and debonding for unaged materials. Moreover, the stiffness of N_R collapsed after 14 days of immersion at 85°C reaching a loss of −88% of the Young’s modulus value after 365 days. Obviously, the high water absorption level had an important effect on the mechanical properties. Considering that neoprene matrix absorbed much more water than glass fibers it could be reasonably assumed that a differential swelling occurred, leading to positive residual stresses normal to the interface. As a result, premature interface debonding can occur, leading to an abrupt reduction of the mechanical properties. The drastic decline of the ultimate stress with increasing aging time tends to confirm this hypothesis. The ES_R, which absorbed a lower percentage of water, showed a loss of 61% of its initial stiffness (unaged material) and 84% of its initial strength after 222 days of immersion. Comparatively the ES_U matrix showed a loss of 43% of its initial stiffness, reflecting the deterioration of the matrix and by extending the fiber–matrix interface. The erosion of the fiber–matrix interface observed after 293 days of aging (Figure 10(d)) supported this assumption.
The interface adhesion seemed to play an important role in the strength of composite materials immersed under water. The aging results of EPDM (E_R) confirmed this hypothesis. After 14 days of immersion, its mechanical properties showed a relatively small decrease when compared with EPDM/silicone (ES_R) and N_R. As a result, despite the amount of water absorbed, the interface was resistant enough to ensure the load transfer between the matrix and the fibers. The decrease in the ultimate strength of E_R at 365 days of immersion was 50%.
The silicone composite (S2_R) had a very different behavior underwater. The water absorption rate was 0.35% which was 40 times less than the water absorption of ES_R. The low water absorption rate of silicone was expected, given the well-known inertia and hydrophobic properties of this material. 28 Moreover, the study of Gubbels 29 demonstrating that only 0.05% of water was absorbed at saturation by unreinforced silicone tended to confirm the current results.
Contrary to other composites tested, silicone composites (S1_R, S2_R, and S1_Rtreated) showed an increase of mechanical properties with increasing immersion times. This phenomenon could be explained by the fact that the silane oxide inside the silicone reacted with water to complete the vulcanization process, leading to an increase in stiffness and tensile strength. This assumption was motivated by the fact that the modulus increased with increasing cross-link density as demonstrated by Hickman et al. 30 and Bouchereau. 31 This reaction had the advantage of delaying the drop of mechanical properties. After 222 days of accelerated aging, silicone composites showed a slight decrease of 6% with a Young’s modulus and a failure stress superior to the initial ones. Furthermore, the low rate of water absorption suggested that these materials would maintain their mechanical properties over a longer period of time than E_R composite.
The tensile test results of aged silicone composite with treated reinforcement (S_Rtreated) confirmed once more the impact of interface adhesion on the mechanical performance and aging behavior. In fact the stiffness and the ultimate strength remained unchanged after 75 days of aging.
The impact of PTFE treatment on silicone composite (S1_R) was not clearly visible on the evolution of mechanical properties, probably due to the fact that initially untreated silicone composite (S2_R) absorbed a very small amount of water (about 0.35%).
After 365 days of aging at room temperature, there was no significant variation in Young’s modulus for all composites confirming that the fiber–matrix interface was not damaged after 1 year of immersion. The same observation was done for neat elastomer where only N_R matrix exhibited a 3% loss of stiffness. Given that the room temperature aging is characterized by slow degradation kinetics, it was expected that few changes would be observed. However, a decrease of failure stress (−13% and −44% for EPDM/silicone and N_R composites, respectively) was observed. This decline could be attributed to the aging of the fibers or the matrix probably due to water interaction.
Finally, this analysis has shown that N_R composites tested in this study were not appropriate for underwater applications due to their high rate of water absorption and the rapid fiber–matrix interface degradation. Conversely, the silicone composites exhibited a very low rate of water absorption and the conservation of their mechanical performances, making them good candidates for long-term underwater applications. Moreover, it should be mentioned that, although it is well known that temperature above 70°C affects glass fiber properties, silicone-reinforced composites provided the best mechanical properties before and after aging among all samples tested in this work. This suggests that any potential glass fiber degradation at high temperature (85°C) has a minimal impact on the mechanical properties of silicone composites. However, it is important to take into consideration that the silicone elastomer is much more expensive that the EPDM elastomer. Thus, for some low-cost applications EPDM matrix could be an interesting alternative due to its attractive performance to price ratio.
Conclusions
The effect of water aging on six rubber composites (E-glass fiber/rubber matrix) has been investigated in this article. Water absorption and mechanical properties were evaluated under accelerated aging conditions to analyze rubber composite behavior under such an environment. Moreover, SEM was used to assess the degradation of fiber–matrix interface during aging. The following main results were obtained:
Given the high viscosity of the rubber matrix, fibers were just partially impregnated. The interface consisted of a very thin bonding zone where peripheral fibers were in contact with the matrix. The degradation of the rubber composite was accentuated at the fiber–matrix interface because of the high stress due to the differential swelling. The fiber–matrix interface played a crucial role in the mechanical properties and the durability of composite material under water environment. Moreover, the fiber–matrix interface can be improved by adequately treating the fiber reinforcement. The mechanical properties decreased sharply with aging time for N_R and ES_R material. The silicone-based matrix appeared to have lower water absorption rate and consequently a slower decrease of mechanical properties over a long period of immersion. The use of silicone matrix not completely vulcanized is an interesting alternative to delay the effect of aging.
The contributions of this study are as follows:
The development of a relevant accelerated aging method to simulate the elastomeric composite degradation underwater. The setting up of a method for characterization of rubber composites. The access of data about water accelerated aging on different rubber composites.
Footnotes
Funding
The authors are grateful to Alstom Canada and Hydro Quebec for supporting this project and to the CReFaRRE and Natural Sciences and Engineering Research Council of Canada (NSERC) for the financial contribution.