
Abstract
Epoxidized low molecular weight natural rubber (ELMWNR) with 28 mol% epoxide groups and weight average molecular weight of 49,000 g mol−1 was prepared by oxidative degradation of epoxidized natural rubber (NR) using periodic acid in the latex state. ELMWNR-28 was used at 10 parts per hundred parts of rubber (phr) loading in combination with bis-(triethoxysilylpropyl) tetrasulfide (TESPT) as the silane coupling agent in the range of 0–4.5 phr in silica-reinforced NR compounds. The use of TESPT in combination with ELMWNR-28 gives lower mixing torques and compound viscosities compared with the use of TESPT alone and the system without any compatibilizer. The bound rubber content, modulus, and tensile strength of the compounds with only TESPT strongly depend on the TESPT loading. The use of ELMWNR-28 as a compatibilizer clearly improves such properties compared with the non-compatibilized systems. By adding TESPT into the compound with ELMWNR-28, the properties further improve with increasing TESPT loading. The combined effect of ELMWNR-28 at 10 phr with a small amount of TESPT at 1.5 phr results in compounds with superior processability (i.e. low Mooney viscosity and Payne effect), and only slightly lower modulus and reinforcement index (M300/M100) compared with the use of the optimum content of TESPT. This compatibilizer/TESPT combination has the environmental benefits that the ELMWNR is a naturally based product, and that the reduced amount of TESPT silane coupling agent emits a greatly reduced amount of ethanol during processing.
Introduction
Silica is increasingly used as reinforcing filler for tire compounds for reason of the better overall performance of tires made thereof. Good dispersion and distribution of silica in rubber compounds account for optimal physical and mechanical properties of the vulcanizates, such as modulus, tensile and tear strength, abrasion resistance, and fatigue life. The dispersion of the inorganic and highly polar silica in hydrocarbon rubber is a challenge as the silica surface has a number of highly polar silanol groups that can easily aggregate and agglomerate due to hydrogen bonding and condensation. Zhuravlev 1 measured the density of silanol groups at the fully hydroxylated (OH) state on the surface of amorphous silica and reported an average value of 4.9 OH nm−2. The use of silica in rubber without a coupling agent or other compatibilizers encounters high viscosity and heat generation during mixing. In addition, the polar surface of silica adsorbs curatives and retards cure. 2
Silane coupling agents are commonly used to improve filler dispersion, decrease compound viscosity, and chemically bond the polymer to the silica, resulting in increased levels of reinforcement. When compared with carbon black, the mixing of a silica–silane system needs more attention and special devices with precise temperature control in order to optimize the silanization (i.e. the reaction between silanol groups of the silica and alkoxy groups of the silane) and prevent premature scorch. Depending on the mixing procedure, on average one or two out of the three ethoxy groups of the triethoxysilyl units of bis-(triethoxysilylpropyl) tetrasulfide (TESPT) are split off as ethanol. 3 Therefore, substantial ethanol emission occurs during mixing and downstream processing, leading to heath and fire safety risks. Furthermore, ethanol remaining in the compound can cause porosity and blisters in the vulcanized rubber. In addition to ethanol emission during mixing, the tetrasulfide moiety in TESPT partially breaks up to give reactive sulfur radicals that can link to rubber molecules at high mixing temperature, leading to the risk of premature vulcanization or compound scorch. Ward et al. 4 varied the amount of TESPT in silica-filled styrene butadiene rubber compounds from 0 parts per hundred parts of rubber (phr) to 12 phr and concluded that the use of 8 phr TESPT for 70 phr of silica gave the highest bound rubber (BdR) content and tensile strength. Ansarifar et al. 5 evaluated the reinforcing effect of up to 6 phr of TESPT silane on cross-link density, BdR content, and technical properties of a natural rubber (NR)-compound containing 30 phr of precipitated silica. The cross-link density and BdR content increased upon raising TESPT loadings up to 4 and 2.5 phr, respectively, and the tensile properties of the vulcanizates were optimal at 6 phr of TESPT. Kaewsakul et al. 6 reported an optimal loading of TESPT in silica-filled NR compounds at approximately 9.0 wt% relative to the amount of silica.
One of the pathways to avoid or reduce the use of a silane coupling agent in silica-reinforced rubber compounds is by incorporation of modified elastomers-bearing functional groups that can interact with the silanol groups of silica and so improve the compound processability and impart desired properties to the vulcanizates. 7,8 Modified NRs attract wide interest due to several advantages such as environmental benefits, broad material availability, low production costs, and NR market growth. Dileep and Avirah 9 prepared carboxy-terminated liquid NR (CTNR) by a photochemical reaction, which was then applied as a potential modifier in silica-filled NR vulcanizates. The CTNR improved the tensile properties and ageing and oil resistance due to increase of the filler–rubber interaction in NR vulcanizates. Sahakaro and Beraheng 10 reported the use of maleated NRs (MNRs) as compatibilizers in silica-filled NR compounds. The MNR with 6 phr of maleic anhydride showed the preferably lowest filler–filler interaction as well as optimum mechanical and dynamic properties as the succinic anhydride groups grafted onto the molecules of the MNRs could interact with OH groups on the silica surface. Cataldo 11 reported the improved mechanical properties of silica-filled NR compounds through the use of epoxidized NR (ENR) without silane coupling agent due to enhancement of the preferred filler–polymer interactions by a hydrogen bonding mechanism between epoxide groups of the ENR and silanol groups on the silica surface. Recently, our previous work 12 based on the use of ELMWNR as reinforcement modifier for silica-filled virgin NR clearly showed that the addition of ELMWNR decreased compound viscosity and Payne effect, that is, filler–filler interaction of the silica-filled compound. The optimal mechanical properties of silica-filled NR vulcanizates were obtained at an ELMWNR-28 loading of 10 phr.
In this study, the effect of ELMWNR-28 as compatibilizer in combination with a conventionally used silane coupling agent TESPT on processing, mechanical, and dynamic properties of silica-filled NR compounds is investigated. The combined effect of ELMWNR-28 and TESPT at lower concentrations than the standard norm is expected to enhance the compatibility between rubber and silica and their properties. Furthermore, the reduction of the TESPT needed for the silica-reinforced compounds should reduce the ethanol emissions, leading to better processing safety.
Experimental
Materials
The materials involved in the preparation of epoxidized low molecular weight NR (ELMWNR) were high-ammonia NR (HA-NR)-concentrated latex (Yala Latex Industry Co. Ltd., Thailand), alkylphenol ethoxylate or Teric N30 nonionic surfactant (Huntsman Corp Australia Pty Ltd., Australia), formic acid and hydrogen peroxide (Acros Organics, Belgium), and periodic acid (Merck, Germany). The ingredients used for rubber compounding were NR ribbed smoked sheet 3, which was locally produced in Pattani, Thailand, highly dispersible silica with a cetyl trimethyl ammonium bromide-specific surface area of 152 m2 g−1 (Zeosil® 1165MP, Rhodia Silices, France), bis-(3-triethoxysilylpropyl) tetrasulfide (TESPT), ((C2H5O)3–Si–(CH2)3–S4–(CH2)3–Si–(C2H5O)3) (Evonik, Germany), treated distillate aromatic extract (TDAE) oil (H&R, Germany), polymerized 2,2,4-trimethyl-1,2-dihydroquinoline (TMQ), diphenylguanidine (DPG), and N-cyclohexyl-2-benzothiazole-sulfenamide (CBS) (all from Flexsys, Belgium). Zinc oxide (ZnO), stearic acid, and sulfur were of commercial grades for the rubber industry.
Preparation and characterization of ELMWNR
The HA-NR latex with dry rubber content of approximately 60% was diluted to approximately 20% and stabilized with 3 phr of a 10% solution of Teric N30, and then stirred for 8 h at room temperature to eliminate the ammonia. The epoxidation was carried out by using performic acid generated in situ by the reaction of formic acid and hydrogen peroxide at 60°C in a 1000-ml glass reactor under a controlled stirrer speed of 60 r min−1. Formic acid was added dropwise into the latex and then hydrogen peroxide was slowly added under continuous stirring. The reaction was allowed to proceed for 24 h. The depolymerization of epoxidized rubber was subsequently carried out by incubation of the latex with a periodic acid solution 13 at 30°C under continuous stirring at 30 r min−1 for 36 h. The resulting latex was then neutralized by adding NaHCO3, coagulated with methanol, washed with water, and finally dried in a vacuum oven until constant weight. The molecular weight of the depolymerized rubbers was measured using a gel permeation chromatograph equipped with a CBM 20 Alite system controller (Shimadzu, Japan), Shodex GPC KF-806M and Shodex GPC KF-803L column (Japan), and RID-10A refractive index detector at a flow rate of 1 ml min−1 of tetrahydrofuran mobile phase. The chemical structure of the rubbers was characterized by means of attenuated total reflection Fourier transform infrared (FTIR) spectroscopy using a Spectrum One FTIR spectrometer (PerkinElmer, Waltham, Massachusetts, USA) under nitrogen atmosphere at room temperature. The samples were scanned in the spectral range of 4000–650 cm−1 with a resolution of 4 cm−1. The epoxide group content of 28 mol% was calculated by using the corresponding peak integral in the proton nuclear magnetic resonance spectrum as previously described. 12
Preparation of rubber compounds
Silica-filled NR compounds with and without ELMWNR-28 as compatibilizer and with varied loadings of TESPT were prepared following the formulations given in Table 1. All ingredients, except for the curatives such as CBS, DPG, and sulfur, were mixed with rubber in an internal mixer having a mixing chamber volume of 370 cm3 (Brabender Plasticorder 350S, Germany) at an initial mixer temperature setting of 100°C, rotor speed of 60 r min−1, and a fill factor of 0.7. The rubbers, NR and ELMWNR-28, were masticated for 2 min. Half of the silica was added and mixed for 5 min, then the second half of silica, the TDAE oil, and silane (if any) were added and mixed for another 5 min. ZnO, stearic acid, and TMQ were subsequently added, mixed for 3 min, and the batch was finally discharged at a total mixing time of 15 min. The compounds were then sheeted out on a two-roll mill and kept overnight prior to the incorporation of the curatives.
Compound formulations.
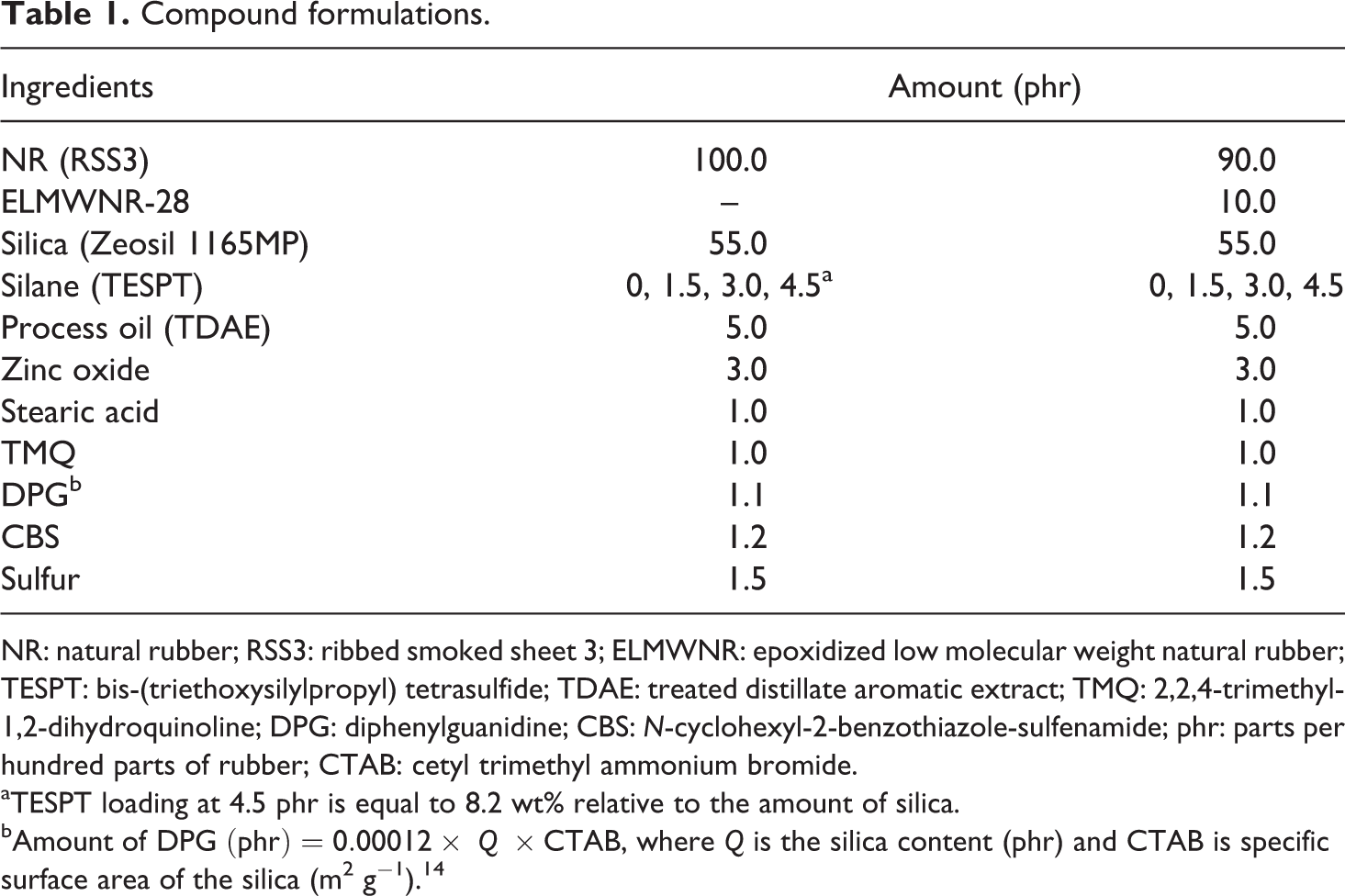
NR: natural rubber; RSS3: ribbed smoked sheet 3; ELMWNR: epoxidized low molecular weight natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide; TDAE: treated distillate aromatic extract; TMQ: 2,2,4-trimethyl-1,2-dihydroquinoline; DPG: diphenylguanidine; CBS: N-cyclohexyl-2-benzothiazole-sulfenamide; phr: parts per hundred parts of rubber; CTAB: cetyl trimethyl ammonium bromide.
aTESPT loading at 4.5 phr is equal to 8.2 wt% relative to the amount of silica.
b Amount of DPG (phr) = 0.00012 × Q × CTAB, where Q is the silica content (phr) and CTAB is specific surface area of the silica (m2 g−1). 14
Testing of the compound viscosity and cure characteristics
The Mooney viscosities of the compounds were determined using a Mooney viscometer (MV2000 VS, Alpha Technologies, Pennsylvania, USA) according to American Society of Testing and Materials (ASTM) D 1646-04. The results are expressed in terms of ML(1 + 4)100°C, where M is the torque in Mooney units, L means a large rotor, 1 is the preheating time (min), 4 is the test duration (min), and 100°C is the test temperature. The complex viscosities were analyzed using a rubber process analyzer (RPA2000, Alpha Technologies), in a frequency sweep test in the range of 0.1–33 Hz at 14% strain and 80°C. The cure characteristics of the compounds were measured at 150°C using the RPA2000 according to ASTM D 5289-95. The samples were tested at a frequency of 0.833 Hz and 2.79% strain for 30 min. The cure rate index (CRI), which is a measure of the rate of the cure reaction, is given by

Characterization of filler–filler and filler–rubber interactions
Payne effect
Storage shear moduli (G′) of the uncured compounds were measured by using the RPA2000 under varying strains from 0.56% to 100% at 0.50 Hz and 100°C. The Payne effect was characterized as the ΔG′ from 0.56% to 100% strain.
BdR content
Uncured compounds were cut into small pieces, placed in a 300-mesh steel cage and immersed in 25 ml of toluene at room temperature. After 72 h, the steel cage with the swollen sample was removed from the toluene, dried at 105°C for 24 h, and immersed again in toluene for 72 h either with or without an ammonia atmosphere. The toluene was renewed every 24 h. Finally, the samples were taken out from the toluene, dried at 105°C for 24 h, and then weighed. The ammonia treatment was meant to cleave weak physical interactions between silica and rubber, so that the chemically BdR content could be determined.
15
The percent of physically and chemically BdRs (RB) was calculated, as described by Wolff et al.,
15
according to the following equation.
Mechanical properties
The compounds were molded in an electrically heated hydraulic press (Wickert laboratory press WLP1600, Germany) at 150°C to their optimum cure times (t90) to obtain 2-mm thick sheets. Tensile properties (i.e. modulus, tensile strength, and elongation at break) of the vulcanizates were measured with a Zwick tensile tester (model Z1.0, Germany) at a crosshead speed of 500 mm min−1 using a dumbbell test specimen type C as detailed in ASTM D 412-98a.
Dynamic mechanical properties
The dynamic mechanical properties of the filled vulcanized rubbers were measured using a Metravib Viscoanalyzer VA2000 (Metravib, Paris, France), under tension mode from −90°C to 80°C at 0.1% strain, a frequency of 10 Hz, and 2°C min−1 heating rate. The loss tangent or tan δ was determined from the ratio of loss modulus/storage modulus, and the value of tan δ at 60°C was used as an indication for tire rolling resistance.
Results and discussion
Molecular structure of ELMWNR
Figure 1 shows the FTIR spectra of unmodified and modified NRs (ENR-28 and ELMWNR-28) in the wave number range of 4000–650 cm−1. The ENR-28 before the degradation is included for purpose of comparison. All the spectra show the characteristic peaks of isoprene units at wave numbers of 1663 and 835 cm−1, assigned to C=C stretching and =C–H out of plane-bending vibrations, respectively. In the infrared spectrum of ENR, a new absorption peak emerges at 870 cm−1, which corresponds to the asymmetric C–O–C stretching vibrations of epoxide groups.
16
Meanwhile, a peak at 1140 cm−1 caused by C–O stretching vibrations becomes clearly visible. The ELMWNR spectrum exhibits the presence of epoxide units at 1140 and 870 cm−1 similar to ENR. Both ENR and ELMWNR show an IR absorption peak at 1720 cm−1 due to C=O stretching vibrations. By considering the ratios of peak heights at 1720 and 1663 cm−1 of ENR and ELMWNR, which are equal to 0.32 and 0.62, respectively, the low molecular weight rubber shows the presence of more C=O bonds associated with carbonyl groups at the chain ends after the cleavage of the rubber molecules.
13
The weight average molecular weight (
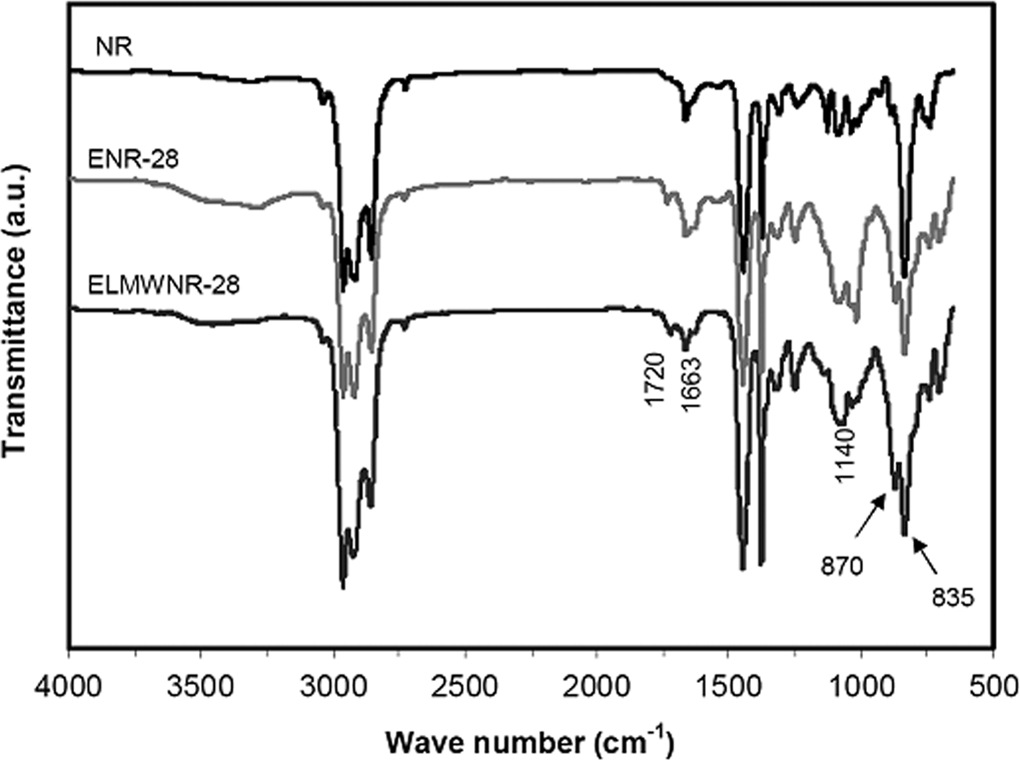
Infrared spectra of NR, ENR, and ELMWNR with 28 mol% epoxide. ELMWNR: epoxidized low molecular weight natural rubber; ENR: epoxidized natural rubber; NR: natural rubber.
Mixing energy
Mixing of silica into a rubber matrix requires a high-energy input. Figure 2 shows strong variations of the mixing torques with mixing time, which have implications for the mixing energy consumed between the various compounds. After the mastication step, the mixing torques increase sharply when silica is added. Once silica begins to disperse, the mixing torque starts to decrease. A two-times, half-wise addition of silica was applied, and during the second half of silica mixing, the mixing torques of each compound are clearly differentiated. The silica-filled NR compound without any compatibilizer shows the highest mixing torque, while the use of either silane coupling agent or ELMWNR-28 drastically reduces the mixing torque. This implies that the compounds with compatibilizer mix much better than the one without. The use of 10 phr ELMWNR-28 and 4.5 phr TESPT results in similar mixing torques, and by combining the 10 phr ELMWNR with only a small amount of 1.5 phr TESPT, the mixing torque in the second half of silica mixing is lower than for all other compounds, indicating the lowest mixing energy consumed even though this still represents a good silica dispersion reached, see below.
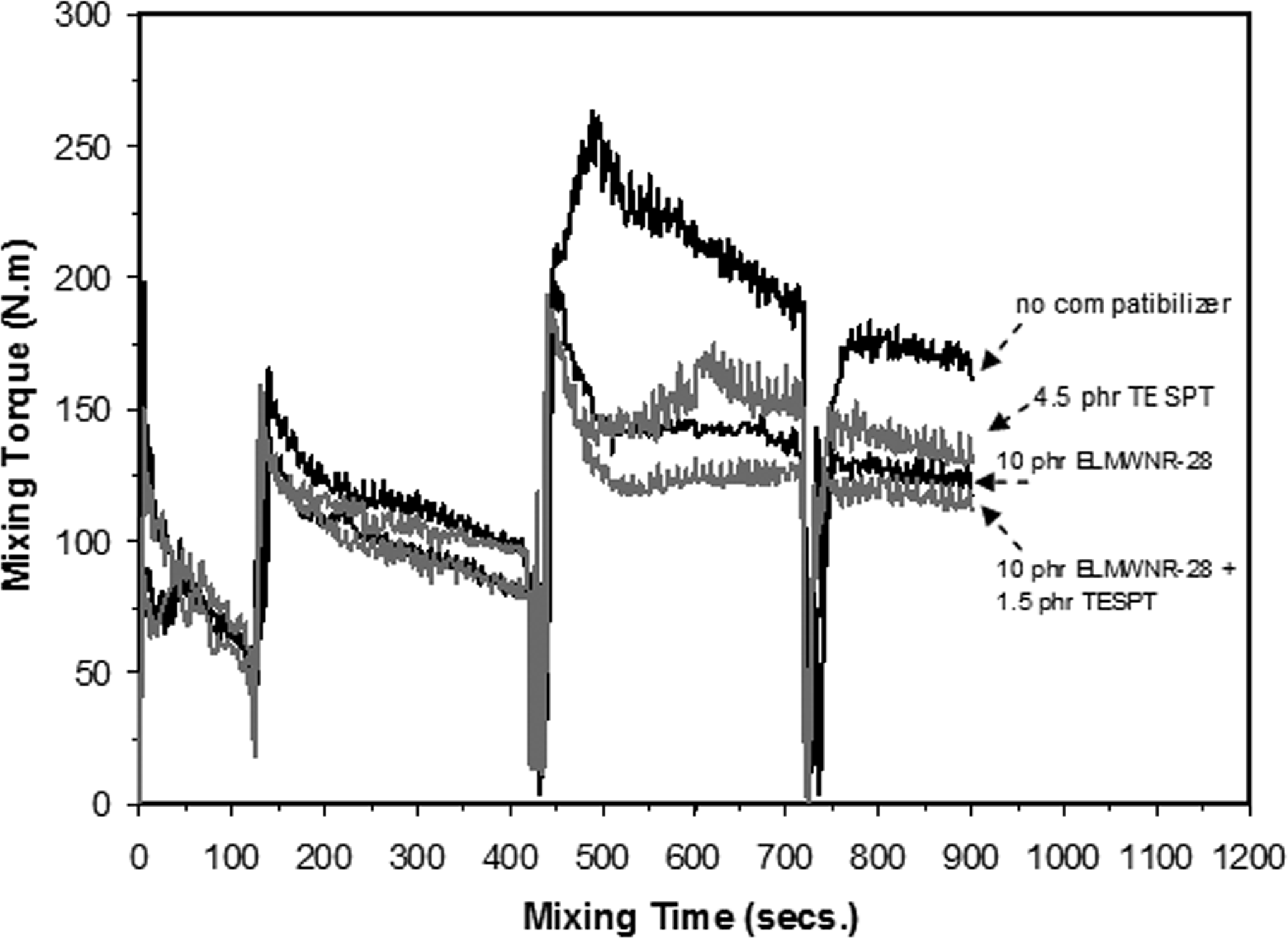
Mixing torques of silica-filled NR compounds with and without compatibilizer and/or TESPT. NR: natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide.
Compound viscosities
The compound viscosity influences the flow behavior during processing, and lower viscosity is favorable for easier processing and lower energy consumption. Figure 3 shows the Mooney viscosities of the silica-filled NR compounds consisting of different TESPT loadings with and without 10 phr of ELMWNR-28 compared with the reference compound without any compatibilizer. The Mooney viscosities of the silica-filled compounds are clearly reduced by the addition of ELMWNR as compatibilizer and are further decreased by combining ELMWNR with TESPT. The use of 10 phr of ELMWNR-28 reduces the Mooney viscosity to a similar level as that of the compound with only silane coupling agent. The ELMWNR-compatibilized systems show only a small dependence on the amount of TESPT, because of the presence of interactions between the epoxide groups of ELMWNR-28 and silanol groups on the silica surface, which help to improve the dispersion of silica in the NR matrix already, as will be discussed in the next section. Furthermore, the addition of ELMWNR introduces a lubrication effect caused by the mobility of the smaller chains. Figure 4 shows the relationship between complex viscosity and frequency of the silica-filled NR compounds with and without compatibilizer. The compound without any compatibilizer clearly shows the highest complex viscosity over the whole frequency range, while the addition of ELMWNR-28 and silane coupling agent alone or together reduces the complex viscosity significantly. The compound with only ELMWNR-28 displays a slightly higher complex viscosity than the one with only 4.5 phr TESPT. The combination of 10 phr ELMWNR-28 with 1.5 phr of TESPT decreases the complex viscosity to match the viscosity level of the compound with 4.5 phr of silane coupling agent.
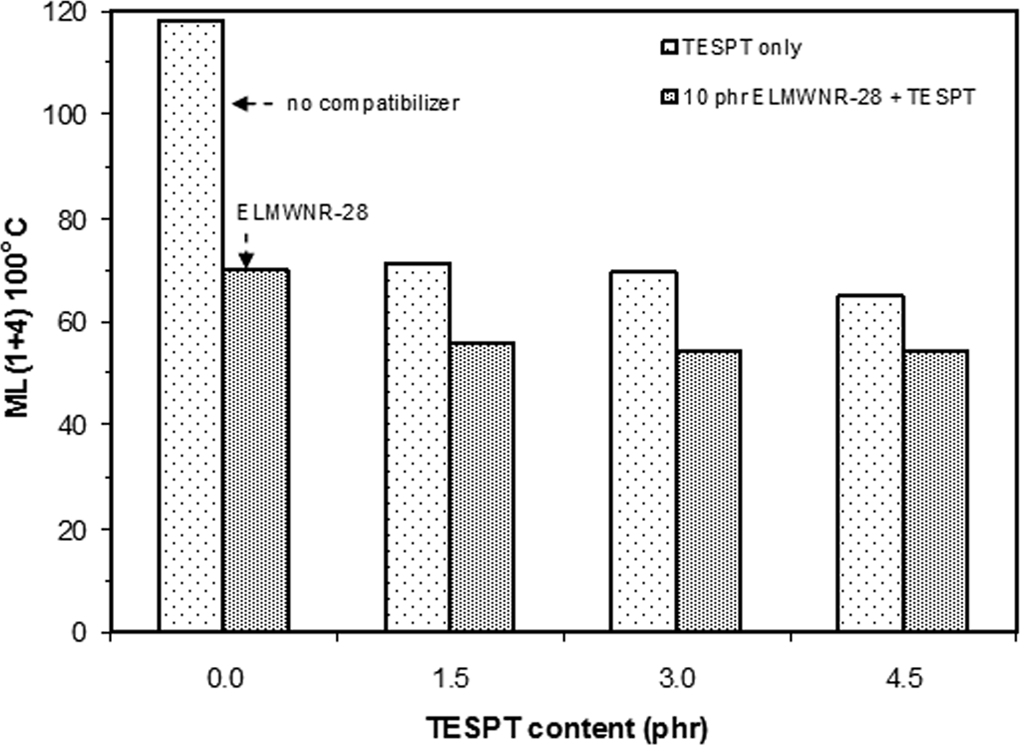
Mooney viscosity of silica-filled NR compounds at various amounts of TESPT. NR: natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide.
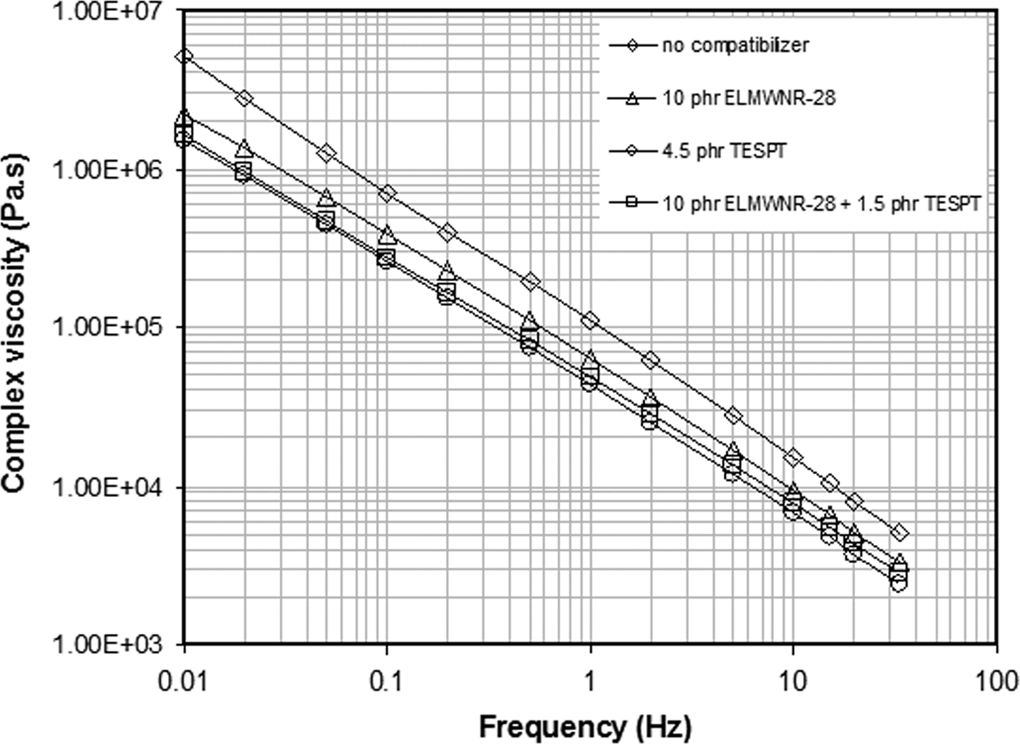
Complex viscosity of silica-filled NR compounds with and without compatibilizer. NR: natural rubber.
Filler–filler and filler–rubber interactions of the uncured compounds
Above a certain concentration threshold, filler aggregates are in contact and form a continuous filler network within the rubber. The hydrogen bonding between the silanol groups of silica results in strong filler–filler interactions. The filler network breaks when deformations above a certain amplitude are applied during dynamic mechanical analysis, for example, the Payne effect, as reflected in a decrease of the modulus.
17
The plots of storage modulus G′ versus strain as a measurement of the Payne effect of silica-filled uncured compounds with and without compatibilizers are presented in Figure 5(a). At very low strains, the storage modulus of the compound without compatibilizer is much higher than that of the compounds with compatibilizers, which is attributed to poor dispersion and strong filler–filler interaction of the silica in the NR matrix. The magnitude of the Payne effect may be quantified in terms of the storage modulus difference between 0.56% and 100% strain
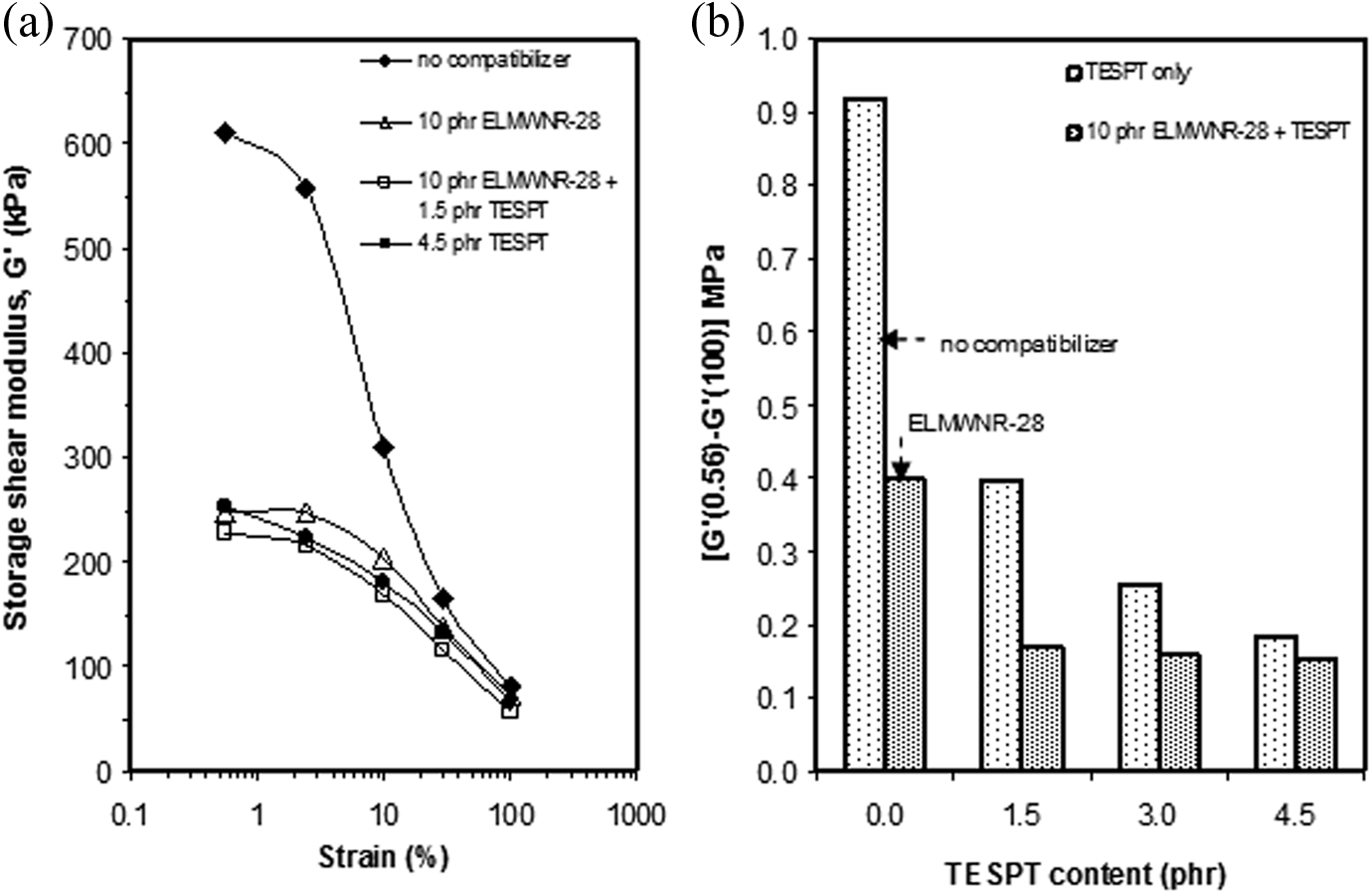
Storage modulus at varying deformations (a) and Payne effect (b) of silica-filled NR compounds at various amounts of ELMWNR-28 and TESPT. ELMWNR: epoxidized low molecular weight natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide; NR: natural rubber.
The BdR measurements are carried out to assess filler–rubber interactions. Higher BdR contents imply higher filler–polymer interactions. 15 In this work, two sets of compounds with varying contents of TESPT, one set without and another series with 10 phr of ELMWNR-28, were tested and the variations of BdR content were plotted as a function of TESPT content as shown in Figure 6. The compounds were evaluated under two conditions, that is, treated in ambient and in ammonia atmosphere. The BdR content obtained under ambient conditions is the total value of both physically and chemically BdR. Under ammonia atmosphere, weak physical interactions like hydrogen and van der Waals bonds are disrupted and so only chemically BdR can be analyzed. 15 Without TESPT, the compound with ELMWNR-28 clearly shows a higher BdR content compared with the non-compatibilized one, confirming the enhanced filler–rubber interactions by the epoxide groups. The large decrease in BdR for the compound with only ELMWNR and no TESPT due to the ammonia treatment does indeed demonstrate that a substantial part of the silica–ELMWNR interaction is physical/hydrogen bonding in nature, although a large part also is chemical in origin. When considering the compounds without ELMWNR-28, the BdR content remarkably increases as the silane content is increased from 0 phr up to 4.5 phr, while the compounds containing also ELMWNR show a relatively lower increasing rate of the BdR content with the TESPT loading. In the presence of both ELMWNR and TESPT, the compounds show somewhat less BdR content compared with the use of TESPT alone. This lower BdR may be attributed to the lower molecular weight of the chemically bound ELMWNR versus the chemically bound NR via TESPT; the silanol sites on the silica chemically bound to ELMWNR are not accessible anymore to TESPT to bind NR molecules, further to a lubrication effect of ELMWNR that increases the chain mobility. Furthermore, the polar epoxy groups may interact with the silane and so have an interference on the interactions between the silane and the silanol groups of the silica.
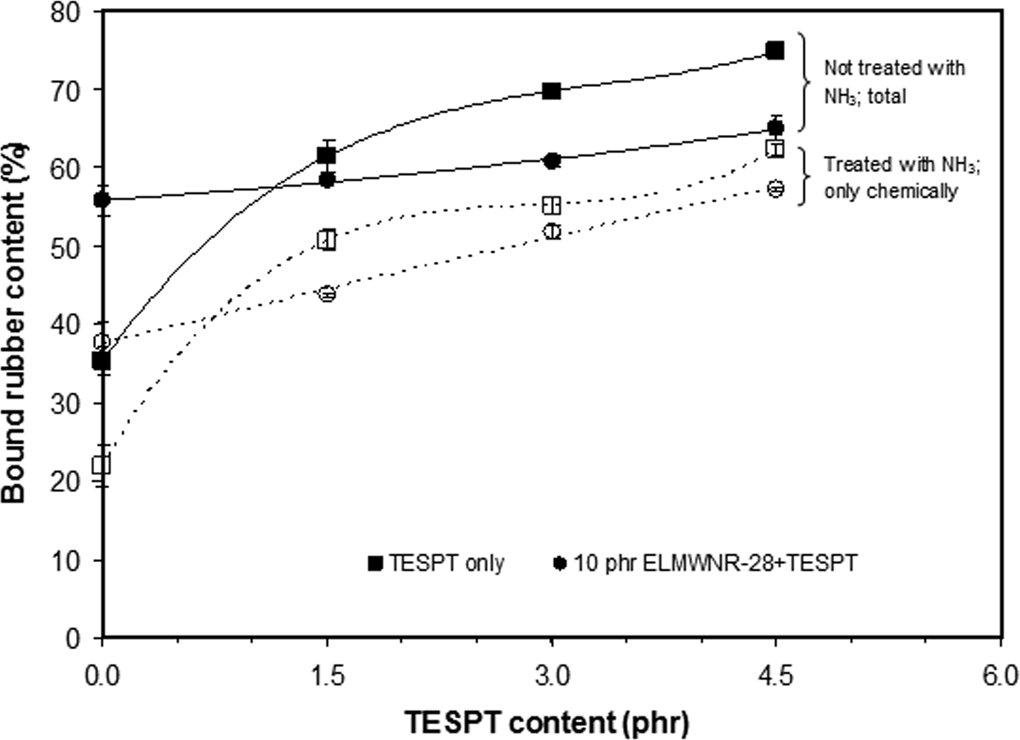
BdR contents of silica-filled NR compounds with and without compatibilizer (open symbols: chemically BdR; solid symbols: total BdR). NR: natural rubber; BdR: bound rubber.
There are a variety of possible interactions in the TESPT/ELMWNR-compatibilized system and a model for these interactions is displayed in Figure 7. The incorporation of ELMWNR introduces the formation of hydrogen bonds between epoxide groups of ELMWNR and the silanol groups on the silica surface. Also, chemical reactions between the epoxide groups with the silanol groups and rubber molecules may occur during the mixing stage accounting for the increased chemically BdR content. In addition, the carbonyl groups of ketone and aldehyde at the chain ends of ELMWNR 13 are also expected to interact with silanol groups on the silica surface, and these should enhance filler–rubber interactions resulting in better processing characteristics of silica-filled NR (i.e. lower Mooney viscosity and reduced Payne effect as shown previously in Figures 3 and 5). The presence of polar ELMWNR can also lead to interactions between the epoxide groups themselves, and in the vulcanization step, this low molecular weight rubber can further co-cross-link with the NR chains. When TESPT is added in combination with ELMWNR in the silica-filled compounds, the further increase of the filler–rubber interaction occurs through the silanization reaction between ethoxy groups of TESPT and the remaining silanol groups on the silica surface. This reaction can occur via direct condensation or hydrolysis prior to condensation. 18,19
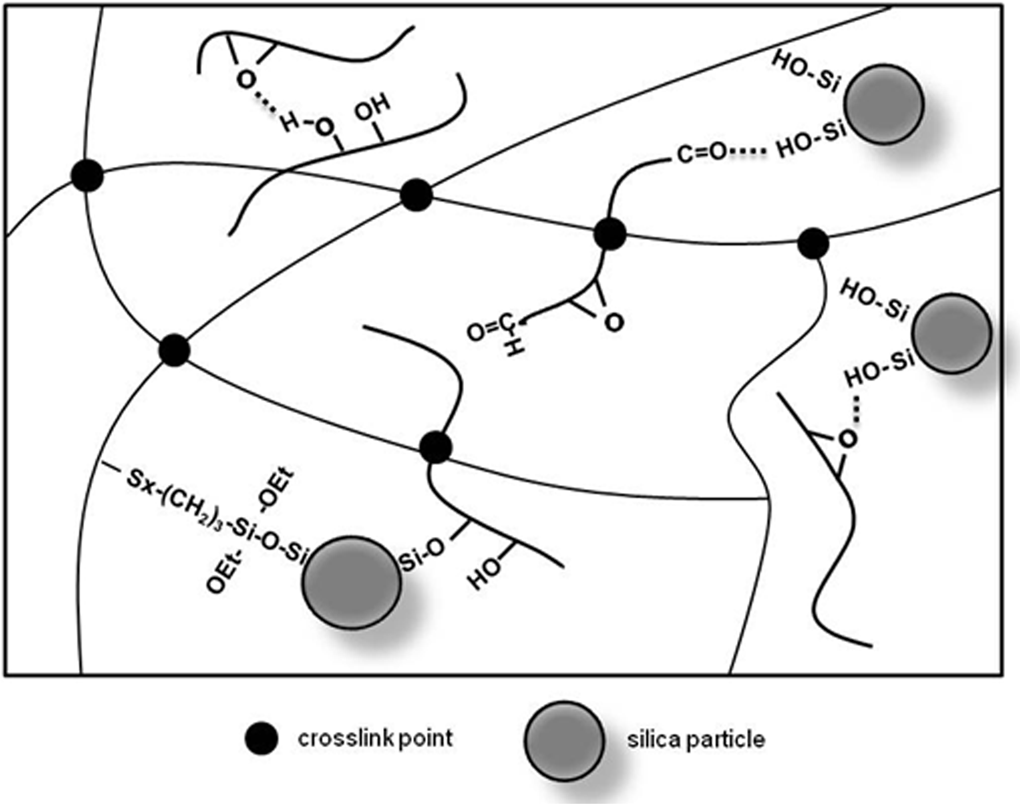
Postulated interactions and bonding between silica and rubbers in silica-filled NR compatibilized with ELMWNR and TESPT. ELMWNR: epoxidized low molecular weight natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide; NR: natural rubber.
The results in Figure 6 demonstrate that as far as the chemically BdR is concerned, the effect of TESPT alone is only slightly better than the TESPT–ELMWNR combinations. Finally, the tetrasulfane group of TESPT may split under heat to react with the rubber chains forming covalent bonds meant to happen primarily during the vulcanization process. Due to the high-temperature mixing conditions, this could have happened already during the mixing step. 6 The presence of TESPT, therefore, enhances network formation and imparts a strong filler–rubber interaction.
Cure characteristics
The cure characteristics of the silica-filled NR compounds are shown in Figures 8 and 9. It has been reported that the epoxide groups can activate an adjacent double bond, so that the apparent activation energy for the curing reaction of pure ENR is lower than that of NR. 20 However, in this study, the ELMWNR-compatibilized compound in the absence of TESPT shows a longer optimum cure time (t90) and lower CRI compared with the uncompatibilized one due to the acidic effect of some hydrolyzed epoxide groups and little residual acid in the ELMWNR. The optimum cure times of silane-treated compounds are shorter compared with the uncompatibilized and the ELMWNR-28-compatibilized ones, respectively, and decrease with increasing silane loading as shown in Figure 8(a). This is due to the prevention of curative adsorption by silanol groups, as the silica surface is more effectively covered by the silane as well as by the epoxidized rubber. Furthermore, TESPT itself acts as a sulfur donor for rubber compounds. 21 The cure retardation by the presence of the ELMWNR-28 disappears when TESPT is added, indicating that the silane could interact and/or react with the hydrolyzed epoxy groups as well as residual acid and so neutralizes the acidic effects of the ELMWNR. This possible interaction between the epoxy groups and the silane is previously indicated by the result of BdR content (Figure 6), as discussed earlier. The shorter optimum cure time by increasing the TESPT content is in accordance with the increase of the CRI (Figure 8(b)). The compounds that are co-compatibilized with ELMWNR-28 and TESPT at 3.0 and 4.5 phr, respectively, display shorter optimum cure times and faster cure rates than the compounds with the same loading of TESPT but without ELMWNR-28. Herein, the TESPT content is apparently high enough to overcome the cure retardation by a little residual acid in the ELMWNR, as most clearly seen in the compound with TESPT. The presence of the smaller ENR molecules increases the mobility and reactivity toward the vulcanization reaction, and also the sulfur atoms that are released from TESPT molecules contribute to the curing reaction.
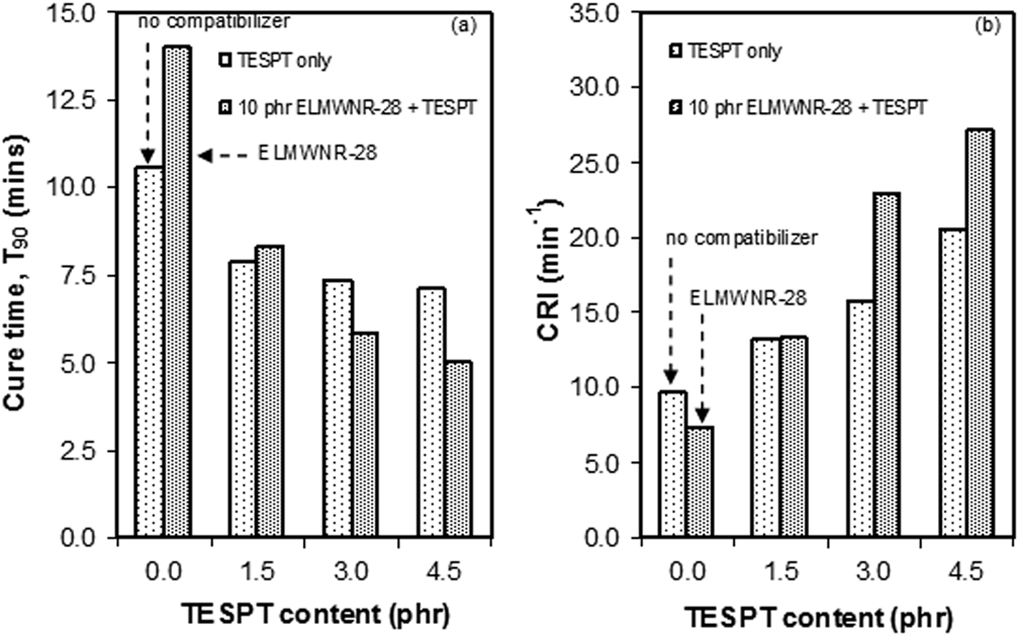
(a) Optimum cure time and (b) CRI of silica-filled NR compounds at various amounts of TESPT. TESPT: bis-(triethoxysilylpropyl) tetrasulfide; NR: natural rubber; CRI: cure rate index.
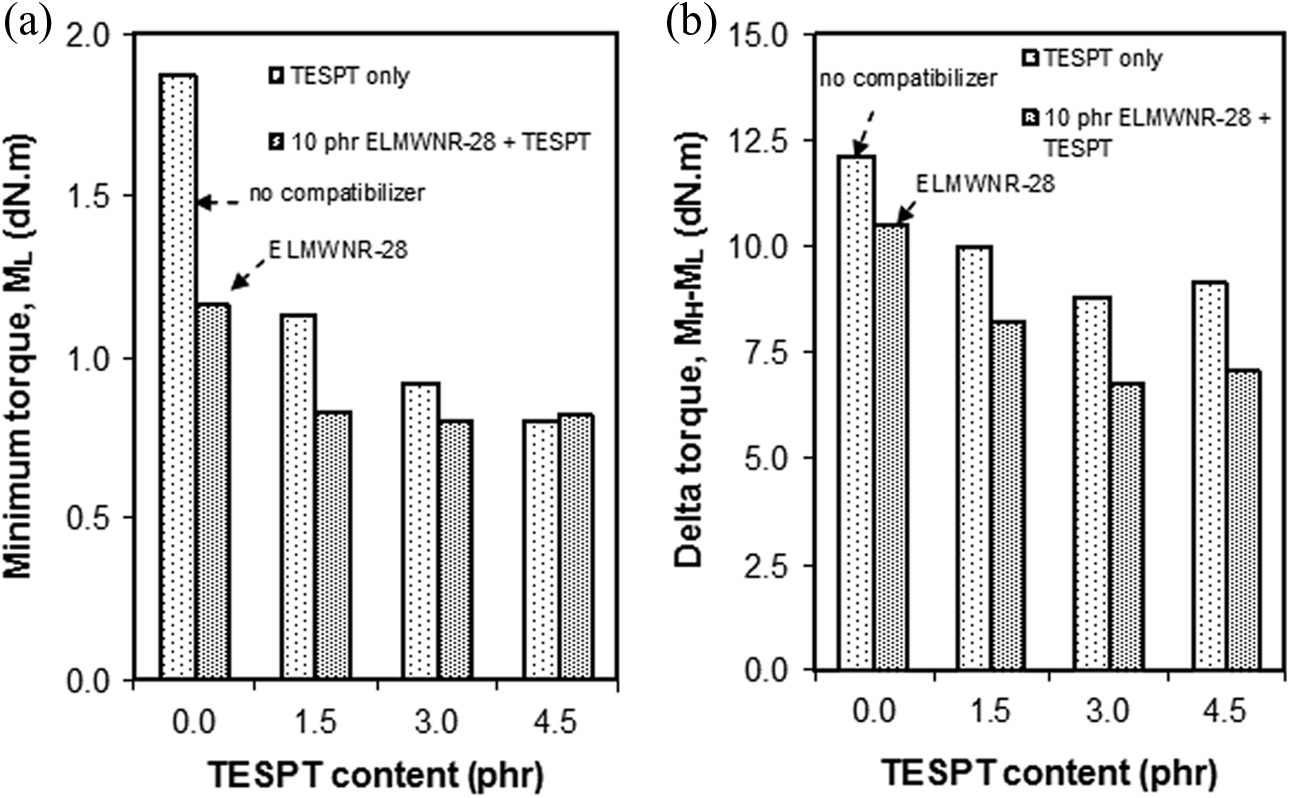
(a) Minimum torque and (b) delta torque of silica-filled NR compounds at various amounts of TESPT. TESPT: bis-(triethoxysilylpropyl) tetrasulfide; NR: natural rubber.
The minimum torque (ML) and torque difference (MH − ML) decrease with increasing amounts of TESPT. The changes of ML are in agreement with the results of Mooney viscosity as shown in Figure 3. The use of ELMWNR-28 and 1.5 phr of TESPT drastically drops the minimum torque to the same level as that of the compound with 4.5 phr TESPT due to a combination of decreased filler–filler interaction and the plasticizing effect. The better filler dispersion and the presence of low molecular weight rubber result in a lower torque difference, as shown in Figure 9(b), and is not necessarily an indication of a lower degree of cross-linking.
Mechanical properties of vulcanizates
It is well established that the use of TESPT in silica-filled nonpolar rubbers enhances the reinforcement activity through the hydrophobation of silica by reaction of the silanol groups on the silica surface with ethoxysilyl groups of the silane during mixing and also by the formation of cross-links with the rubber molecular chains during vulcanization. 22 In addition, TESPT can act as a sulfur donor and increases the cross-link density of the mixes. 21 This leads to an improvement of the mechanical properties, provided that the compounds are mixed and vulcanized under suitable conditions. Figure 10 shows the modulus at 100% strain: M100, the reinforcement index (i.e. the ratio of the moduli at 300 and 100% elongations or M300/M100), tensile strength, and elongation at break of the silica-filled vulcanizates with and without compatibilizers. The compatibilized compounds show higher moduli, reinforcement index, tensile strength, and lower elongation at break due to the improved dispersion of silica and the increased filler–rubber interaction and/or cross-link density of the vulcanizates. The addition of 10 phr of ELMWNR-28 remarkably increases the modulus, reinforcement index, and tensile strength already compared with the compound with no compatibilizer, and the combination of ELMWNR-28 with 1.5 and 3.0 phr TESPT further enhances the properties. At TESPT contents of 1.5 and 3.0 phr, the vulcanizates compatibilized with the ELMWNR–TESPT combination show higher moduli and tensile strength than the vulcanizates that contain TESPT only. In the presence of ELMWNR-28, the increase of TESPT from 3.0 phr to 4.5 phr causes no further change in the properties. However, the compounds with TESPT alone show a progressive increase of both moduli and tensile strength with increasing TESPT content, and at 4.5 phr of TESPT the compound shows superior mechanical properties over the system that contains only ELMWNR. The increase of filler–rubber interactions in both sets of compounds results in a lower elongation at break as shown in Figure 10(d). However, this property shows almost no change with increasing TESPT content. In Figure 10(b), the compounds compatibilized with TESPT and the ELMWNR–TESPT combinations show an increase of reinforcement index with increasing TESPT contents up to 3.0 phr and then tend to decrease slightly. However, this property of the combined system is still lower compared with the use of TESPT alone due to the presence of low molecular weight rubber molecules.
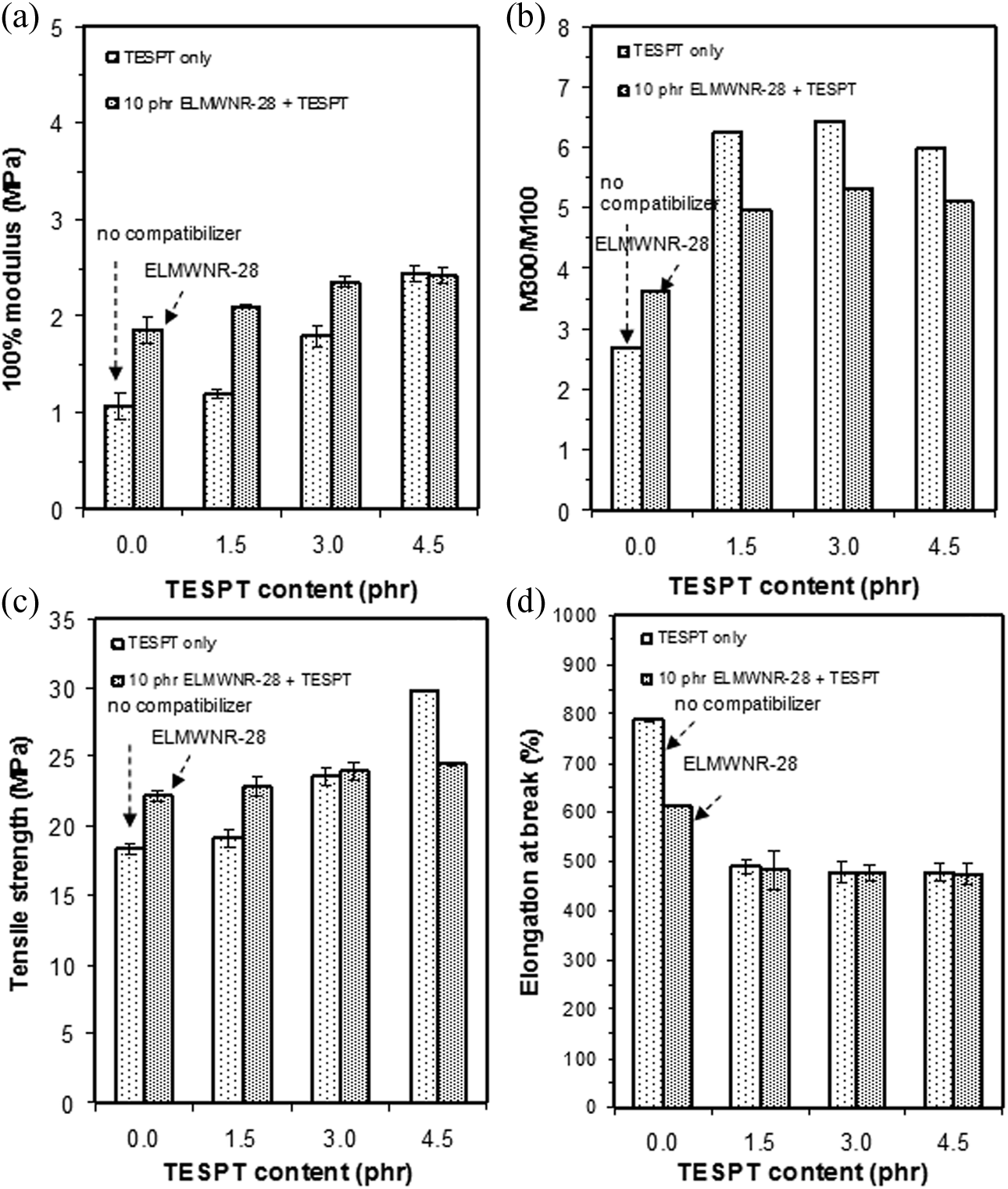
(a) 100% modulus, (b) M300/M100, (c) tensile strength, and (d) elongation at break of silica-filled NR vulcanizates. NR: natural rubber.
Dynamic mechanical properties of vulcanizates
The effect of ELMWNR-28, TESPT, and the combination of both on the loss tangent or tan δ of silica-filled NR vulcanizates in comparison with the non-compatibilized compound is shown in Figure 11. Under dynamic deformation, the modulus depends on both the elastic and the viscous properties of the materials. The storage modulus reflects the elastic response of the rubbery materials, which measures the recoverable strain energy in a deformed specimen, and the loss factor is related to the energy lost due to energy dissipated as heat. Figure 11 shows the temperature dependence of the tan δ in the range of −90 to 80°C of the vulcanizates. The temperature at the maximum of the tan δ curve is often used to identify the Tg of the materials. It can be seen that the peak of the tan δ curve of the vulcanizate with 4.5 phr of TESPT slightly shifts to a higher temperature compared with the NR vulcanizate with 1.5 phr of TESPT. This may be due to the increase of filler–rubber interactions, which results in a reduction of the molecular chain mobility of the polymer. 23 The incorporation of 10 phr of ELMWNR-28 in NR vulcanizates leads to a shift but lower tan δ values at the maximum due to reduction of the NR proportion by the addition of ELMWNR. The addition of TESPT in combination with ELMWNR-28 also results in a small shift of the tan δ peak toward higher temperatures. In the rubbery region, for example, in the temperature range from 0°C to 20°C, the tan δ value of the vulcanizate containing both ELMWNR-28 and TESPT is higher than that of the samples without ELMWNR, implying that the vulcanizates with ELMWNR would provide better wet grip, which is of great value for ideal tire materials. 24 However, the vulcanizates compatibilized with the combination of ELMWNR-28 and TESPT show higher tan δ values in the range of 40–80°C, which is the normal service temperature for tires. This is caused by the addition of shorter rubber chains into the original high-molecular-weight matrix, resulting in a higher chain mobility. Based on these results, it is expected that the presence of ELMWNR as compatibilizer positively influences wet skid resistance, but negatively affects tire rolling resistance. It highlights the need to find an optimal balance in the magic triangle of the tire properties, depending on the specific requirements dictated by region and seasonal variations.
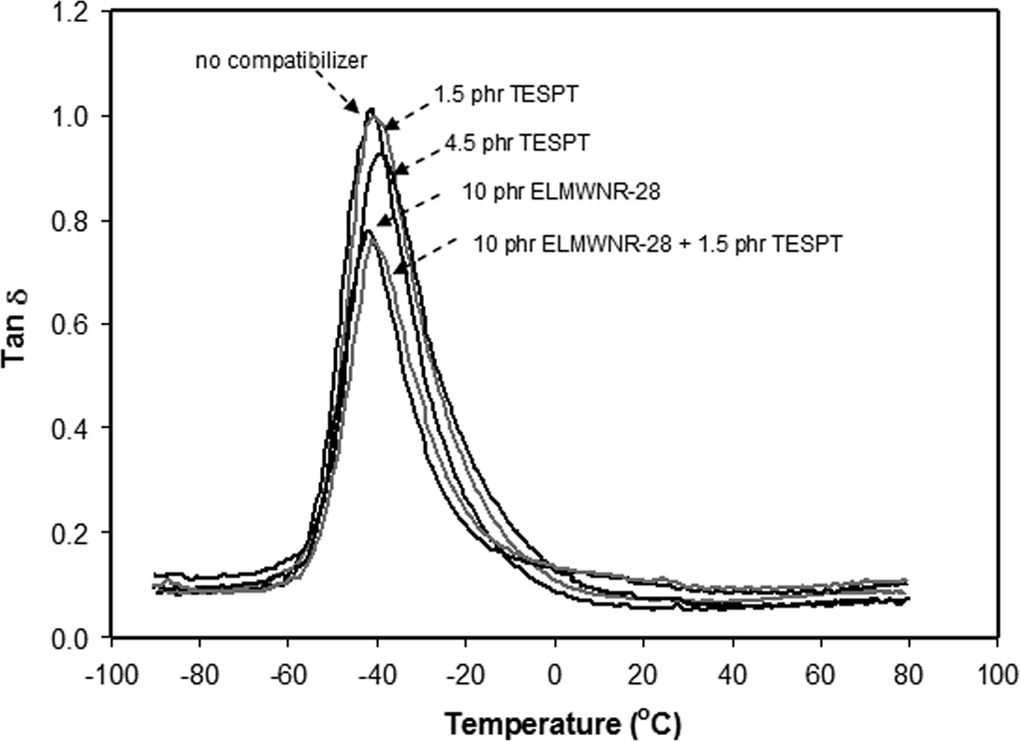
Tan δ curves of compatibilized silica-filled NR vulcanizates with TESPT and ELMWNR/TESPT systems. ELMWNR: epoxidized low molecular weight natural rubber; TESPT: bis-(triethoxysilylpropyl) tetrasulfide; NR: natural rubber.
Conclusions
The use of ELMWNR-28 combined with only a small amount of TESPT (i.e. 1.5 phr) in silica-filled NR compounds clearly improves the processability, namely, lower mixing torque and energy consumed, lower compound viscosities, lower Payne effect, and improved cure characteristics, and enhances the reinforcement index (M300/M100) compared with the use of only ELMWNR-28. The properties of the compounds with TESPT alone strongly depend on the TESPT loadings, and the highest loading of 4.5 phr of TESPT is required to obtain the best performance. In the presence of 10 phr of ELMWNR-28, the properties of the silica-filled compounds show much less dependence on TESPT loading, and only 1.5 phr of TESPT is enough to obtain comparable processing properties with slightly lower mechanical strength compared with the use of 4.5 phr of TESPT. The use of the maximum loading of TESPT, that is 4.5 phr, provides the lowest tan δ at 60°C, indicating the lowest tire rolling resistance. The addition of ELMWNR as compatibilizer improves wet grip as indicated by a higher tan δ in the temperature range of 0–20°C, but negatively affects the rolling resistance. The combination of ELMWNR with TESPT leads to a substantial possible reduction of the TESPT amount and thus less ethanol emissions during mixing and all related problems.
Footnotes
Acknowledgement
The authors gratefully acknowledge the financial support from the Thailand Research Fund through the Royal Golden Jubilee PhD Program (grant no. PHD/0268/2552).
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.