
Abstract
Organically modified montmorillonite (OMMT) clay was intercalated with low-molecular weight polyethylene glycol (PEG) oligomer at melt stage. The intercalation behaviour of PEG into the OMMT clay galleries and its interaction with clay platelets were characterized with X-ray diffraction (XRD) and differential scanning calorimetric techniques. A natural rubber (NR)–organoclay nanocomposite (NROCN) was prepared by melt-compounding of NR with PEG-treated organoclay (P-OMMT) and other compounding chemicals using a laboratory-scale internal mixer. XRD analysis of the nanocomposites revealed the intercalation of NR molecules into the P-OMMT clay galleries and subsequent exfoliation during the melt-compounding process. Vulcanization characteristics of the NROCN, especially processing safety and optimum curing time, have been interpreted with reference to the organic modifier of the montmorillonite clay, PEG modification and the degree of exfoliation. Solid-state mechanical properties of P-OMMT clay-filled NROCN vulcanizates have shown a significant enhancement in stiffness and strength characteristics whilst without scarifying the elasticity of the nanocomposites. Results have been explained in terms of the degree of exfoliation, dispersibility of the organoclay and strain-induced crystallization of the natural rubber.
Keywords
Introduction
Soft elastomeric materials turn into useful engineering materials when they are reinforced with higher percentage of particulate fillers, especially, carbon black and silica, for many industrial applications. However, higher loading levels of these reinforcing fillers, particularly carbon black, impart a significant loss in elastic behaviour of the natural rubber (NR) vulcanizates, an inherent property of NR, and also cause difficulties in processing of such highly filled NR compounds. 1 In recent past, polymeric nanocomposites, a new class of composite materials, based on layered silicates (clay) have inspired the scientific and industrial community as an alternative for conventional polymeric composites because of their unique material properties such as mechanical, thermal, electrical and barrier properties in comparison to their conventional counterparts. 2 –4 Montmorillonite (MMT) clay, which belongs to a general family of 2:1 layered silicates, has attracted as a potential layered silicate material for synthesizing polymeric nanocomposite materials since MMT clay particles can be separated into individual layers/platelets with 1 nm thickness whilst being amenable for surface modification through ion exchange reactions. 5,6 Generally, hydrophilic MMT clay needs to be converted into organophilic to make it more compatible with non-polar elastomers such as NR.
NR is an important engineering material for numerous applications such as tyres, automotive and engineering components, and so on. In recent years, layered silicates, especially organically modified MMT clay (organoclay), have been identified as potential reinforcing nanomaterials for NR, substituting the conventional reinforcing filler, because of their ability to enhance the mechanical properties and to impart new functionality to NR vulcanizates at very low loading levels (i.e. less than 10 phr.). 7 –9 NR–organoclay nanocomposites (NROCNs) have been synthesised with enhanced material properties using different preparative techniques such as direct melt blending, solution blending and latex compounding by different research groups. 10 –12 However, irrespective of the preparation techniques, exfoliation of the organoclay particles into individual clay platelets of nanometre-scale thickness and dispersing them uniformly within the NR matrix are the key factors to enhance the physical properties of the NR compounds. The degree of organoclay exfoliation/dispersion and the interaction between organoclay and the NR determines the extent of property enhancement in rubber compounds. 10,13 One of the main obstacles to achieving the highest degree of exfoliation of the clay within the NR matrix is the limited compatibility between NR and organoclay materials.
The main objective of this research study was to evaluate the possibilities of improving the degree of exfoliation and subsequent dispersion of clay in the NR matrix in view of improving the reinforcement by the intercalation of organoclay with low-molecular weight polyethylene glycol (PEG). On the basis of intercalation of PEG into the clay galleries, a new preparation method for NR/clay nanocomposites is explored. The effect of PEG-modified organoclay on processability in terms of curing characteristics and the reinforcement of the NR nanocomposite materials is also described.
Experimental method
Materials
NR in the form of ribbed smoked sheet (RSS) was used as the elastomeric material for preparing NROCNs. MMT clay (Cloisite20A), modified with dimethyl dihydrogenated tallow quaternary ammonium chloride and with a density of 1.77 g cm−3 was used as the organoclay and was supplied by Southern Clay Products (Houston, Texas, USA).
PEG oligomer with an average molecular weight of 4000 g mol−1 (PEG4000) was used as a co-intercalant. Compounding ingredients such as sulphur, accelerator, zinc oxide, antioxidants, and so on, are of commercial grade and were supplied by Camoplast Solideal (Sri Lanka).
Preparation of PEG-intercalated OMMT clay
Organically modified MMT (OMMT) clay powder was ground with the PEG powder at different weight ratios. The resultant OMMT/PEG mixture was heated in an oven at 85°C for 60 min and further ground after the heat treatment. Table 1 depicts the composition of each OMMT modified with PEG (P-OMMT clay).The resultant P-OMMT clay was analysed with X-ray diffraction (XRD) and differential scanning calorimetric (DSC) techniques to investigate the intercalation ability of PEG molecules into the organoclay galleries and its interaction with the clay platelets.
Compositions of P-OMMT clay.
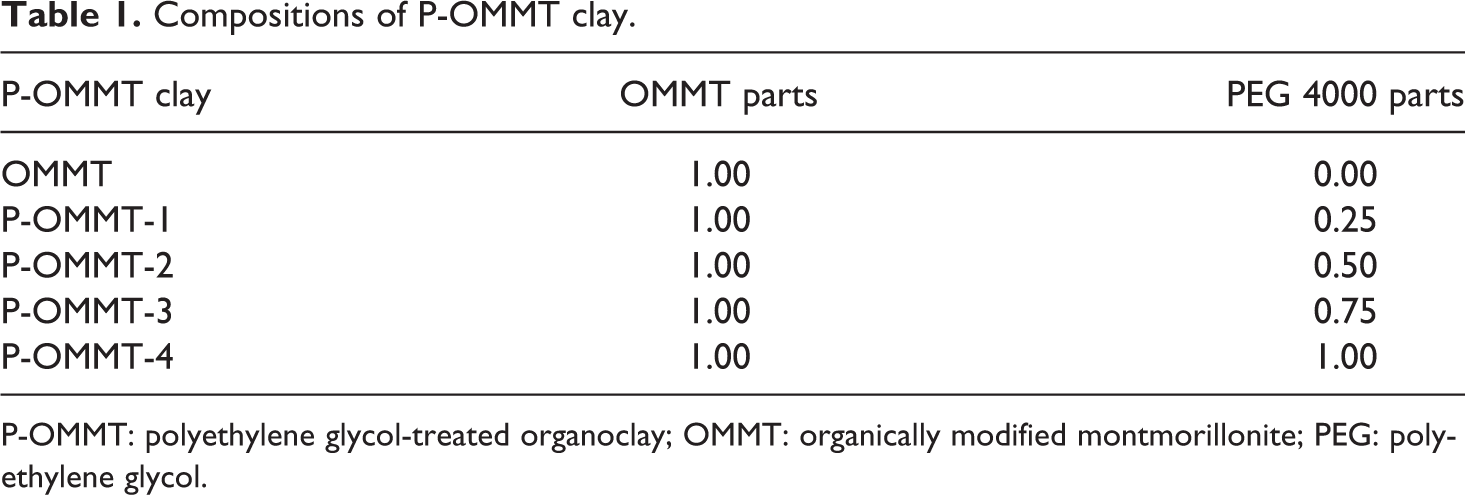
P-OMMT: polyethylene glycol-treated organoclay; OMMT: organically modified montmorillonite; PEG: polyethylene glycol.
Glass transition temperature (T g) of PEG in P-OMMT clay relative to pure PEG oligomer was measured with a differential scanning calorimeter (model Q200, TA instrument; New Castle, Delaware, USA) of temperature modulation mode Modulated differential scanning calorimeter (MDSC) with a temperature modulation amplitude and modulation period of 1°C and 100 s, respectively, at a heating rate of 2°C min−1.
Preparation of NROCN materials
NROCN was prepared by melt-compounding of NR and organoclay in the presence of vulcanizing chemicals in a laboratory-scale internal mixer (Haake Rheomix 600, Waltham, Massachusetts, USA) operating at 60°C (set temperature) with an initial rotor speed of 80 r min−1 for 8 min followed by 60 r min−1 for 4 min. The mixing conditions were predetermined as the most appropriate mixing cycle. Table 2 presents the exact formulation for each NROCN material.
Compound formulations for NROCNs.
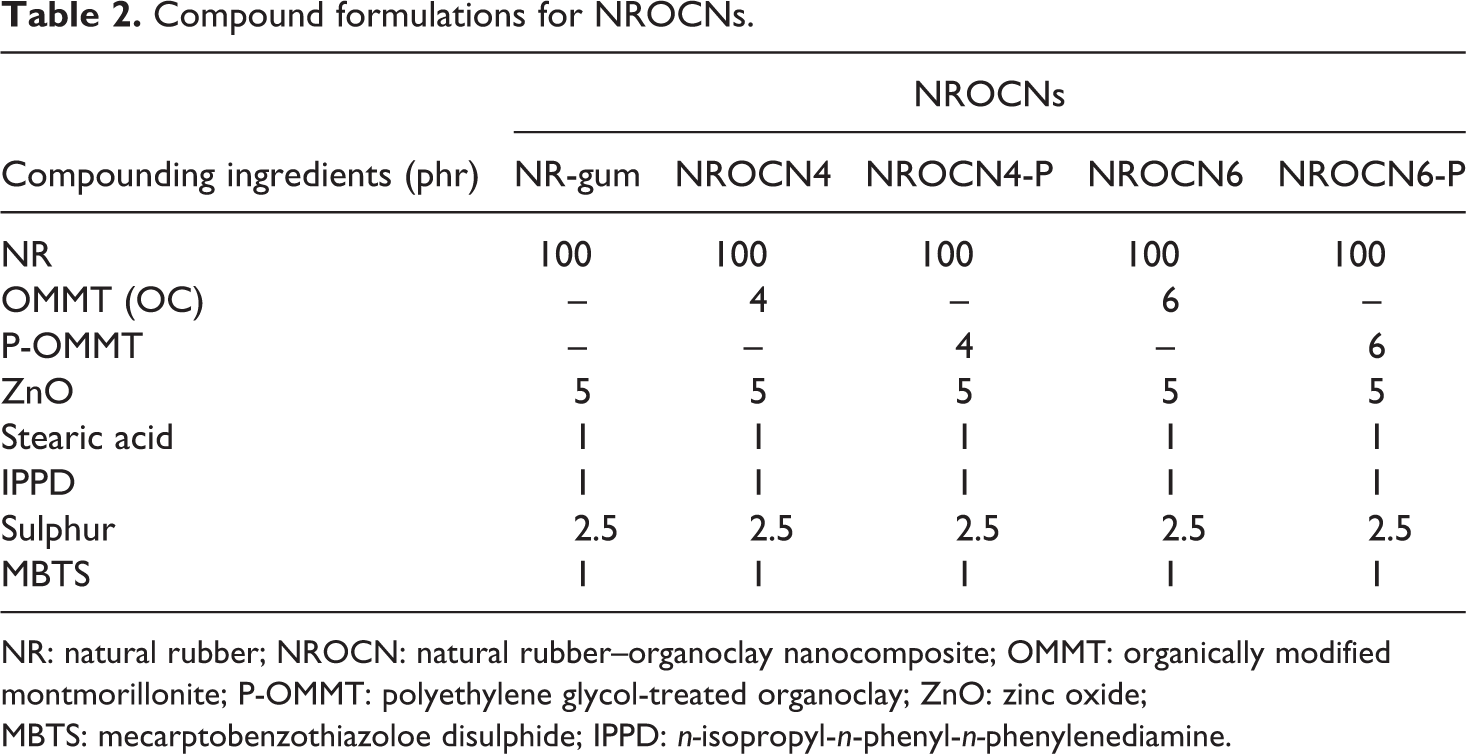
NR: natural rubber; NROCN: natural rubber–organoclay nanocomposite; OMMT: organically modified montmorillonite; P-OMMT: polyethylene glycol-treated organoclay; ZnO: zinc oxide; MBTS: mecarptobenzothiazoloe disulphide; IPPD: n-isopropyl-n-phenyl-n-phenylenediamine.
Vulcanization characteristics
The effect of OMMT and its modification with PEG on the vulcanization characteristics of the organoclay-filled rubber compounds were studied with a Moving Die Rheometer (MDR, Ektron EKT-2000 S model; Taiwan) at 150°C for 30 min.
Vulcanization parameters such as scorch time (t s2), optimum cure time (t 90), cure rate index, and so on, are derived from the rheographs obtained from the MDR.
The effect of P-OMMT clay on cure kinetics was further investigated with a differential scanning calorimeter, using TA instrument model Q200, at a heating rate of 10°C min−1 under nitrogen atmosphere. DSC thermograms were obtained across the temperature range from 40 to 300°C.
Characterisation of NROCN structure
NROCN sheets of 2 mm thickness were prepared by compression moulding at 150°C for the t
90 derived from the vulcanization data. XRD analysis of the NROCN vulcanizate materials was performed with a Bruker D8 diffractometer (Billerica, Massachusetts, USA) at a wavelength of 1.54 Å of copper K
α radiations to evaluate the organoclay structure with in the NR nanocomposites and to determine the interlayer spacing of the clay. X-ray diffractograms of compression moulded sheets of the NR nanocomposite materials were achieved by scanning over a Bragg angle (2θ) range from 1° to 10° at a rate of 0.01°s−1. The conventional Bragg equation
Clay dispersion and distribution within the NR nanocomposite vulcanizate materials were observed under a scanning electron microscope, model Hitachi SU 6000 (Tokyo), at an acceleration voltage of 10 kV.
Reinforcing effect of organoclay in NR nanocomposite vulcanizates
Solid state mechanical properties of organoclay-filled NR nanocomposite vulcanizates were analysed to evaluate the reinforcement effect of P-OMMT clay on NR compounds with respect to the NR-gum compound containing no clay. Tensile properties and tear strength of the NROCN vulcanizates were analysed using model 3365 Universal Tensometer (Instron, Norwood, Massachusetts, USA) according to ISO 37: 2005 (E) and ISO 34 -1: 2004 (E) standard methods, respectively. The extension of the samples was measured using a video extensometer fixed to the Tensometer. NROCN vulcanizate samples was analysed for shore A hardness using the Bareiss DigiTest hardness meter (Germany) as ASTM D 2240 standard method whilst rebound resilience was measured using the rebound resilience elasticity tester as ISO method of 4662-1986 (E).
Results and discussion
Intercalation of PEG oligomer into clay
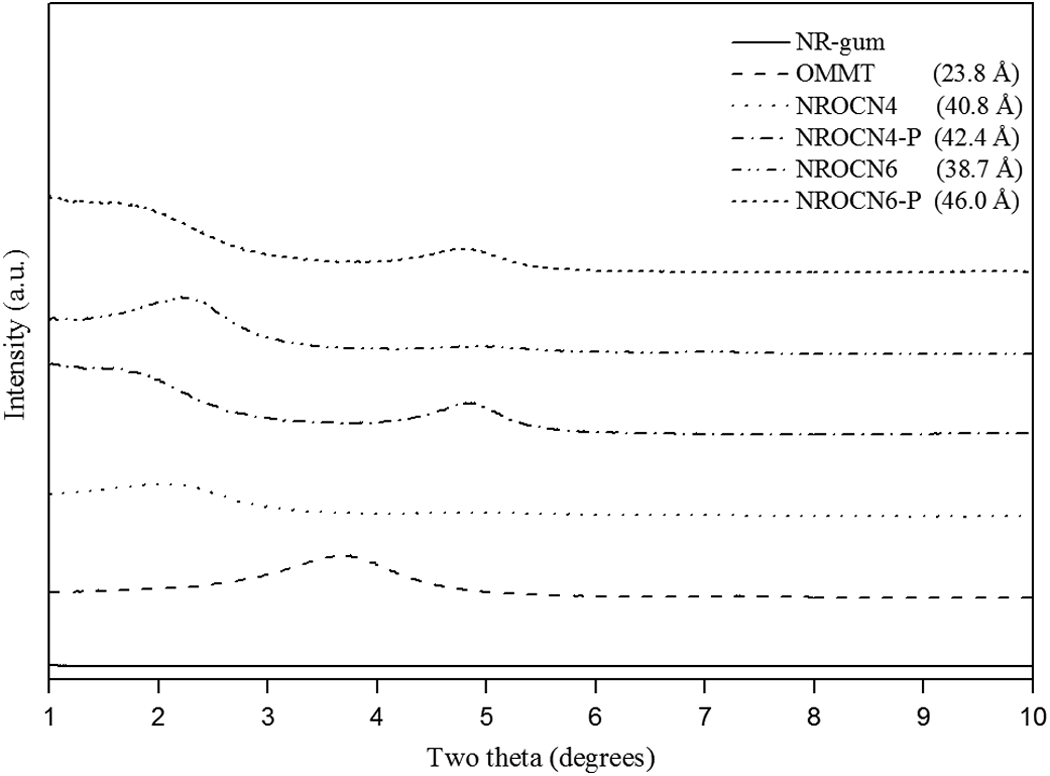
P-OMMT clay containing different weight ratios of PEG (as shown in Table 1) was characterized with the XRD technique to determine the optimum PEG to OMMT ratio required to achieve the maximum interlayer spacing between the silicate layers of P-OMMT clay. Figure 1 illustrates the XRD spectra of OMMT and P-OMMT clays. The characteristic d 001 diffraction peak of OMMT is at 3.70° with an interlayer spacing of 23.8 Å. As shown in Figure 1, when OMMT was further surface modified with PEG oligomer, all 001 diffraction peaks of P-OMMT clays (i.e. P-OMMT-1, P-OMMT-2, P-OMMT-3 and P-OMMT-4) were shifted towards a lower Bragg angle. This implied that the melted PEG molecules had diffused into the clay galleries during the heat treatment, resulting in a higher interlayer spacing. The driving force for the diffusion of PEG molecules into the clay gallery is likely to be the attractive forces between polar groups of PEG and polar sites of the silicate layers.
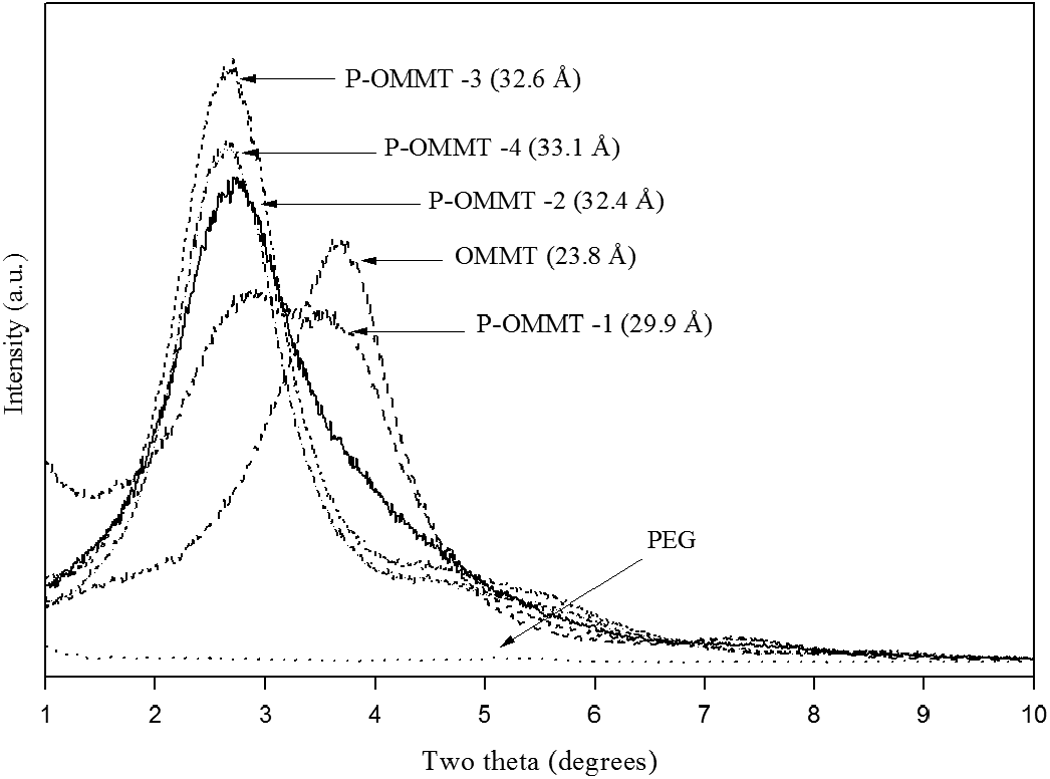
XRD spectra for OMMT and P-OMMT clays prepared with different ratio of PEG. XRD: X-ray diffraction; OMMT: organically modified montmorillonite; P-OMMT: polyethylene glycol-treated organoclay; PEG: polyethylene glycol.
However, P-OMMT-1 synthesised by melt mixing of 0.25 part of PEG with 1 part of OMMT showed two diffraction peaks overlapping together at 2.95° and 3.70°. The latter position was similar to the diffraction peak of pure OMMT. This would suggest that P-OMMT-1 clay is a mixture of OMMT intercalated with PEG and unmodified OMMT clay. This shows that PEG concentration of 0.25 parts with respect to 1 part of OMMT is not sufficient to intercalate all organoclay particles. On the other hand, all other P-OMMT clay (i.e. P-OMMT-2, P-OMMT-3 and P-OMMT-4) containing more than 0.25 parts of PEG showed a single diffraction peak at a lower Bragg angle than the diffraction peak of organoclay (OMMT), indicating that all organoclay was modified with PEG. However, as shown in Figure 1, if PEG concentration is increased more than 0.5 parts, the interlayer spacing of P-OMMT clay is not further expanded significantly. This is attributed to the fact that intercalated PEG has reached the saturation and as a result additional PEG remains outside the clay gallery. Zhua et al. showed that higher ratio of PEG/OMMT would not further expand the interlayer spacing due the saturation of PEG molecules within the clay gallery. 14 Based on these XRD results, P-OMMT-2 was chosen as the most suitable clay for the preparation of NROCNs.
P-OMMT clay was further analysed with DSC in the temperature modulation mode to ascertain the interaction between PEG molecules and OMMT clay platelets. Figure 2 illustrates the DSC traces of PEG and P-OMMT clay samples prepared with different PEG weight ratios. PEG with an average molecular weight of 4000 mol g−1 shows the T g at −15.90°C whilst all P-OMMT clay samples show the T g values in the range of −14 to −13.3°C, an increase of about 2–2.5°C. This indicates that that comparatively a higher energy is required for the onset of molecular motion of PEG within the P-OMMT clay. Hydroxyl groups of the PEG oligomer are expected to form hydrogen bonding with the polar sites of the silicate layers and hence the cohesive energy of intermolecular chains is increased. As a result, PEG, which is confined within the P-OMMT clay gallery, has a higher T g compared to that of pure PEG. XRD and T g data suggest that low-molecular weight PEG molecules intercalate into the clay galleries and interact with the clay platelets.
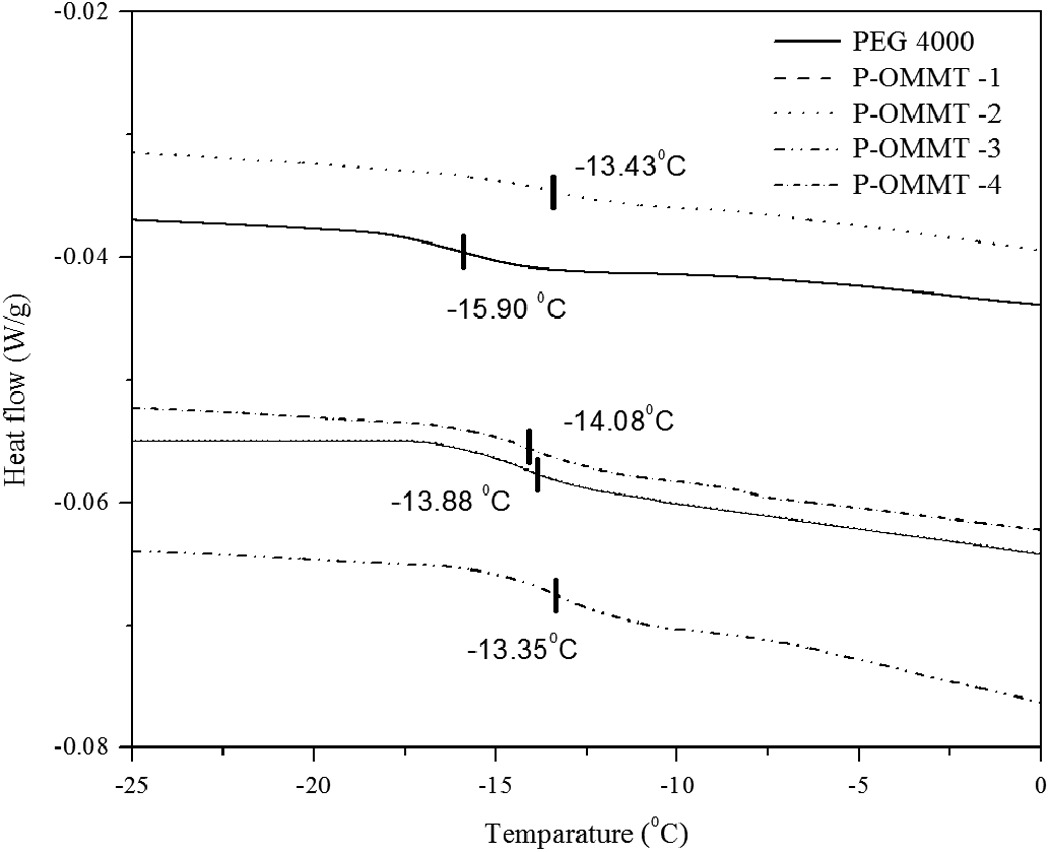
DSC thermograms of PEG and P-OMMT clay samples. DSC: differential scanning calorimetry; PEG: polyethylene glycol; P-OMMT: polyethylene glycol-treated organoclay.
Vulcanization characteristics of NROCN compounds
NR/organoclay compounds prepared according to the formulations shown in Table 2 were analysed to study the effect of organic modification, especially the PEG modification of clay, on vulcanization characteristics. Vulcanization curves of the NROCN are presented in Figure 3 and vulcanization parameters such as maximum torque (M H), t s2, curing time (t 90), and so on, derived from the cure curves are shown in Table 3.
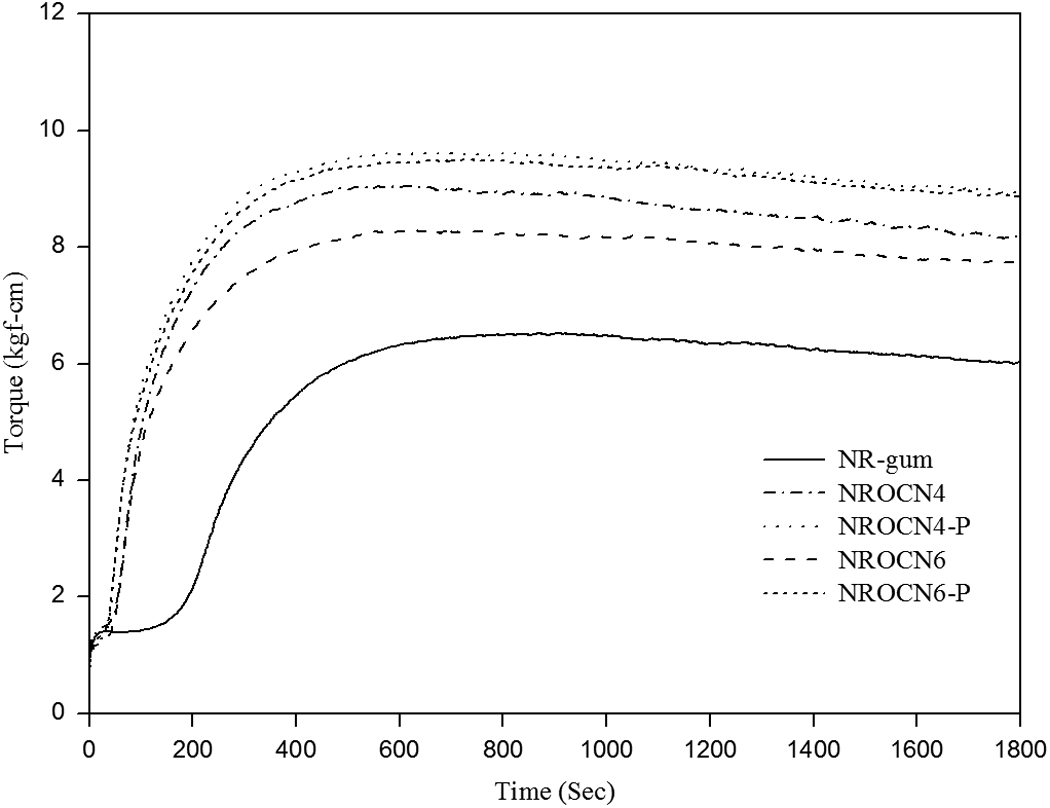
Vulcanization curves of the NROCN nanocomposites. NROCN: natural rubber–organoclay nanocomposite.
Vulcanization characteristics of NROCN containing different concentrations of OMMT and P-OMMT.
NR: natural rubber; M H: maximum torque; t s 2: scorch time; t 90: curing time; NROCN: natural rubber–organoclay nanocomposite; OMMT: organically modified montmorillonite; P-OMMT: polyethylene glycol-treated organoclay.
All NROCN compounds filled with either OMMT (NROCN4 and NROCN6) or P-OMMT (NROCN4-P and NROCN6-P) showed a higher M H and a higher delta torque (ΔM, torque difference between M H and M L) than that of the NR-gum compound. In general, ΔM of a NR compound is an indication of the cross link density of the compound and the reinforcement achieved with filler. 11,15 Torque difference (ΔM) of the nanocomposites was not remarkably altered with the increase of clay concentration employed in this study. However, as illustrated in Table 3, NROCN compounds containing P-OMMT clay have a higher ΔM than the nanocomposites containing equivalent quantity of OMMT clay, demonstrating that NROCN compounds prepared with P-OMMT clay achieved a higher cross link density and, therefore, are likely to have a better reinforcement.
NR-gum compound cured with a conventional vulcanization system, as shown in Table 2, exhibited delayed onset of cure as shown from the t s2 of 245 s along with a longer optimum curing time (t 90) of 492 s. Addition of either OMMT or P-OMMT into the NR showed a significant reduction of t s2 and t 90; t s2 of NROCN4 is reduced from 245 s to 76 s whilst t 90 is compressed from 492 s to 290 s. As a result, although organoclay accelerates the vulcanization reaction as evidenced by higher cure rate index of the NR nanocomposites (Table 3), processing safety of the NROCN compounds is significantly reduced with the addition of organoclay. This could mean that organic modification (dimethyl dihydrogenated tallow quaternary ammonium) of the organoclay acts as an accelerator for the vulcanization reaction by reducing the activation energy of the curing process, resulting in early onset of curing. Lopez-Machado et al. 16 also reported that MMT clay containing organic intercalant, especially alkyl ammonium types, accelerates the vulcanization reaction by forming a complex between the intercalant and zinc ions. More importantly, when P-OMMT clay was used instead of OMMT clay, the NROCN compounds (i.e. NROCN4-P and NRLOCN6-P) show further reduction in t s2 and t 90, suggesting that P-OMMT clay further accelerated the vulcanization process. This is achieved in both NROCN4-P and NROCN6-P due to the fact that PEG modification of OMMT clay enhances the intercalation of rubber molecules into the organoclay gallery and subsequent exfoliation/uniform dispersion of clay during the compounding process. The enhanced exfoliation/delaminating process of P-OMMT within in the NR matrix would further allow the alkyl ammonium intercalant ions to participate in the vulcanization process effectively.
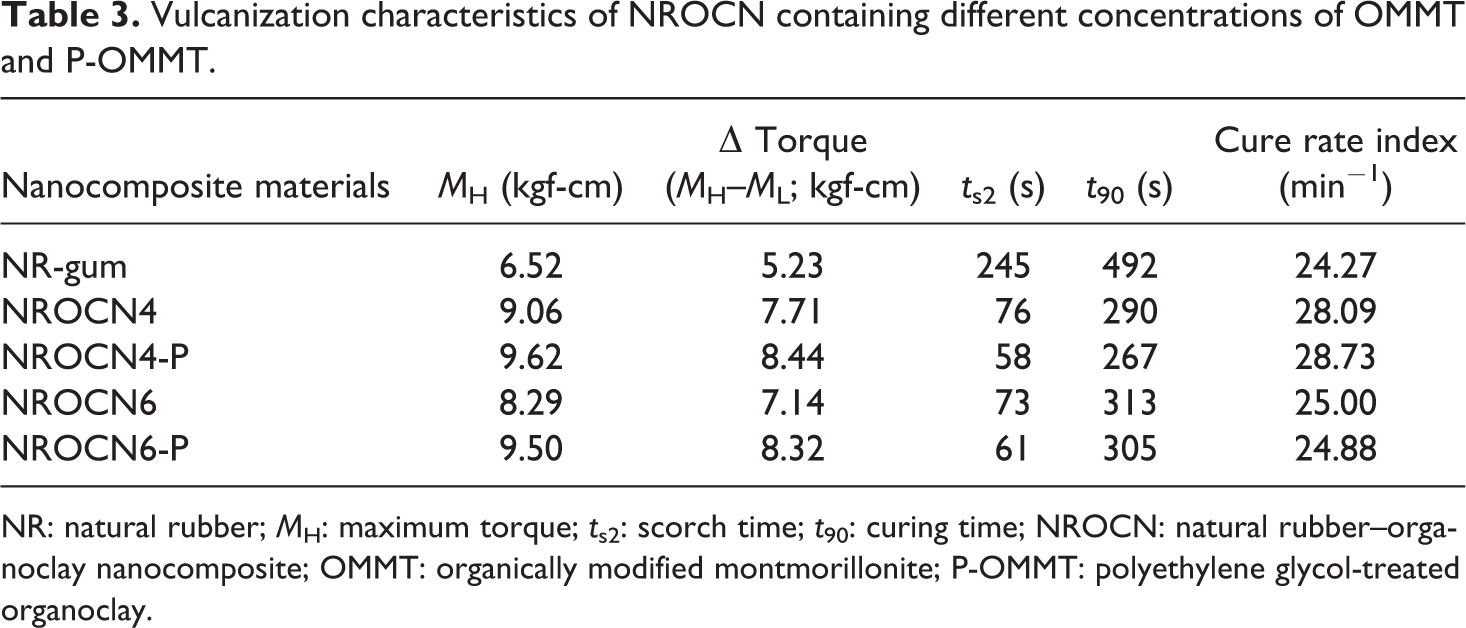
Vulcanization kinetics of NROCN compounds were also evaluated with DSC to further study the effect of organic modification of MMT clay on curing behaviour of NR. Figure 4 shows that the vulcanization exothermic peak of NR-gum compound starts at 176°C whereas the vulcanization exothermic peaks of NROCN4 and NROCN4-P start at 142°C and 136°C, respectively, showing that the NROCN4-P has the lowest onset of cure. In contrast to the NR gum compound, both the DSC thermograms of NROCN4 and NROCN4-P show two vulcanization exothermic peaks overlapping together where the smaller peak is responsible for lower onset temperature of curing of the NR nanocomposite compounds. The smaller exothermic peak could be due to the vulcanization process initiated by the organic modifier of the organoclay. These vulcanization kinetics data obtained from DSC thermograms are in agreement with the scorch data obtained from rheometric analysis (Table 3), and hence further confirmed the significant effect of organic modification of the clay on the vulcanization reaction of the NR compounds.
DSC vulcanization exothermic thermograms of NROCNs. DSC: differential scanning calorimetry; NROCN: natural rubber–organoclay nanocomposite.
Characterization of NROCN structure
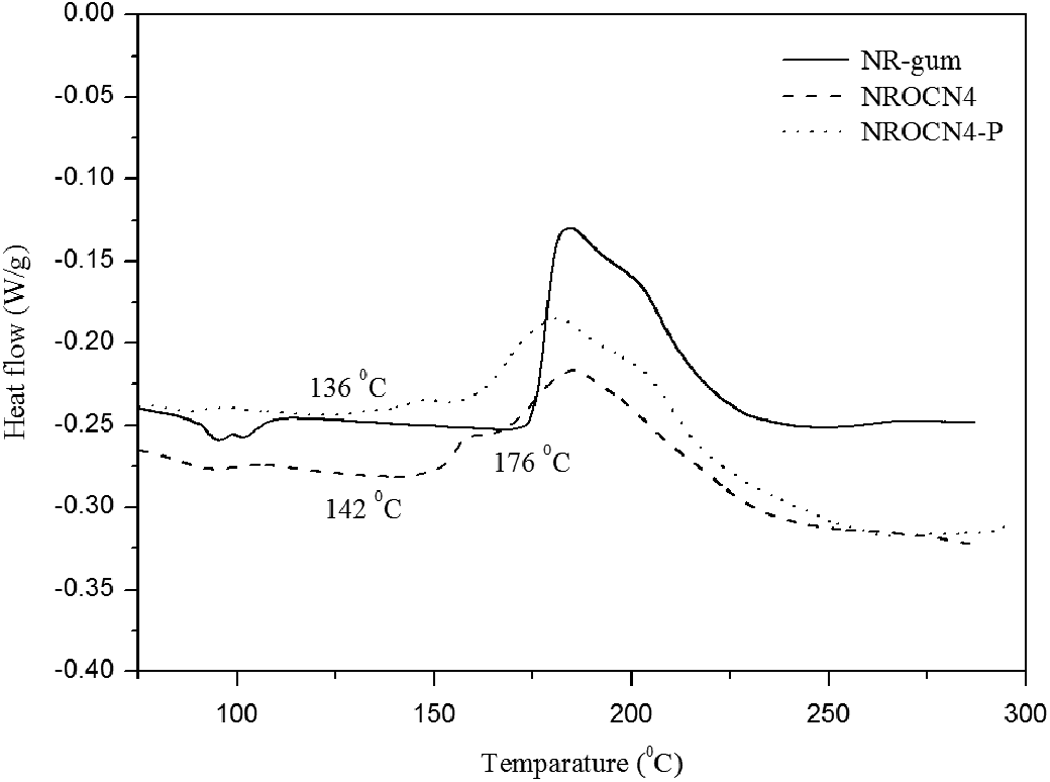
Figure 5 presents the XRD spectra of NR nanocomposites prepared with organoclay. The diffraction peaks of all the NROCN vulcanizate materials prepared with either OMMT or P-OMMT shifted to lower 2θ compared to that of the diffraction peak of pure organoclay. For example, when NR nanocomposite was prepared with 4 phr of OMMT clay (i.e. NROCN4), the characteristic diffraction peak of OMMT is shifted from 3.7° to 2.16° and, as a result, interlayer spacing of OMMT in the NROCN4 was increased up to 40.8 Å compared to the interlayer spacing of pure OMMT of 23.8 Å. However, NROCN4-P vulcanizate material contained the same clay concentration as NROCN4 but with P-OMMT clay showed a further shifting of the diffraction peak towards a lower Bragg angle of 2.08°, resulting in a interlayer spacing of 42.4 Å. This is clear evidence that when pure organoclay (OMMT) is modified with PEG oligomer, diffusion of rubber molecules along with other low-molecular weight substances used in compounding process is further effective during the melt-compounding process because of the improved compatibility between the NR matrix and the P-OMMT clay. Carretero-Gonzalez et al. 17 have also reported that PEG behaves as a dispersing agent for clay and facilitates the intercalation of rubber molecules into the clay galleries resulting in improved clay dispersion in the NR matrix.
XRD spectra of NROCN vulcanizate materials. XRD: X-ray diffraction; NROCN: natural rubber–organoclay nanocomposite.
Higher interlayer spacing of clay in the NROCN4-P material facilitates the exfoliation process of the clay within the NR matrix during the high shear melt compounding in the internal mixer because of the reduced Van der Walls attractive forces resulted due to the expanded gallery space. Hence, P-OMMT clay particles exfoliate to either single clay platelets or to smaller clay stacks with a few clay platelets. A similar XRD pattern was shown in NRLOCN6-P vulcanizate material containing 6 phr of P-OMMT clay in comparison to that of NROCN6 prepared with 6 phr of OMMT. Both diffraction peaks (001) of NROCN4-P and NROCN6-P vulcanizate materials occur with a lower intensity than the corresponding nanocomposite materials containing OMMT clay. This might have been due to the comparatively higher degree of exfoliation achieved with P-OMMT clay in NROCN vulcanizate materials. Additionally, another diffraction peak at 4.9° of 2θ appears in the NROCN4-P and the NROCN6-P materials. It is likely that unmodified MMT clay (diffraction peak at 2θ = 6.8°), which are within the OMMT clay, are intercalated with PEG oligomer and as a result the corresponding peak has shifted towards a lower Bragg angle.
Since XRD data do not provide accurate information on clay dispersion and distribution within the nanocomposite materials, scanning electron microscopy (SEM) analysis was also performed on both NROCN4 and NROCN4-P vulcanizates to evaluate the PEG effect on clay dispersibility and distribution (Figure 6(a) and (b)).
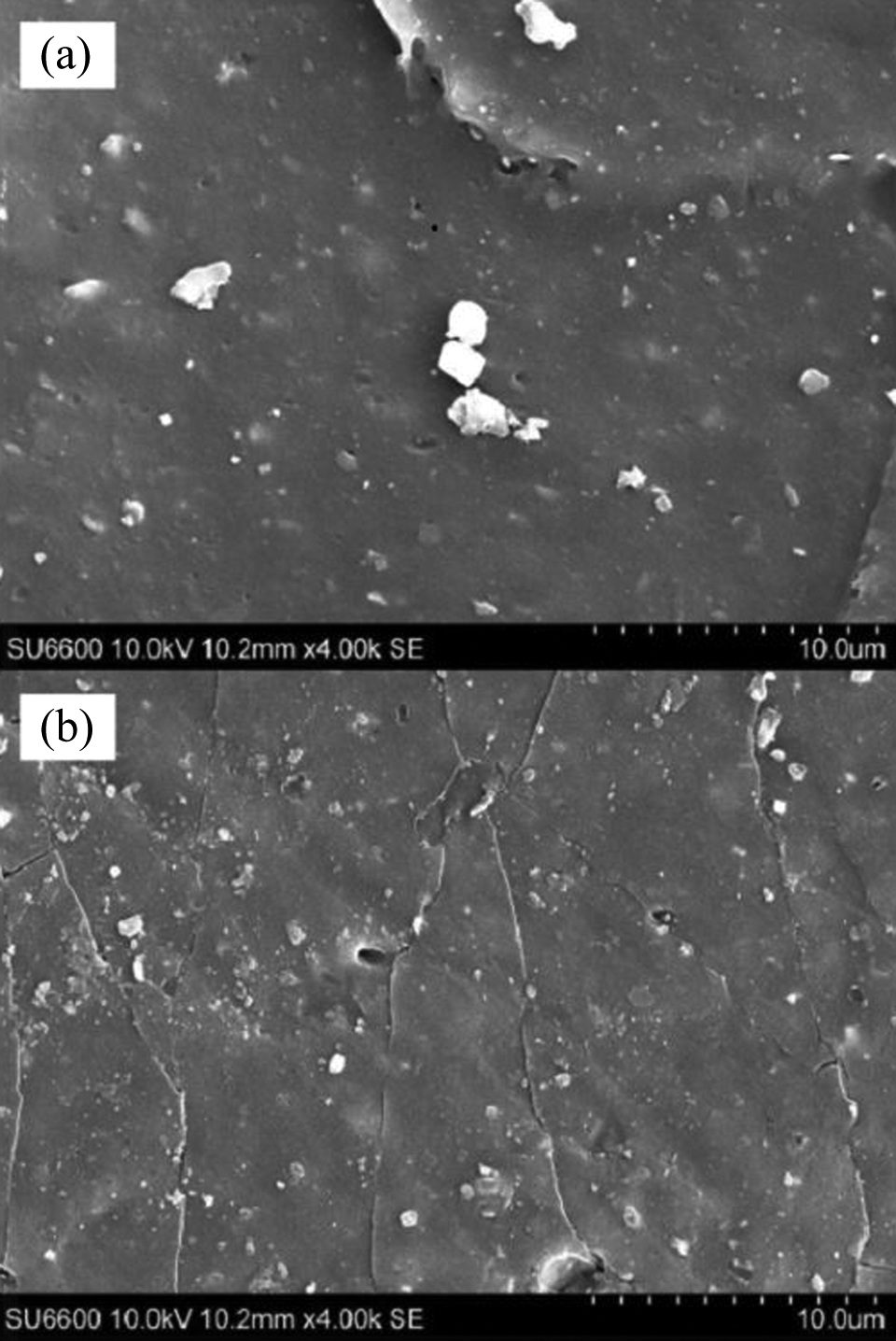
SEM micrographs of NROCNs; (a) NROCN4 and (b) NROCN4-P. SEM: scanning electron microscopy; NROCN: natural rubber–organoclay nanocomposite.
As shown in Figure 6, NROCN4 vulcanizate sample ((a)) contains larger clay particles and less uniform distribution of OMMT clay within the nanocomposite matrix in comparison to NROCN4-P (6(b)). It clearly shows a significant enhancement of clay dispersibility of P-OMMT clay in the NROCN4-P vulcanizate, resulting in smaller clay particles/stacks. As a result of improved dispersion and compatibility with NR, uniform distribution of P-OMMT clay is achieved in the NROCN4-P vulcanizate as shown in Figure 6(b).
Mechanical properties of NROCN vulcanizate materials
The effect of organoclay (OMMT) and its further modification with PEG on reinforcement of the NR nanocomposite vulcanizates were evaluated by determining the tensile properties of the nanocomposite materials.
Figure 7 presents the stress–strain curves of the nanocomposite vulcanizates containing either OMMT or P-OMMT clay. Tensile properties relevant to stress–strain curves and other mechanical properties such as hardness tear strength and rebound resilience are shown in Table 4. As clearly illustrated in the stress–strain curves, the highest tensile properties were shown in P-OMMT clay-filled NROCN vulcanizates (NROCN4-P and NROCN6-P) compared to that of NR-gum vulcanizate and OMMT clay-filled NROCN vulcanizates (NROCN4 and NROCN6). As shown in Table 4, tensile strength and modulus at 300% elongation (M300) of NROCN4 vulcanizate were increased by about 26% and 85%, respectively, whereas the same parameters of NROCN4-P vulcanizate were increased by about 50% and 160%, respectively, with respect to that of NR-gum vulcanizate, demonstrating the higher reinforcing ability of the P-OMMT clay. This can be explained by considering the formation of NROCN4-P material where rubber molecules are effectively intercalated into the P-OMMT clay galleries and thereby clay particles are exfoliated into clay platelets (which are 1 nm thick) or smaller stacks with few clay platelets as confirmed by XRD and SEM data (Figures 5 and 6). As a result, the aspect ratio as well as surface area to volume ratio of the clay platelets/stacks is considerably higher in the NROCN4-P nanocomposite material than that of the NROCN4 nanocomposite. The increase in specific surface area of clay platelets/stacks and the improved compatibility between the clay platelets and rubber molecules through PEG molecules would lead to a stronger interaction between clay and rubber molecules, resulting in higher tensile properties of NROCN4-P. Kim at al. 18 have also shown the effect of PEG on preparation of SBR/organoclay compounds filled with binary (i.e. organoclay/silica) and tertiary (i.e. organoclay/silica/carbon black) filler system and the enhancement of modulus at 100% and 300% elongation in comparison to the binary and tertiary particulates filled SBR/organoclay compounds prepared without PEG was observed. These results were attributed to the improvement in organoclay dispersion within the SBR matrix and interaction between PEG and organoclay.
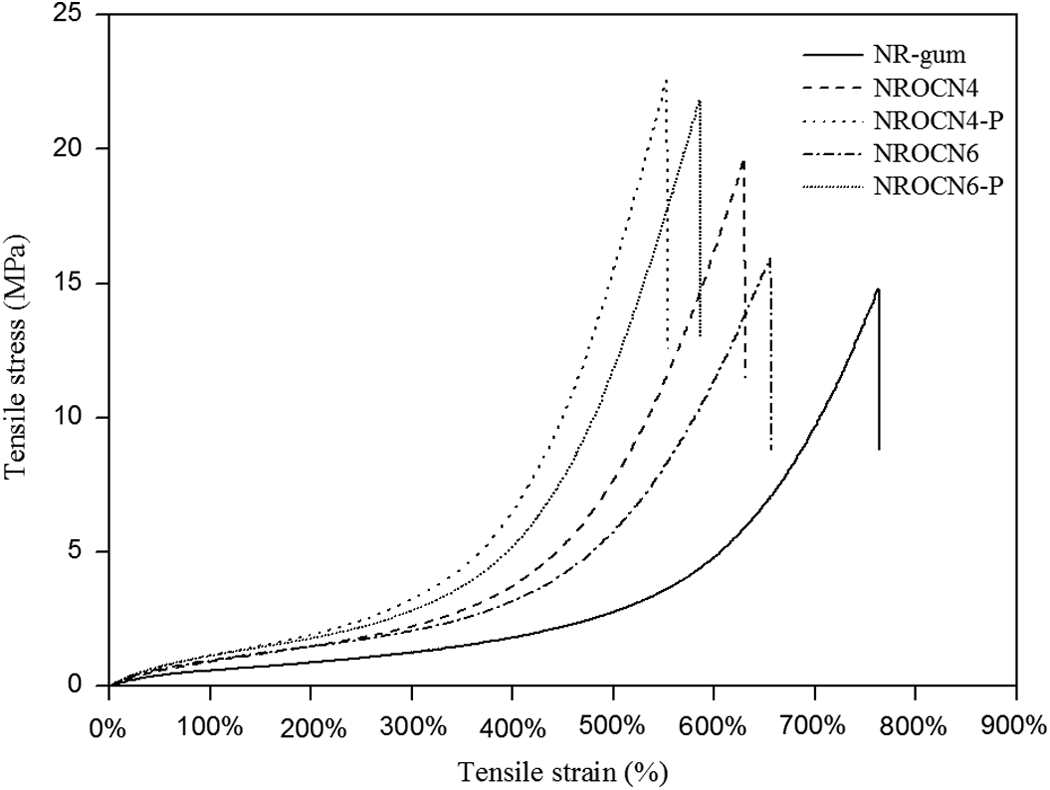
Stress–strain curves of the NROCN filled with different loading of OMMT or P-OMMT clay. NROCN: natural rubber–organoclay nanocomposite; OMMT: organically modified montmorillonite; P-OMMT: polyethylene glycol-treated organoclay.
Mechanical properties of NROCN vulcanizate materials.
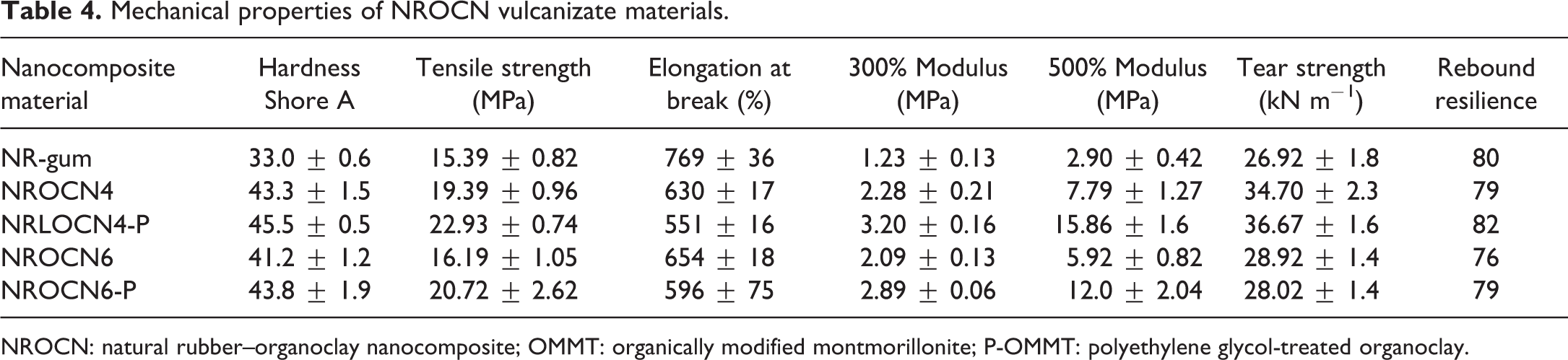
NROCN: natural rubber–organoclay nanocomposite; OMMT: organically modified montmorillonite; P-OMMT: polyethylene glycol-treated organoclay.
Similar to the NROCN4-P vulcanizate material, NROCN6-P vulcanizate containing 6 phr of P-OMMT has better tensile properties (i.e. tensile strength and modulus) than that of NROCN6 vulcanizate.
However, when the clay loading is increased from 4 phr to 6 phr, the tensile properties showed a slight reduction in the NROCN vulcanizates containing either OMMT or P-OMMT clay. This could be because of the highest possible degree of exfoliation of clay achieved with 4 phr of clay. Any further increase of clay loading would not further increase the degree of exfoliation and, therefore, clay particles remained as stacks with a lower aspect ratio. As a result, higher clay loading would enhance the intercalated clay structure within the rubber matrix, resulting in slight reduction in tensile properties. Qu et al. 19 also observed the similar tensile strength characteristics with the increase of organoclay loading levels in NR/clay nanocomposites.
It is well known that NR has a characteristic feature of strain-induced crystallization. In general, NR molecules start to align towards the stress direction when it is stretched about 300% or above and subsequently show comparatively a higher modules and strength characteristics upon stretching. As evident in stress-strain curves (Figure 7) and Table 4, NROCN4 vulcanizate material has 7.79 MPa of 500% modulus (M500), an increase of about 170% in comparison to the NR-gum vulcanizate. In addition, M500 of NROCN4-P was further increased from 7.79 MPa to 15.86 MPa, indicating a greater effect of P-OMMT clay on strain induced crystallization. This would suggest that the clay morphology within the rubber nanocomposite materials plays an important role in achieving strain induced crystallization. Uniform dispersion of P-OMMT clay at nanoscale would further promote the strain induced crystallization, resulting in higher strength characteristics and modulus upon stretching. Recently, Qu et al. 19 and Carretero-Gonzalez et al. 20 have shown a remarkable enhancement in strain induced crystallization for organoclay filled NR nanocomposites. However, as shown in Table 4, NROCN6-P showed a less strain-induced crystallization than NROCN4-P as measured by M500. This can be explained that degree of exfoliation of clay in NROCN6-P is comparatively less than that of NROCN4-P and, as a result, higher percentage of larger clay stacks, which are not nanoscale thicknesses, remained within the NROCN6-P material. The larger clay stacks, which are similar to conventional filler, could not promote the strain-induced crystallization.
Tear strength, which indicates the resistance to crack initiation and propagation, of NROCN vulcanizates showed a similar trend to those of tensile properties; P-OMMT clay-filled NROCN vulcanizates showed a better tear strength than OMMT clay-filled NROCN vulcanizates. Higher degree of exfoliation and enhanced compatibility between clay and NR achieved in P-OMMT clay-filled NROCNs impart better resistance to failure under an applied tensile stress. The stress generated at the NR–P-OMMT clay interface is effectively transferred to the NR bulk and, as a result, resistance to crack initiation is increased in NROCN materials prepared with the P-OMMT clay.
Hardness values of the nanocomposite vulcanizates (Table 4), further confirmed that P-OMMT clay has a better reinforcing capability than OMMT for NR compounds because of the uniform dispersion of P-OMMT clay in the NR matrix.
Reduction of elasticity, as measured with rebound resilience, is common in highly filled NR compounds, especially carbon black-filled NR compounds, due to the part of the deformational energy is dissipated as heat energy. As shown in Table 4, when NROCN prepared with a lower loading of either P-OMMT or OMMT, the rebound resilience becomes almost similar to that of the NR-gum vulcanizate, indicating that most of the deformational energy is stored as elastic energy without dissipating as heat. As a result, the nanocomposite vulcanizates, particularly the nanocomposites containing P-OMMT clay, have a similar elastic nature as NR gum vulcanizate.
Conclusion
XRD and DSC data revealed that PEG oligomer diffused into the OMMT clay galleries and interacted with clay layers during the melt mixing process and as a result, P-OMMT clay has a higher interlayer spacing than the pure organoclay (OMMT).
Based on the PEG intercalation process, a new preparation method has been demonstrated for NROCN materials by melt compounding of NR with P-OMMT clay, with an enhanced degree of exfoliation and uniform dispersion of the clay. The processability studies of the NROCN, evaluated in terms of vulcanization kinetics, have shown that addition of organoclay accelerates the sulphur vulcanization reaction whilst early initiation of the onset of curing, resulting in reduced processing safety. A marked improvement in tensile properties of NROCN vulcanizate material relative to NR-gum vulcanizate confirms the reinforcing effect of the exfoliated clay platelets/stacks especially when NROCN is formed with P-OMMT clay. Higher strain-induced crystallization achieved in the P-OMMT clay-filled NROCN further confirms a higher degree of exfoliation and uniform dispersion of P-OMMT clay within the NR matrix. The NROCN vulcanizate, especially the NR nanocomposite containing P-OMMT clay, was significantly reinforced with a lower clay loading without compromising the elasticity of the NR nanocomposite vulcanizate. As a result of the higher degree of exfoliation and compatibility between clay and NR, the P-OMMT clay, which is synthesized by the intercalation of PEG oligomer, is a better reinforcing material than the conventional pure OMMT clay for NR compounds.
Footnotes
Acknowledgements
Authors wish to thank Dr Nanada Fernando of Loadstar manufacturing division of Camoplast Solideal for the support rendered through valuable discussion. Authors are also grateful to Research & Development unit of Loadstar manufacturing division of CamoplastSolideal for supplying raw materials and for processing of some samples.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.