
Abstract
This study aimed at evaluating the coupling effect of silane Si69 bis(triethoxysilylpropyl)tetrasulfide in metakaolin (MK) in automobile tire tread compounds based on a styrene–butadiene rubber/butadiene rubber blend. A reference compound of a typical tread recipe, filled with silica and carbon black, was used as a reference due to the acknowledged effect of TESPT in silica incorporation in elastomers. A silica sample without silane was also prepared. Silica was then completely substituted by MK, producing two samples, with and without silane. The samples were tested for crosslink density, rheometry, and morphology, and the vulcanization reaction parameters were determined and evaluated. Silane improved the interaction between MK and the polymer matrix, evidenced by the increase in crosslink density and vulcanization reaction rate, the same effect silane causes on silica-filled composites. Morphology also revealed that silane increased MK dispersion and adhesion to rubber. On the other hand, MK seems not to be as reinforcing as silica, considering that maximum torque is related to the stiffness of the material, with MK exhibiting lower values for this parameter.
Introduction
The concept of green tires emerged recently due to the growing demand for a reduction in fossil fuel energy consumption. In addition to the search for renewable sources of raw materials and the studies to optimize recycling processes and produce higher yields, green tire technology also aims to reduce rolling resistance, thereby reducing fuel consumption and greenhouse gas emissions. 1,2
To that end, the most important development in tire compounding was the addition of silica, which, combined with carbon black (CB), constitutes the most widely used reinforcement filler system. 3 –5 Inorganic fillers such as silica, however, exhibit different affinity from the elastomers in the matrix: their hydrophilicity conflicts directly with the polymer’s hydrophobicity. The silica surface contains reactive functional groups such as silanol, which not only interfere with silica–rubber interaction 6 but are also capable of deactivating basic vulcanization accelerators through hydrogen bonds. 4,5,7 Thus, silica requires a surface modifier, such as silane, 4,8,9 which promotes the deactivation of undesired groups and improves its interaction with the polymer matrix.
Kim et al. 10 created a ternary filler system using CB, silica, and a silicate organoclay for tire compounding. The presence of sodium ions between the silicate layers caused a difference in affinity between the silicate and the polymer. As such, the silicate surface had to be modified with alkyl ions to make the filler compatible with the matrix. In addition, in our previous study, 11 in which we investigated the ternary filler system using CB, silica, and metakaolin (MK), some of the results showed that silane might have affected the interaction between MK and the polymer, influencing the mechanical properties of the final composite.
Kaolin, one of the most abundant minerals on Earth, refers to a group of compounds. 12,13 Rashad 14 compiled some of the properties of MK or calcined kaolin. These clays consist typically of SiO2 (51.5%) and Al2O3 (40.2%), along with lower amounts of other oxides. After the calcining process, MK loses hydroxyl groups, but exposure to air humidity can restore these groups on the surface of the clay. 15 According to Liu et al., 15 MK is modified by silane via a reaction with alumina, not with the SiO2 group. Therefore, the coupling effect of silane in MK can proceed, as shown in Figure 1.
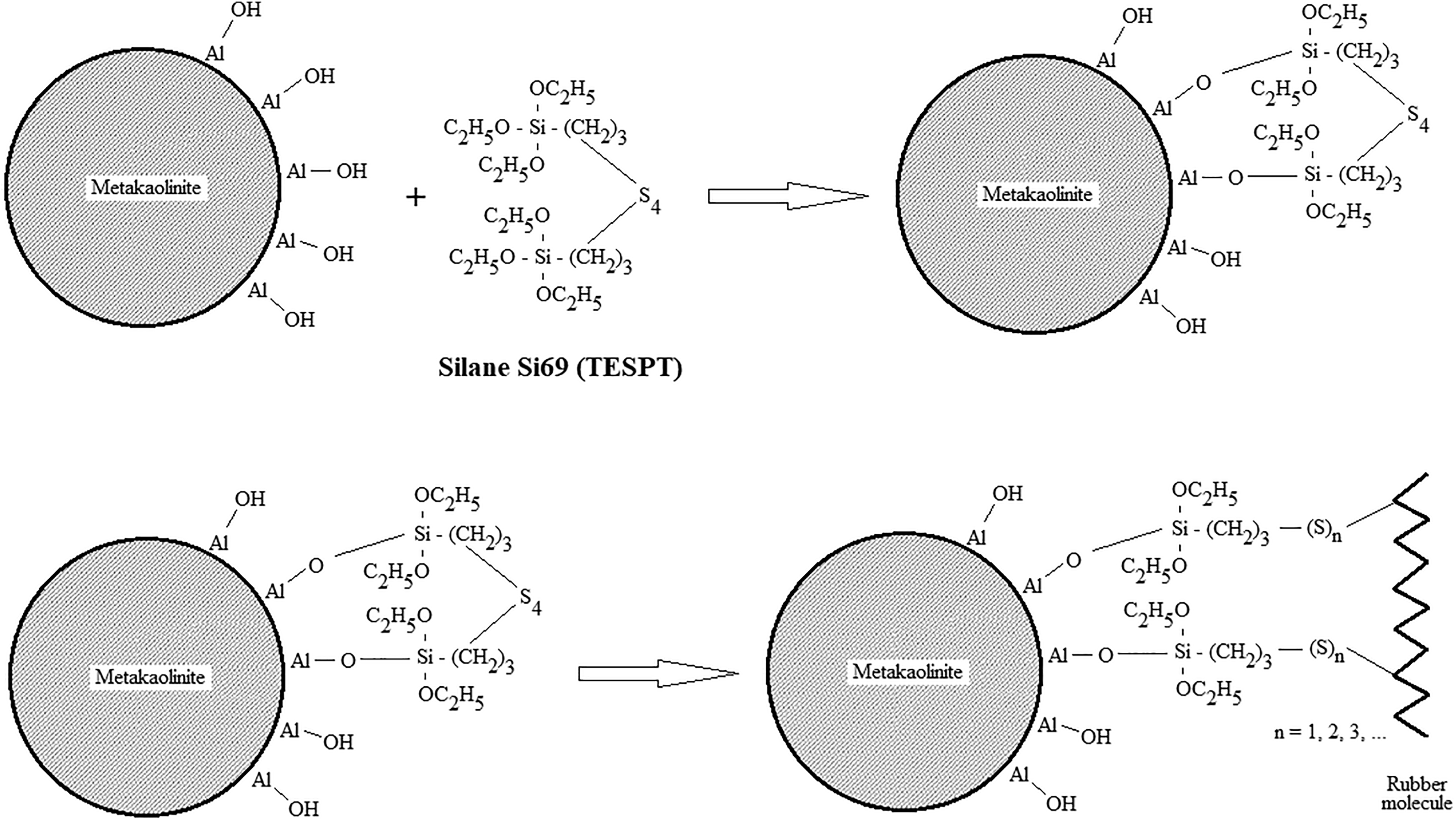
Possible mechanism for the coupling effect promoted by silane in MK and rubber particles. MK: metakaolin.
It is essential to improve the interaction between fillers and the rubber matrix, given its direct influence on tire efficiency and durability. In the case of MK, the specific effect of silane bis(triethoxysilylpropyl)tetrasulfide (TESPT) (Si69) is not completely known. Since our previous study 11 suggested a coupling effect of Si69 in MK, the objective of this article is to verify and elucidate this effect based on the rheometric properties, crosslink density, and morphology of tire tread compounds, drawing a parallel with the known coupling effect of silane in silica in these composites.
Materials and methods
Materials
Styrene–butadiene rubber (SBR) Buna SE1712 (SBR emulsion composed of 76.5% butadiene and 23.5% styrene, extended with 37.5 phr of a treated residual aromatic extract) and high cis-1.4 polybutadiene (BR) Buna CB24 (polymerization using a neodymium-based catalyst with cis content above 96%) were donated by Arlanxeo (Brazil). CB N234, silica Zeosil 1165 MP, and MK Kamin 70C were donated by Evonik (Brazil), Solvay (Brazil), and KaMin Performance Mineral (USA), respectively. Silane TESPT (Si69) was supplied by Arlanxeo. All the vulcanization and protection system components presented in Table 1 were provided by Arlanxeo. The process aid component (TRAE oil, Fluibrax Euro 40) was supplied by Petrobras (Brazil).
Rubber compounds formulation (amounts in phr).
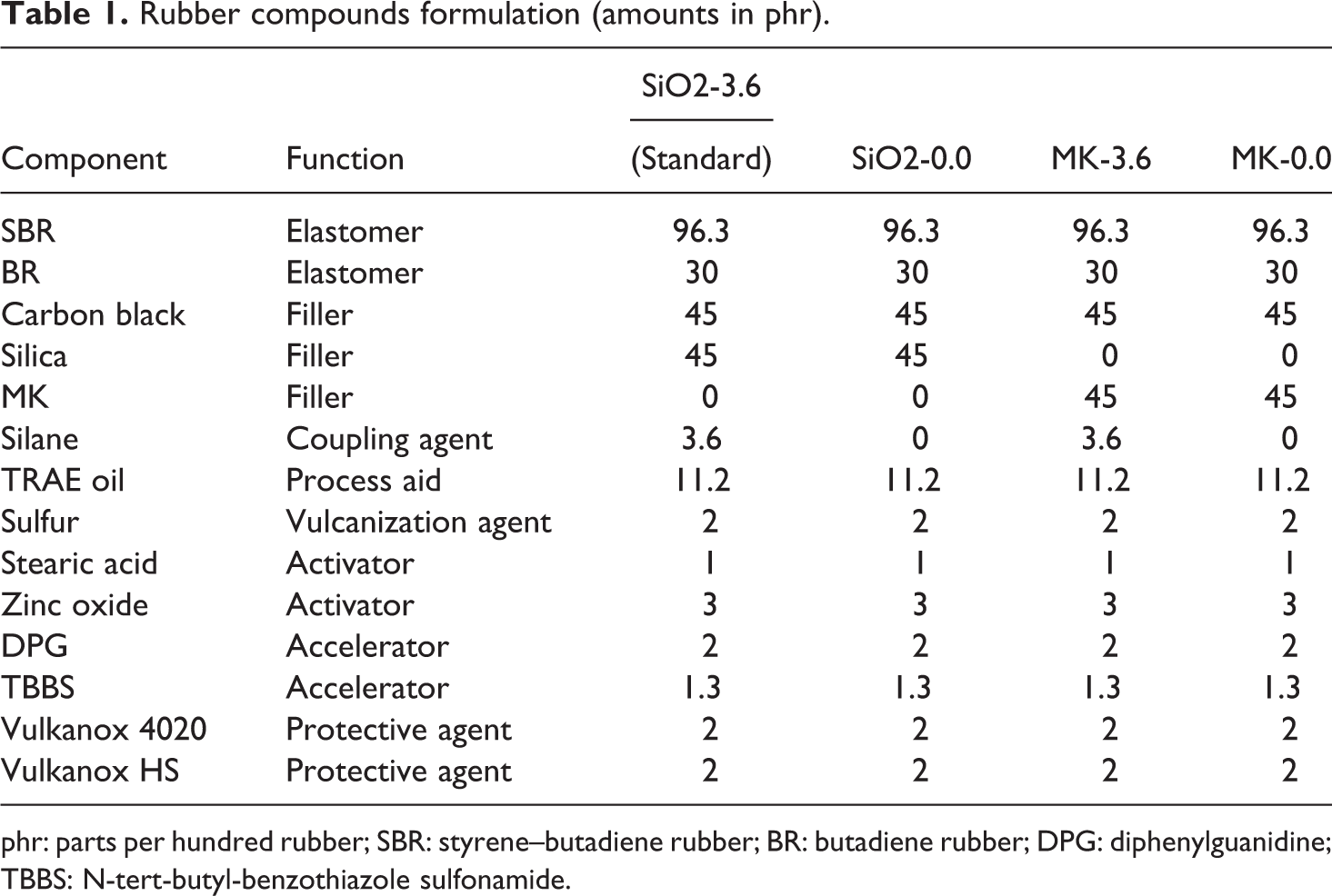
phr: parts per hundred rubber; SBR: styrene–butadiene rubber; BR: butadiene rubber; DPG: diphenylguanidine; TBBS: N-tert-butyl-benzothiazole sulfonamide.
Compounding
Samples were prepared in a HAAKE PolyLab OS Thermo Scientific Measuring Mixer, with 80 r min−1 rotor speed.
The formulation of rubber compounds (Table 1) was based on a typical tire tread recipe filled with silica and CB, 16 denominated SiO2-3.6 and used as the standard sample here. The samples were designed to study the coupling effect of silane in MK and its influence on sample preparation and the vulcanization process. The results for MK are then compared to those of the silica-filled samples. Thus, the variable components chosen were silica, MK, and silane, keeping the other components invariable. Formulations were identified according to the “filler-XX” format, where filler is the type of filler used, that is, SiO2 or MK, and XX is the amount of silane (in phr) in the composition.
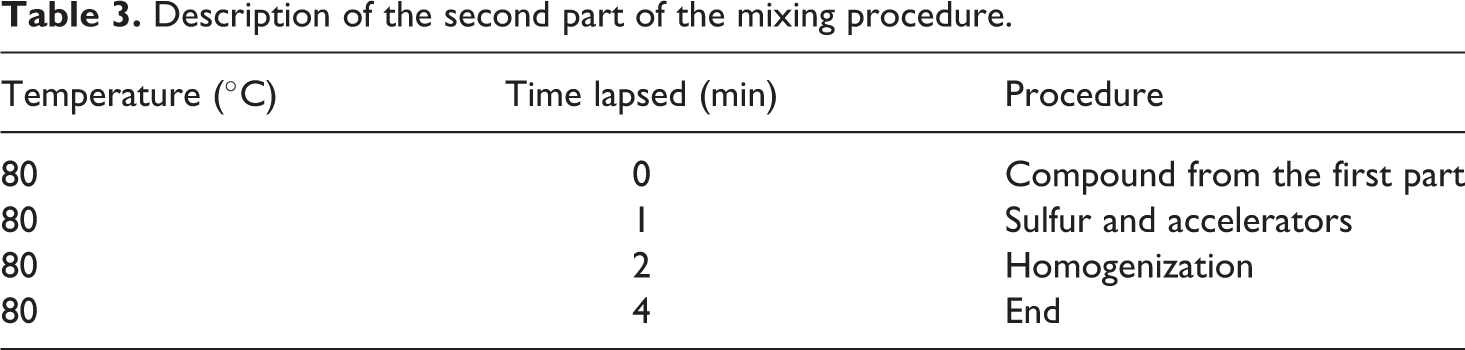
According to Reuvekamp et al., 17 a temperature of 150°C is required to promote a complete silanization reaction. Since crosslink can easily occur at this temperature, the compounds were prepared in two parts, with the vulcanization system incorporated into the second part, to prevent undesired vulcanization inside the mixer. The two-part mixing procedure is described in Tables 2 and 3. After the first part, the sample was removed from the mixer and cooled at room temperature, after which the second mixing was performed.
Description of the first part of the mixing procedure.
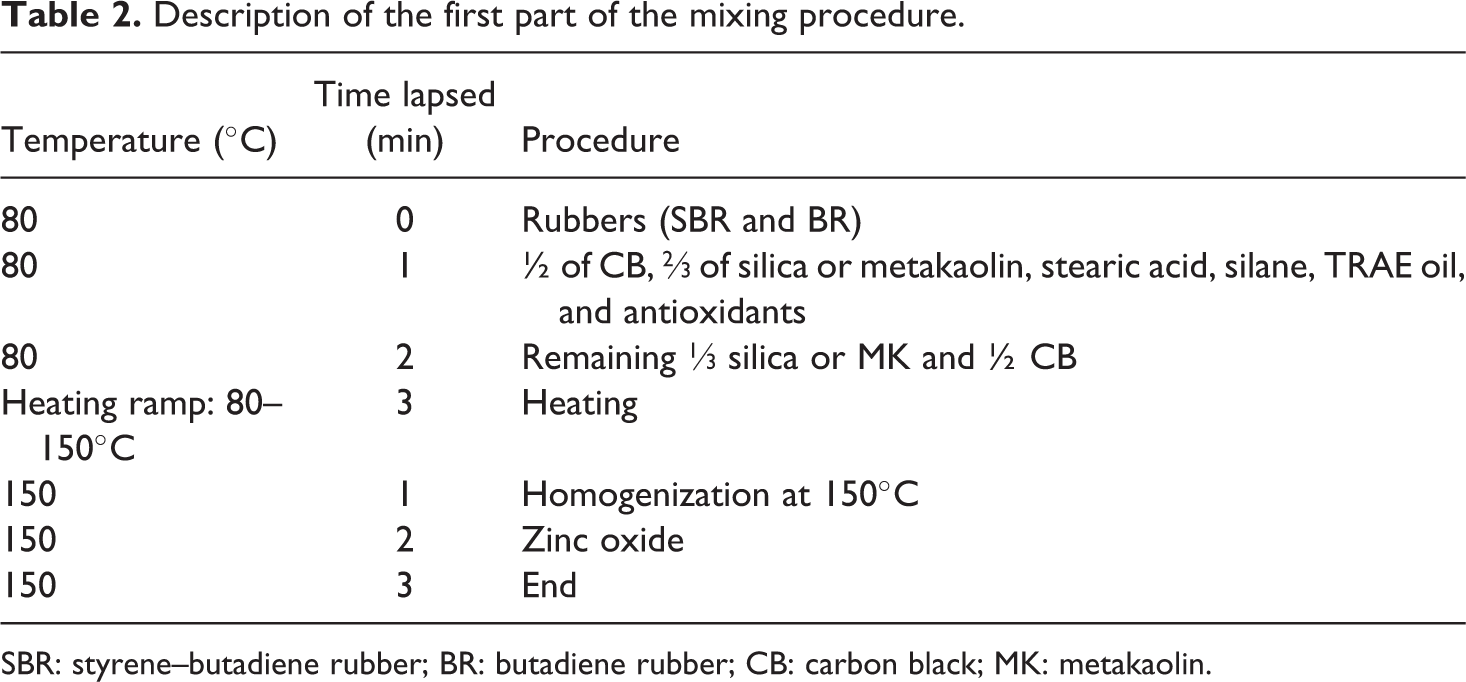
SBR: styrene–butadiene rubber; BR: butadiene rubber; CB: carbon black; MK: metakaolin.
Description of the second part of the mixing procedure.
Characterization
The time-dependent torque curves of the mixing process were recorded by a HAAKE Rheomix OS Lab Mixer (ThermoFisher Scientific, Waltham, Massachusetts, USA).
The morphology of the cryogenic fractured specimen and energy-dispersive X-ray spectroscopy (EDS) were analyzed under a scanning electron microscope (SEM) JEOL JSM-6510LV (Jeol, Japan).
Rheometric analysis was conducted using an oscillating disc rheometer (Tech Pro RheoTECH MDpt, MonTech, Germany), according to ASTM 2084-11, at 140°C, 150°C, and 160°C for 30 min. The vulcanization parameters obtained were minimum torque (TL), maximum torque (TH), scorch time (ts1), and optimum vulcanization time (t90).
The vulcanization process was analyzed using the model developed by Isayev et al., presented in references 18 and 19, as described in equation (1):

where α is the vulcanization conversion calculated by equation (2), k is the rate constant, n is the reaction order, t 0 is the induction time, and t is the reaction time:

where Tt is the torque at a given time t.
The activation energy of the vulcanization reaction, E a, is calculated applying the Arrhenius equation (equation 3):

where k 0 is the pre-exponential constant, R is the ideal gas constant (8.314 J K−1 mol−1), and T is the temperature.
The crosslink density was calculated using the Flory–Rehner equation (equation (4)), applying the data obtained from the equilibrium swelling method and toluene as solvent, 20 –22 according to ASTM D471-16a. The specimens were obtained by compression molding for 30 min in a circular mold:

where μ is the crosslink density, Vr is the volume fraction of rubber in the swollen sample (equation (5)), V 0 is the molar volume of the solvent (106.29 mL mol−1 for toluene), and χ is the Flory–Huggins interaction parameter between the solvent and the elastomer (0.405 11 ):

where M1 and M2 are the initial swollen and deswollen sample masses, respectively, f f is the filler volume fraction, ρ c is the composite density, and ρ s is the solvent density (0.87 g mL−1 for toluene).
Results and discussion
Torque evolution during the mixing process
The evolution of torque during compound preparation is shown in Figures 2 and 3 for silica and MK, respectively. In the first part of the mixture, in which the silanization reaction takes place, SiO2-3.6 (Figure 2) exhibited a slight decrease in torque after silanization (around the sixth minute), compared to SiO2-0.0. This may be due to the breakup of silica agglomerates caused by silane, thereby reducing the viscosity of the uncured compound. 5 MK (Figure 3), on the other hand, showed no significant difference between the experiments with and without silane, giving rise to two hypotheses: the first is that no reaction occurred between silane and MK and the second is that there was also agglomerate breakage, but the equipment was not sensitive enough to identify it. In our previous work, 11 we found that the Payne effect of MK is lower than that of silica, which means MK agglomerates have lower interaction energy, making them more brittle.
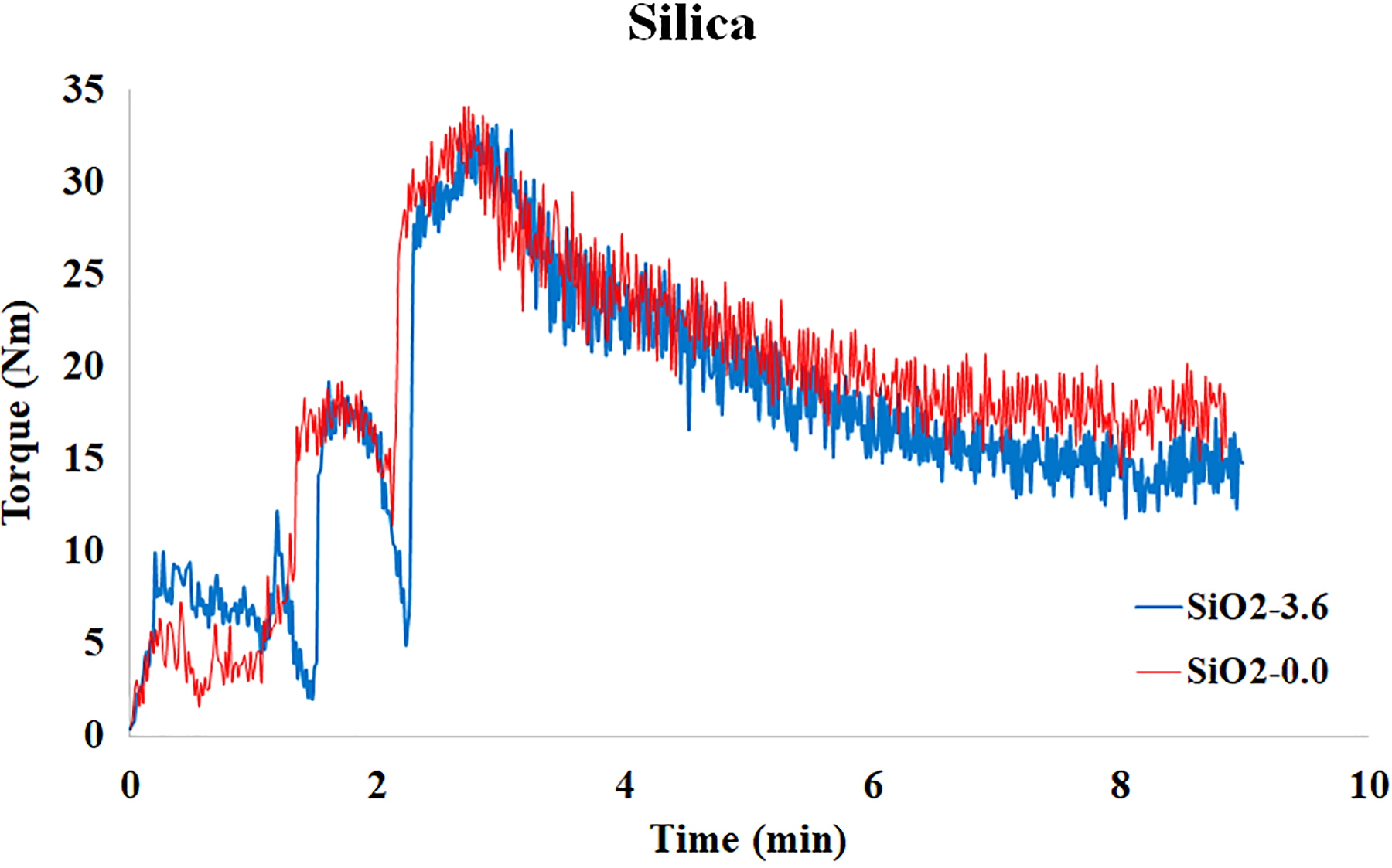
Torque versus time during first part of the mixing procedure for silica.
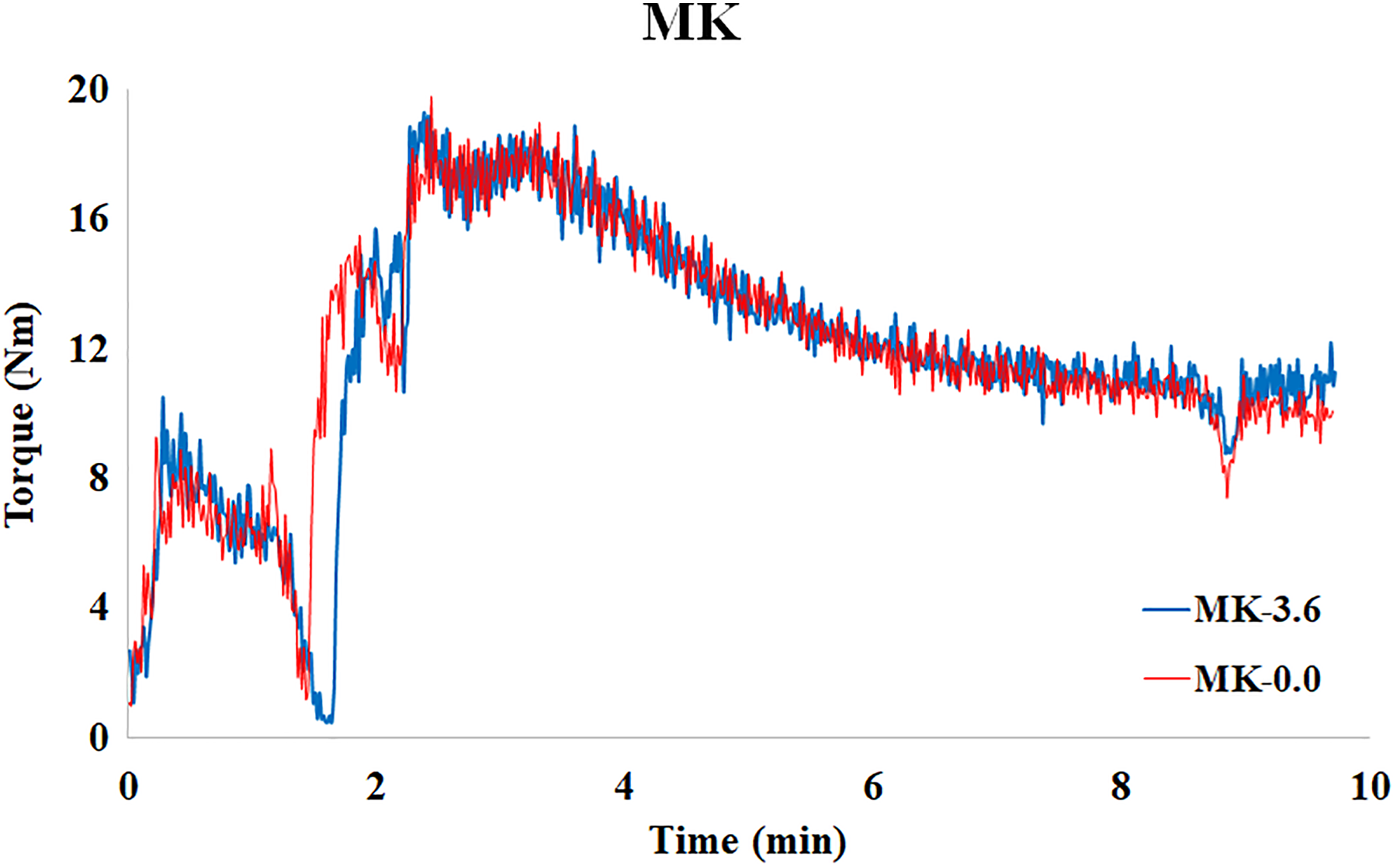
Torque versus time during first part of the mixing procedure for MK. MK: metakaolin.
The energy demand, shown in Figure 4, demonstrates that silica needed more energy than MK during the mixing process. The difference between the two fillers may also be related to the difference in agglomeration intensity or reinforcement capacity between them. However, the difference between experiments with and without silane was not significant for either filler.
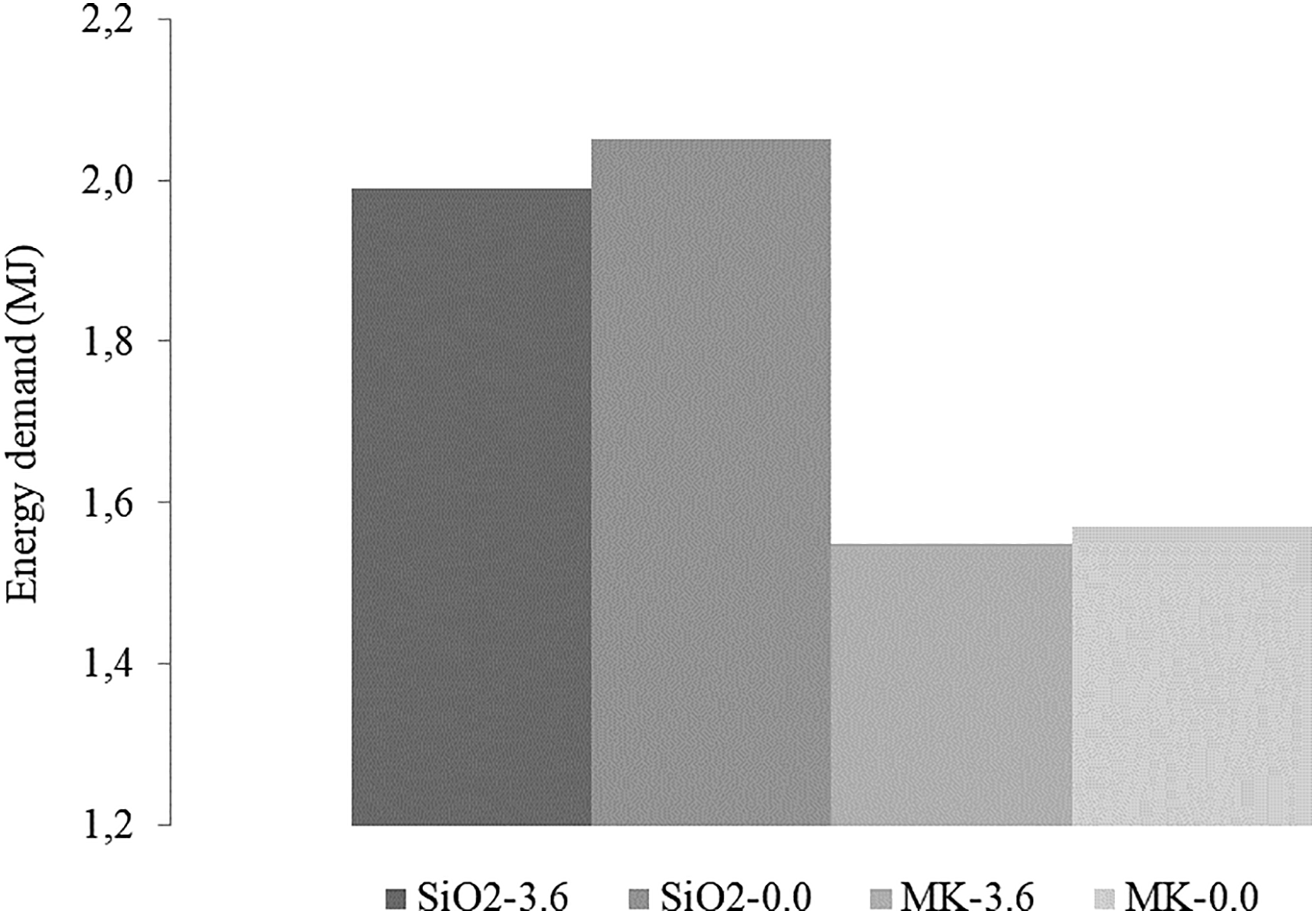
Energy demand involved in the first part of the mixture.
Morphological analysis
SEM images of MK-0.0 and MK-3.6 are shown in Figures 5 and 6. The EDS for the same compounds (Figures 7 and 8, respectively) confirms the areas of the SEM images that correspond to MK particles.
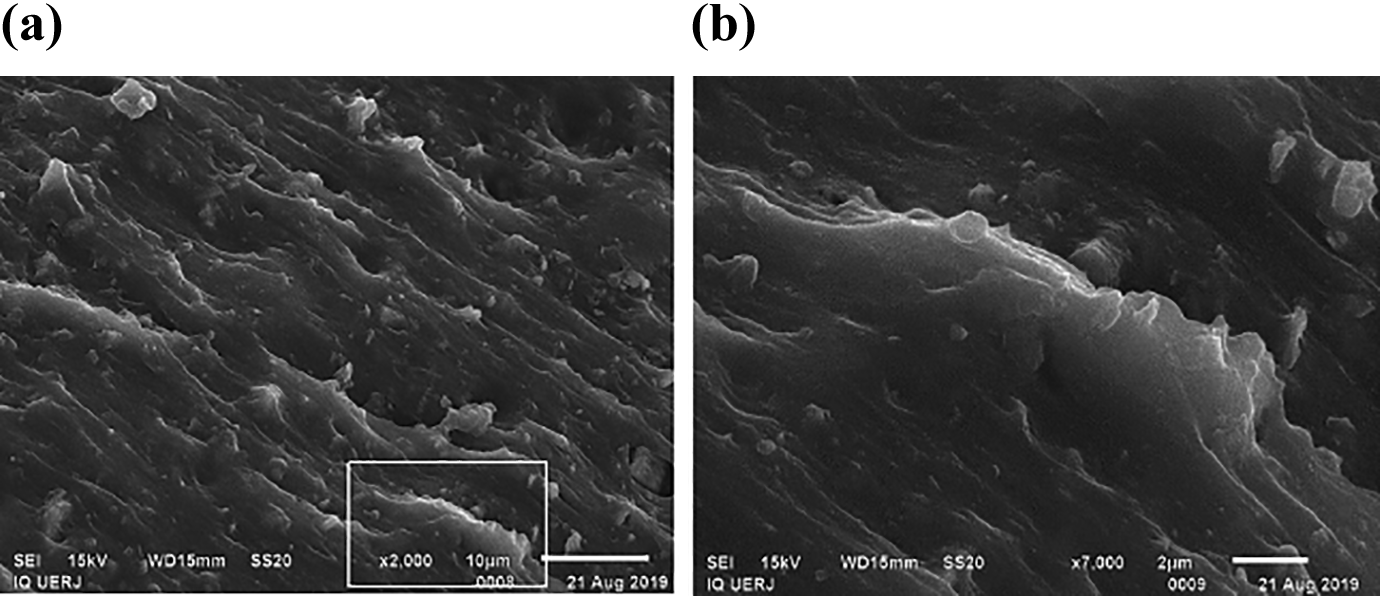
(a and b) SEM images of MK-3.6 compound. SEM: scanning electron microscope.
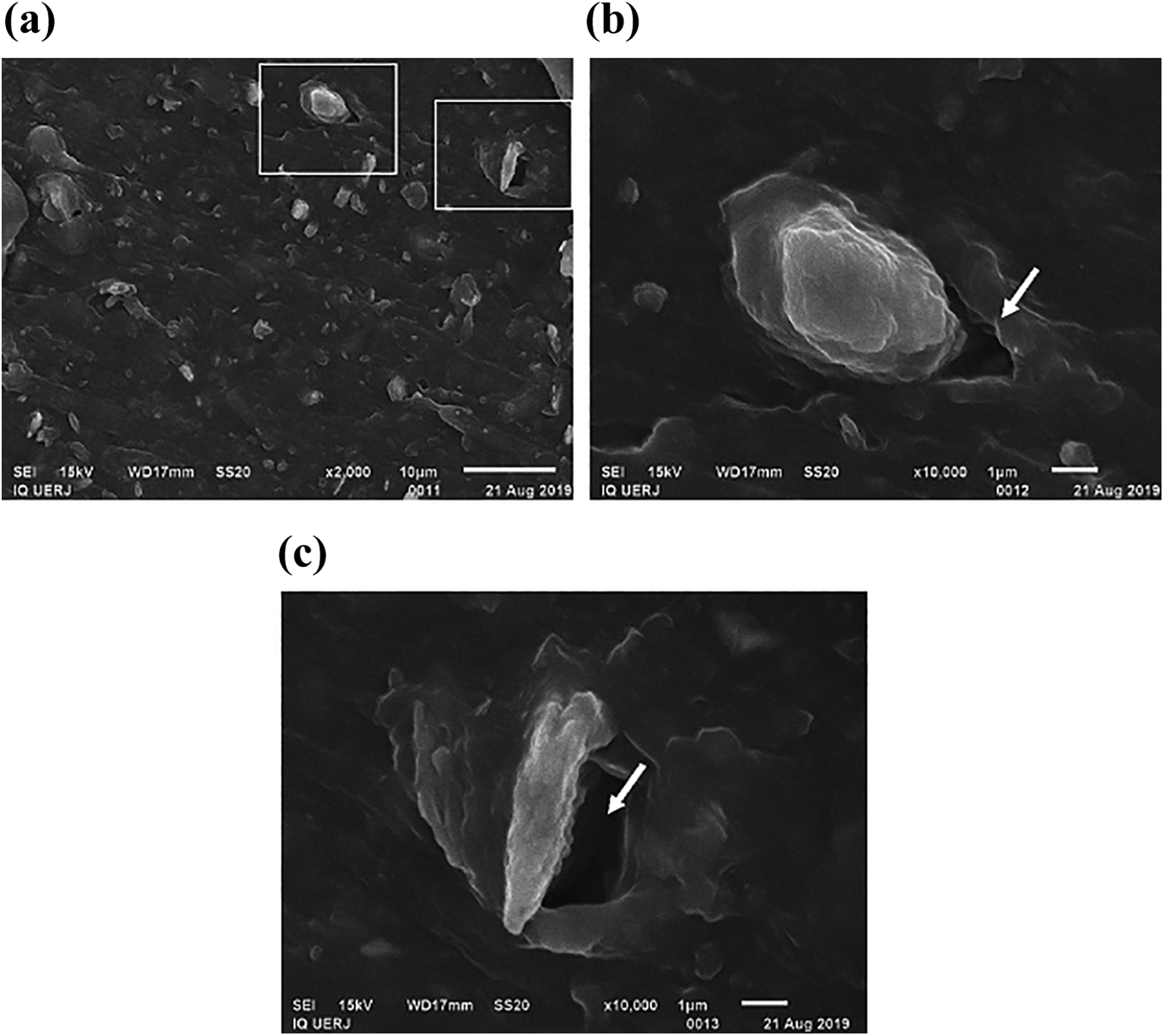
(a to c) SEM images of MK-0.0 compound. SEM: scanning electron microscope.
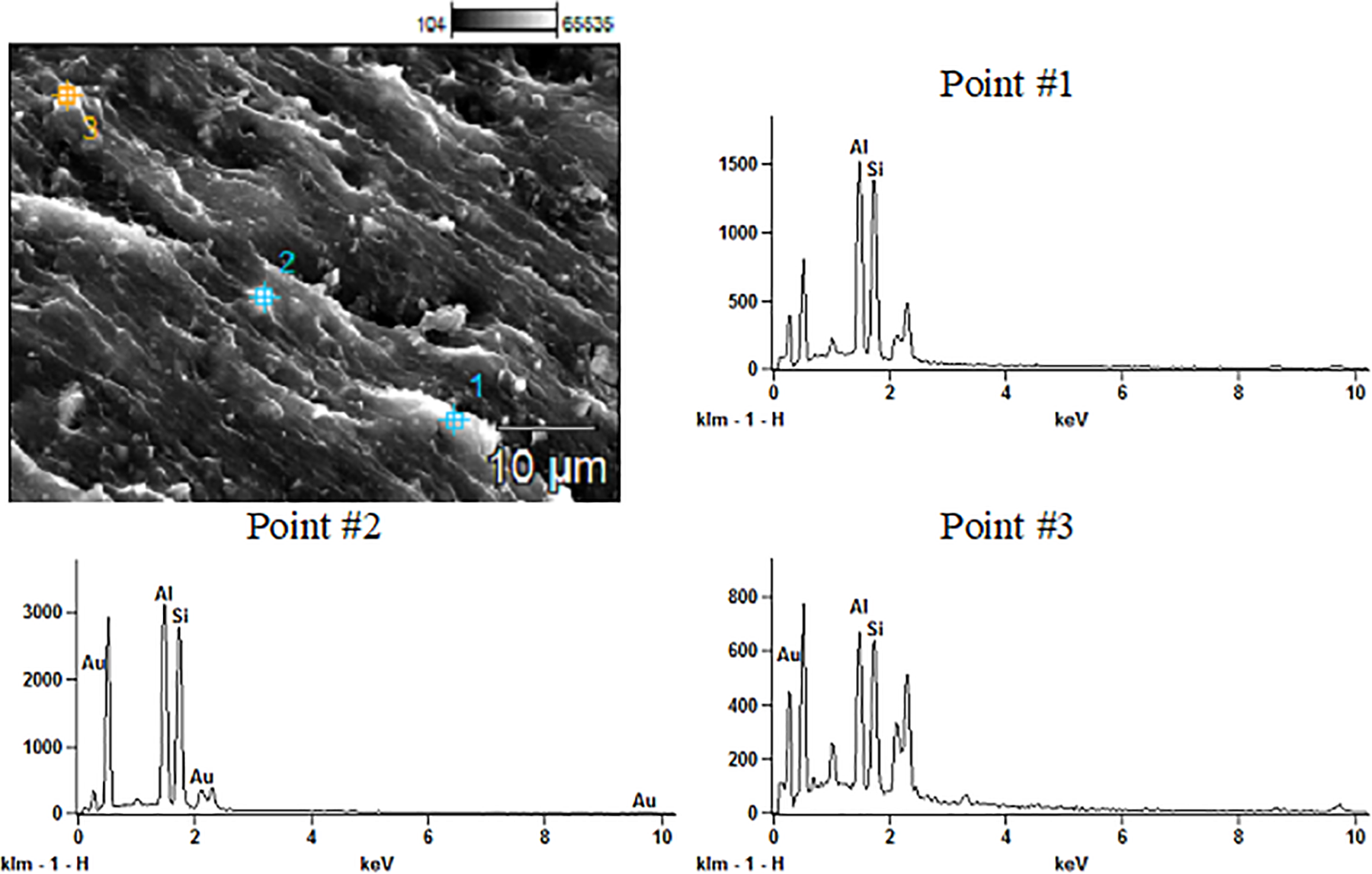
EDS of MK-3.6 compound. MK: metakaolin; EDS: energy-dispersive X-ray spectroscopy.
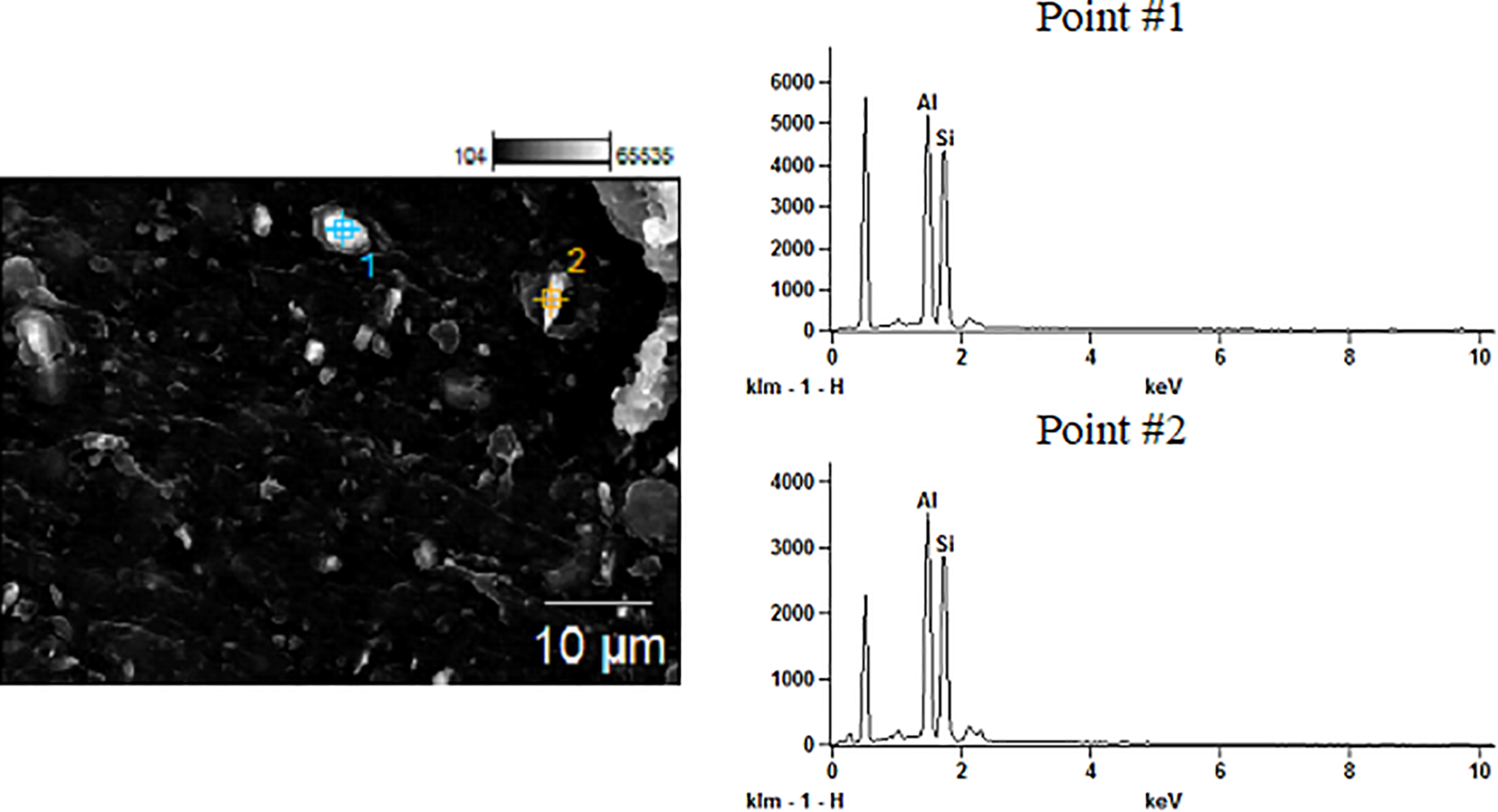
EDS of MK-0.0 compound. MK: metakaolin; EDS: energy-dispersive X-ray spectroscopy.
The presence of silane (Figures 5(a) and 6(a)) resulted in less MK particle agglomeration and greater adherence to the rubber matrix. When the interaction between particles with different affinities is improved, the dispersed phase (MK, in this case) tends to have smaller and better dispersed particles due to surface tension reduction. 17 The highlighted regions of Figure 6(b) and (c) reveal cavities resulting from a weaker interaction between MK and rubber.
Rheometric parameters and vulcanization kinetics
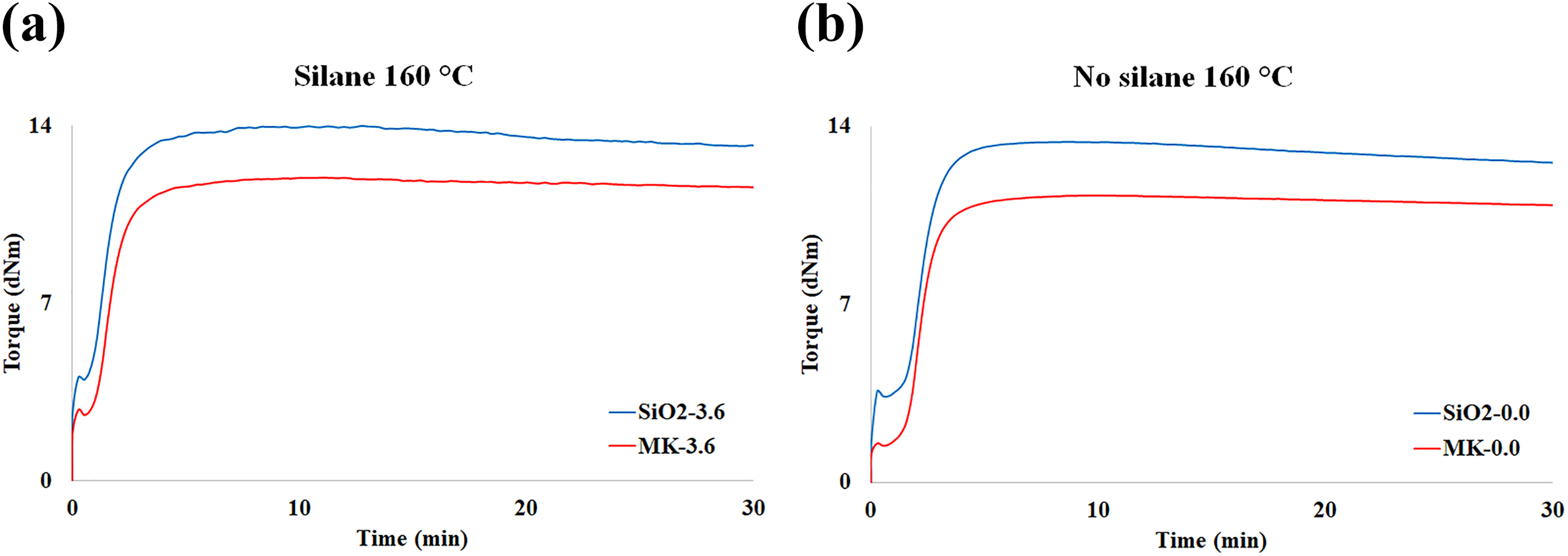
Rheometric curves of the experiments at 160°C were plotted to allow direct comparison of the presence or absence of silane in each filler (Figure 9) and between silica and MK with the two treatments (Figure 10). The vulcanization parameters, obtained from the rheometric curves, are presented in Table 4.
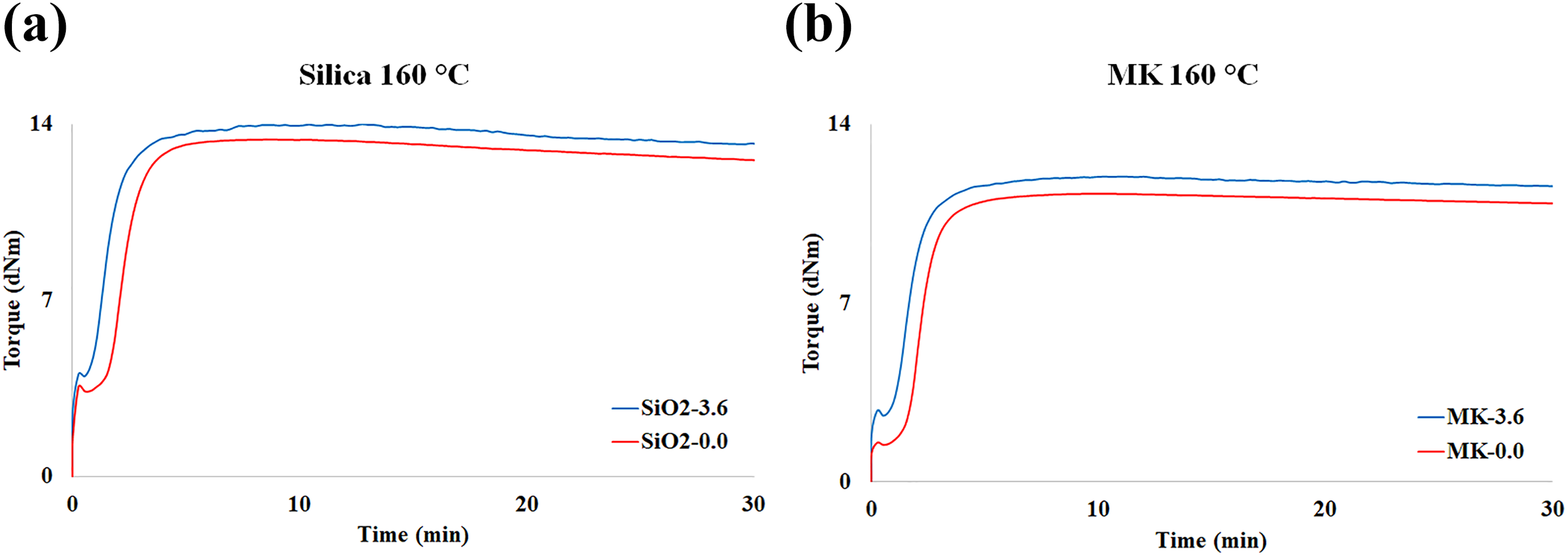
Rheometric curves at 160°C: (a) silica and (b) MK. MK: metakaolin.
Rheometric curves at 160°C: (a) with silane and (b) without silane.
Vulcanization parameters (160°C).
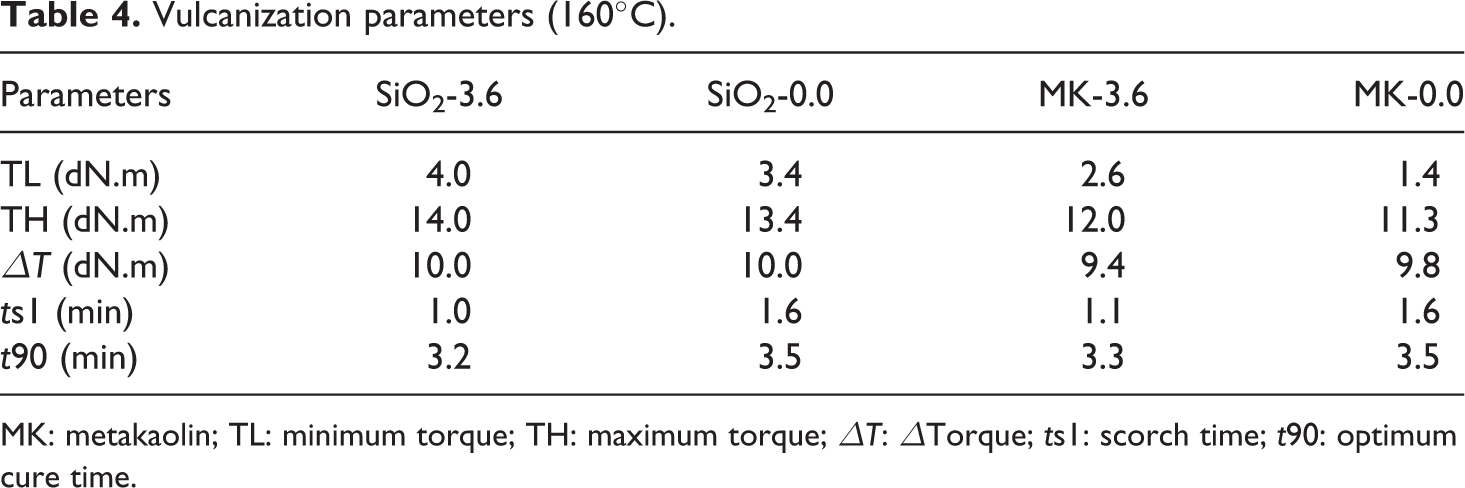
MK: metakaolin; TL: minimum torque; TH: maximum torque; ΔT: ΔTorque; ts1: scorch time; t90: optimum cure time.
In general, both fillers had higher torque values in the presence of silane during the vulcanization reaction (Figure 9). This may be due to the reduction of filler agglomeration and improved filler–rubber interaction, 23 which increase the viscosity of the samples. This theory is confirmed by SEM images of MK samples and the increase in TL for both fillers in the presence of silane (Table 4). Given that TL may be related to the viscosity of the uncured composite, this increase indicates that silane has a coupling effect for both fillers, reducing the mobility of the polymer chains. 24 In addition, the TH results show that silica has a stronger reinforcing effect since it makes the unvulcanized sample stiffer than MK, which can be classified as a semireinforcing filler.
Silane also seems to influence the beginning of vulcanization, as shown by the results for ts1, which were lower in experiments SiO2-3.6 and MK-3.6. Vulcanization time was also affected by silane, but to a lesser extent, since the results for t90 were similar in all the experiments. According to Surya et al., 5 Tian et al., 9 and Ismail et al., 25 using silane in rubber blends can reduce ts1 and t90, when compared to a corresponding compound without it. However, this effect depends on the type of rubber and the acceleration system used.
To better understand the effect of silane on the vulcanization process of the compounds containing silica and MK, the model proposed by Isayev et al. 18,19 was used to fit the rheometric curve data. The vulcanization rate and the order of the reaction are presented in Table 5.
Vulcanization parameters.
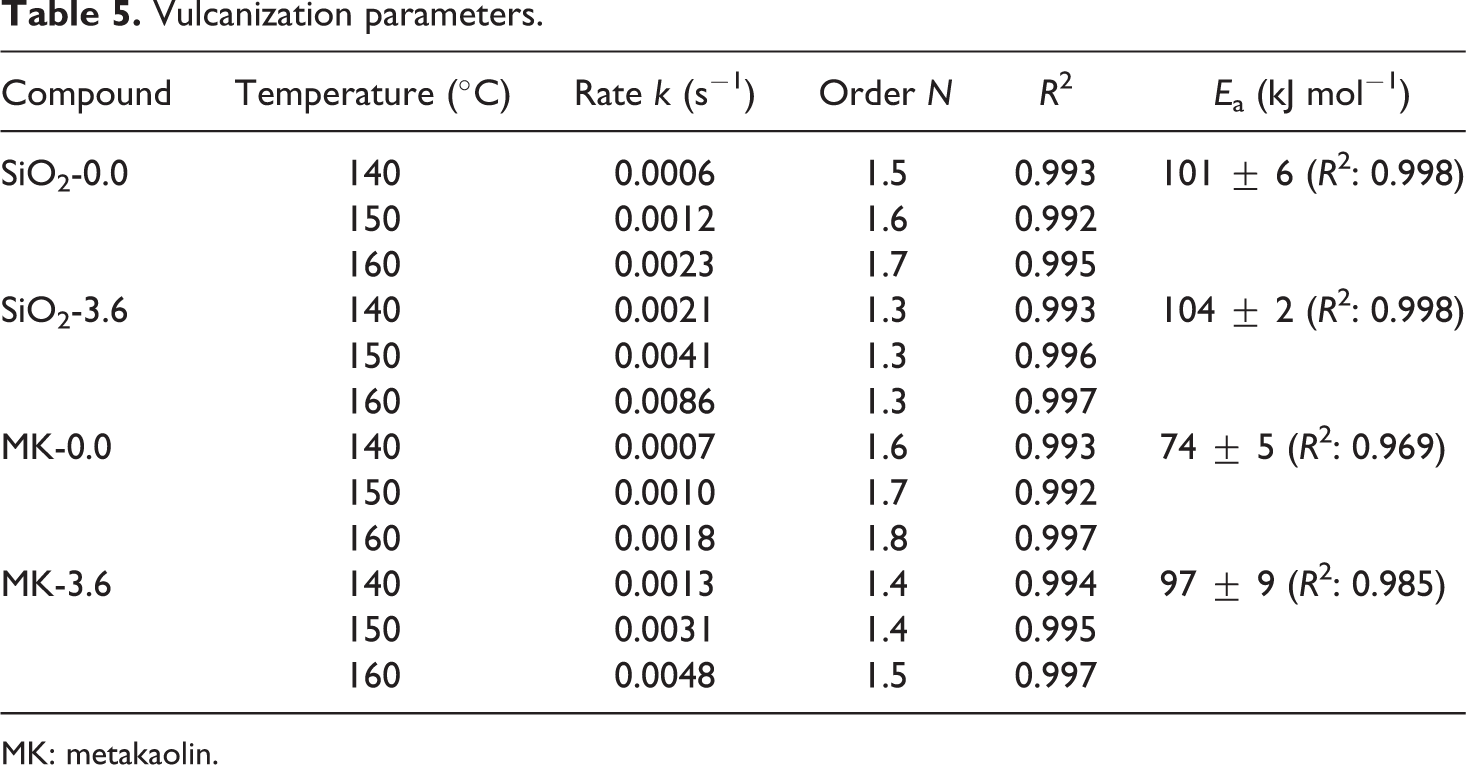
MK: metakaolin.
It is known that silica can react with accelerators. 3,5 In the presence of a surface modifier, such as silane, the hydrophilic groups on the silica surface are neutralized, making the accelerators more available to act in the vulcanization reaction, which becomes more efficient. This is corroborated by the faster reaction rate when silane was mixed with silica, with MK exhibiting the same pattern. Although MK underwent calcination, air humidity can restore hydroxyl groups on its surface. 15 As such, the coupling effect of silane in MK is also beneficial for vulcanization and, consequently, for the final properties of the composite.
Crosslink density
The presence of silane in silica, as described in the literature, 23,26,27 increases the crosslink density of the rubber compound, similar to that observed when silane was used with MK (Figure 11). The silane coupling effect increases the rubber–silica bonds between the particles. These bonds can also be considered a type of crosslink, 5 thereby increasing the total crosslink density. Considering that all of the experiments have the same amount of sulfur and silane, which also contributes by donating sulfur, 16 and that the vulcanization time was 30 min (to allow the reaction to be complete), there is a clear effect of silane in MK, in accordance with the TH results for both fillers.
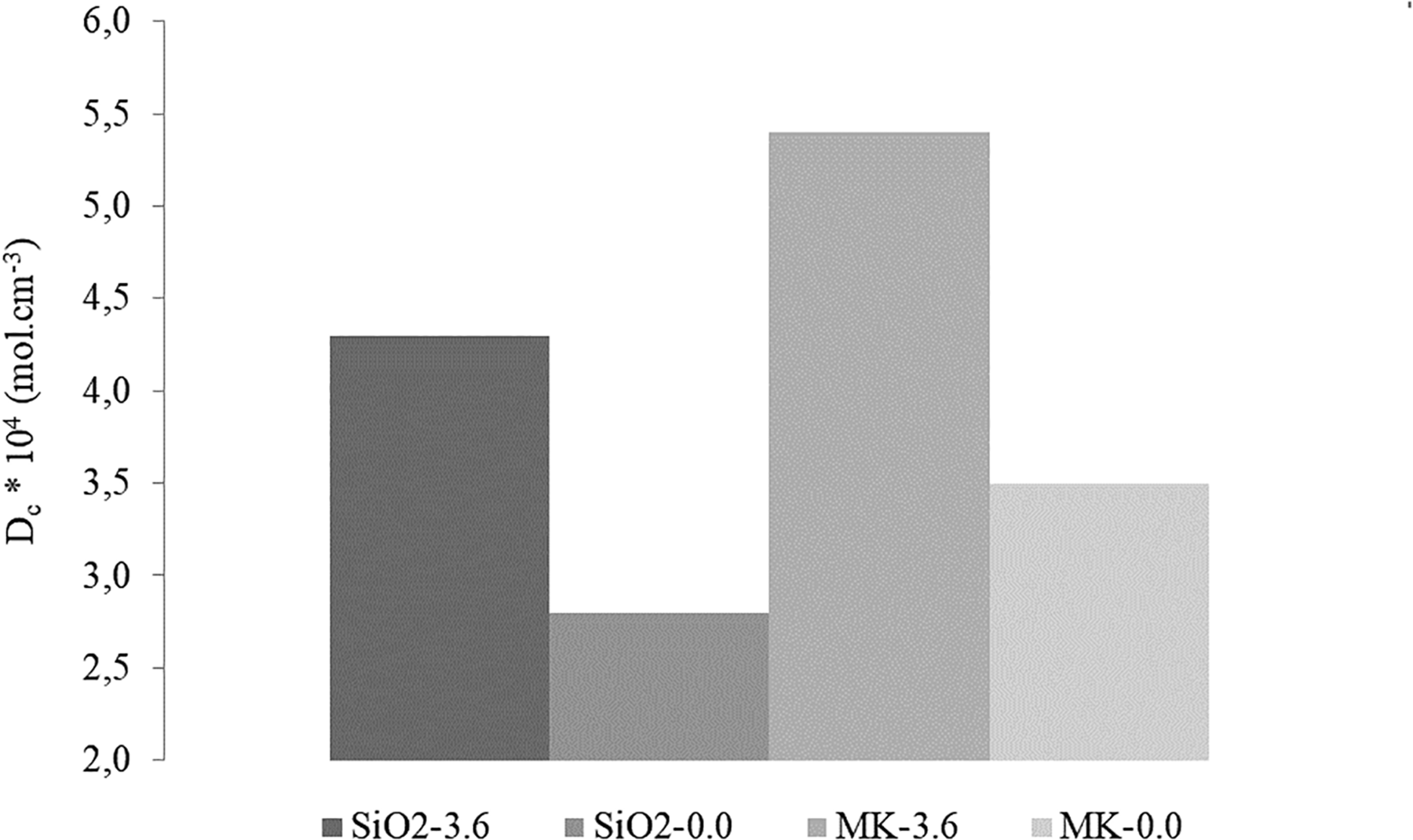
Crosslink density.
Conclusion
The coupling effect of silane was evaluated for MK in tire tread compounds, using rheometry, crosslink density, and morphology. Compounds with silica were used as a reference since silane’s effect on this filler is widely acknowledged. SEM images revealed that silane reduced filler agglomeration and improved filler–rubber interaction for MK. The coupling effect of silane in MK is also beneficial for vulcanization since the scorch time, reaction rate, and crosslink density increased in its presence. The fact that the effect of silane in MK was similar to its effect on silica, that is, the same properties that improved for silica also improved for MK confirms the importance of a coupling agent for MK in a rubber blend. It was also confirmed that silica has a stronger reinforcing effect than MK, which can be classified as a semireinforcing filler.
Footnotes
Acknowledgements
The authors are grateful to Arlanxeo and Teadit for the material donated.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors received financial support from brazilian National Council for Scientific and Technological Development (CNPq) for the research, authorship, and/or publication of this article.