
Abstract
In this work, the effects of using feldspar (FLD) as an alumina-silicate inorganic filler, with carbon black (CB) as a novel binary filler system, on the properties of SBR compounds were investigated for tire applications. The bis(triethoxysilylpropyl) disulfide (TESPD) was used for modification of FLD. The SBR hybrid composites were produced by replacing 10 phr of CB filler with neat FLD and functionalized FLD (F-FLD). The TESPD was added directly to the rubber mixture including neat FLD. The SBR composite which has only CB filler (50CB) was found to have the highest damping parameter (tan δ) value at 60°C. On the other hand, the composites loaded with the CB and the FLD fillers exhibited relatively lower tan δ at the same temperature showing lower rolling resistance meaning better fuel saving performance. The lowest rolling resistance was achieved for the 40CB-10F-FLD most probably due to its stronger interaction with the SBR elastomer molecules through the silane agent-assisted crosslinks of the F-FLD. As another dynamic property, the storage moduli at −20°C were found to be lower for the SBR hybrid composites as compared to that of the 50CB composite, exhibiting enhanced winter traction performance of the composites having FLD filler together with CB. The composites containing only 10 phr of FLD and F-FLD, on the other hand, exhibited very low tensile strength values which are not acceptable for tire tread materials.
Introduction
The copolymer styrene–butadiene rubber (SBR) with its properties such as higher abrasion resistance, wet skid resistance, and lower rolling resistance has been preferred in tire tread compounds in instead of natural rubber (NR). 1 It has been known that rubber without filler materials has very low physical strength and therefore fillers are added into tire compound for the purpose of either reinforcement or/and cheaper compound. Carbon materials such as graphite, 2,3 carbon nanotube, 4 porous carbon 5,6 and carbon black 7,8 have been utilized to produce different composites with versatile properties. Among them, carbon black (CB) has been the most widely used filler in the rubber industry for more than one century. Since the 1990s, silica has gained increasing importance in the production of “green tires” as it offers significant advantages over carbon black in terms of lowering rolling resistance and comparable wear resistance and better wet grip performance of rubber tires. 7,8
Organoclay/CB hybrid fillers have been widely studied materials used with rubbers. Recent studies have focused on kaolin, 9 bentonite, 10 nano-calcium carbonate, 11 halloysite nanotubes 12 to improve the dynamic mechanical properties of rubber. Heinrich et al. 13 evaluated the use of expanded organo-montmorillonite and carbon black (CB) in NR compounds. The special “nano-block” aggregate structure in the NR compounds was found to improve the mechanical properties of composites, especially the tear resistance. Wan et al. 14 discussed the application of nano-sized CaCO3 in NR/SBR blends, and the possibility of partial replacement of carbon black with the CaCO3 was explored. The effects of surface modification and CaCO3 content on the mechanical properties and cure characteristics were studied. The study showed that use of both CaCO3 and CB increased the cure rate, reduced the optimum cure time and improved the mechanical properties of NR/SBR blends at appropriate filler contents.
W Jincheng et al. 15 observed the role of nano-BaSO4 in SBR composites and cure characteristics, tensile and wear resistant properties and microstructure were investigated. Experimental results demonstrated that the incorporation of modified nano-BaSO4 powder into neat SBR system can decrease the abrasion loss.
The addition of CB and silica-based fillers to elastomers in tire tread compounds has been reported to provide improvements in many performance properties. 16 –18 The CB can be easily mixed with nonpolar olefinic hydrocarbon rubbers since both are hydrophobic materials. The use of polar silica fillers instead of CB result in a greater occurrence of hydrogen-bond interactions between surface silanol groups in aggregates/agglomerates, unlike interactions between the polar siloxane or silanol groups of the silica filler and the rubber. In order to enhance the compatibility of nonpolar hydrocarbon rubbers and silica fillers, their surface modification is needed since mixing silica with rubber faces major problems. To improve mixing process of the tire tread compounds, different silane coupling agents can be used. 19 Bifunctional sulfur containing silanes such as bis-(3-triethoxysilylpropyl)tetrasulfide (TESPT) 20 and bis(triethoxysilylpropyl disulfide (TESPD) 21 have been generally used for chemically modification of the surface of the silica fillers since they provide with better mechanical and dynamic mechanical properties compared to sulfur-free silanes. The ethoxy groups in the silane coupling agents react with the hydroxyl groups on the silica filler’s surface forming a siloxane covalent bond. The sulfur group as the polymer matrix reactive functional group can give two different reactions; the reaction between the organosilane and the rubber, based on sulphur donation, and the other being an interaction of sulfur moiety in the silane agent with the double bond in rubber matrix during curing stage. 22
In this project, the effects of using feldspar (FLD) with carbon black as a novel binary filler system on the mechanical properties of SBR compounds were investigated for tire applications. Feldspar is an alumina-silicate inorganic filler with a high silica content having reactive OH groups on its surface. 22 -24 Its surface was organically modified/functionalized via bis(triethoxysilylpropyl) disulfide (TESPD) silane agent to lessen filler agglomeration and to encourage better filler-rubber interaction. Furthermore, sulfur in the silane coupling agent was thought to react with the allylic hydrogens and double bonds of the SBR during vulcanization process participating in the crosslinking reaction. 25 The hybrid filler loaded SBR composites were prepared by using neat FLD and functionalized FLD (F-FLD) together with decreased amount of CB. The addition of feldspar into rubber was expected to enhance hardness, good strength, stiffness and resilience of the composites due to its high silica contents. The SBR composite having only CB loading was also produced to make a comparison. The static and dynamic mechanical properties, morphological characterization and tire performance of all the composites were discussed as a function of nature of filler, silanization and material’s cost advantage.
Experimental
Materials
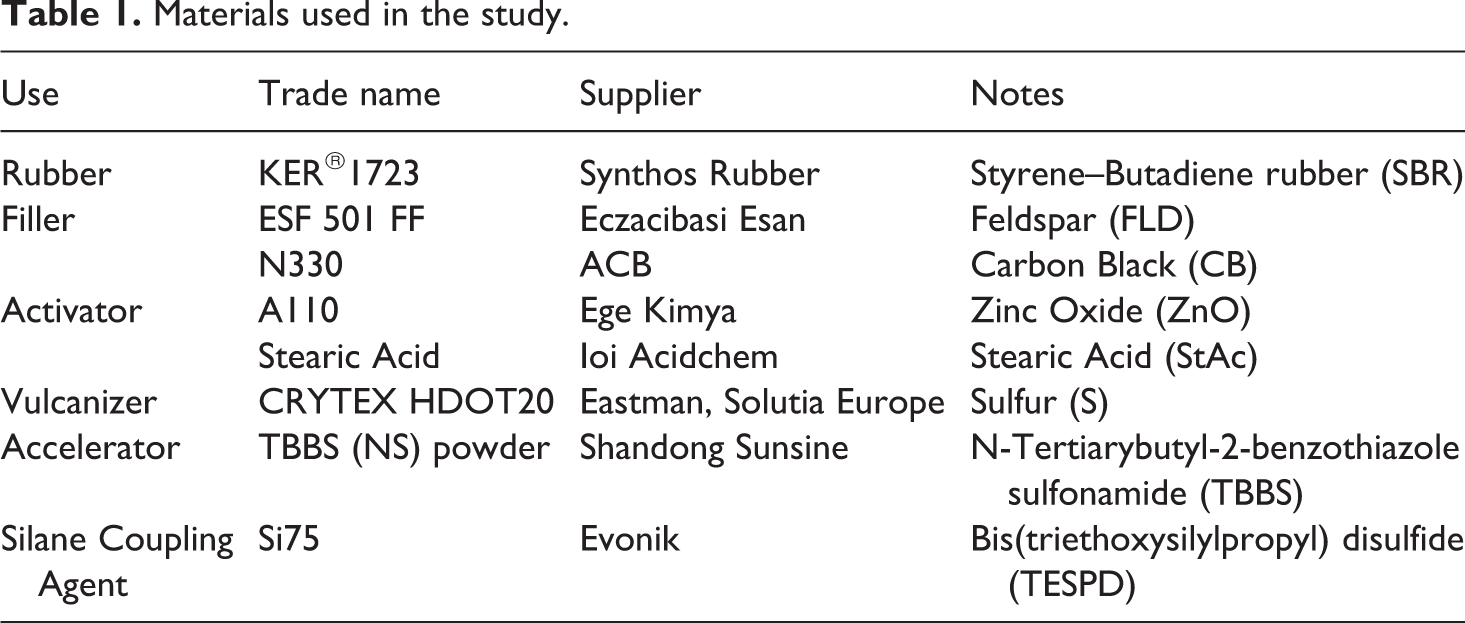
The SBR (E-SBR) is a Synthos Rubber (Poland) product with a brand name of KER®1723 (23.5% styrene). The ultrafine Feldspar (ESF 501 FF) filler as agglomerates/aggregates which has a particle size of about 3 µm, was supplied by the Esan Company (Turkey) and used as-received. The carbon black is N330, which is high abrasion furnace amorphous black supplied by ACB (India). N-Tertiarybutyl-2-benzothiazole sulfonamide (TBBS) produced by Shandong Sunsine (China) was used as the accelerator. The curing agent (Sulfur) was supplied by Eastman Solutia Europe (Belgium). The activators used were zinc oxide and stearic acid by Ege Kimya (Turkey) and Ioi Acidchem (Malaysia), respectively. Bis(triethoxysilylpropyl) disulfide (TESPD) which is a product of Evonik (Belgium), was used as silane coupling agent. The chemical structure is shown in Figure 1. The information for the materials is summarized in Table 1.

The chemical structure of bis(triethoxysilylpropyl) disulfide (TESPD).
Materials used in the study.
Preparation of functionalized feldspar
The feldspar was dispersed in water, separated by settling and dried in a vacuum oven at room temperature for 48 h. The TESPD (10 mL) was added into 100 mL of ethanol solution previously adjusted to 5.0 pH and mildly stirred for 5 min. The dried feldspar (50 g) was dispersed in silane/ethanol solution at room temperature and stirred for 15 min with a magnetic stirrer. The functionalized FLD was collected after 2 hours by filtration and then dried in a vacuum oven at room temperature for 48 h. The pure and functionalized feldspar were designated as FLD and F-FLD, respectively.
Preparation of SBR composites
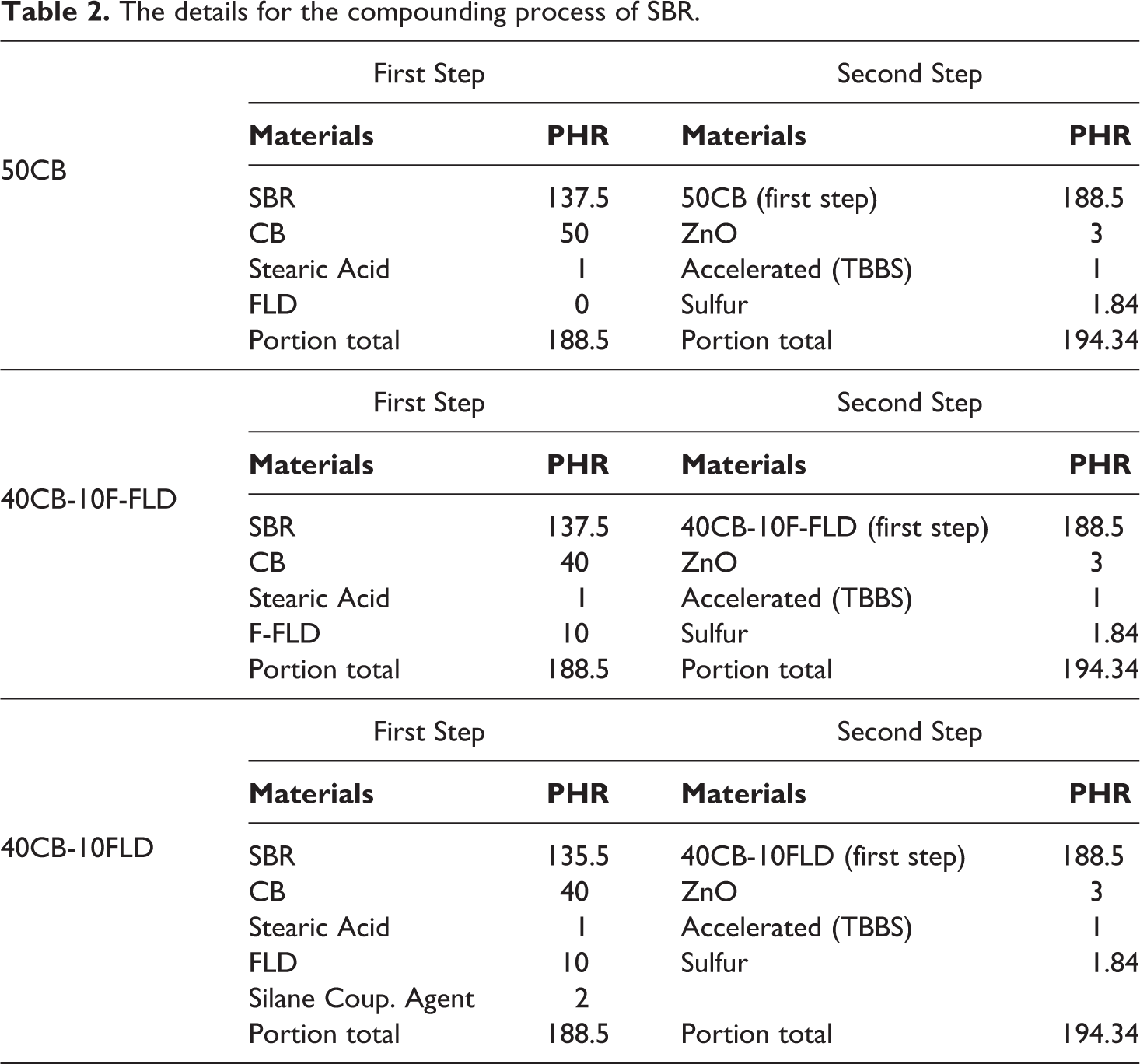
The SBR, fillers and additives were compounded in a banbury mixer (Farrel, USA) with some subsequent steps, which are also summarized in Figure 2. The two-step compounding process is tabulated in details in Table 2. The SBR was first added to the mixer and mixed 90 rpm at 90°C. The rest of the materials were introduced in two steps. Firstly, powder mixture of CB, stearic acid and feldspar were compounded with the SBR (first step, Table 2). Then ZnO, TBBS and sulfur were added to the mixture by keeping a specific working temperature of mixing chamber between 155 and 160°C at 72 rpm (second step, Table 2). The mixing process was stopped after 410 s. An open mil (Farrel, USA) with a dimension of 6″ × 13″ was used for homogenization of rubber compounds at 50°C. The compounds were vulcanized in a hot-press (Fontijne, Holland) at 160°C and under 345 kN pressure for 24 min. The SBR composite having only CB filler is called as 50CB. The SBR/binary filler systems are designated as 40CB-10F-FLD and 40CB-10FLD. The former has 10 phr F-FLD and 40 phr CB. On the other hand, the silane agent was added directly to the system for 40CB-10FLD composite at the first step of the process (Table 2). In addition, two different composites; 10FLD and 10F-FLD having only 10 phr pure FLD and F-FLD, respectively, without any CB were prepared by using the same phr of the rest of materials.
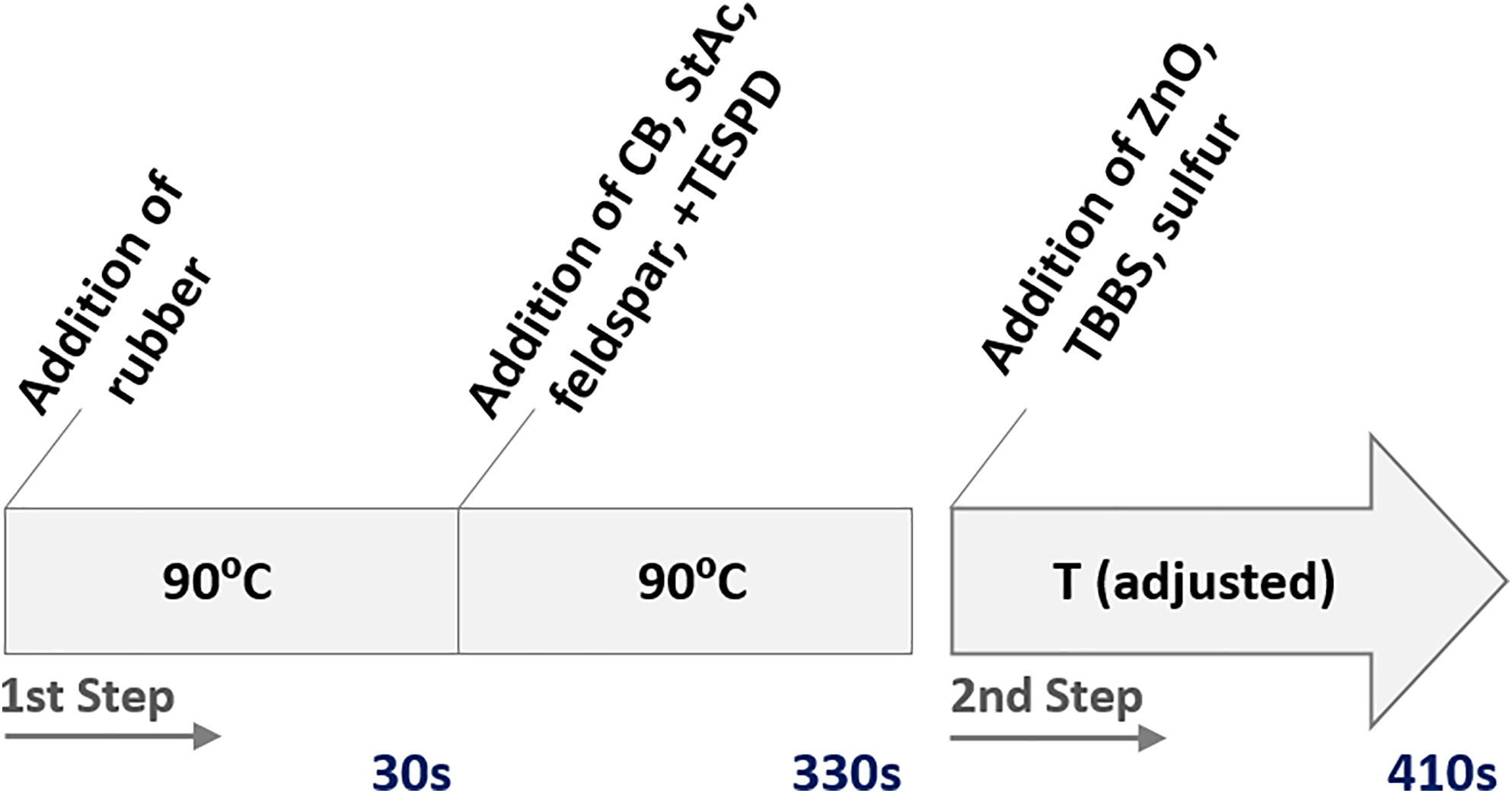
Mixing steps for compounding SBR composites.
The details for the compounding process of SBR.
Characterization
FTIR analysis
Fourier-transform infrared (FTIR) spectra of the silane coupling agent and FLD fillers were taken by a Perkin Elmer 1600 FTIR spectrophotometer (USA).
Thermal analysis
Thermo-gravimetric analysis (TGA) was performed using TA Instruments Q500 (USA) analyzer from room temperature to 600°C at a heating rate of 20°C/min under nitrogen atmosphere.
Scanning electron microscopy (SEM) analysis
The morphological characterizations of the filler and the SBR composites were carried out by using ESEM-FEG/EDAX Philips XL-30 (Philips, The Netherlands). The composite samples were cryo-fractured and coated with a thin platin layer before SEM analyses.
Tensile, hardness and wear properties
Tensile specimens were punched out from the molded sheets according to ASTM JIS K-6301 TYPE 3. The tests were done at a drawing rate of 500 mm/min at room temperature in a Zwick Roell Universal Testing Machine (Zwick GmbH & Co. KG, Germany) with a 1-kN load cell with respect to the ASTM D 412-16 method. Four dumbbell-shaped tensile specimens per sample were die-cut from a 2-mm thick test plaque using a hydraulic die press. The hardness properties (Shore A) were assessed for the composites by using durometer (ZwickRoel, Germany). For both tests, the five parallel samples were studied.
Abrasion resistance performances of SBR elastomer composites were investigated with a Lambourn Test device (A&D, Japan). The measurements were made after the samples at the conditioned temperature were rotated for 300 seconds with a 15% slip rate and 30 N load on the abrasive grinding wheel rotating at a constant speed of 67 rpm. During this rotation, the powder was poured continuously at a rate of 0.15 g/min between the grinding surface and the sample.
Payne effect measurements—rubber process analyzer (RPA)
For quantifying shear moduli (Payne effect) of rubber compounds, the measurements were conducted in an Alpha Technologies RPA 2000 Rheometer (USA) with an oscillatory shear mode. The strain sweep analysis was performed at a frequency of 5 Hz and a strain amplitude in the range of 1–100% at 60°C.
Mooney viscosity measurement
The mooney viscosities of the compounded materials were measured in a MV 2000E Mooney Viscometer (Monsanto, USA) in 4 min at 130°C after 1 min of heating.
Curing characteristics
Curing studies were performed using a MDR2000 Moving Die Rheometer (Alpha Technologies, USA) at 160°C.
Dynamic properties
Dynamic properties were investigated by a L1R Rheolograph-Solid Spectrometer (TOYOSEIKI, Japan). Loss tangent (tanδ) as damping parameter and storage modulus (E’) were recorded at a heating rate of 3°C/min from −50 to +65°C at 52 Hz.
Results and discussion
Morphological characterization of CB, FLD, and F-FLD fillers
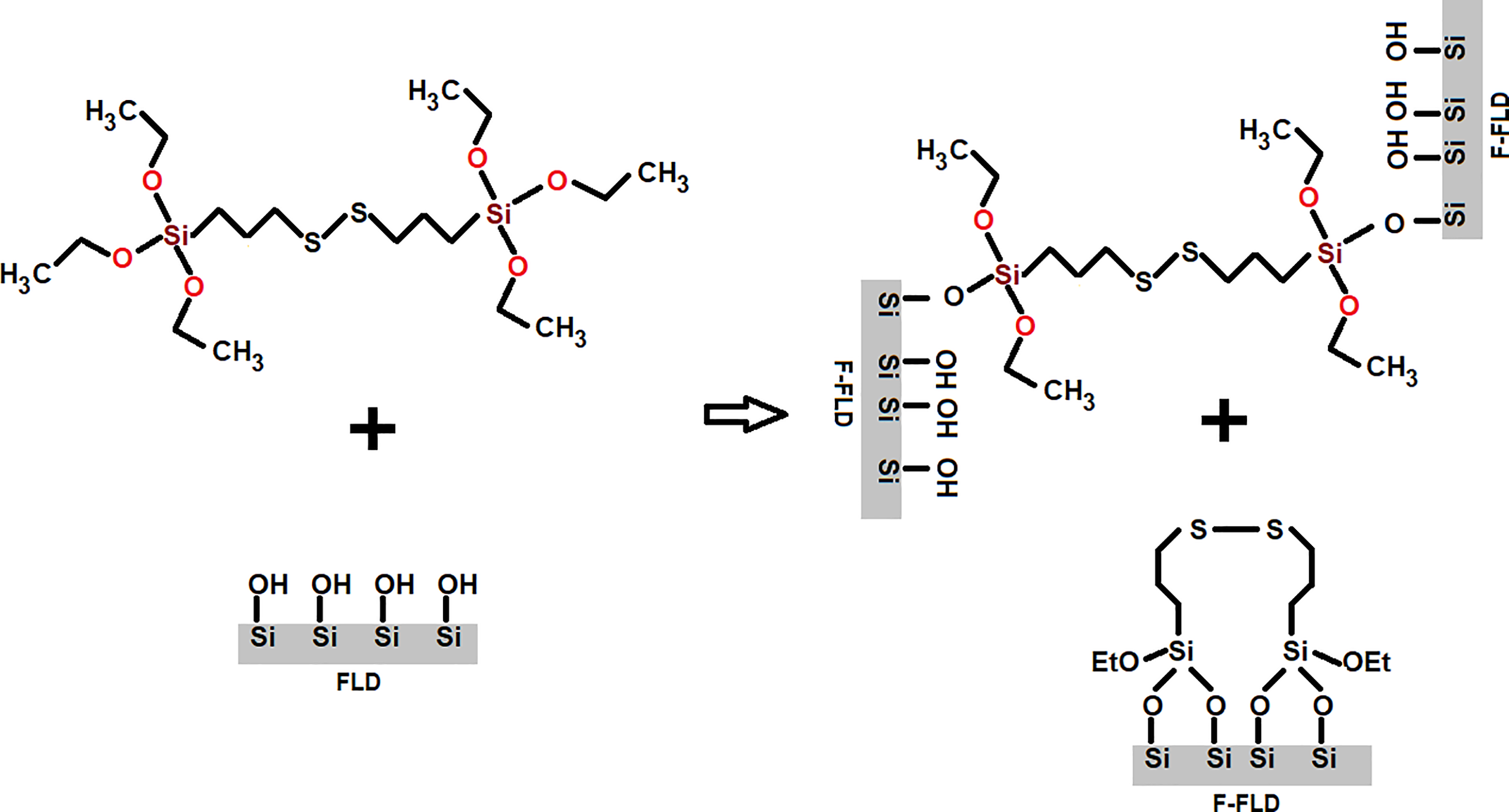
The morphological structures of the CB, FLD and the surface-silanized/functionalized FLD (F-FLD) fillers were investigated by SEM technique (Figure 3). In Figure 3(a), the CB filler has a spherical shape with a size ranging between 35 nm and 60 nm and found as micron-sized aggregates. The neat FLD has a cubic/stratified geometry with dimensions ranging approximately from 125 nm to 3 micron (Figure 3(b)). On the other hand, compared to neat FLD, F-FLD filler was found to be in the form of larger aggregates/agglomerates (Figure 3(c)). A filler network structure was observed for F-FLD which can be due to the silane agent acting as silane bridges between the FLD fillers through its silanol groups, interacting with the hydroxyl groups of the FLD’s surface (Figure 4).
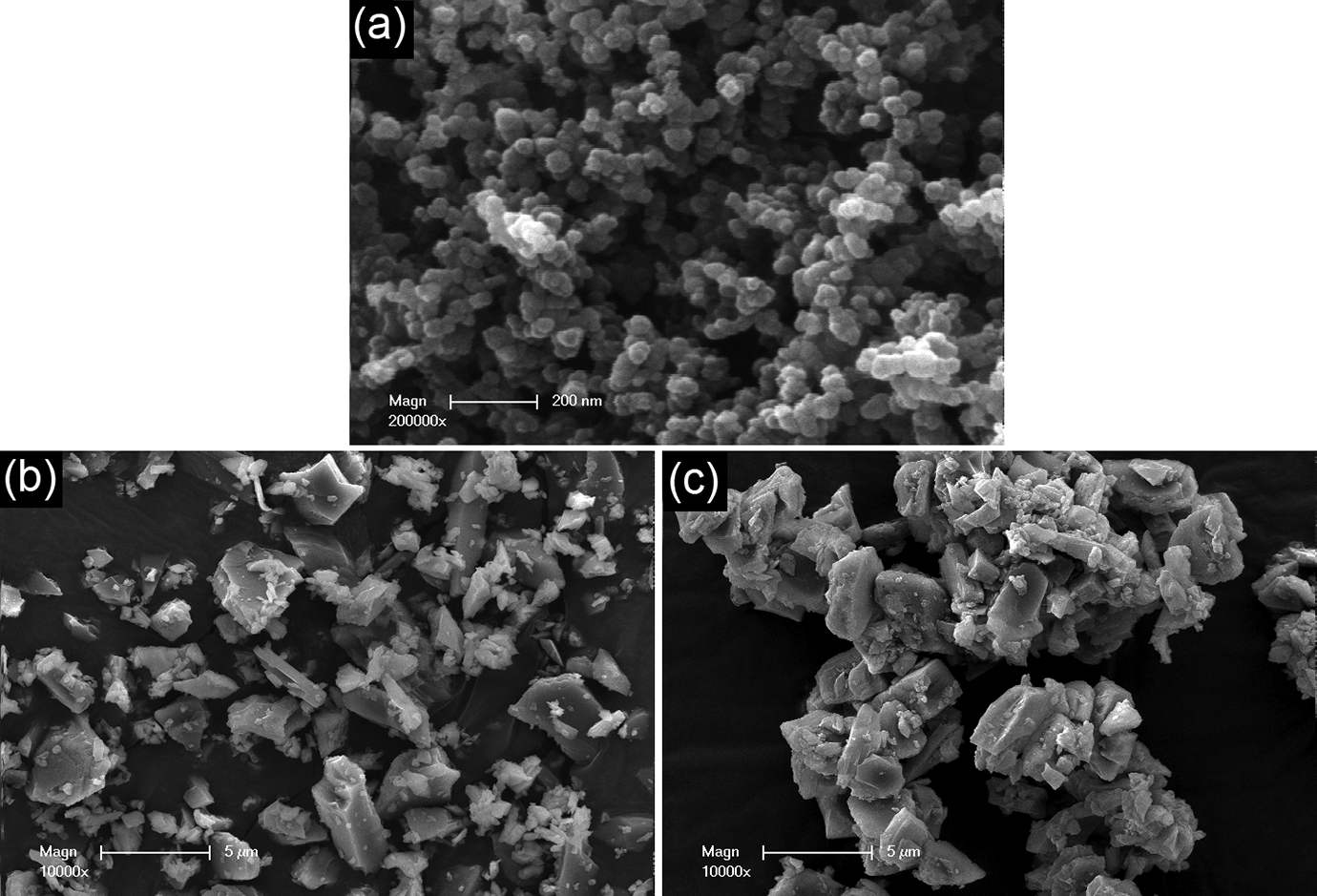
SEM micrographs of the carbon black CB (a), neat feldspar (FLD) (b) and functionalized feldspar (F-FLD) (c) at a magnification of 200,000 and 10,000, respectively.
Possible proposed structure of F-FLD filler formed of FLD with TESPD.
FTIR spectra of silane coupling agent, FLD and F-FLD
Figure 5 displays the FTIR spectra of TESPD, neat FLD and F-FLD. In the spectra of TESPD and F-FLD filler, the bands at 2973, 2926 and 2885 cm−1 are related to C-H stretching vibrations due to organic moiety of TESPD (Figure 1). 26,27 The observation of the same peaks in the spectrum of F-FLD indicates the presence of the silane coupling agent coated onto the surface of the F-FLD which did not remove even by washing it with ethanol vigorously. The peak at 955 cm−1 for the silane coupling agent and 977 cm−1 for FLD are due to the stretching vibration of O-H in their Si-OH groups. After silanization of FLD, the related peak was observed at 954 cm−1 while the peak at 977 cm−1 disappeared, which also shows the successful surface functionalization of the FLD. 27 The neat FLD also shows absorption band at 1094 cm−1 corresponding to stretching vibration of Si-O group. It was found to shift to 1088 cm−1 via silanization as observed in the spectrum of F-FLD, which is also an indication of the silane coating on the filler. 20
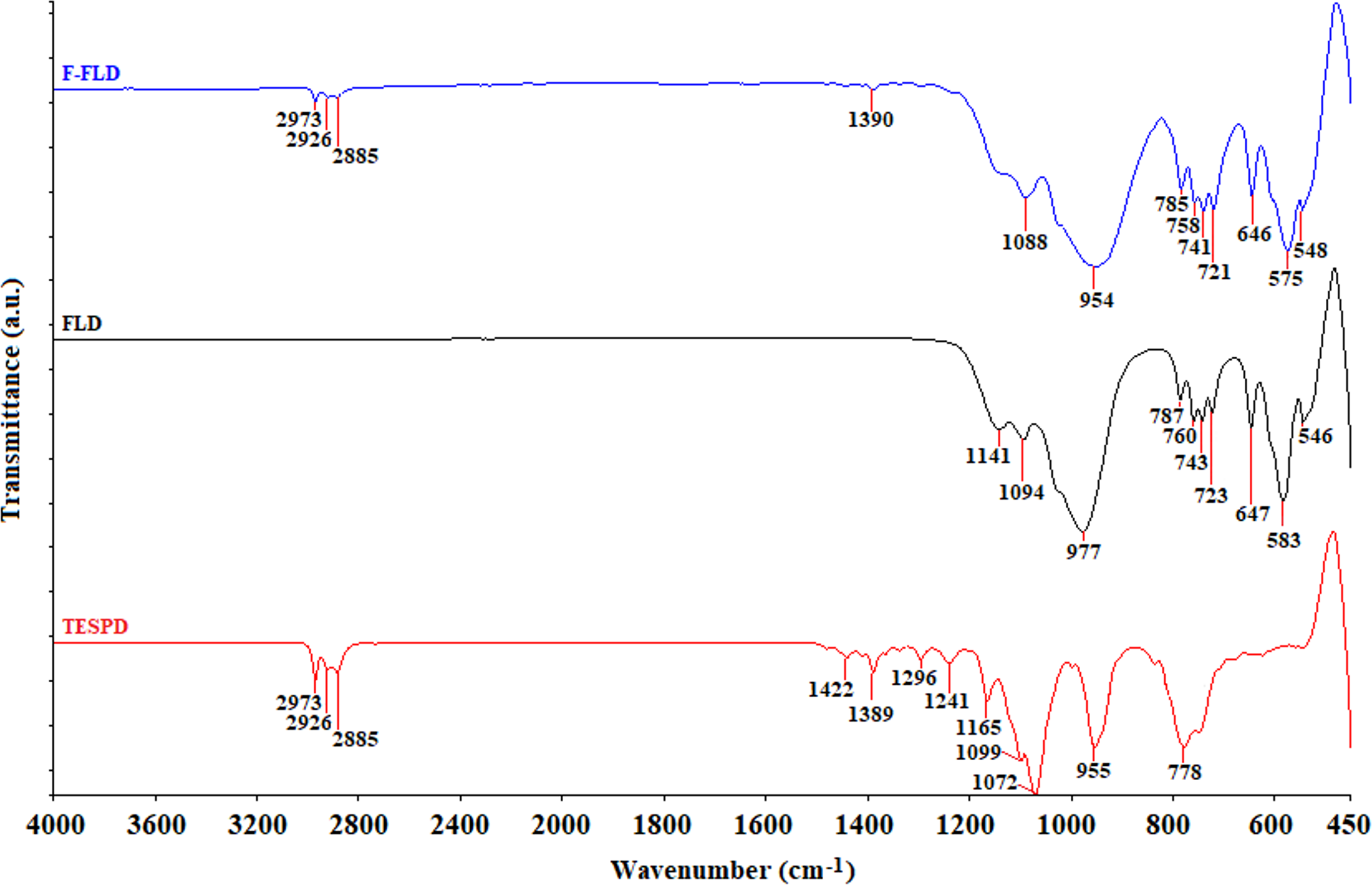
FTIR spectra of TESPD, feldspar (FLD) and functionalized feldspar (F-FLD).
TGA analyses of FLD and F-FLD
The dried samples of neat FLD and F-FLD samples were characterized by TG analyses. Both the thermal gravimetric (TG) weight loss curve and its derivative curve are presented in Figure 6. It was observed that FLD was thermally stable up to 600°C while the TESPD lost its weight at a lower temperature due to its organic content. Moreover, the weight loss between 140°C and 250°C as observed from derivative thermogram of the F-FLD was found to be about 15.7% and corresponds to the decomposition of the organic group of the silane agent.
As a result, the TGA, FTIR and SEM analyses confirmed the silane modification of the feldspar filler via TESPD agent. 28
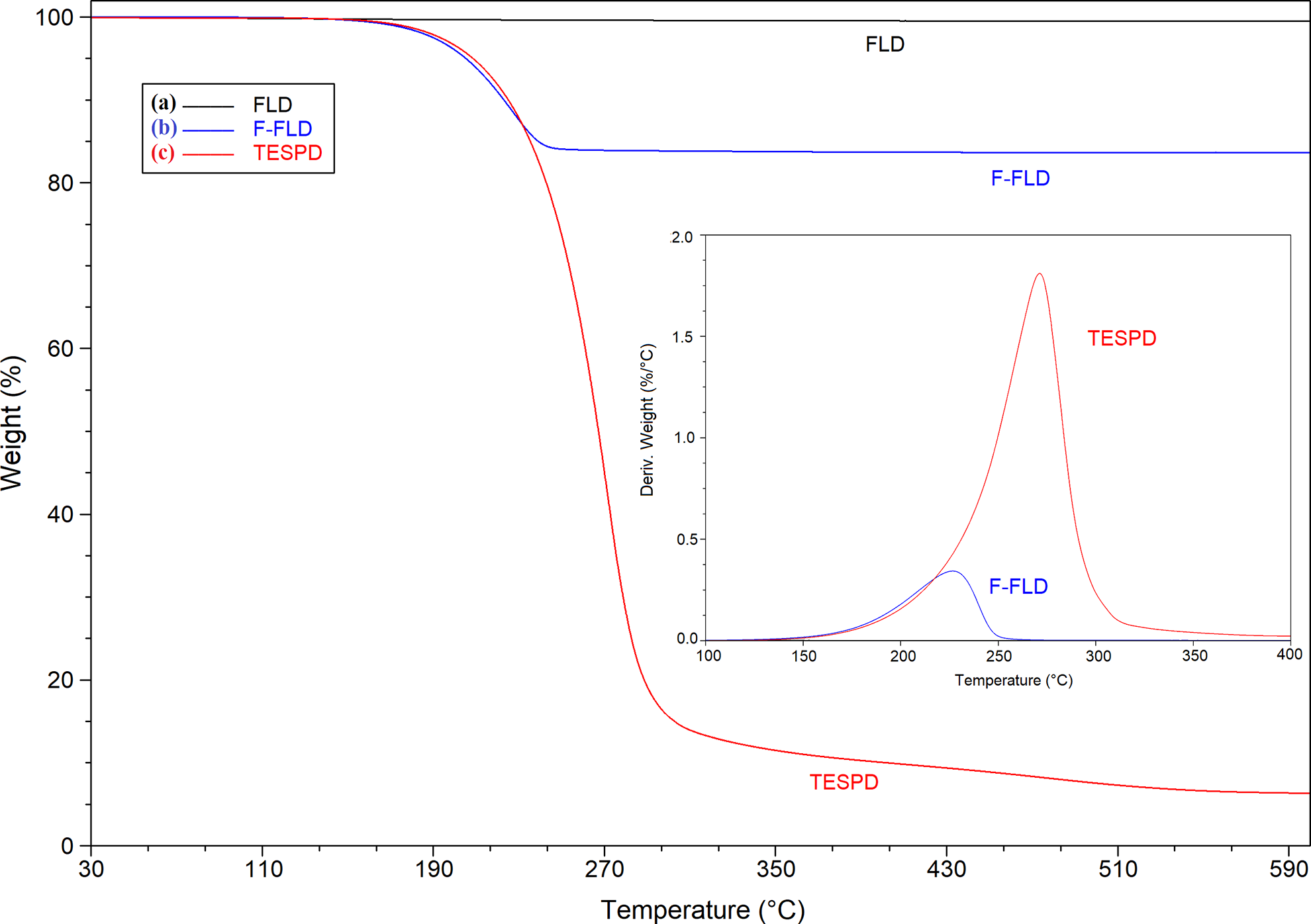
TGA and DTG graphs of (a) Feldspar (FLD), (b) Functionalized Feldspar (F-FLD), and (c) TESPD.
Compound viscosity and cure properties of SBR composites
The properties of filled and uncured compounds generally correspond to the filler-filler interactions, level of filler dispersion and the occurrence of a filler-filler network. Figure 7 shows the mooney viscosities of the carbon black and feldspar loaded SBR/CB compounds. The SBR/ CB/FLD hybrid composites were found to have increased mooney viscosities as compared to 50CB composite. This result can be explained by most probably due to inhibition of formation of large CB filler network by FLD fillers, 8 providing a better CB distribution in the polymer matrix and thus a stronger CB-SBR interaction. In hybrid filler loaded systems, the increase in viscosity values indicates that the hardness and density of the rubber paste in those compositions are high. The similar approaches have been done for different fillers used as co-fillers in the literature, which reduces the formation of a large filler network of the CB. 8
On the other hand, the mooney viscosities of 10 phr pure FLD and F-FLD containing composites were found to be lower than the CB filled composites due to inorganic structure of FLD fillers presenting incompatibility with SBR polymer molecules.
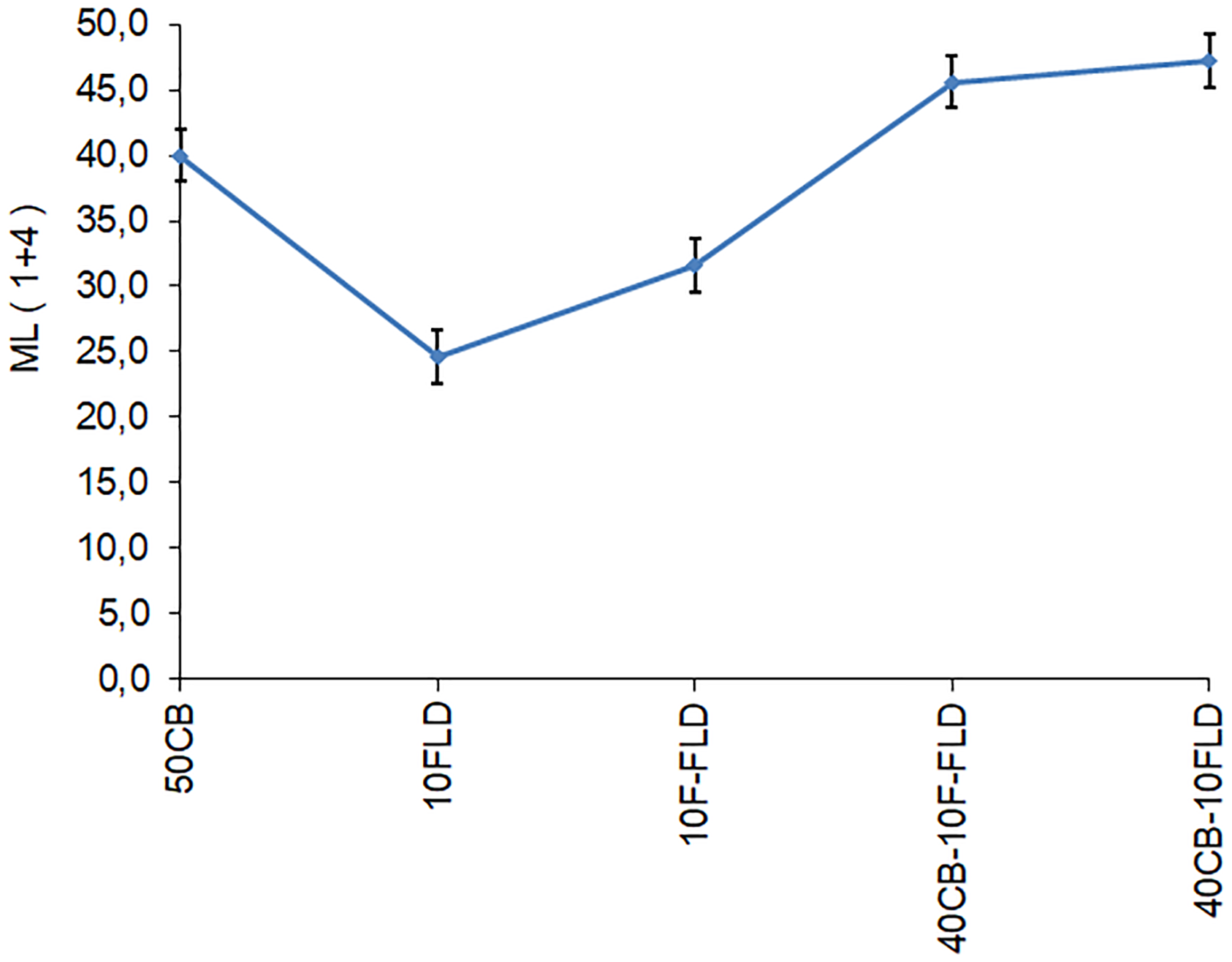
Mooney viscosity ML (1 + 4) (at 130°C) values of the SBR composites.
The vulcanization temperatures of SBR-based composite compounds were determined by curing the rubber compounds at 160°C, which is the appropriate vulcanization temperature for commercial mass production, using the MDR (“Moving Die Rheometer”) device. The vulcanization curves showing the change of torque value over time are given for the 50CB, 40CB-10F-FLD and 40CB-10FLD as representative composites in Figure 8. The curing characteristics are tabulated in Table 3.
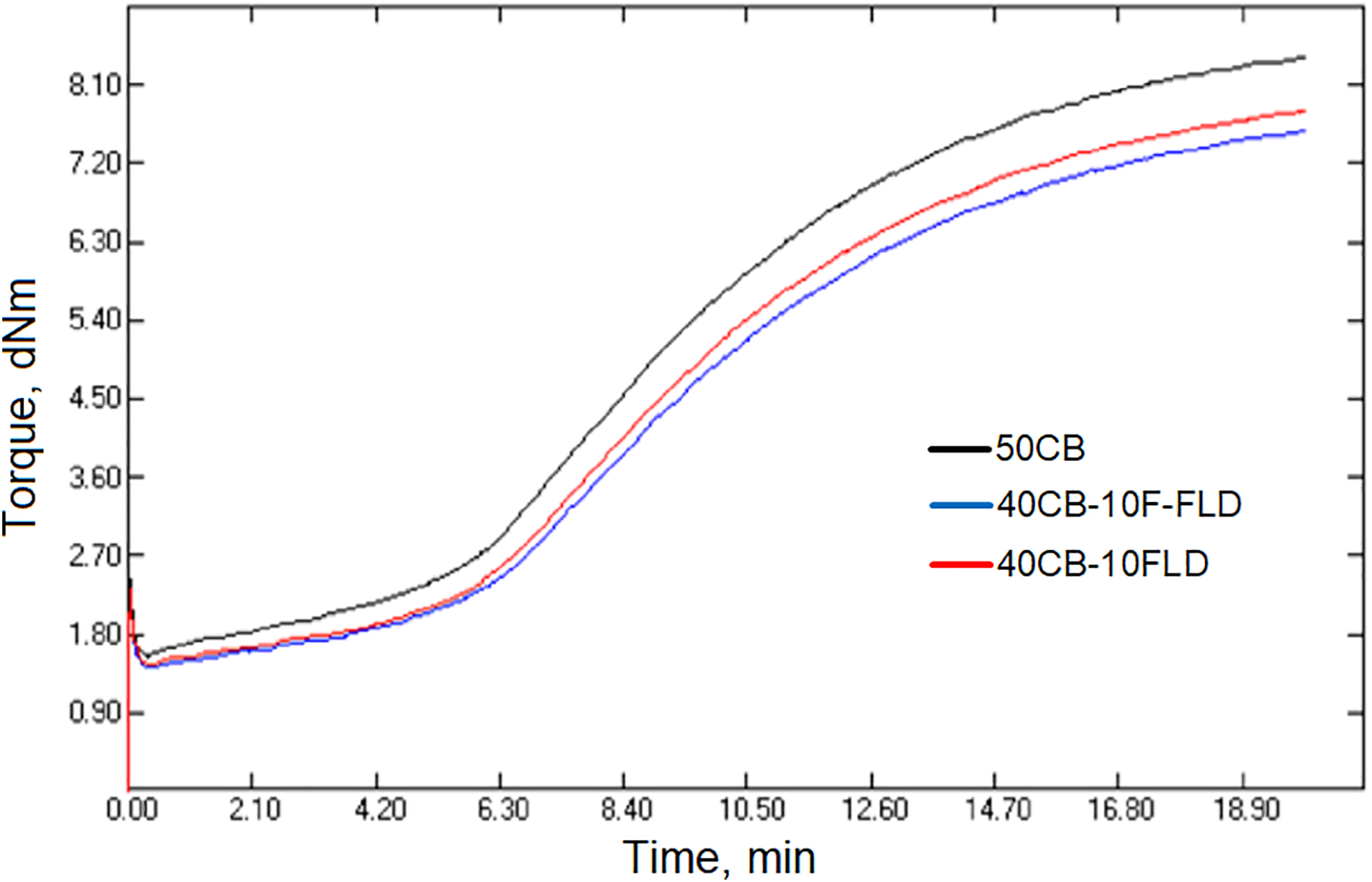
Tork values of the SBR composites.
Cure characteristics of rubber compounds.
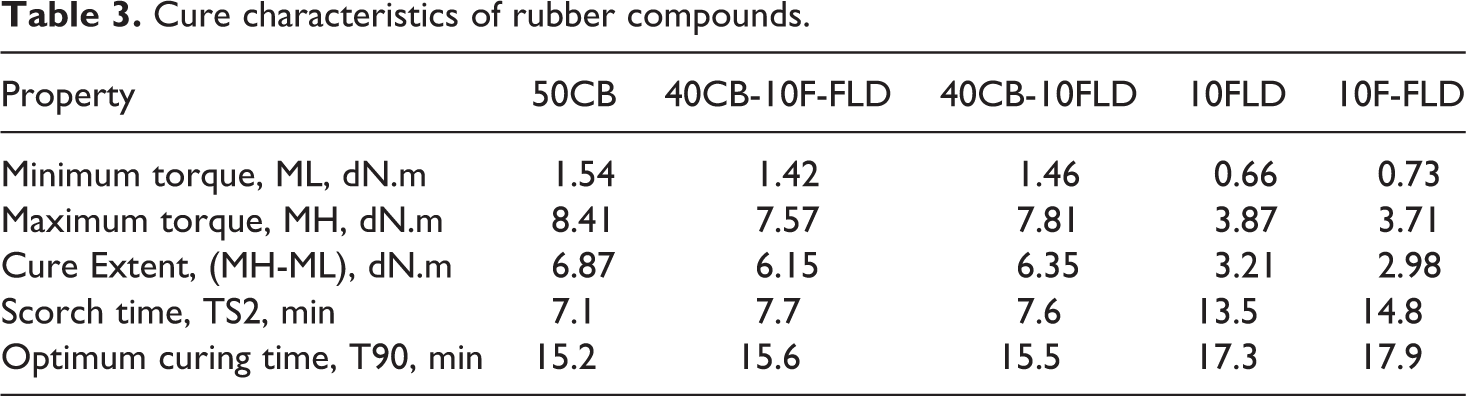
When the minimum torque (ML) values of the 50CB composite and hybrid filler loaded composites (40CB-10F-FLD and 40CB-10FLD) are compared, those of the composites including FLD and F-FLD were found to be lower, leading to an advantage for the processability. This may be due to the distribution of smaller sized CB aggregates in the matrix with help of both FLD fillers.
In the hybrid filler loaded composites, despite the use of FLD in addition to CB filler, the scorch time (TS2) was found to be slightly higher than that of the 50CB composite which may be ascribed to the diffusion dominant curing process in filled polymeric systems with high viscosities. 29 The optimum curing time (T90) values of the rubber composites are given in the Table 3. The optimum curing times of the carbon black/SBR rubber mixtures containing feldspar were found to be higher as compared to that of the 50CB composite. The scorch time (TS2) and optimum curing time (T90) tend to increase with use of 10 phr FLD and F-FLD fillers in 40CB-10FLD and 40CB-10F-FLD composites, respectively. This is most probably due to increase in the amount of mobile rubber molecules with decreased crosslinked density in presence of FLD fillers. Compared to the 50CB composite, the lower value of the torque in hybrid filler loaded composites can be attributed to the fact that the silica-based FLD filler can be effective in reducing the crosslink density with help of its silanol functional groups. 8
The maximum torque (MH) is the torque value at which the rubber material’s curing reaction takes place 100% and again corresponds to the viscosity at this point. It is known that the MH value increases with the addition of fillers to the rubber material and the increase in the total number of bonds. 30 In the hybrid filler loaded rubber composites, the maximum torque showed values close to 50CB composite. The slight decrease in MH values for the hybrid composites can be ascribed to the fact that the SBR/CB/FLD composites have relatively less amount of CB filler. The CB has been reported to cause a harder rubber mixture, and more interaction with rubber molecules than silica fillers due to its matrix-compatible chemical structure leading to an increased viscosity. 31
The addition of FLD filler occupies volume in the rubber matrix, affecting the ability of polymer chains to crosslink and decreases the crosslinking density in SBR matrix, providing a lower extent of curing (MH-ML) reaction. The F-FLD containing compound has more severe cure extent value due to big-sized functionalized filler. 32 Adding FLD filler into SBR compound without CB decreases the crosslink density in elastomer matrix. The minimum torque (ML) and extent of reaction (MH-ML) values of the FLD/SBR rubber composites (10FLD and 10F-FLD) were found to be lower than those of the CB/SBR composites (Table 3). Although the low ML value provides easier processing, the prolonged curing times (t90) and scorch time (TS2) values were obtained due to the very low vulcanization rate. This means that if the scorch time (TS2) is high, the compound may not be complete curing process and the product cannot maintain its shape after curing, leading to a decrease in its physical properties.
Morphological characterization of SBR composites
The low- and high-magnification SEM images of the cryo-fractured surfaces of SBR composites are indicated in Figures 9 and 10, respectively. In current study, the use of CB with FLD as a hybrid filler system was thought to result in a better distribution of filler in the SBR matrix as much smaller aggregates as compared to the 50CB composite. This was ascribed to different surface properties and surface energies of the fillers. 33 It is clear from the figure that the 40CB-10FLD showed a rougher fracture surface and crack propagation with a high number of homogeneously dispersed smaller cracks (Figure 9(b)) in comparison with 50CB (Figure 9(a)) and 40CB-10F-FLD (Figure 9(c)) composites. Such a fracture morphology can be attributed to a more homogeneous distribution of the fillers with smaller size in the matrix 34 as well as enhanced polymer matrix-filler adhesion leading to high modulus and strength. 35,36 This result can also be explained by the introduction of silane coupling agent to the 40CB-10FLD rubber composite compound. It may interact with the surface functional groups of both CB and FLD fillers, reducing the filler-filler interactions separating them from each other. Moreover, this additional silane agent can react with the hydroxyl group of FLD filler while its sulfur groups can participate in the crosslinking reaction of the rubber chains during the vulcanization reaction, thus improving the chemical interactions between rubber matrix and FLD.
The 40CB-10F-FLD composite having silanized feldspar (F-FLD) was also found to have a tortuous fracture surface due to abovementioned interactions of the silane agent (Figure 9(c)). It seems to have heterogeneous crack distribution with larger cracks and some areas without any crack propagation as compared to 40CB-10FLD. The reason for this can be explained by the large F-FLD aggregates (Figure 3(c)) resulting in insufficient distribution of filler particles in the SBR matrix. 37,38
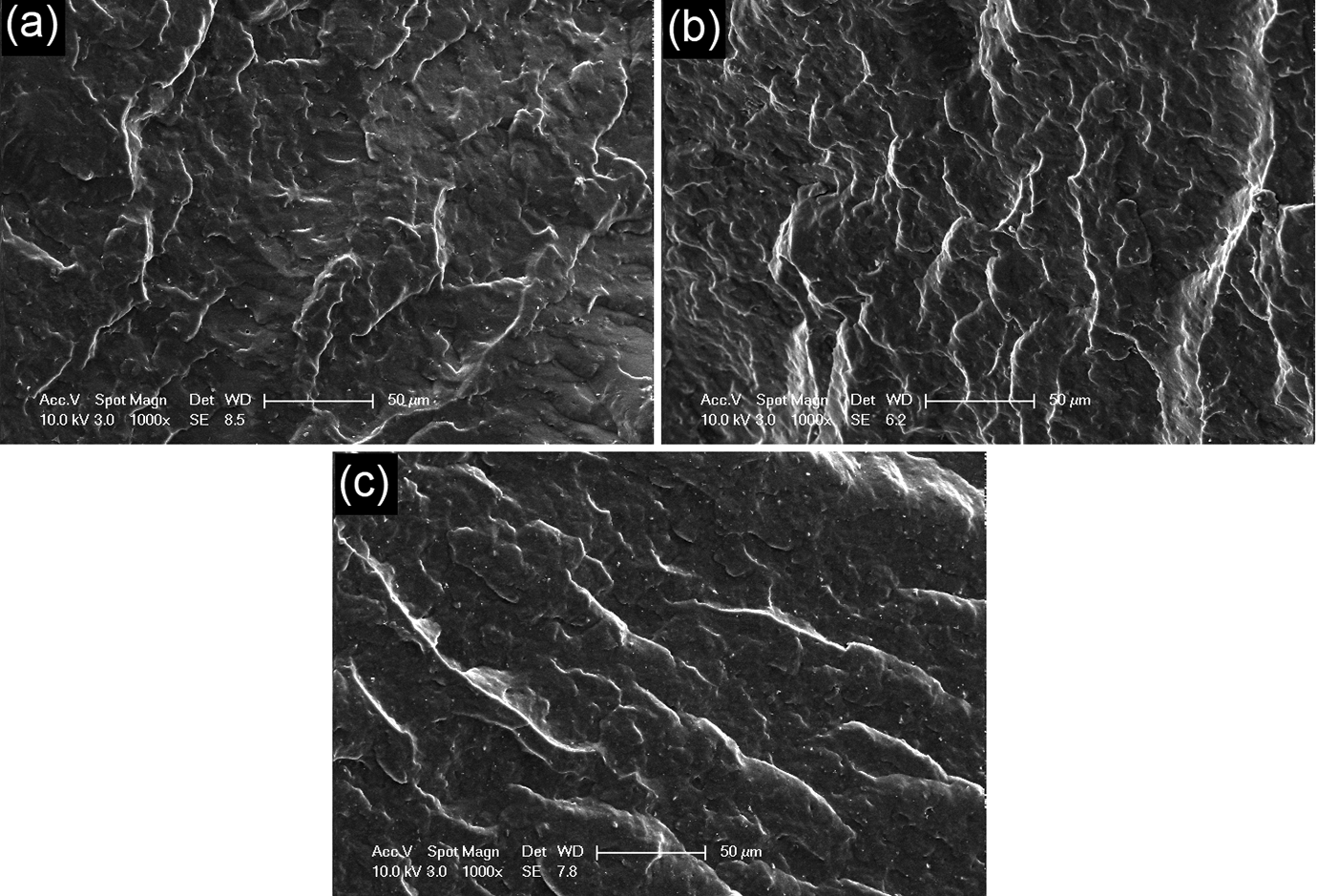
The low-magnification (Mag: ×1000) SEM images of the cryo-fractured surfaces of SBR composites (a) 50CB, (b) 40CB-10FLD, (c) 40CB-10F-FLD.
The use of F-FLD in composite preparation unlike the addition of the silane agent to the system directly, may cause less contribution of sulphur atoms found inside its aggregates (Figure 3(c)) in the vulcanization reaction inhibiting pulling apart of the filler in the matrix.
The high-magnification SEM images of the composites are given in Figure 10 (Mag: ×10 000) and Figure 11 (Mag: ×50 000) in which FLD fillers were marked with a circle. It is apparent in the high-magnification SEM images (Figure 11) that the 40CB-10FLD seems to have relatively higher number of small-sized CB filler networks with a more homogeneous distribution in the matrix (Figure 11(b)) as compared to 50CB and 40CB-10F-FLD. This can be due to the silane coupling agent added to the system from outside for that composite, which causes breakage of the CB aggregates forming much smaller filler networks with enhanced distribution in the matrix. The similar results have been reported for the CB/spherical silica hybrid filler loaded SBR rubber composites. 39
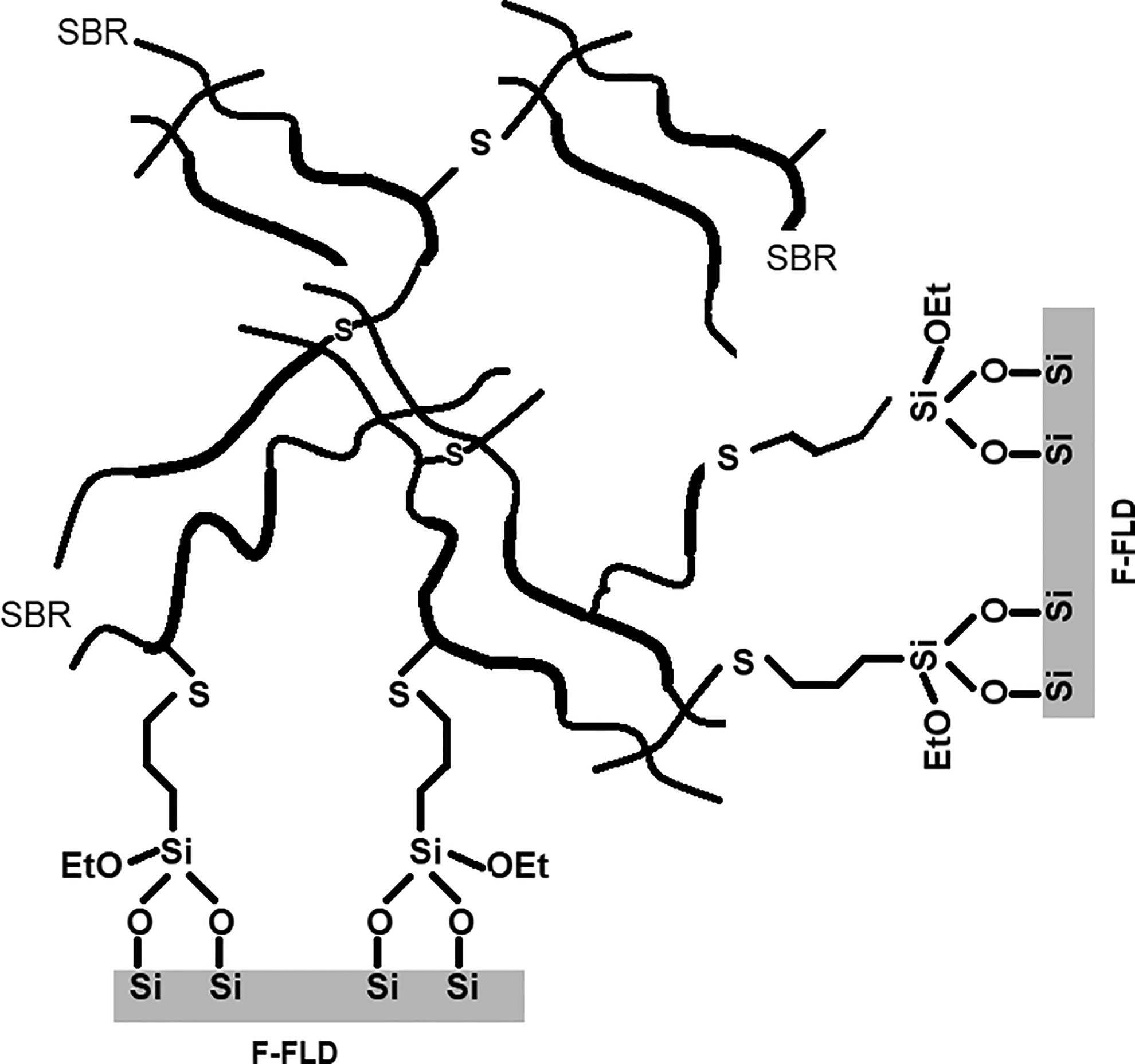
The low- and high-magnification SEM images of cryo-fractured surfaces of 10FLD and 10F-FLD composites are given in Figure 12. It is seen from the low-magnification SEM images (Figure 12(a) and Figure 12(c)) that the feldspar surface has less sharp appearance and is better embedded in the rubber matrix for the F-FLD containing composite having a less surface’s roughness. It is also clear from high-magnification SEM images (Figure 12(b) and Figure 12(d)), the 10F-FLD composite seems to have a better interphase between matrix and FLD surface showing an interfacial fracture with SBR residue on the surface of the F-FLD surface (Figure 12(d)) (“marked with an arrow”). This result can be ascribed to the sulfur containing silane coupling agent present on the surface of F-FLD leading to better interaction with SBR matrix through its participation in the crosslinking reaction (Figure 13).
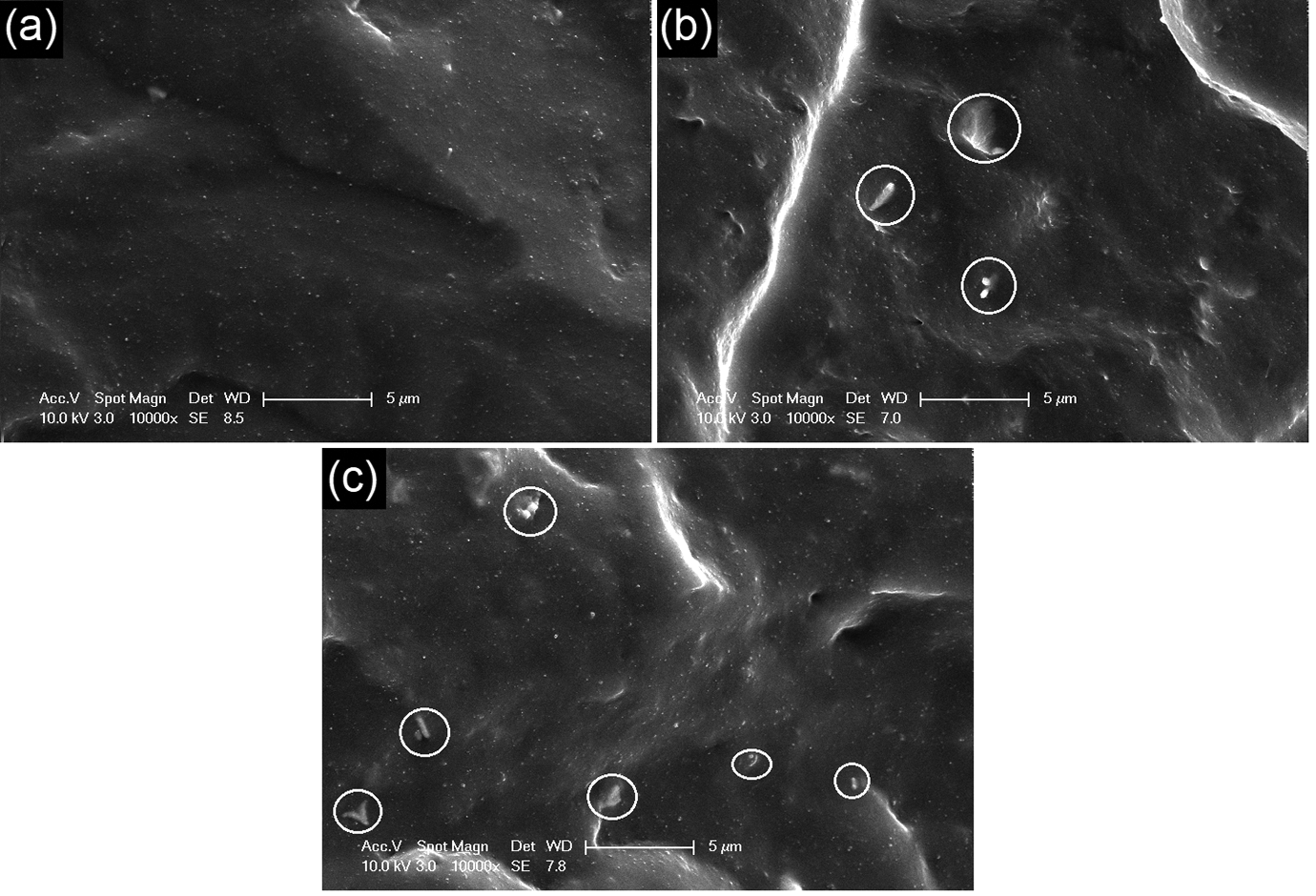
The high-magnification (Mag: ×10 000) SEM images of the cryo-fractured surfaces of SBR composites (a) 50CB, (b) 40CB-10FLD, (c) 40CB-10F-FLD.
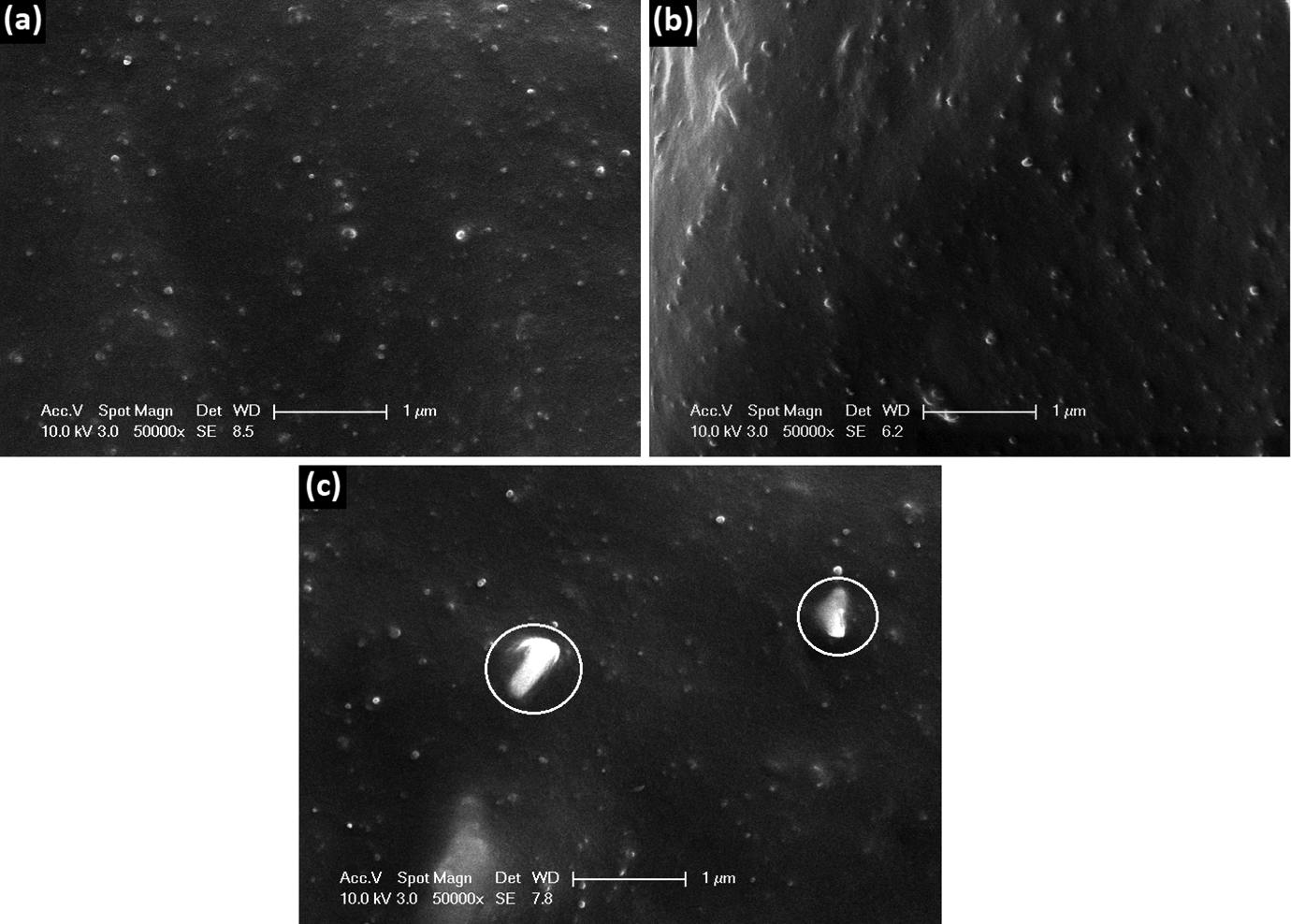
The high-magnification (Mag: ×50 000) SEM images of the cryo-fractured surfaces of SBR composites (a) 50CB, (b) 40CB-10FLD, (c) 40CB-10F-FLD.
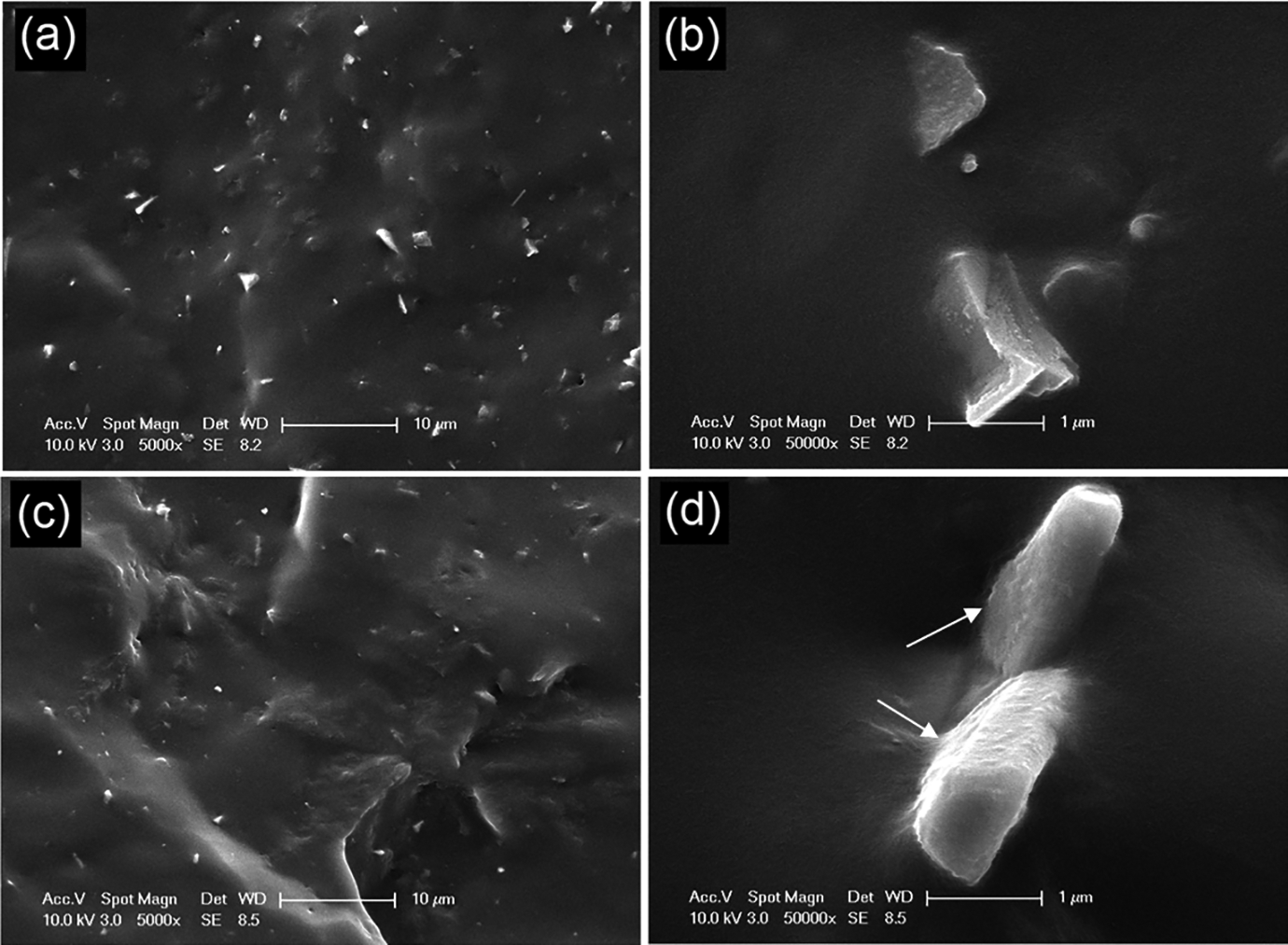
The low (Mag: ×5 000) and high-magnification (Mag: ×50 000) SEM images of the cryo-fractured surfaces of SBR composites; 10FLD (a, b) and 10F-FLD (c, d).
Schematic drawing showing structure of SBR/CB/F-FLD network (F-FLD bonded to SBR network through its TESPD groups).
Tensile mechanical, hardness and wear properties of SBR composites
Tensile properties of the composites were investigated, and the resultant stress-strain curves are given in Figure 14. Moreover, the tensile test data including tensile strength, elongation at break and moduli at 100% and 300% elongation are presented in Table 4. The hybrid filler reinforced composites showed a slight decrease in tensile strength as compared to 50CB composite (Table 4). This result can be explained by the smaller amount of CB filler in the hybrid composites with use of the FLD filler, leading to decreased SBR-CB interactions. 39
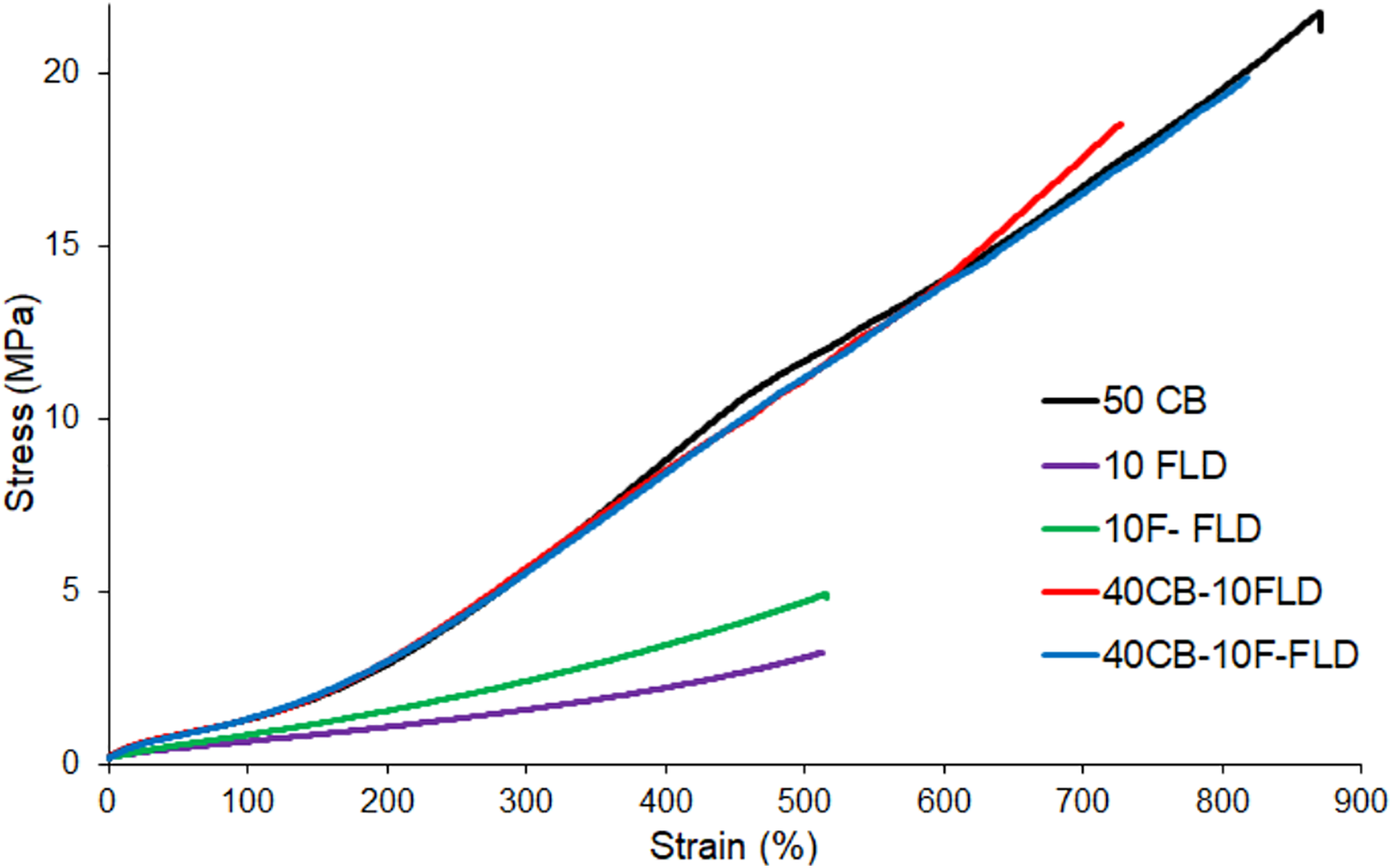
Stress-strain curves of SBR compounds.
Mechanical properties of cured compounds.
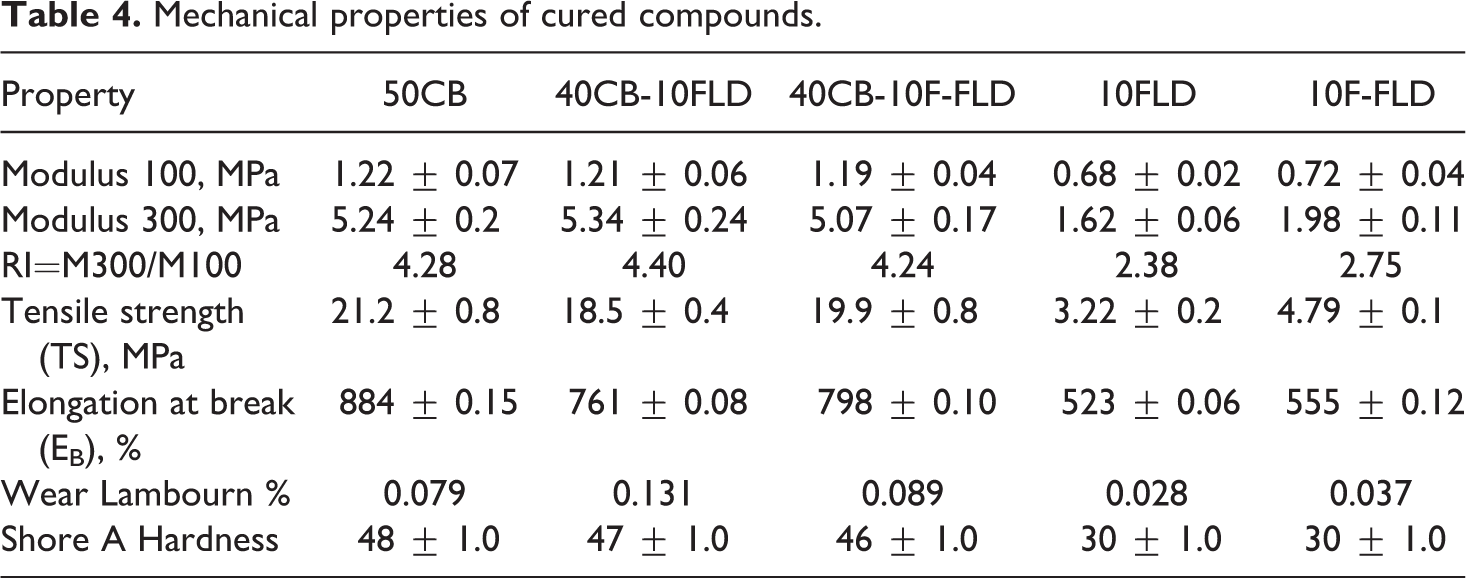
As it can be seen from the Figure 14 and Table 4, the use of FLD and F-FLD fillers caused a reduction in elongation at break value of 50CB composite and it was found to be higher for 40CB-10F-FLD as compared to that of 40CB-10FLD. The tensile strength of the 40CB-10F-FLD composite containing silane coated FLD was found to be higher than that of the 40CB-10FLD composite prepared by addition of the silane agent directly to the system. From this result, it can be said that the use of F-FLD causes stronger polymer-filler interaction. Moreover, due to appearance of larger F-FLD aggregates in the SEM image of the 40CB-10F-FLD composite (Figure 11(c)), more polymer molecules may have entered into the filler network and crosslinked there with help of more silane agents on the F-FLD surface (Figure 13).
On the other hand, the 40CB-10FLD composite exhibited a slight increase in the moduli than the 40CB-10F-FLD and 50CB composites (Table 4). The higher moduli obtained by 40CB-10FLD can be ascribed to relatively more homogeneous distribution of the CB filler in the matrix with small-sized aggregates (Figure 11(b)) leading to restricted mobility of SBR molecules. This result is also consistent with its relatively lower elongation at break value as well as the highest reinforcing index modulus (Table 4). For the 40CB-10FLD composite, the silane agent may interact with both FLD surface and polar groups of the CB filler when it was directly added to the system during the mixing of the components. This may cause presence of SBR molecules on surface and inside CB and FLD filler networks resulting from the interactions FLD-SBR and CB-SBR through silane bridges.
The hardness values of the hybrid composites were found to be slightly lower than that of 50CB composite (Table 4). This can be explained by the reduced amount of CB filler in the hybrid composites resulting in inadequate adhesion between SBR polymer and CB filler. The similar results were observed in the literature that for the carbon black loaded rubber compounds, the hardness has been found to be higher than the non-carbon black containing ones since carbon black gives better interaction with rubber. 40 Moreover, the hardness values of the composites were found to be in consistent with their MH values given in Table 3.
The surface activity of the CB filler and the released hydrogen content have a significant effect on the wear resistance when added to the rubber mixtures. 41,42 The wear percentages of the hybrid filler loaded composites using a small amount of FLD by decreasing the CB filler were found to be higher than the composite containing only CB (Table 4). This may be due to decreased SBR-CB interaction with use of less CB as compared to 50CB composite and weak SBR-FLD interaction. It has already reported that addition of silica type filler to a tread compound leads to a loss in tread wear and the tread wear loss can be compensated by the surface treatment of the filler with silane coupling agents. In the use of F-FLD which tends to do coupling bonds than network bonds, better wear performance was observed. 42
For the 10FLD and 10F-FLD composites, the moduli and tensile strength and elongation at break values were found to be lower whhile their wear performances are better, as compared to those of the CB containing composites. Since the strength values of the SBR composites containing only feldspar is very low (3.22 and 4.79 MPa) (Table 4), their tensile properties were not acceptable for tire tread compounds.
Dynamic mechanical properties of SBR composites
Carbon black (CB) has been used as the main reinforcing filler that increase the usefulness of rubbers. However, the effect of replacing CB with silica in rubber compounds has been studied in recent years to get better green tire properties which are indicated in the tire magic triangle. The three most important parameters are lower rolling resistance and better wear and wet grip performance. 43,44 Generally, low tan δ (damping/loss factor) value in the 50–80°C temperature range means low rolling resistance and better fuel saving. The damping parameter at high temperatures gives information about the suitability of the rubber composite for use as a tread in the tire and the rolling resistance of the tire. 45 Moreover, the high tan δ value at lower temperatures shows that the material has better wet grip properties. 45 In tire application, tan δ values at 60°C, 45, 46 0°C 45 and −10°C 45 have been indicated to be a predictor of rolling resistance, wet grip and ice traction of the tread compound, respectively. The lowest tan δ at 60°C and the highest tan δ at 0°C indicate that lower rolling resistance and better wet grip. When the tan δ value at −10°C increases, the ice traction performance will be enhanced. The E’ (storage modulus) values at −20°C and 30°C are generally used to predict winter traction and dry handling of the tread compound. 47 It can be noted that using reinforcing white fillers such as silica, bentonite, clay, titanium oxide, talc, etc. reduces the value of tan δ at 60°C in relation to carbon black in the compounds, as already stated in Michelin’s patent, indicating a reduction of hysteresis, resulting in low rolling resistance. 47
Figures 15 and 16 show tan δ vs. temperature and storage modulus vs. temperature curves of the composites. The related data is also presented in Table 5. A peak in the loss tangent appears at lower temperatures which is around −30°C, corresponds to glass transition temperature of butadiene phase of the SBR rubber. 12
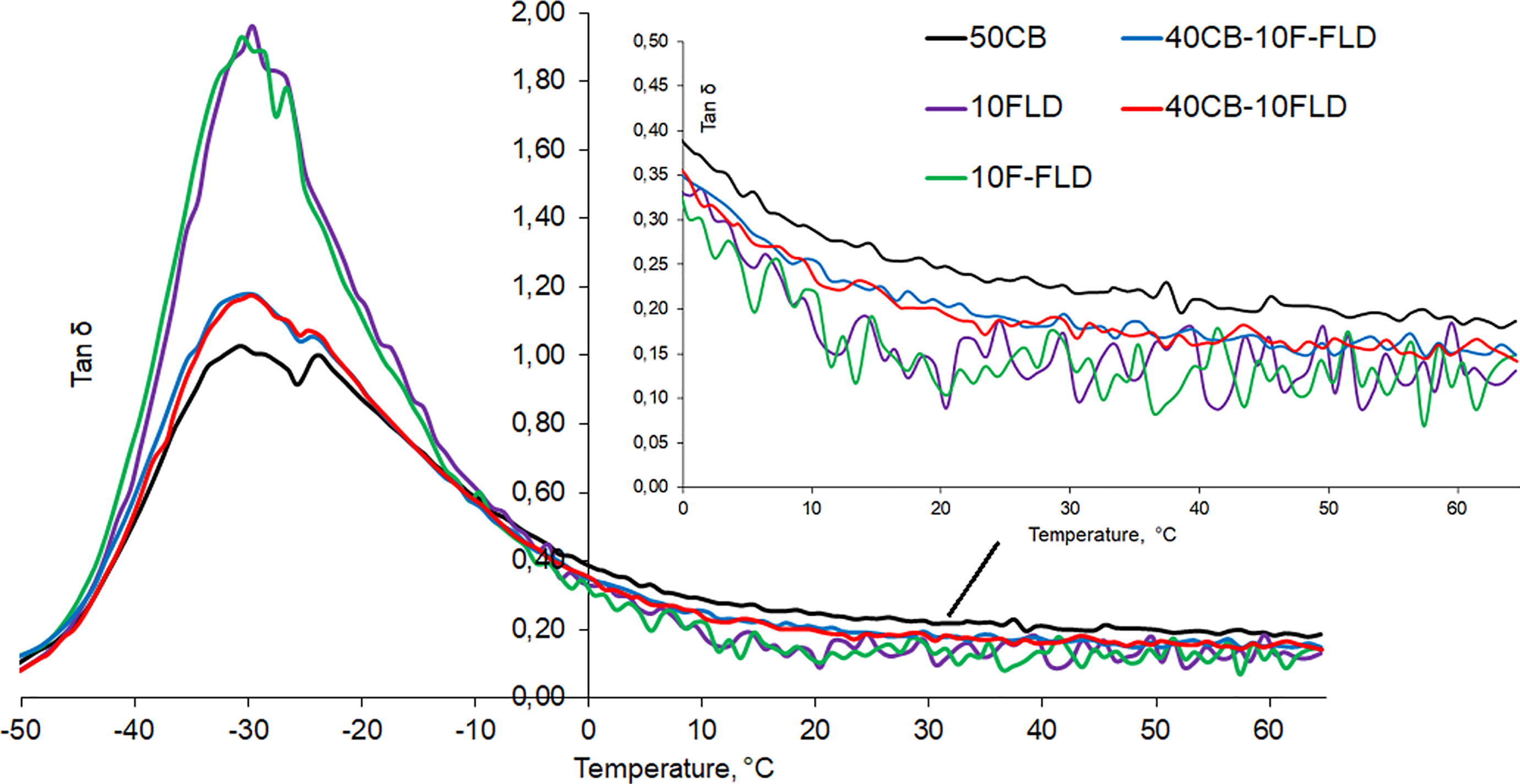
Loss factor tanδ values of the compounds.
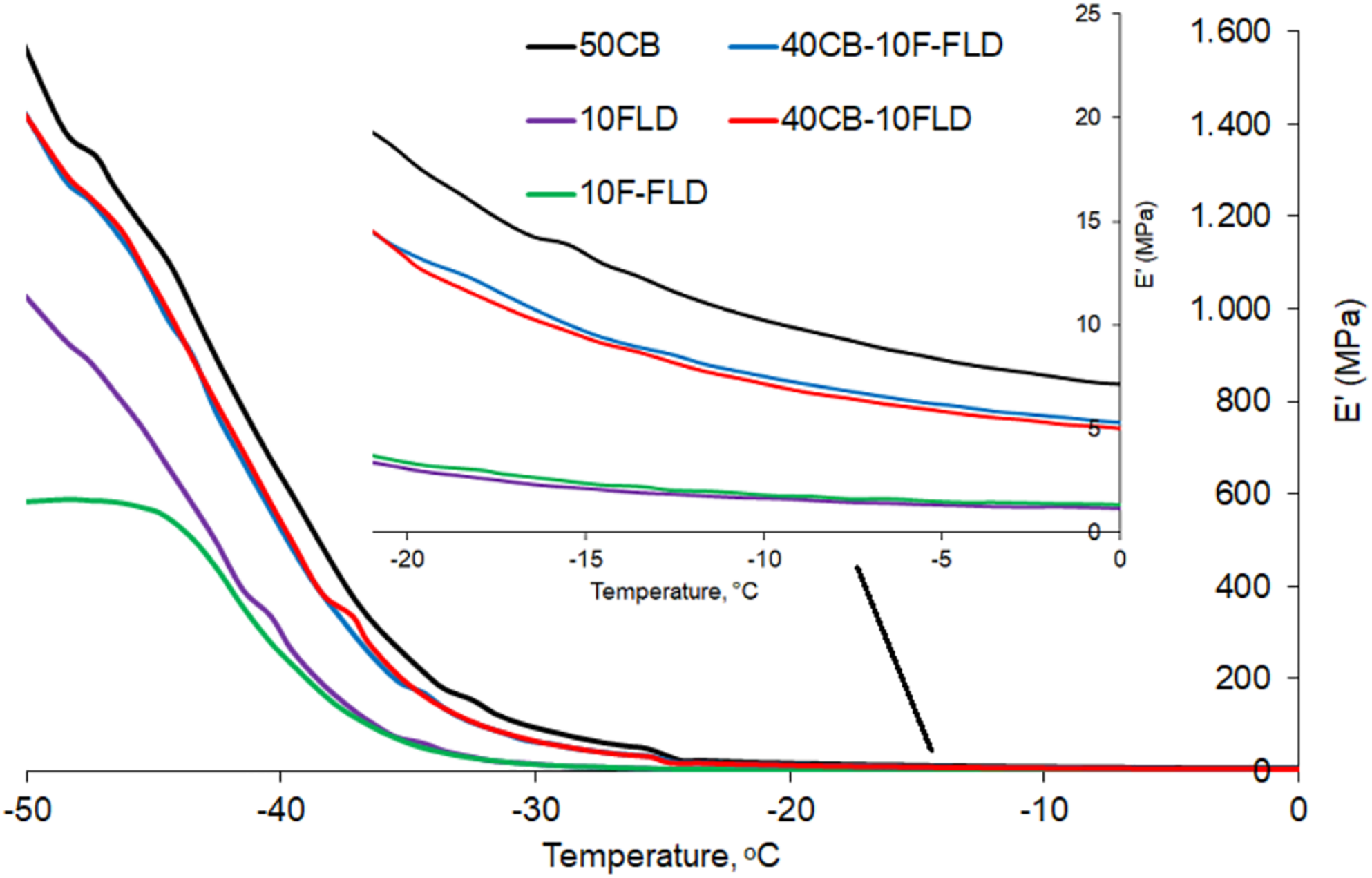
Storage modulus (E’) as a function temperature of the compounds.
Tire tread rubber performance characteristics.
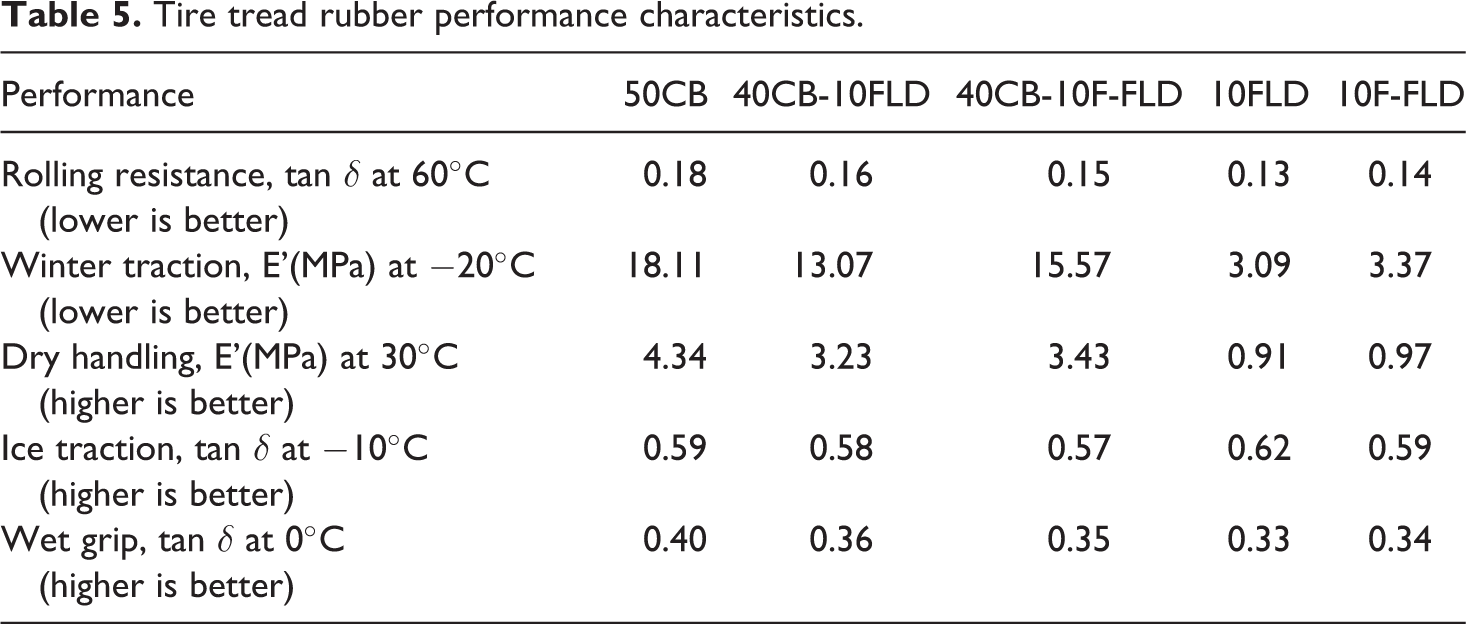
It can be seen from Table 5 that the 50CB binary elastomer composite using only CB has the highest damping parameter value at 60°C. This result can be attributed to the release of large number of polymer molecules poorly interacted with the CB filler and trapped inside relatively larger CB filler networks (Figure 11(a)) via help of their breakage at high strain, resulting in energy dissipation/hysteresis. 44 It is obvious that the 50CB composite, which has the highest damping value at high temperature, cannot be a good choice in fuel saving with its high rolling resistance among the prepared elastomer composites.
On the other hand, the rolling resistance of the SBR composite (50CB) tends to increase with addition of feldspar to the tread compound (Table 5) with lower damping factor values. This can be explained by a lower CB filler interaction with itself due to presence of FLD filler leading to relatively weaker CB filler network causing a decreased energy dissipation/tan delta. 44 A 11% lower damping parameter value was obtained for the 40CB-10FLD hybrid composite as compared to the 50CB composite. It may be ascribed to formation of smaller filler aggregates / agglomers (Figure 11(b)) by replacing 10 phr CB filler with 10 phr FLD. These relatively smaller filler networks may undergo higher strain breakage at high temperature leading to releasing of a relatively low number of polymer molecules and thus lower energy absorption and damping capability. 47 The 40CB-10F-FLD composite using silane modified FLD (F-FLD) was found to have a slightly lower damping parameter compared to the 40CB-10FLD composite, which is more advantageous for fuel saving. Although the size of the CB filler network in this composite is close to that of 50CB composite (Figure 11(c)), its low damping parameter can be based on stronger interactions between the F-FLD and the polymer molecules through the silane agent-assisted additional crosslinks. Due to polymer molecules interacting with F-FLD filler much strongly, even if the strong F-FLD filler-network structure breaks at high strain, much less elastomer molecules will be exposed for energy dissipation or damping. Considering CB filler aggregates, although they are broken at high strain, fewer polymer molecules trapped in the CB filler network will be released due to most of them were expected to attach to the F-FLD filler by covalent bonding, which also means lower tan δ. Moreover, the stiffness of the silica-based F-FLD filler network structure is most probably higher than CB filler network due to the hydrogen bonds between silanol (Si-OH) groups of the FLD fillers and a higher strain may be required to break the silica aggregates. 39 In other words, some of the F-FLD network structures may have been unbroken in the strain applied. It has been reported in the literature that while the rolling resistance coefficient (RRC) of vehicle tires decreased by 10%, fuel consumption decreased by 2–3%. 48 In current study, about 17% reduction in the RRC value for the 40CB-10FLD and 40CB-10F-FLD makes the SBR/CB/FLD systems highly remarkable and advantageous in fuel saving.
In addition to the rolling resistance of the tread’s dynamic properties, the wet grip is also related to the viscoelasticity of the elastomer composites as mentioned above. Generally, the high tan δ at 0°C corresponds to a better wet grip performance. The damping parameter values of the elastomer composites at 0°C are also given in Table 5. As seen from the Figure 15, the 50CB composite was found to have the highest damping value at 0°C. This can be attributed to the high damping in the 50CB composite, which is likely to be caused by frictions occurring between SBR molecules where the butadiene phase is in the rubbery phase and between CB filler-polymer molecules as well as those of CB fillers with themselves. 49
On the other hand, a lower damping at 0°C was achieved by replacing 10 phr CB filler with 10 phr FLD fillers in the hybrid composites. This can be due to relatively smaller sized CB filler aggregates in these systems as well as the polymer molecules with reduced molecular motions with help of the silane agent used, leading to less frictions and reduced conversion of energy into heat. Moreover, a slightly higher damping was achieved with using 10FLD compared to using 10F-FLD in hybrid composites. This may be ascribed to possible smaller unsilanized FLD fillers entering between the CB fillers and forming smaller CB aggregates and thus presence of more free SBR molecules resulting in higher energy dissipation/hysteresis. The reason for lower damping with the use of 10F-FLD filler in hybrid composite production can be attributed to the formation of relatively larger FLD aggregates (Figure 11(c)) with the silane bridges between the F-FLD filler particles in the structure. It was thought that F-FLD fillers cannot intercalate between CB fillers due to their interactions with themselves via the silane bridges and have inability to separate them, resulting in larger CB filler aggregates. The SBR molecular mobility is likely to be restricted by diffusing more SBR molecules among the F-FLD aggregates with the presence of silane coating material in that region, contributing to the crosslinking reaction. In addition, this means that fewer free SBR molecules may interact with CB aggregates and both cases result in lower tan δ values.
Moreover, the hybrid filler loaded composites showed better performance for winter traction with their lower E’ values at −20°C as compared to 50CB composite. On the other hand, ice traction ability of the hybrid composites was found to be very close that of the 50CB composite whereas dry handling performance cannot be improved via the hybrid composites (Table 5).
The best values of all the tan δ values at −10, 0, and 60°C and E’ (at −20 and 30°C) have been reported to be very hard to get in a tire compound. For that reason, an optimization of tan δ and E’ recommends tire tread compounds with the best properties. 32,47 Finally, it can be safely stated that the composites 40CB-10FLD and 40CB-10F-FLD seem to have lower rolling resistance and higher winter traction performance as compared to the 50CB composite. Both improvements provide lower fuel consumption as desired in tire applications.
For the composites without CB, it is thought that the pure and modified feldspar filler used does not interact with the rubber polymer molecules as CB does due to its structural differences and does not cause enough rubber-filler friction at high strains and therefore lower RRC resistance was obtained (Table 5). It is clear that the feldspar filled rubber composites (10FLD and 10F-FLD) showed lower the tan δ values at 0°C showing their lower wet grip performances, as compared to the CB containing composites. The E value of the SBR composites without CB has a lower value than those containing CB (Table 5). This can be explained by the fact that the interaction between SBR and CB is better than feldspar. There are significant differences between only FLD containing composites and CB containing composites for winter traction and dry handling performance and this shows CB is necessary for tire tread composites with considering other mechanical properties such as tensile strength as abovementioned before.
Payne effect measurements
The filler–filler interaction, which contributes to the strain-dependence of modulus, is commonly characterized by the Payne effect. 12 The G’ at low strain values is a measure of the degree of filler–filler interaction and the lower the G’ at low strain shows the lower the filler–filler interaction. The modulus decreases with increasing strain and the more pronounced the difference in G’ between low (1%) and high (100%) strain at constant frequency and temperature gives information about poor dispersion of the reinforcing filler. 44,50
The results in Figure 17 indicate that adding TESPD as silane coupling agent and feldspar decreases storage modulus G’ at low strain and consequently significantly decreases Payne effect showing increased filler-polymer interaction. The polar functional groups on CB filler particles lead to specific interactions with themselves in an apolar rubber matrix, 51 therefore higher Payne effect was observed for 50CB. Adding silane coupling agent to compound or modification of the feldspar made the surface more hydrophobic and therefore rubber-filler interphase improved between polar filler and nonpolar rubber matrix. This may have reduced the filler-filler interactions and silane agent interactions with itself, which result in a much lower Payne effect. Moreover, addition of FLD as a co-filler in the hybrid composites resulted in relatively smaller CB aggregates as mentioned above, leading to more surface area of the CB filler interacting with SBR polymer molecules which also decrease Payne effect. The relatively smaller difference in moduli at low (1%) and high (100%) strain values at constant frequency and temperature for the hybrid composites show the enhanced dispersion of the fillers in the matrix. The reinforcement index of 40CB-10FLD was higher than 50CB and 40CB-10F-FLD. This shows that inter-aggregate distances become bigger with using crude feldspar which restrained the occulated rubber at increasing deformation. Using same phr amount of feldspar instead of carbon black, decreased the formation of filler-filler interactions between carbon black particles and the effect of adding feldspar can also be seen with lower storage modulus G’ at low strain in Figure 17. 52
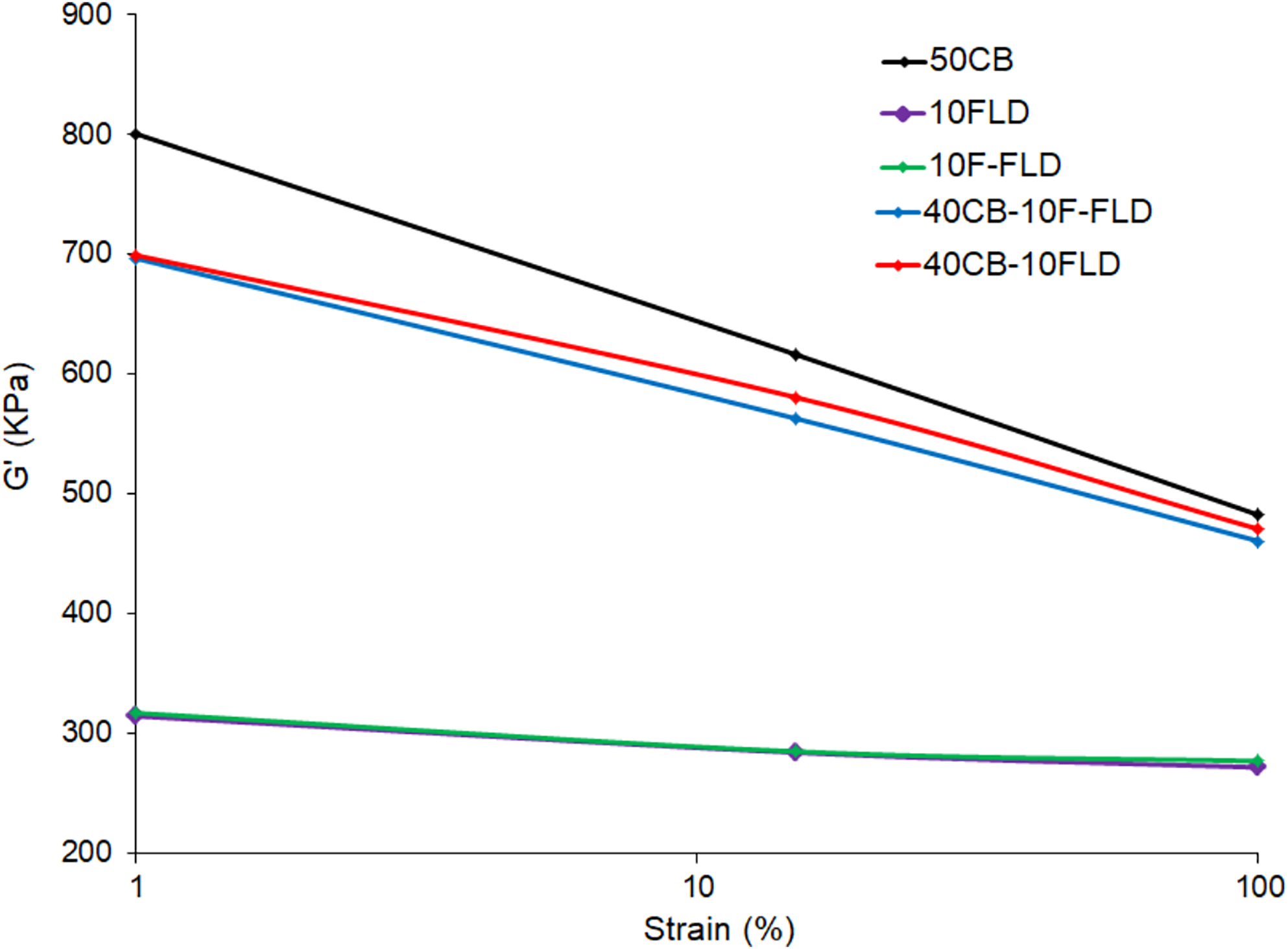
Storage moduli (G’) of the compounds.
Conclusion
The SBR/Carbon black (CB)/Feldspar (FLD) composites were produced by replacing a certain amount of the CB with FLD filler. The modification of the FLD filler with the sulfur containing silane coupling (TESPD) agent was confirmed via FTIR, TGA and SEM analyses. In terms of using neat FLD in the SBR/CB composites, the silane agent was directly introduced to the mixing medium. The substituting 10 phr CB with neat FLD and functionalized FLD (F-FLD) fillers in the production of the composites provided higher mooney viscosities than the SBR composite including only 50 phr CB (50CB), which was due to fine distribution of the CB fillers, as confirmed via SEM characterization of the composites. Moreover, the minimum torque (ML) value of the hybrid filler loaded composites was found to be lower as compared to the 50CB, indicating a good processability. The composites having FLD fillers showed rougher fracture surfaces than 50CB composite, which was attributed to the high interactions of the fillers with SBR matrix with help of the silane coupling agent breaking the CB aggregates and forming smaller filler networks. The degree of filler-polymer interactions in the composites was investigated by the Payne effect measurements. The enhanced filler-polymer interactions in hybrid filler loaded composites were confirmed by their smaller G’ values at low strain and the smaller difference in the moduli at low and high strains, as compared to 50CB.
In terms of dynamic properties, introduction of the FLD filler into the composites resulted in lower damping parameters (tan δ) at 60°C showing the lower rolling resistance, which is highly advantageous for fuel saving performance of the tire compounds. The lowest damping parameter (tan δ) obtained with the 40CB-10F-FLD was ascribed to higher interactions of the F-FLD filler with SBR polymer molecules resulting from its attached sulfur containing silane agent, leading to relatively less polymer molecules releasing at high strain values for energy loss. The use of FLD fillers together with CB also resulted in improved winter traction performances of the hybrid composites with lower storage moduli at −20°C as compared to 50CB composite. As a conclusion it can be safely stated that using FLD or F-FLD fillers in SBR/CB composites gains not only material cost advantage but also better rolling resistance and winter traction property, both serving as fuel saving improvements.
Footnotes
Acknowledgements
Support given by the Brisa Bridgestone Sabanci Tyre Manufacturing and Trading Inc., Turkey is gratefully acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.