
Abstract
The challenge of sustainable development demands renewable natural sources. Natural rubber is one of the major plantation crops in the equatorial region, where there is a tremendous scope for tapping solar energy. The carboxy-terminated liquid natural rubber (CTNR) was commercially prepared by the sunlight irradiation of a solution of maleic anhydride and masticated natural rubber. Carboxy-terminated liquid natural rubber (CTNR) can be used as a polymeric plasticizer in acrylonitrile butadiene rubber (NBR) vulcanizates. As a reinforcing filler in rubber products, bio compatible green silica is rapidly replacing carcinogenic carbon black
Keywords
Introduction
Many academic and industrial researchers are keen on developing new polymer nanomaterials for getting desired physical, mechanical and electrical properties. The effect of reinforcing fillers like carbon black, calcium carbonate, calcium silicate, China clay, mica, talc, river mine and beach sand is already reported in the scientific world.1–5 The nanofillers are expected to show greater physical and mechanical properties than the other conventional fillers used in the polymer industry because of its large surface area to volume ratio.
The nano silica–filled polymer compounds are already reported in the many articles and which show a wide range of applications in automotive, electronics and aerospace industries etc. due to their greater mechanical properties.6–8
Food-grade rubber requires eco-friendly and biocompatible silica as filler rather than hazardous carbon black.9–13 Nitrile rubber is used as a food rubber in a number of applications such as food-grade seals, water cut seals, oil seals and gaskets, where long-term contact with food is required. 14
Silica has hydrophilic silanol groups, which form strong filler–filler interaction by hydrogen bonds and show a poor dispersion of silica in rubber compounds.15,9 The filler dispersions are improved by the introduction of some expensive silane coupling agents in rubber compounds.12,16–18 The successful incorporation of commercial nano silica in chloroprene rubber vulcanizates in the presence of CTNR was reported. 8 This paper narrates the use of commercial nano silica in NBR vulcanizates containing CTNR which can act as a coupling agent as well as a polymeric plasticizer. The silanol group of silica may enter into the strong crosslinks with the nitrile group in NBR.9,19
The CTNR can be economically prepared by the sunlight irradiation of a mixture of maleic anhydride and masticated natural rubber dissolved in toluene. The effective use of CTNR as a polymeric plasticizer in NBR vulcanizates was reported. 20 To make the process more cost effective and green, the industrial nano silica was used in this study.
Materials
Acrylonitrile butadiene rubber (NBR-JSR 230) was supplied by Popular Rubber Products, Angamaly. Natural rubber (NR, ISNR-5) was supplied by RRII Kottayam. Nano silica (17 nm, commercial grade filler) was supplied by Astra Chemicals, Chennai. Compounding ingredients such as zinc oxide, stearic acid, dioctyl phthalate, mercaptobenzothiazole (MBT), tetramethylthiuramdisulphide (TMTD), transformer oil and engine oil were of commercial grade. Maleic anhydride, methanol and toluene were of reagent grade.
Methods
The carboxy-terminated liquid natural rubber (CTNR) was prepared in the laboratory and well characterized. 20 The estimated value of acid number of CTNR was 17.5. 21
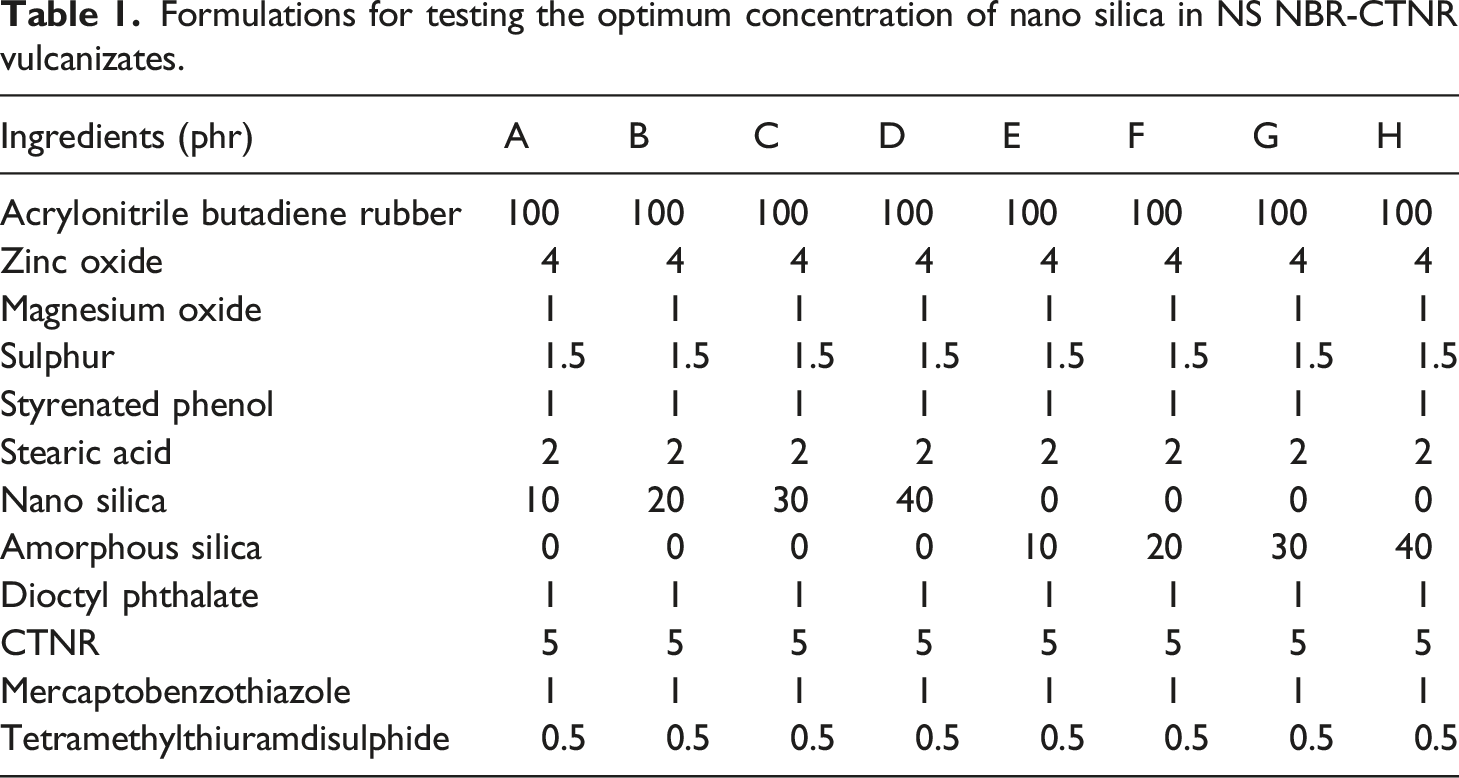
Formulations for testing the optimum concentration of nano silica in NS NBR-CTNR vulcanizates.
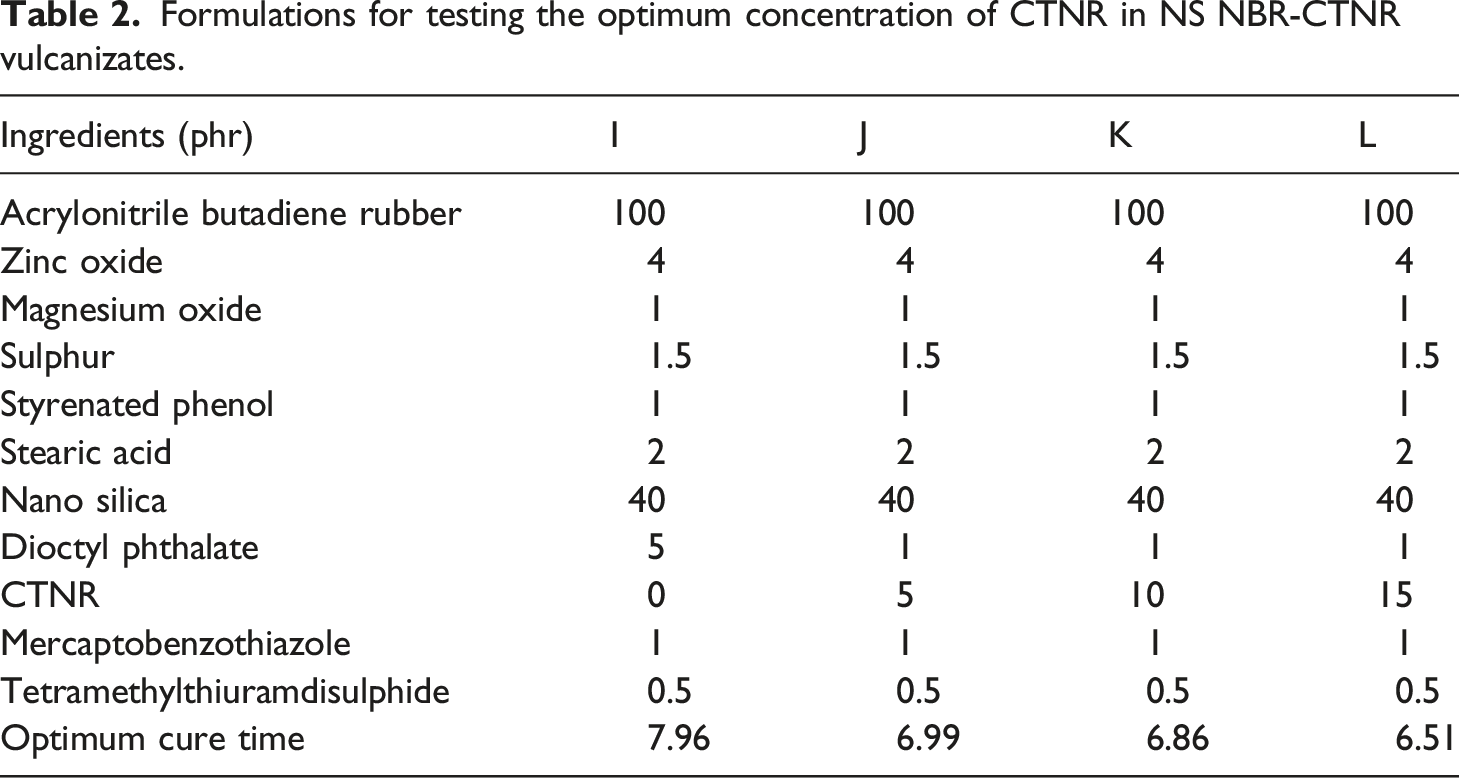
Formulations for testing the optimum concentration of CTNR in NS NBR-CTNR vulcanizates.
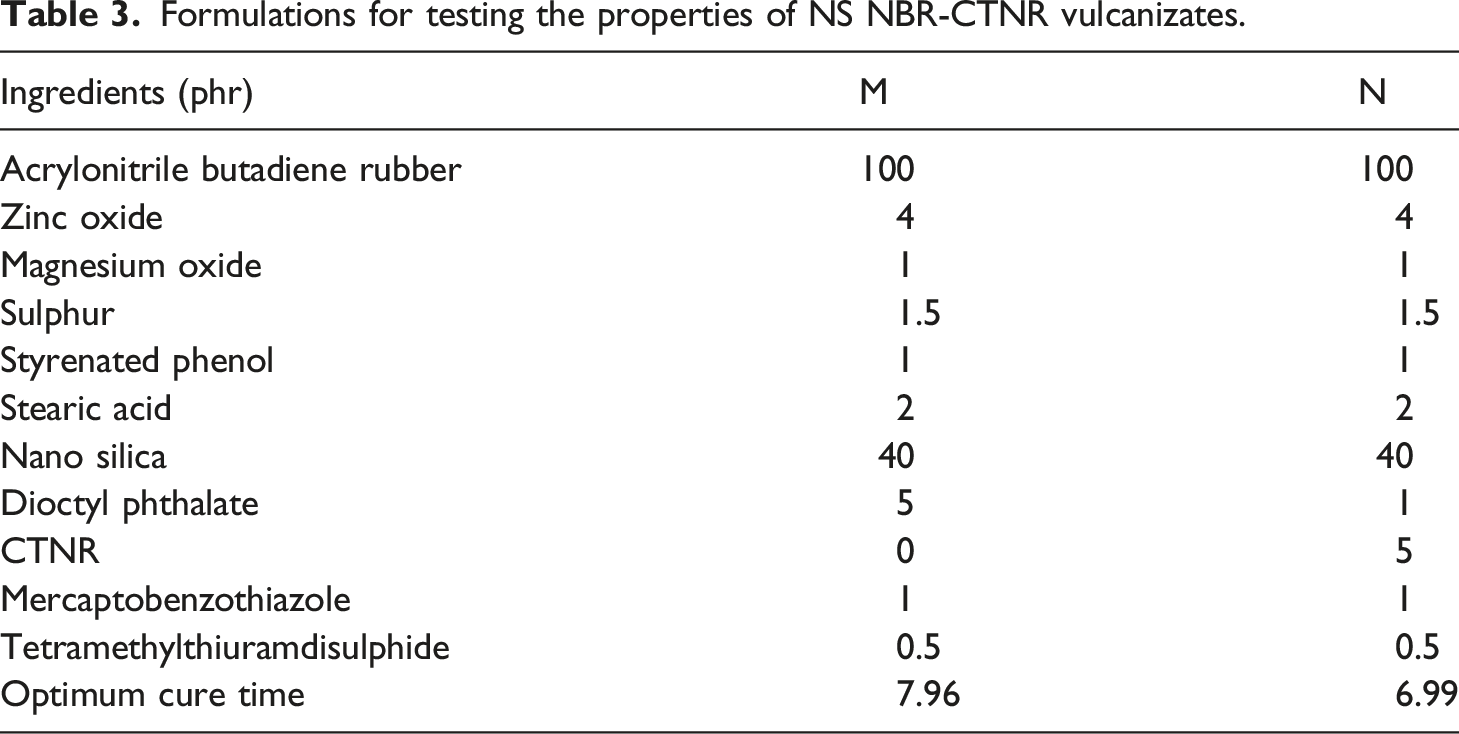
Formulations for testing the properties of NS NBR-CTNR vulcanizates.
All rubber samples were compounded in a laboratory two-roll mixing mill (size, 150x300 mm) as per ASTM D-3182. The sequence of addition of ingredients is nitrile rubber, filler, plasticizer, antioxidant, activator and accelerator, followed by vulcanizing agent at room temperature. The optimum cure time of compounds was determined on a rubber process analyser ( USA model RPA 2000). The rubber compounds were moulded on an electrically heated laboratory hydraulic press at 150 C up to their optimum cure times. Dumbbell-shaped tensile test pieces were punched out of the compression-moulded sheets along the mill grain direction. The tensile properties of samples were analysed by using a universal testing machine (UTM, UK Model No. 3365) as per ASTM D 412. Shore A hardness of the samples was determined using a digital hardness tester (Bareiss, Germany Model No. HPEII) as per ASTM D 2240. Rebound resilience was tested by using Dunlop Tripsometer, (UK model No. R2) as per ASTM D 7121. Heat build-up was examined on Goodrich Flexometer (Techpro, US Model no. A221240VAC) as per ASTM D 623. Compression set was determined by a compression set apparatus (Wallace, UK Model No. C4/2) as per ASTM D 395. Abrasion resistance index was tested by using Din Abrader (Bareiss, Germany Model No: D-89,610) as per ASTM D 5963. SEM micrographs were taken with a JSM-7900F Schottky Field Emission Scanning Electron Microscope instrument at an accelerated voltage of 3 kV.
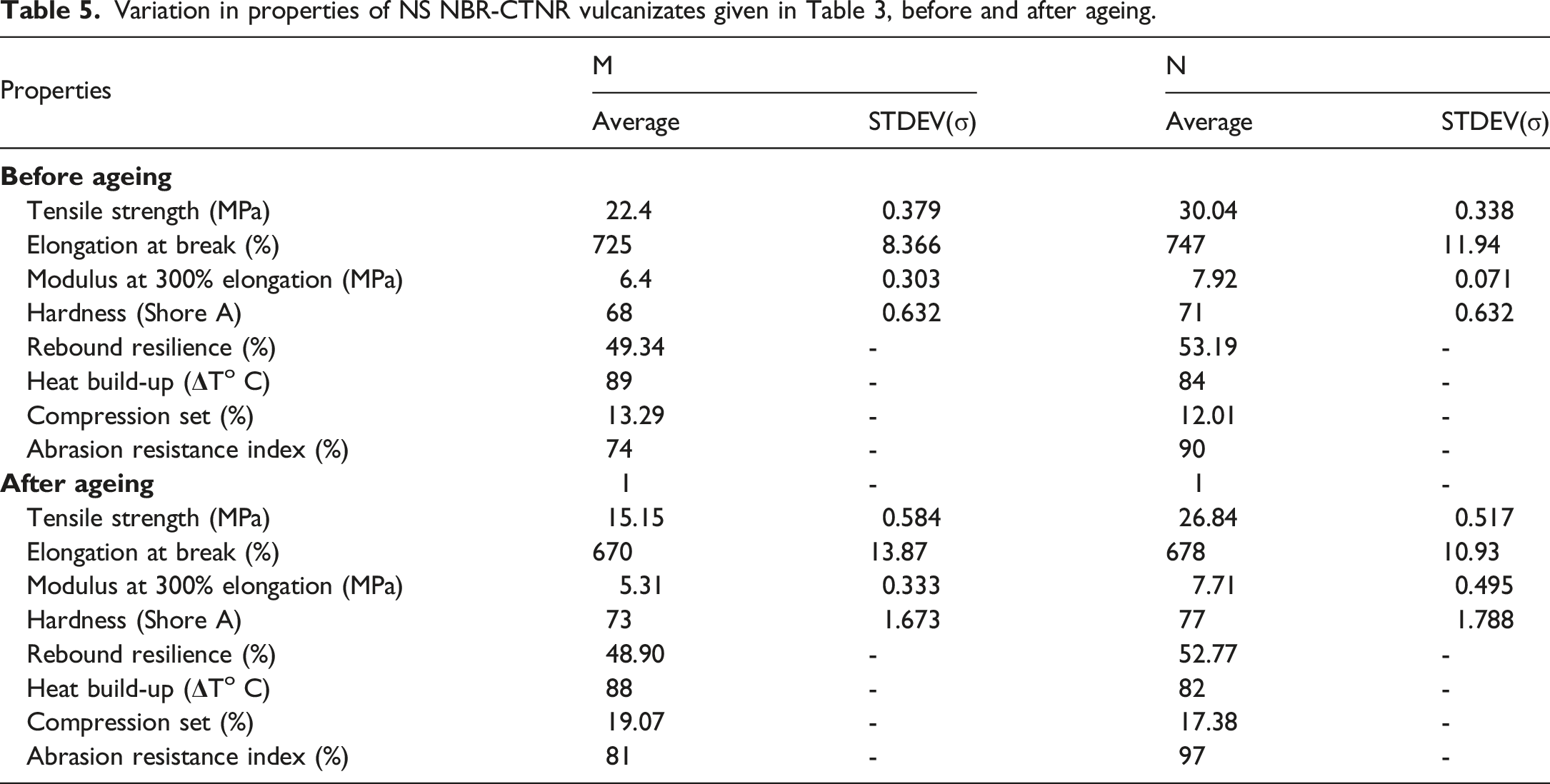
Ageing resistance of the nano silica–filled NBR vulcanizates containing CTNR was evaluated by measuring the retention in tensile properties, compression set, heat build-up, resilience and abrasion loss, after keeping the samples at 100 C for 24 h in a vacuum oven.
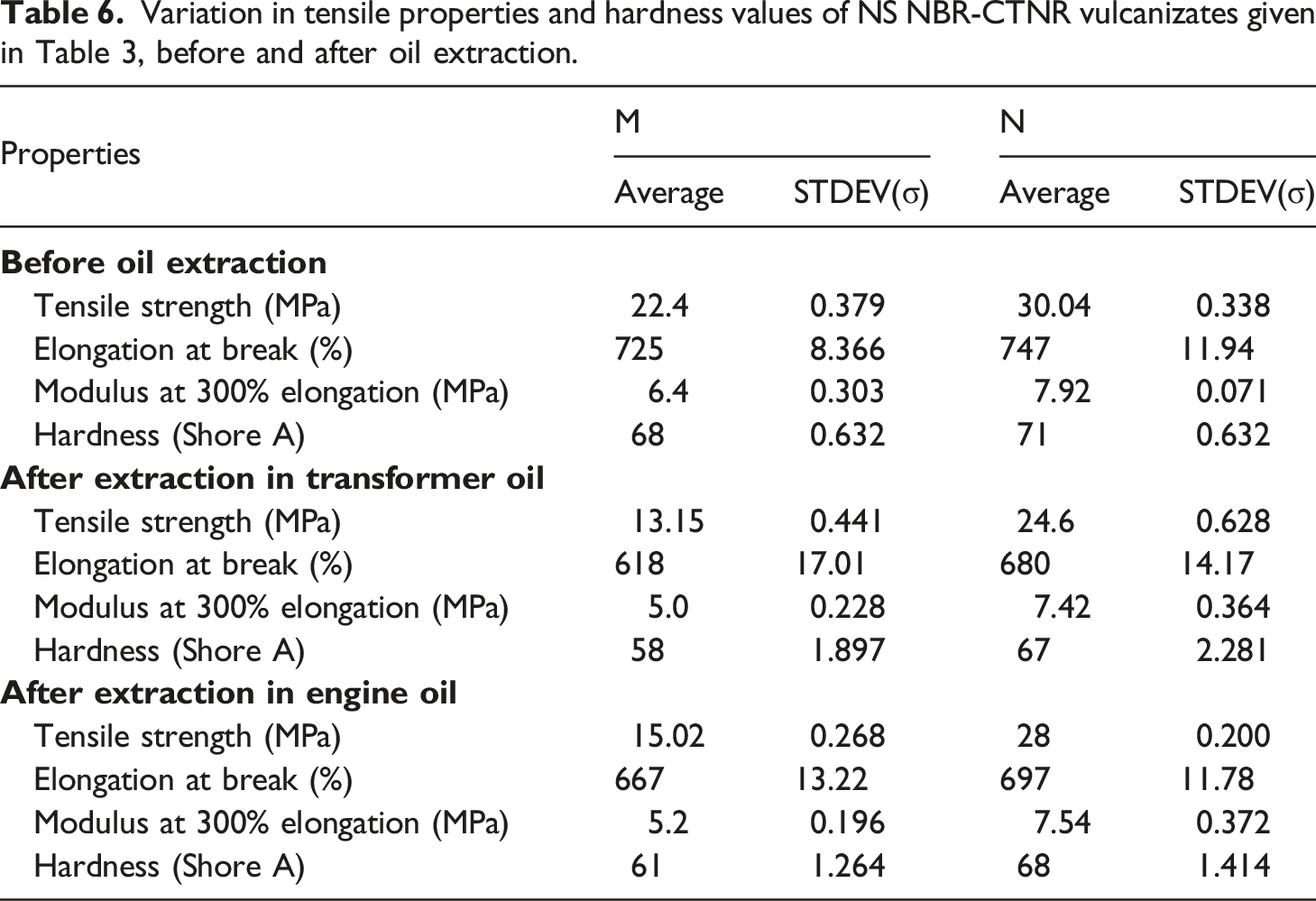
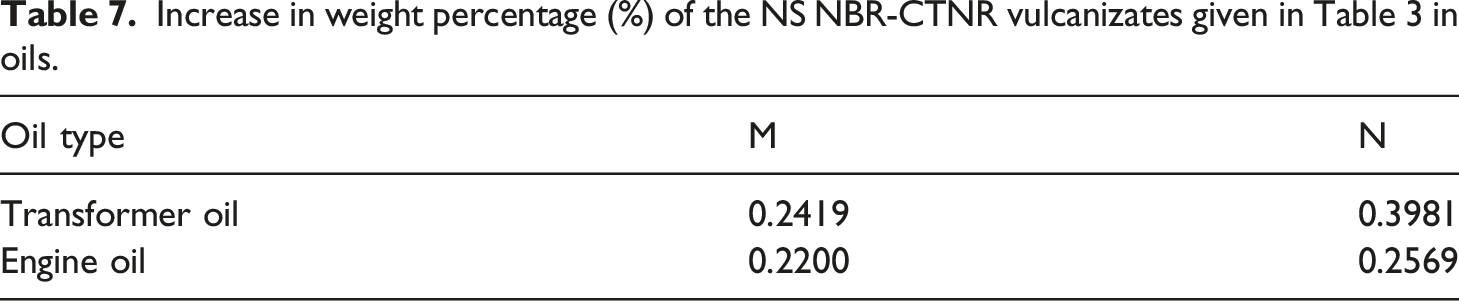
Oil resistance of the vulcanizates was studied by keeping the samples in transformer oil and engine oil for 48 h and finding the retention in tensile properties and hardness. The swelling of vulcanizates in oils was analysed by keeping a known weight of the sample in transformer oil and engine oil at room temperature for 48 h and then measuring the increase in weight.
Results and Discussion
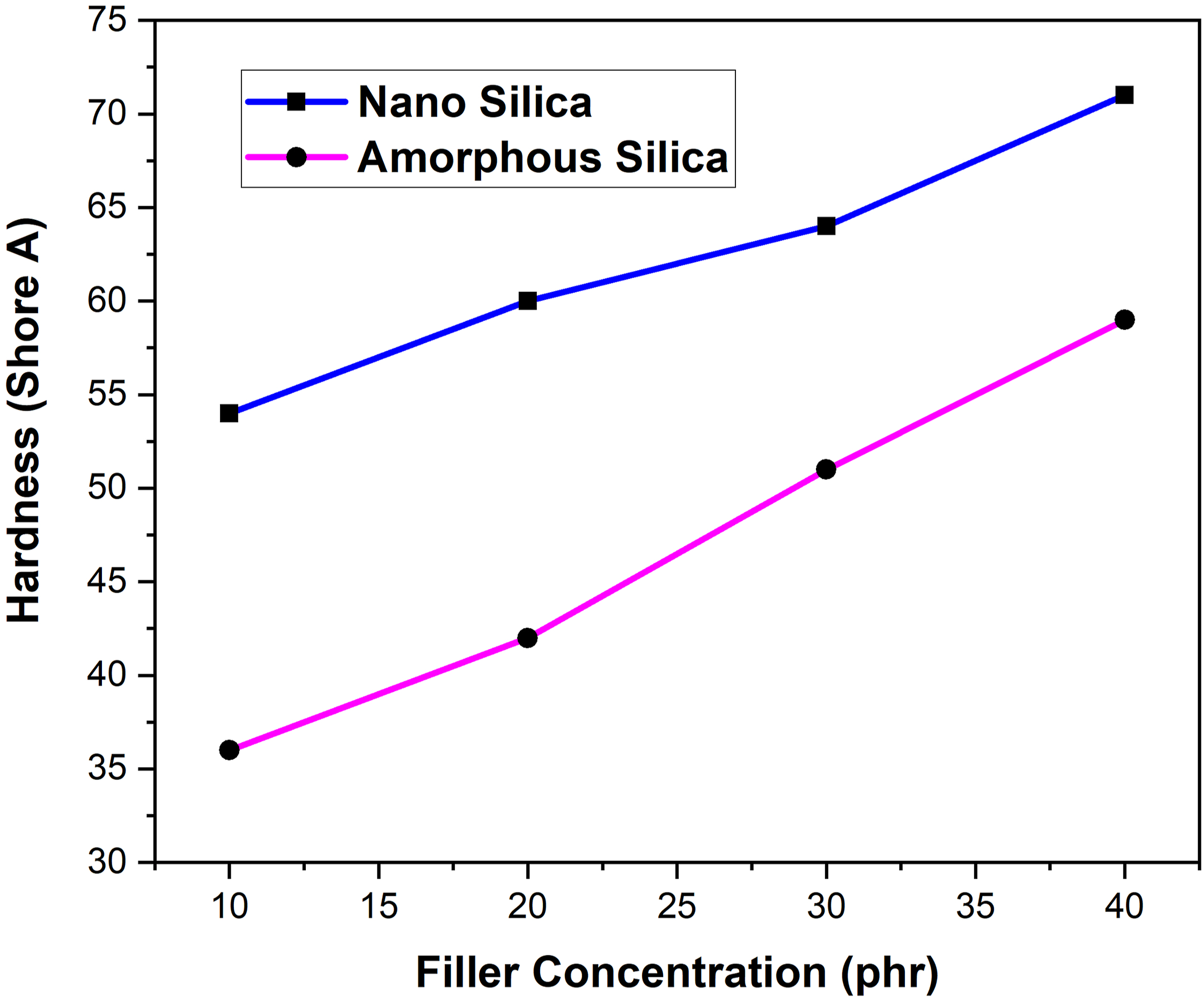
Figures 1 and 2 show the variation in tensile properties and hardness values of the NBR vulcanizates given in Table 1. The nano silica–filled NBR vulcanizates show superior tensile properties and hardness values compared to those containing amorphous silica. This may due to the better rubber filler interaction attributed to the large surface area of the nano-sized filler and the ionic cross-linking involving -COOH group of CTNR, -OH groups in silica and -CN group in NBR.
22
Although the tensile properties increase with increase in concentration of nano silica in NS NBR-CTNR, incorporation of nano silica more than 40 phr was found to be difficult during compounding. So, the quantity of nano silica in NS NBR-CTNR vulcanizates was optimized at 40 phr for further studies. Variation in tensile properties of the NBR vulcanizates containing CTNR filled with (a) nano silica and (b) amorphous silica. Variation in hardness values of NBR vulcanizates containing CTNR with (a) nano silica and (b) amorphous silica.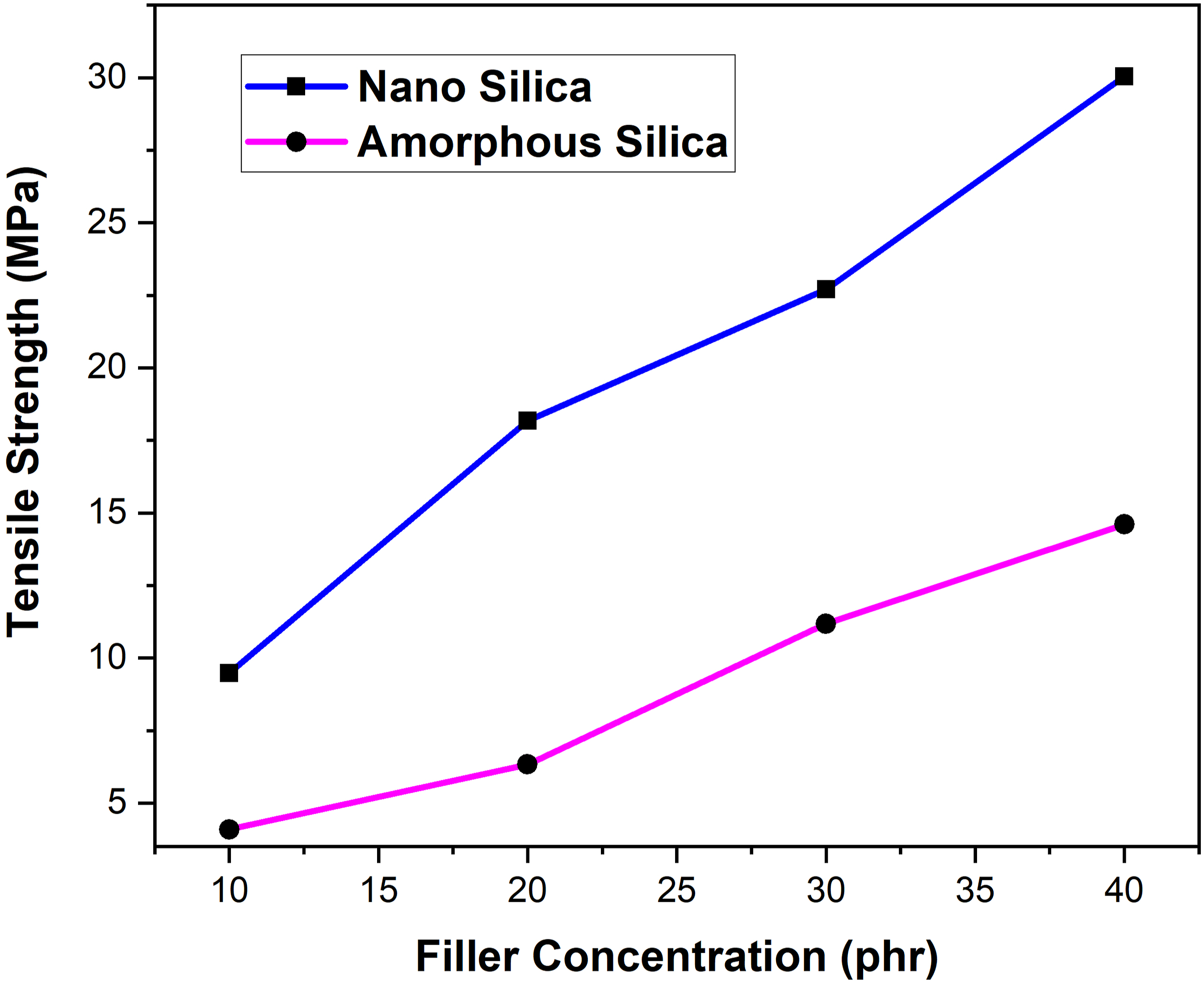
Variation in tensile properties and hardness values of the NS NBR-CTNR vulcanizates.

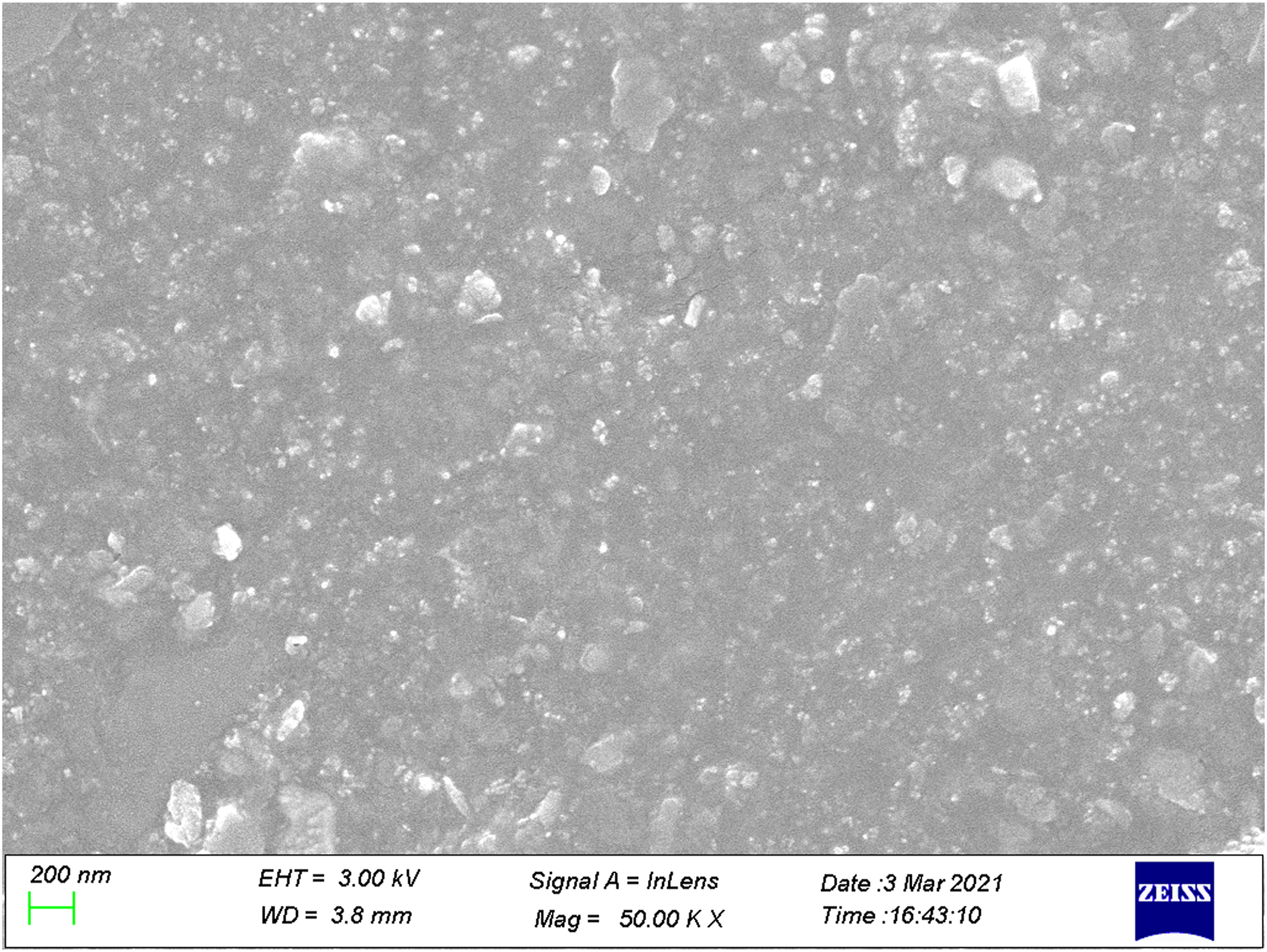
Figures 3 and 4 show the SEM micrographs of nano silica–reinforced NBR vulcanizates given in Table 3. The more uniform distribution of nano silica in NBR vulcanizates in the presence of CTNR was confirmed by an SEM image (Figure 4). This may be due to the better rubber filler interaction further modified by ionic cross-linking involving -COOH group of CTNR, -OH groups in silica and -CN groups in NBR.
22
Nano silica–reinforced NBR vulcanizate without CTNR. Nano silica–reinforced NBR vulcanizate containing CTNR.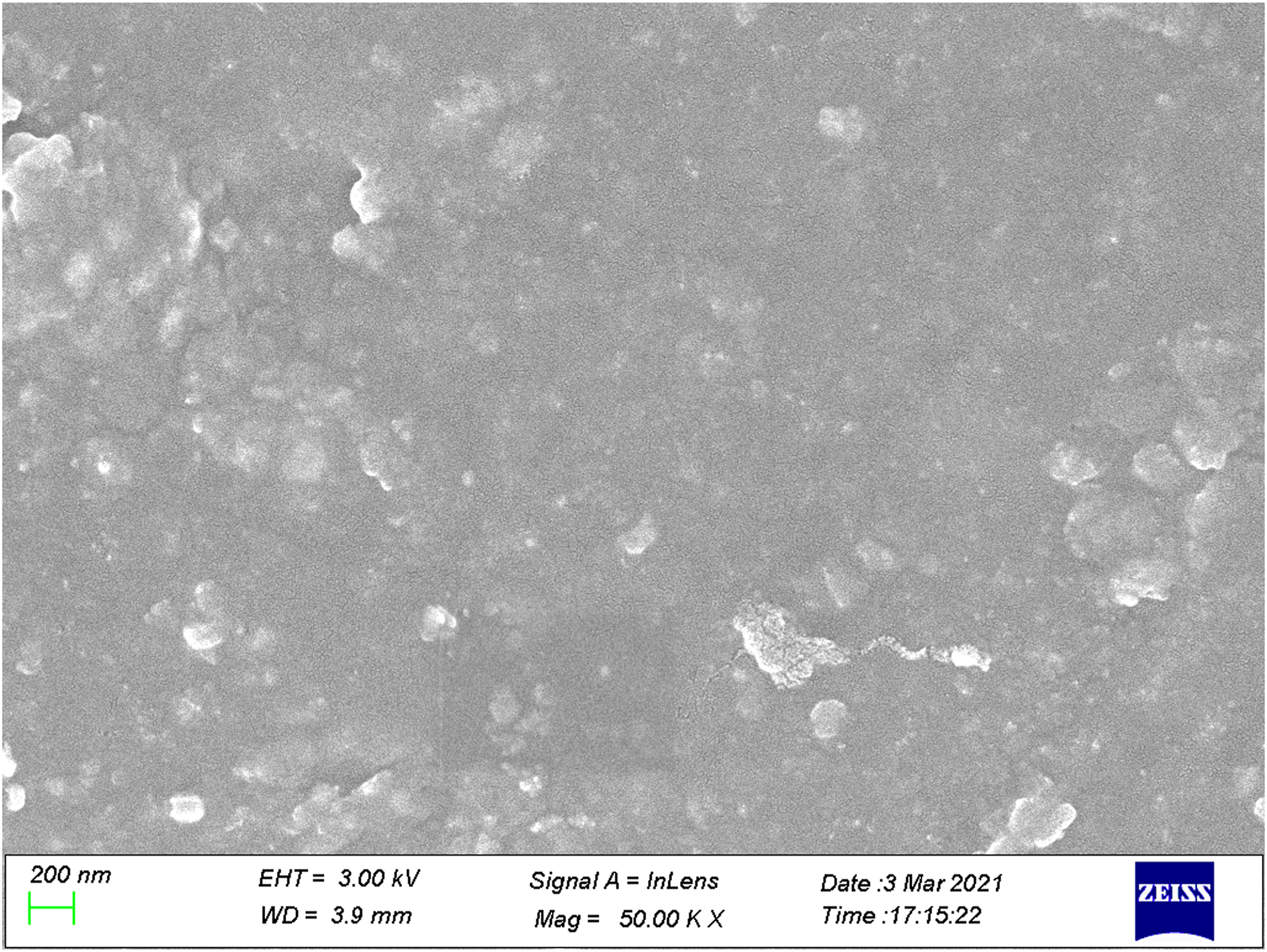
Variation in properties of NS NBR-CTNR vulcanizates given in Table 3, before and after ageing.
Variation in tensile properties and hardness values of NS NBR-CTNR vulcanizates given in Table 3, before and after oil extraction.
Increase in weight percentage (%) of the NS NBR-CTNR vulcanizates given in Table 3 in oils.
Conclusions
Nano silica could be used as a potential cost-effective green filler in NBR vulcanizates containing CTNR. Nano silica–filled NBR vulcanizates containing CTNR show superior tensile properties and hardness values. The polymeric plasticizer CTNR could reduce the heat build-up, improve rebound resilience, compression set and ageing resistance of nano silica–filled NBR vulcanizates. Uniform distribution of commercial nano silica in NBR vulcanizates can be achieved in the presence of CTNR. The use of a combination of conventional plasticizer and CTNR in nano silica–filled NBR is found to be promising
Footnotes
Acknowledgements
The authors would like to thank J J Murphy Research Centre, Airapuram Rubber Park, who provided the instrumental support and Principal and management team of Mar Athanasius College, Kothamangalam, for their cooperation with us during all stages of this research
Author Contributions
The manuscript was written through contributions of all authors. All authors have given approval to the final version of the manuscript. These authors contributed equally. Gopika Sudhakaran – M G University Regional Research Centre, Department of Chemistry, Mar Athanasius College, Kothamangalam, Kerala 686666, India. Email-
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.