
Abstract
Multi-material additive manufacturing is gaining importance due to the enhancement of properties by utilizing different materials in a single additive process, especially in 3D printing. The prime motive is the need for eco-friendly materials, with the waste-to-wealth concept being the current global trend. Trichosanthes Cucumerina stem fiber, which is obtained from the discarded stem of Trichosanthes Cucumerina plant, is used in this work; the treatment of the Trichosanthes Cucumerina fibers was done using silane. Six filaments were developed with varying untreated/silane-treated Trichosanthes Cucumerina contents (3, 6, and 9%) compared with pure PLA filaments for 3D printing. Developed filaments were assessed for ultimate tensile strength, diameter variation, differential scanning calorimetry, water absorption, morphological and surface roughness. The test results elucidated that the 6% silane-treated Trichosanthes Cucumerina fiber-reinforced/PLA filament had the highest tensile strength of 63.5 MPa with better fiber distribution. The 3% silane-treated Trichosanthes Cucumerina fiber-reinforced/PLA filament had the least diameter deviation of 0.0015 mm. Based on the test data, the 6% silane-treated Trichosanthes Cucumerina fiber-reinforced/PLA filament can be utilized to prepare biodegradable components.
Introduction
Nowadays, additive manufacturing creates a wide range of sophisticated components, from tiny to industrial size. The most preferred 3D-printing process for thermoplastics is extrusion-based Fused Filament Fabrication (FFF) due to its various advantages like compatibility.1,2 Poly Lactic Acid (PLA) is commonly used in the FFF process. The material has many benefits, including biocompatibility, biodegradability, cheap cost, and long-term toughness. The 3D-printed PLA material, on the other hand, has poorer mechanical strength and heat resistance.3,4 The component strength is determined by the polymeric material used, the reinforcement used, and the printing process parameters used.5,6 One such improvement in 3D-printed components is adding reinforcement with various forms: fibers, fillers, and flakes. Fiber addition will enhance filament properties widely. There are mainly two types of fibers: synthetic and natural, but the environmental consequences led researchers to focus on using natural fibers in all possible applications. Agricultural wastes resulting in lower dense materials with agreeable properties are currently concentrated because 155 billion tons/year of organic matter production can be consumed directly by humans/animals; others are left waste.7,8 Natural fibers generally have wettability and moisture absorption problems that could be tackled with suitable chemical treatment.9,10 Many chemical treatments are available, namely silane, alkali, HCl, acetic acid, sodium bicarbonate etc, but optimal concentration and optimal time of soaking with the correct chemical play a vital role in deciding the performance. 11 Vijay et al. 12 characterized the Vachellia Farnesiana treated with NaOH, HCl and compared it with untreated fibers. It was shown that the optimal concentration of NaOH with 1 h of soaking period showed higher results, while the HCl-treated fibers showed poor results than untreated ones. Vinod et al. 13 investigated the effect of various chemical treatments namely silane, NaOH on the Muntingia Calabura bark fibers. It was found that the silane treatment aided more in unwanted chemical constituents removal which increased the tensile properties and thermal stability of the fibers. Vijay et al. 14 studied the effect of various chemical treatments on the performance characteristics of Pennisetum orientale grass fibers. It was found that the NaOH treatment-based Pennisetum orientale grass fibers had good thermal stability with good tensile strength properties. This was mainly due to removing unwanted constituents from the chemical composition of fibers-based chemical treatment.
There are research works that deal with the usage of various natural fibers in 3D printing. Umerah et al. 15 studied the effect of various loading percentages of carbon from coconut shell waste in the bioplast polymer filaments for 3D printing. The loading rate was 0.2, 0.6, and 1 wt% of carbon filler in the PLA. The test results showed that tensile strength increased up to 0.6 wt% of filler, followed by a decreased trend. The thermal properties showed an increased trend with filler-based PLA filaments. Sekar et al. 16 studied the varied concentrations of Oil Palm Empty Fruit Bunch Fiber(OPEFB) in PLA filaments. It was found from the test results that a higher concentration of OPEFB Fiber showed poor mechanical results and caused fiber-clogging in the nozzle. Figueroa et al. 17 examined the effect of various contents of agave fibers (0, 3, 5, 10 wt%) in the PLA for 3D printing components. The results showed that the agave fibers generated porous structures with a higher content of open cells and lower apparent densities than neat PLA pieces. Still, increased fiber content led to poor mechanical strength. Nasir et al. 18 studied the influence of sugar palm fibers in the PLA 3D printing filaments. The sugar palm fibers underwent alkali, silane treatment, and combination before being utilized in the filaments, compared with untreated ones. The test results showed that 2.5 wt% of silane and NaOH-treated sugar palm fibers-based filaments had excellent thermal stability with the highest flow rate in MFI (17.64 g/min).
3D-printing global market size was valued at $16.75 billion in 2022 and projected to grow at a compound annual growth rate (CAGR) of 23.3% during 2023-2030. Natural fiber reinforced composite’s global market size is expected to have a CAGR of 9.26% during 2023-2028. This has led to a focus on exploring novel natural fibers for various applications, especially in 3D printing, which is a present trend based on the exploration of literature. Trichosanthes cucumerina (TC) is a climber plant known as snake gourd under the family Cucurbitaceae and Genus Trichosanthes. The crops are grown in East Asia and Australia. The stems are discarded after all the cultivation, which is solid waste. This study uses the discarded stem fibers of the TC plant to prepare 3D Printing filaments. The current study uses the discarded stem fibers of TC plant obtained by the retting process followed by silane treatment. The fibers were ground, sieved, mixed with PLA, and extruded as filaments. Various fiber content based on untreated/silane-treated TC/PLA filaments were analyzed for diameter, tensile, water absorption, and morphological behavior.
Materials and methods
Materials and manufacturing
Commercial PLA (Nature Works' 4043D grade) was used as a matrix (melt flow index:6 g/10 min (210°C, 2.16 kg), and density:1.24 g/cm3). The TC discarded stems were obtained from local fields (Nothamburi, Thailand). The obtained TC stems were soaked in water for 1 week, followed by mechanical retting, and finally, drying TC fibers were in the hot sun for 1 week. 2% 3-glycidoxypropyltrimethoxysilane was mixed with a mixture of distilled water and ethanol in a ratio 1:1 to obtain silane solution. Using a glacial acetic acid solution, pH of 4 was maintained. Silane-treated TC fibers were prepared with 250 g of fiber in silane for 2 h. Then untreated and silane-treated TC fibers were ground using a universal milling machine and sieved to 50–70 µm (The bottom mesh was 50 µm, while the top mesh was 75 µm). Before the process, the PLA and ground TC were dried overnight in a hot air oven at temperatures of 45°C and 50°C, respectively. The PLA and ground TC fibers were mixed using an internal mixer at a temperature of 180°C and a speed of 40–45 rpm for 6–8 min. Then the PLA and TC mixture was extruded using single-screw filament extruder rotating at a speed of 20–25 rpm and with diameter control set at 1.75±0.05 mm. The single screw extruder has three heating zones in the barrel: the nozzle temperature T1 was set to 190°C, the middle heating zone T2 was set to 180°C, and the heating zone near the hopper T3 was set to 170°C.
Testing
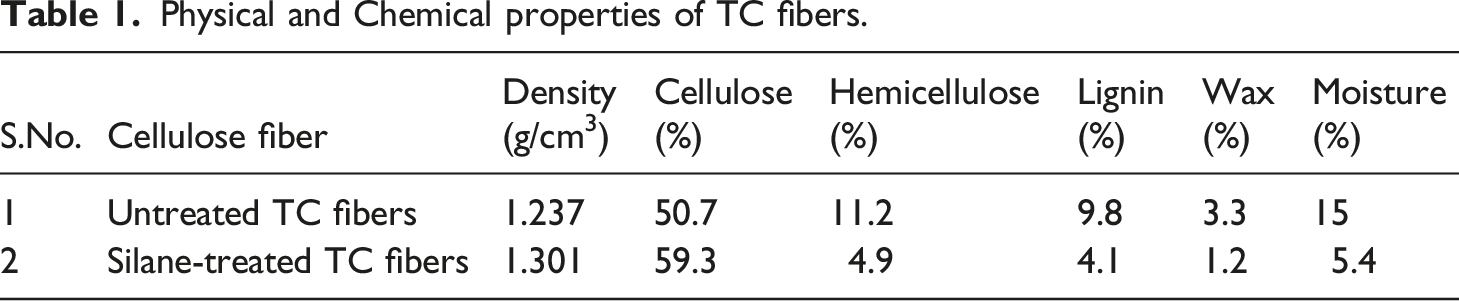
The liquid pycnometer method of dipping in toluene was used to analyze the density of the TC fibers. The chemical composition of TC fibers was determined using conventional procedures. The acid and neutral detergent approach determined the cellulose and hemicellulose percentages. The Klason technique was used to determine lignin content, and moisture content was determined by drying. The Soxhlet extraction technique was used to calculate the wax content, which involves dissolving wax from fiber samples using the vapor of a selected solvent. The percentage of wax in a sample is determined by the difference between the extracted mass and the dried mass. The diameter deviation of the filaments was measured using an Optical microscope (Olympus/BX43, Japan). An average of 40 measurements were made on the extruded filament to get the deviation values. The tensile behavior of the filaments was analyzed using a universal tensile testing machine (INSTRON 5500 R-UTM, USA) with a load cell capacity of 100 N. The experiment was conducted per the ASTM D4018-17, with a gauge length of sample 70 mm with a strain rate of 1 mm/min. Differential Scanning Calorimetry (DSC) was done using DSC-3+(Mettler Toledo, Switzerland). The filament specimens weighing 9–11 mg were placed in a sealed aluminum pan. An initial heating cycle was performed to remove the thermal history from processing, and the test was conducted from 20°C to 200°C with a heating rate of 5°C/minute and nitrogen flow of 50 mL/min. The values of Tg Glass Transition temperature, Tc-Crystallization temperature, Tm- Melting temperature ΔHg-Glass transition enthalpy ΔHc- Crystallisation enthalpy, ΔHm-Melting enthalpy were reported for the filament. A water absorption test was done for the 3D printing filaments as per ASTM D570-22 with three specimens 50 mm in mm length. Sample preconditioning was done by drying the filaments at 50°C for 24 h, cooled in a desiccator, and immediately weighed. The specimens were immersed in distilled water for 2 h, the surface water was wiped with dry cloth and weighed. The difference in values was reported. Scanning Electron Microscope (SEM) was done using FEI Quanta 450, FELMI-ZFE, Australia, and 3D surface profiles were obtained using a non-contact type white light interferometer for the filaments.
Results and discussions
Physico-chemical behavior of TC fibers
Physical and Chemical properties of TC fibers.
Diameter variations of TC fibers/PLA 3D printing filaments
The diameter of the pure PLA filament is consistent with certain deviations, as shown in Figure 1, due to various reasons, namely force applied to the polymer upon entering the extruder bore, viscosity, operating temperature, and extrusion speed. But all filaments mostly had constant operating parameters. In general, the diameter of the TC fibers/PLA filaments had deviation in the diameter; it was less for 3% fiber-based filament while it increased more for higher fiber content. This increase in deviation is due to the increase in TC-fiber content in PLA that made them porous with more shape irregularity and necking with a change in viscosity, causing more crests and valleys around the fiber area. At lower fiber content, affecting the viscosity is the least possible. The values were high for 9T filament due to the more strength silane-treated TC fiber in higher quantities with more formation of the crest and valleys. The negative deviation values represent a higher diameter than the optimal diameter of 1.75 mm. This is similar to studies about palm-fiber residue/PLA filaments.
29
The effect of fiber matrix plays an important role in shrinkage. The hygroscopic shrinkage of the fibers generally occurs with higher magnitude in natural fibers during heating than the thermal expansion of fiber/polymer. Both the fiber and the matrix undergo thermal shrinkage when the material is cooled. On the other hand, when the material is stored, the natural fiber induce hygroscopic compression stresses at the interface between the fiber and the matrix. The degree to which the matrix and fibers shrink during cooling depends on their respective coefficients of thermal expansion. At the interface between the matrix and the fiber, hygroscopic and thermal stresses are produced. This is in tandem with the literature studies of.
30
Another fact is that these shrinkages are due to the operating parameters and influence of gravity, but here the operating parameters remain constant (low speed and high temperature).
31
Diameter deviation of TC fibers/PLA 3D printing filaments.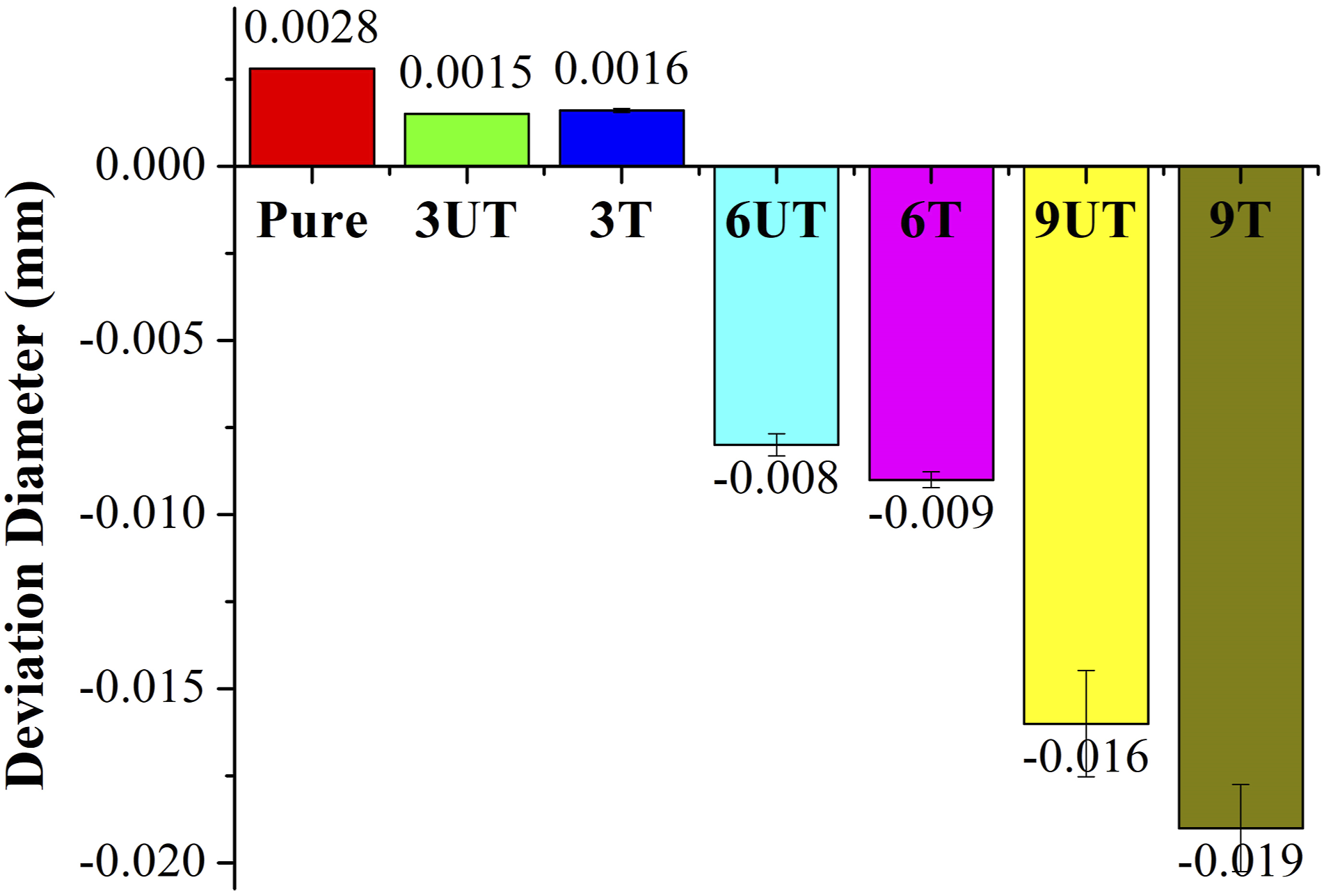
Tensile properties of TC fibers/PLA 3D printing filaments
The ultimate tensile strength and typical stress-strain graphs of the pure-PLA and untreated/silane-treated TC-fibers/PLA filaments are given in Figure 2(a) and (b). It could be seen that the highest strength value is shown by 6T due to the presence of silane-treated TC fiber with more cellulose content that aids in strengthening apart from the proper distribution with the matrix, thus reducing the void formations, which will be predominantly present in higher fiber content filaments. While 9 T had more fibers due to improper matrix wettability despite surface treatment, leading to polymer viscosity reduction and agglomeration of fibers which behave as stress concentrators, leading to crack propulsion quickly; this is also seen in 9UT filaments.
32
Pure PLA filament showed an ultimate tensile strength of 53.2 MPa. The stress-strain graphs show that PLA has more strain than others, proving its ductility, while 6T filament led to moderate strain. 9UT showed the lowest ultimate tensile strength and lower strain, possibly due to the less strength of untreated TC fibers and the agglomeration due to higher fiber content. In general, the treated TC fiber-based 3D printing filaments showed good results compared to untreated TC fibers due to the removal of unwanted materials from the chemical constituents, thereby enhancing the interlocking properties,
33
but the concentration of material also plays a vital role in determining the strength nature. The obtained ultimate tensile strength of 6T was higher compared to PLA/alkali-treated walnut shell filaments (54.5 MPa), PLA/alkali-treated macadamia shell filaments (56.95 MPa), PLA/alkali-treated almond shell filaments (53.04 MPa).
34
TC fibers/PLA 3D Printing Filaments (a) Tensile behavior; (b) Typical Tensile stress-strain graph.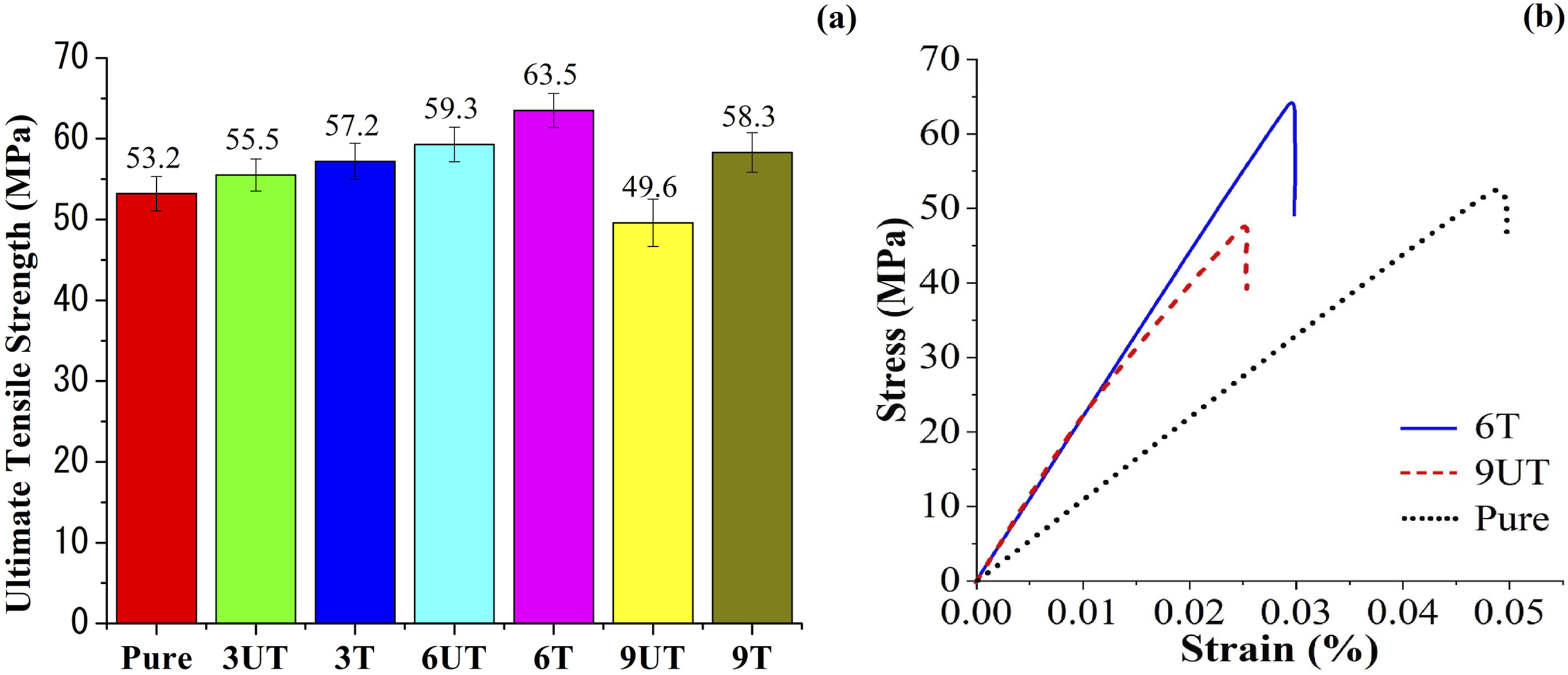
Water absorption characteristics of TC fibers/PLA 3D printing filaments
It is seen that water absorption values increased with fiber contents, and pure PLA filament remained less, as seen in Figure 3. This value increase is generally due to the polymer matrix type, fiber type/content, and matrix/fiber adhesion. The fiber-reinforced PLA filaments showed more absorption, especially untreated TC fiber/PLA filaments showed higher values due to the more amorphous contents, namely hemicellulose, lignin, and other constituents that caused more water retention behavior. Another fact is that natural fiber/PLA is a natural hydrophilic polymer with more hydroxyl groups in its molecular chains.
35
Free hydroxyl groups in the cellulose and hemicellulose bond hydrogen with water molecules. This results in higher water absorption for the specimens. Also, the increased surface area with long-term immersion in water increases the water penetration of the composites in addition to the higher fiber contents, as seen in 9UT, with a swelling of 3.353%.
31
Water absorption behavior of TC fibers/PLA 3D Printing Filaments.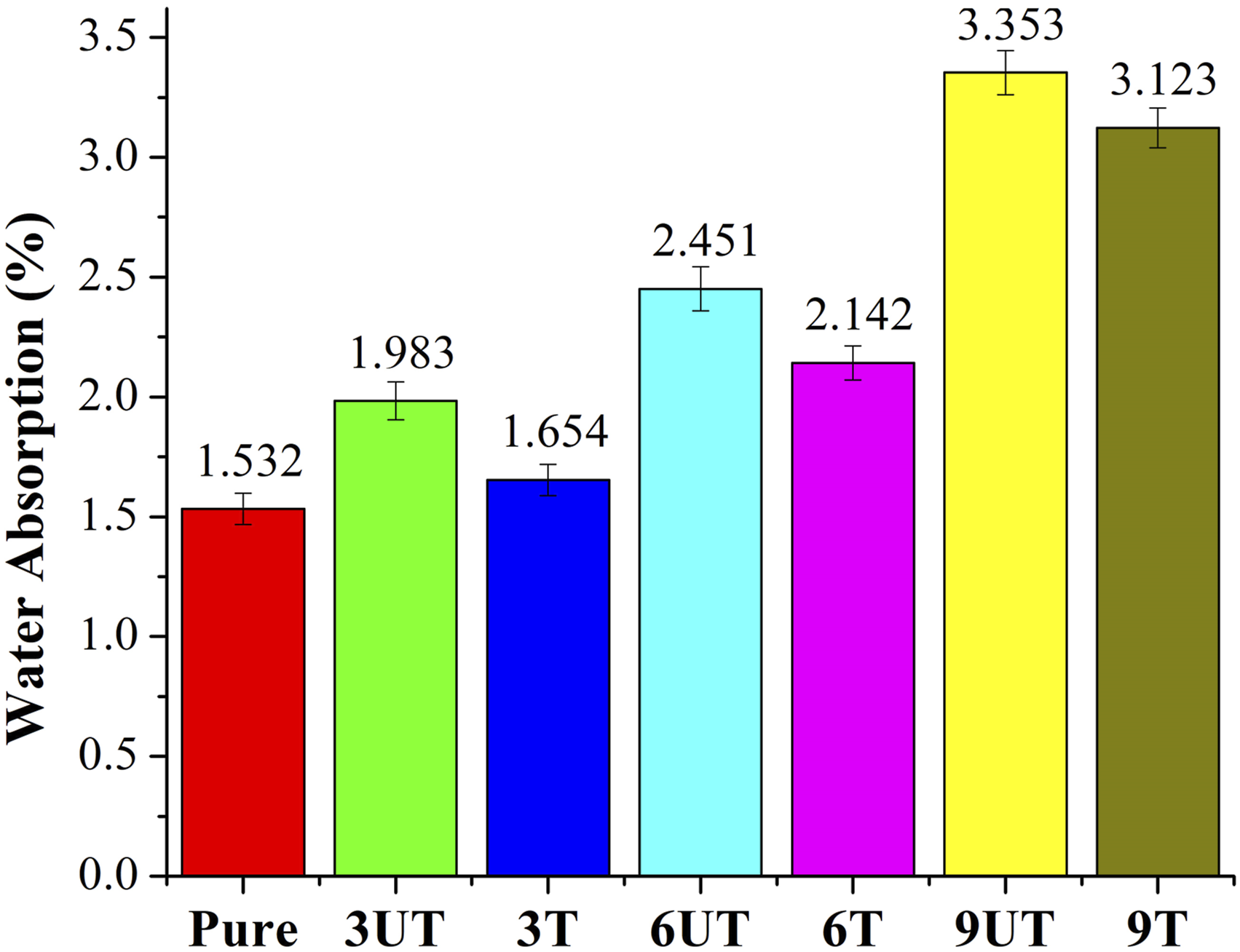
DSC studies of TC fibers/PLA 3D printing filaments
The DSC of all the filaments is given in Figure 4(a) and (b), and the results are in Table 2. It could be seen that Tg of pure-PLA and TC fibers/PLA filaments lie in the range 59°C–65°C. Molecular properties, composition, and matrix compatibility govern Tg. It also gets enhanced with an increase in reinforcement % and treatment till better compatibility with the matrix. Similar behavior is seen in 3UT to 9T filaments, where there is an increment until 6T values are reduced. Tg of 6T than other filaments is higher due to the delay in polymer chain relaxation caused by the reinforcements, which also induced restrictions in the mobility of polymer chains. DSC showed exothermic peaks in the range 108°C–120°C attributed to the Tc. The reinforced fibers present in the polymer matrix acted as nucleating agents and caused crystallization. Neat PLA shows no crystallization peak due to the faster cooling and nucleating agent absence. But for all TC/PLA filaments, TC fiber reinforcements in the PLA matrix acted as nucleating agents.
36
There is an influence of reinforcement % and treatment in the Tc and ΔHc. It could be seen that the 9T composite showed a higher Tc of 121.17°C with ΔHc of 9.17 J/g. The reinforcement and treatment of TC fibers also influences Tm. It is seen that PLA has Tm of 153.5°C with an endothermic peak having ΔHm −14.47 J/g. The increase in TC fiber content and treatment increased the melting temperature, representing an increase in the crystal size evident from the increase in Tc. The increase in crystal size in the TC/PLA filament is due to scission processes that can occur at lamellar surfaces, generating an increase in crystal surface free energy. The results also show that Tm value difference is significantly less (1 to 2°C). This is similar to the results of treated sugar palm fiber/PLA filaments.
18
TC fibers/PLA 3D Printing Filaments (a) DSC heating curve; (b) DSC cooling curve. DSC results of various filaments.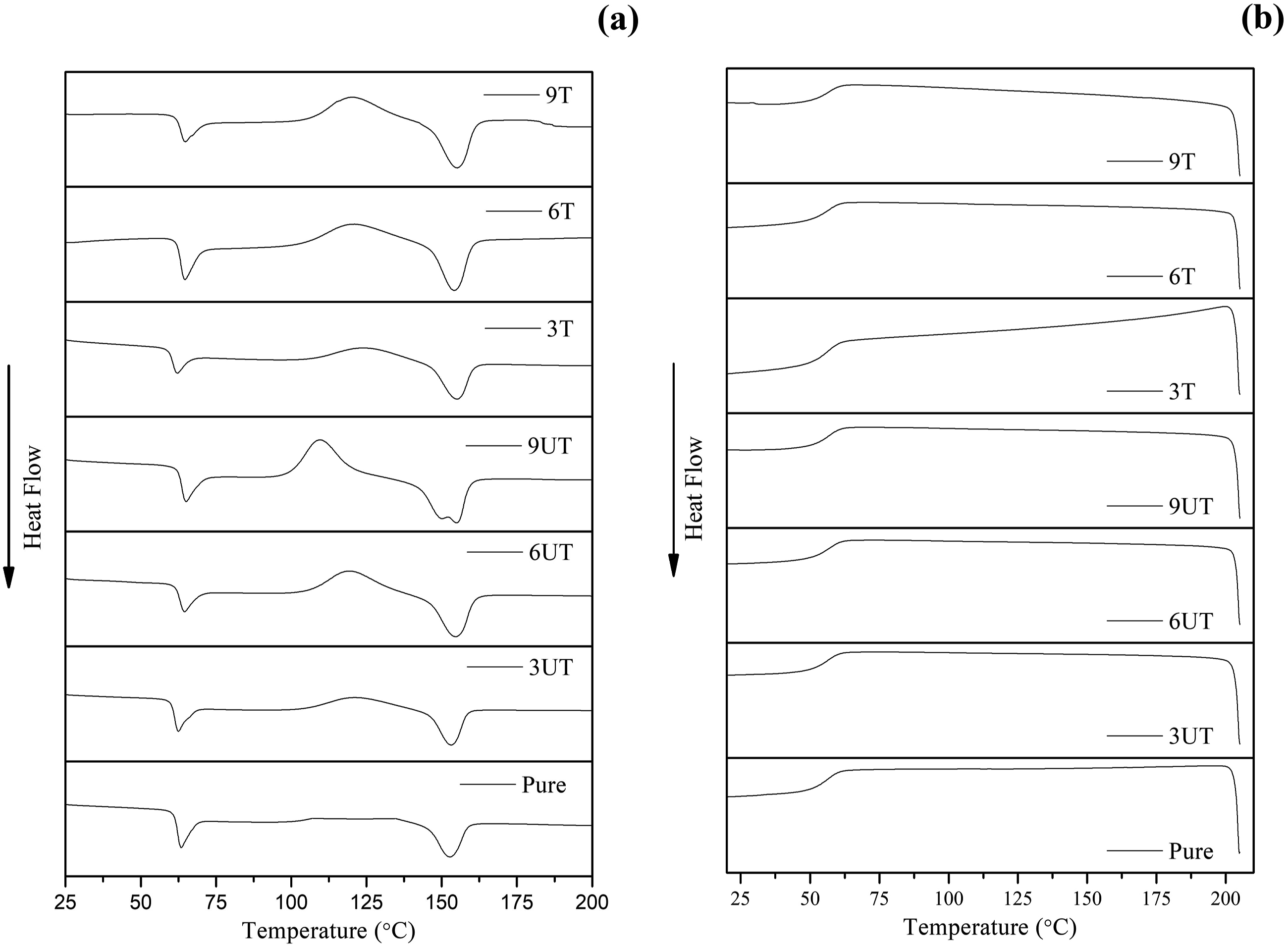
Surface roughness characteristics of TC fibers/PLA 3D printing filaments
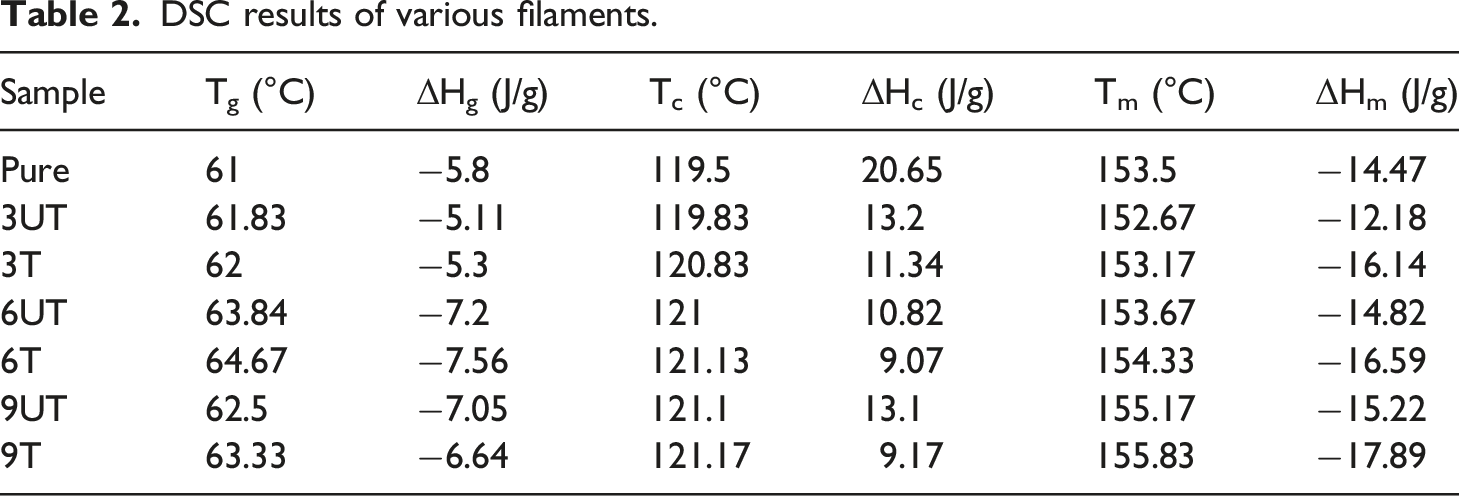
The surface roughness values of Pure and TC fiber/PLA filaments and typical 3D surface profiles are given in Figure 5(a) and (b). It could be seen that the pure PLA showed lesser surface roughness due to uniform curvature, which can be confirmed by SEM Figure 6(a). But the increase in the fiber content increased the roughness. Especially the 9T and 9UT filaments had higher values (4.143 &3.817 µm) due to exposure of fibers at the filament surface, leading to more undulations. The 3D surface profile of 9UT showed more undulations, thus confirming the postulate given by Sabirinathan et al. in their studies about crab shell powder-based 3D printing filaments.
37
TC fibers/PLA 3D Printing Filaments (a) Surface roughness; (b) Typical 3D surface roughness plot. SEM of TC fibers/PLA 3D Printing Filaments (a) Pure; (b) 3UT; (c) 3T; (d) 6UT; (e) 6T; (f) 9UT; (g) 9T.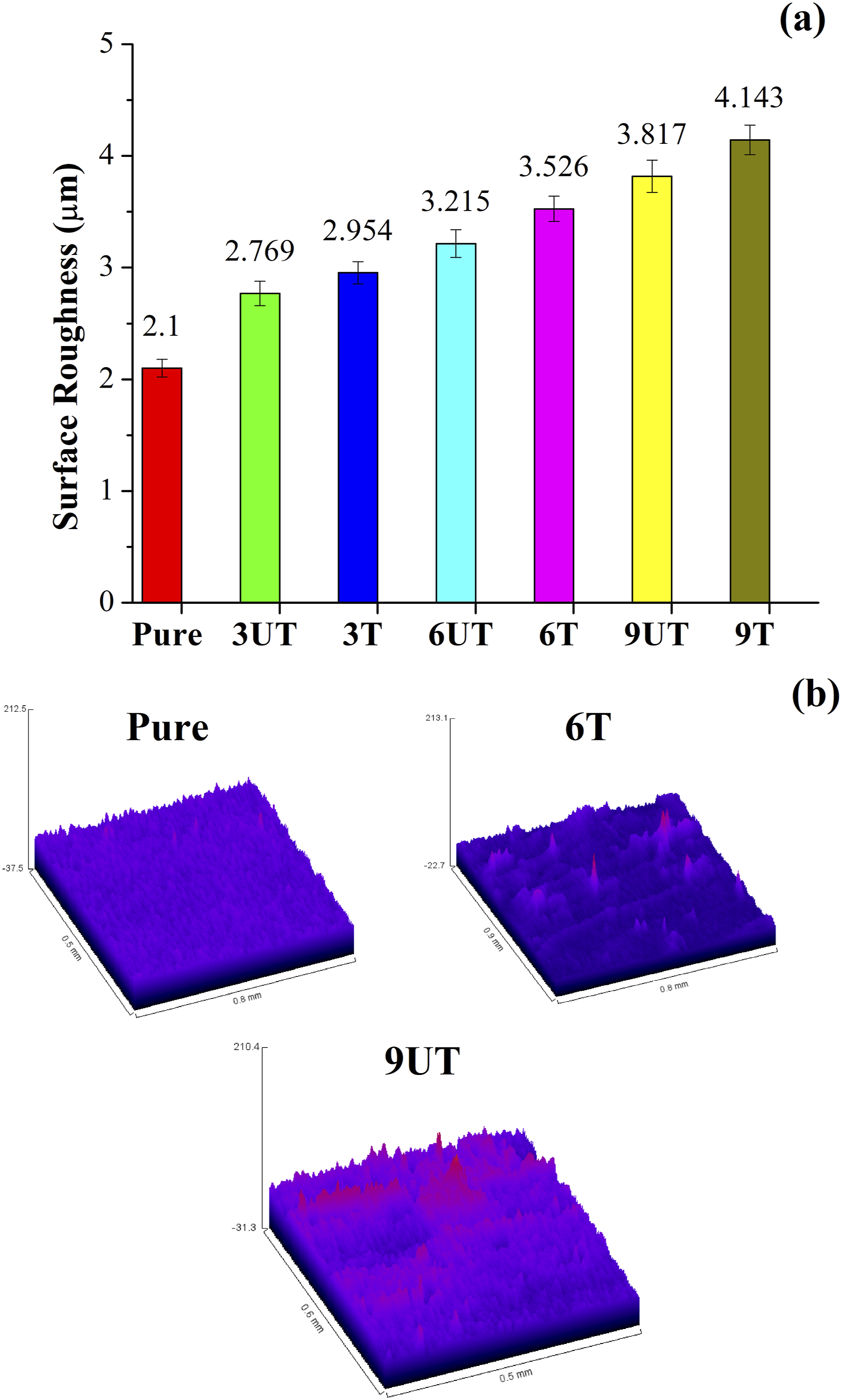
Morphological behavior of TC fibers/PLA 3D printing filaments
Figure 6(a)–(g) shows the SEM images of the pure-PLA, various fiber contents based untreated/silane-treated TC fibers/PLA filaments. The pure PLA filament showed uniform curvatue free from defects/surface variations/cracks. Figure 6(b)–(g) show the various fiber contents based untreated/silane-treated TC fibers/PLA filaments. Figure 6(b)–(c) showed the least crests and valleys with better fiber distribution. Similarly, Figure 6(d)–(e) showed uniformly distributed. The good distribution is seen in 6T filament because of its optimal fiber content and treatment of TC fiber that aided in better bonding; it also showed wavy patterns but not like 9UT & 9T filaments. Figure 6(f)–(g) showed more wavy patterns with higher crests and valleys, which caused more diameter variation. It also showed more fiber exposure on the surface with some unfilled regions/irregularities due to the inadequate wettability with the PLA. This in par with the literature studies of Zanani et al. in their studies about the usage of agro-industries discarded palm fibers as reinforcement in biopolymer filaments. 29
Figure 7(a) and (b) show the 6T filaments that were tensile tested; it could be seen that the surface was both smooth and rough but not much compared to 9 UT. This is due to the proper distribution of silane-treated TC fibers in composite, better bonding, and optimal weight percentage. The 9 UT showed more fibers and voids, which caused improper bonding with the matrix, thus leading to poor performance. There seem to be more cracks on the surface. Figure 7(d) shows more irregularity in the fracture due to the agglomeration of fibers, thereby causing the failure. This is in tandem with the literature findings of Umerah et al.
15
in their studies about waste coconut shell filler-based PLA composite filament for 3D printing. The TC fiber-based 3D filaments fracture planes showed they were less ductile because they didn’t undergo any necking. Tensile tested 3D filaments of (a) 6(T); (b) Zoomed view of 6T surface; (c) 9 UT; (d) Zoomed view of 9 UT surface.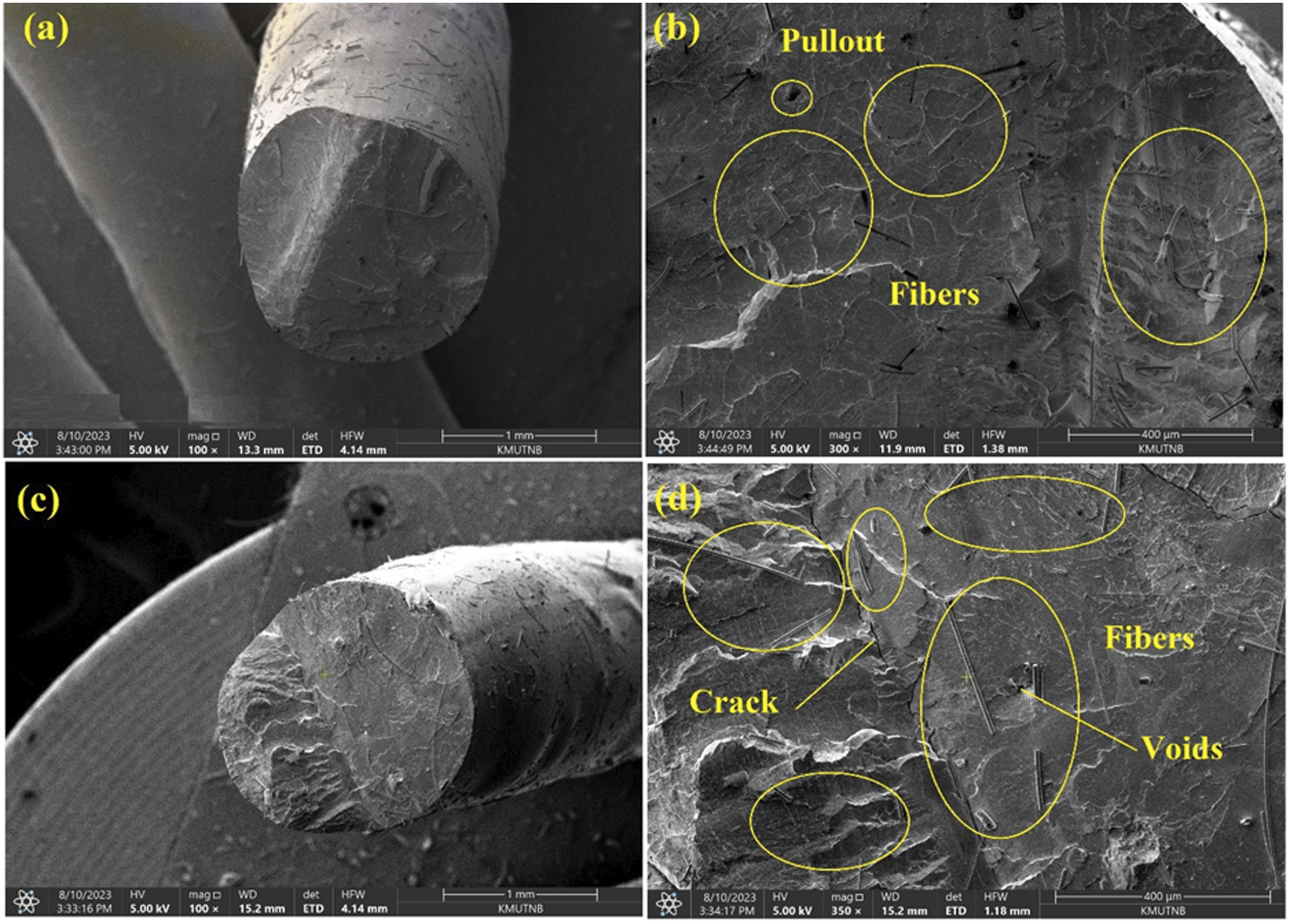
Conclusions
This research developed biopolymeric filaments for 3D printing using untreated/silane-treated Trichosanthes Cucumerina biofiber reinforcement that was obtained from the discarded Trichosanthes Cucumerina plants. The following observations are based on the various performance outcomes using extruded filaments with varying reinforcement contents. The data shows that the 9% silane-treated Trichosanthes Cucumerina/PLA filaments had a higher surface roughness of 4.413 µm and higher diameter variation due to increased fiber content. The water absorption was 3.53% for 9% of untreated Trichosanthes Cucumerina/PLA filaments, which was higher than all other filaments due to their amorphous contents. 6% silane-treated Trichosanthes Cucumerina/PLA filaments performed optimal results in tensile and other properties. The main focus is the effective utilization of discarded agricultural waste as a potential reinforcement for filament extrusion, and the results suggest that 6% silane-treated Trichosanthes Cucumerina/PLA filaments can be effectively used to produce bio-components like bushes and bioscaffolds.
Footnotes
Acknowledgments
We acknowledge COIDEM-STRI, KMUTNB for providing instrumental support. This research budget was allocated by National Science, Research and Innovation Fund (NSRF), and King Mongkut’s University of Technology North Bangkok (Project no. KMUTNB-FF-67-A-03).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by King Mongkut’s University of Technology North Bangkok with Grant No. KMUTNB-Post-67-03. National Science, Research and Innovation Fund (NSRF), and King Mongkut’s University of Technology North Bangkok KMUTNB-FF-67-A-03.