
Abstract
This study focuses on developing a new type of multi-fiber reinforced multi-layer polymer composite using natural and metal fibers. Flax fiber has shown potential as a fairly good reinforcement, but its mechanical weaknesses have led researchers to explore hybridization in composites for better performance. The paper reports on the fabrication and characterization of a unique kind of hybrid composite that uses the advantages of stainless steel along with flax fiber, resulting in a lightweight material suitable for engineering uses. In this research, SS-304 wire mesh is used along with flax fibers to make three different composites, with varying stacking arrangements. Experimental results indicate that, although the inclusion of steel wire mesh slightly reduces interlaminar shear strength, significant improvements are observed in tensile strength, flexural strength, hardness and impact resistance. Stereo-microscopy is utilized to analyze surface features and stacking sequences, while scanning electron microscopy (SEM) reveals fracture surfaces in tensile and flexural specimens. Energy-dispersive X-ray spectroscopy (EDX) mapping helps to identify the elemental compositions present in the composites. This study demonstrates that metal reinforcement can enhance the mechanical properties of flax-reinforced polymer composites, providing a lightweight and sustainable solution for engineering applications.
Introduction
In recent years, the growing interest in sustainable materials has led to an increased utilization of natural fiber reinforced composites, particularly in the automotive and construction industries. Among these, flax-epoxy composites have gained prominence due to their advantageous properties, such as high biodegradability, eco-friendliness and cost-effectiveness. These composites are now widely employed across various industrial sectors, including automotive, aerospace and sports, where their acoustic and thermal insulation properties add further value. As a result, substantial research efforts over the past decade have focused on investigating and improving the mechanical properties of flax reinforced composites.1,2
In comparison, traditional composite materials usually combine glass or carbon fibers with a resin to create a material that is both strong and lightweight. These composites often perform better than metals in terms of strength and stiffness, making them a popular choice for many applications. However, the emergence of hybrid composites, which combine natural fibers with traditional synthetic fibers, offers even greater mechanical performance as compared to single fiber reinforced polymer composites. This makes hybrid composites increasingly preferable for applications where weight constraints are critical. 3
These hybrid composites happen to be a new and growing area in the world of plastic materials. Recently, there has been significant interest in developing hybrid materials that combine natural cellulosic fibers, such as those derived from plants, with synthetic fibers (man-made ones). This combination has drawn a lot of attention from both scientists and industry. 4 To enhance the strength of polymer-matrix composites, more flexible fibers are often added for reinforcement. However, natural fibers,5–8 while beneficial in some respects, often fall short in terms of stiffness and strain-to-failure when compared to synthetic fibers like carbon and glass.9–11 This challenge has led to the exploration of alternatives that can provide both high stiffness and ductility.
In this context, the integration of metal fibers into regular fiber-reinforced polymer composites has emerged as a promising approach. These unique hybrid fiber composites not only offer exceptional strength and ductility but also reduce material costs and overall weight compared to pure metals. 12 While steel is widely recognized for its use in civil engineering applications such as beams and concrete structures, its potential in mechanical hybrid polymer composite parts remains underexplored. Despite the development of many hybrid composites using natural fibers blended with synthetic fibers like nylon, polyester and e-glass, the use of metal fibers, particularly steel, in hybrid composites is still underdeveloped. Steel, a well-known material for reinforcement in various applications, is commonly found in tyres and conveyor belts, where it is shaped into continuous wires to strengthen rubber.13–15 Steel’s advantage lies in its ability to enhance the stiffness and strength of base materials like rubber and concrete, suggesting its potential in hybrid composite development. Recently, this potential has been further realized with the introduction of a new type of fiber into the composite market: stainless steel fibers. These fibers, with a remarkable stiffness of about 193 GPa, a strain-to-failure of 20% and a diameter ranging from 5 to 100 µm, offer unique properties that set them apart from other materials. What makes these stainless steel fibers particularly remarkable is their ability to adjust their strain-to-failure across a wide range without compromising their inherent stiffness, making them a promising candidate for structural applications.16,17
Callens et al. 17 utilized a special woven structure composed of steel fiber warp yarns and thin polyethylene terephthalate (PET) weft yarns. They discovered that incorporating stainless steel-316 fibers, each containing 550 untwisted fibers with a diameter of 30 μm, into various matrix systems enhances the material’s impact resistance. The researchers observed that when these steel fibers are integrated with a brittle matrix system, the composite material can stretch up to 7.3% before breaking. Conversely, when combined with a more flexible, or ductile, matrix system, the stretchability increases to 12.7%. These steel fiber composites exhibit significantly higher stretchability before failure compared to typical composites made with carbon or glass fibers. They also later reported initial findings on the tensile properties of composite materials reinforced with steel fibers in their previous works.18,19 Allaer et al. 20 used annealed AISI 316L stainless steel fibers, bundled into yarns and woven into fabric with PET binder yarns. Results show that the composite retains full strain capacity in longitudinal tension, but has low stress and strain in transverse tension. Fracture surfaces indicate weak fiber/matrix bonding.
Fu et al. 21 explored the friction characteristics and wear resistance of a composite material consisting of grade 304 stainless steel short fibers and carbon fibers embedded within a poly-ether–ether–ketone (PEEK) matrix. The fibers had diameters of 0.025 mm and lengths ranging from 1 to 3 mm. Their findings suggest that both steel and carbon fibers effectively bond with the matrix, enhancing the stability of friction coefficients in the material. Prakash and Jaisingh 22 used E-glass woven mat, stainless steel 304 wire mesh (0.25 mm diameter) and aluminium (Al6061). They tested these hybrid composites for how strong they are when pulled, bent and in between layers. Treating the metal wire mesh in the glass epoxy composites makes them stick better, making the materials relatively stronger. Haq et al. 23 demonstrated enhanced tensile, flexural and impact properties in jute-aluminum composites through improved fiber-metal bonding by using aluminium sheet (0.5 mm). Further extending the exploration of fiber-metal hybrids, Singh and Rajamurugan 24 investigated wire mesh (0.43 mm) reinforced hydrophilic fiber composites with epoxy and vinyl ester resins, showing improvement in tensile, flexural and impact strength. Elayaraja and Rajamurugan 25 further explored hybrid flax and hemp fiber composites with stainless steel mesh and it was reported that the optimum mechanical performance is obtained by an alternating stacking of flax, steel mesh and hemp. Nag and Kumar 26 have also reported on laminated natural fiber and SS303 wire mesh (0.5 mm) reinforced epoxy composites with superior mechanical properties at 45° mesh orientation.
In view of this, the present work primarily involves fabricating a hybrid composite by reinforcing steel fiber mats and natural flax fiber mats with an epoxy resin matrix. The structural steel fiber meshes have a mesh size of 120 and weigh 0.28 kg/m2. Three 11 layered composites are prepared by altering the stacking sequence of steel and flax fibers: one with 11 flax fibers only, another with 7 flax fibers and 4 steel wire meshes, a third with 4 flax fibers and 7 steel wire meshes. The impact of steel fibers on various physical and mechanical properties of the composite is reported in this study. The physical behavior is evaluated through density and porosity measurements, as well as microstructural and compositional characterization. Additionally, the mechanical properties are assessed using a series of tests, including tensile, flexural, impact, interlaminar shear strength (ILSS) and microhardness tests. Together, these evaluations provide a comprehensive understanding of how steel fibers influence the overall physical and mechanical properties of the composite.
Experimental details
Materials
Properties of flax fiber.

Composition of SS-304.

Mechanical properties of SS-304.

Composite fabrication
In this work, the composite is fabricated using the hand layup technique, followed by low compression moulding. The fabrication process begins by affixing a silicone release sheet on the setup, which is then sprayed with silicone spray to ensure easy removal of the cast slabs. The L-12 resin and K-6 hardener are mixed in the recommended weight ratio of 10:1. The composite is then built up using a layer-by-layer method. Once all the layers are in place, the uniform load is applied over it and left to post-cure at room temperature for an additional 25-30 hours. In this investigation, three different composites are prepared, each consisting of three different stacking sequences of flax fiber mat and steel wire mesh, all of the same dimensions, 200 × 200 mm2. Figure 1 illustrates the stacking sequence for various composites, with brown denoting flax fiber and dark grey denoting steel mesh, while Table 4 presents the designation and composite composition. The overall thickness of composite F11, F7S4 and F4S7 are 8.27 mm, 6.61 mm and 4.54 mm respectively. Samples of the necessary dimensions are cut using a Bosch electric jigsaw to conduct physical and mechanical characterization tests. Stacking sequences of flax fiber mats and steel wire mesh. Classification of composites.
Characterization
Physical characteristics
Density and porosity
Water serves as the medium for assessing the density of composites through Archimedes’ principle. In this process, square specimens measuring 15 mm × 15 mm are utilized. Theoretical densities of the composites are determined using equation (1).36,37
The porosity or void volume fraction (
Microstructural characteristics
Scanning electron microscopy (SEM)
The scanning electron microscope (SEM) serves as a crucial instrument for examining the structural characteristics of raw fibers such as steel and flax, as well as their composites. Employing the JEC-1600 auto fine coater, samples undergo a process of platinum coating to create a thin film. The JEOL JSM-6480 LV SEM, manufactured in Japan, is the instrument used for conducting these investigations.
Stereo microscopy
To have an insight to the distribution and arrangement of the reinforcing fibers within the matrix body, stereo-micrographs of the raw fibers and the composites are taken. This is accomplished with a stereo microscope (Stemi-2000C), which operates at a low magnification and employs two independent optical channels.
Mechanical characteristics
Tensile strength
The tensile test is performed using an INSTRON 5967 universal testing equipment within a closed chamber (capacity 30 kN), which determines the tensile strength and modulus of the composite. Following the ASTM D3039 standard, flat specimens measuring 175 mm × 25 mm are cut from the composite and subjected to tensile test. Five millimetres per minute is the constant cross-head displacement speed that is applied. Tensile strength is measured on three samples of each composite and the average of it is recorded.
Flexural strength
The three-point bending test, commonly referred as the flexural strength test, is utilized to assess both flexural strength and flexural modulus. Conducted in accordance with ASTM D790 standards, this test provides crucial data regarding the material’s ability to withstand bending forces and its stiffness under such conditions. This test is performed using the UTM model INSTRON 5967, which has a capacity of 30 kN. Flexural strength values are calculated according to equation (3),
38
where L, b and t represents the gauge length, width and thickness of the specimen, respectively, while p represents the applied load.
Interlaminar shear strength (ILSS)
Interlaminar shear strength (ILSS) is an essential mechanical property that reflects the quality of the bond between resin and fiber mats within a multi-layered composite. It measures the shear strength at the interface of the matrix material and is commonly evaluated through a three-point bending test, as specified by ASTM D2344. This test is performed at room temperature using the UTM model INSTRON 5967 to determine the ILSS. Specimens with dimensions of 40 mm × 10 mm are utilized for the test and the ILSS is calculated based on equation (4).
39

Impact strength
In accordance with ASTM D256, the Izod impact test conducted on a composite involves low-velocity impact. The specimen dimensions specified are 64 mm in length and 12.7 mm in width and a V-notch is formed at the center, featuring a depth of 2 mm and a notch angle measuring 45°. The hammer is set to fall at an angle of 140° for the test.
Hardness test
The micro-hardness of all three prepared composite samples is determined using a Leitz micro-hardness tester. A 136° Vickers diamond pyramid indenter is employed, applying a force of 0.05 kgf for a duration of 10 seconds. The Vickers hardness is calculated according to equation (5).40,41 The force is applied at different points across both the cross-sectional and top surfaces of each specimen, with the average of the recorded values taken as the final hardness measurement.
Here, F represents the applied load in kilograms-force (kgf) and L denotes the length of the diagonal of the square indentation in millimetres (mm).
Results and discussion
Physical characteristics
Density and porosity
Densities and void content of the composites.
Microstructural characteristics
Stereo microscopy
The micrographs captured using the Stemi-2000C stereo-microscope at low magnification to illustrate the cross-sectional surfaces of composites F11, F7S4 and F4S7, as shown in Figure 2(i)–(iii), respectively. Figure 2(i) highlights the cross-sectional surface of composite F11, where both horizontal and vertical fibers are distinctly visible, along with a small void within the structure. Moving to Figure 2(ii), the stereo micrograph of composite F7S4 reveals a well-defined stacking sequence of layers, comprising four layers of steel wire mesh interleaved with flax fiber mats and matrix layers. The sequence begins with a bottom layer of one flax fiber mat, followed by a steel wire mesh, then two flax fiber mats, another steel wire mesh, one more flax fiber mat, a third steel wire mesh, two additional flax fiber mats, a final steel wire mesh and a top layer of one flax fiber mat. In contrast, Figure 2(iii) shows the stereo micrograph of composite F4S7, which features an inverted stacking sequence compared to F7S4. In F4S7, seven layers of steel wire mesh alternatively stacked with four layers of flax fiber mats, with the positions of the steel wire mesh and flax fiber mats swapped relative to their arrangement in F7S4. Microscopic images of cross-sectional surfaces of (i) composite F11, (ii) composite F7S4, (iii) composite F4S7 and top surfaces of (iv) composite F11, (v) composite F4S7.
Figure 2(iv) and (v) illustrate the top surfaces of composites F11 and F4S7, respectively. In Figure 2(iv), the top layer of composite F11, which is a flax fiber layer, is clearly visible. Additionally, the presence of voids, pores and air bubbles within this composite is observed. On the other hand, Figure 2(v) shows the top layer of composite F4S7, which consists of a steel wire mesh with a flax fiber layer beneath it. Whereas the wire mesh forms a rectangular shape with every included angle being 90° to each other. The image clearly shows that the rectangular holes in the steel wire mesh are filled with matrix material, resulting in minimal voids and air bubbles. This indicates that the presence of the steel wire mesh on the top layer effectively reduces the occurrence of these imperfections.
Scanning electron microscopy
Figure 3 presents typical SEM images of raw SS-304 wire mesh and flax fiber mat. Figure 3(i) shows the woven wire arrangement in the steel mesh, where the wires diameter is around 75–80 microns. Figure 3(ii) depicts the flax fiber network woven at a 90° angle, where it is evident that the horizontal fiber bundle is thicker than the vertical fiber bundle and the single flax fiber width is around 45 to 65 microns. SEM image of (i) steel wire mesh, (ii) flax fiber mat.
Figure 4(i)–(v) presents the EDX mapping results for the elemental compositions of the steel wire mesh, flax fiber, composite F11, composite F7S4 and composite F4S7, respectively. The EDX analysis of the steel wire mesh reveals a composition of 0.08 wt% carbon (C), 1.32 wt% oxygen (O), 1.35 wt% silicon (Si), 20.76 wt% chromium (Cr), 1.57 wt% manganese (Mn), 8.48 wt% nickel (Ni) and 66.44 wt% iron (Fe). In contrast, the EDX mapping of the flax fiber reveals 45.23 wt% carbon (C), 53.07 wt% oxygen (O), 0.78 wt% silicon (Si), 0.47 wt% potassium (K), 0.42 wt% calcium (Ca) and 0.03 wt% iron (Fe). The prominent peaks of carbon and oxygen in the flax fiber’s EDX spectrum highlight its ligno-cellulosic nature, indicative of its high cellulose content, which is primarily composed of carbon and oxygen. EDX mapping of (i) steel wire mesh, (ii) flax fiber, (iii) composite F11, (iv) composite F7S4 and (v) composite F4S7.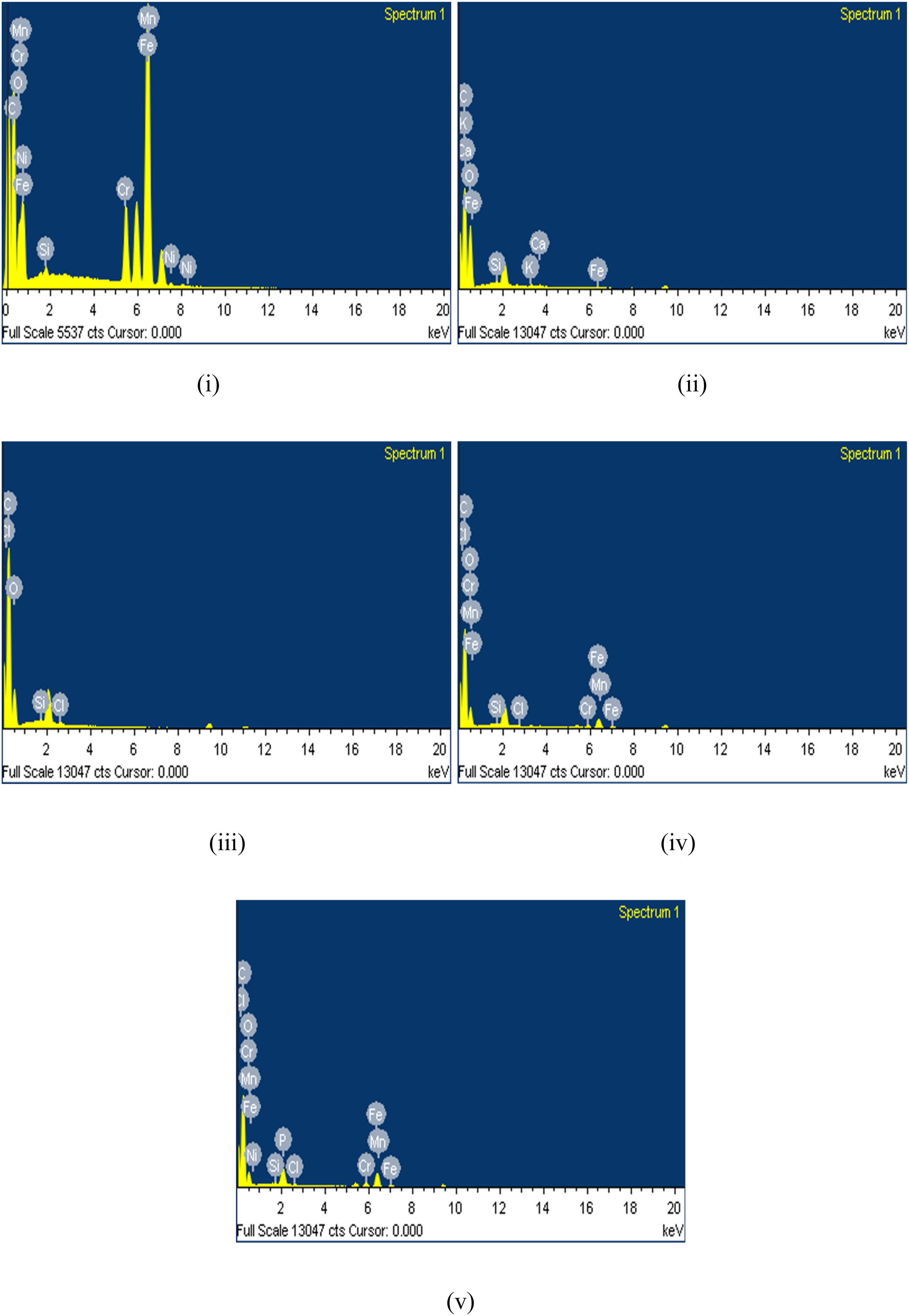
The flax-epoxy composite (F11) features a composition of 66.89 wt% carbon (C) and 32.45 wt% oxygen (O), with minor amounts of silicon (Si) at 0.38 wt% and chlorine (Cl) at 0.28 wt%. When steel layers are incorporated, as in the composite with four steel and seven flax layers (F7S4), the carbon content decreases to 58.65 wt% and the oxygen content drops to 26.68 wt%. The levels of silicon and chlorine remain relatively constant, but the introduction of 1.23 wt% chromium (Cr), 1.53 wt% manganese (Mn) and a notable 12.32 wt% iron (Fe) becomes evident. Further increasing the steel layers to seven, as seen in the composite with seven steel and four flax layers (F4S7), results in an even lower carbon content of 52.56 wt% and a reduction in oxygen to 22.27 wt%. The silicon content remains close to that of F7S4 at 0.33 wt%, while the chlorine level rises slightly to 0.39 wt%. This composite also includes 0.93 wt% phosphorus (P) and sees increased levels of chromium (3.52 wt%), manganese (1.85 wt%) and a significant rise in iron to 17.13 wt%, with a marginal presence of nickel (0.02 wt%).
Mechanical characteristics
Tensile strength
The tensile specimens, each of dimension 175 mm in length and 25 mm in width, have a gauge length of 125 mm. The tests are conducted at a constant crosshead speed of 5 mm/min while applying a tensile load to each specimen. As the steel mesh content increases, the elongation increases. This trend suggests an enhancement in the flexibility of the hybrid steel-flax-epoxy composites with higher steel mesh content.
Tensile strength represents the maximum stress a material can endure while being stretched or pulled before breaking. Figure 5 illustrates how tensile strength varies with different contents and stacking sequences of steel wire mesh. It highlights a significant increase in tensile strength, rising by 24.36% from 63.2 MPa to 78.6 MPa, when substituting four flax fiber mats with steel mesh. Furthermore, replacing seven flax fiber mats with steel mesh leads to a further increase, with strength going from 78.6 MPa to 82.5 MPa. Similar trend is observed by Mohapatra et al.
42
while they have tested on multiple fiber interply hybrid composites made of kenaf and glass fiber. Tensile strength of the composites.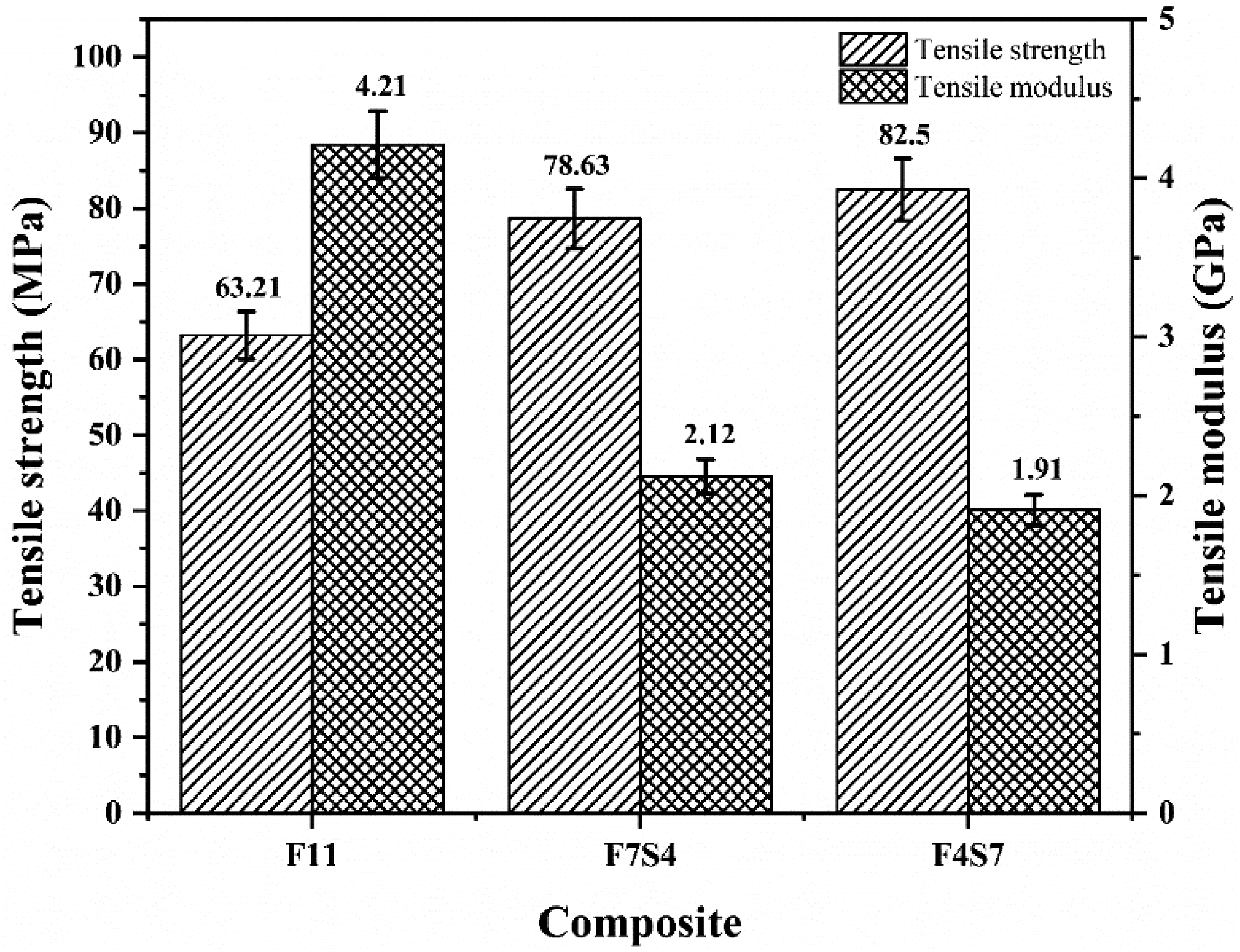
Tensile strength of hybrid composite is found to be increasing with the inclusion of high strength reinforcement i.e SS-304. Figure 6 illustrates the fracture surface texture after tensile tests for all three specimens. SEM micrographs in Figure 6(i) reveal mechanisms such as fiber pull-out, fiber breakage, voids, cracks and fiber fragmentation in the flax-epoxy composite (F11). In contrast, the flax-steel-epoxy hybrid composites (F7S4 and F4S7) show evidence of steel mesh breakage, pull-out, hole creation, voids, flax-steel debonding, ductile deformation on steel and flax fiber breakage. This contrast highlights the different failure mechanisms and bonding characteristics in the two types of composites. A comparison of Figure 6(ii) and (iv) reveals that composite F4S7 has fewer voids than composite F7S4, which contributes to its increased tensile strength. This enhancement in tensile strength can also be attributed to the strong adhesion between the reinforcing steel wire mesh and the matrix, as demonstrated in Figure 6(iv) and (v). Specifically, Figure 6(iii) shows that the matrix remains within the inter-wire gaps of the steel wire mesh, which enhances bonding and further contributes to the increased tensile strength. Additionally, Figure 6(v) highlights that even after the tensile test, the matrix remains adhered to the pulled-out steel fiber, emphasizing the robust bond between the steel mesh and the matrix. Moreover, the ductile failure of the steel wire mesh is evident in Figure 6(vi). Which indicates the incorporation of steel wire introduces slight flexibility, enhancing the composite’s overall performance. Surface texture of the fracture surface after tensile failure (i) is of composite F11, (ii-iii) are of composite F7S4 and (iv-vi) are of composite F4S7.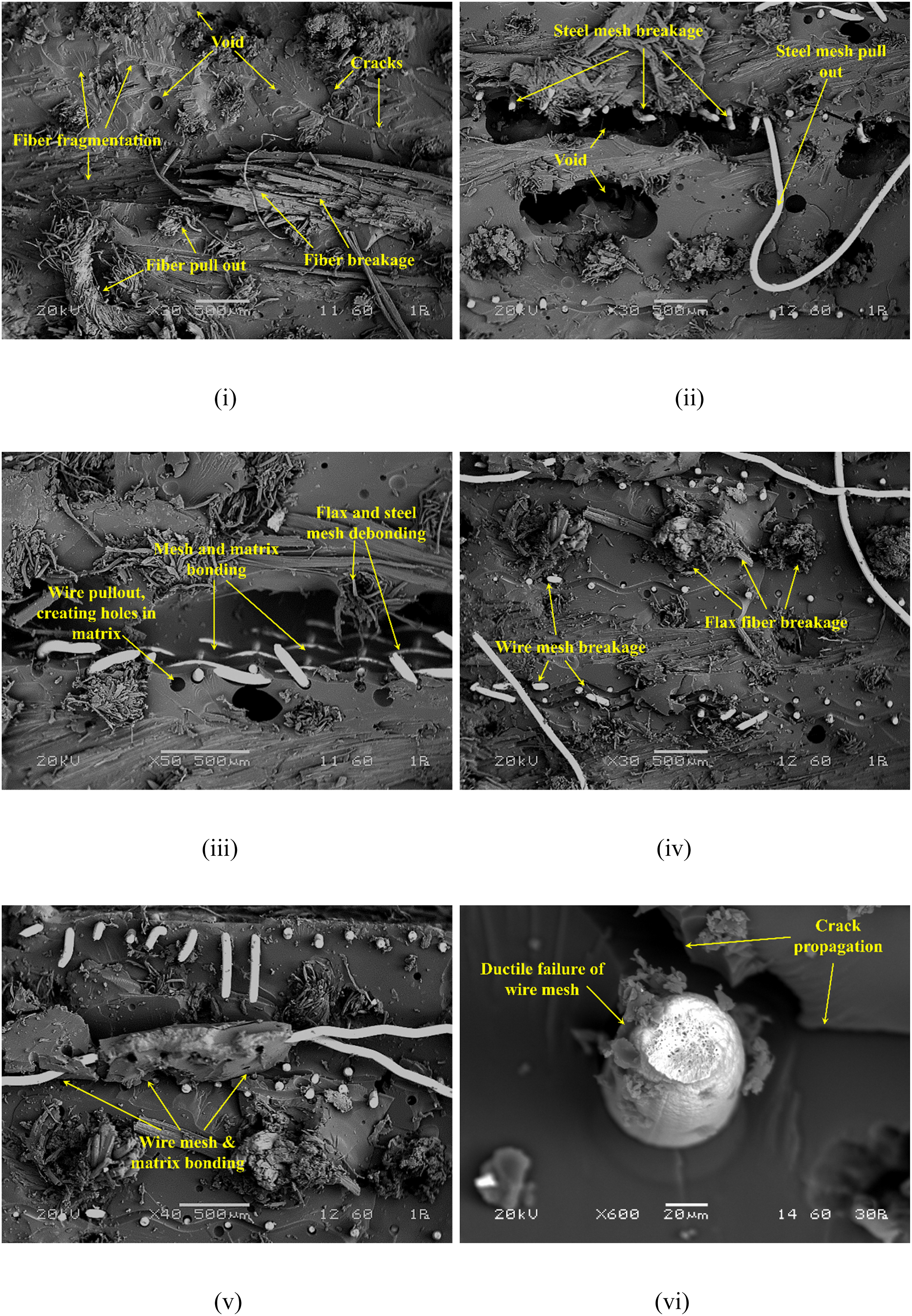
The tensile modulus, also known as Young’s Modulus, measures a material’s stiffness by determining its deformation under a given load. The reported tensile moduli are 4.21 GPa for the F11 composite, 2.12 GPa for the F7S4 composite and 1.91 GPa for the F4S7 composite. There is a notable decrease of approximately 49.64% in tensile modulus value when four steel meshes (F7S4) are incorporated and this modulus decreases even further with the addition of seven steel meshes (F4S7). The F11 composite, which consists only of flax fibers, exhibits a significantly higher modulus compared to the two steel-based composites. A higher tensile modulus indicates greater rigidity. However, when steel mesh is incorporated, the tensile modulus decreases due to the presence of more stretchy fibers. This is evident in the results: the F11 composite experiences a length change of 2.21 mm, whereas the F7S4 and F4S7 composites show changes in gauge length of 4.06 mm and 4.34 mm, respectively. This demonstrates the increased flexibility of the composites when steel mesh is included. Similar trends of decrease in tensile modulus are noticed by Salve and Mache 43 with increase in number of aluminium layers in jute-epoxy composites.
Incorporating steel wire mesh into flax-epoxy composites, tensile strength increased due to strong adhesion between the wire mesh reinforcement and matrix. However, the addition of steel mesh decreases the tensile modulus, making the composite more flexible. This is evident as the F11 composite, consisting just of flax fibers, shows greater rigidity compared to the more flexible F7S4 and F4S7 composites.
Flexural strength
The three-point bend test, as specified by ASTM D790, is conducted for flexural testing of all three prepared composite specimens. The flexural specimens have dimensions of 125 mm in length and 12.5 mm in width. The gauge length is set at 90 mm and a constant crosshead speed of 5 mm/min is maintained for all specimen. The variations in flexural strength and modulus of the composites with different stacking sequences are illustrated in Figure 7. It is observed that flexural strength improves gradually, though marginally, as the wire mesh content increases. For instance, in composite F11, four of the eleven flax fiber layers are replaced with wire mesh in composite F7S4, leading to a 5.51% increase in flexural strength. However, when seven wire mesh layers replace flax fiber in composite F4S7, the flexural strength increases by just 2.76%. Moreover, the effect of wire mesh on flexural strength is less significant when compared to its impact on tensile strength. Similar trends of increase in flexural strength with increase in steel mesh wire content in jute-epoxy composites are observed by Salve and Mache.
43
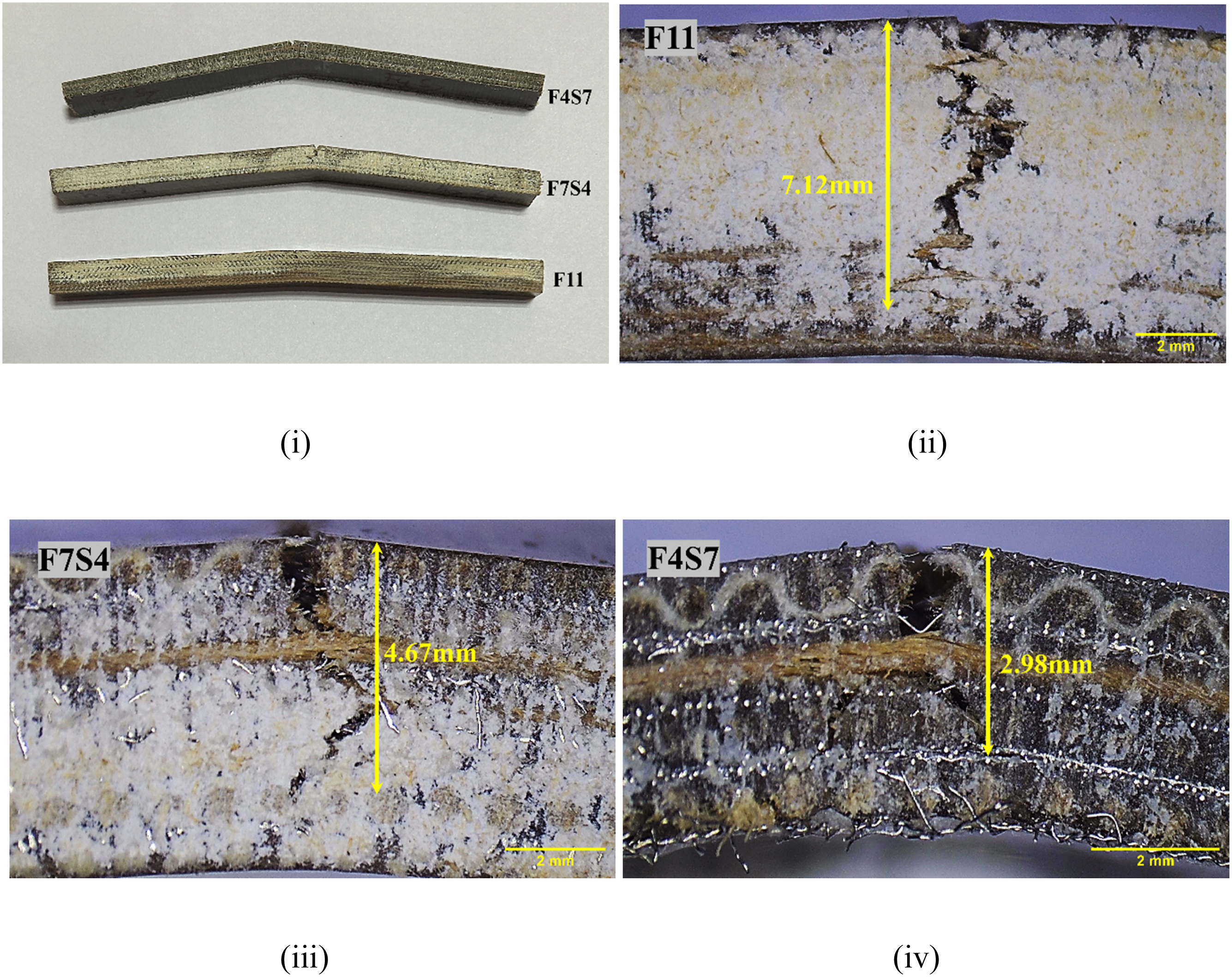
The increase in flexural strength is primarily due to the steel wire mesh’s high load-bearing capacity, which enhances the bending strength. Since the wire mesh exhibits slight ductility, the flexural strength improves; however, the flexural modulus decreases because the elongation is greater relative to the applied stress. The elongation values are approximately 2.21 mm, 4.06 mm and 4.34 mm for composites F11, F7S4 and F4S7 respectively. It is evident that the composite without wire mesh (F11) exhibits more rigidity with minimal bending compared to the composites containing wire mesh (F7S4 and F4S7), as clearly shown in Figure 8(i). This behavior is attributed to the lower bending stiffness of flax fiber. Figure 8(ii)–(iv) display stereo micrographs of the cross-sectional surface of the flexural specimens after failure. In the bending test, the crack propagation is measured to be 7.12 mm out of 8.27 mm for composite F11, 4.67 mm out of 6.61 mm for composite F7S4 and 2.98 mm out of 4.54 mm for composite F4S7. This indicates that in composite F11, the transverse crack extended through 86.09% of the specimen’s total thickness, whereas in composites F7S4 and F4S7, the crack propagation reached 70.65% and 65.63% of its thickness, respectively. The results suggest that the crack propagation decreases with increasing wire mesh content due to the steel wire mesh’s ability to resist crack growth, influenced by the stacking sequence. Flexural strength of the composites. Bent samples and the cross-sectional morphologies of (i) all three composites, (ii) composite F11, (iii) composite F7S4 and (iv) composite F4S7.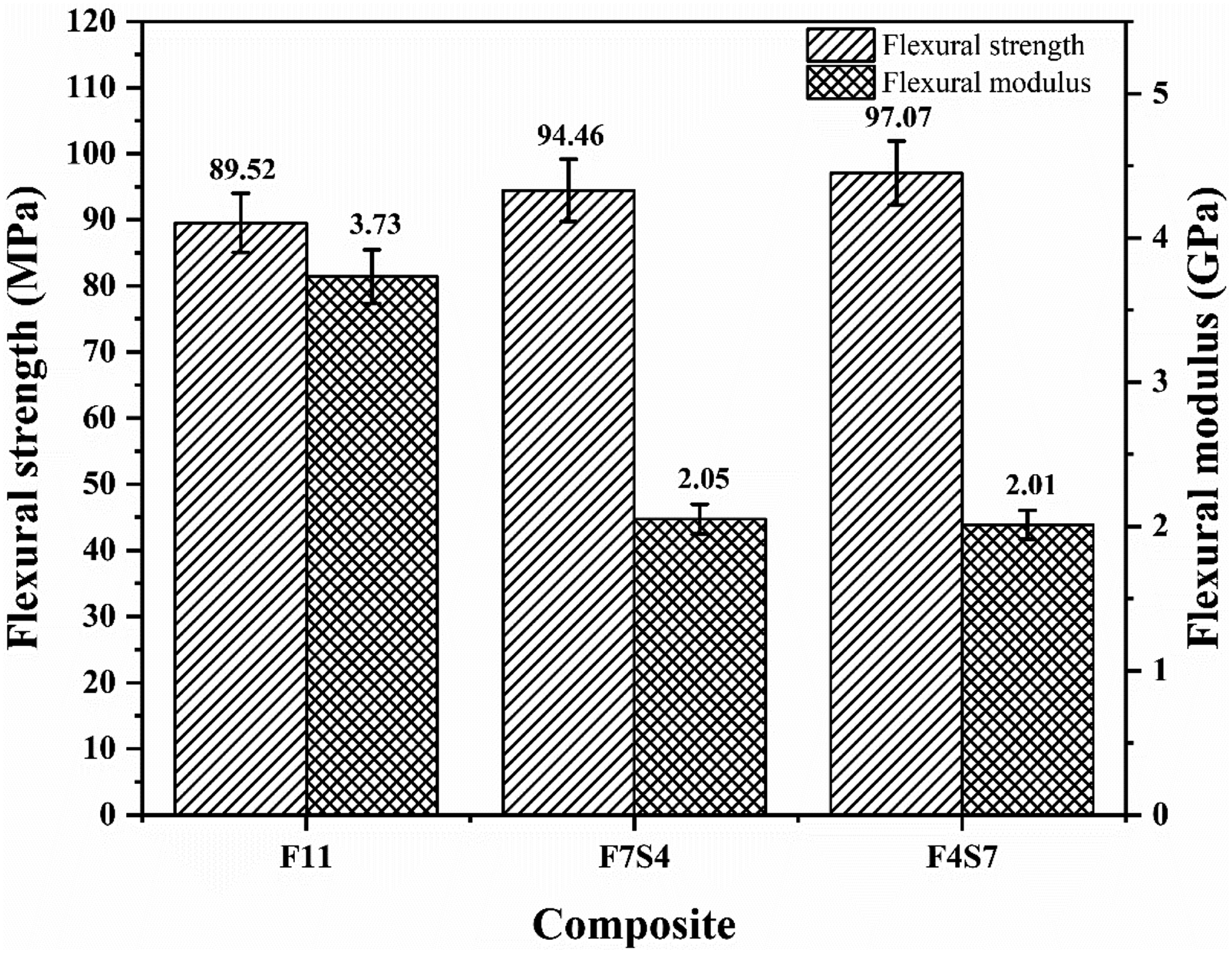
The damage in composite laminates subjected to flexural tests has been studied using scanning electron microscopy (SEM). SEM images provide a detailed view of damage at high magnifications and resolution, revealing intricate fiber structures and microscale damage mechanisms. Because composite materials are inherently non-conductive, they require a conductive coating typically between 1.5 and 2 microns thick before SEM imaging to achieve clear, high-resolution visuals. Once coated, SEM analysis allows for detailed observation of the interfacial bonding between the matrix and fibers, as well as the metal wire mesh, including the patterns of failure. The SEM images shown in Figure 9(i)–(iv) offer an in-depth examination of the damage mechanisms. Commonly observed failure phenomena in the specimens include fiber pullout, fiber debonding, crack formation, wire pullout causing holes, fiber breakage and fiber bending. Morphologies of fractured surface after flexural failure (i) is of composite F11, (ii) is of F7S4 and (iii-iv) are of composite F4S7.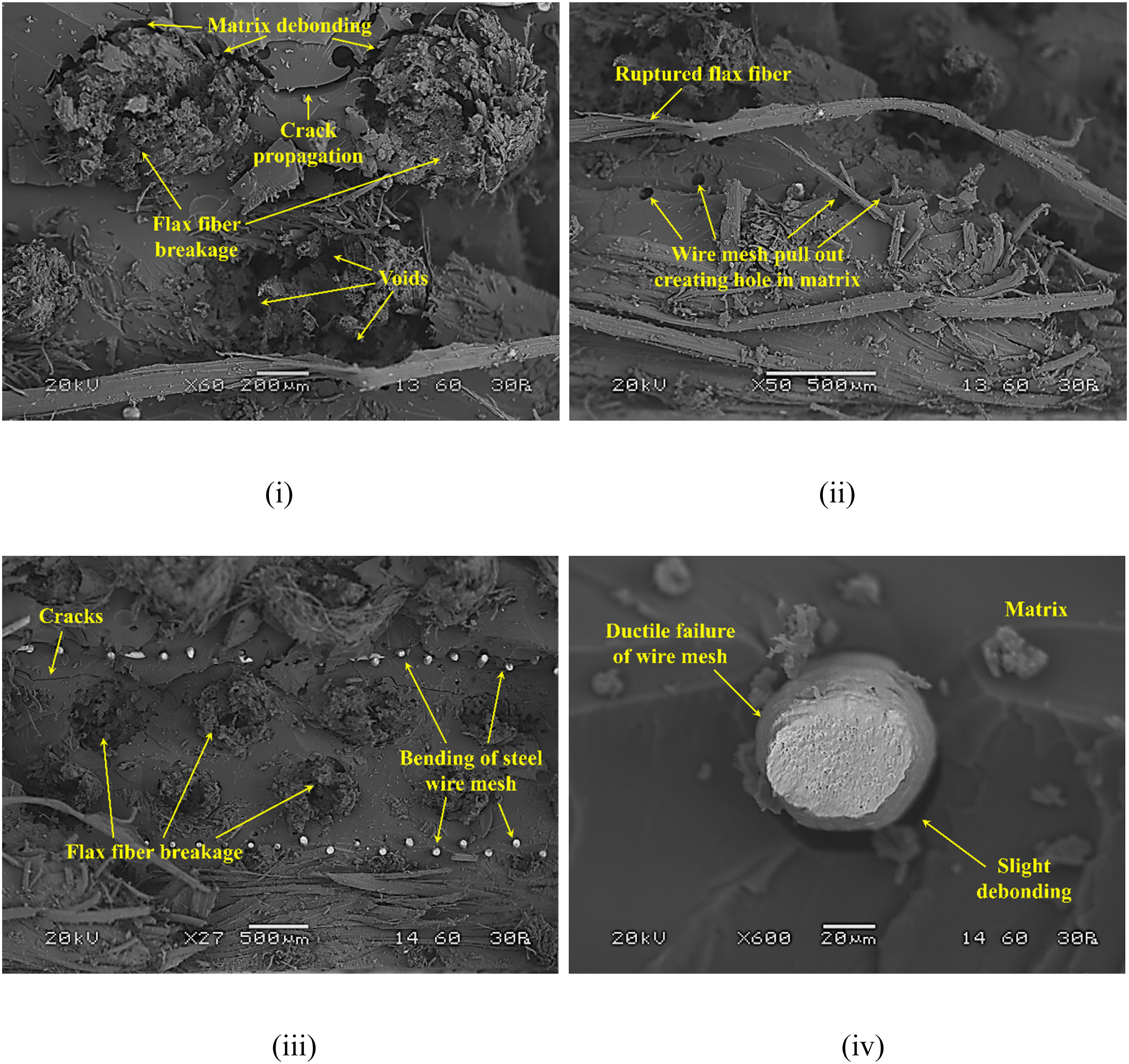
Figure 9(i) shows the failure surface of composite F11, which does not include any wire mesh. The image clearly reveals breakage of flax fibers, crack propagation and the presence of voids both in the matrix and within the fibers. These factors are the primary reasons for the composite’s lower flexural strength. In contrast, Figure 9(ii) depicts the failure surface of composite F7S4, where wire mesh pullout is evident, creating holes on the surface. This occurs because, under applied force, the flax fibers break and where the bonding between the matrix and the wire mesh is weak, the metal wires pull out without breaking, leading to formation of holes in the matrix. Figure 9(iii) demonstrates that as the wire mesh content increases, voids decrease and bonding strength improves, resulting in higher flexural strength for composite F4S7. The wire mesh pullout is more difficult in composite F4S7 due to its strong bonding strength. Instead of pulling out, the wire mesh is observed to bend and break. Finally, Figure 9(iv) illustrates that the elongation of the composite increases with the inclusion of more wire mesh, as the wire mesh contributes to the composite’s deformation, with ductile failure of the wire mesh being observed.
Interlaminar shear strength (ILSS)
The interlaminar shear strength (ILSS) of the composite depends on the interfacial bonding between the matrix with the fiber and metal wire, as well as the effective penetration of resin into the fibers. The impact of steel wire mesh reinforcement on the ILSS of flax-epoxy composites is illustrated in Figure 10. It demonstrates that the inclusion of steel mesh results in a reduction in the ILSS of the composite. Initially, when no steel mesh is incorporated, the ILSS of the F11 composite is 4.11 MPa. However, replacing four flax fiber layers with steel mesh leads to a 15.81% decrease in the ILSS value, continuing similarly for the F4S7 composite. Among all the composites, the virgin flax fiber composite (F11) exhibits the highest shear strength, indicating superior bonding between the flax fiber layers compared to the two steel-based hybrid composites. During testing, the applied force propagates from the outer laminate surface to the inner layers. In the F11 and F7S4 composites, the flax fibers initially absorb the load and then transfer it to the subsequent layers. The observed reduction in interlaminar shear strength (ILSS) can be attributed to the mechanical property mismatch between the flax fibers and the steel mesh. Although SS-304 steel excels in tensile and compressive strength, its shear strength is relatively lower. This difference may hamper effective stress transfer between the flax and steel layers in multi-fiber reinforcements, leading to a decline in ILSS. Furthermore, the uneven load distribution caused by the differences in the mechanical properties of the two reinforcements can result in shear failure. A similar observation was also reported by Prakash and Jaisingh
22
in their study on E-glass/Al 6061 and steel wire mesh-reinforced resin hybrid composites. ILSS of the composites.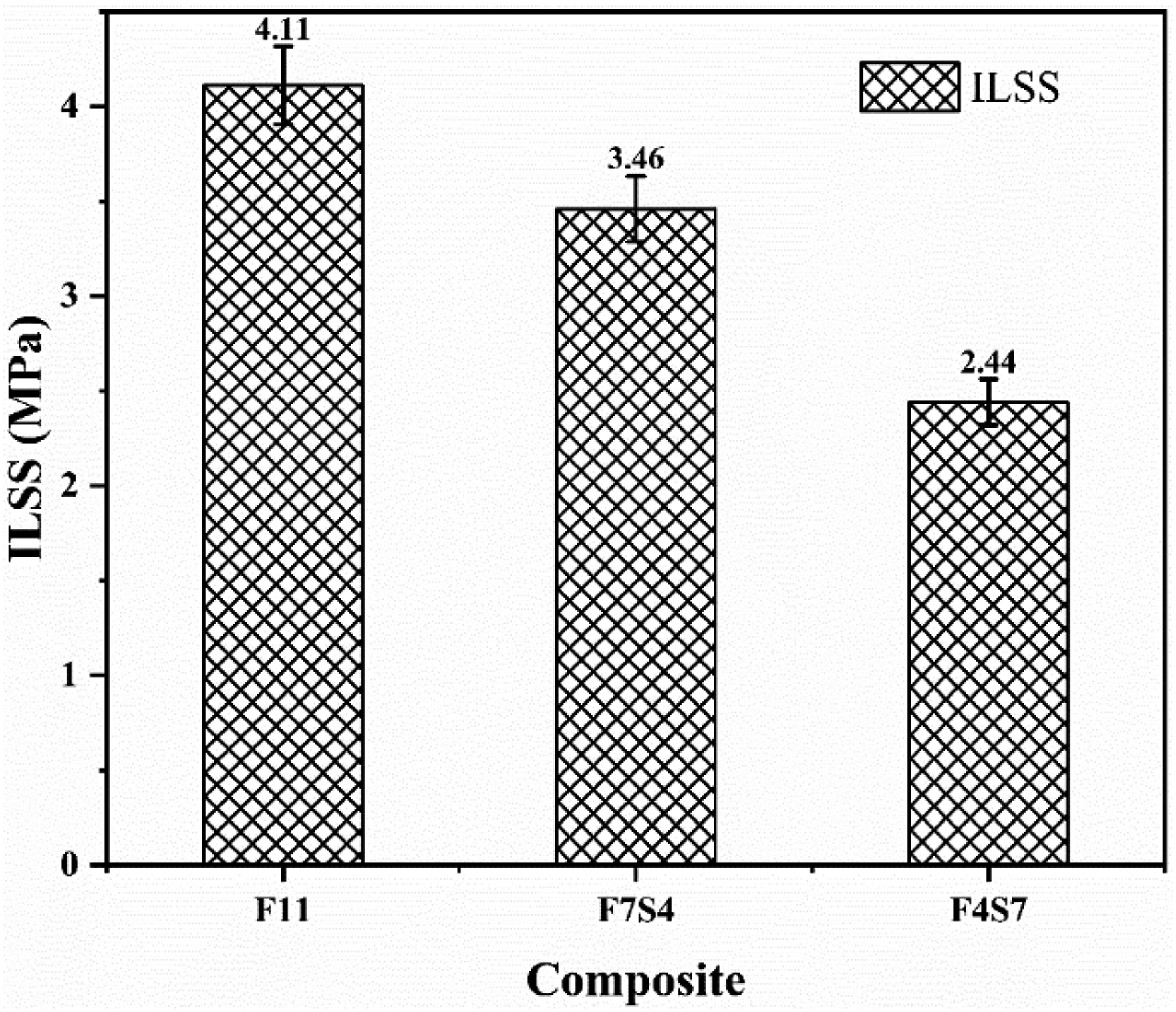
Impact strength
The results illustrated in Figure 11 highlight how the impact strength of flax-epoxy composites changes when steel wire mesh is incorporated. The data clearly demonstrates that adding more layers of steel wire mesh significantly enhances the composite’s ability to absorb impact energy. For example, when four layers of steel mesh replace flax fiber mats, the impact strength rises by about 33.63%, increasing from 11 kJ/m2 to 14.7 kJ/m2. If three more layers of steel wire mesh are added in place of flax layers, the impact strength further improves by 40.13%, reaching 20.6 kJ/m2. Impact strength of the composites.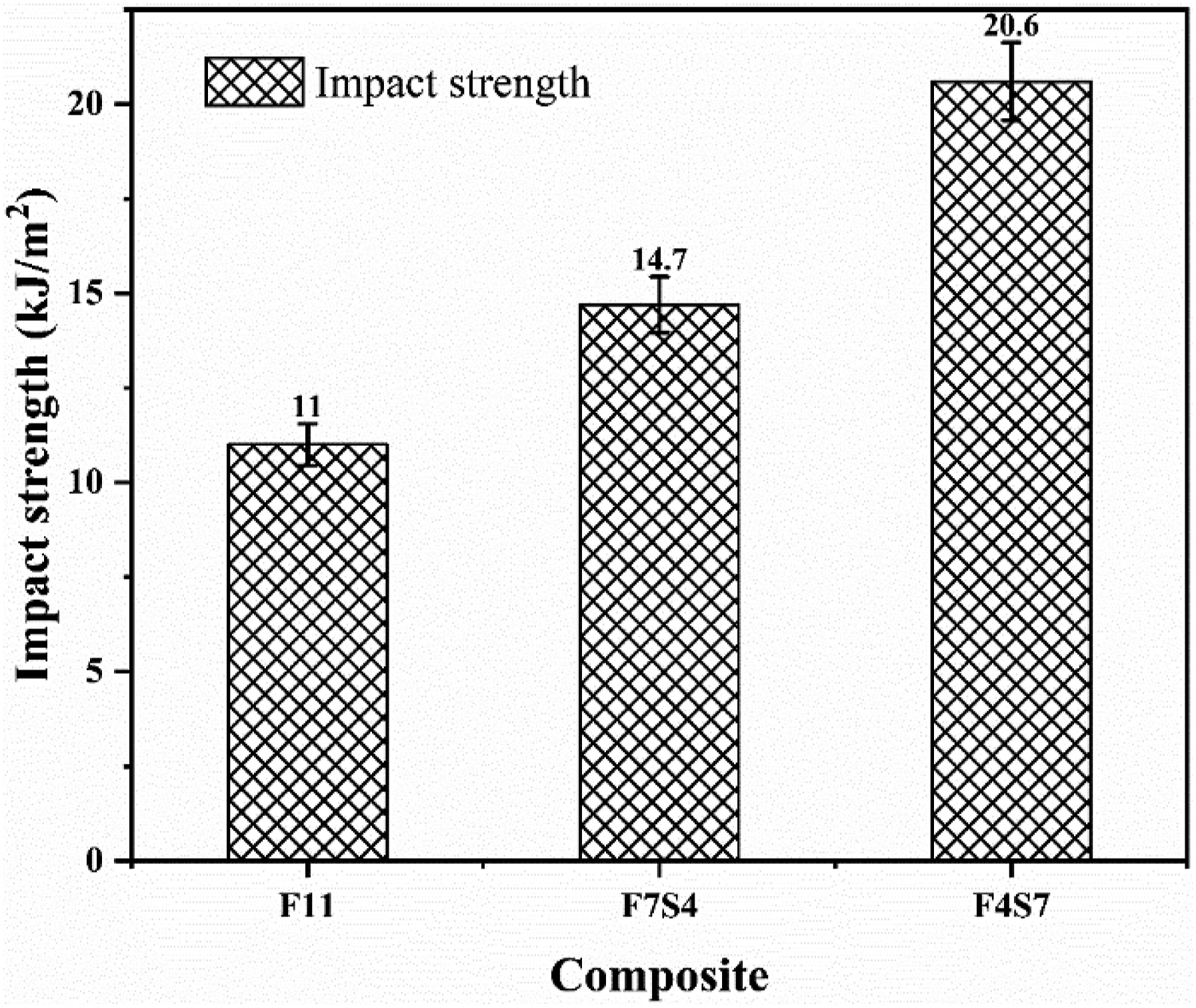
Each reinforcement material in these composites brings unique properties that together boost the overall impact strength. Steel mesh not only enhances the composite’s ability to absorb loads but also plays a crucial role in controlling how cracks spread. When a crack meets the steel mesh, it can be deflected, slowed down, or even stopped, which increases the toughness of the composite. Furthermore, the steel mesh may stretch, absorbing more impact energy and spreading it more evenly throughout the material. As a result, the combined materials work together in a way that greatly improves the impact strength of the hybrid composite.
Hardness
The bulk hardness of a material system is significantly influenced by the intrinsic hardnesses of its constituents. Figure 12 illustrates the measured Vickers hardness values of the composites. It is evident that the hardness of all three prepared composites increases substantially with the addition of wire mesh. For the flax-epoxy composite (F11), the hardness value is measured as 23.6 HV. With the inclusion of four wire meshes in the composite F7S4, the hardness increases by 42.79%, reaching 33.7 HV. The highest improvement is observed in the composite F4S7, which contains four flax fiber mats and seven steel meshes. This composite achieves a maximum hardness of 41.4 HV, representing a 75.42% increase compared to the pure flax-epoxy composite. These findings indicate that the hardness of the composite is significantly influenced by the number of steel wire inclusions. Variation of Vickers hardness of the composites.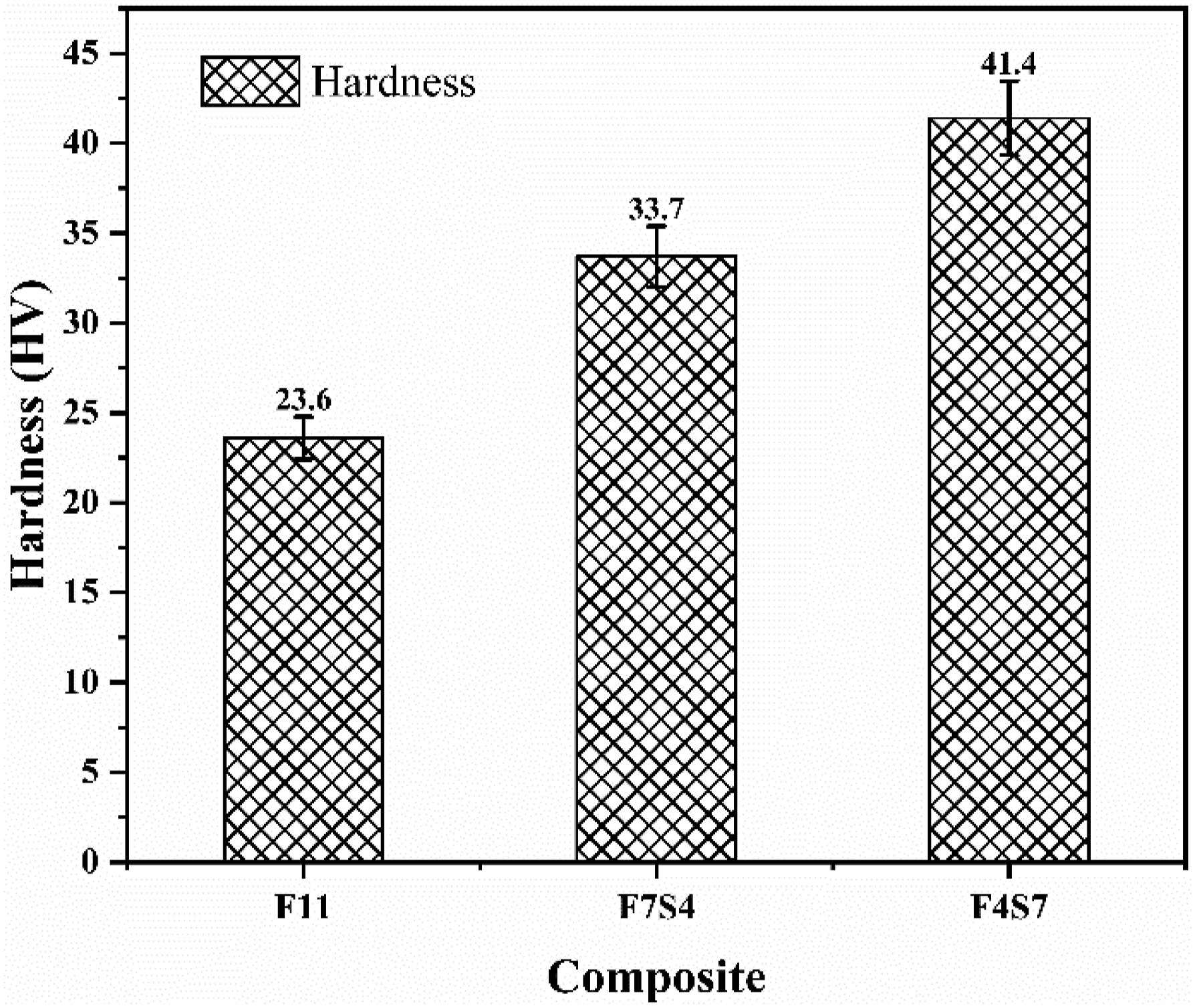
Conclusions
This study demonstrates the successful fabrication of polymer-based hybrid composites reinforced with flax fiber mat and steel wire mesh, utilizing three different stacking sequences through the hand layup technique. The composite’s density and porosity are found to vary with the steel wire content, with the combination of seven steel mesh layers and four flax mat layers showing a void volume fraction of just 1.87%. This low void content is a strong indicator of the material’s strength. The tensile and flexural strengths improved with increased steel wire content, although a decline in tensile and flexural modulus is noted due to the addition of the steel wire mesh. The inclusion of SS-304 steel, being ductile, added slight ductility to the composite, resulting in increased elongation and a higher strain-to-stress ratio as the steel content increased. Steel wire content significantly impacted the composite’s overall strength properties, with mechanical characteristics such as impact strength and hardness improving alongside the steel content. However, a decreasing trend in interlaminar shear strength (ILSS) is observed.
The flax-steel hybrid polymer composite offers excellent strength, density, and mechanical properties. Despite reductions in interlaminar shear strength and modulus, the improved impact strength, hardness and lightweight features make these composites ideal for lightweight structural and engineering uses.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.