
Abstract
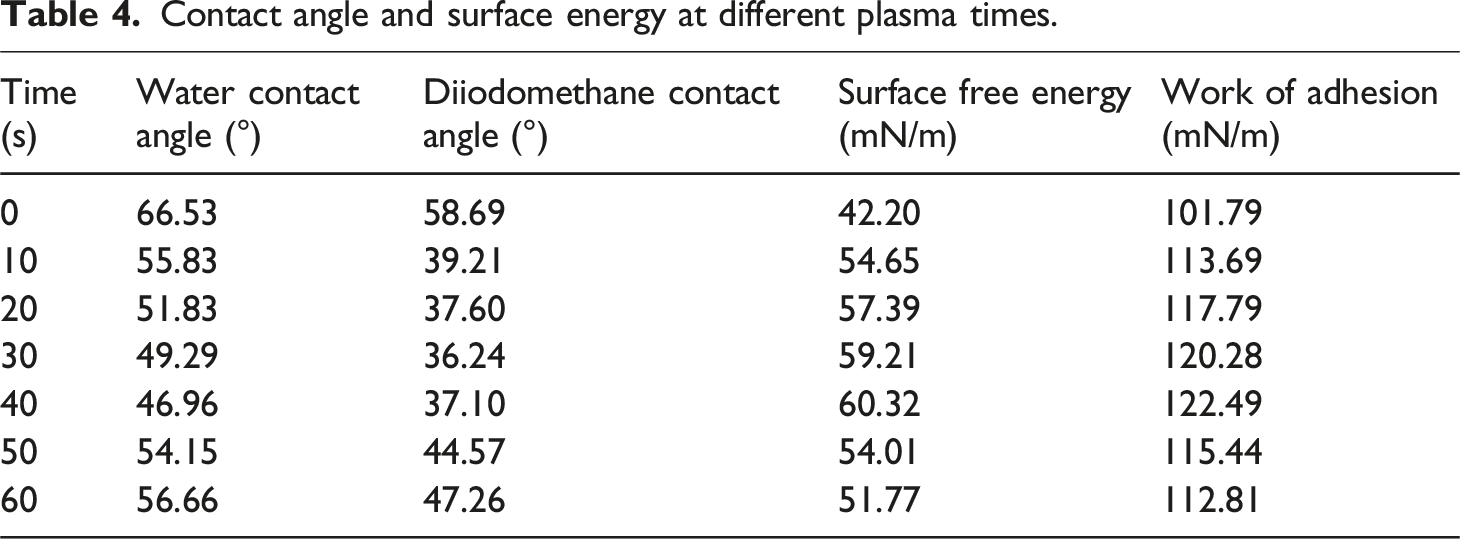
This study involved the plasma surface modification of polyethylene with gliding arc plasma at atmospheric pressure to enhance the adhesion of labels to these surfaces and prevent label detachment. Optical emission spectroscopy (OES) analysis was conducted to identify the plasma elements. Contact angle measurement was done to evaluate the surface hydrophilicity. The water contact angle was 66.53° before surface treatment and decreased to 46.96° after 40 s treatment, confirming the improvement of the hydrophilic behavior of the surface. Surface free energy calculation indicated that the surface free energy was raised from 42.20 mJ.m−2 to 60.32 mJ.m−2 after plasma treatment. Changes in the physico-chemical properties of the surfaces were investigated using various analyses such as XPS, AFM, and SEM. XPS verified the formation of oxygen-containing functional groups on the surface. SEM showed an increase in pores and surface protrusions, and AFM confirmed an increase in roughness from 47.18 nm to 59.87 nm after plasma treatment. Conventional adhesion tests, including loop tack, peel, static and dynamic shear tests, corroborated the enhanced adhesion properties of the plasma-treated samples.
Introduction
Today, polymer materials have become increasingly popular in various aspects of human life. They can be found in almost all structures, industrial components, and general applications. Among polymers, polyethylene (PE) and polypropylene (PP) currently account for the largest amount of production worldwide. Despite suitable physical and mechanical properties and various applications, low surface free energy, weak adhesion, and low hydrophilicity of these polymers1,2 lead to significant problems with the adhesion of subsequent layers such as various coatings and pressure-sensitive adhesive (PSA) films.
Over the past years, many researchers have tried to treat the surface of polymers and modify their adhesion, wettability, paintability, and other surface properties while preserving their bulk properties. For this purpose, several methods, including exposure to the plasma, 3 radiation, 4 corona 5 and ion beam 6 have been employed. Various objectives can be achieved by surface modification of PE, including but not limited to surface performance modification, surface cleaning, etching, and surface deposition. Surface properties can be modified by creating new functional groups such as hydroxyl, ether, epoxy, ketone, carboxyl, sulfonic acid, carbonate, peroxide, and acid chloride, resulting in improved paint coating, enhanced adhesion of subsequently coated layers, and glaze resistance of the surface. Functionalization is a chemical or physical process by which highly polar and chemically active groups are formed on the surfaces of the polymers. Three kinds of treatments can be observed in surface functionalization of polymers: (1) selective functionalization of polymer surface without any changes in the bulk of polymer; (2) selective surface functionalization and changes in the polymer substrate structure; and (3) multimodal functionalization on the surface of the polymer along with changes in the bulk of the polymer. 7
When modifying polyolefin surfaces, physical methods are preferred because they are more accurate, controllable, and more environmentally friendly. Physical methods to modify the surface of polymers include flame, corona, UV, gamma radiation, laser, and cold plasma. 8 For various surface modifications, plasma is one of the most efficient choices.9–12 The plasma method is superior to other methods because of its cleanliness, high processing speed, high user security, compatibility with the environment, and the absence of toxic pollutants, residue, or wastewater.13–16 In plasma, ions, active atoms, radicals, and free electrons affect the physico-chemical properties of surfaces. Plasma can increase or decrease adhesion by creating or removing surface functional groups. 17 The influencing factors in plasma treatment include gas type, gas flow, modification time, plasma power, sample distance to device probe, and so on. 18
In this paper, the surface of high-density blow-molded polyethylene sheets has been treated using gliding arc plasma. High density polyethylene (HDPE) was used as the main material due to its advantages over other polyolefins like low density polyethylene (LDPE) and polypropylene (PP). HDPE has higher chain packing, higher crystallinity, more stiffness, better barrier properties and better chemical resistance compared to LDPE. Moreover, it has higher low-temperature impact toughness compared to PP, which makes it more applicable for materials that need to operate at low temperatures. Gliding arc plasma was used for the surface modification of LDPE due to its simplicity of process and high efficiency. Gliding arc plasma does not need vacuum facilities and can be performed in a cost-effective and environmentally friendly manner. Even compared to corona treatment, it has a higher energy density and higher reactivity, which allow for better and deeper surface modification. Moreover, it can modify the surface of polymers in a relatively fast manner and can be used for both flat and non-flat surfaces. Gliding arc plasma has been extensively used by researches for the modification of various surfaces.16,19–21 Since polyethylene is a widely used polymer in industry, it is essential to develop a simple, environmentally friendly and cost-effective approach for its surface modification. Gliding arc plasma is able to offer these properties and can be used for the surface modification of polyethylene in an industrial scale.
Gliding arc plasma has been widely used for the surface modification of polyolefins. For example, Darvish et al. 8 used gliding arc plasma to modify the surface of PP films. Biaxial PP films were exposed to gliding arc plasma for different durations, and the changes in surface properties including surface morphology, surface chemistry, roughness, and wettability were investigated by various experiments. However, the effect of plasma treatment on surface adhesion properties was not evaluated. Mostofi Sarkari et al. 16 modified the surface of silane-crosslinked PP with gliding arc plasma and evaluated the effect of plasma on various surface properties including polar group density, surface etching, surface crystallinity, and hydrophilicity. However, the effect of plasma on the adhesion ability of the surface was not studied. In view of the above, although gliding arc plasma has been used to modify the surface of polyethylene and other polyolefins, the effect of gliding arc plasma on the adhesion properties of HDPE surfaces has not yet been evaluated. In the present study, for the first time, the effect of gliding arc plasma on the adhesion properties of HDPE has been thoroughly investigated.
Various analyses including optical emission spectroscopy, X-ray photoelectron spectroscopy, contact angle measurement, atomic force microscopy, and scanning electron microscopy were performed to investigate the changes of polyethylene surface. Peel test, loop tack test as well as static and dynamic shear analyses were also carried out to prove the changes in surface adhesion of the plasma-treated polyethylene.
Materials and methods
Sample preparation
Before plasma treatment, all PE (BL3 grade, Maroon Petro Chemistry, Iran) samples (30 mm × 30 mm×1 mm) were ultrasonically cleaned in acetone and then in deionized water to remove any contamination and grease from the surface of the samples. The samples were cleaned at 45°C for 10 minutes in both cases. PE samples were treated with air plasma at atmospheric pressure at room temperature using a gliding arc device made by Satya Company (Tehran, Iran). The employed gliding arc plasma is a discharge plasma generated between divergent electrodes that is extended and quenched by the gas flow. 16 To form the first phase, the minimum distance between the electrodes was 8.16 mm. To form the second phase, the average distance between the electrodes was 14.12 mm, and to form the third phase, the maximum distance between the electrodes was 20.08 mm.
The gliding arc plasma was created between two horn-shaped diverging electrodes with the distance of 12.14 mm. The inlet gas was dry air with a flow rate of 5 l/min. The power, current, frequency and voltage of power supply were 300 W, 3 A, 50 Hz and 27 kV, respectively. Electrical signals and voltage were evaluated by a Tektronix DPO3012 digital 4-channel oscilloscope and Tektronix P6015 A (1000, 1) voltage probes manufactured by Tektronix (Beaverton, Oregon, United States). The samples were processed for 10 to 60 seconds. During the treatment, the distance between the sample and the gliding arc probe was constant (10 mm).
Optical emission spectroscopy (OES)
Optical emission spectroscopy was performed with Avantes spectrometer (Avaspece 3648-USB2, Netherlands) in the wavelength range of 200-1100 nm.
X-ray photoelectron spectroscopy (XPS)
X-ray photoelectron spectroscopy was done with XPS K-alpha Thermo Fisher instrument (Thermo Fisher Scientific Inc. USA) with a resolution of 3 μm and ultra-high vacuum of 10−10 torr. All spectra were calibrated regarding the peak C1s with a value equal to 284.2 eV (C-C bond).
Contact angle (CA) and surface tension measurement
Water and diiodomethane contact angle on polymer surface was measured. For this purpose, 5 µL drops were deposited on the different parts of each sample and images were taken using a Canon digital camera (G7 model, 10 megapixels with X6 Optical Zoom, Canon Inc. Tokyo, Japan). Subsequently, the contact angles were evaluated by Image J software.
Surface tension was calculated by Owens-Wendt-Rabel Kaelble approach. The mathematical equation adopted for calculating surface free energy components has been illustrated in Equations (1) and (2).



Besides, work of adhesion was calculated with Equation (4):

Atomic force microscopy (AFM)
Atomic force microscopy was done by Nanosurf Easyscan 2 AFM made by Nanosurf AG (Switzerland) equipped with a 180 kHz resonant frequency silicon cantilever with a scan rate of 2 Hz. The loading force was 20 nN with 0.05 nm precision in the Z axis and 0.1 nm in the XY axis. The roughness parameters were calculated for 100 surface profiles in vertical and horizontal directions along the length of the specimens and the average of these values was reported.
Scanning electron microscopy (SEM)
Scanning electron microscopy was performed by SU3500 SEM made by Hitachi High-Tech Company (Japan). Before imaging, the samples were sputter-coated with Au particles.
Adhesion tests
Peel test
Peel test was done by AI-3000-U peel strength tester made by Gotech Company. This test was performed according to the FTM 1 peel adhesion (180°) test standard.
Loop tack test
Loop tack test was done by LT-1000 loop tack tester made by ChemInstruments company. This analysis was performed according to the FTM 9 loop tack measurement standard.
Static shear test
Static shear test was done by S-HT-8 High Temperature 8 Bank shear tester made by ChemInstruments company. This test was performed according to the FTM 8 static shear standard.
Dynamic shear test
Dynamic shear test was done by DS-2000 dynamic shear tester made by ChemInstruments company. This test was performed according to the FTM 18 dynamic shear standard.
Results and discussion
OES results
Optical emission spectroscopy (OES) can identify the active species in the plasma. The radiation intensity of these photons with specific wavelengths gives us information about the concentration of species in the plasma. The optical emission spectrum of the gliding arc is shown in Figure 1. Optical emission spectroscopy of gliding arc plasma.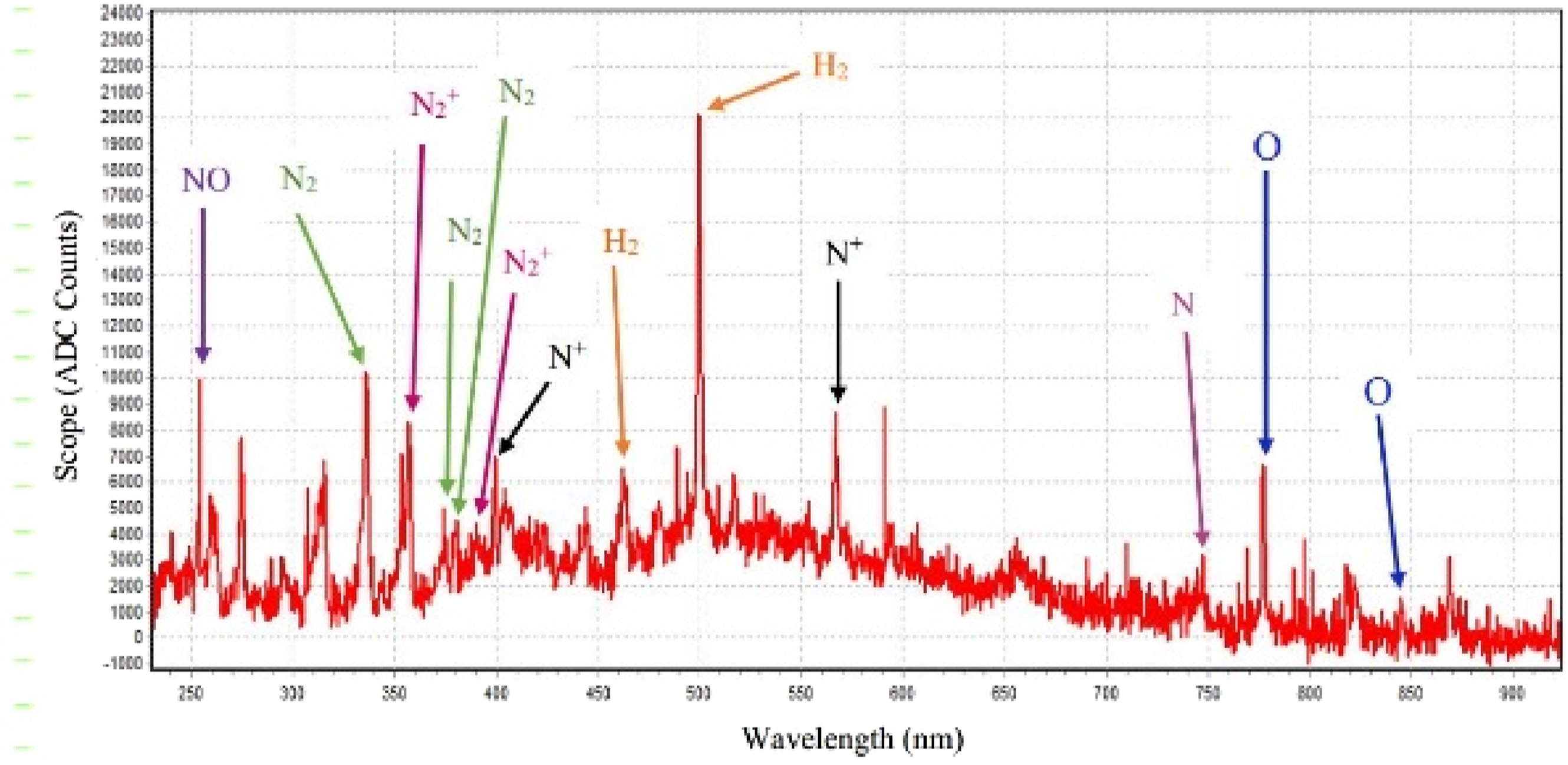
The active environment of plasma includes charged particles, photons, excited atoms, free radicals, and so on, which are formed by applying high voltage to the air. These species interact with the PE surface and cause chain scission, branching, crosslinking, etching, etc. Moreover, the formation of functional groups is possible due to the post-plasma process. 16 Oxygen and nitrogen-containing functional groups can increase surface polarity, improve surface wettability and adhesion. NO radicals are formed by O2 and N2, separated by the high temperatures or by the collision of electrons. High temperature plasma releases N2, N, O, and H atoms as shown in Figure 1. These species represent a high level of non-equilibrium electrons and the presence of theses electrons initiate the decomposition and ionization processes.
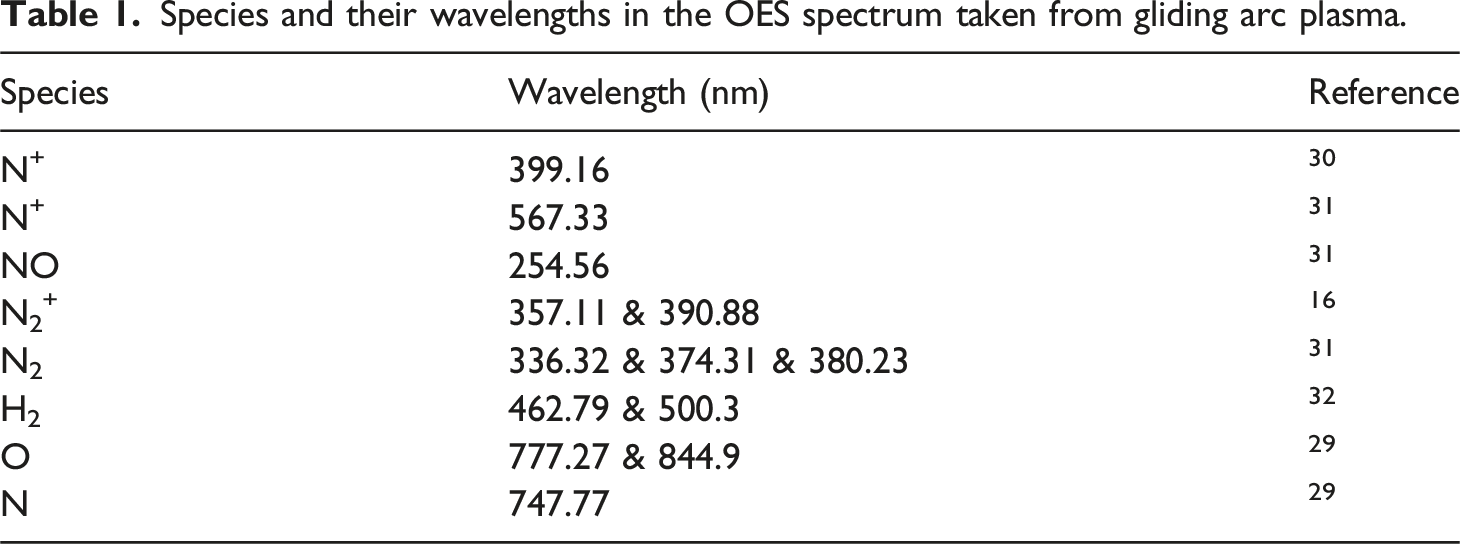
Species and their wavelengths in the OES spectrum taken from gliding arc plasma.
Emissions revealed the existence of monoatomic and diatomic atmospheric air components (N, O, N2 and H2), their derivatives (such as NO) and excited species (like N2+ and N+) which are the products of energetic electrons. 22
XPS results
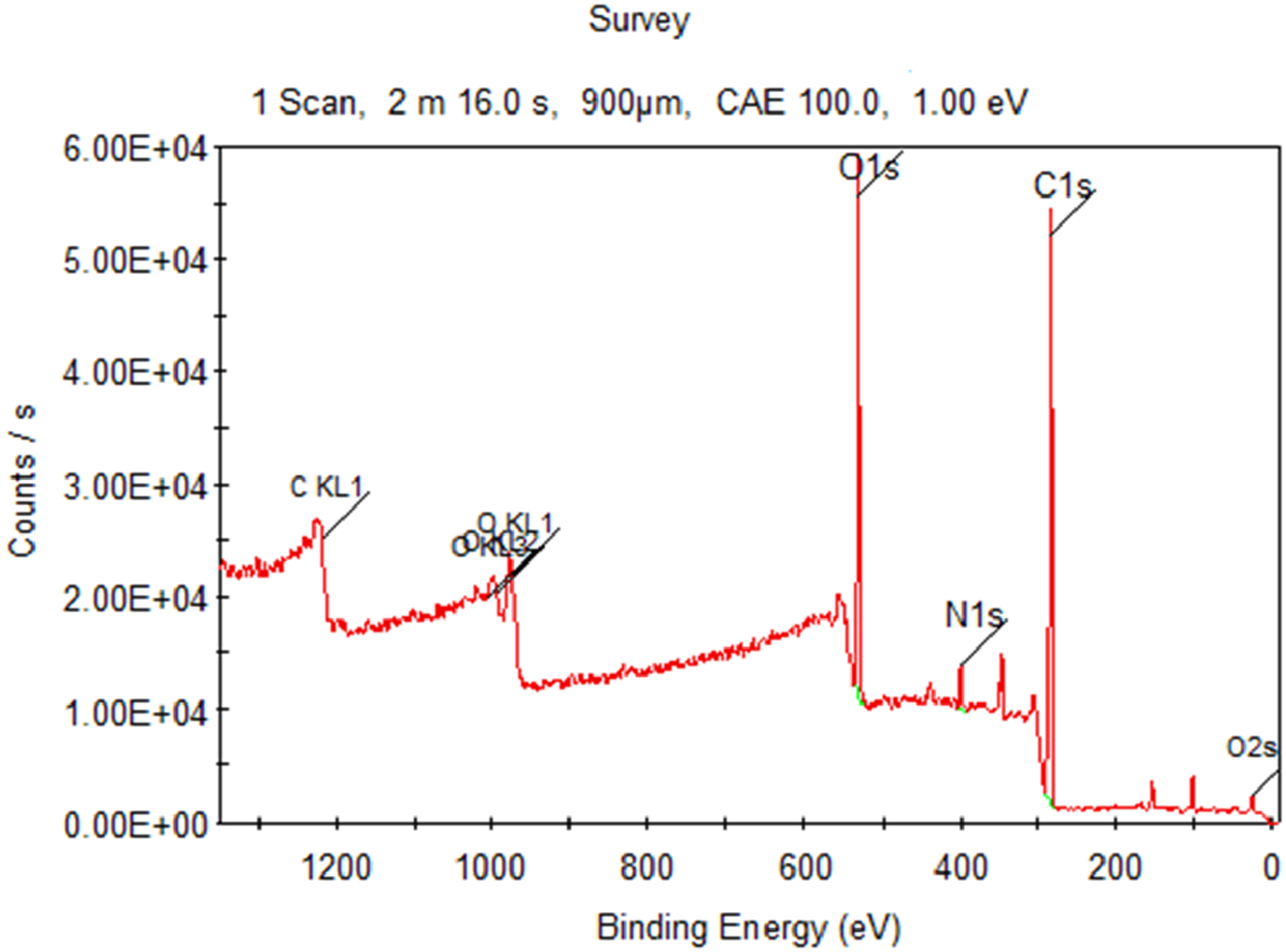
Because the plasma modifies the upper surface layers of the samples, it is necessary to use surface-specific techniques to obtain detailed data about the surface chemistry. The analysis depth for XPS is 5–10 nm, so it is much more sensitive than other methods for identifying the changes in the chemical composition of surfaces. XPS spectra of the control and plasma-treated samples are shown in Figures 2 and 3. Survey spectrum of the control sample. Survey spectrum of the plasma-treated sample.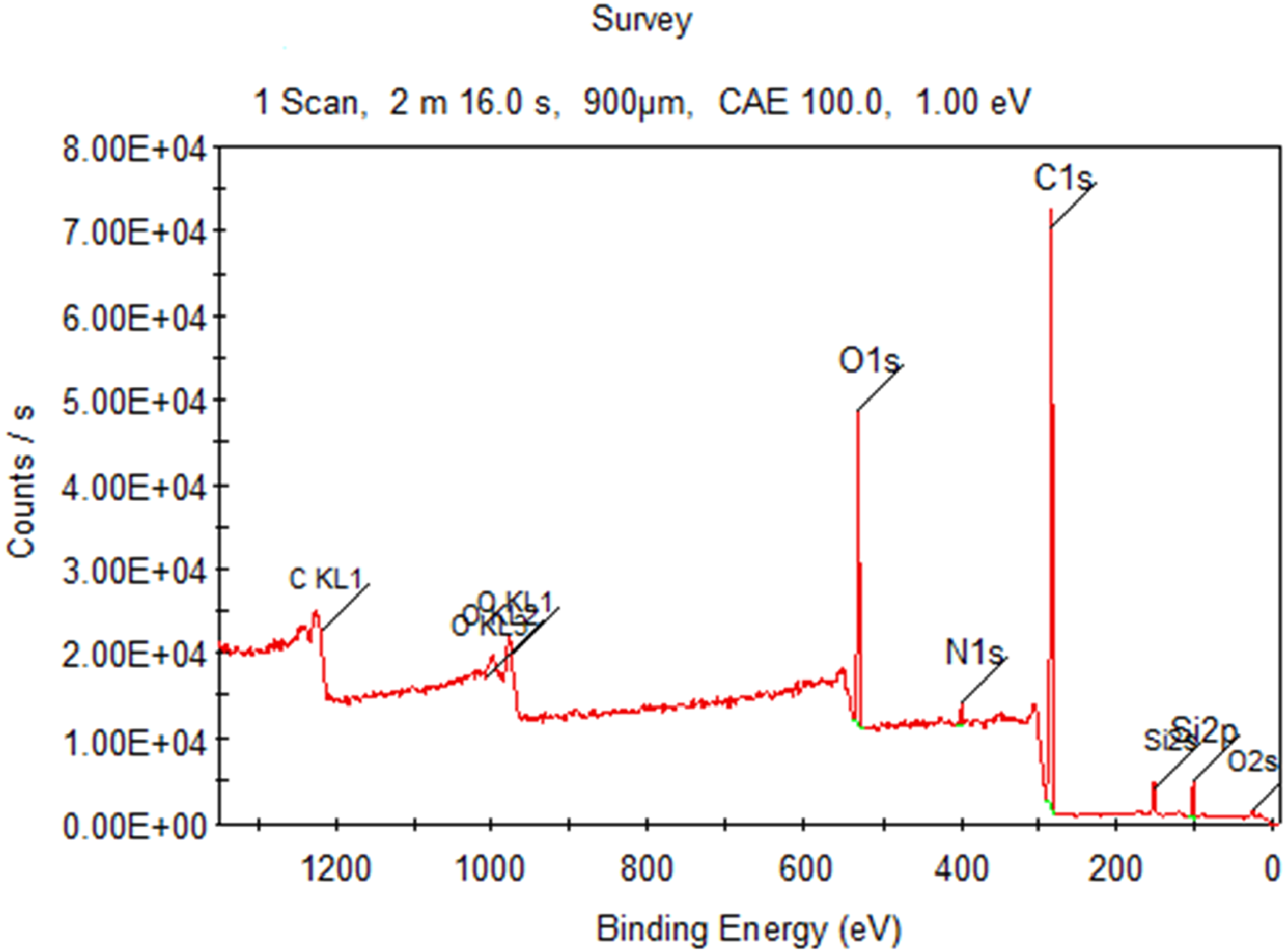
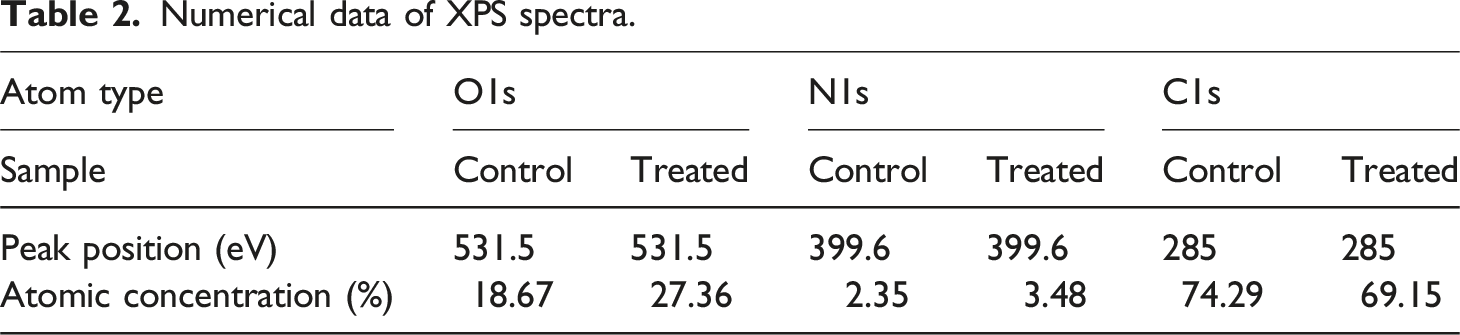
Numerical data of XPS spectra.
Changes in atomic ratios before and after plasma treatment.

The increase in the concentration of polar elements can reasonably justify the contact angle and surface free energy results. To obtain detailed information about the chemical composition of the PE surface before and after plasma treatment, high-resolution XPS spectrum was deconvoluted. (Figure 4). High-resolution XPS spectra: C1s spectrum for control and plasma-treated samples.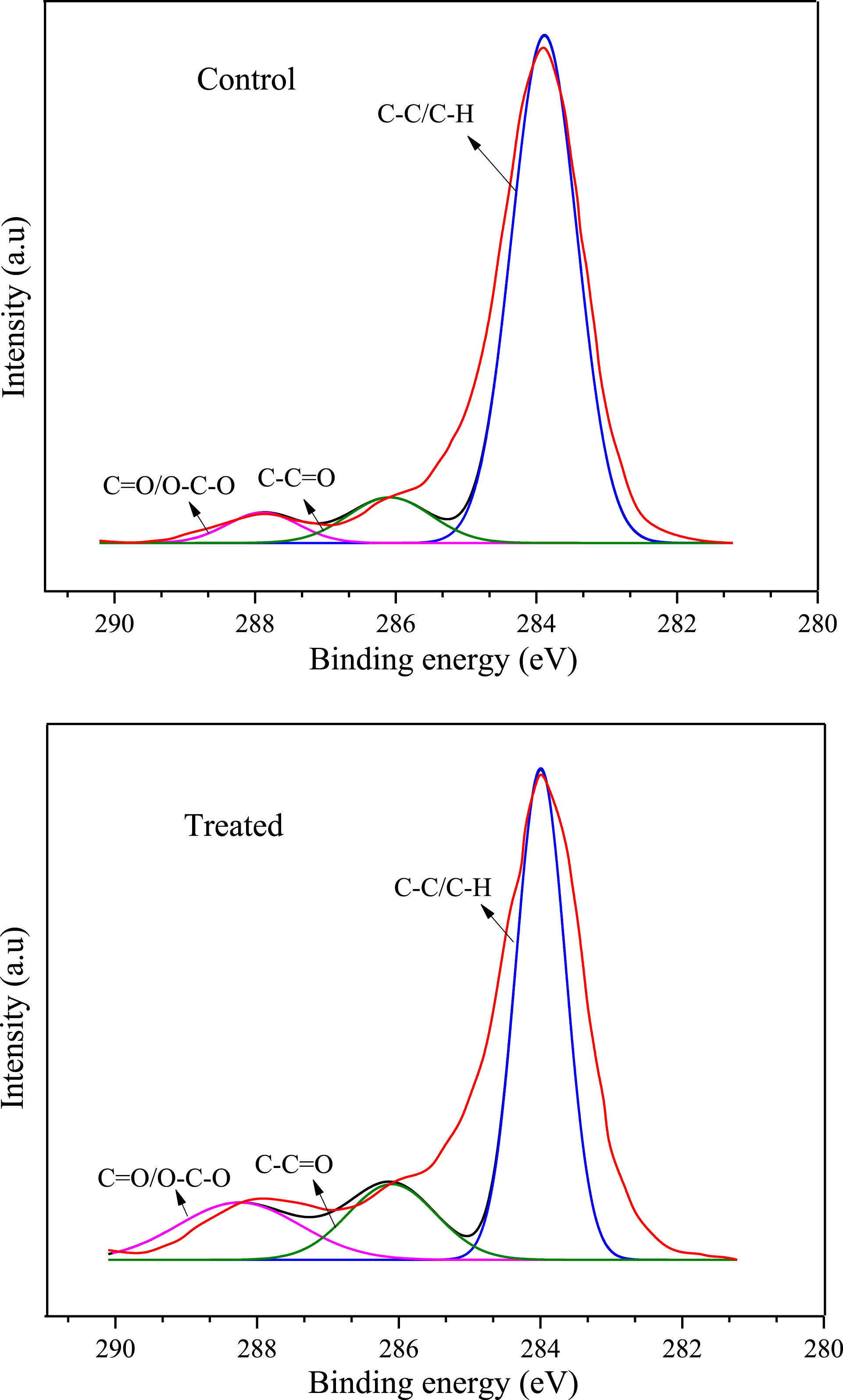
The C1s peak of the control PE is split into three separate peaks, the first at 283.88 eV, which is related to C-C/C-H bond energy, the second at 286.09 eV, which is assigned to C−C = O bond energy, and the third peak at 287.89 eV, which is attributed C = O/O-C-O bond energy. Similarly, C1s peak of plasma-treated PE is divided into three separate peaks, the first at 283.99 eV related to C-C/C-H bond energy, the second at 286.09 eV assigned to C−C = O bond energy, and the third at 288.25 eV attributed to C = O/O-C-O bond energy.
These results were predictable according to previous papers and studies.19,23–25 As can be seen in Figure 4, the amount of oxygen at the surface has increased significantly after plasma treatment due to the formation of oxygen-containing functional groups. The formation of functional groups makes the material more reactive and some properties such as adhesion properties are improved due to the presence of these functional groups.
As shown in Figure 4, the concentration of carbon atoms decreased after plasma treatment. A closer look at the data presented in this section proves that the gliding arc plasma has successfully created oxygen-containing functional groups on the PE surface. A significant increase in the concentration of oxygen-containing functional groups confirms the oxidation of plasma-treated surface.
Contact angle and surface energy measurement
The water contact angles on PE surfaces treated for various time with plasma are shown in Figure 5. The variations in contact angle and surface free energy with respect to plasma treatment time are shown in Figure 6. According to the Figure, as the treatment time increases to 40 s, the contact angle decreases and the surface free energy increases. After 40 s treatment, the contact angle reached its minimum and the surface free energy reached its maximum. A decrease in water contact angle indicates a higher spreading of water droplet on the surface and a greater surface wettability. However, after 40 s treatment, the water contact angle increased. The increase in water contact angle can be explained by the excessive exposure of the surface to plasma, which leads to significant degradation and crosslinking of the surface and a decrease in the amount of oxygen-containing groups. Indeed, when a polymeric surface is exposed to plasma for a very long duration, the polymer degradation and crosslinking surpass the formation of oxygen-containing groups, leading to an increase in water contact angle and a decrease in surface wettability. Plasma modification can affect the surface wettability by introducing chemical functional groups and changing surface roughness.
26
Water contact angle of the PE surface treated for various times. Variations in contact angle (a) and surface free energy (b) with plasma treatment time.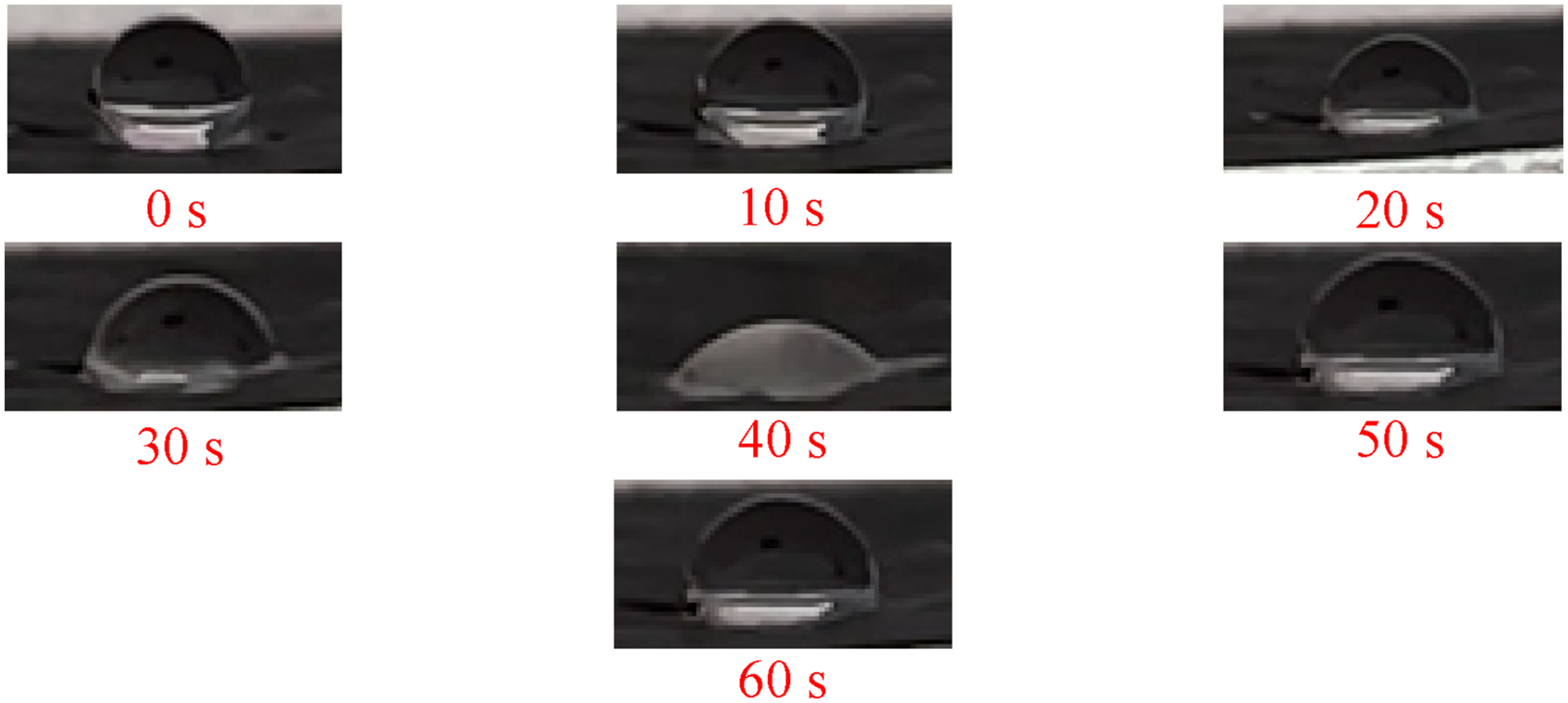
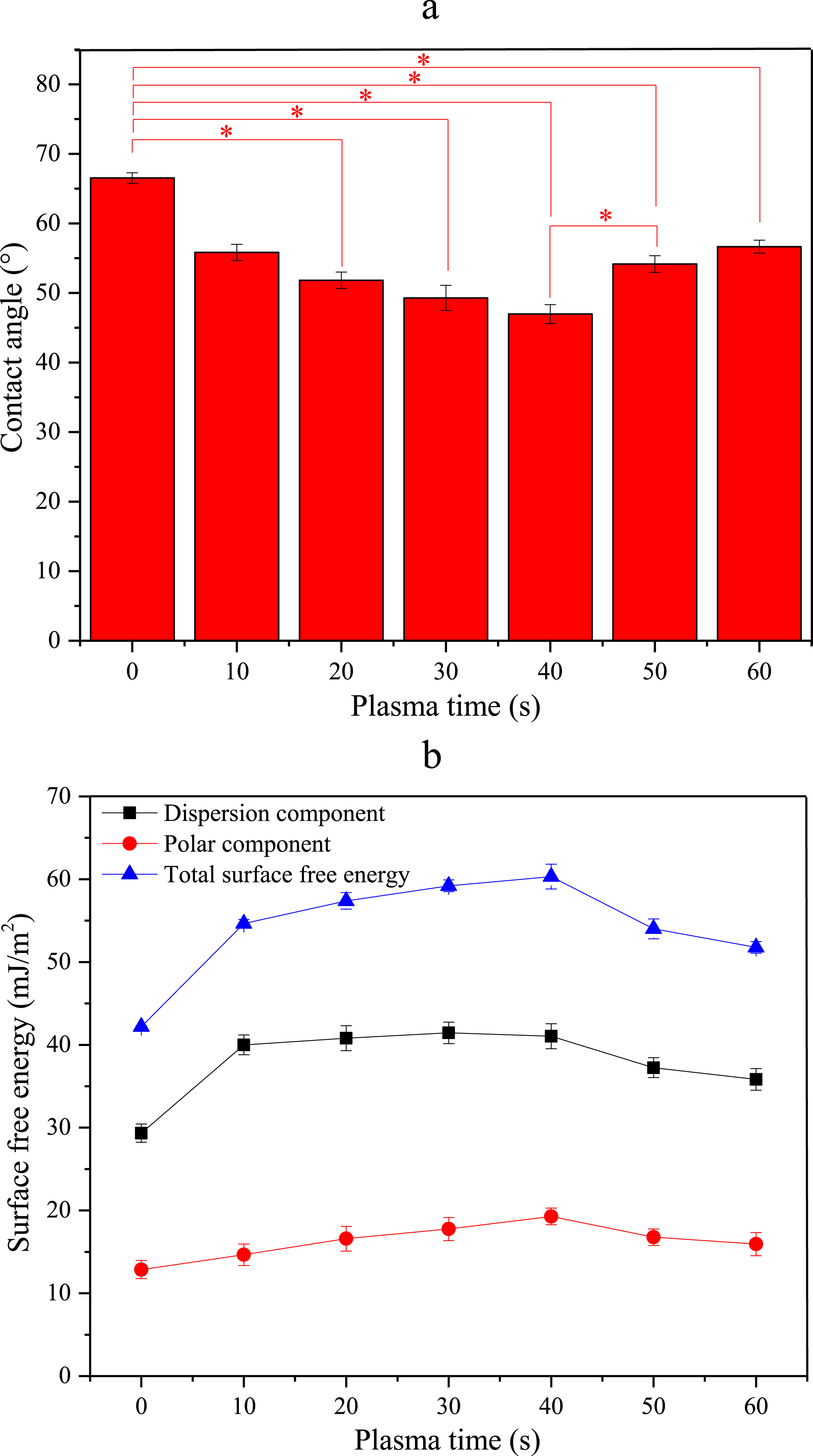
With increasing plasma time from 0 to 40 s, the contact angle decreased by 20°. Besides, the surface free energy and the work of adhesion increased by 43 and 20%, respectively. The increase in surface wettability with plasma treatment was due to the creation of oxygen-containing polar groups on the surface and the increase in surface affinity to water molecules. Besides, the removal of surface contaminants and the increase in surface roughness were other reasons for improved surface wetting. However, by increasing the plasma time to 50 seconds, the surface may be gradually etched and the polar groups previously formed on the surface may be removed, which leads to a decrease in the wettability of the surface. In addition, surface crosslinking and rearrangement of polymer chains may change the position of polar groups and reduce their placement on the surface. The work of adhesion is the energy required to separate two surfaces from each other. Plasma treatment increased the work of adhesion, especially its polar component. The increase in the work of adhesion can improve the adhesion of the subsequent layer on the polyethylene and increase its affinity for paint and coating.
Statistical analysis was performed on wettability results. According to the obtained results, the decrease in contact angle in plasma-treated PE compared to PE was significant (P < 0.05). When plasma time increased from 40 to 50 s, the contact angle increased significantly (P < 0.05), however with further increase in plasma time to 60 s, the contact angle did not change significantly (P > 0.05).
Atomic force microscopy (AFM)
In addition to surface functionalization, plasma treatment can perform surface etching or ablation through the reaction between plasma-activated species and atoms on the surface of the samples. As a result of these reactions, chain scission happens. Degradation and oxidation of the polymer chains located in the upper surface layer leads to the creation of molecular debris, which ultimately changes the surface roughness.
22
The results of roughness and topography of the sample evaluated by AFM are shown in Figure 7. AFM images of control (a) and plasma-treated sample (b).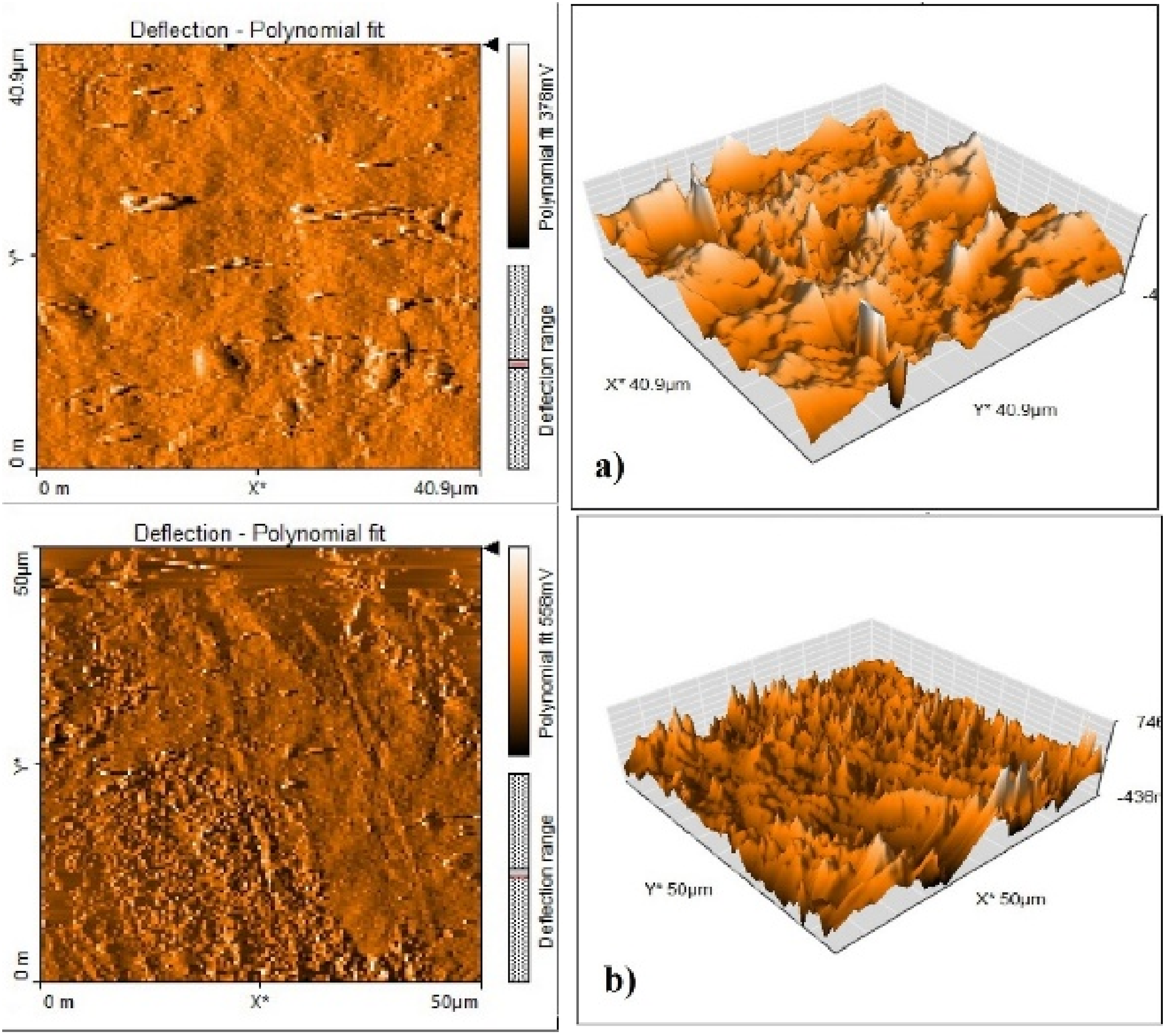
AFM was performed 30 minutes after plasma processing. AFM was done for the control and plasma-treated sample with the optimal treatment time (40 s). AFM test was taken from three surface points (right, left, and middle of the sample) to achieve the changes in the average surface roughness. As can be seen from the values, the surface roughness increased after plasma treatment. The average surface roughness increased from 47.18 in the control to 59.87 in the plasma-treated sample.
During plasma treatment, the collision of highly energetic particles and ions causes the breaking of carbon-carbon and carbon-hydrogen bonds and the removal of atoms and even molecules from the surface. In addition, PE is a semi-crystalline polymer that has both amorphous and crystalline regions. The effect of plasma on these regions is different. Therefore, different etchings of these regions can create topographic features and increase the surface roughness. Increasing the roughness can improve the adhesion of subsequent layers to the polyethylene through mechanical interlocking or increasing the surface energy.
The surface of polyethylene showed irregular species and uneven patterns. In the plasma-treated sample, the irregularities on the surface became conical and quasi-spherical. Active plasma species such as ionized and excited atoms can etch the polymer surface and make it rough. The control has a relatively smooth multilayer arrangement of polymer chains. Therefore, it can be concluded that the increase in surface roughness arises from surface bombardment by energetic plasma particles. Increasing surface roughness improves wettability, bond strength, and paintability. 23 The increase in wettability and bond strength of PE surfaces improves their adhesion properties.
Scanning electron microscopy (SEM)
The surface of control and plasma-treated samples were observed by SEM (Figure 8). On the surface of the plasma-treated sample, signs of undulating and irregular patterns can be observed, likely due to the crosslinking and etching of PE surface. The pores are caused by surface etching, especially etching of amorphous polymer regions that are more vulnerable to plasma. The cracks are caused by thermal and mechanical stresses applied during plasma treatment. Local heating of the surface as well as increased brittleness of the polymer can cause crack formation. The bulges are caused by the diffusion of gas molecules to the surface and increased local pressure. SEM images of control (a) and (c) and plasma-treated (b) and (d) samples.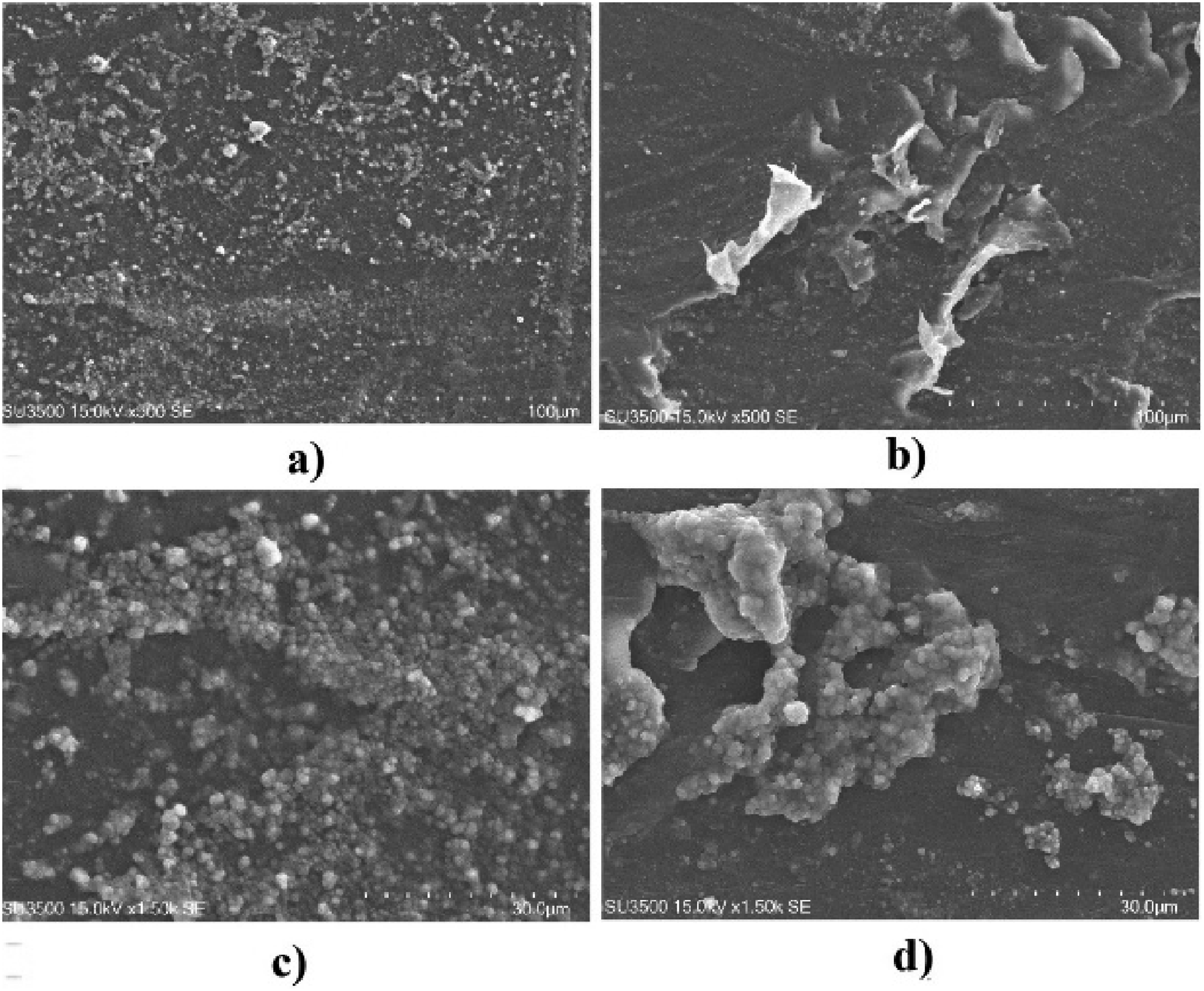
The SEM micrographs of plasma-treated sample agree with the AFM topographic images. A closer look at the SEM image indicates the presence of different structures including pores and cracks in the nanometer scale on the surface of plasma-treated PE.
An important point that can be mentioned in SEM images is the uneven ablation and etching of the surface, which was also noticed and mentioned in the AFM analysis. Because, certain areas of the surface show resistance to the plasma etching process due to higher crystallinity. Another possible reason that could justify the presence of such irregular patterns on the surface is the mechanism of gliding arc plasma function. Overall, SEM micrographs confirm the results of the AFM analysis, proving that ablation and etching occur on the surface and the surface roughness is altered. 16
As shown in 8, the control sample is in the form of bulks, but these bulks are scattered on the surface after modification. In the treated sample, the volume of the bulks decreased by spreading on the surface, which could facilitate adhesion. The sample with almost uniform bulges and dives throughout the surface, allows for better bonding with other materials. The higher and more uniform the bulges and dives on the surface, the better the adhesion.
Peel test
The following sections explore the adhesion properties of plasma-treated PE with various tests. In the peel test, half of the label is stuck to the PE surface and the other half is stuck to the upper jaw of the tensile tester. Then the upper jaw of the machine comes up and removes the label from the surface, and the peeling force is measured. Based on the results, the peel force increased from 0.148 ± 0.006 N/mm in the control to 0.298 ± 0.004 N/mm in the plasma-treated sample. The increase in peel force can be explained by several reasons.
First of all, plasma treatment forms polar oxygen-containing groups on the PE surface and increases the surface wettability, 23 so the adhesive spreads better on the PE and make a better bond with the surface. Moreover, the interaction between the surface groups and the adhesive makes the adhesion stronger and more difficult to peel. Also, surface etching creates topographic features and increases the surface roughness, providing mechanical interlocking between the adhesive and the substrate. Moreover, with plasma treatment, the failure mechanism of the label changes from adhesive failure to cohesive failure, namely, instead of the surface-adhesive interface separating, the adhesive itself disintegrates. This is because in this case, a strong interface is created between the adhesive and the substrate, which requires a lot of force to separate. In fact, the force required to separate the surface-adhesive interface is greater than the internal strength of the adhesive, leading to internal degradation of the adhesive. Changing the failure mechanism from adhesive to cohesive makes the adhesive more durable and increases the force required to separate the adhesive from the surface.
Contact angle and surface energy at different plasma times.
Loop tack test
The loop tack value is expressed as the force required to separate a loop of material in contact with a specified area of the surface at a specified speed. 28 Loop tack force increased from 4.67 ± 0.82 in control to 10.32 ± 1.11 N in plasma-treated sample. The increase in loop tack force can be attributed to the creation of polar groups on the PE surface, increased surface wettability and increased surface area between the adhesive and the substrate. Moreover, the higher interaction between adhesive and PE surface as well as the mechanical interlocking results in faster and stronger bonding of the adhesive to the polyethylene.
The loop tack force of the plasma-treated sample is approximately 2.5 times greater than that of the control, which shows a higher increase than the peel force. With increasing wettability, the adhesion raises. 29 As discussed earlier, the wettability of the plasma-treated samples was higher than the control. The contact angle and surface free energy are directly related to the force measured by the loop tack test. When, the contact angle is small and the contact between the adhesive and the substrate is large enough, physical interactions occur between the atoms of the adhesive and the substrate, and the surface is well wetted.
Static shear test
In this test, the time it takes for a label to peel off from a surface under a specific load is measured. According to the obtained results, the plasma-treated PE was much more resistant to detachment than the control sample (nearly 9 times). It took 18 hours and 58 minutes to remove the label from the plasma-treated PE surface. The increase in this time corresponds to the increase in the adhesion between adhesive and substrate. The creation of polar groups increases the surface free energy and the adhesion of the label to the substrate. Besides, the interactions between these groups and adhesive can make the adhesion stronger and more difficult to remove. The increased roughness and the mechanical interlocking are other reasons for the increased durability of the adhesive. Moreover, the strong adhesion of the label to substrate reduces the possibility of gradual deformation and creeping of adhesive, leading to a longer separation time in the shear test.
Dynamic shear test
According to the standard procedure of dynamic shear test, the label is cut to a specified size and attached to the PE sheet, and the force for removing the labels is measured. The dynamic shear force increased from 9.13 ± 0.26 N/cm2 in the control to 13.78 ± 0.83 N/cm2 in the plasma-treated sample. During plasma treatment, oxygen-containing polar groups are created on the PE surface and the surface free energy, especially its polar component, increases. The increase in surface free energy makes the label adhere better and more to the PE surface. Besides, plasma treatment creates surface features and makes the surface rougher, which promotes the mechanical interaction between the adhesive and the substrate. Better wetting, more molecular interactions and mechanical interlocking increase the adhesion between label and PE and increase the shear force required to separate the label from the substrate.
Conclusions
In the present research, the surface of high-density blow-molded polyethylene sheets was treated with gliding arc plasma with different treatment durations. According to the obtained data from contact angle measurement, the treatment duration of 40 seconds was selected as the optimal plasma treating time. A decrease in water contact angle indicates an improvement in the hydrophilic behavior of the surface. With increasing treatment time up to 40 s, better wettability was seen, and surface free energy was improved. XPS results clearly showed the formation of oxygen-containing functional groups on PE surface after plasma treatment. AFM micrographs showed that surface roughness increases from 47.18 nm to 59.87 nm after plasma modification. SEM images revealed an increase in the pores and ridges of the surface following plasma treatment. The peel test showed an increase in peel force from 0.148 N/mm to 0.298 N/mm and the loop tack test confirmed an increase in tack force from 4.67 N to 10.32 N after plasma treatment. In the dynamic shear test, the force increased from 9.13 N/cm2 in control to 13.78 N/cm2 in plasma-treated sample. In the static shear test, the label attached to the control lost its adhesion after 2 hours and 19 minutes, while the label attached to the plasma-treated sample was removed from the surface after 18 hours and 58 minutes.
Footnotes
Acknowledgments
The authors wish to acknowledge the kind support of Irandar Company and the Laser and Plasma Research Institute of Shahid Beheshti University for providing the apparatus for plasma treatment and adhesion tests.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.