
Abstract
This study incorporated fly ash (FA), an industrial byproduct, into an epoxy-polyester (EP) hybrid matrix to develop composites with enhanced mechanical and thermal properties. Composites were fabricated and systematically studied with varying fly ash contents. The composite with 6 wt% FA (EPS6) exhibited the highest tensile strength of 37.09 MPa, which was 72% higher than that of pure EP. Furthermore, the maximum flexural strength at 6 wt% FA was 85.62 MPa, 6% higher than that of pure EP (80.72 MPa). Impact strength improved at low FA contents (2 wt%), but decreased with increasing FA contents due to decreased matrix deformability and particle cohesion. Thermogravimetric analysis revealed that the introduction of FA enhanced the thermal stability. For EPS6 (234°C), at 5wt% mass loss the thermal stability enhancement was 17% over EP (200°C). The enhancement is due to restricted polymer chain movement. Morphological studies revealed that lower filler content resulted in a more uniform particle distribution, which was closely related to improved interfacial adhesion and stress transfer efficiency. These results demonstrate that the optimized FA addition (6 wt%) not only significantly improves mechanical strength and thermal stability, but also provides a cost-effective and environmentally friendly method for producing high-performance hybrid composites suitable for structural and industrial applications.
Introduction
In recent years, the development of high-performance polymer blends has attracted widespread attention due to the increasing demand for multifunctional materials combining mechanical strength, thermal stability, processability, and cost-effectiveness in structural and engineering applications. Polymer blending is a common and economical strategy for tailoring material properties without complex chemical synthesis. This is achieved by physically combining two or more polymers in a single process step to achieve synergistic effects. Unlike copolymerization, blending allows rapid optimization of material properties while maintaining the inherent properties of the matrix polymer. This method is widely used in polymer science and technology to improve stiffness, strength, impact resistance, and thermal properties in diverse fields, including aerospace and automotive components, building materials, and electrical systems. Among thermosetting polymers, epoxy resins are widely studied and applied due to their excellent adhesion, high mechanical strength, outstanding physicochemical stability, superior dielectric properties, and resistance to environmental influences. These properties make epoxy resins ideal matrix materials for advanced composites. 1 Epoxy resins are widely used in a variety of fields, including aerospace structures, electronic circuit boards, rocket systems, and architectural components. Even under harsh conditions, they exhibit high structural reliability. 2 Despite these advantages, conventional epoxy resin systems still exhibit inherent brittleness and low crack resistance, limiting their effectiveness under impact or cyclic loading. To overcome these limitations, research has focused on blending epoxy resins with elastomers or ductile polymers to enhance toughness through energy dissipation mechanisms such as shear deformation and crack deflection. 3 While elastomer modification significantly improves impact strength, it tends to reduce hardness, thermal stability, and glass transition temperature, especially at high temperatures. This creates a trade-off between strength and structural stability. Therefore, there remains a need to develop thermosetting blends that can improve deformation resistance without sacrificing the inherent mechanical and thermal strength of the epoxy resin matrix. Consequently, research has focused on interpenetrating polymer networks and thermosetting resin blends to achieve balanced performance superior to that of a single thermosetting resin.4–6
Unsaturated polyester resins are ideal for blending with epoxy resins due to their cost-effectiveness, ease of processing, and relatively flexible molecular structure. Polyester resins are widely used in protective coatings, building materials, laminates, paints, and industrial surface treatments due to their excellent dimensional stability and curing properties. However, compared to epoxy resin systems, polyester resins have several limitations, such as low hardness, insufficient alkali resistance, and overall low mechanical strength. Studies have shown that blending polyester resins with epoxy resins and other compatible resins (such as amino resins, ketone resins, and silicone resins) can improve mechanical strength, chemical resistance, and thermal stability while maintaining cost-effectiveness. The compatibility of epoxy and polyester resins plays a critical role in the morphology and final properties of the blend, as phase separation, miscibility, and interfacial adhesion directly affect stress transfer and thermal properties. In a well-designed epoxy-polyester system, controlling the interaction of functional groups can improve load-bearing capacity and crack propagation resistance. However, even optimized mixtures may require additional reinforcement to meet the standards required for structural and high-temperature applications.
Adding fillers to polymer matrices is a widely used strategy to improve stiffness, dimensional stability, thermal stability, and durability while reducing material cost. Fillers improve mechanical properties by reducing shrinkage, enhancing thermal stability, and restricting the movement of polymer chains. 7 The reinforcing effect of fillers largely depends on their uniform distribution within the matrix. This is typically achieved by ensuring effective stress transfer through mechanical mixing, extrusion, or sonication. However, excessive filler addition can lead to particle agglomeration, weakened interfacial bonding, and premature failure under mechanical stress. 8 Parameters such as particle size, aspect ratio, and specific surface area significantly influence the reinforcing behavior. Smaller particles and higher specific surface areas improve interfacial interactions and enhance thermomechanical properties. 9 Inorganic fillers, such as silica, calcium carbonate, alumina, and zinc oxide, are frequently added to thermosetting systems to control the properties of composites. 10 Natural fillers derived from renewable resources are increasingly valued due to their biodegradability and environmental friendliness. However, in applications requiring high stiffness, thermal stability, and wide applicability, inorganic fillers remain the preferred choice11,12 Fly ash, a byproduct of coal combustion in thermal power plants, has attracted significant attention as an inorganic filler for polymer composites due to its low cost, abundant supply, environmental friendliness, and excellent physicochemical properties. 13 FA, which is primarily composed of silica, alumina, and iron oxide, exhibits excellent thermal stability and inherent stiffness, making it suitable for reinforcing thermosetting polymers. The use of FA in polymer systems not only enhances mechanical strength and heat resistance, but also increases the value of industrial byproducts, promoting sustainable waste management.14,15 Previous studies have shown that optimizing fly ash content can improve the strength of epoxy composites, primarily by improving interfacial adhesion and reducing polymer chain mobility. However, most of these studies have focused on single-component epoxy systems, while epoxy-polyester hybrid matrix systems are less well-studied due to the more complex nature of factors such as phase structure and miscibility. Recent studies on hybrid epoxy composites reinforced with industrial and natural fillers have demonstrated that the synergistic effect between the matrix and reinforcing particles significantly influences the thermomechanical properties. However, systematic studies on fly ash (FA) in epoxy-polyester blends remain lacking. While extensive research has been conducted on epoxy resins using fly ash as a filler, the specific effects of fly ash addition on the compatibility, morphology development, and thermomechanical properties of blended epoxy-polyester matrices remain incomplete. This represents a significant research gap, especially considering that blend matrices can exhibit different responses to filler addition due to differences in polarity, cure behaviour, and crosslink density. 16
In this study, FA reinforced epoxy polyester composites are fabricated, characterized, and their thermomechanical properties are examined. The study focused on finding the optimal filler content that would balance mechanical strength and thermal stability while maintaining process ability and economic efficiency. Polyester and epoxy resin were chosen as base polymers due to their complementary properties. Epoxy resin offers excellent adhesion, chemical resistance, and thermal stability, while polyester offers flexibility, economic efficiency, and process ability. 17 Consistent with previous studies, a mass ratio of 85/15 was used to achieve balanced miscibility and mechanical synergy. 18 The effects of adding various mass ratios of FA to the optimized blends on tensile strength, flexural strength, impact strength, thermal degradation behaviour, and morphology were investigated. 17 Mechanical testing evaluated the reinforcing effect and stress-carrying capacity, while thermogravimetric analysis analyzed the enhanced thermal stability due to suppression of carbon formation and chain fragmentation. Morphological analysis using scanning electron microscopy (SEM) allowed the identification of factors closely related to the observed mechanical properties, such as particle dispersion, interfacial adhesion, and agglomeration tendency. This study aims to utilize this comprehensive approach to determine the optimal ash content to maximize reinforcing effects while preventing detrimental agglomeration.
By deepening our understanding of the reinforcing role of ash in epoxy-polyester hybrid matrices, this study aims to contribute to the development of low-cost, eco-friendly composites applicable to structural, automotive, and industrial applications. This research aims to efficiently utilize ash as a valuable filler, reduce the environmental impact of industrial waste, and provide a scientific foundation for the development of high-performance thermoset hybrid composites with superior thermomechanical properties.
Materials and methods
Materials
Fly ash (FA)-reinforced epoxy–polyester hybrid composites were fabricated using carefully selected thermosetting polymers, rigorously controlled process parameters, and standardized characterization methods to ensure reproducibility and scientific reliability. Two thermosetting resins were selected as matrix materials: an epoxy resin (LY-556 grade) and an unsaturated polyester resin (UPR). Bisphenol A diglycidyl ether epoxy resin (LY-556) was selected because it exhibits excellent adhesion, high tensile strength, low shrinkage, chemical resistance, and dimensional stability, making it suitable for structural composites. The epoxy system was cured using an aliphatic amine curing agent (HY-951) manufactured by Huntsman International (India). The resin-to-curing agent ratio was maintained at 100:10, as recommended by the manufacturer, to ensure complete crosslinking and optimal network formation. According to technical data, the viscosity of pure epoxy resin at 25°C is approximately 900–1200 MPa·s, ensuring homogeneous mixing with the polyester phase and filler particles.
Previous optimization studies and supplier recommendations to ensure sufficient gelation time and complete polymerization, and to prevent premature curing during mixing. The epoxy/polyester blend ratio was set at 85/15 (by weight). The literature results related to epoxy/polyester blend ratio showed that high polyester content resulted in partial phase separation and reduced strength, while low polyester content did not significantly improve impact strength. Therefore, the 85/15 ratio provided a balance between the stiffness of the epoxy resin and the flexibility of the polyester, improving stress distribution in the mixed matrix and enhancing mechanical synergy.
FA obtained from hydrocarbons was used as the inorganic reinforcing material. The FA was sieved before use, and the particle size distribution was measured using laser diffraction analysis. The average particle size (D50) was approximately 8–15 μm, with most particles being less than 25 μm. The specific gravity of the FA was approximately 2.1–2.3 g/cm3, and according to supplier data, its chemical composition was primarily composed of silicon dioxide (SiO2), aluminum oxide (Al2O3), and iron oxide (Fe2O3). The relatively small ash particles possessed a large surface area, ensuring excellent interfacial contact with the polymer matrix and efficient stress transfer after uniform dispersion. To remove adsorbed moisture, the ash was dried in a hot air dryer at 80°C for 24 h before adding it to the polymer matrix to prevent moisture from affecting the curing reaction and interfacial bonding.
Fabrication of nanocomposites
Fabrication of epoxy polyester nanocomposites, the FA was first dried in an oven at 80°C for 24 h to remove moisture. The calculated amount of dry FA was then mixed with the epoxy polyester mixture, maintaining a weight ratio of 85/15, using a mechanical stirrer for 1 h at room temperature. This ensured that the ingredients were thoroughly mixed. After initial mixing, the composite mixture was subjected to high-intensity pulsed ultrasound for 90 min, alternating cycles of 15 s on and 15 s off, to improve the dispersion of FA particles. An ice bath was used to maintain a stable temperature and prevent overheating during ultrasonic treatment. After ultrasonic treatment, the curing agent, accelerator and catalyst were added to the modified epoxy resin (weight ratio 100:10/2/2). The curing process was started using a polyester mixture. The composite mixture was then poured into a glass mold. The mold was pre-coated with a release agent to facilitate demolding. A brush and roller were used to evenly disperse the nanocomposite. The mold was sealed and kept under pressure at room temperature for 24 h to allow the composite to reach its final shape. The composite sample was then heated at 70°C for 1 h in the post-curing stage. A process that hardens a material to improve its properties. Finally, the cured composite plates were cut into samples for subsequent evaluation according to ASTM standards. In this study, FA content varied from 2-10 weight percent and these weight percent has been chosen as per our previous studies. 17 Individual analyses of epoxy/fly ash composites have been previously reported in our earlier study, 17 and polyester-fly ash composites analysis has already been reported in the literature. 19
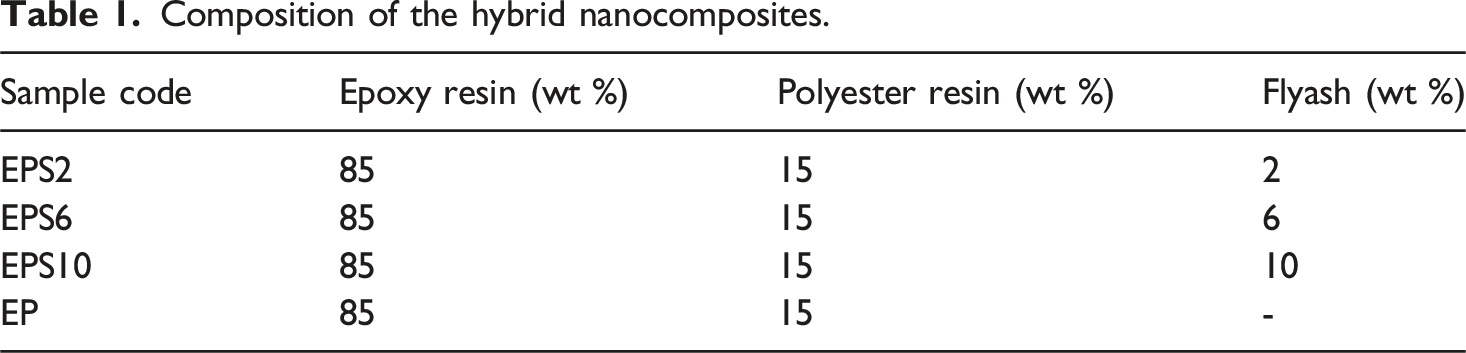
Composition of the hybrid nanocomposites.
Characterizations
Mechanical testing
The mechanical characteristics of the resultant composites were evaluated using a variety of mechanical testing techniques. In order to ensure precision and consistency, the tensile tests were conducted according to ASTM D638 using Type I dog-bone specimens. A Universal Testing Machine (UTM) from INSTRON, which is intended to assess important tensile characteristics such elongation at break, elastic modulus, and tensile stress at maximum load, was used for the tensile testing. To maintain uniform conditions, these tests were carried out at room temperature with a working length of 50 mm and a crosshead speed of 5 mm/min. The same UTM was used to assess flexural strength and flexural modulus in accordance with ASTM D790 recommendations. For flexural testing, specimens of exact dimensions of 127 mm in length, 12.7 mm in width, and 3 mm in thickness were manufactured, which made it possible to accurately evaluate the flexural properties of the composites. In addition, the impact strength of the composites was measured using an Izod impact test as per ASTM D256. The specimens of 64 x 12.7 x 3.2 mm were notched using a reciprocating cutter to simulate stress concentrations. The strength is determined by measuring the energy absorbed before failure of the specimen using a pendulum impact machine calibrated to an energy intensity of 6 J. These mechanical tests provide a comprehensive understanding of the composite material’s ability to withstand various mechanical loads.
Thermo-gravimetric analysis
Thermogravimetric analysis (TGA) was carried out using a Perkin-Elmer Pyris-1 TGA model in order to obtain information about the thermal stability of the composites. To eliminate any remaining moisture, the samples were dried in a forced air oven set at 45°C for 12 h before analysis. In order to avoid oxidation and provide a precise understanding of the thermal degradation behavior, TGA measurements were conducted under nitrogen. With a heating rate of 10°C/min and a nitrogen flow rate of 20 ml/min, the analytical temperature range was set between 25°C and 750°C. These parameters were selected in order to offer information on the decomposition temperature and thermal stability as well as a comprehensive thermal profile of the composites.
Scanning electron microscopy
Scanning electron microscopy was used to analyze the composites’ structure. Gemini’s Zeiss Ultra Plus SEM was employed for this. The distribution of filler, interactions between the filler and matrix, and fracture surfaces of the composites may all be thoroughly examined with this high-resolution SEM. Optimal picture clarity was achieved by operating the SEM at a vacuum pressure of 10-6 Pa and an accelerating voltage of 20 kV. Using an airbrush, a thin coating of gold was applied to the sample’s cracked surface before imaging. The surface conductivity had to be raised in order to make surface characteristics like fractures, voids, and filler dispersion visible at high magnification. The uniformity of the filler distribution and the strength of the mechanical bond between the filler and the polymer matrix were assessed using the observations obtained from the SEM examination.
Fourier transform infrared spectroscopy
In addition to thermal and morphological analysis, Fourier transform infrared spectroscopy (FTIR) was used to investigate chemical interactions within the composites. For this purpose, an Alpha II FTIR spectrophotometer was used. FTIR analysis was performed in the spectral range of 4000–500 cm-1 to identify the functional groups present and to identify possible chemical interactions between the epoxy, polyester, and FA filler. This spectrum enables you to recognize important chemical linkages and to understand how they impact the composite’s overall characteristics. FTIR analysis detects chemical structural alterations that lead to better thermodynamic behavior and offers useful information on the compatibility of polyester and epoxy in the presence of FA. This combined characterization method provides a clear understanding of how FA inclusions affect the mechanical, thermal and morphological properties of epoxy-polyester composites, allowing for improved performance. The goal is to establish a scientific basis for efficient and cost-effective material development.
Results and discussion
Tensile test
Mechanical properties of EPS + EP blended hybrid composites.
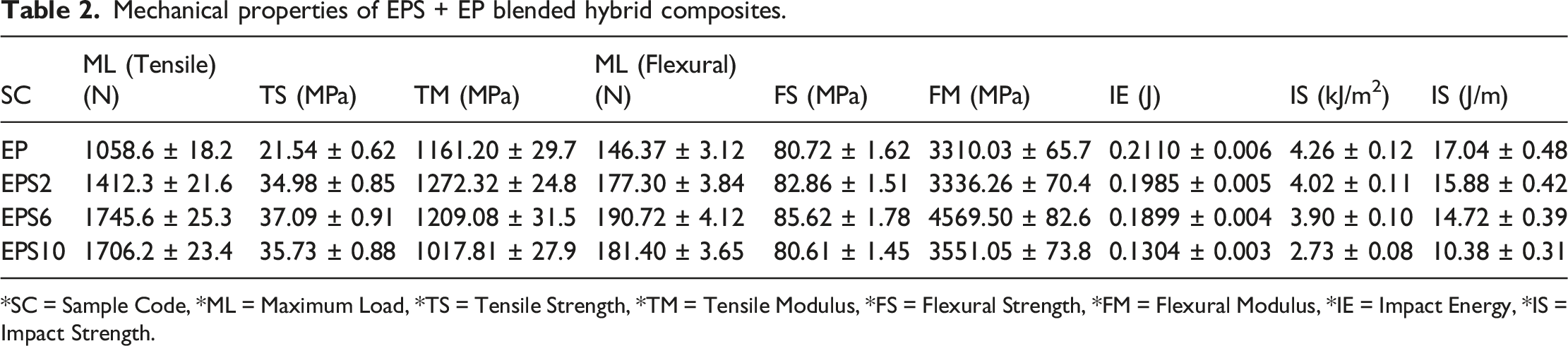
*SC = Sample Code, *ML = Maximum Load, *TS = Tensile Strength, *TM = Tensile Modulus, *FS = Flexural Strength, *FM = Flexural Modulus, *IE = Impact Energy, *IS = Impact Strength.
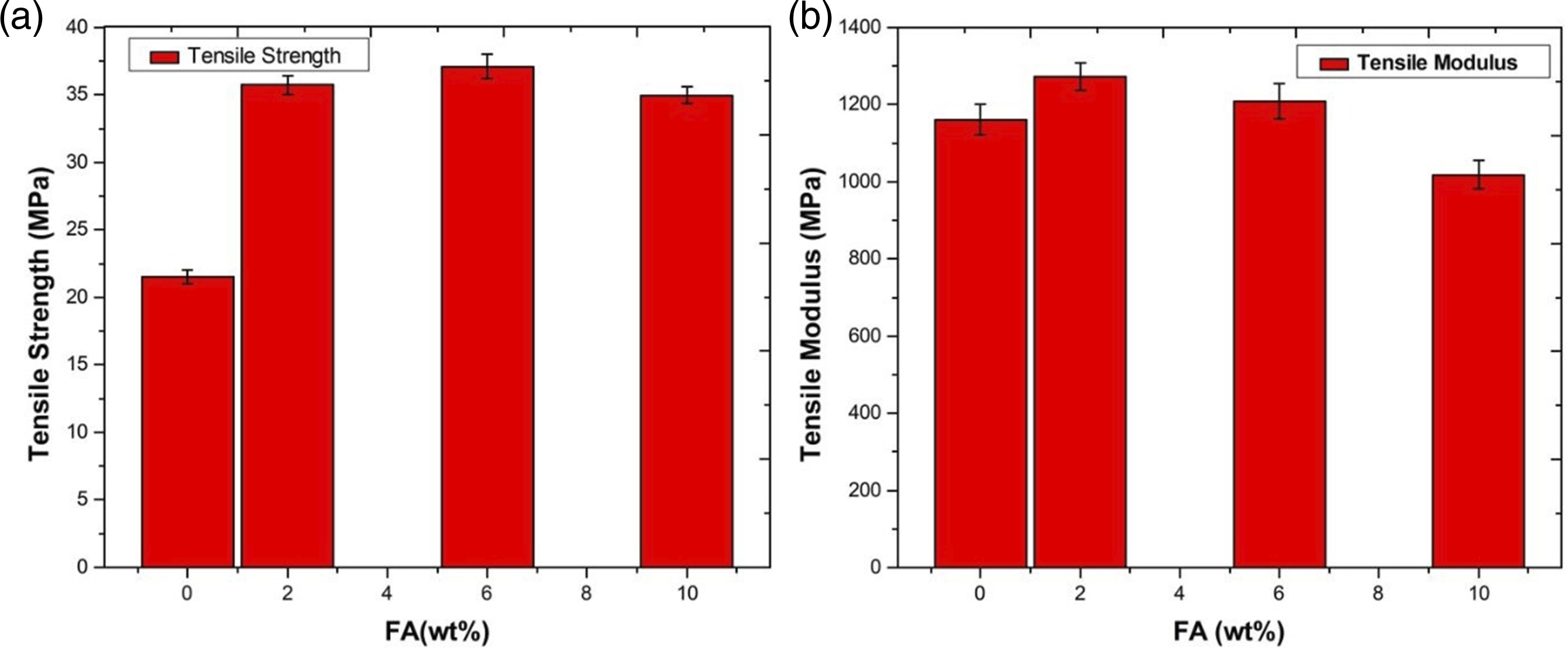
Tensile strength (a) and Tensile Modulus (b) for sample EPS at varied loadings of FA.
This reduction indicates that too high a filler content in EPS10 can lead to agglomeration, which destroys the structural uniformity of the material and reduces its ability to effectively withstand tensile loads. In addition, the elastic modulus of EPS6 (1209.08 MPa) is higher than that of EP (1161.2 MPa), but for EPS10, its elastic modulus is further reduced (1017.81 MPa) due to the same agglomeration effect, indicating that the optimal filler content of EPS6 is 1017.81 MPa, which indicates that it helps to improve the tensile properties.
Flexural test
The flexural properties of the EPS+EP blended composite specimens were significantly improved compared to pure epoxy resin (EP), as shown in Table 2 and Figure 2. The maximum load-bearing capacity of EPS2, EPS6, and EPS10 was higher than that of EP, with a load-bearing capacity of 146.37 N. The highest load-bearing capacity of EPS6 was 190.72 N, which was about 30% higher than that of EP. These improved properties of EPS6 were attributed to the improved filler interaction and uniform distribution within the matrix, which resulted in improved flexural strength and elastic modulus. The flexural strength of EPS6 was 85.62 MPa, which was about 6% higher than the flexural strength of 80.72 MPa of EP. In addition, the elastic modulus of EPS6 reached 4569.5 MPa, which was a significant increase of about 38% compared to the 3310.03 MPa modulus of EP. Flexural strength (a) and Flexural Modulus (b) for sample EPS at varied loadings of FA.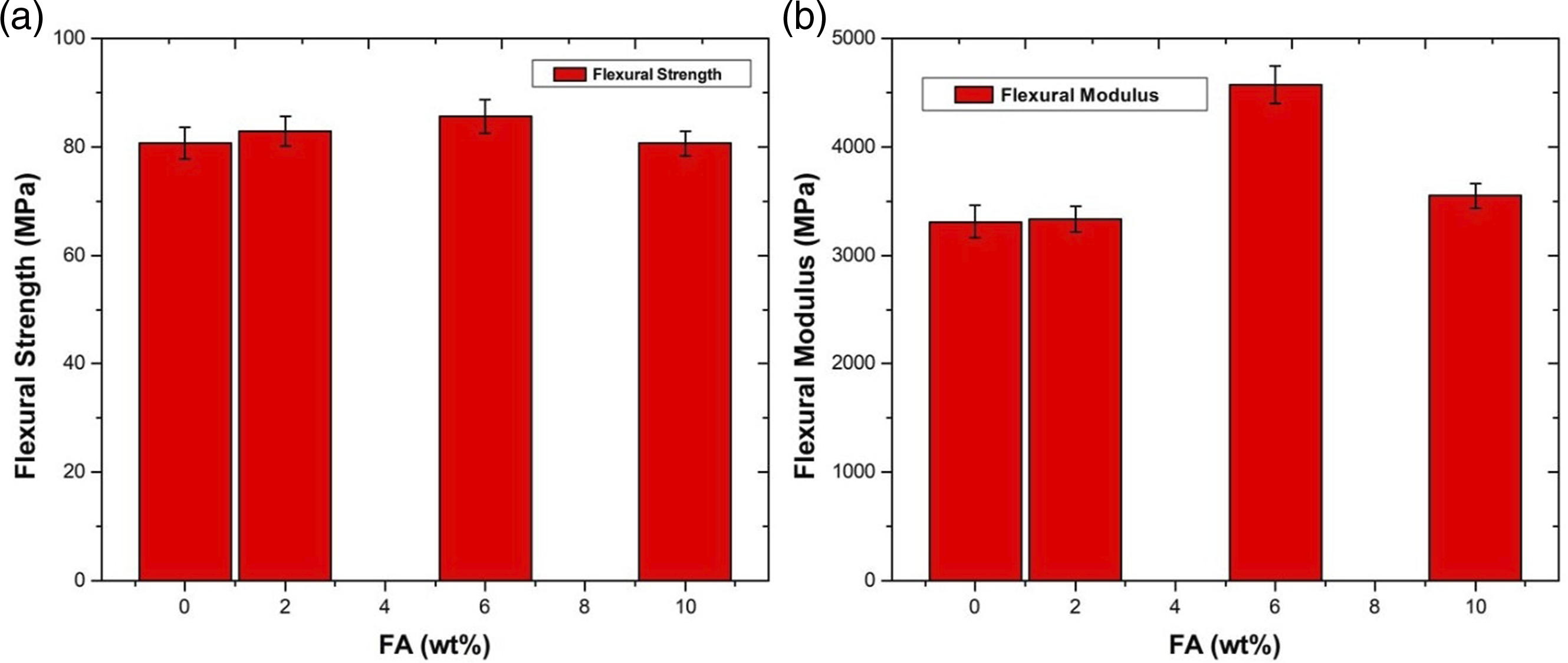
However, for EPS10, the flexural strength and elastic modulus were reduced compared to EPS6, which were 80.61 MPa and 3551.05 MPa, respectively. This reduction indicates that excessive filler content in EPS10 leads to agglomeration, which destroys the structural homogeneity of the material and reduces its load-bearing capacity. 21 The results show that while the optimal filler loading of EPS6 promotes excellent flexural properties, adding more filler in EPS10 negatively affects the properties due to particle agglomeration.
Impact test
The impact properties (Table 2 and Figure 3) show a trend opposite to that of tensile and flexural strength. The pure epoxy (EP) matrix exhibits the highest impact strength at 4.26 kJ/m2. Impact strength gradually decreases with increasing filler content and FA content. The impact strength of EPS2 decreases slightly to 4.02 kJ/m2 (6%), while that of EPS6 decreases to 3.90 kJ/m2 (8%). The impact strength of EPS10 decreases even more significantly to 2.73 kJ/m2, a 36% decrease compared to EP. Impact strength for sample EPS at varied loadings of FA.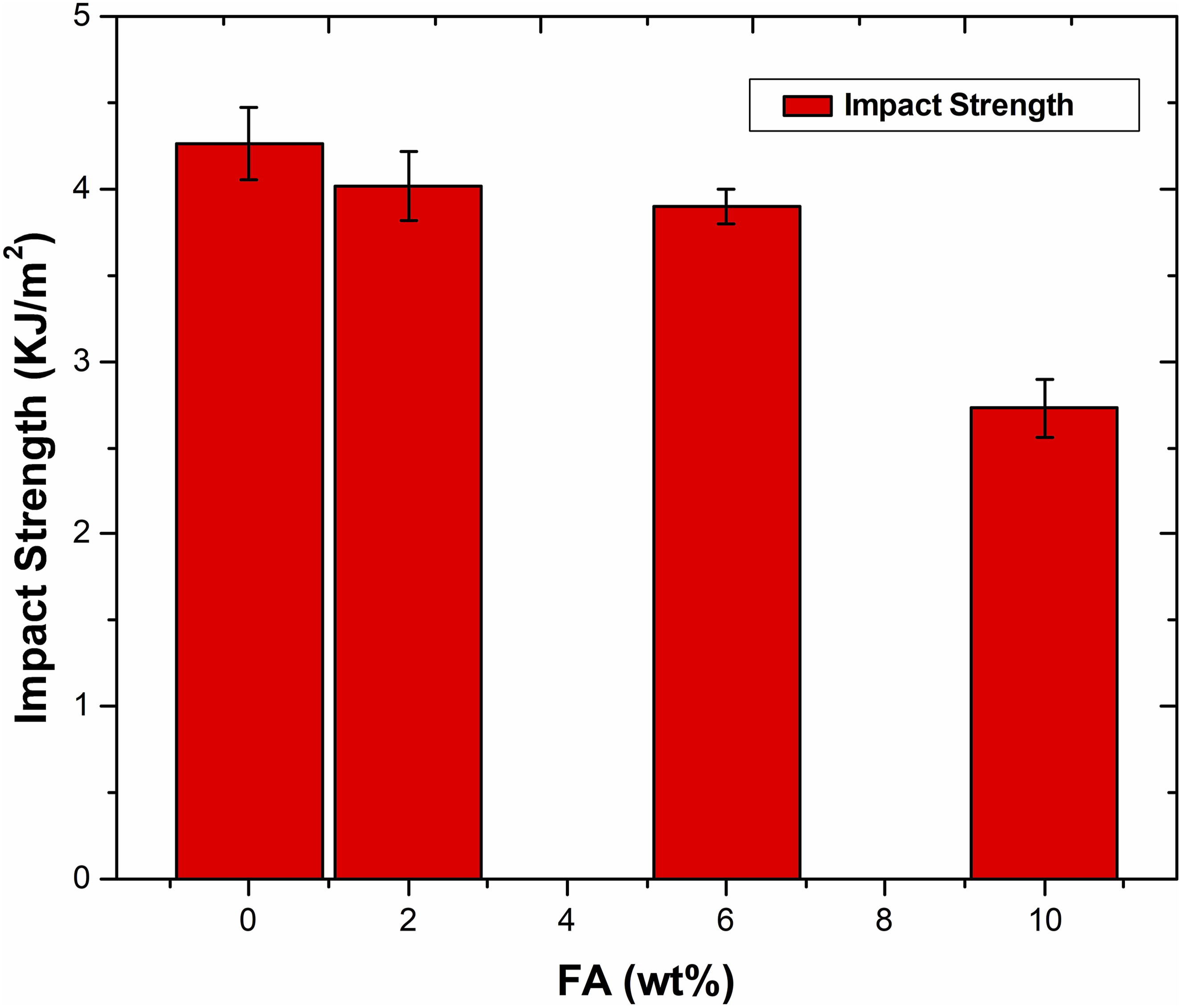
This decrease is attributed to the decreased ductility of the matrix and the increased stiffness of the FA particles. 21 The addition of inorganic fillers restricts the movement of polymer chains, reducing the matrix’s ability to plastically deform under rapid impact loading. At low filler content (EP2), the particles are uniformly distributed, allowing the matrix to maintain sufficient deformability and minimizing performance degradation. However, under high loads (EPS6 and EPS10), micropores and interfacial delamination around the filler particles become more pronounced. These micropores serve as crack initiation points, promoting rapid crack propagation under impact loading.
SEM analysis confirmed this explanation. The EPS10 image (Figure 4(d)) shows microcracks and agglomerates, which reduce the composite’s energy absorption capacity. The observed brittle fracture surface indicates reduced ductility and a limited crack deflection mechanism. Fly ash can improve stiffness and tensile/flexural strength, but at higher concentrations, impact toughness is reduced due to reduced strain and increased stress concentration. Therefore, optimizing the FA content is crucial to achieve a balance between stiffness and toughness. While 6 wt% FA provides the highest tensile and flexural strength, a lower filler content (2 wt%) may be more suitable for achieving higher impact strength. Different nanocomposites analyzed by FESEM. (a) sample A for EP; (b) sample B for EPS2 and; (c) sample C for EPS6; and (d) sample D for EPS10.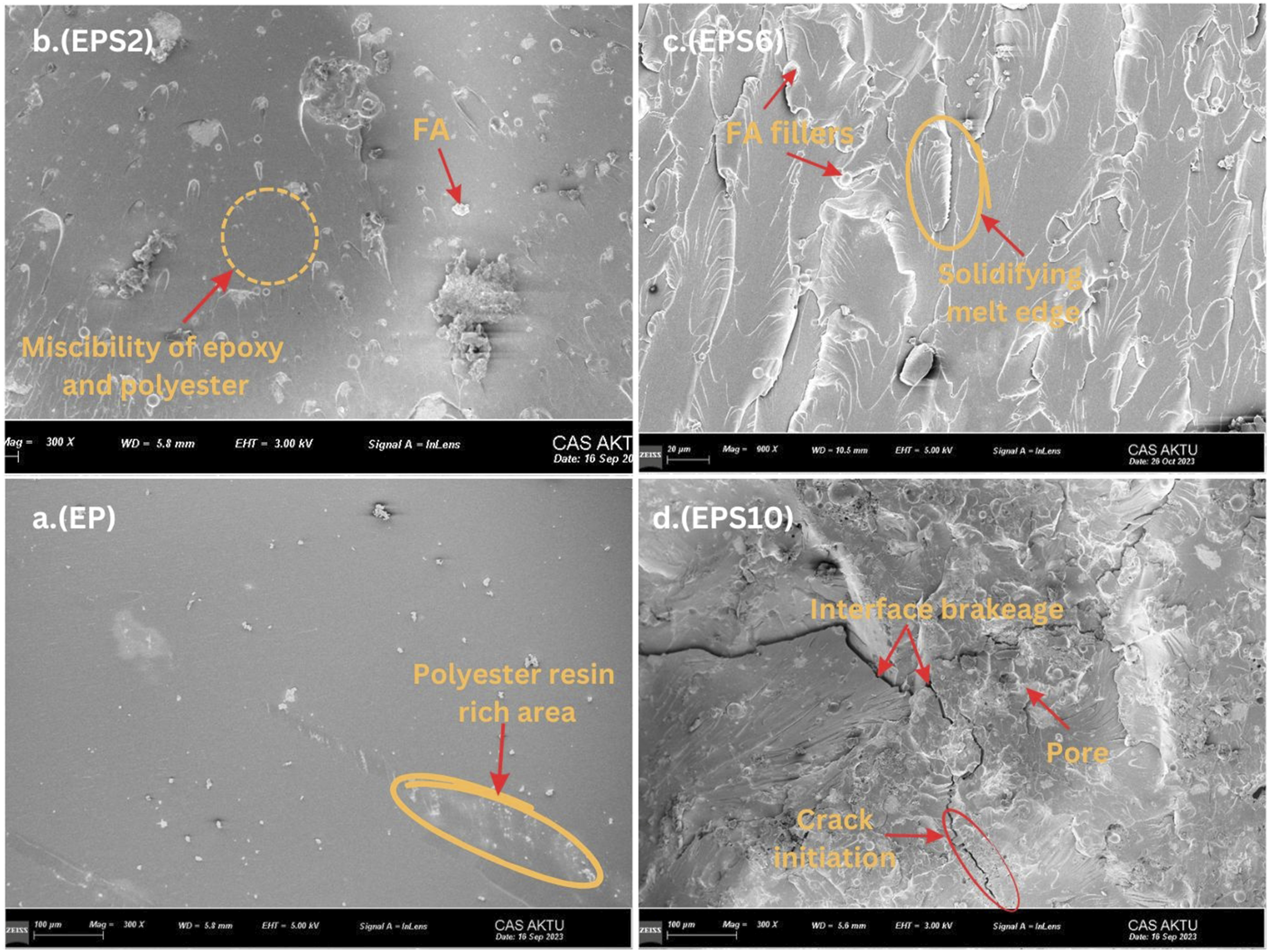
Surface morphology
FESEM images show the fracture surfaces of epoxy-polyester composites of different compositions under tension and provide valuable information of focusing on particle dispersion, interfacial adhesion, crack deflection, and cohesive voids. In Figure 4 the image (a) shows a blend of epoxy and polyester (EP), highlights the polyester-rich regions indicating phase separation within the matrix. The composite’s image (b) shows the enhanced interfacial interaction and the miscibility of the polyester and epoxy with the FA particles dispersed throughout the matrix. 14 The presence of ash filler and a distinct solidified-melted boundary in image (c) of the EPS6 composite demonstrate how a partially crystalline structure improves to the material’s stability. Finally, image (d) shows an EPS10 composite with cracks. 14 These defects, which may have increased ash content, can act as stress concentration points and reduce the tensile strength of the composite, show the impact on the structural integrity, failure behavior and provide important information for optimizing composite formulations for improved mechanical properties.
Thermal properties
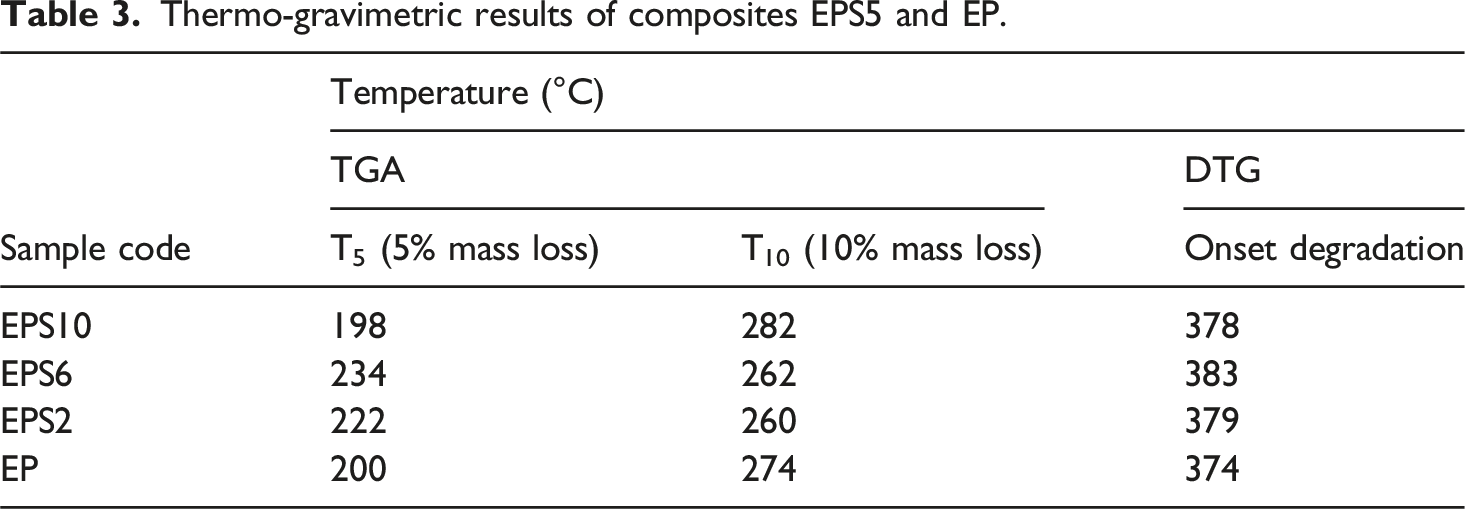
Thermo-gravimetric results of composites EPS5 and EP.
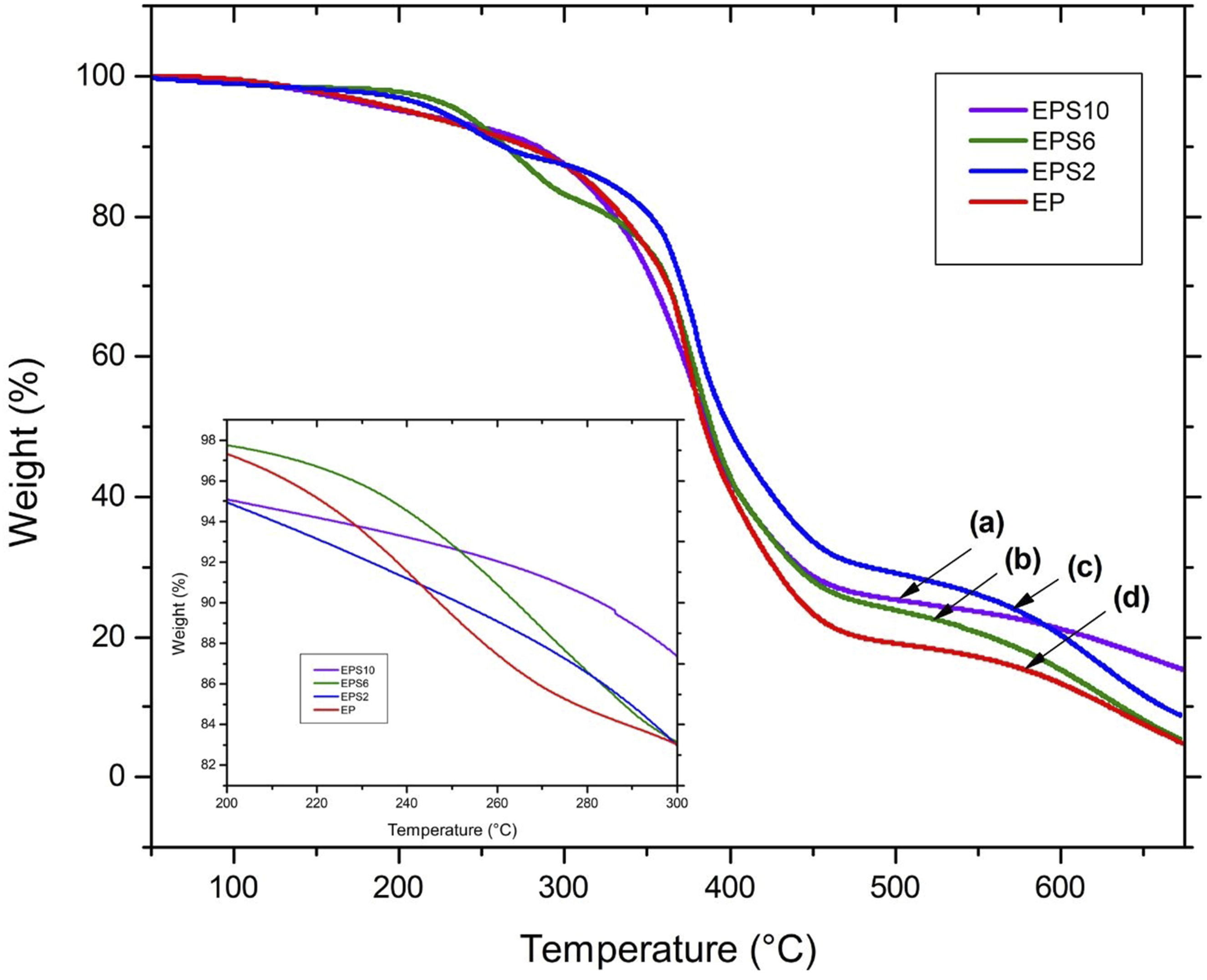
TGA curves of (a) EPS10; (b) EPS6; (c) EPS2; and (d) EP.
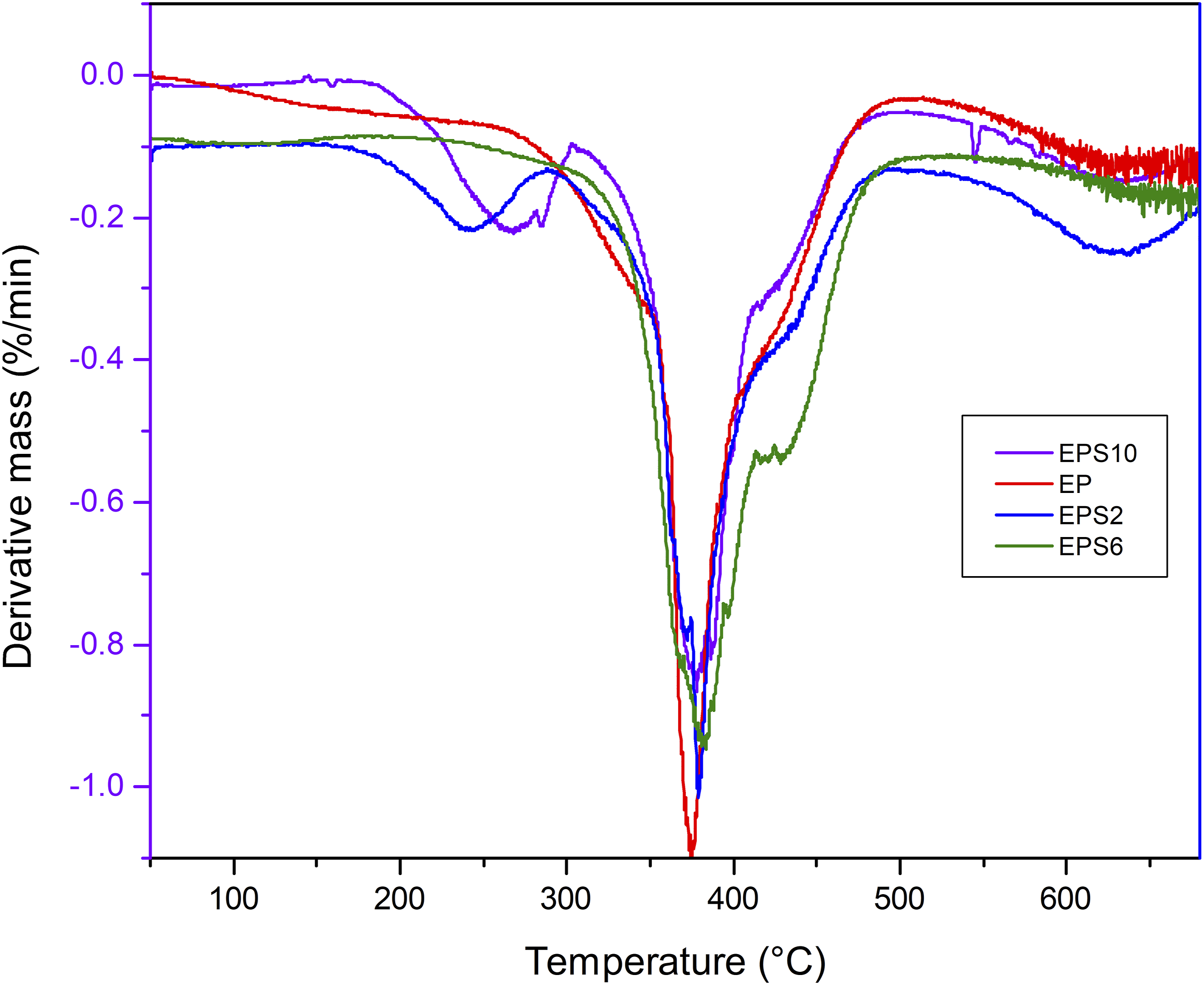
DTG thermo-gram of (a) EPS10; (b) EPS6; (c) EPS2; and (d) EP.
EP2 also showed improved performance, with a glass transition temperature of 222°C (11% higher than EP) and a decomposition temperature of 379°C (1.3% higher than EP). The glass transition temperature of EPS10 was 198°C, slightly lower than EP. This suggests that excessive filler may cause localized defects, leading to premature degradation. However, the decomposition onset temperature (378°C) of EPS10 increased compared to EP.
The excellent thermal stability of EPS6 is attributed to the synergistic effect of uniform filler dispersion and strong interfacial bonding between ash particles and epoxy-polyester matrix. 22 These particles restrict the movement of polymer chains and promote pyrolysis coke formation. The inorganic components (SiO2 and Al2O3) contained in the FA act as refractory phases, slowing the decomposition rate and delaying the peak mass loss observed in the DTG curve. Furthermore, the increased pyrolysis coke residue contributes to improved thermal insulation and structural stability at high temperatures. Therefore, a quantitative comparison of the T5 and decomposition onset temperature revealed that, among all components, 6 wt% FA had the greatest effect on improving thermal stability.
FTIR analysis
Infrared spectroscopy (Figure 7) confirmed the chemical compatibility and interfacial interactions between the epoxy resin, polyester, and ash. For pure epoxy resin, curve (a) in Figure 7 characteristic peaks at 2919 cm-1 and 2850 cm-1 corresponds to the CH stretching vibration of methylene and aliphatic chains, which provides flexibility and strength to the resin.
23
The epoxy resin blend exhibited characteristic peaks corresponding to the C = C aromatic stretching vibration (approximately 1511 cm-1). For curve (b) of the epoxy polyester (EP) composite in Figure 7, the new peaks at 2121 cm-1 and 1941 cm-1 represent C = C stretching, which may be due to the unsaturated polyester component and the C = O ester stretching vibration (approximately 1063 cm-1), indicating good mixing between the epoxy resin and polyester phases. In the EPS6 composite, slight shifts and intensity changes in the main peaks indicate interactions between the filler and the matrix. Figure 7’s curve (c) represents the epoxy/polyester/FA (EPS6) composite. The presence of epoxy and polyester is indicated by the observation of additional peaks, such as CH stretching at 2868 cm-1 and aromatic ring vibration at 1516 cm-1. The polyester’s function is highlighted by the strong band at 1253 cm-1, which shows the stretching of the CO ester bond.
24
FA’s contribution as an inorganic filler is indicated by the peak at 1031 cm-1, which is linked to Si-O-Si stretching. The slight shift in the aromatic stretching frequency suggests the formation of hydrogen bonds or secondary interactions at the interface. FTIR spectra of (a) Pure epoxy; (b) EP; (c) EPS6.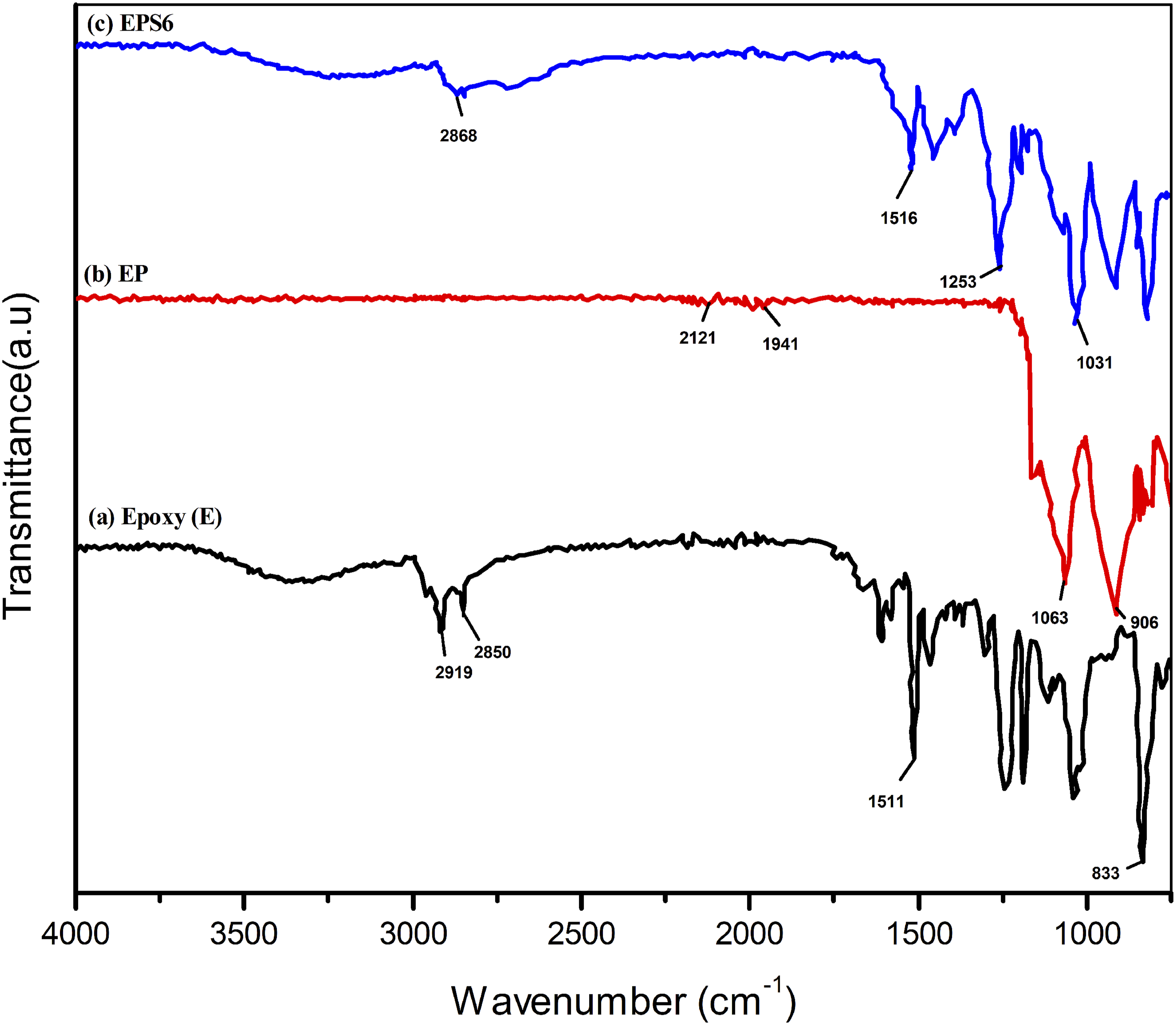
These spectral changes demonstrate that FA is not only physically dispersed but also participates in interfacial interactions, enhancing the mechanical and thermal properties of the material. The interaction between the organic functional groups and the inorganic Si-O network contributes to the formation of a hybrid structure with higher structural stability and durability.
Conclusions
The results of this study highlight that incorporating optimized FA content into epoxy polyester (EP) composite matrices can significantly improve the mechanical, thermal and structural properties. The optimal filler content was 6 wt.%. At this content, the tensile strength of the composite (EPS6) increased by 72% compared to the pure epoxy resin. The flexural strength also increased significantly by 6% and the flexural modulus by 38%. These performance improvements are attributed to the effective dispersion of the filler and strong interfacial interactions, which promote efficient stress transfer and structural rigidity. Thermal analysis results confirmed the improved stability of EPS6. The T5 (5% mass loss temperature) increased by 17% and the decomposition temperature increased, indicating improved resistance to thermal degradation. Increasing the fly ash (FA) content to 10 wt.% increased the thermal residue, but mechanical properties deteriorated due to particle agglomeration and stress concentration. This highlights the importance of optimizing the filler content. The addition of 6 wt% fly ash (FA) significantly improved the mechanical strength and thermal stability of the composite, demonstrating the innovative potential of an optimized epoxy-polyester/fly ash hybrid composite that achieves a balanced combination of stiffness, strength, and thermal stability without compromising structural integrity. In terms of applications, this optimized composite holds great potential in the automotive, construction, and industrial sectors, where it can be used to manufacture lightweight, cost-effective, and thermally stable structural and semi-structural components. Furthermore, utilizing fly ash, an industrial byproduct, can contribute to the development of sustainable materials and high-value waste management. In conclusion, these findings demonstrate that precise control of fly ash content can enable the development of high-performance hybrid composites suitable for complex engineering applications.
Footnotes
Acknowledgement
The Author would like to convey sincere thanks to Central Institute of Petrochemicals Engineering & Technology (CIPET), Lucknow and Center for Advanced Studies, Dr A.P.J. Abdul Kalam Technical University (AKTU), Lucknow and Advanced Imaging Centre at IIT Kanpur for providing instrumental analysis facilities for this study.
Author contributions
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author (Pradeep Kumar) on reasonable request.