
Abstract
This study presents a novel approach to the thermo-mechanical performance of unsaturated polyester resin (UPR) composites reinforced with hybrid biomass fillers made from carboxymethyl cellulose (CMC) and date palm fronds (DPF). For the first time, this work systematically investigates the synergistic reinforcement effect of untreated DPF (agricultural waste) combined with CMC in a thermosetting polyester matrix. The mechanical and thermal properties of the composites were assessed after fabricating with filler loadings of 10, 15, and 20 wt%. The most balanced improvement was observed in the 20% hybrid formulation. In comparison to neat UPR, this composition produced a improvement in tensile strength (reaching 35.87 MPa) as well as a 33% increase in hardness (96.8 Shore D) and a 70% increase in compressive strength, which reached 85.75 MPa. Better heat transfer characteristics were indicated by a 66% improvement in thermal conductivity, which reached 0.690 W/m·K. Fourier transform infrared (FTIR) spectroscopy confirmed strong interfacial adhesion between the fillers and the matrix through the presence of characteristic peaks (e.g., C = O stretching at 1720 cm−1 and C-O at 1117–1122 cm−1) with shifts indicating hydrogen bonding, which helps explain the observed mechanical enhancement. Unlike previous studies that used single fillers or chemically treated fibers, these results demonstrate the potential of DPF/CMC hybrid composites as high-performance, environmentally friendly materials. This study provides useful information for development of polymer composites that efficiently use agricultural waste resources and possess optimal thermo-mechanical qualities for industrial applications. These findings provide practical recommendations for composite formulation by clearly demonstrating the distinct relationships between filler content and material performance.
Introduction
Biomass-reinforced hybrid materials have attracted considerable attention due to the increasing for high-performance, sustainable polymer composite, especially for applications requiring balanced thermo-mechanical properties. Thermosetting polymers known as unsaturated polyester resin (UPR) 1 are widely used in the automotive, construction, and packaging industries because they are low-cost and easy to process. These composites offer an ideal matrix for adding natural fillers to improve performance and reduce environmental impact.2,3 However, achieving optimal mechanical strength and thermal stability in these composites remains a persistent challenge, necessitating the development of innovative reinforcement techniques.
Hybrid composites provide a promising solution by combining the benefits of several filler systems. The chemically modified biopolymer carboxymethyl cellulose (CMC) and the abundant agricultural waste date palm fronds (DPF) have complementary qualities. CMC improves interfacial adhesion and dispersion within the polymer matrix because it is hydrophilic and capable of interacting through hydrogen or covalent bonds, which leads to increased composite, as well as encapsulation of molecules and higher viscosity, resulting in uniform distribution and improved mechanical properties, whereas DPF offers structural rigidity.4,5 Despite their potential, few systematic have been conducted on the thermo-mechanical behavior of DPF/CMC-reinforced UPR composites, especially regarding the effects of hybrid interactions and filler loading.
Numerous synthetic and natural fillers have been investigated for polymer composites. The geometry and concentration of the filler play a crucial role in determining the microhardness of carbon-black-reinforced polyethylene and polycarbonate composites by Al-Khafaji R.S. 6 and Prasad V. et al. 7 Similarly, Puttegowa M. et al. 8 reported that the enhancement of the mechanical properties of polyester/eggshell composites was attributed to improved interfacial bonding. Moreover, Mahmood R. et al. 9 highlights the potential of biopolymers in modifying synthetic matrices, demonstrating that cellulose acetate butyrate (CAB) contributes to improving the UV resistance and thermal stability of PMMA. Nonetheless, several questions remain unresolved regarding the thermo-mechanical synergies in hybrid biomass-UPR systems, particularly when the filler ratio varies.
The novelty of this work lies in three key advances: First systematic investigation of hybrid DPF/CMC reinforcement in UPR composites with untreated DPF to reduce production costs and chemical usage. Identification of optimal filler loading (20 wt%) that provides balanced thermo-mechanical property enhancement without agglomeration issues. Demonstration of synergistic effects between CMC (which enhances interfacial adhesion and dispersion) and DPF (which provides structural rigidity) in a thermosetting polyester matrix. This advances beyond previous works that examined DPF or cellulose separately, or that required expensive chemical treatments of natural fibers.
By evaluating the thermo-mechanical characteristics of UPR composites reinforced with hybrid DPF/CMC fillers at 10, 15, and 20 wt%, this study fills these gaps. The three goals are as follows: (1) to assess how hybrid filler loading affects tensile strength, hardness, and thermal conductivity; (2) to use spectroscopic methods to characterize interfacial adhesion and dispersion; and (3) to determine the best filler ratios for industrial use. This study contributes to the development of environmentally sustainable composites and provides valuable insights into material design through the utilization of renewable CMC and agricultural waste DPF.
Materials and methods
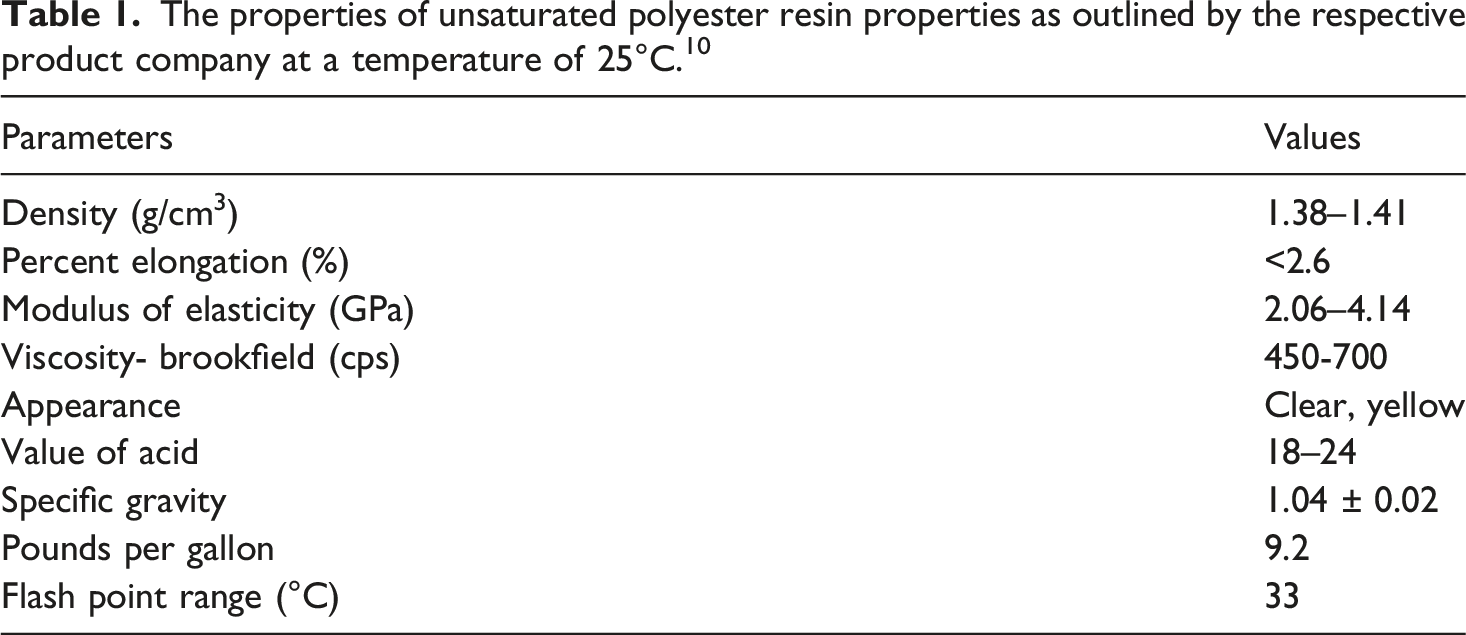
Unsaturated polyester resin (UPR), a thermosetting polymer, was employed as the matrix material, as shown in its chemical structure in Figure 1. The unsaturated polyester trademark, especially SIR OpoL - 8341, is a viscous resin that solidifies upon the addition of a curing catalyst. In order to make the polymer matrix composites, cobalt naphthenate accelerator was added to the resin matrix at a proportion of 0.5 g per 100g of resin, according to the supplier’s guidelines. The curing agent utilized is 2 wt% Methyl Ethyl Ketone Peroxide (MEKP) in the matrix. Saudi Industrial Resins Ltd, a Saudi Arabia-based company, provided all of these materials. The characteristics of the unsaturated polyester resin are provided in Table 1, according to the manufacturing company. The unsaturated polyester resin was obtained from Reichhold Co., India The structure of unsaturated polyester resin
1
. The properties of unsaturated polyester resin properties as outlined by the respective product company at a temperature of 25°C.
10

Date palm fronds (DPF) obtained from palm date trees were collected from the Baghdad region of Iraq and used as raw materials for the production of natural cellulose powder. The fresh fronds were first cut manually into small pieces (2–3 cm) using stainless steel scissors. These pieces were thoroughly washed with deionized water to remove dust, sand, and other contaminants, and then soaked in deionized water for 2 h to soften the fibrous structure. After washing, the pieces were air-dried at ambient temperature (25 ± 2°C) for 24 h, followed by oven drying at 60°C for 6 h to remove residual moisture. The dried pieces were ground mechanically using a high-speed rotary blade mill (Model RT-08, Taiwan) operating at 25,000 rpm for 10 min. The resulting coarse powder was further passed through a laboratory sieve shaker for 20 min, and only particles that passed through a 90 µm mesh sieve were collected and stored in sealed containers for composite fabrication. No chemical treatment or surface modification was performed to the DPF powder to reduce production costs and avoid chemical residues of food-grade applications.
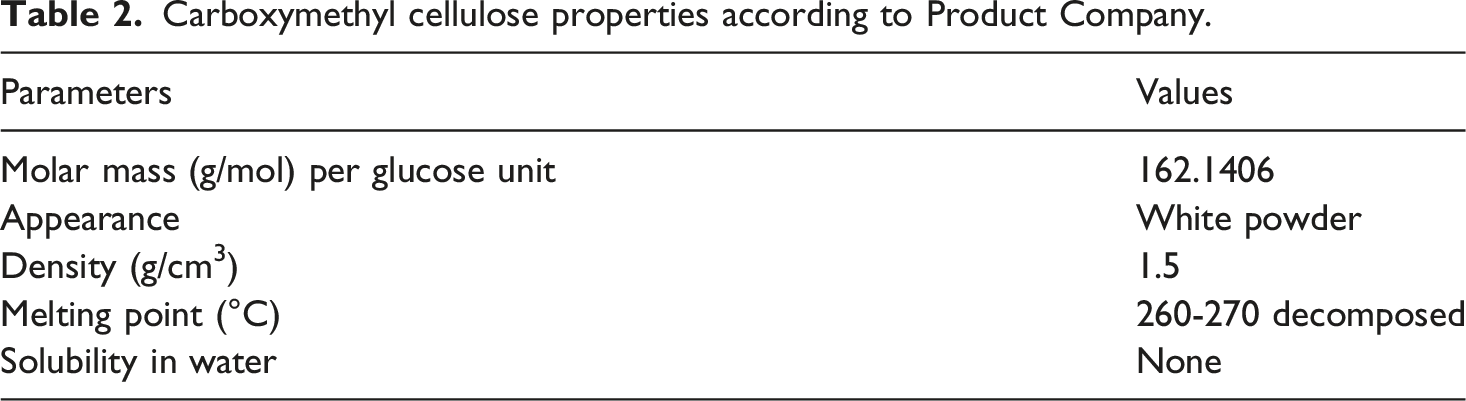
Carboxymethyl cellulose properties according to Product Company.
Four types of composites were prepared using the UPR reinforced alone as the control composite and with either the date palm fronds or sodium carboxymethyl cellulose separately or both date palm fronds and cellulose together as hybrid composites. Composites for all three fillers types were prepared in different weight percentages (10, 15, and 20 wt% powder to matrix). In addition, composites were designated as UPR (unsaturated polyester resin), DPF-UPR (date palm fronds and unsaturated polyester resin), CMC-UPR (sodium carboxymethyl cellulose and unsaturated polyester resin), and DPF-CMC-UPR (date palm fronds, sodium carboxymethyl cellulose and unsaturated polyester resin). The utilization of hybrid composites, comprising both natural and synthetic cellulose powder, entails certain advantages. Specially, these composites possess the capacity to be blended with matrix, thereby engendering hybrid composites. Consequently, the mechanical strength of the resulting materials is increased. 12
Composites fabrication
A silicon rubber mold was used to prepare samples for mechanical and thermal conductivity testing, as shown in Figure 2. Polymer matrix composites (PMCs) were fabricated utilizing DPF powder and CMC powder as additives, embedded within an unsaturated polyester resin matrix, varying the weight percentages at 10%, 15%, and 20%. The DPF powder (700 µm) CMC powder and unsaturated polyester resin were weighed and measured using the electronic balance. Reinforcements were mixed with unsaturated polyester resin at room temperature using a manual glass rod (diameter 6 mm) and stirred by hand for approximately 20 min at a constant speed of about 60–80 rpm until a visually homogeneous mixture was obtained. The composite mixture was placed into the prepared silicon mold. The casts were allowed to cure for 24-h period of curing at ambient temperature in order to achieve solidification. The cured samples were removed from the mold and post-cured for 2 h at 50°C before testing to complete polymerization and eliminate residual stresses and achieve optimum coherency. Silicon rubber mold.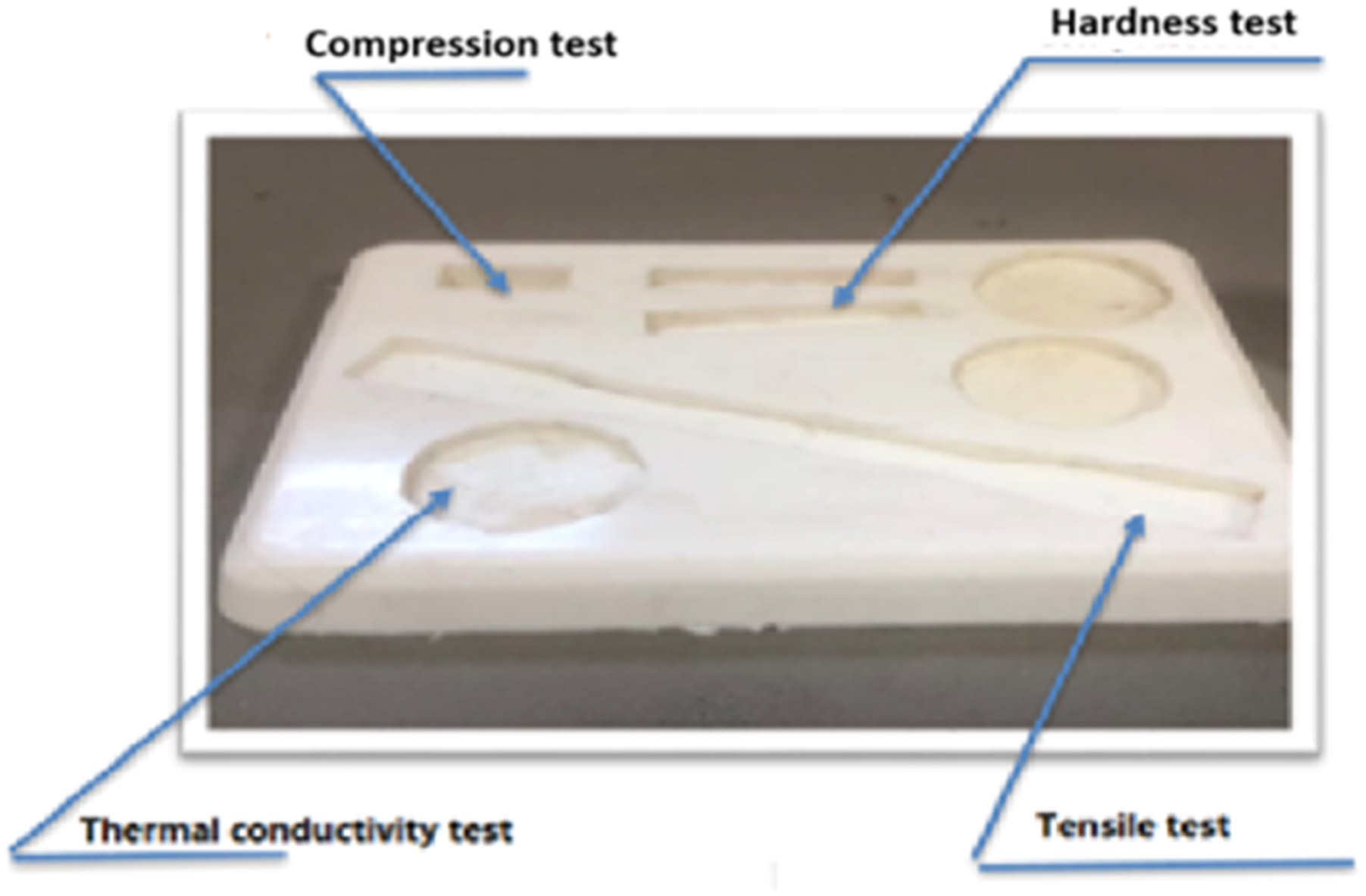
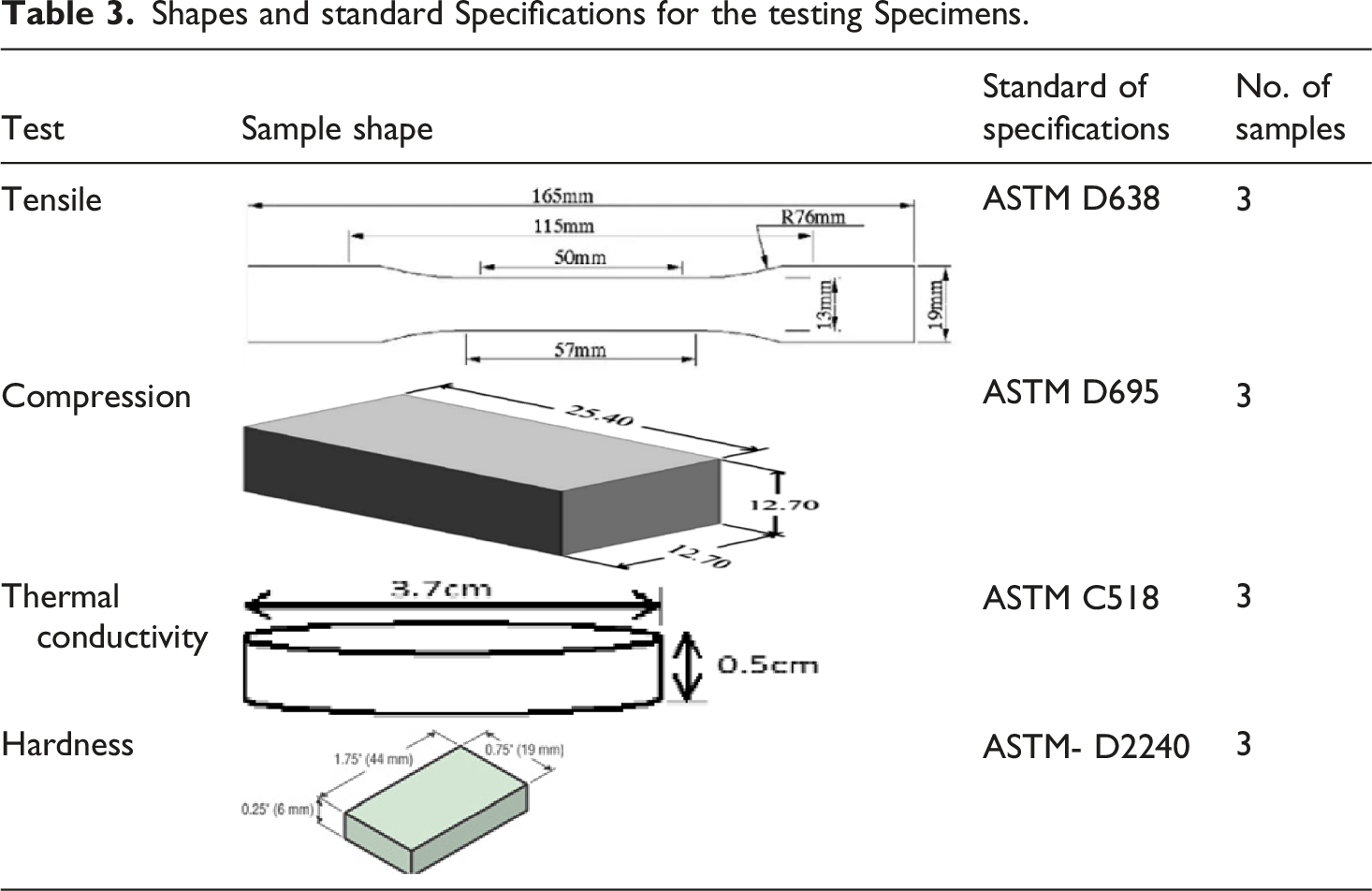
Shapes and standard Specifications for the testing Specimens.
Results and discussion
Characterization of composites
FTIR transmission spectra were obtained using an FTIR spectrometer (Bruker, Germany) within the range of 4000 and 400 cm-1 and subsequently analyzed utilizing OpusLab Software (Version 5.0, Bruker Optics, Germany).
The FTIR spectra of polyester samples with different additives are shown in Figure 3. FTIR spectra show a fixed peak for samples under the test. The strong peak at 1720 cm−1 in transparent polyester is associated with the stretching vibration of non-hydrogen bonded or “free” carbonyl groups in the ester linkages of polyester. The intensity of this peak provides information about the chemical situation and degree of crystallinity or hydrogen bonding within the polyester sample.13,14 Therefore, in transparent polyester, the 1720 cm-1 peak means detecting the ester carbonyl stretching mode inherent to the polyester structure. Carbonyl C = O groups that are not strongly hydrogen-bonded, are often found in less ordered or intermediate structures within the polymer matrix. The C−O band associated with hemicellulose may arise from the methyl ester component of the hemicellulose.
15
FTIR spectra of UPR composites at different weight Percentages of filler content.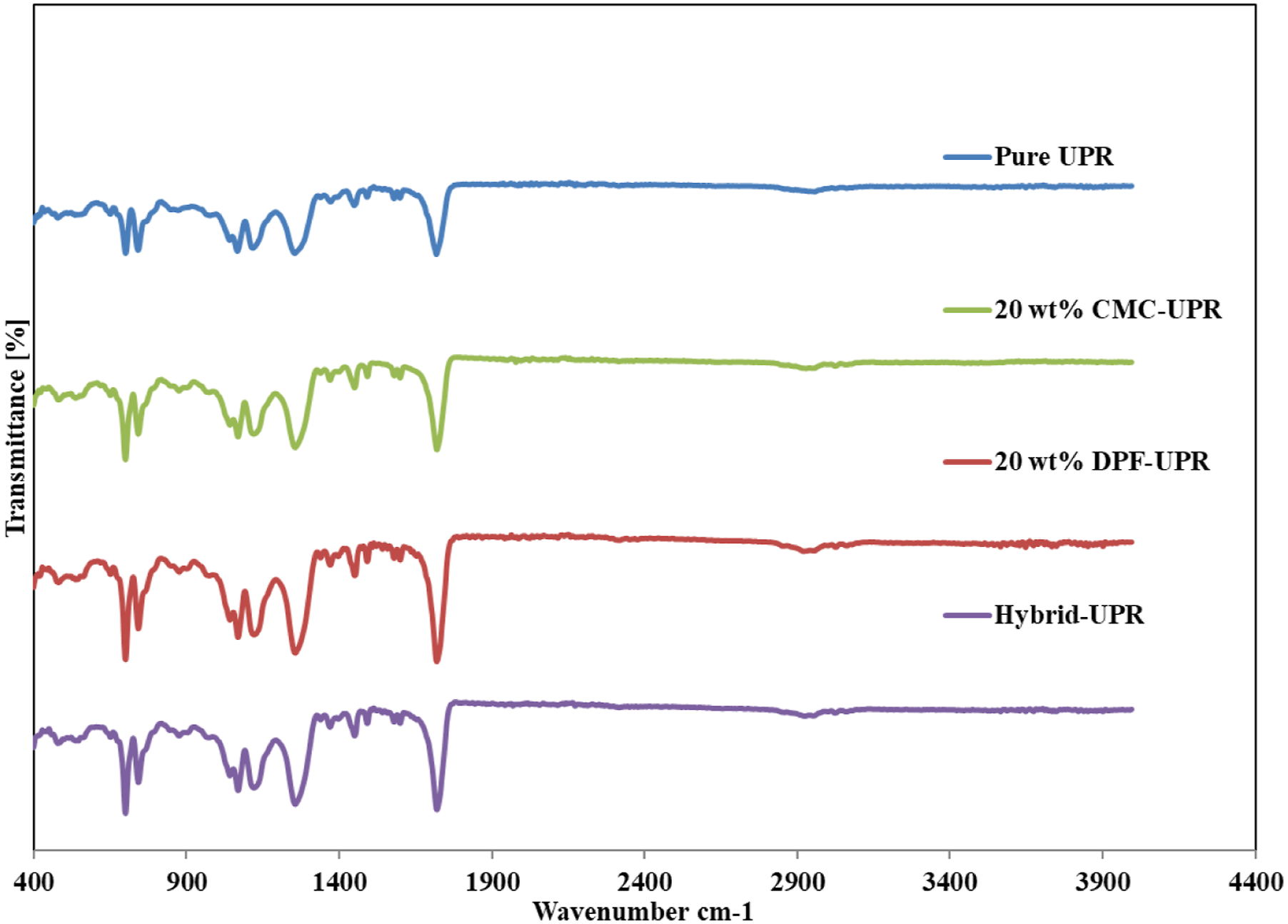
At 1256 cm-1, another strong peak corresponds to bending vibration due to the vibration of hydrocarbons, which is shown in pure and bio-polyester. 16 Also, the band 1117 - 1122 cm−1 is related to alkoxy C−O. 16 It is a functional group, which is a chemical substituent attached to the main chain. It consists of various molecules attached to a carbon backbone. The intense band in the range of 1300 and 1000 cm−1 is assigned to silicate, which coincides with the alkoxy C−O functional group. The mono- and trans-alkene sp2 C-H bands are the strongest bands in the spectra, with the cis-alkene band at 700 cm−1. The C-H stretching vibrations for all hydrocarbons occurs in the range of 2861 -3025 cm−1, and the exact location can be used to distinguish between an alkane and an alkene. The spectra of simple alkanes show transmittance due to C–H bending and stretching with hybridization of spᶾ at 2800-3000 cm−1, In specific, it was observed that the transmittance peaks corresponding to C−H stretching were detected at approximately 2958 cm−1 and 2861 cm−1.17 The presence of C = O C-O ester groups make the polyester molecule polar, meaning it has a partial positive charge on the carbon and a partial negative charge on the oxygen, 18 therefore, hybrid composites polyester is polar, and its polarity increases the intermolecular force. 19
Comparison of the FTIR spectra among the four composite types (neat UPR, DPF-UPR, CMC-UPR, and hybrid DPF/CMC-UPR) at 20 wt% filler loading reveals both subtle and significant differences. The neat UPR spectrum shows a sharp C = O stretching band at 1720 cm−1 with full width at half maximum (FWHM) of approximately 25 cm−1. Upon addition of DPF alone, this peak broadens slightly (FWHM 30 cm−1) and shifts to 1718 cm−1, indicating weak hydrogen bonding between DPF hydroxyl groups and polyester carbonyls. For CMC-UPR, a more pronounced shift to 1715 cm−1 with FWHM of 35 cm−1 is observed, suggesting stronger interactions due to CMC’s higher density of polar carboxylate and hydroxyl groups. Most notably, the hybrid DPF/CMC-UPR composite exhibits the broadest C = O peak (FWHM 40 cm−1) centered at 1713 cm−1, along with a new small shoulder at 1685 cm−1. These changes indicate extensive hydrogen bonding between the hybrid fillers and the polyester matrix. Additionally, the band at 1256 cm−1 (C-O bending) shows increased intensity in the hybrid composite compared to single-filler systems, further supporting enhanced interfacial interactions. The alkoxy C-O band (1117–1122 cm−1) remains present in all samples but shows a slight broadening in the hybrid composite. These spectral differences correlate directly with the mechanical property trends, where the hybrid composite exhibited the highest tensile, hardness, and compressive strength values.
Hardness test
In accordance with ASTM D2240, a Shore D durometer hardness tester was used. 20 The instruments use a blunt-pointed indenter (0.8 mm in diameter) that gradually narrows down to a 1.6 mm cylinder. This indenter is connected to a digital scale with marks from 0 to 100 units. Hardness readings were taken directly from the digital scale. Three measurements were made on different regions of each sample, and an average of three readings was meticulously calculated. All experiments were performed in triplicate (n = 3). Data are presented as mean ± standard deviation (SD). For hardness, the SD values ranged from ±0.8 to ±1.5.
The hardness values for DPF powder, CMC powder, and hybrid composite UPR composites are presented in Figure 4. This figure exhibited the maximum hardness of 96.833 obtained at 20 wt% of the hybrid composite. It is clear from Figure 4 that the UPR had the lowest hardness before reinforcement, at 72.833, while the hardness of the composites increased with increasing filler content percentages. Similarly, Al-Ogaidi et al.
21
reported hardness enhancement in eco-friendly unsaturated polyester composites reinforced with agro-waste fillers, confirming that natural fillers effectively improve surface resistance and load distribution. Filler content’s effect on the hardness of UPR composites, error bars represent standard deviation (n = 3).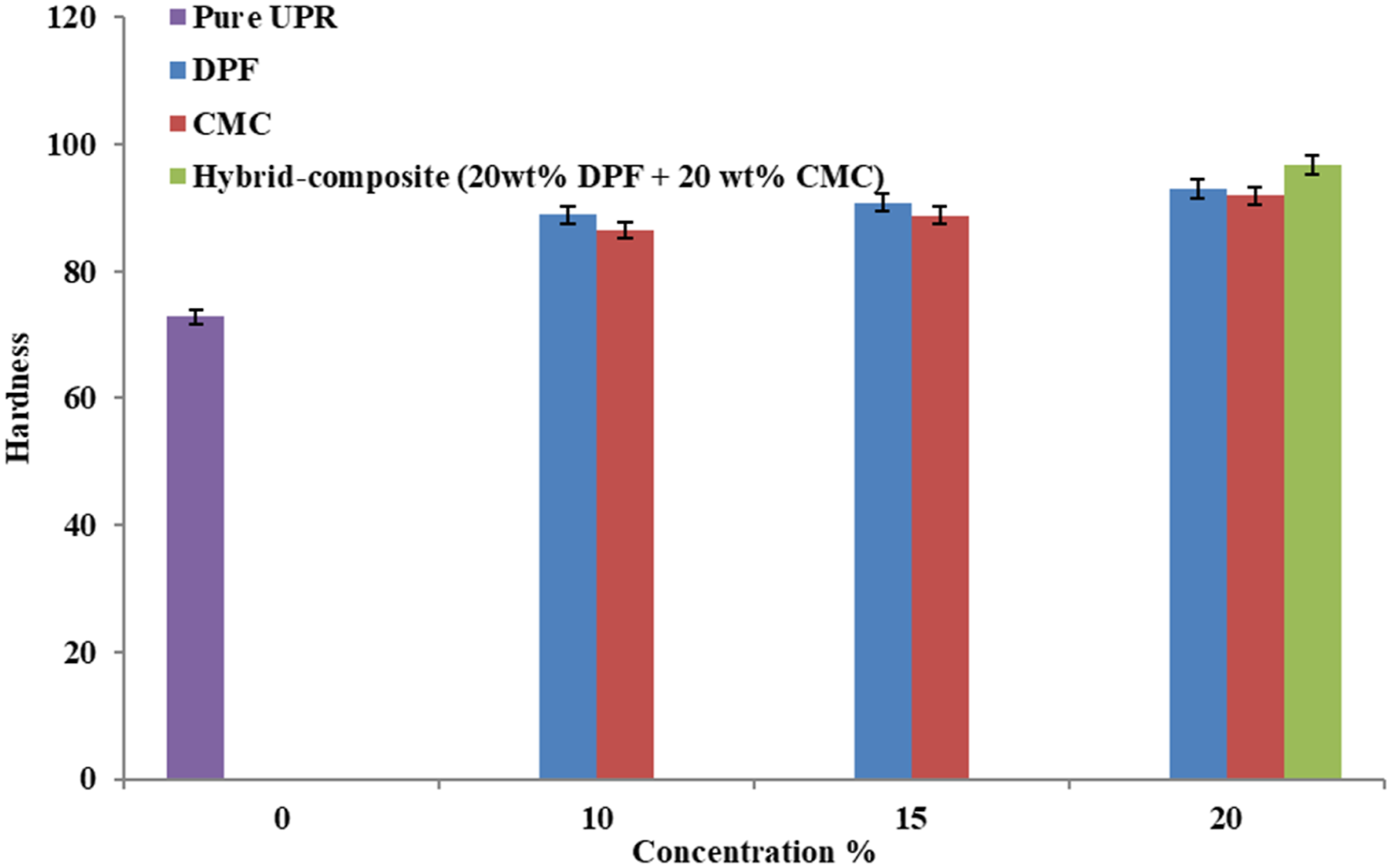
However, the hardness values will experience a significant increase when the UPR is reinforced with filler. This mainly occurs because the test load is distributed on the filler, which decreases the penetration of the test ball on the surface of the composite materials. As a result, the hardness of these materials increases.22,23 As mentioned above, the stiffness increases due to the presence of the filler material, as the test load was distributed over the filler material.
Tensile stress
Tensile stress specimens were prepared in accordance with ASTM D 638
20
. The specimens were tested using a Shimadzu universal testing machine located in Kyoto, Japan, with a crosshead speed of 0.5 mm/min. Tensile stress determined by the relationship given below
24
:
Tensile stress is an important property of load-bearing materials. The effect of filler content on the tensile stress of neat UPR of is illustrated in Figure 5. The tensile stress increased as the filler content increased up to 20 wt%, as well as for the hybrid composite (higher proportions were not taken due to the appearance of clumps in the mixture). This can be attributed to the effective dispersion of the filler materials within the UP matrix, leading to strong interfacial bonding between the filler and UPR, which increases the load-bearing capacity of composites and improved the tensile stress of the polyester. A similar observation was reported by Brown and Poon.
25
Filler content’s effect on the tensile stress of UPR composites, error bars represent standard deviation (n = 3).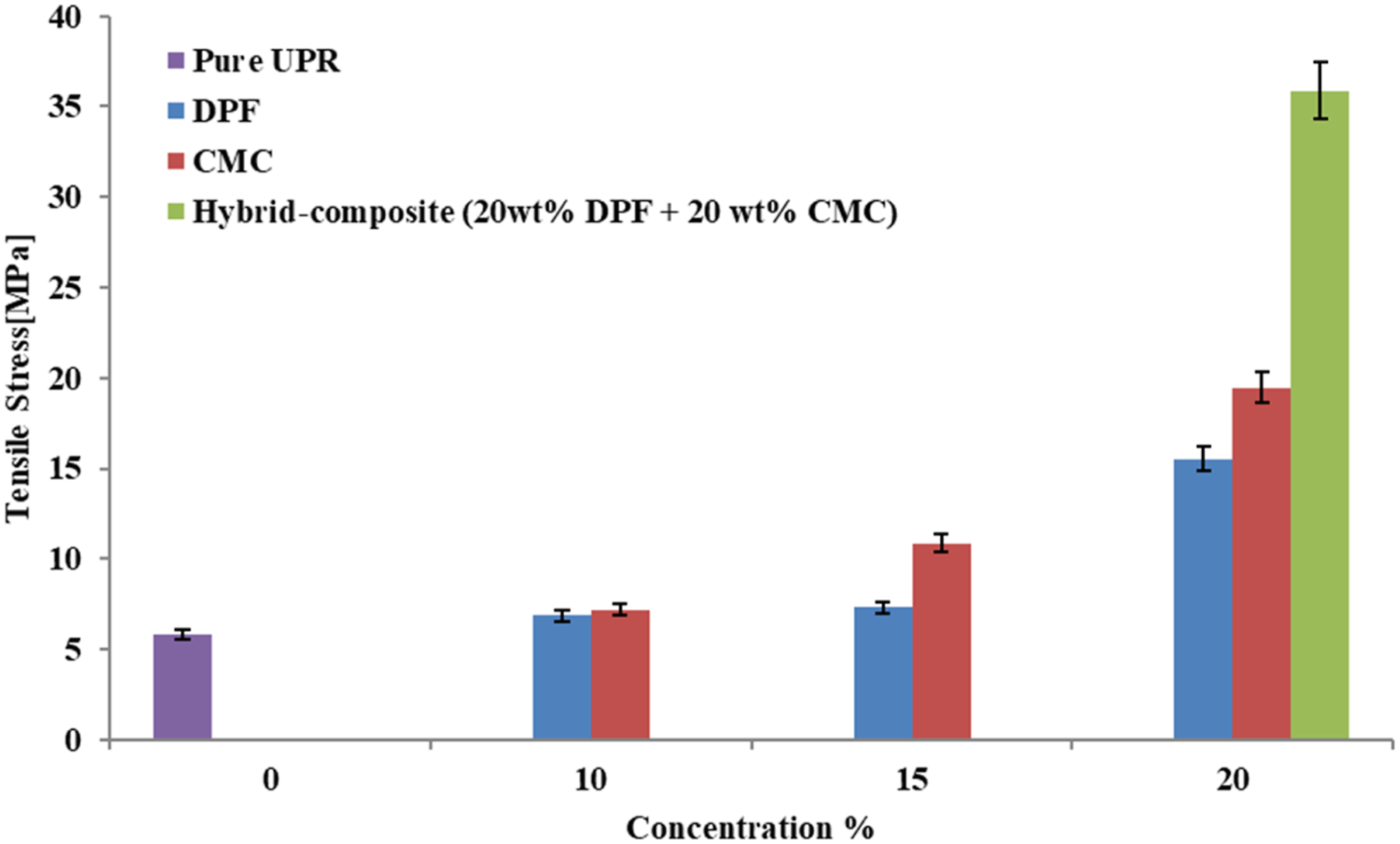
Figure 5 shows that the hybrid composite has the highest tensile stress values of the date frond and cellulose composites. The improvement in tensile stress is due to the properties of the filler materials. This may be related to good dispersion with a UPR that increases the surface area of the filler/UPR interface, leading to improved bonding between them. As both filler contents increased from 10 wt% to 20 wt% in the hybrid composite, the tensile stress gradually increased because the interfacial area increased, which led to filler distribution that restricted mobility of UPR chains near the filler surface enhances interfacial adhesion and stress transfer to strengthen the filler/UPR interactions, and thus the applied stress could be effectively transferred from the matrix to the filler particles, leading to uniform load distribution. 22
The superior tensile performance of the hybrid DPF/CMC composite is consistent with the findings of Osanga et al., 26 who reported that hybrid date palm-glass fiber reinforced composites exhibited enhanced mechanical behavior under dynamic loading due to synergistic reinforcement effects. Similarly, Osanga et al. 26 demonstrated that date palm fibers effectively contribute to the tensile strength of polymer composites, particularly when combined with other reinforcing agents in hybrid systems.
Compression strength test
The compressive strength testing was completed using a universal mechanical test machine with a 50-250 kN load. The compressive load was applied quasi-statically to the composites until failure. The compressive strength tests were carried out in accordance with ASTM D695.
27
All tests were carried out on composites at ambient temperature at a crosshead of 1 mm/min rate of speed, the cross-sectional area was measured before loading. All experiments were performed in triplicate (n = 3). Data are presented as mean ± standard deviation (SD). For compressive strength, the SD values ranged from ±1.0 to ±2.3 MPa. The compressive strength can be calculated using the following equations
24
:

The compressive strength values of date palm frond along with cellulose and UPR bio-composites are shown in Figure 6. The compressive strength of DPF powder-reinforced composites significantly rose because of effective stress transfer and adhesion between DPF and UPR. DPF itself isn’t necessarily “stronger,” but the composite performance improves due to reinforcement and good bonding. This result was reported by Durowaye et al.
28
and Hussein SM. A.
29
From Figure 6, it is evident that the compressive strength of the cellulose-reinforced the UPR composite decreases with increasing weight percentages of CMC. This decrease in compressive strength at the higher filler loading of cellulose may be due to poor powder matrix interaction or compatibility and also dispersion problems. The poor compressive performance has also been attributed to the nature of cellulose powder.
30
This was also observed by earlier researchers for cellulose by Caballero et al.
31
The stiffness and strength enhancement of cellulose-UPR composites is generally much lower than those of the other powder-reinforced composites. Filler content’s effect on the compressive strength of UPR, error bars represent standard deviation (n = 3).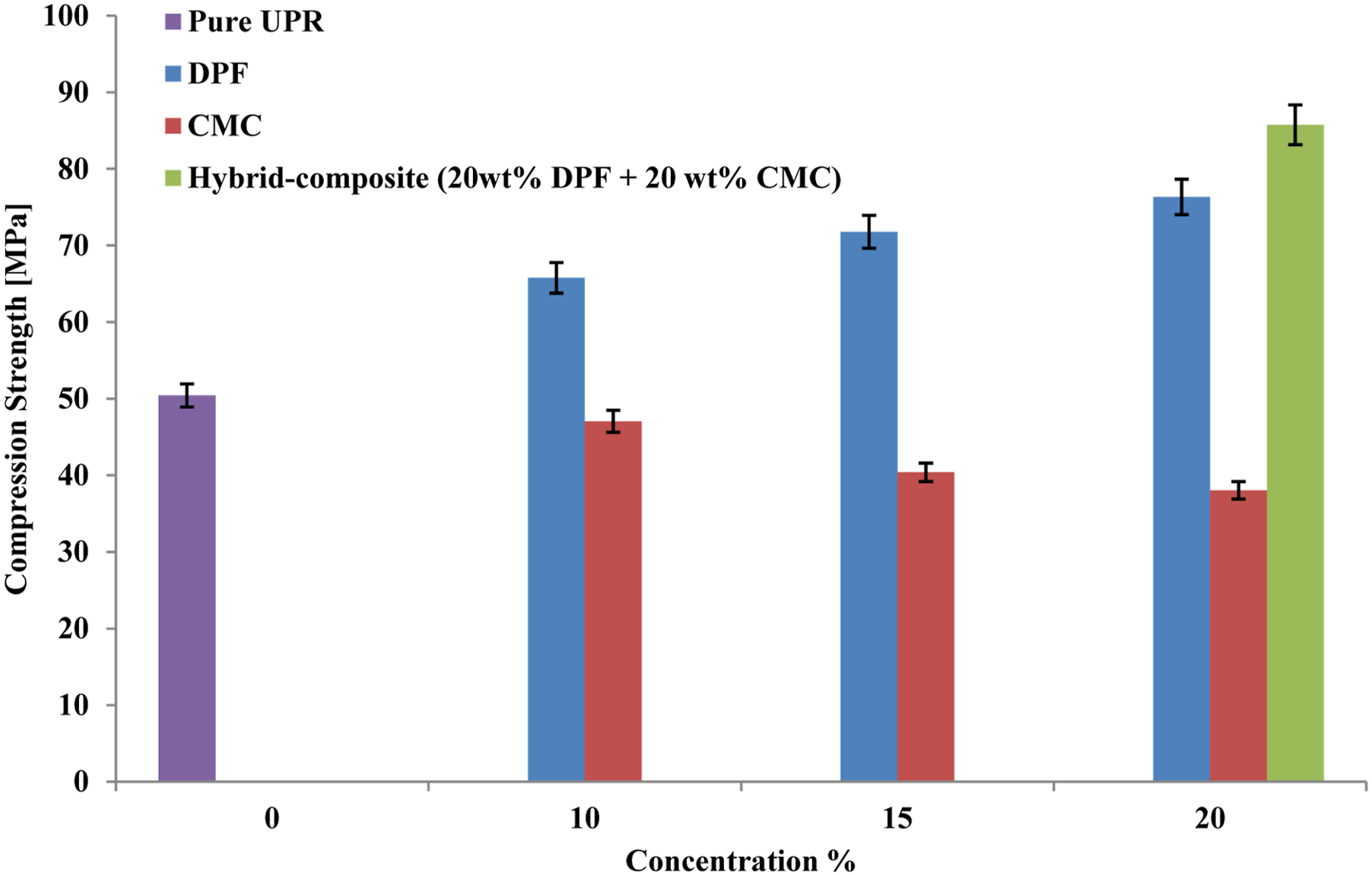
Similar observations on the effect of filler loading were reported by Tezara et al., 32 who found that the compressive strength of palm kernel cake filler-reinforced epoxy composites increased with filler content up to an optimal loading, beyond which agglomeration and poor matrix wetting led to a decline in mechanical performance. This reduction in compressive strength at higher filler loading (20 wt%) is consistent with the findings of Tezara et al., 32 who attributed similar decreases to filler agglomeration and poor interfacial adhesion between the filler and polymer matrix at excessive filler concentrations.
For each filler type, the compressive strength increases with an increasing filler weight percentage up to 15 wt%, whereas a reduction is observed in the compressive strength with a filler weight percentage of 20 wt%. The decrease in compressive strength observed is due to the insufficient bonding between the polyester and filler at that specific percentage. 33 Furthermore, the polyester used exhibits a distinct chemical structure compared to the natural filler, resulting in poor adhesion. This leads to voids formation and porosity at the interface between the matrix and the filler. 34
Thermal conductivity of composites
The experimental procedure was implemented with the objective of determining the thermal conductivity according to ASTM C518.
35
The experiment was performed on specimens with a diameter of 40 mm and a thickness of 5 mm. All experiments were performed in triplicate (n = 3). Data are presented as mean ± standard deviation (SD). For thermal conductivity, the SD values ranged from ±0.008 to ±0.015 W/m·K. The heat transfer through the composite is described by based on a one-dimensional steady state Fourier-equation, as given by Kuptsov and Zhizhin
36
:
In Figure 7 shows that the filler content affects the thermal conductivity of unsaturated polyester resin. In general, thermal conductivity increases with increasing filler content. These findings are consistent expectations and are consistent with previous studies by Nabhan B.J.; Yaman K and Taga Ö.37,38 As shown in the figure, the hybrid composite displays the highest thermal conductivity values, while the pure UPR exhibits the lowest values. This can be attributed to the more efficient packing of DPF and CMC powder in the hybrid composite, enabling the fillers to connect spaces and create a larger three-dimensional network for thermal conductivity in the unsaturated polyester resin.
38
Filler content’s effect on the thermal conductivity of UPR, error bars represent standard deviation (n = 3).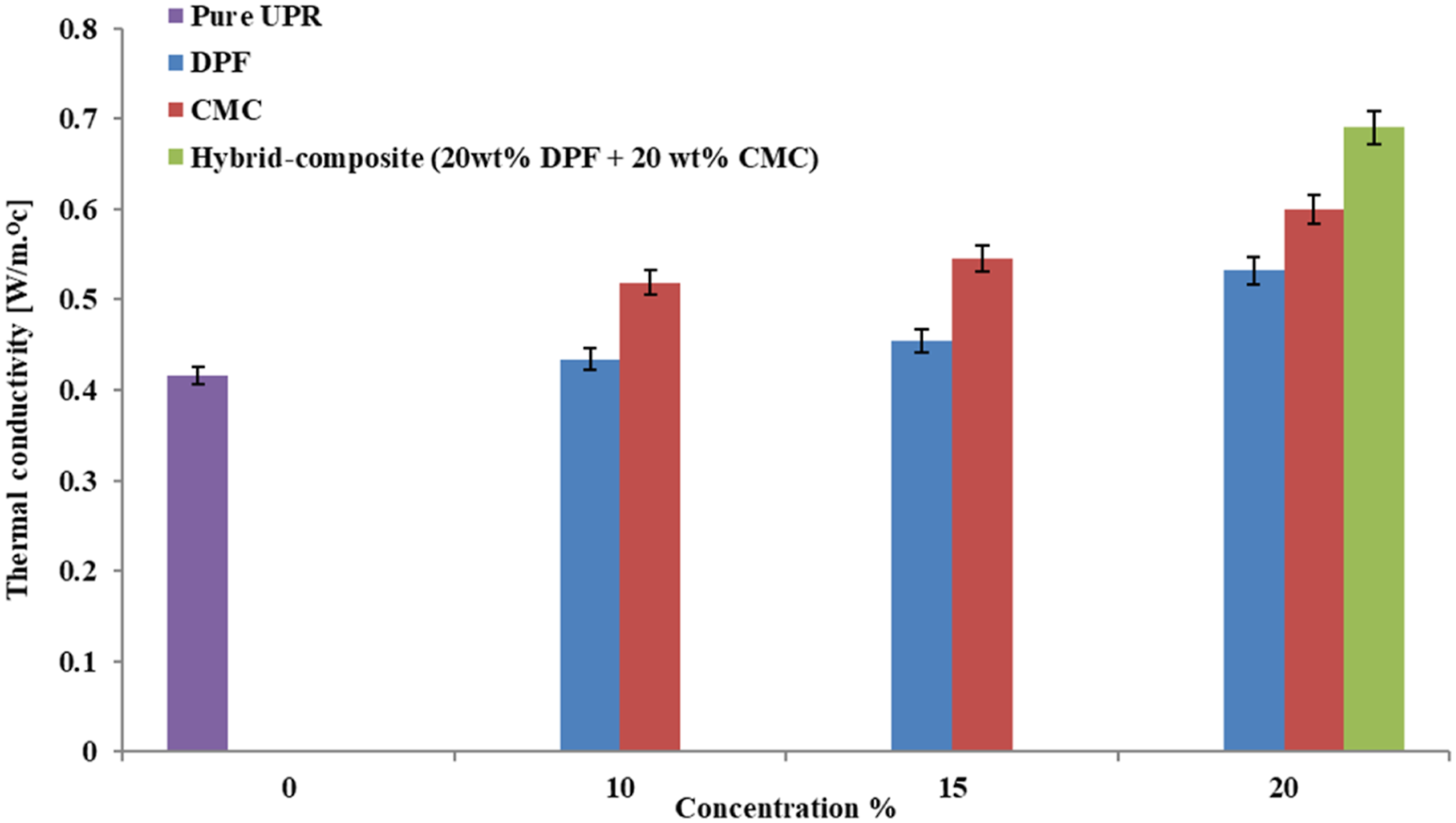
The observed improvement in thermal conductivity with increasing bio-filler content is consistent with the findings of Tripathy et al., 39 who reported that the addition of bio-fillers to hybrid polyester composites significantly enhanced their thermal performance. Similar to the present study, Tripathy et al. 39 demonstrated that hybrid polyester composites containing bio-fillers exhibited superior thermal conductivity compared to unfilled resin, attributed to the formation of continuous filler networks that facilitate heat transfer. The 66% improvement in thermal conductivity (from 0.416 to 0.690 W/m·K) achieved in the present hybrid DPF/CMC system is comparable to or better than the thermal enhancements reported by Tripathy et al. for bio-filler reinforced hybrid polyester composites, confirming the effectiveness of the DPF/CMC combination.
The hybrid composite specimens in Figure 8 exhibit a darker, uniform coloration indicating good filler dispersion without visible agglomerates. Photograph of representative test specimens.
Conclusions
Three different polymer composites were successfully prepared: date palm frond DPF powder-based unsaturated polyester resin, sodium carboxymethyl cellulose powder CMC-based unsaturated polyester resin, and DPF with CMC powder as fillers at 10, 15, and 20 wt%. The mechanical properties including hardness, tensile strength, compression strength, and thermal conductivity were experimentally investigated.
This study makes three novel contributions to the field of biomass-reinforced polymer composites: It provides the first experimental evidence that untreated DPF can be effectively combined with CMC to achieve superior mechanical properties without chemical modification, reducing both cost and environmental impact. It establishes 20 wt% as the optimal hybrid filler loading for balanced property enhancement, beyond which agglomeration occurs. It demonstrates that hybrid DPF/CMC systems outperform single-filler composites across all tested mechanical properties, representing an advance in sustainable composite design for industrial applications.
Based on the results, bio-composites with 20% filler content for DPF and CMC exhibited the highest tensile strength values, this composition achieved a tensile strength of 35.87 MPa. Furthermore, the homogeneous dispersion and interfacial bonding between DPF and the UPR matrix led to improvements in both hardness and compressive: 33% increase in hardness (96.8 Shore D) and a 70% increase in compressive strength, which reached 85.75 MPa (compared to 50.43 Mpa for neat UPR). Thermal conductivity presented a positive correlation with the amount of filler content 66% improvement in thermal conductivity, which reached 0.690 W/m.K (compared to 0.416 W/m.K for neat UPR). In addition, the hybrid composite showed greater effectiveness in enhancing the thermal conductivity of the material compared to pure polyester. The completion of this study may help alleviate the huge accumulation of palm frond derived waste and provide a potential means to reduce the current reliance on synthetic powders in polymer composite industries for advanced engineering applications.
Footnotes
Acknowledgments
The authors would like to thank Mustansiriyah University, Baghdad – Iraq, for its support in the present work.
Authors contributions
This work was carried out in collaboration between all authors. B.J.N. and L.G. organized and verified the data. E.A.A. and D.A.R. analyzed the data. L.G. wrote the manuscript. B.J.N. and R.M.R. read and approved the final manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the findings of this study are available on request from the corresponding author.