
Abstract
This study investigates the effects of incorporating thermoplastic starch (TPS) and organomodified montmorillonite (Cloisite 30B) on the performance of linear low-density polyethylene (LLDPE) films produced via the film blowing process for packaging applications. LLDPE was blended with different TPS contents (30–50 phr) and Cloisite 30B loadings (1–5 phr) to evaluate their influence on printability, optical transparency, oxygen permeability, water vapor transmission rate, and water absorption. Increasing TPS content reduced optical transparency due to light scattering and increased oxygen and water vapor permeability as well as water absorption owing to the hydrophilic nature of starch. The incorporation of Cloisite 30B improved oxygen barrier properties by creating tortuous diffusion pathways, while simultaneously increasing moisture sensitivity. Printability assessments using polar (water-based) and non-polar (solvent-based) inks revealed weak ink adhesion on TPS-containing films, with only marginal improvement observed upon addition of Cloisite 30B. X-ray diffraction analysis indicated partial exfoliation of Cloisite 30B platelets at low loadings (1 and 3 phr), whereas higher loading (5 phr) led to agglomeration and deterioration of film properties. Among the studied formulations, the film containing 40 phr TPS and 3 phr Cloisite 30B exhibited the most balanced combination of barrier performance and printability. The findings clarify the potential and limitations of TPS- and Cloisite 30B-modified LLDPE blown films for packaging applications.
Introduction
Petroleum-based plastics, such as polyolefins take over today’s packaging industry due to their high strength, low weight, low price, ease of processing, and excellent barrier properties against moisture. Polyethylene is one of the most conventional polyolefins due to its desired process ability, chemical neutrality, and safety for food contact. However, most synthetic polymers are non-biodegradable and their wide use in the packaging industry has led to significant environmental issues. In recent years, extensive researches have been conducted on development of biodegradable and compostable materials for packaging.1–3
Among the biodegradable polymers, starch has garnered considerable attention from researchers due to its availability, low cost compared to synthetic polymers, and environmentally friendly nature.4–7 The primary challenge in using starch is its incompatibility with synthetic polymers. Researchers have used plasticizers such as water, glycerol, and sorbitol to produce thermoplastic starch (TPS) to overcome the extensive hydrogen bonding in starch.8,9 Despite the advantage of starch-based plastics biodegradability, they have not gained widespread use due to water vapor permeability issues. 9 Sabetzadeh et al. 4 investigated the effect of adding starch to linear low-density polyethylene (LLDPE)/low-density polyethylene (LDPE)/TPS blend and reported that the presence of 15% TPS in the blend increased water absorption by 12%. Jagannath et al. 7 showed that increasing the starch content (1–5%) in LDPE films raised oxygen and water vapor permeability. The augmentation of the oxygen permeation rate was due to the weakening of the intermolecular forces in the polymer chains, while the higher water vapor permeability was attributed to the hydrophilic nature of the starch in the film.7,10
The transparency of the packaging films is also an important factor. However, previous studies have shown that the presence of starch reduces the transparency of PE films.4,11,12
One approach to address the drawbacks of starch-based plastics is employing nanoclays.13–15 The LLDPE films containing Cloisite 30B and Cloisite 20A nanoclays exhibited lower water absorption and a smaller diffusion coefficient compared to those of nanoclay-free samples. The overall water absorption decreased by 6 to 20% by the presence of 0.5 to 3.0 phr of Cloisite 15A nanoclay. 16 The presence of layered silicate nanoclay in nanocomposites leads to formation of tortuous pathways, hindering water vapor penetration.17,18 Manjunath et al. 19 investigated the effect of adding Nanomer I.31PS, a silane-modified nanoclay, on the water absorption of starch-based nanocomposites and found that for low nanoclay contents (up to 2%), water absorption increased, primarily due to capillary effect and diffusion. For higher nanoclay contents (2% to 6%), water absorption decreased, likely due to formation of tortuous pathways, hindering water diffusion. For a nanoclay content above 6%, the nanoclay interferes with the network structure, augmenting the water absorption in the starch-based nanocomposites. Niknezhad et al. 20 prepared transparent LLDPE films with Cloisite 20A nanoclay and investigated their oxygen permeability. They observed that the oxygen permeability decreased with increasing nanoclay content due to the development of tortuous pathways. Khalili et al. 13 studied the effect of Cloisite 15A nanoclay on the barrier properties of LLDPE/LDPE blends. The presence of 4 phr nanoclay reduced the oxygen permeability by 38% compared to that of the nanoclay-free blend.
Incorporating nanoclays decreases the transparency of starch-contained polymer films.14,19,21,22 Heydari et al. 5 investigated the effect of 2.5% and 5% sodium montmorillonite (Na-MMT) on transparency of corn starch films. The results showed that the presence of the mentioned nanoclay reduced the optical transparency of the nanocomposite films. Rhim et al. 23 reported that the presence of Cloisite 30B decreased the light transmission of chitosan-based nanocomposite films. Hong et al. 16 determined the optical transparency of LLDPE nanocomposite films containing Cloisite 30B and Cloisite 20A. Both LLDPE nanocomposite films showed lower transparency in comparison with pure LLDPE films.
Printability is another important factor in the packaging industry. 24 Rostislav et al. 25 demonstrated that the polar component of the surface plays a crucial role in adhesion. Adhesion is higher at similar polarity of the surface of the printing ink and the substrate. Therefore, most LLDPE films with low polar component, resulting in moderate or even poor wettability for UV or water-based inks. Heydari et al. 5 studied the effect of nanoclay on the surface contact angle of starch-based films and found that increasing the glycerol content reduced the contact angle, while the existence of nanoclay in the polymer matrix made the film surface more hydrophobic, increasing the contact angle. Karami et al. 26 studied the properties of printed polyolefin films using water-based inks and found that the adhesion of the ink to LDPE film without surface treatment is less than two out of five according to ASTM D3359, while with addition of 3% montmorillonite, adhesion reached 4.5 out of 5.
Despite extensive research on TPS/polyolefin blends focusing on mechanical strength and barrier performance, their printability—particularly in films manufactured by industrially relevant film blowing processes—has received limited attention. Printability is a critical requirement for packaging films, as it directly affects labeling quality, brand visibility, and regulatory information. The incorporation of TPS is expected to increase surface polarity and potentially enhance ink–substrate interactions; however, it may simultaneously compromise optical and barrier properties. The introduction of organo-modified montmorillonite is therefore hypothesized to compensate for the deterioration of oxygen barrier performance induced by TPS while maintaining acceptable surface characteristics. Therefore, this study investigates the effect of adding 30, 40, and 50 phr TPS to LLDPE films on the printability (for polar and non-polar inks), transparency, gas permeability, and water absorption. The influence of adding 1, 3, and 5 phr Cloisite 30B on these properties of the polyethylene/TPS films was also studied. Cloisite 30 B was selected due to its polar organic modifier, which is more compatible with TPS-rich systems. The main objective of this work is to systematically investigate the combined effects of TPS and Cloisite 30B on the printability, transparency, and gas barrier behavior of LLDPE blown films using both polar and non-polar inks. To the authors’ knowledge, such a comprehensive evaluation of printability in LLDPE/TPS/Cloisite 30B blown films has not been previously reported.
Experimental
Materials
LLDPE grade LL0209AA (Arak Petrochemical Company, Iran) with a density of 0.920 g/cm3 and a melt flow index of 0.9 g/10 min was used for film blowing applications. Corn starch (Faravari Fructose Nab Co., Iran) with 0.11% moisture content and pH = 4.8, and glycerol (Merck, Germany) as a plasticizer were used. Maleic anhydride-grafted polyethylene (PE-g-MA, Silver Fern Co., Iran) with an MFI of 5 g/10 min was added as a compatibilizer. Cloisite 30 B (Southern Clay Co., USA) with a density of 1.98 g/cm3 and d-spacing of 18.5 Å was used as the organo-modified montmorillonite (OMMT). A nonpolar solvent-based alkyd ink (Arya Sath Tehran Co., Iran) was employed for printing tests.
Sample preparation
Starch and glycerol were weighed in a 70:30 ratio and mixed in an internal mixer (W 50 EHT, Brabender, Germany) at 140°C and 60 rpm for 8 min. The resulting powder mixture was stored in a sealed polyethylene bag for 24 h. The mixture was then fed into a co-rotating twin-screw extruder (DSE 25, Brabender, Germany) with a screw diameter of 25 mm, a L/D ratio of 40, and a temperature profile of 115°C, 120°C, 125°C, 125°C, and 120°C. The extruded strands were then pelletized using a granulator to produce thermoplastic starch (TPS).
Formulation of the samples.
The LLDPE films containing different amounts of TPS (A1 to A4 samples) were prepared and analyzed to determine the desired TPS content for further investigations. The favorable TPS content was selected according to the contact angle, printability, transparency, gas permeability, and water absorption analysis. Then, different amounts of Cloisite 30B (1, 3, and 5 phr) were added to the optimal formulation to produce the nanocomposite samples named A5, A6, and A7, respectively. Afterward, the tests were done to study the effect of the Cloisite 30B on the LLDPE/TPS nanocomposite films properties.
Sample characterization
To calculate the surface tensions of the produced films and evaluate their printability, the static contact angle was measured using an optical image-based method according to DIN ISO 55,660-2/1. Measurements were performed at the room temperature 25°Cand a constant humidity, with a constant droplet volume. Deionized water and 1-bromonaphthalene were used for the contact angle experiments, as the polar and non-polar liquids, respectively. The contact angle was calculated using the ImageJ software. The polar, non-polar, and total surface tension components of the films were determined using the Owens-Wendt, Rabel, and Kälble (OWRK) equations as follows:


The printability test was performed according to ASTM D3359. The ink was sprayed on the surface of the film samples with the same procedure, and allowed to dry at ambient atmospheric condition. The guidelines were created at 1-cm intervals on the films, and the ink adhesion strength was evaluated using the pressure-sensitive adhesive on a comparative scale of one to 10 (1 for the worst and 10 for the best printability). A scratch resistance test was also conducted on the printed samples using a fingernail. To establish a benchmark for excellent printability, sample A1 (pure LLDPE film) was corona-treated and used solely as a reference. This treatment significantly improves surface wettability and ink adhesion, providing a comparative baseline for evaluating the printability of untreated LLDPE/TPS and nanocomposite films.
The optical transparency of the films was measured using a UV/Vis spectrophotometer (UV-2601, Beijing Beifen-Ruili Analytical Instrument, China) according to ASTM D1003-13. The test was conducted in the wavelength range of 400-800 nm on a 3 cm × 1 cm film sample, and the percentage of light transmission was recorded. The test was repeated using three identical samples of each film code, and the arithmetic mean of the results was reported.
The oxygen permeability of the films was measured according to ASTM F316-86 using an oxygen permeability tester with a chamber volume of 753 cm3 based on the constant volume-variable pressure method. Film thickness was measured using a digital micrometer at five different locations on each sample. Film samples with a thickness of 50 ± 3 µm were selected for the permeability test, and the average thickness was used in the permeability calculations. The permeability test was performed at a pressure of 2 bar and room temperature (23 ± 2°C). Three identical samples from each film were tested. The oxygen permeability was calculated using equation (4).
The water vapor permeability test was conducted using a gravimetric method according to ISIRI 2936. The rate of the water vapor transmission through the film was determined in g/m2.24 h by evaluating the mass of water vapor transferred per unit area of the film during 24 h under specific humidity and temperature conditions. The test chambers contained a desiccant (silica gel or calcium chloride), and the film samples were fixed using a metal ring. The test was conducted at 25 ± 1°C and a relative humidity of 75 ± 2 %. The water vapor transmission rate (WVTR) was estimated using equation (5).
The water absorption test was conducted according to the ASTM D570 standard. The square film samples with dimensions of 61 ± 1 mm were immersed in distilled water at 23 ± 2°C, and the amount of the absorbed water was determined by measuring the change in mass. At least 8 ml of distilled water was used per cm2 of the sample surface. Three samples from each film were tested. The samples were dried at 23 ± 2°C and a relative humidity of 50% for at least 2 h before the test. The percentage of change in mass (c) was estimated using equation (6).
An X-ray diffractometer (AW-DX300, Asenwa, are, UK) was used to investigate the morphology and dispersion of the OMMT platelets in the nanocomposite films. The granules containing the Cloisite 30B were subjected to XRD using a copper lamp at a wavelength of 1.54,184 Å in the range of 1–10° with a voltage of 40 kV, a current of 30 mA, and a rotational scan of 0.03° per 2 s. The results were analyzed using the Xpert software.
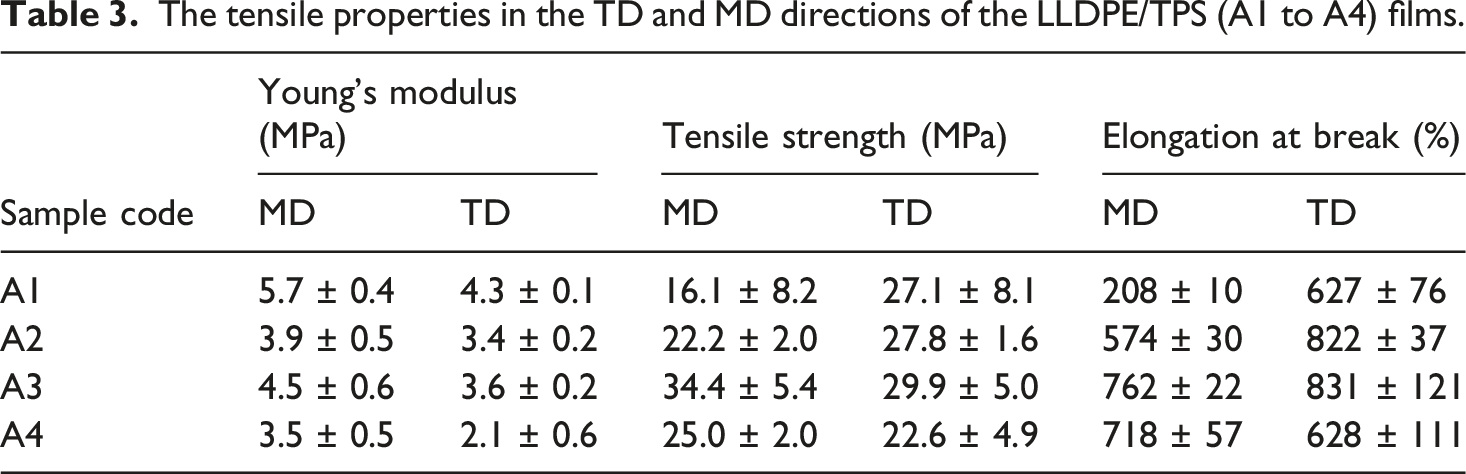
Tensile properties of the films were measured according to ASTM D882 using a universal testing machine (Zwick 1446-60, Germany). The tests were performed at room temperature, and at least three specimens were tested for each sample in both transverse direction (TD) and machine direction (MD). The tensile strength, elongation at break, and Young’s modulus were recorded.
All tests were repeated three times, and the results are reported as mean ± standard deviation.
Results and discussion
The LLDPE/TPS films
First, the LLDPE/TPS samples without Cloisite 30B were evaluated, and the sample with the desired TPS content was finally chosen for further investigations.
Contact angle and printability of the films
The contact angles, total surface tension, and water vapor permeability of the LLDPE/TPS (A1 to A4) films.
The total surface tension of the films is presented in Table 2. In general, for a proper interaction between the substrate and the liquid, the surface tension of the substrate should be 2-10 dyne/cm higher than that of the liquid. The higher surface tension results in better wettability and printability. 21 The surface tension results indicate that increasing the TPS content in the LLDPE matrix led to a higher total surface tension due to increment of the polar component of the surface tension and decrement of the non-polar component. However, due to the low polar component and total surface tension of the A2-A4 films compared to the total surface tension of water (70.4 dyne/cm at 25oC), low wettability and printability are expected for the water-based ink.
The digital photographs of the printed polar and non-polar inks on the films are shown in Figure 1. Due to the lack of proper interaction between the water-based (polar) ink and the surface of the LLDPE/TPS blend film, the ink showed very low scratch resistance with a fingernail and consequently, unsatisfied printability was observed. However, the non-polar solvent-based alkyd ink showed better scratch resistance with a fingernail. Free C−O bonds of amylose and amylopectin in the starch can react with the C = O bonds in the alkyd ink, resulting in better scratch resistance of the film surface. Therefore, as the TPS content in the LLDPE/TPS blend increased, the scratch resistance with a fingernail improved; however, the printability remained unchanged. Digital photographs of the water-based and alkyd-based inks printed on LLDPE/TPS (corona treated A1, and A2to A4) films.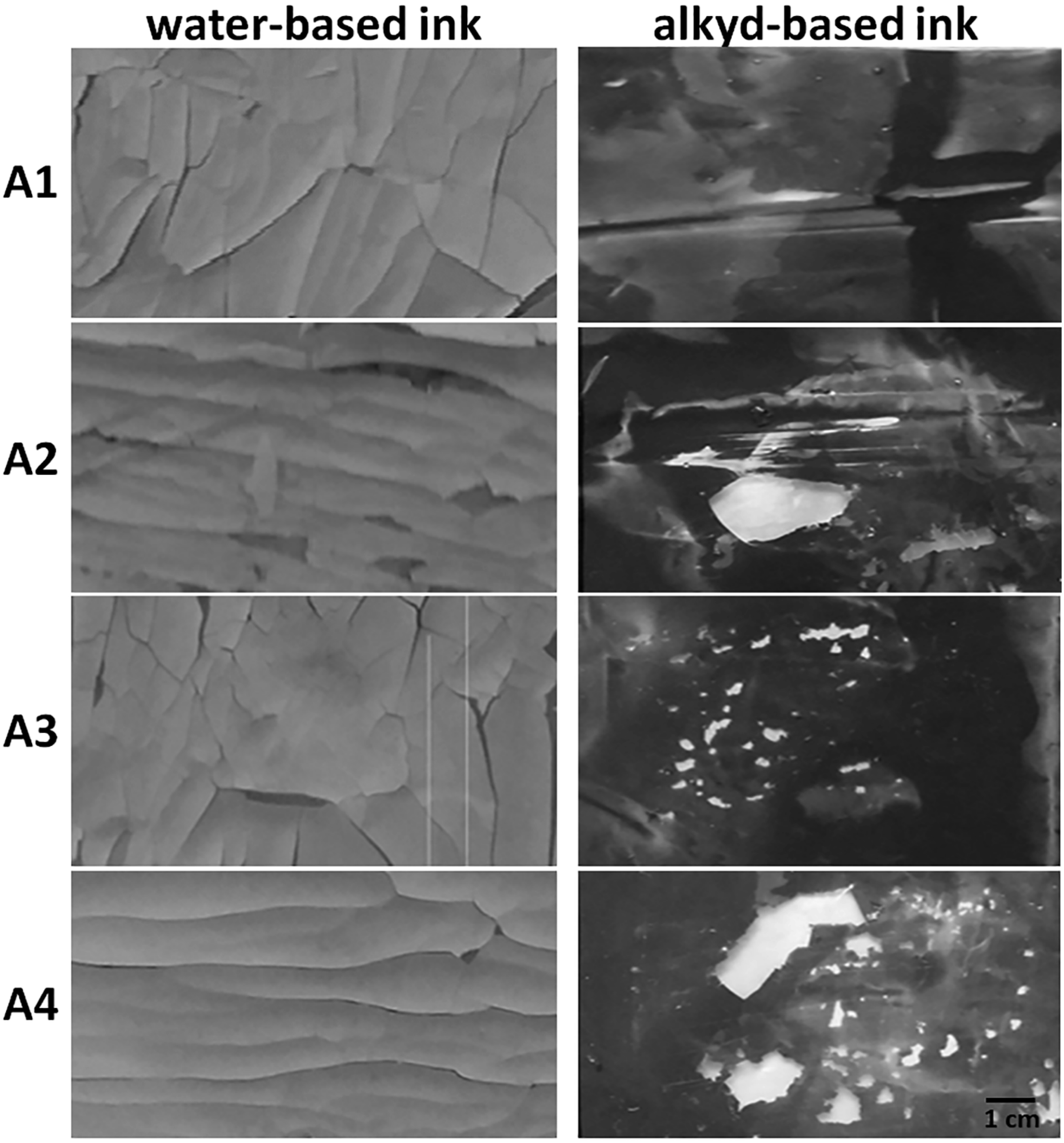
Some protrusions were observed on the alkyd ink-printed A4 film, which may be due to the insufficient interaction between TPS and the LLDPE matrix in this formulation. The A4 sample with the highest amount of TPS had the lowest compatibilizer ratio in its composition, so the ink adhesion to the film surface was weaker, and the ink was more easily peeled off. Overall, the printability of the alkyd ink for all LLDPE/TPS samples was not acceptable.
Optical transparency of the films
The results of the optical transparency test, examining the percentage of light transmission relative to the incident light for film samples A1-A4, are reported in Figure 2. Increasing the TPS content in the LLDPE film reduced the light transmission percentage in all samples compared with that of the reference film A1. The optical transparency of the films at 600 nm was reduced from 81% to 62% by increasing the TPS content from 0 to 50 phr. As the amount of glycerol was kept constant in the TPS preparation, the reduction in the optical properties of the film was due to the participation of low molecular weight starch among the LLDPE chains, leading to light scattering by them. Sabetzadeh et al.
4
increased the TPS content to 15% in LDPE/LLDPE blend, and they also observed decrement of the optical transparency of the film from 82% to 69%. Optical transparency of the LLDPE/TPS films (A1–A4).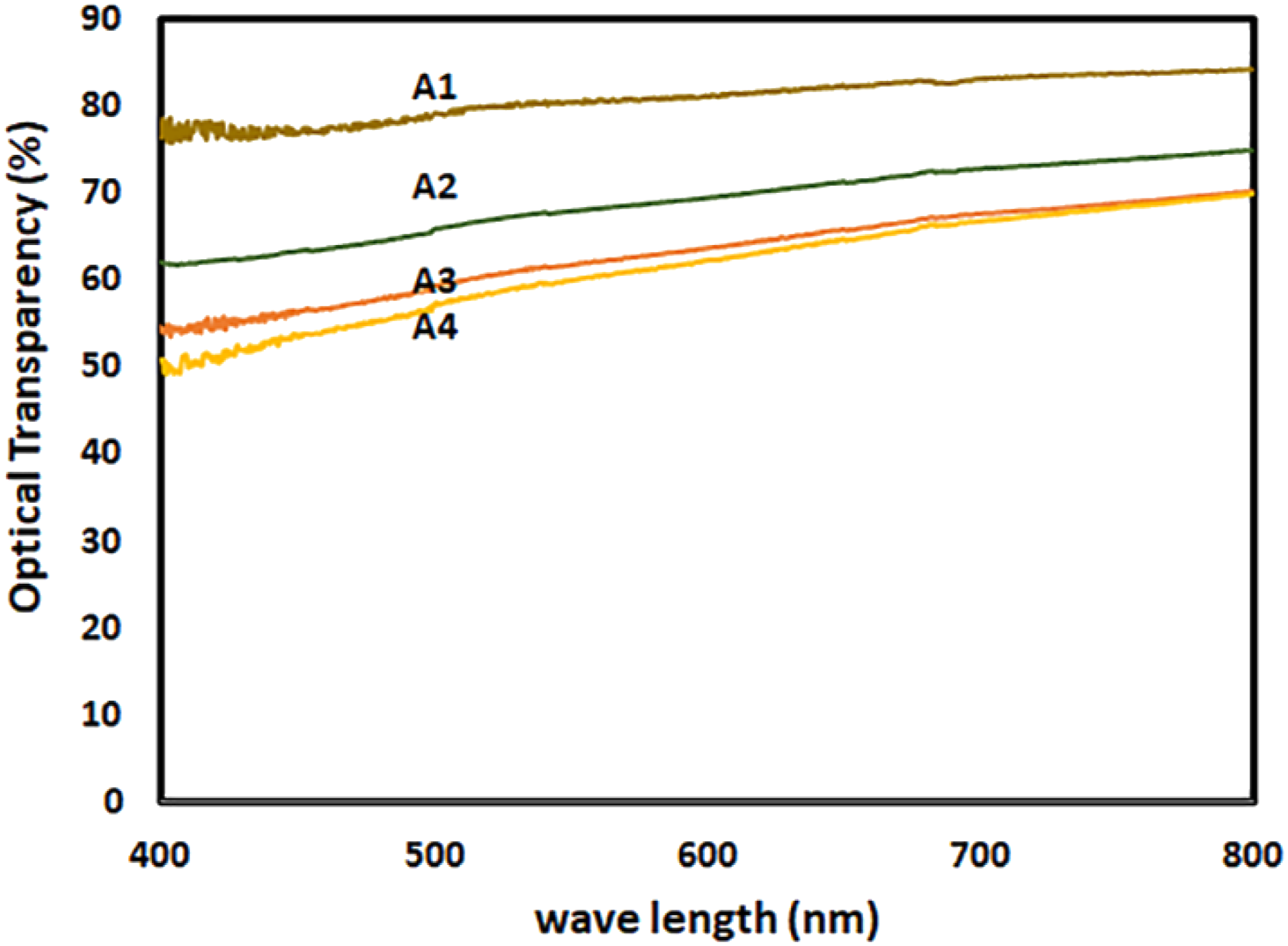
Gas permeability of the films
The results of the oxygen gas permeability tests for the LLDPE/TPS films are presented in Figure 3. The presence of TPS in the LLDPE matrix increased the oxygen gas permeability of the films. This increase was slightly augmented by an increment in the TPS concentration. The presence of TPS between the LLDPE chains and the weakening of the intermolecular forces, as well as the formation of an amorphous structure instead of rigid crystalline networks, led to improvement of the oxygen gas permeability through the films. The oxygen gas permeability of A1–A4 films.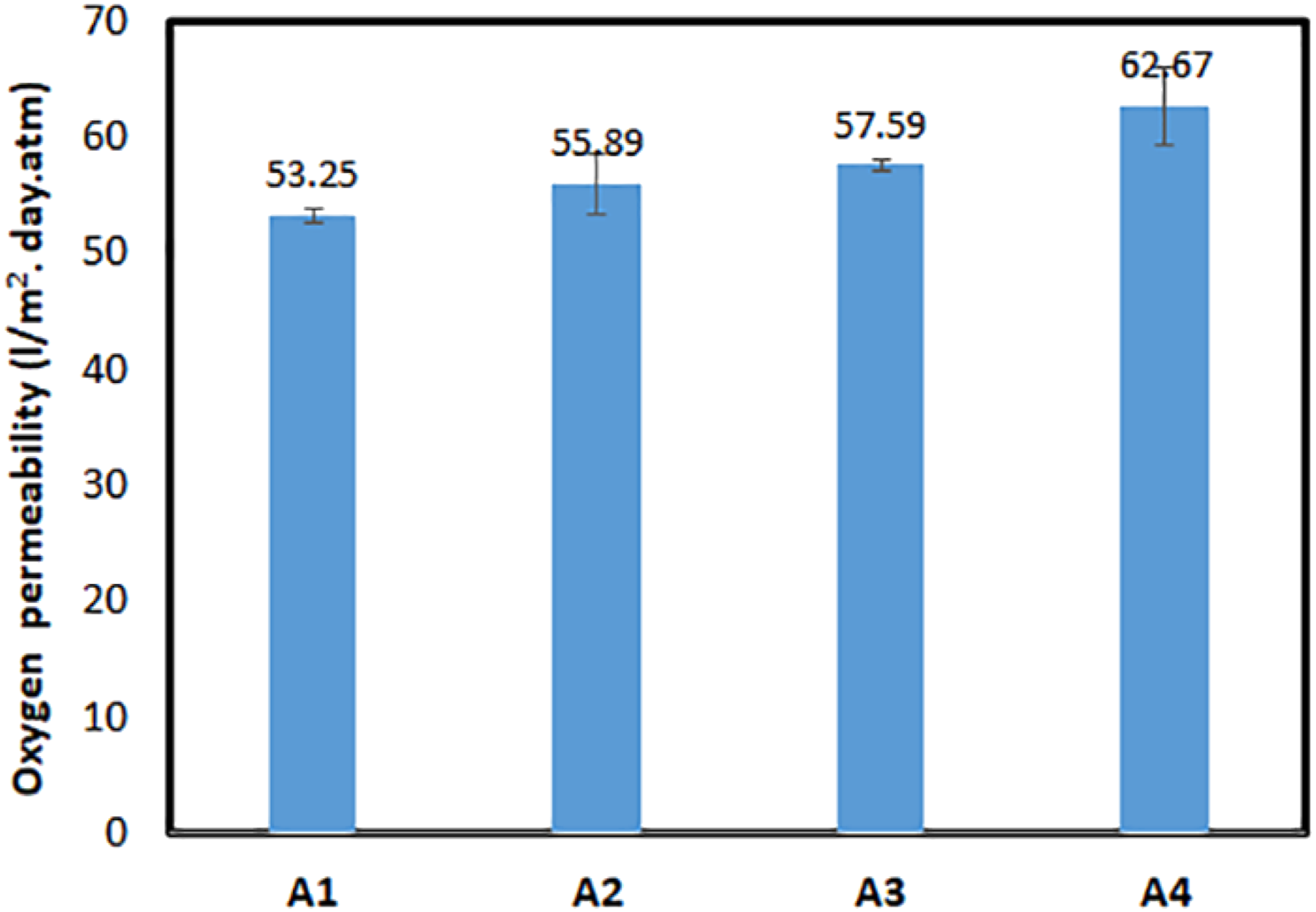
The results of the water vapor permeability test for films A1-A4 are summarized in Table 2. The addition of TPS to the LLDPE matrix resulted in the formation of water vapor penetration pathways due to the development of a biphasic structure and weakening of intermolecular forces. In addition, the hydrophilic nature of starch increased the water vapor permeability rate within the LLDPE/TPS films that is consistent with the results obtained from the oxygen gas permeability test.
Water absorption of the films
Figure 4 illustrates the results of the water absorption test for the A1-A4 films. The presence of TPS in the LLDPE matrix significantly increased the water absorption in the film due to the hydrophilic nature of the starch, which absorbs water molecule. A further increase in the TPS content in the film moderately enhanced the water absorption. For all samples, the water absorption reached a constant value after about 24 h. The water absorption percentage of the prepared films at 23°C.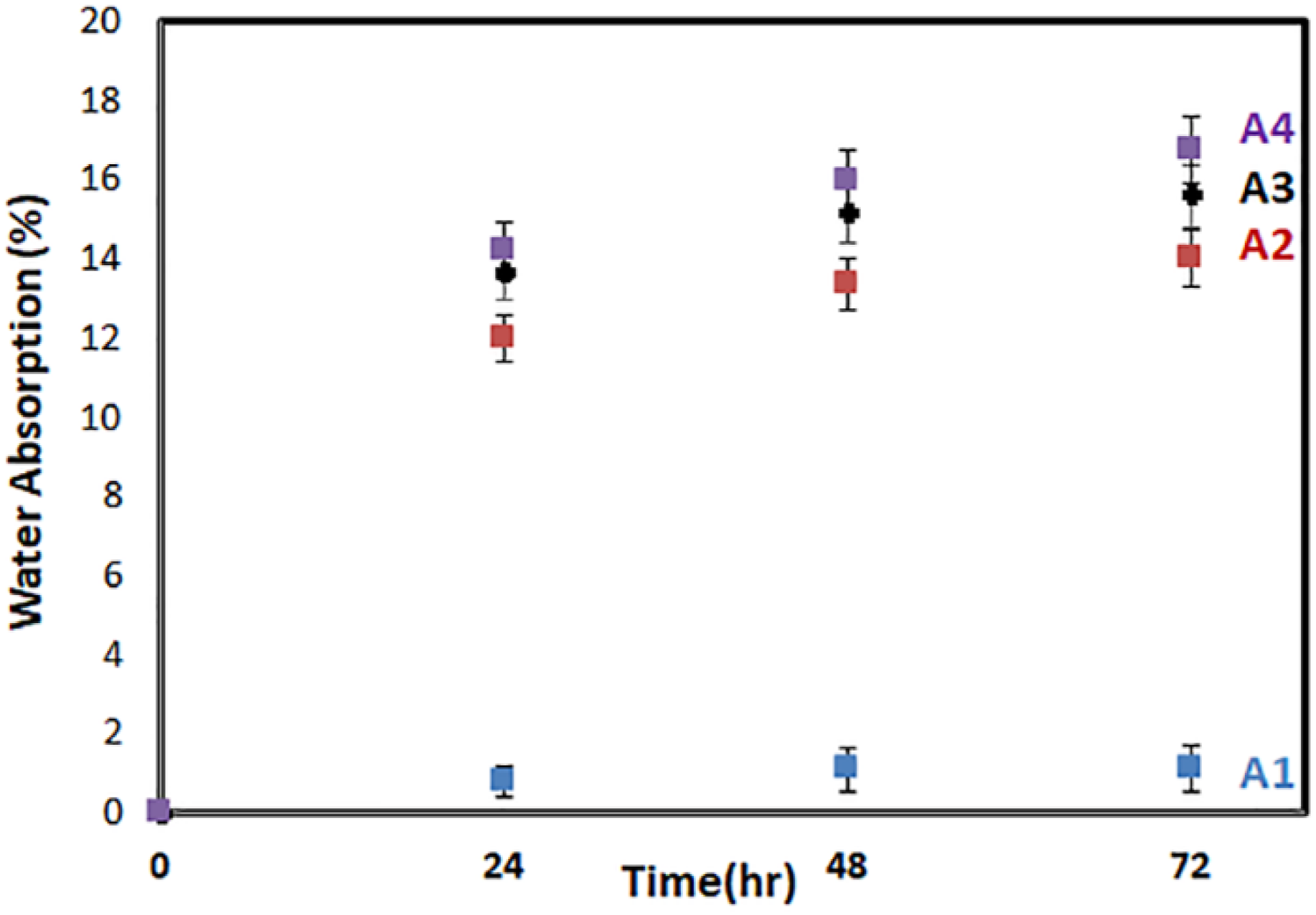
Tensile properties of the films
The tensile properties in the TD and MD directions of the LLDPE/TPS (A1 to A4) films.
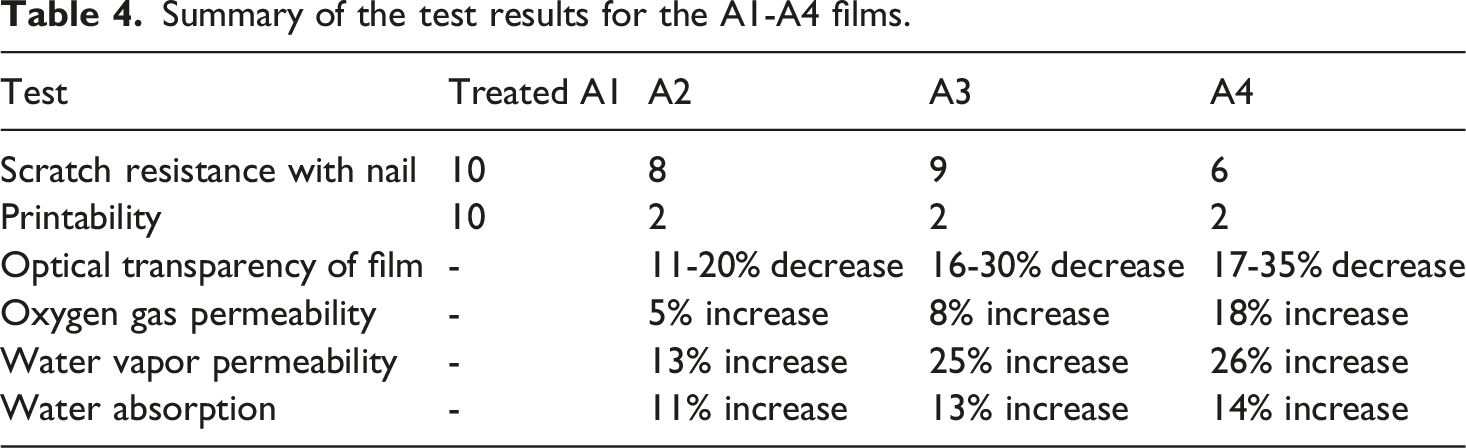
Summary of the test results for the A1-A4 films.
The results indicate that increasing the TPS content generally reduces optical transparency, increases gas permeability, and elevates water absorption due to the hydrophilic and light-scattering nature of starch. Despite these drawbacks,TPS was retained in the formulation because its primary role in this study was to modify surface polarity and improve printability—a critical requirement for packaging films that often require high-quality printing for branding and information. The observed increase in the surface tension and polar component with higher TPS content (Table 2) confirms the intended surface modification. Thus, while TPS presents challenges in terms of barrier performance, it offers a pathway to more sustainable and printable packaging materials when combined with complementary additives such as nanoclays. The subsequent investigation of nanoclay addition aims to mitigate some negative effects of TPS while maintaining or enhancing printability.
The LLDPE/TPS nanocomposite films
X-ray diffraction (XRD) analysis of the nanocomposite films
The Cloisite 30B with different concentrations (1, 3, and 5 phr) was added to the A3 formulation to prepare the nanocomposite samples A5 A6, and A7, respectively. The XRD test was used as a comparative tool to examine the OMMT platelet dispersion in the TPS/LLDPE blend. The diffraction patterns for nanocomposite films containing 1, 3, and 5 phr nanoclay (samples A5, A6, and A7) are presented in Figure 5. XRD patterns of A5, A6, and A7 samples.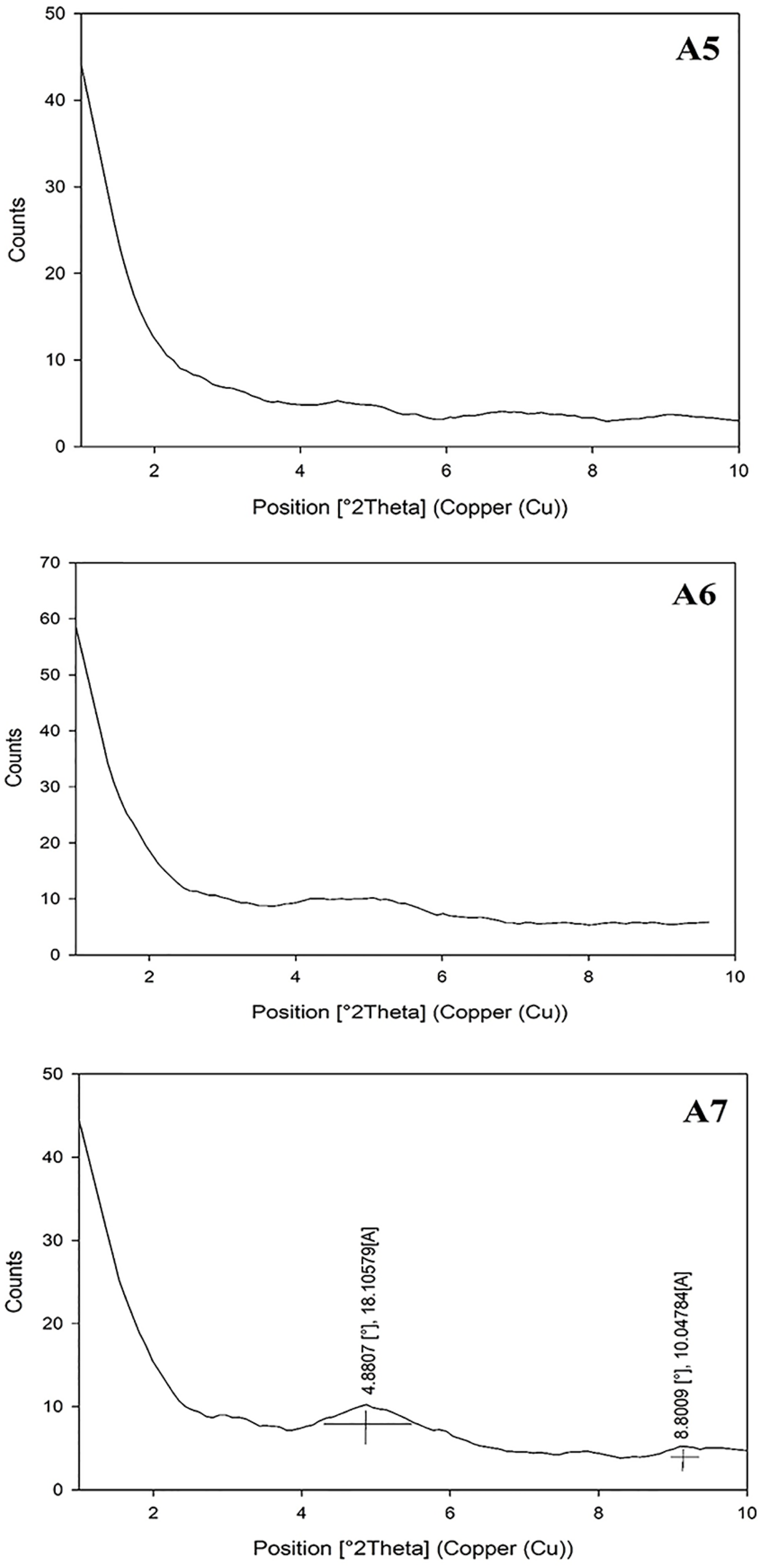
For pure Cloisite 30B, the characteristic (001) diffraction peak is typically observed at around
In contrast, sample A7 (5 phr) exhibited two distinct diffraction peaks at
Similar trends have been reported in starch-based polyolefin nanocomposites. For instance, Khalili et al. 13 observed that increasing nanoclay content beyond 4 phr in LLDPE/LDPE blends led to peak reappearance in XRD patterns, indicating reduced dispersion. Similarly, Sabetzadeh et al. 21 noted that nanoclay agglomeration at higher loadings in LLDPE/thermoplastic starch blends adversely affected barrier and mechanical properties. The observed decrease in d-spacing at 5 phr in our study aligns with findings by Manjunath & Sailaja, 16 who attributed such shifts to compacted clay stacking under excessive loading. Moreover, with an increase in the OMMT content in the TPS/LLDPE sample, the ratio of the compatibilizer PE-g-MA to the OMMT decreased, possibly causing the main diffraction peak of the blend to shift to higher angles, resulting in reduced interlayer spacing.
Therefore, the XRD results confirm that low to moderate nanoclay loadings (1–3 phr) promote exfoliated/intercalated structures, whereas higher loading (5 phr) induces agglomeration, which is expected to negatively impact the overall film properties. However, relying only on XRD results is not enough to prove nanoclay exfoliation/intercalated structures, while cross- sectional SEM and TEM analysis can provide valuable insights into the nanoclay dispersion in the prepared nanocomposites. XRD remains a useful and widely accepted technique for comparative analysis, particularly for identifying changes in basal spacing, peak shifts, and the disappearance or reduction of characteristic clay peaks.13,16,21
Contact angle and printability of the nanocomposite films
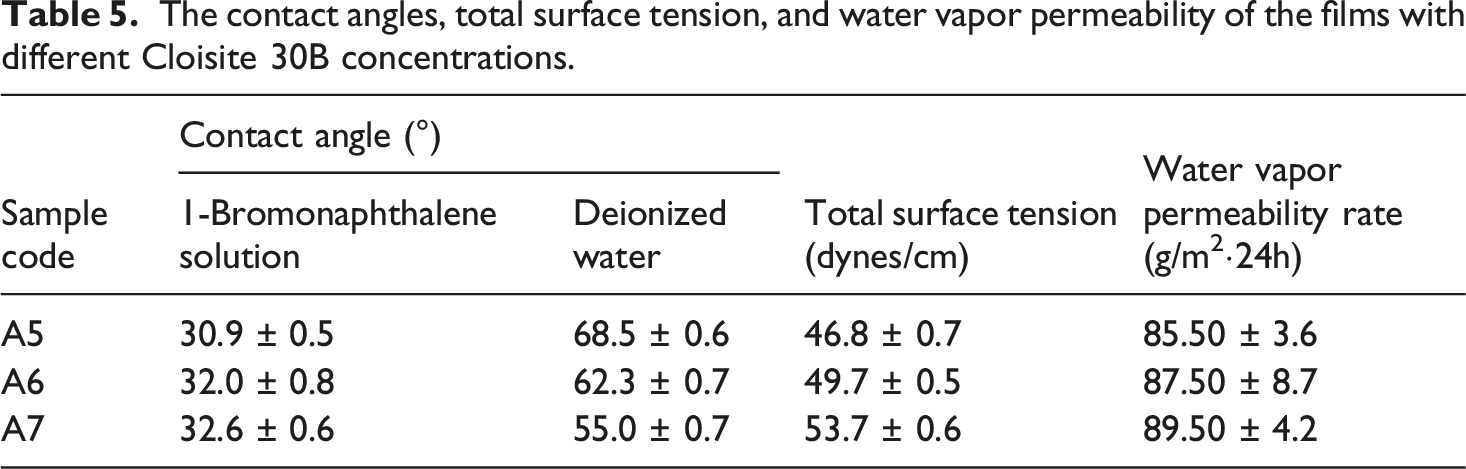
The contact angles, total surface tension, and water vapor permeability of the films with different Cloisite 30B concentrations.
In this study, Cloisite 30B was selected as the nanoclay due to its polar organic modifier (methyl tallow bis-2-hydroxyethyl quaternary ammonium chloride), which is expected to enhance compatibility and interaction with the hydrophilic TPS phase within the LLDPE matrix, compared to less polar nanoclays such as Cloisite 20A.
Based on the above results, increasing the OMMT content in the nanocomposite film can improve the wettability and printability of the water-based (polar) ink. To better investigate this, a water based and nonpolar alkyd inks were printed on the films A5-A6 and the results were compared to those of the film A3, as presented in Figure 6. The water-based ink did not exhibit satisfactory printability and scratch resistance with a nail on the surface of the nanocomposite films. It seems the possibility of forming strong bonds between the polar ink and the slightly polarized film surface is limited, leading to a weak ink adhesion to the nanocomposite surface. Digital photographs of the water-based and alkyd-based inks printed on films A3, A5, A6, and A7.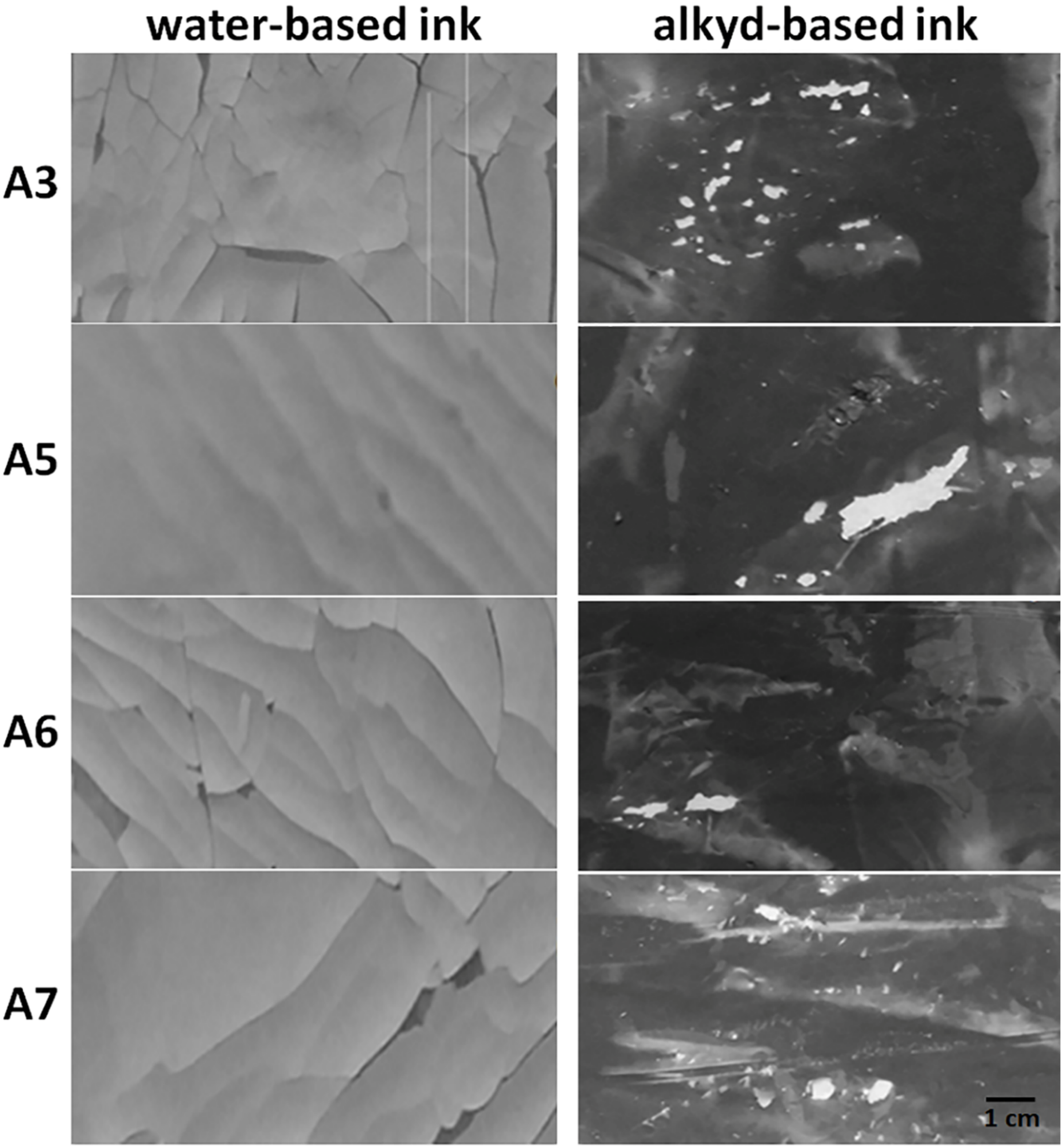
While the current formulations demonstrate challenges regarding both polar and nonpolar ink adhesion, the results are of significant scientific value because they highlight the specific limitations and processing challenges encountered when incorporating high loadings of TPS/nanoclays into polyolefin matrices.
Optical transparency of the nanocomposite films
The results of the optical transparency tests for the films A5-A7 in the wavelength range of 400-800 nm are reported in Figure 7. By comparing the results of the films A5 and A6 with those of the film A3, it was concluded that the addition of the Cloisite 30B to the TPS/LLDPE blend slightly reduced the optical transparency of the film due to the exfoliated state of the Cloisite 30B in the constant volume of the matrix. The optical transparency of the TPS/LLDPE/Cloisite 30B film showed a significant decrease as the OMMT concentration increased to 5 phr. Regarding the XRD results, this was arisen from the layered dispersion of OMMT platelets in the TPS/LLDPE blend. Optical transparency of the film samples A5-A7 compared with A3.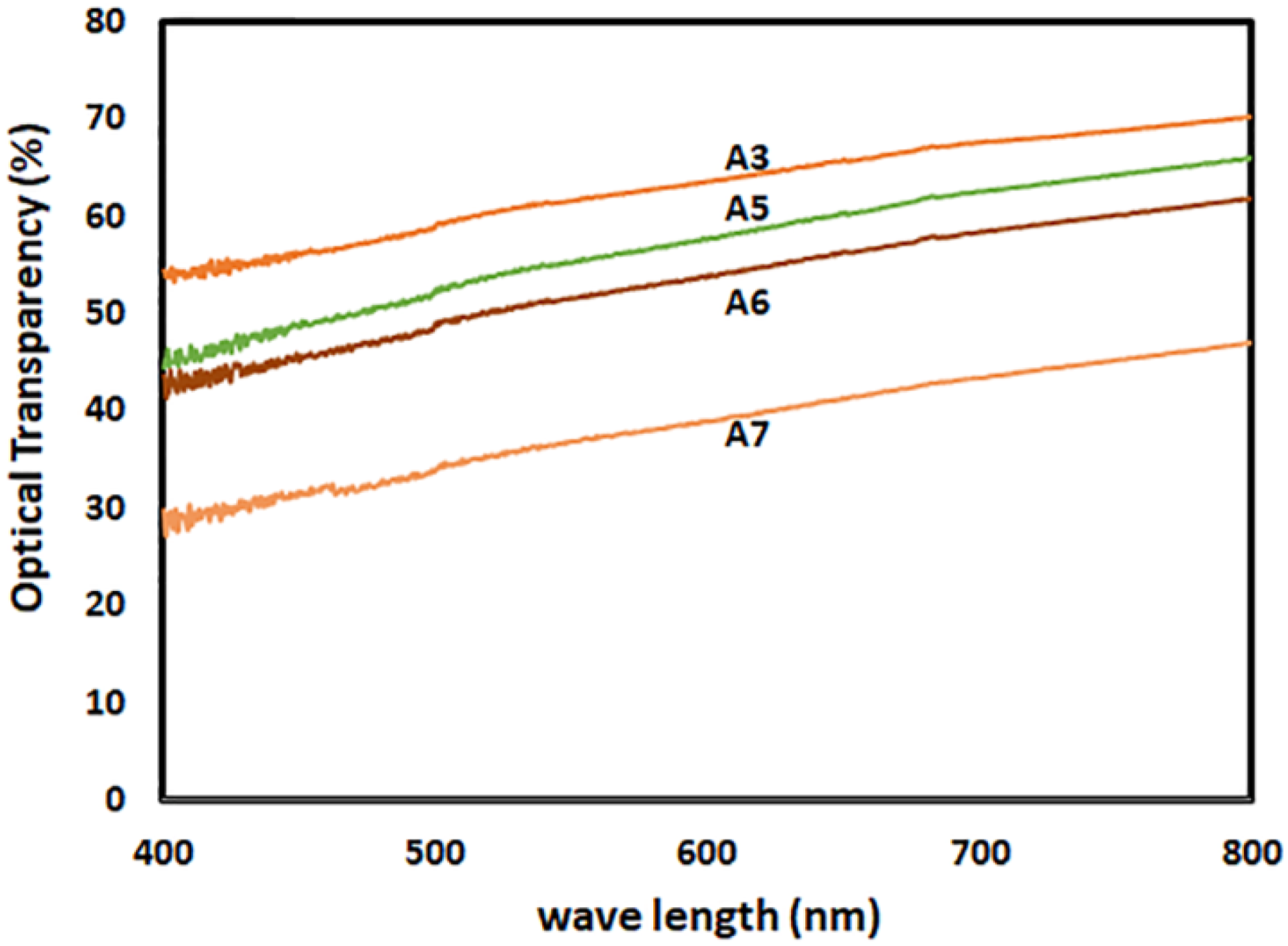
Gas permeability of the nanocomposite films
The results of the oxygen gas permeability tests for the film samples of A5-A7 are presented in Figure 8. The Cloisite 30B in the TPS/LLDPE matrix formed tortuous pathways and a layered structure, making it difficult for oxygen molecules to pass through the nanocomposite film. Moreover, increasing the OMMT content in the constant volume of the LLDPE/TPS matrix made the passage of oxygen molecules through the nanocomposite film more difficult, then, the oxygen gas permeability rate decreased. Based on the XRD results for the nanocomposite film A7, due to the agglomeration of Cloisite 30B in the matrix, the oxygen gas permeability for this film increased compared to the nanocomposite films A5 and A6. However, it is still lower than the reference blend of A3. Oxygen gas permeability of the films A3 and A5-A7.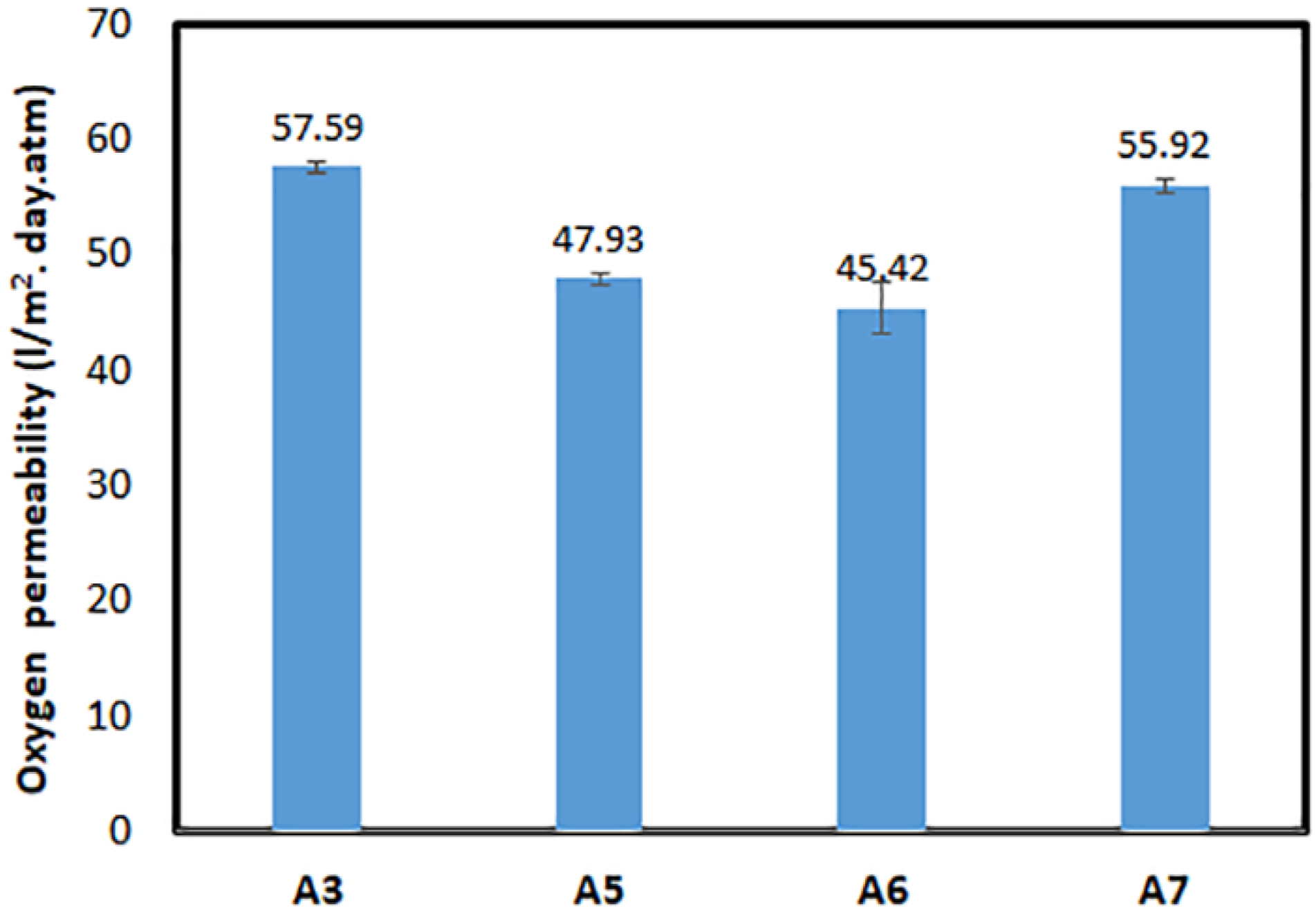
The results of the water vapor permeability test for films A5-A7 are presented in Table 5. Although nanoclay is conventionally expected to decrease water vapor permeability by creating a tortuous path, the obtained results show the opposite trend at TPS loading of 40 phr. The addition of Cloisite 30B to the TPS/LLDPE matrix increased the water vapor permeability rate of the nanocomposite films due to the hydrophilic nature of the Cloisite 30B. This upward trend continued as the OMMT content in the blend increased. Furthermore, it can suggest poor dispersion of Cloisite 30B in the TPS/LLDPE matrix. In the absence of a perfectly compatible interface, the hydrophilic nature of Cloisite 30B and high TPS content facilitate rather than hinder water vapor permeability.
Water absorption of the nanocomposite films
Figure 9 compares the results of the water absorption test for the samples A5-A7 with those of A3. The hydrophilic Cloisite 30B led to higher water absorptions. Additionally, with the increase in the OMMT content in the nanocomposite film, the water absorption increased. Comparing water absorption of the of the nanocomposite films of A5-A7 with that of A3 at 23°C.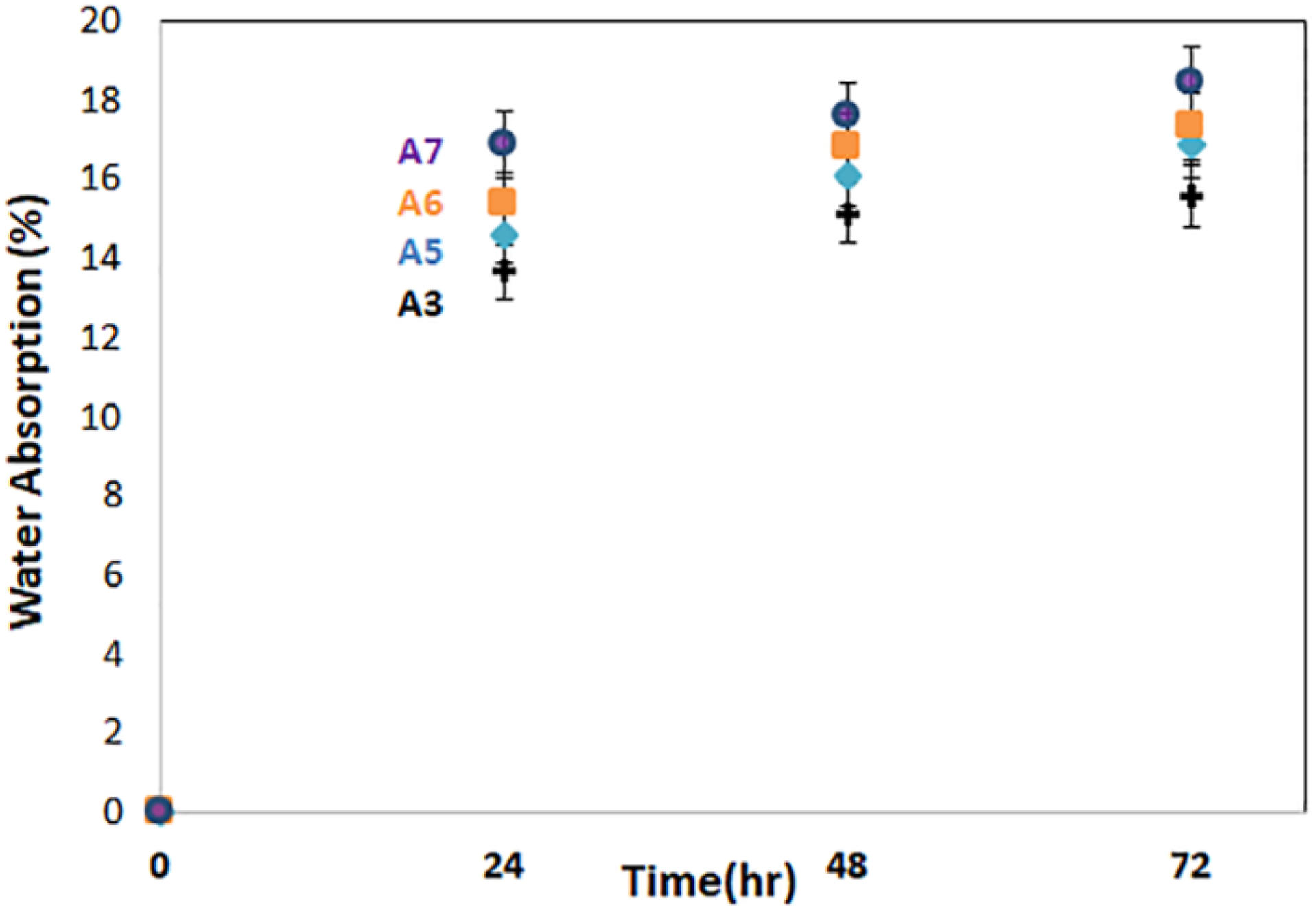
Tensile properties of the nanocomposite films
Tensile properties in the TD and MD directions of films with different clay concentrations.
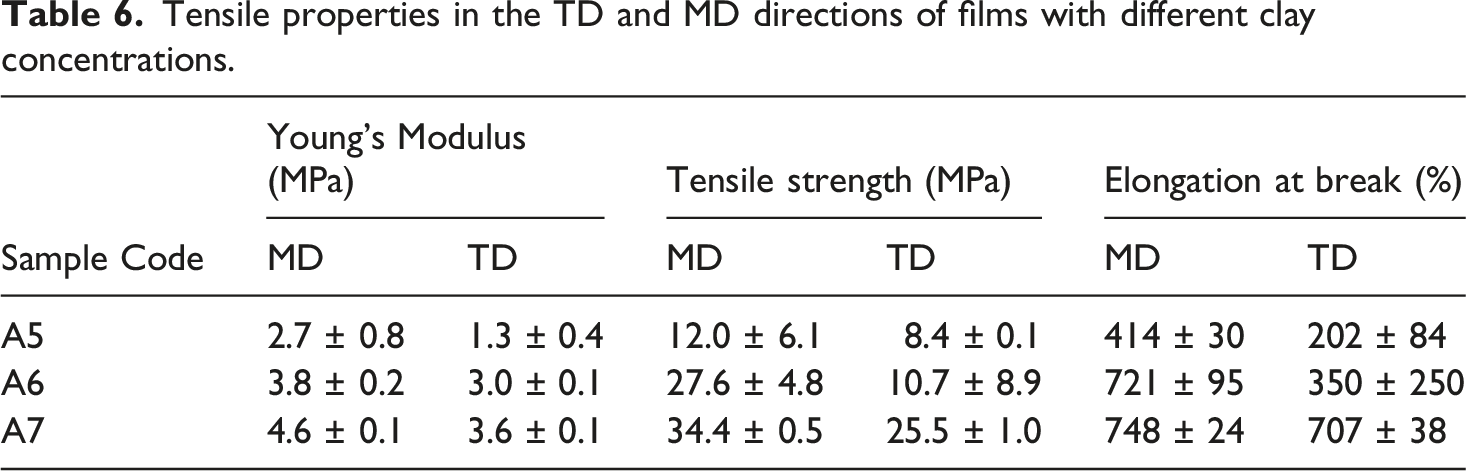
The XRD results revealed proper dispersion and partial exfoliation of the Cloisite 30B in samples A5 (1 phr) and A6 (3 phr), and partial agglomeration in sample A7 (5 phr). However, the mechanical enhancement at increasing the clay content demonstrates that the reinforcing effect of the nanoclay at higher content prevails over the effect of agglomeration and poor interfacial adhesion.
Based on the obtained results, the nanocomposite film A7 is not suitable for use in the packaging industry due to the agglomeration of Cloisite 30B in the LLDPE/TPS blend, unfavorable results in the optical transparency test, increased permeability to oxygen gas and water vapor, and higher water absorption compared to the other two nanocomposite film samples.
Among the nanocomposite samples A5 and A6 both exhibited an exfoliated state of Cloisite 30B in the LLDPE/TPS blend. In the printability and scratch resistance tests with nail, no significant difference was observed between them. The maximum reduction in the optical transparency was approximately similar for both nanocomposite film samples. The nanocomposite film sample A6 reduced the oxygen gas permeability by 3% more than sample A5. The increase in the water vapor permeability rate and water absorption was higher for the nanocomposite film A6 compared to that of A5. Since the primary goal of adding Cloisite 30B to the LLDPE/TPS blend was to reduce the oxygen gas permeability rate, nanocomposite film A6 was selected as the preferred film for the packaging industry.
The findings of this study have direct implications for the design of functional packaging films. The reduction in optical transparency due to the addition of TPS and nanoclay can be a limitation for applications where product visual clarity (such as packaging for fresh food or cosmetic products) is essential. In such cases, formulations with lower TPS (30 phr) and nanoclay (1 phr) content may be preferred. On the other hand, the moisture sensitivity and high water vapor permeability of these films make them unsuitable for packaging dry goods or moisture-sensitive snacks, unless combined with additional barrier layers or multilayer packaging. Most importantly, the poor printability with both polar and non-polar inks poses a major technical challenge for industrial adoption, as most packaging requires high-quality printing of information, logos, and attractive designs. Our results demonstrate that merely increasing surface polarity (via TPS) is insufficient to achieve acceptable ink adhesion. Therefore, for the practical application of these environmentally friendly films, post-production surface modification (such as corona or plasma treatment) is likely to remain a necessary step to improve printability without compromising the bulk material properties. These considerations highlight the critical balance between sustainability, performance, and cost in the development of new packaging films.
Conclusion
This study aimed to investigate the effects of thermoplastic starch (TPS) and Cloisite 30B nanoclay on the printability, optical transparency, gas barrier properties, and water absorption of LLDPE films for packaging applications. The main findings, in direct relation to the research objectives, are summarized as follows:
Effect of TPS: Increasing TPS content (30–50 phr) in LLDPE films increased surface polarity (reduced water contact angle, raised total surface tension) as intended, thereby modifying the substrate for improved interaction with polar inks. However, it also reduced optical transparency (due to light scattering by starch particles), increased oxygen and water vapor permeability, and elevated water absorption—all attributable to the hydrophilic nature of starch and the disruption of the polyethylene matrix.
Effect of Nanoclay: The incorporation of Cloisite 30B nanoclay (1–5 phr) into the LLDPE/TPS matrix significantly improved oxygen barrier properties by creating tortuous diffusion pathways, confirming the hypothesis that nanoclay can enhance gas barrier performance. XRD analysis indicated good nanoclay exfoliation at 1 and 3 phr, while agglomeration occurred at 5 phr. Despite the improved oxygen barrier, the hydrophilic nanoclay further increased water vapor permeability and water absorption, and reduced optical transparency, especially at higher loadings.
Printability: Contrary to the initial expectation that increased surface polarity would enhance printability, both water-based (polar) and solvent-based (non-polar) inks exhibited poor adhesion and scratch resistance on all LLDPE/TPS and nanocomposite films. This suggests that surface polarity alone is insufficient for strong ink adhesion; chemical compatibility and surface morphology also play critical roles. The printability remained unsatisfactory even with nanoclay addition, indicating that surface treatments (e.g., corona, plasma) may still be necessary for practical printing applications.
Optimal Formulation: Based on a balance of properties, the LLDPE film containing 40 phr TPS and 3 phr nanoclay (sample A6) was identified as the most promising composition. It offered a meaningful improvement in oxygen barrier (primary goal of nanoclay addition) alongside moderate surface polarity (from TPS), while maintaining optical transparency and other properties within acceptable ranges for certain packaging applications.
Limitations and Trade-offs: This work demonstrates the inherent trade-offs in designing sustainable packaging films: while TPS and nanoclay can enhance specific functionalities (e.g., oxygen barrier, surface modification), they often compromise others (e.g., moisture sensitivity, transparency). Mechanical properties and melt processability were not evaluated and remain important areas for future research to fully assess the practical viability of these films.
In conclusion, this study provides a comprehensive property map for LLDPE/TPS/nanoclay films, highlighting that tailored formulations can partially mitigate the drawbacks of biodegradable additives while achieving specific functional goals. The findings underscore the need for a multifaceted approach in developing sustainable packaging materials, where property compromises are carefully managed according to application requirements.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.