In this paper, a robust decentralized control scheme is proposed for web-winding systems. The control input for each subsystem is divided into two parts, a reference control input and a control compensation. First, the reference control inputs and the error dynamic models are presented. Then, based on the error dynamic model, a decentralized controller is designed to compute the control compensation, and the relevant sufficient condition for the existence of the decentralized controller is derived in terms of linear matrix inequalities (LMIs). By virtue of regarding some parameters as interval variables, the proposed controller has good robustness with regard to parameter variations and is adapted to the changes of set point. Finally, a three-motor web-winding system is considered as an application example, and simulation and experimental tests illustrate the effectiveness of the proposed controller.
Web-winding systems transporting or processing paper, textiles, films, and strip and metal foils from one roll to another are very common in the industry. The main aim in industrial applications is to maintain the web tension in the entire processing line under changing web speed. Otherwise, insufficient tension or excess tension may result in a web wrinkle or break, which directly affects final product quality and productivity. However, due to a strong coupling between web velocity and tension, velocity variation can cause detrimental fluctuations in web tensions and vice versa. Moreover, system parameter uncertainties and external disturbances commonly exist in web-winding systems. Therefore, web-winding control systems are one of the most challenging applications requiring high performance.
Generally, most industrial web-winding systems have made use of Proportional Integral Derivative (PID) controllers. However, these control approaches can result in many issues, such as performance degradation with slightly changing conditions, tuning difficulties, and robustness problems (Gassmann et al., 2012). Consequently, extensive research on web-winding control proposes some sophisticated control strategies. In Koc et al. (2002), a robust controller with varying gains is presented to reduce the coupling between tension and velocity, and improve the robustness to the rollers’ radius variations. Two-Degrees-Of-Freedom (2DOF) and control strategies are proposed in Claveau et al. (2008) and Knittel et al. (2003), respectively; in both of the control approaches, the feedforward parts are designed to decouple the web tension and velocity while the feedback parts ensure robustness and disturbance rejection. A decoupling controller is designed in Liu et al. (2013) for printing machines. To reject the process- and machine-induced periodic disturbances, synthesizing feedforward control to aid the regulation of output of nonlinear systems with application to roll-to-roll manufacturing systems is discussed in Raul et al. (2015). It should be noted that the main concern is to regulate tension during the winding process. In recent years, many works have proposed some control methods to enhance tension control performance: sliding mode control (SMC) (Chen et al., 2004; Lu and Pagilla, 2014), control (Dou and Wang, 2010; Kadik and Wang, 2012), data-driven control (Liang et al., 2014) and so on. Additionally, some control strategies without tension sensors can be found in Carrasco and Valenzuela (2006), Lin (2003), Lu and Pagilla (2014), Ponsart et al. (2010) and Valenzuela et al. (2003).
Since web-winding systems generally contain a number of driven rolls in engineering applications, the centralized controllers mentioned above are not suitable for such systems (Benlatreche et al., 2008). It is common to split a web-winding system into several subsystems with each subsystem containing only one driven roll. The decentralized control scheme presents an efficient method that does not need information exchange between subsystems. Consequently, the decentralized control problem for web-winding systems has drawn considerable attention from scholars and much literature on the subject can be found. A self-tuning fuzzy logic control strategy is proposed in Okada and Sakamoto (1998). A proportional integral (PI)-based tension control approach is developed and applied to a continuous strip processing line in Song and Sul (2000). For the sake of improving web tension regulation to different operation points, Linear Parameters Varying-Proportional Integral (LPV-PI) controllers are designed in Gassmann and Knittel (2011). Multi-variable decentralized control approaches are proposed for web-winding systems in Featherstones et al. (2000) and Knittel et al. (2006). Decentralized SMC (Adjadi et al., 2009) and decentralized model reference adaptive control (MRAC) (Pagilla et al., 2007a) are applied to large-scale web processing lines. To reduce the disturbances introduced by the neighbouring subsystems, decentralized control with overlapping is proposed in Benlatreche et al. (2008). By using the Perron root interaction metric to quantify the level of interaction, decentralized pre-filters are designed to minimize interaction in web-winding systems employing decentralized controllers (Seshadri et al., 2014).
However, due to the wide-range variation of rollers’ radius and inertia, the system dynamics change greatly; system dynamic behaviour is strongly affected by parameters such as Young’s modulus, friction coefficients, and so on; however, these quantities are sensitive to the environment (e.g. temperature and the moisture level) (Dou and Wang, 2010). Besides, there exist many disturbances caused by the changes of set point, some non-ideal effects (e.g. out-of-round rolls, eccentric rollers, web sliding) and so on. Hence, robustness is essential to obtain good control performance. Although and control methods have been proved to be effective in handling these problems, the methods are still not adequate for web-winding systems (Koc et al., 2002). Consequently, the gain scheduling strategy is introduced to enhance this control robustness to the radius variations (Claveau et al., 2008; Kadik and Wang, 2012; Knittel et al., 2003; Koc et al., 2002). An adaptive observer based on MRAC is designed to estimate Young’s modulus in Ramírez et al. (2014). In Carrasco and Valenzuela (2006), Chen et al. (2004) and Kadik and Wang (2012), different estimators are developed to improve the adaptive capability to parameter variations of the designed controller. By designing the feedback gain as the function of some time-varying parameters (e.g. radius and inertia), the proposed controllers in Adjadi et al. (2009) and Pagilla et al. (2007a,b) can obtain the same performance during the whole winding process. To ensure stability over a wide range of web velocities and tension in the presence of parameter uncertainties, LPV controllers are introduced (Claveau et al., 2008; Gassmann and Knittel, 2011; Knittel et al., 2003; Koc et al., 2002). These strategies can increase the closed-loop system robustness to parameter variations, however, the level of parameter uncertainty is not considered in the design of controllers. In Dou and Wang (2010), a state-space oriented controller for multistage printing systems is proposed by considering bounded parametric uncertainties.
In fact, for a given web-winding system restricted by working conditions, environmental and so on, the variations of the radius are and must be in a certain range. To achieve the expected product quality, the web tension must be maintained within a tolerance range. Besides, the reference web speed is not larger than the maximum web velocity determined by the driving motor. Therefore, these time-varying and uncertain parameters can be regarded as interval variables, and an interval matrix (Lu and Chen, 2009) can be used to design the controller for web-winding systems. In this paper, the reference control input and error dynamics of each subsystem around any given set of reference values is presented. A decentralized control strategy is proposed to ensure error convergence. A sufficient condition for robust asymptotic stabilization of the web-winding system is derived in terms of linear matrix inequalities (LMIs). Moreover, the controller gain matrices can be obtained by solving LMIs. By using an interval matrix to deal with the parametric uncertainties, the proposed controller has good performance during the whole winding process and is adaptive to different operation points. The effectiveness of the proposed control approach is verified by both simulation and experimental tests.
The remainder of the paper is organized as follows. In ‘Model description’, the variation dynamics and reference control input of each subsystem are presented. In ‘Robust decentralized controller design’, a robust decentralized feedback controller is proposed. Some simulations and experiments are carried out in the following section, and the final section concludes this work.
Model description
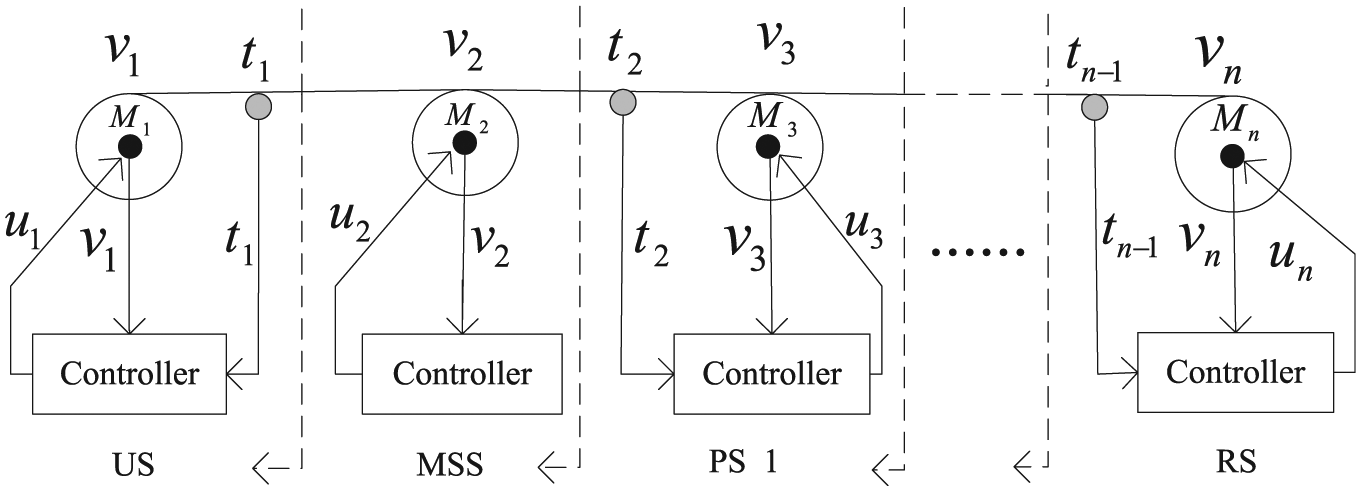
A schematic of a large-scale web-winding system with decentralized controllers is presented in Figure 1. In Figure 1, the driving motors are represented by , denotes the input torque from the ith motor, and web tension and web velocity are its measurements. The large-scale web-winding system shown in Figure 1 is split into several subsystems, which are the unwind subsystem (US), master speed subsystem (MSS), rewind subsystem (RS) and several process subsystems (PS). Generally, the MSS is the first subsystem upstream of the US in almost all web-winding systems. It sets the reference process velocity for the entire system and does not regulate tension in the span adjacent to it. The US/RS release/accumulate web material to/from the PS. Thus, their radii and inertias vary substantially with time during the complete winding process.
Schematic of decentralized control of a large-scale web-winding system.
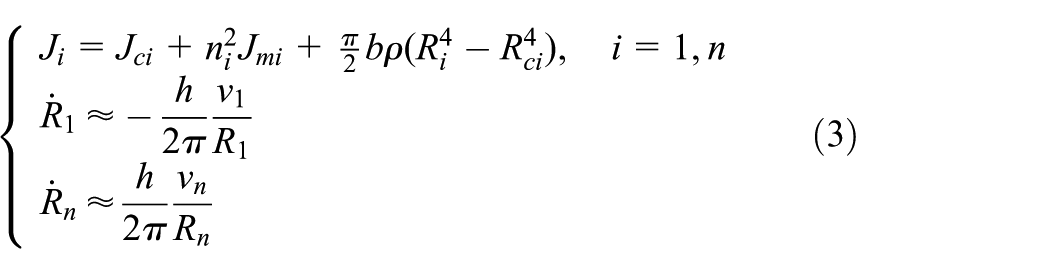
The model of a web-winding system is built from the equations describing the web tension behaviour between two consecutive rolls and the web velocity of each roll (Koc et al., 2002). By explicitly considering the variation of the radius and inertia, the web tension and velocity dynamics are
where is the web length of the ith span upstream of the unwinder, E and S are, respectively, Young’s modulus and the cross-sectional area of the web, is the friction coefficient of the ith roll shaft, is the gearing ratio between the ith motor shaft and the corresponding roll shaft, and and are the radius and effective inertia of the ith roll, respectively. Both and are time-dependent. The inertia dynamics and the change rate of the radius are given by (Lynch et al., 2004)
where , b and h are the density, width and thickness of the web, respectively, is the inertia of the driven shaft and the core mounted on it, is the inertia of all the rotating elements on the ith motor side, which includes inertia of the motor armature, driving shaft, and so on, and the last item in is the effective inertia of the cylindrically wound web material on the core.
The nonlinear state-space model is composed of (1) for the different web spans and (2) for the different rolls. In order to obtain a linearized state-space model, define the following variables:
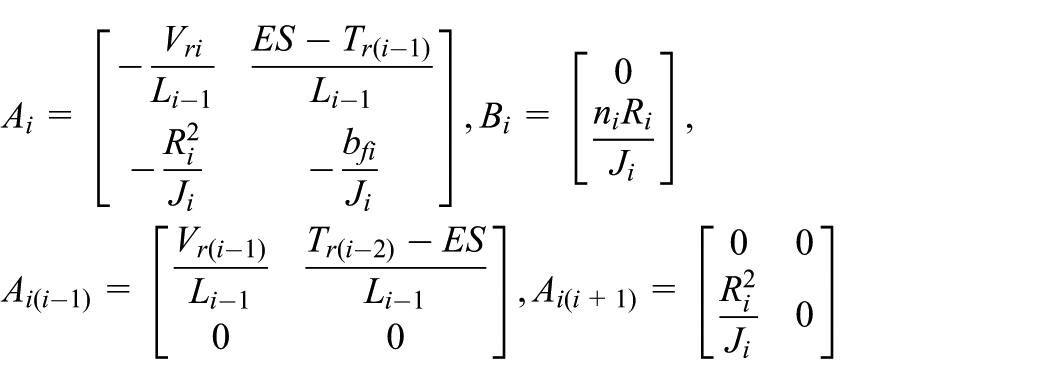
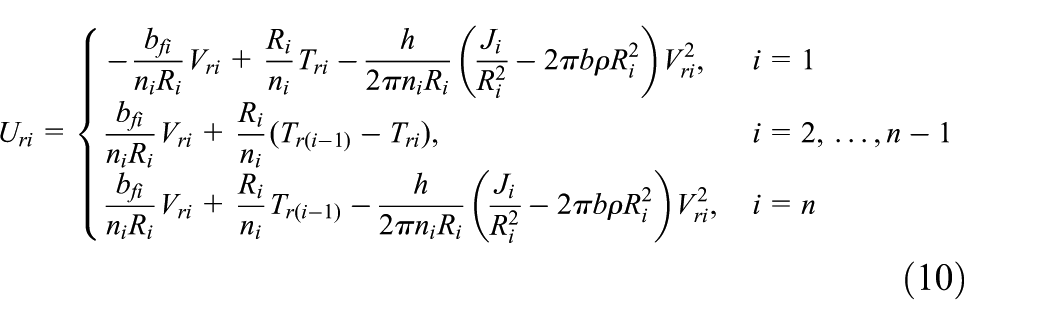
where and are, respectively, the web velocity and tension references, and is the reference control input that maintains the forced equilibrium at the reference values. , and are the variations around the reference values. The reference velocity () of the MSS and the reference tension () in each subsystem are set values. For any given reference velocity () and reference tension (), the corresponding reference velocities () for other subsystems and each reference control input () can be determined. The variational dynamic model of each subsystem is summarized in the following (Pagilla et al., 2007b):
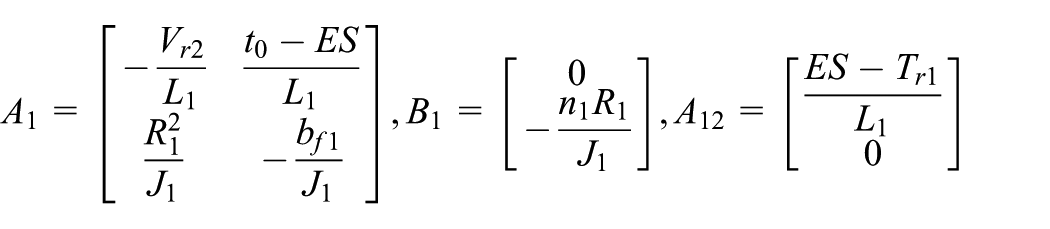
US (with ):
where
and is the web wound-in tension in the unwind roll. and denote the system matrix and input matrix, and is the interconnection matrix which describes the effect of subsystem 2 on subsystem 1.
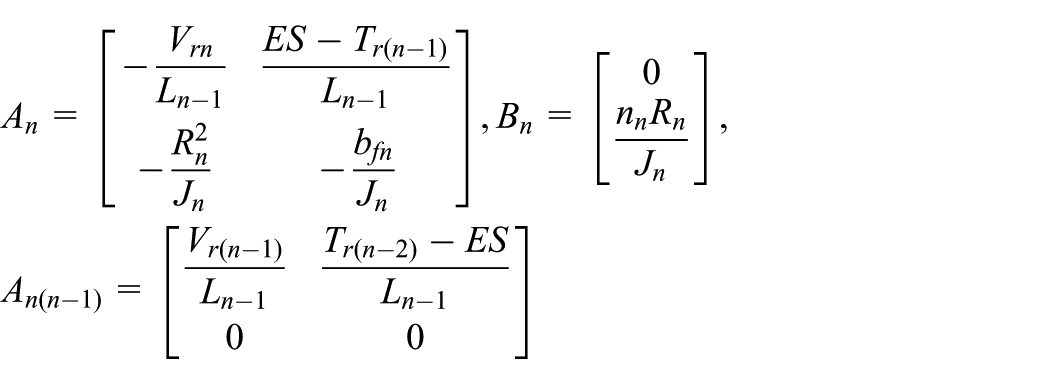
MSS (with ):
where
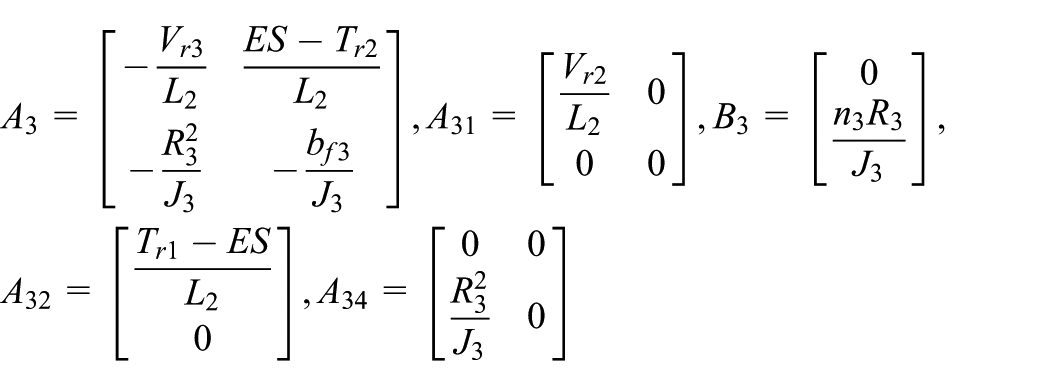
PS: for the first PS, the variational dynamics (with ) are given by
where
The dynamic models for other PSs (with ) may be written as
Notice that the reference control inputs for the US and RS depend on their radii and inertias which can be updated in real time.
The reference velocities for other subsystems may be specified in terms of the velocity reference for the MSS as
where . If the reference tension of each subsystem is specified as , reference velocities can be obtained directly from (11).
Robust decentralized controller design
In order to achieve good final product quality and high productivity, the main control objective is to reach the web process velocity as fast as possible while maintaining the web tension in the entire web-winding system. Ideally, the reference control inputs (10) are applied, and the web-winding system is maintained at the forced equilibrium state. However, by considering the presence of uncertainties and disturbances, some additional compensation must be provided to ensure error convergence. In this section, a robust decentralized controller is designed to compute the control compensation. To proceed, the following known lemmas are introduced to prove the main result.
Let matrices , satisfy for all . Assume that an uncertain matrix A satisfies : then A is called an interval matrix. and are the matrices whose elements consist of the upper bounds and lower bounds of the corresponding elements in matrix A, respectively. If is a real number, then .
Lemma 1. (Lu and Chen, 2009) For a given interval matrix , A can be described as
where , , and
where and denote the ith column vector of the identity matrix with p and q dimensions, respectively.
Lemma 2. (Mao and Chu, 2003) Let X, Y, F be real matrices of suitable dimensions with . Then, for any scalar ,
where , , the following conditions are equivalent:
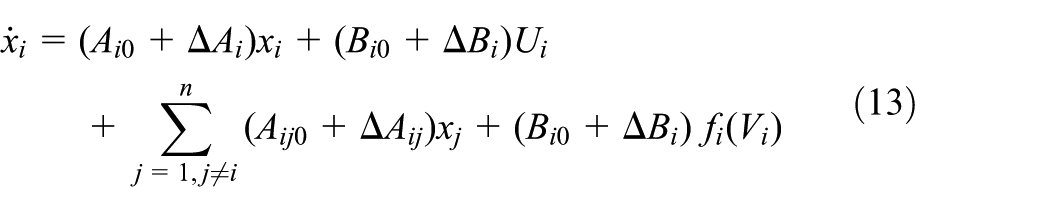
According to (5) to (9), the variational dynamics of each subsystem can be described as follows:
where , for .
In (12), some elements of the matrices , and are the functions of , , and . Restricted by practical conditions, technological requirements and so on, the variations of rollers’ radii are confined to a certain range; the reference velocity of the MSS and the reference tension in each subsystem are modified within some known admissible bounds. So these quantities can be regarded as interval variables. According to the basic arithmetic operations (addition, subtraction, multiplication and division of interval mathematics) (Moore et al., 2009; Wang et al., 2009), the upper and lower bounds of the inertias given by (3) and the reference velocities given by (11) can be calculated. Similarly, the upper and lower bounds of all the elements in matrices and can be obtained. Therefore, these matrices can be regarded as interval matrices.
According to Lemma 1, (12) can be written as
where , and .
Next, the state feedback controller is designed as
where represents the controller gain matrix. The following theorem can be obtained.
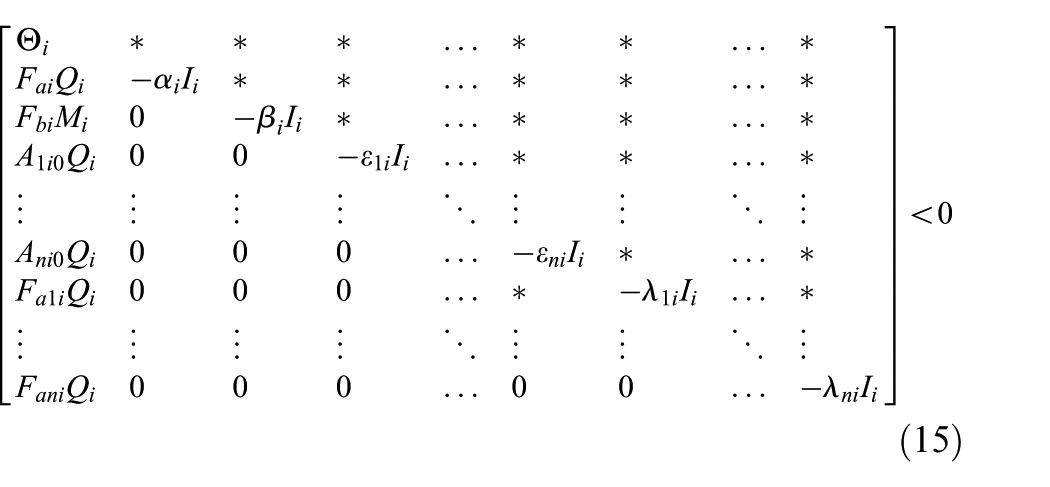
Theorem 1. The uncertain interval system (13) with control input (14) is asymptotically stabilizable if there exist positive constants , , , , symmetric positive-definite matrix and matrix such that the following LMI holds:
where , denotes the identity matrix with appropriate dimensions, and the symbol * indicates the transpose of the corresponding lower triangular term. Moreover, the feedback gain matrix is calculated by .
Proof. By substituting (14) into (13), we obtain the closed-loop systems
where and .
Choose the Lyapunov function candidate in the following form:
where , and is a real symmetric positive-definite matrix.
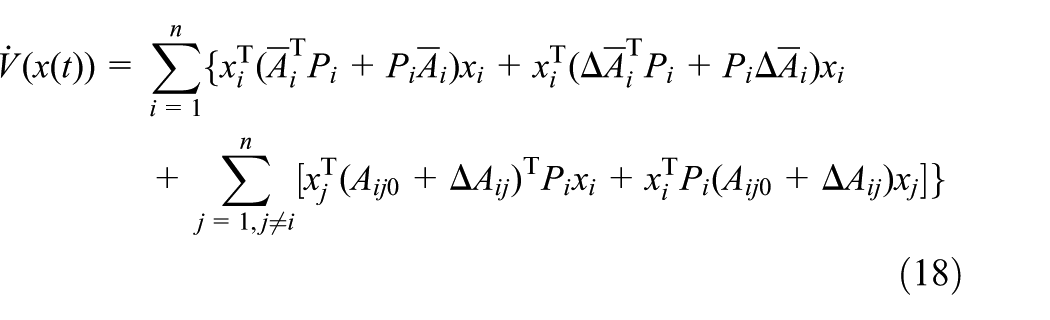
Taking the time derivative of along the trajectory of the closed-loop system (16) yields
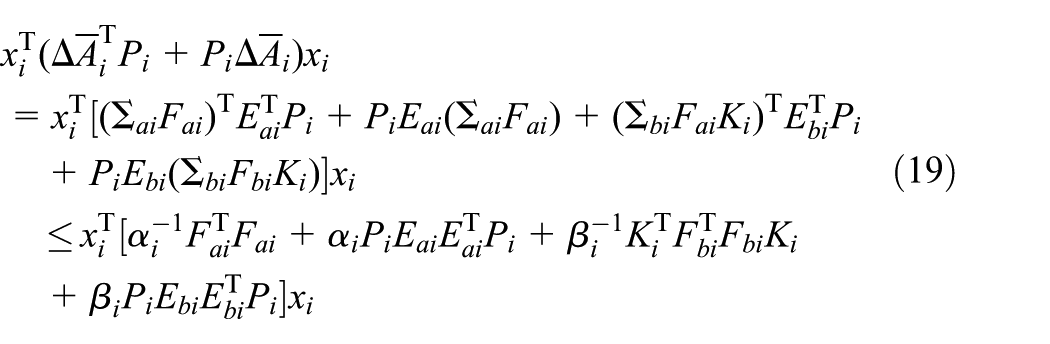
According to Lemmas 2 and 3, it follows that
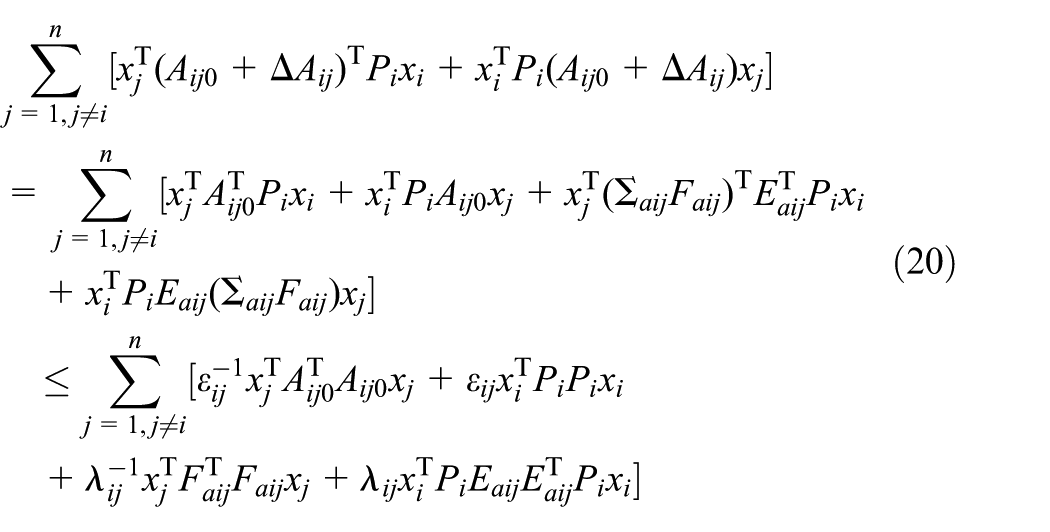
and
Substituting , (19) and (20) into (18) and rearranging one gets
where
If is satisfied, then , which means the closed-loop system (16) is asymptotically stable. Because is a bilinear matrix inequality, it is necessary to find a way to transform this inequality to an LMI form. To achieve this, defining , , and pre-multiplying and post-multiplying by , we have
where ,
By Lemma 4, the inequality (15) is equivalent to (22), and the feedback gain matrix is given by . This ends the proof of Theorem 1.□
Remark 1. The condition (15) is an LMI. A powerful LMI toolbox in Matlab can be used to check the existence of the solution of an LMI. Thus, by Theorem 1, it is easy to examine whether the closed-loop system (16) is asymptotically stable. The solutions of and can be calculated by the LMI toolbox and the corresponding state-feedback gain matrix can also be obtained directly from .
Remark 2. In previous literature (Pagilla et al., 2007a,b), the decentralized MRAC is made for a particular set point. If any reference value changes, the controller must be redesigned from scratch. Additionally, computations of controller gains are iterative. However, in this paper, the gains of the proposed controller are calculated off-line and can be determined easily by the solution of LMIs. Parametric uncertainties and set point changes are considered during the controller design process. Therefore, the proposed controller has good robustness to parameter variations and is general for all admissible set points.
Simulation and experiment
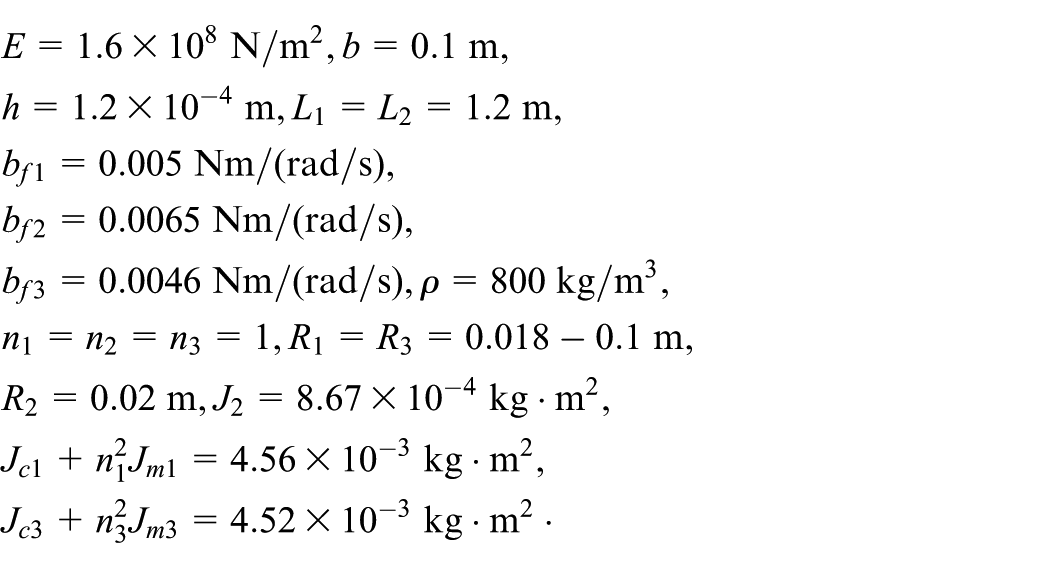
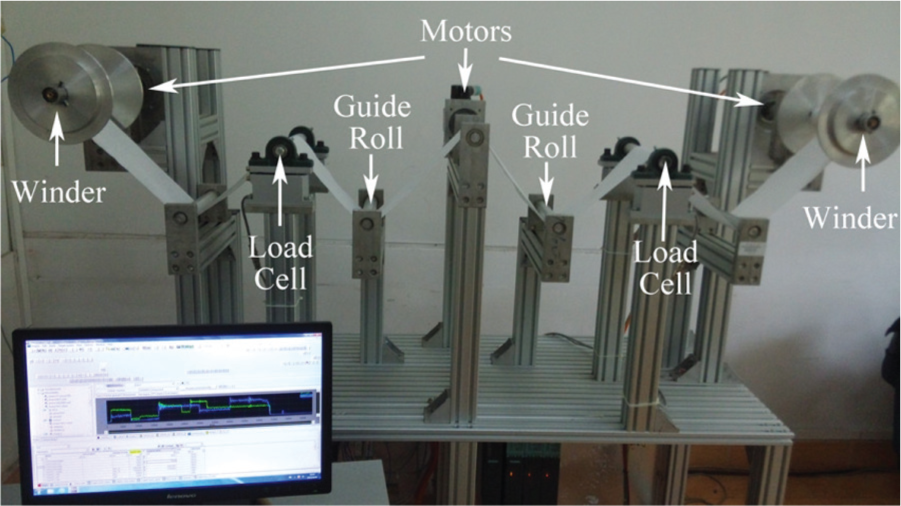
Figure 2 shows a three-motor web-winding experimental setup for conducting experiments. This setup exhibits most inherent features of industrial web-winding lines. The web material used in this setup is white brown paper. The system parameters are given as follows:
Experimental setup.
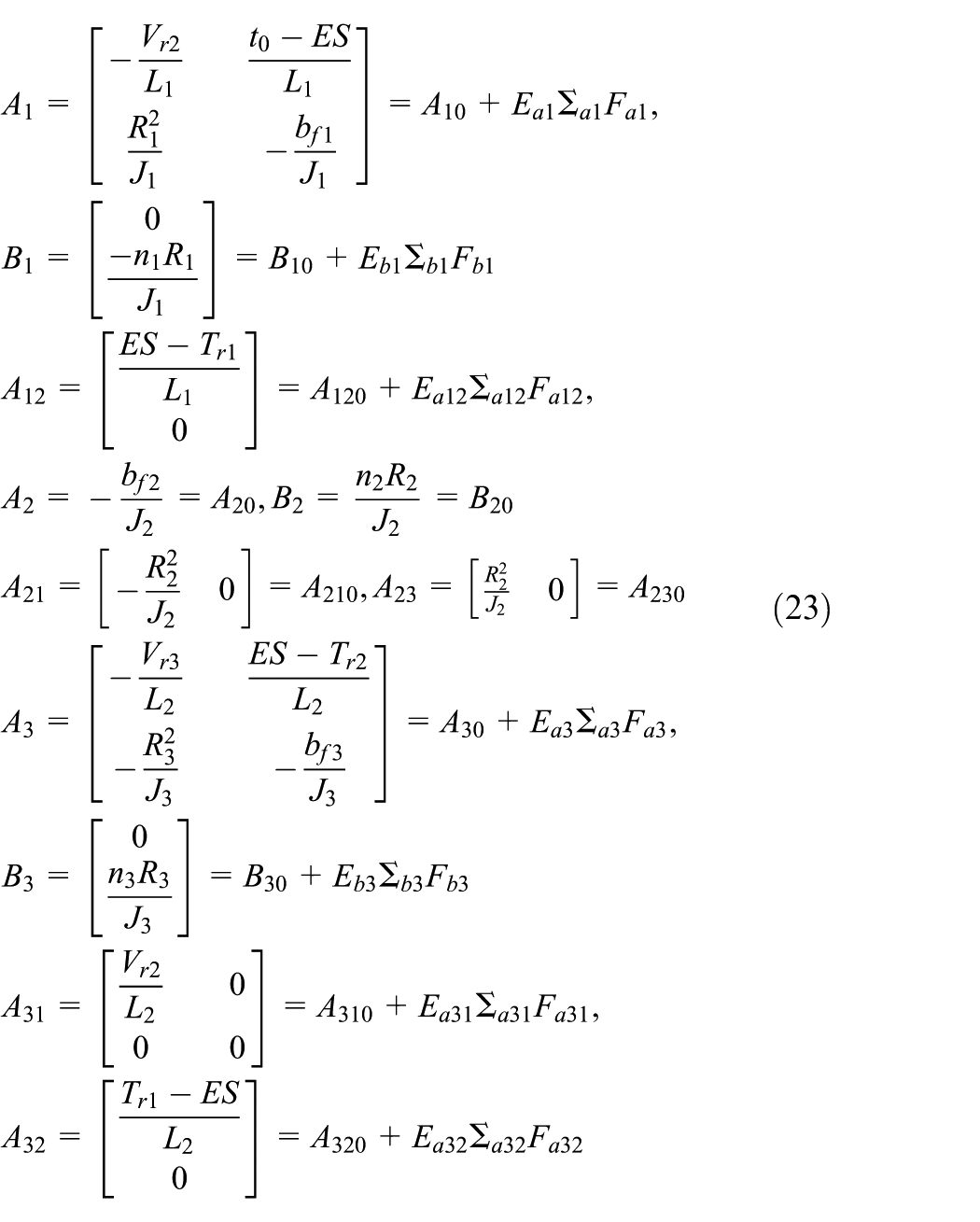
According to (5) to (9), the matrices and in (12) that describe the system (in Figure 2) can be written as follows via Lemma 1:
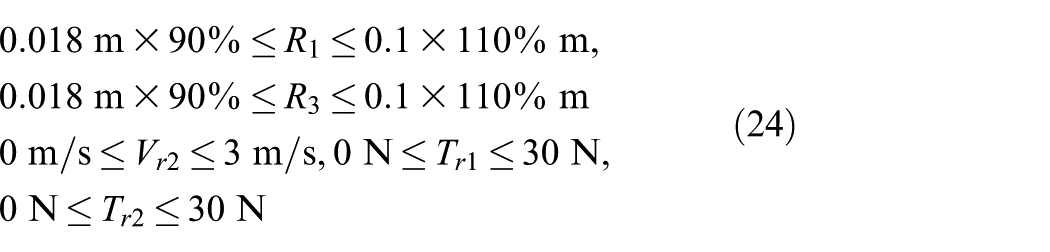
The selection of uncertainties is case-based and depends on specific applications. Variation ranges of parameters are confined by operating conditions, the environment, technological requirements and so on. In this work, we adopt the following parametric uncertainties to illustrate the controller design:
According to (24) and the interval mathematics in Moore et al. (2009), the upper and lower bounds of the inertia given by (3) and the reference velocities given by (11) can be calculated. Similarly, the bounds of each element in and can be calculated. The matrices on the right-hand side of each expression in (23) can be obtained by Lemma 1. For lack of space, detailed expressions of these matrices are not given here.
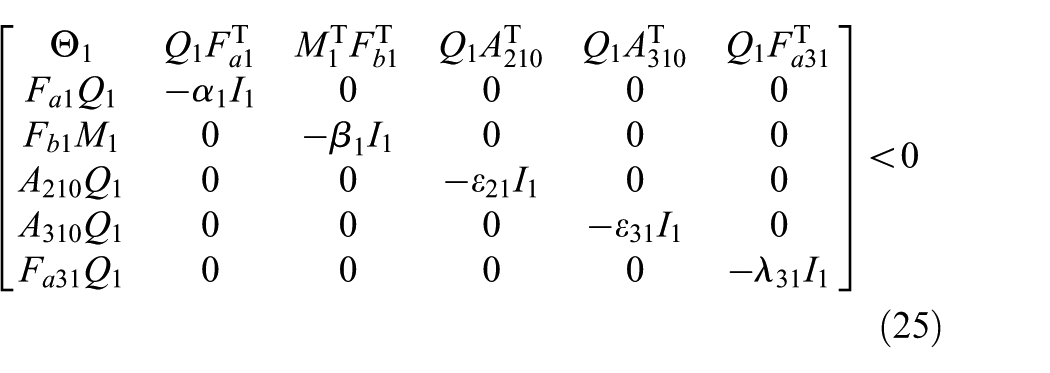
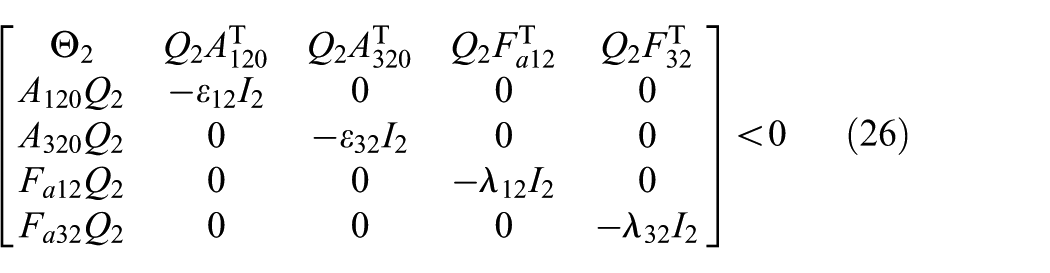
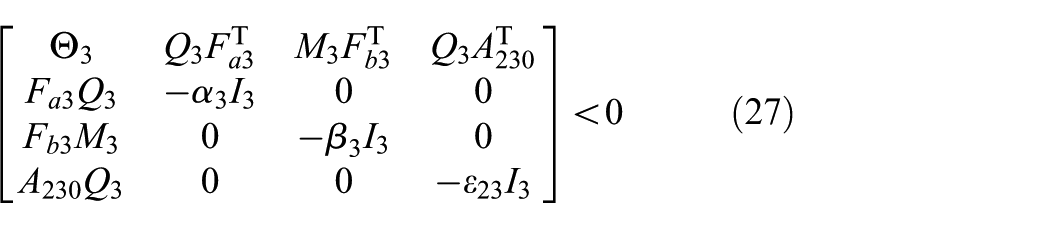
According to Theorem 1, three LMIs of the web-winding system are
where ,
where , and
where .
Solving (25) to (27) with , we can obtain , , , , , , , , , , , , and .
The gains matrices for each subsystem are
Simulation
To illustrate the effectiveness of the proposed controller, some comparison simulations are conducted with the PID controller commonly used in industry and the proposed controller. The following three cases will be considered.
Case 1: The reference velocity and reference tensions change at different times.
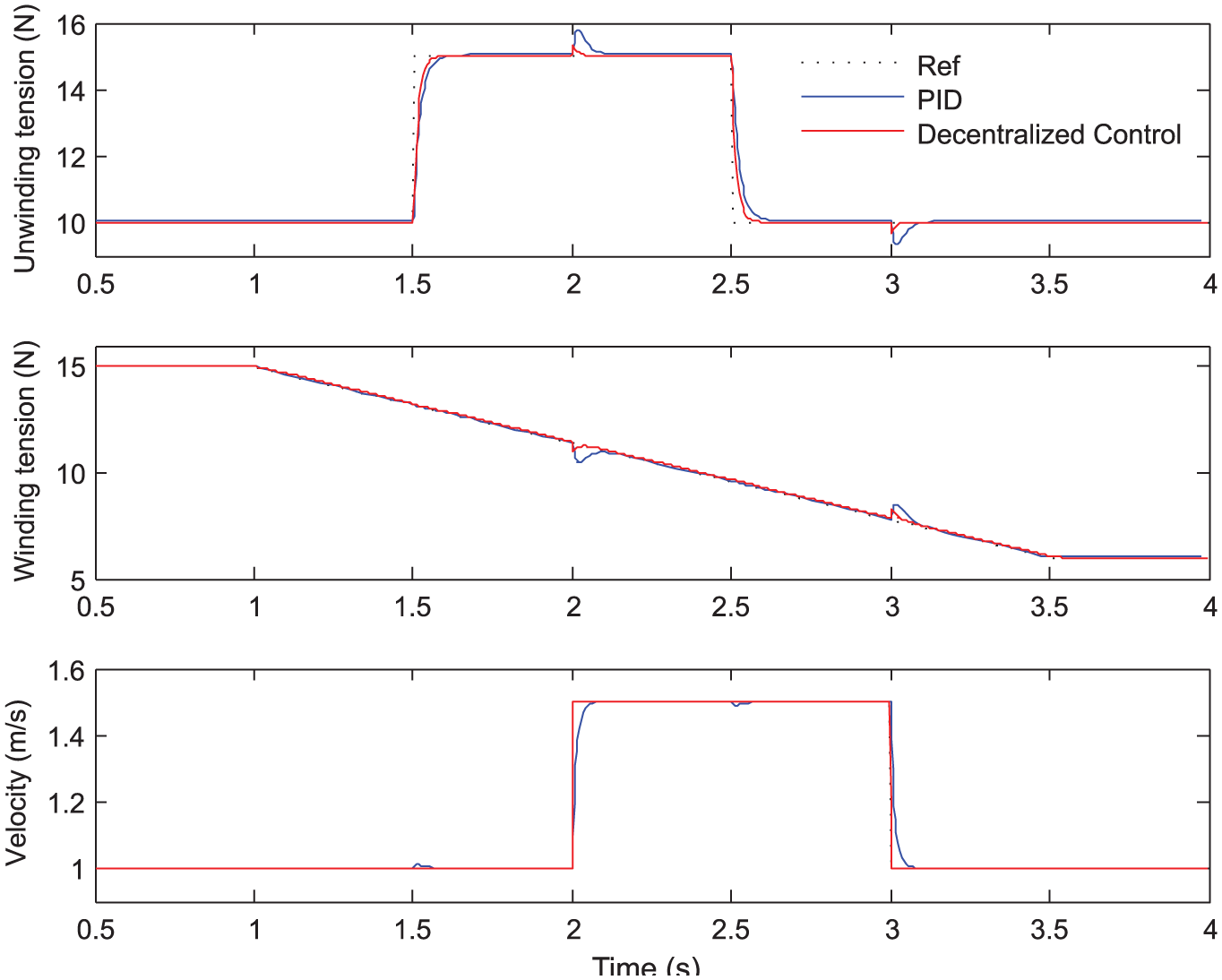
Case 2: The web velocity and unwinding tension change at different times, and the taper tension rewind which is commonly used in the industry is adopted to simulate the engineering environment.
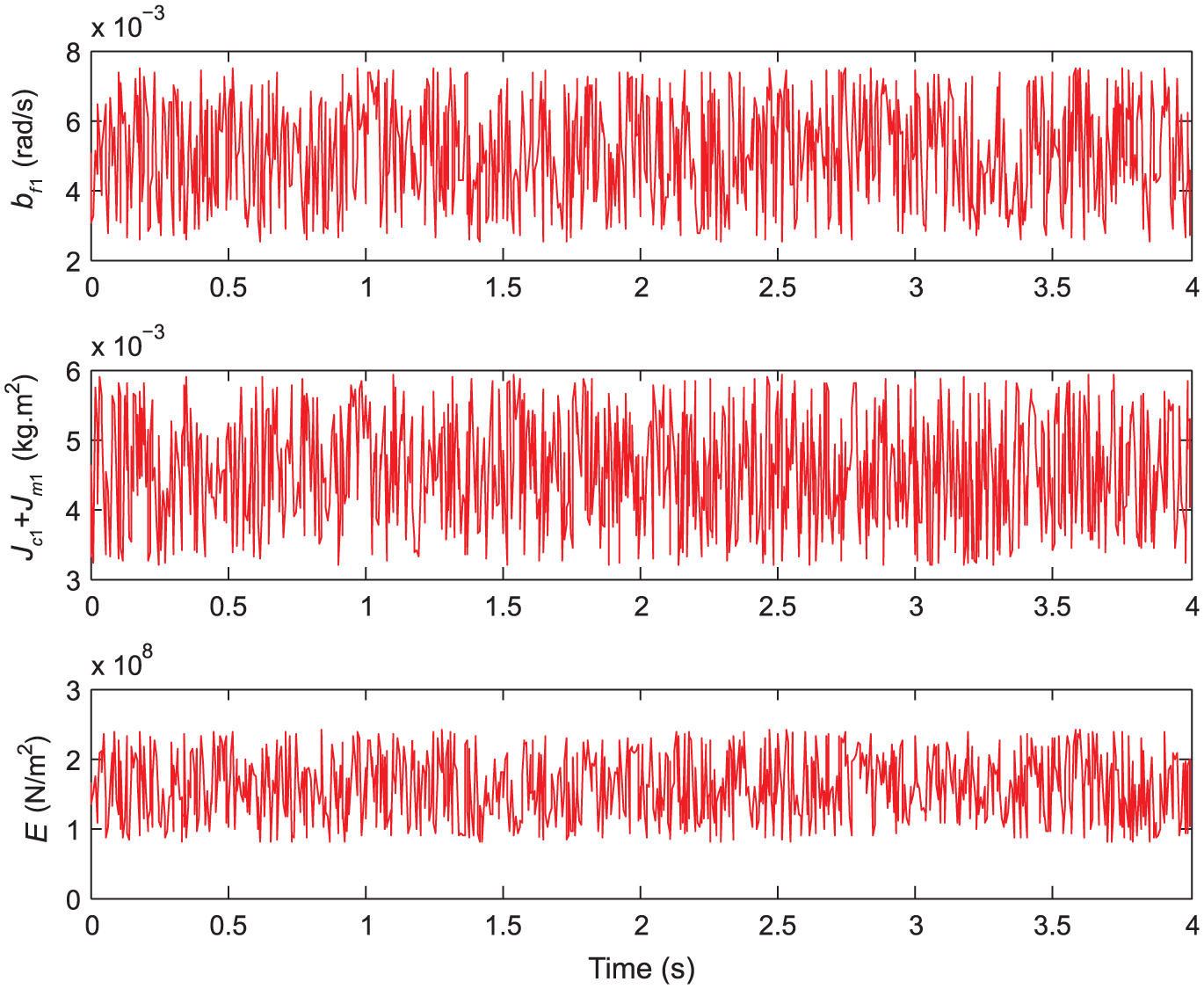
Case 3: The change of reference velocity and reference tensions stays the same as in Case 1, assuming that there are random errors of ±30% in , , , , and and ±50% in , , , and E.
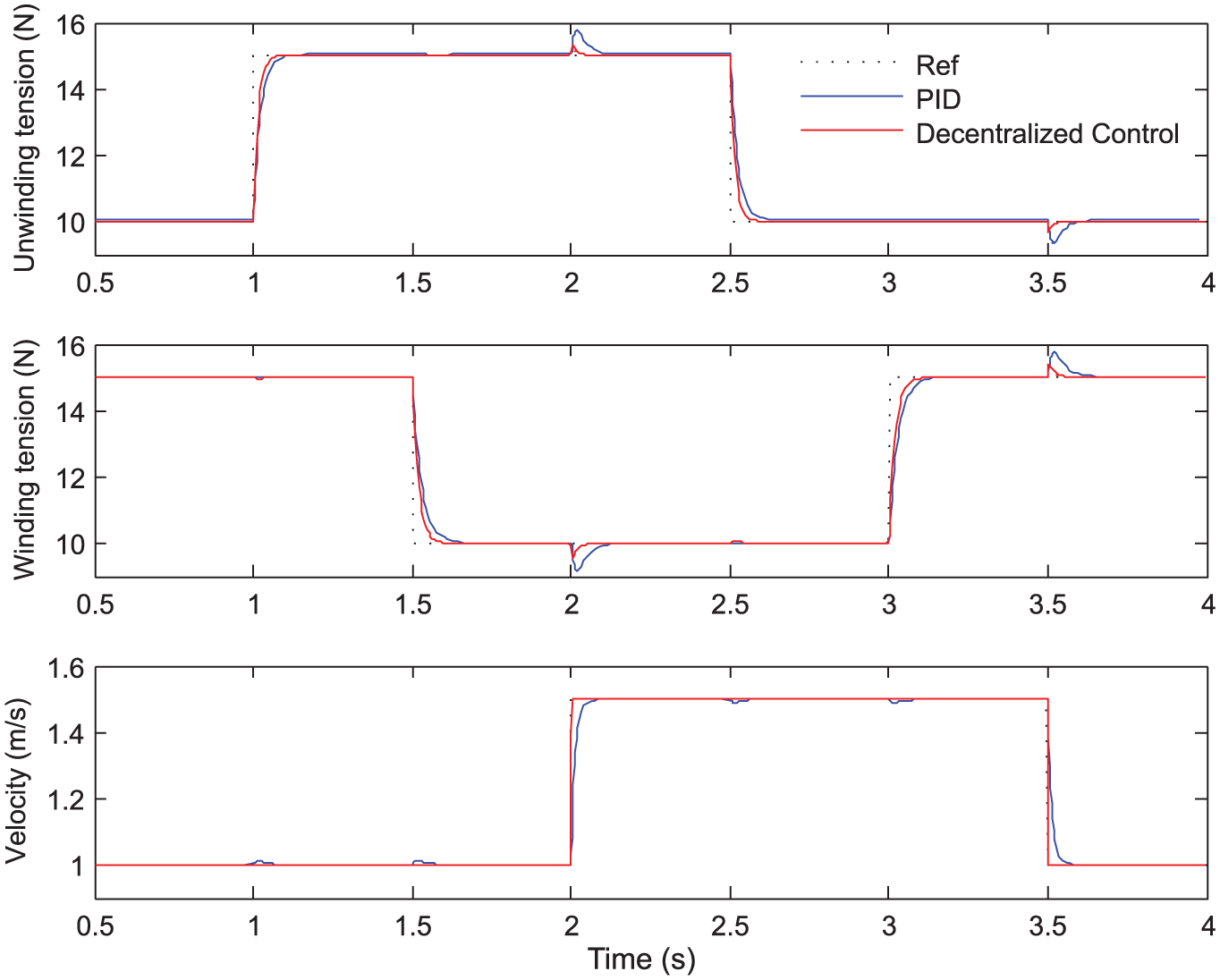
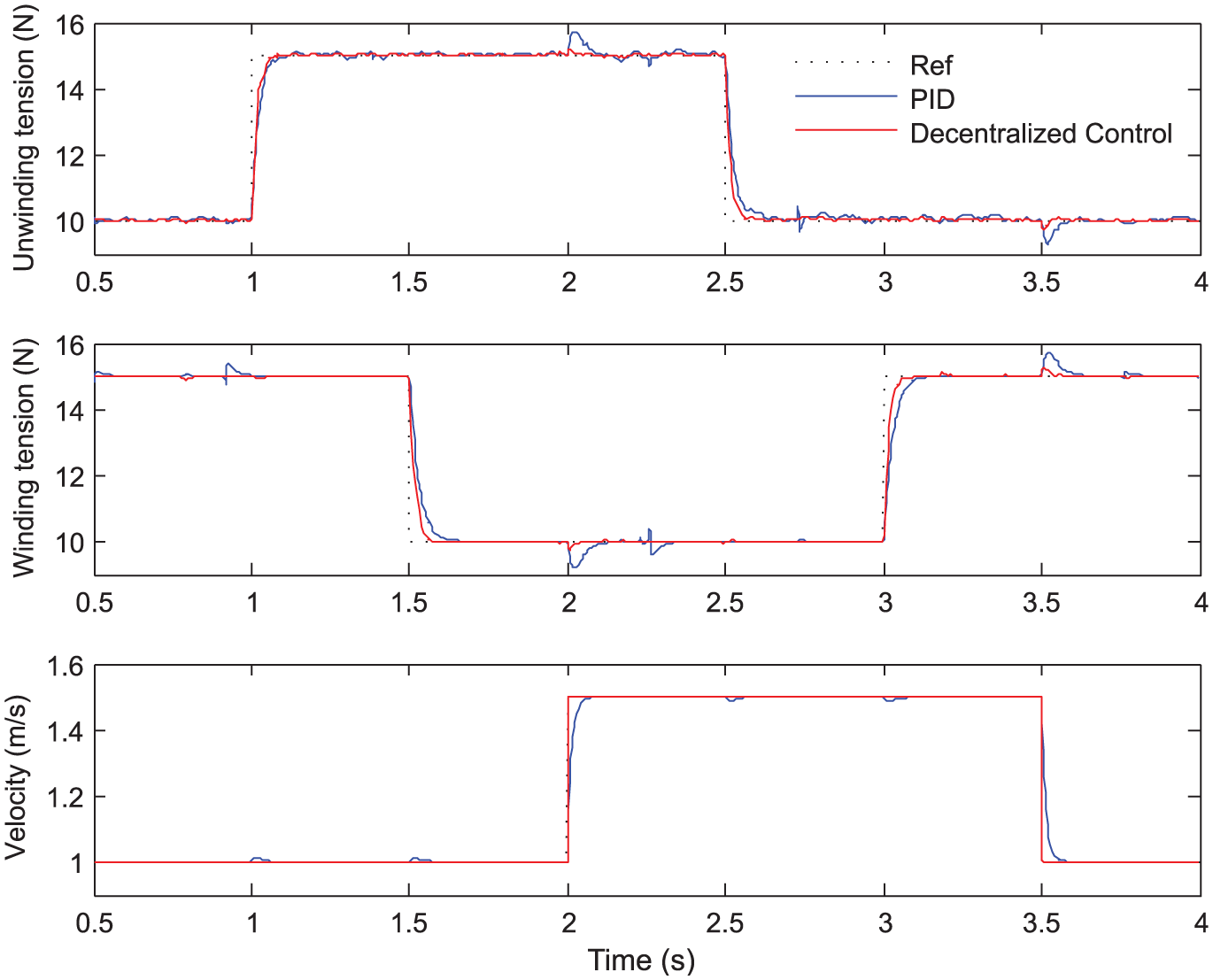
The simulation results for Case 1 are shown in Figure 3. Compared to the PID controller, the improvements in the tension and velocity control are very significant with the proposed controller. Similar remarks can be made for Case 2 (see Figure 4). Case 3 is mainly used to investigate the robustness of the proposed controller in the presence of parameter disturbances. We assume that there are random errors of ±30% in , , , and , and ±50% in , , and E. The changes of system parameters in the unwinding subsystem are shown in Figure 5. The responses are plotted in Figure 6. When the system parameters change dramatically (no less than 30%), only a small fluctuation can be noticed in web tension with the proposed controller. Compared with Figure 3, we can see from Figure 6 that the use of the PID controller leads to the web tensions performances deterioration seriously. In other words, the proposed controller can provide the better control performance on the tensions fluctuations suppression. However, we can observe that a change in web velocity has some effect on both the winding and unwinding tensions; we can also observe a small oscillation in the winding tension when the unwinding tension varies. Hence, in order to further improve the performance of the proposed controller, future work should focus on introducing an effective mechanism to further reduce the interaction between the tension and the velocity.
Simulation comparison between PID control and the decentralized control in Case 1.
Simulation comparison between PID control and the decentralized control in Case 2.
Part parameters change in Case 3.
Simulation comparison between PID control and the decentralized control in Case 3.
Experiment
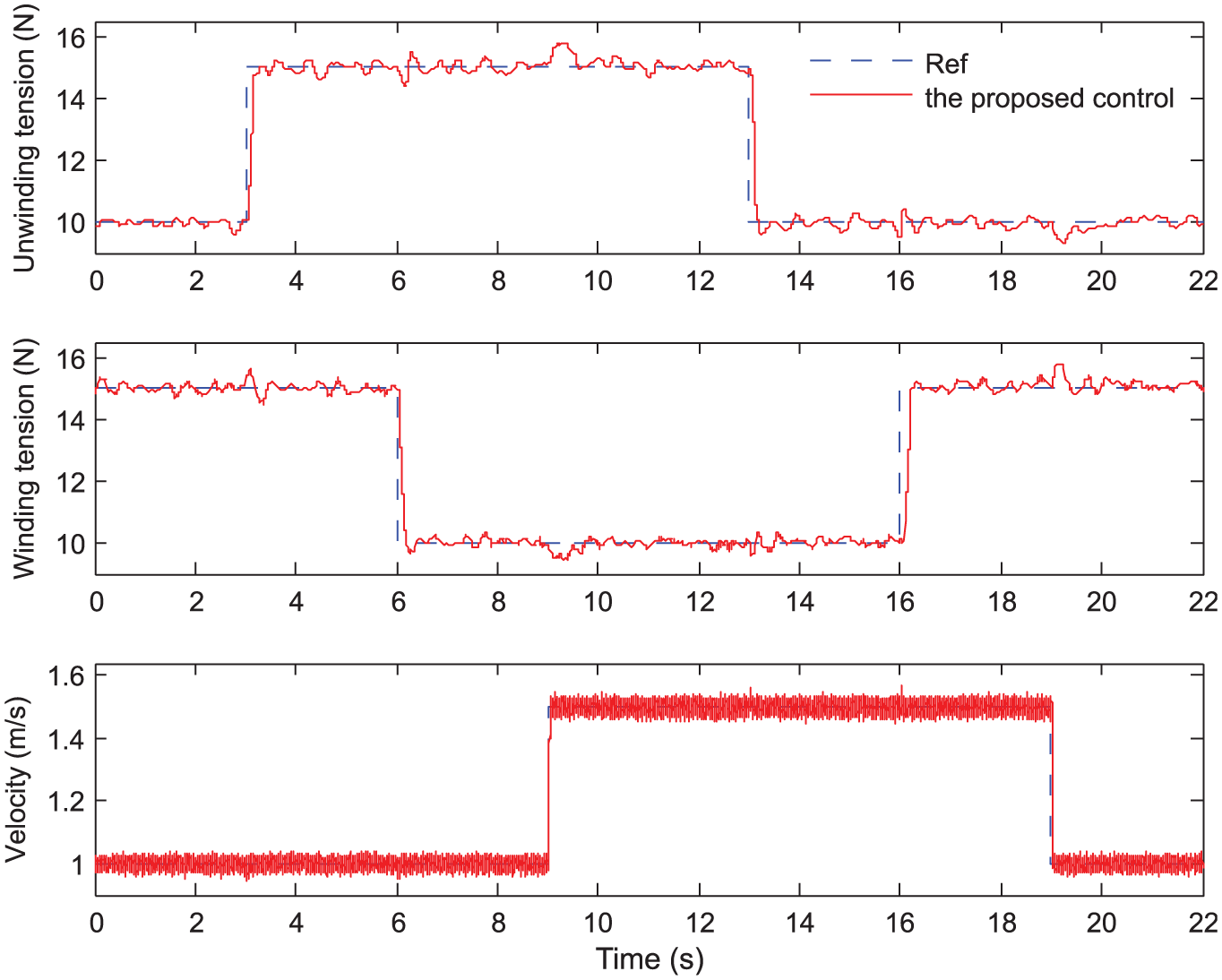
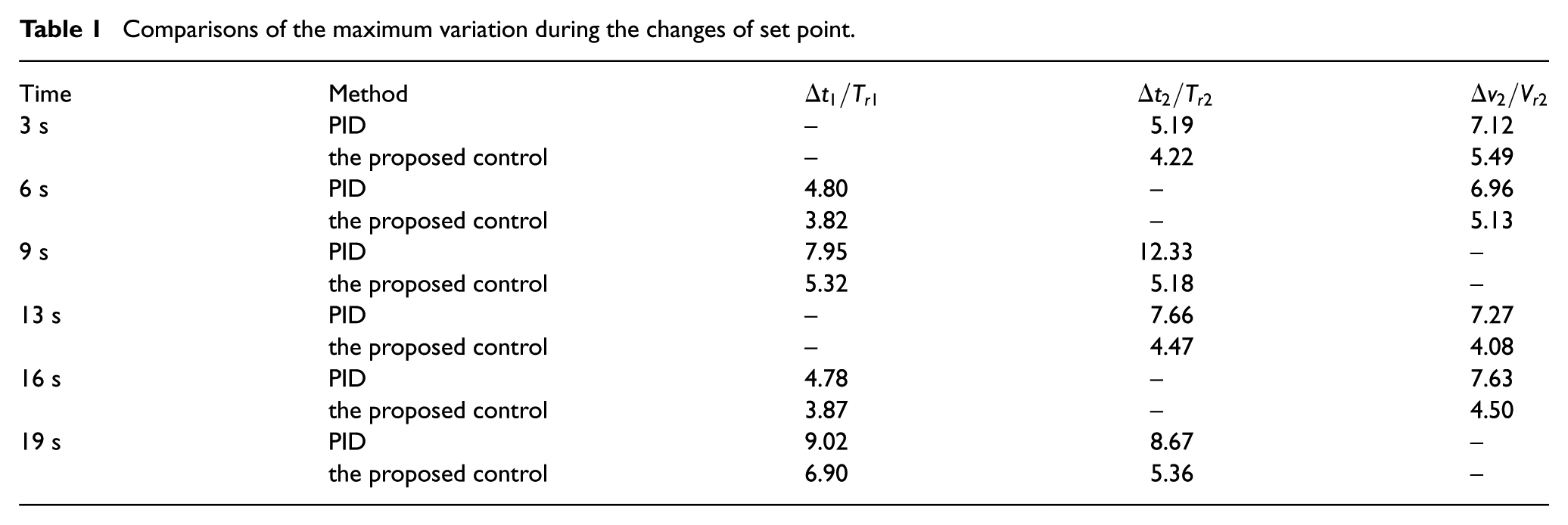
In this section, the proposed controller and a well-tuned PID controller have been implemented on the experimental setup with a sampling period of 4 ms. The experimental results are shown in Figures 7 and 8, respectively. The maximum variations during the changes of set point are shown in Table 1 (note that the maximum variations are expressed as percentages).
Experiment results with the proposed controller.
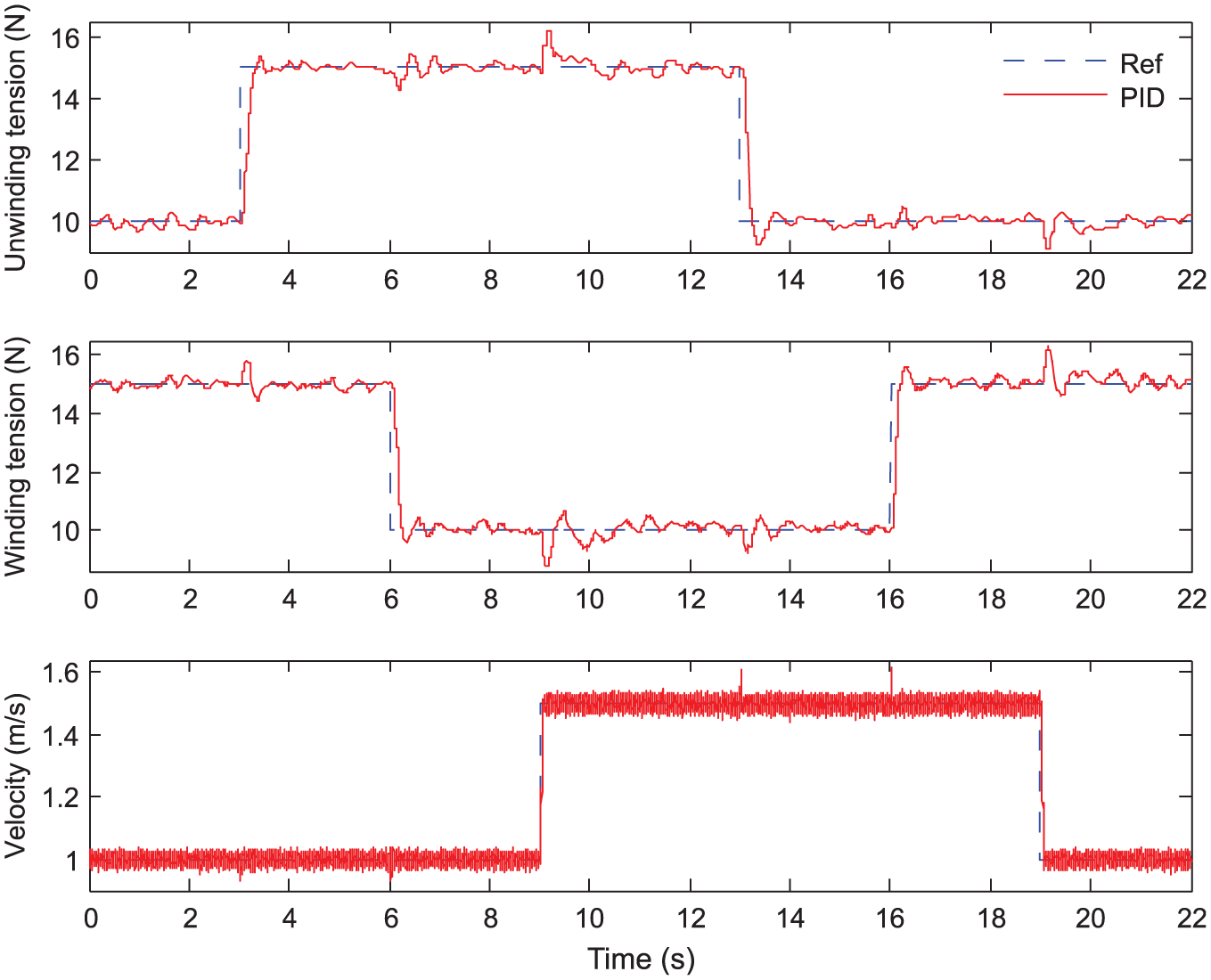
Experiment results with the PID controller.
Comparisons of the maximum variation during the changes of set point.
Time
Method
3 s
PID
–
5.19
7.12
the proposed control
–
4.22
5.49
6 s
PID
4.80
–
6.96
the proposed control
3.82
–
5.13
9 s
PID
7.95
12.33
–
the proposed control
5.32
5.18
–
13 s
PID
–
7.66
7.27
the proposed control
–
4.47
4.08
16 s
PID
4.78
–
7.63
the proposed control
3.87
–
4.50
19 s
PID
9.02
8.67
–
the proposed control
6.90
5.36
–
It is clear from the response plots in Figures 7 and 8 that the proposed control strategy gives much better performance in terms of tension regulation over the PID controller. For example, at 9 s, when there is a velocity rise from 1 m/s to 1.5 m/s, the maximum unwinding tension is reduced from 7.95% with PID control to 5.32% with the proposed control; the maximum winding tensions are 5.18% and 12.33% for the proposed control and PID control, respectively. The comparative results can be obtained for other set points with the velocity change (see Table 1). Figures 7 and 8 also show that the proposed control can reduce the interaction between the unwinding and the winding tension. Compared to the PID controller, the proposed controller gives small maximum tension variations (see Table 1).
Conclusion
In this paper, a robust decentralized control strategy has been proposed for large-scale web-winding systems. First of all, the global web-winding system is split into several subsystems, and an interval matrix is introduced to deal with model uncertainties and time-varying parameters. Then a fully decentralized state feedback controller is designed. Due to taking the reference values as interval variables, the proposed controller is general and is adapted to different operating points. A sufficient condition for the existence of the robust decentralized controller is obtained. Finally, some comparative simulation and experiment results with a currently used industrial PID controller show that the proposed decentralized controller is able to improve control performance of web-winding systems. Future work includes extending the study to further reduce the disturbances caused by reference value variations.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Science Foundation of China (61473314, 61403425, U1134108), by the Science Foundation of Innovation Research Group of National Natural Science Foundation of China (61321003), by the Ph.D. Programs Foundation of Ministry of Education of China (20110162110041) and by the Construct Program of the Key Discipline in Hunan Province.
References
1.
AdjadiNRSoltaniJAskariJ. (2009) Nonlinear sliding-mode control of a multi-motor web-winding system without tension sensor. IET Control Theory and Applications3: 419–427.
2.
BenlatrecheAKnittelDOstertagE (2008) Robust decentralized control strategies for large-scale web handling systems. Control Engineering Practice16: 736–750.
3.
CarrascoRValenzuelaMA (2006) Tension control of a two-drum winder using paper tension estimation. IEEE Transactions on Industry Applications42: 618–628.
4.
ChenCLChangKMChangCM (2004) Modeling and control of a web-fed machine. Applied Mathematical Modeling28: 863–876.
5.
ClaveauFChevrelPKnittelK (2008) A 2DOF gain-scheduled controller design methodology for a multi-motor web transport system. Control Engineering Practice16: 609–622.
6.
DouXJWangW (2010) Robust control of multistage printing systems. Control Engineering Practice18: 219–229.
7.
FeatherstonesAPVan AntwerpJGBraatzR (2000) Identification and Control of Sheet and Film Processes. Berlin: Springer.
8.
GassmannVKnittelD (2011) Robust PI-LPV tension control with elasticity observer for roll-to-roll systems. In: IFAC world congress, Milan, Italy, 28 August–2 September 2011, pp. 8639–8644.
9.
GassmannVKnittelDPagillaRP. (2012) Fixed-order H∞ tension control in the unwinding section of a web handling system using a pendulum dancer. IEEE Transactions on Control Systems Technology20: 173–180.
10.
KadikAWangW (2012) Adaptive force control of web handling systems. Intelligent Control and Automation3: 329–336.
11.
KnittelDArbogastAVedrinesM. (2006) Decentralized robust control strategies with model based feedforward for elastic web winding systems. In: American control conference, Minneapolis, MN, 14–16 June 2006, pp. 1968–1975.
12.
KnittelDLarocheEGiganD. (2003) Tension control for winding systems with two-degrees-of-freedom H∞ controllers. IEEE Transactions on Industry Applications39: 113–120.
13.
KocHKnittelDde MathelinM. (2002) Modeling and robust control of winding systems for elastic webs. IEEE Transactions on Control Systems Technology10: 197–208.
14.
LiangXDingYSRenLH. (2014) Data-driven cooperative intelligent controller based on the endocrine regulation mechanism. IEEE Transactions on Control Systems Technology22: 94–101.
15.
LinKC (2003) Observer-based tension feedback control with friction and inertia compensation. IEEE Transactions on Control Systems Technology11: 109–118.
16.
LiuSHMeiXSMaLE. (2013) Active disturbance rejection decoupling controller design for roll-to-roll printing machines. In: The international conference on information science and technology, Yangzhou, China, 23–25 March 2013, pp. 111–116.
17.
LuJGChenGR (2009) Robust stability and stabilization of fractional-order interval systems: An LMI Approach. IEEE Transactions on Automatic Control54: 1294–1299.
18.
LuYWPagillaPR (2014) Adaptive control of web tension in a heat transfer section of a roll-to-roll manufacturing process line. In: American control conference, Portland, OR, 4–6 June 2014, pp. 1799–1804.
19.
LynchAFBortoffSARobenackK (2004) Nonlinear tension observes for web machines. Automatica40: 1517–1524.
20.
MaoWJChuJ (2003) Quadratic stability and stabilization of dynamic interval systems. IEEE Transactions on Automatic Control48: 1007–1012.
21.
MooreRKearfottRBCloudMJ (2009) Introduction of Interval Analysis. Philadelphia, PA: SIAM.
22.
NiculescuSILozanoR (2001) On the passivity of linear delay systems. IEEE Transactions on Automatic Control46: 460–464.
23.
OkadaKJSakamotoT (1998) An adaptive fuzzy control for web tension control system. In: Proceedings of the annual conference on industrial electronics, New York, NY, 31 August–4 September 1998, pp. 1762–1767.
24.
PagillaPRDwivedulaRVSiraskarNB (2007a) A decentralized model reference adaptive controller for large-scale systems. IEEE/ASME Transactions on Mechatronics12: 154–163.
25.
PagillaPRSiraskarNBDwivedulaRV (2007b) Decentralized control of web processing lines. IEEE Transactions on Control Systems Technology15: 106–117.
26.
PonsartJCTheilliolDAubrunC (2010) Virtual sensors design for active fault tolerant control system applied to a winding machine. Control Engineering Practice18: 1037–1044.
27.
PujolGRodellarJRossellJM. (2007) Decentralized reliable guaranteed cost control of uncertain system: An LMI design. IET Control Theory and Applications1: 779–785.
28.
RamírezGLorenzRDValenzuelaMA (2014) Observer-based estimation of modulus of elasticity for papermaking process. IEEE Transactions on Industry Applications50: 1678–1686.
29.
RaulPRManyamSGPagillaPR. (2015) Output regulation of nonlinear systems with application to roll-to-roll manufacturing systems. IEEE/ASME Transactions on Mechatronics20: 1089–1098.
30.
SeshadriARaulPRPagillaPR (2014) Analysis and minimization of interaction in decentralized control systems with application to roll-to-roll manufacturing. IEEE Transactions on Control Systems Technology22: 520–530.
31.
SongSHSulSK (2000) A new tension controller for continuous strip processing line. IEEE Transactions on Industry Applications36: 633–639.
32.
ValenzuelaMABentleyJMLorenzRD (2003) Sensorless tension control in paper machines. IEEE Transactions on Industry Applications39: 294–304.
33.
WangYWGongYZXiaoQ. (2009) Variable range analysis based on interval computation. (In Chinese.)Journal of Beijing University of POSTs and Telecommunications32: 36–41.