
Abstract
In order to realize green manufacturing in the production process of semi-combined marine crankshaft structural parts, good job scheduling and reasonable workshop layout are the key. In traditional method, flexible job shop scheduling problem (FJSP) and the multi-row workshop layout problem (MRWLP) are regarded as separate tasks. However, the separate optimization method ignores the interaction between FJSP and MRWLP. Because the process sequencing of FJSP affects the layout results of processing machines, while the layout scheme of MRWLP affects the scheduling completion time through the transportation between processes. Therefore, it is very important to establish an integrated mathematical model for optimization of both layout and scheduling simultaneously to explore the common influence of the two resource constraints on scheduling results. At the same time, the transportation task is also a manufacturing process that cannot be ignored, which affects the completion time and energy consumption of the workshop, especially the heavy industrial manufacturing workshop with crane as transportation equipment. According to the established model, a five-segment coding including transportation information, layout information and processing information is designed, and two heuristic selection strategies are integrated into non-dominated sorting genetic algorithm II (NSGA-II) to optimize the iterative results twice. Finally, the effectiveness of the integrated mathematical model is verified by an example, which provides guidance for green manufacturing in the shipbuilding industry.
Keywords
Introduction
Motivation
According to statistics of International Energy Agency (2008), the global energy consumption share of manufacturing industry is 33%. With the improvement of energy conservation and environmental protection awareness, the sustainable development of green manufacturing mode has received extensive attention from the manufacturing industry. As the representative of advanced manufacturing level, the shipbuilding industry and ship supporting industry play an important role in promoting the green and efficient development of national manufacturing industry. Semi-combined marine crankshaft is the core component of large ships. Its production process is characterized by many varieties, small batch size, high processing precision, harsh performance indexes, complex manufacturing process, high energy consumption, high pollution and strict delivery time. Unreasonable operation and production arrangements will lead to high cost, low efficiency, large carbon emissions, serious environmental pollution and other problems in the enterprise manufacturing process. Therefore, good job shop scheduling and reasonable workshop layout are the key to realize green manufacturing in semi-combined marine crankshaft workshop.
Literature review
Typical job shop scheduling problem (JSP) includes single machine scheduling, batch scheduling, flow shop scheduling, job shop scheduling, flexible shop scheduling, parallel machine scheduling, distributed scheduling, and so on. JSP is an important part of manufacturing enterprises, and is the main object for enterprises to realize green manufacturing. JSP has been proved as an NP-hard problem by Garey and Sethi (1976). The green job shop scheduling problem (GJSP) is more complex than the JSP, which requires comprehensive consideration of the coordinated optimization of economic benefits and energy consumption. The GJSP must be a multi-objective optimization problem. Scholars have conducted in-depth research on GJSP.
For the batch scheduling, Adekola et al. (2013) and Capón-García et al. (2011) studied the production process of acrylic fibers, with profit and productivity as economic indicators and electricity and water consumption as green indicators. Zeng et al. (2018) established a multi-objective optimization mathematical model for the special batch scheduling existing in flow shop scheduling. The optimization objectives include power consumption, material consumption and completion time.
For the parallel machine scheduling, Li et al. (2016) considered the degree of machine wear, optimized the completion time and flow-through time with the constraints of energy consumption and pollutant treatment cost. Ding et al. (2016) optimized the total power consumption with the constraints of total completion time.
For the flow shop scheduling, Lin et al. (2018) solved the flow shop scheduling problem considering low carbon emissions and variable processing parameters, and studied the comprehensive impact of machines and scheduling level on production throughput and environment. Wu et al. (2018) established a mathematical model of multi-objective optimal scheduling with renewable energy and processing time as constraints. Zhou and Liu (2019) proposed a multi-objective model for hybrid flow shop scheduling problem with fuzzy processing time to optimize delivery penalty and total energy consumption.
For the job shop scheduling, Yin et al. (2017) proposed a new mathematical model of energy-saving scheduling considering productivity, energy efficiency and noise reduction, and gave the corresponding evaluation method. Xu and Wang (2017) proposed a feedback control method for production scheduling to optimize completion time and energy consumption. Yang et al. (2016) proposed a new optimization method of the dual-objective flexible job shop scheduling problem (FJSP) with the completion time and total energy consumption of random processing time as optimization objectives.
In the above studies, scholars only take machine resources as constraints to consider the multi-objective of GJSP, ignoring the transportation time of workpieces or adding them to the processing time. The scheduling results obtained do not conform to the actual manufacturing process. Because transportation resources and machine resources affect each other, the difference of processing machines between processes determines the difference of transportation routes. Different transportation routes affect the start-up time of subsequent processes and total completion time, and will produce different transportation energy consumption, thus affecting the total energy consumption of workshop.
Some scholars have also established scheduling mathematical models considering workpiece transportation. Lu et al. (2017) studied the energy consumption of flow shop scheduling problem with sequence-dependent setup and controllable transportation time. Karimi et al. (2017) studied the FJSP with transportation time and formulated the problem mathematically with two mixed integer linear programming models. Nouri et al. (2016) proposed a hybrid element heuristic algorithm based on a cluster full multi-agent model for a FJSP with multi-robot as transportation equipment. Ahmadizar and Shahmaleki (2014) studied group workshop scheduling problems with transport and anticipatory sequence-dependent setup times, where workpieces were released at different times.
Although the above scholars have studied the job shop scheduling problem considering transportation resource constraints, they only take the completion time as the optimization goal and lack the collaborative optimization of green indicators such as workshop energy consumption. At the same time, the transport equipment in these studies are mostly AGVs and robots. There is still less optimization for heavy industry manufacturing workshops with overhead cranes as transportation equipment. The crane, as a common special equipment in manufacturing industry, has huge energy-saving space. Therefore, it is of positive significance to establish a crane transportation energy consumption model and study the job shop scheduling problem with cranes as transportation equipment for exploring green manufacturing in heavy industry.
In recent years, in order to cope with the rapidly changing market demand, multi-variety, small batch and customized production modes have been adopted by more and more manufacturing enterprises. However, the order-based production mode oriented to customer demand will have a significant impact on the workshop process planning, process sequencing and machine layout, and the original manufacturing scheme may not meet the new manufacturing requirements. According to Gupta and Seifoddini (1990), one-third of American manufacturing enterprises experience major confusion in workshop layout and process planning every two years. Therefore, the process scheduling and machine layout of the manufacturing workshop need to continuously adapt to the market demand in order to realize the coordinated optimization of economy and green.
The traditional way of FJSP and the multi-row workshop layout problem (MRWLP) are optimized separately. However, workshop machine resources and layout resources interact with each other and work together on various indicators of the workshop. For example, under the condition that the machine position is determined, the scheduling result is carried out in the direction of minimum processing time and processing energy consumption with the machine resources as constraints. The corresponding layout plan may result in higher transportation energy consumption and longer transportation time, which also affects the completion time and total energy consumption of the workshop. On the other hand, taking the layout resources as constraints, the layout results are carried out in the direction of shortest transportation time and minimum transportation energy consumption. However, the corresponding scheduling scheme may lead to high energy consumption and long completion time. Therefore, the method of separate optimization cannot really meet the requirements of green manufacturing. It is very important for manufacturing enterprises to actively respond to market demand to establish an integrated green mathematical model of layout and scheduling.
At present, there have been some researches on integrated optimization of workshop layout and scheduling. Ranjbar and Razavi (2011) studied a concurrent layout and scheduling problem in a job shop environment to minimize makespan. Ripon and Torresen (2014) established a multi-objective mathematical model for integrated job shop scheduling and the facility layout planning problem that considers makespan, mean flow time, total material handling cost and closeness rating scores. Mallikarjuna et al. (2015) proposed a flexible batch scheduling problem which was integrated with loop layout pattern design, and the optimization objectives were completion time and transportation cost.
Although the above literatures all verify that integrated scheduling is a more effective solution than separate optimization, they still have several deficiencies, as follows:
Most of these researches are aimed at the integrated optimization of job shop layout and scheduling, ignoring the flexible processing selection of workpieces, which has limitations in workshop application.
Most of the integrated scheduling studies aim at the completion time of the work piece, ignoring the collaborative optimization of economic indicators and green indicators. Scheduling schemes with lower completion times may be accompanied by excessive energy consumption in workshops, which not only pollutes the environment but also reduces economic advantages.
Contribution
As can be seen from the above literature review, the current GJSP generally uses machine resources as constraints and establishes a multi-objective optimal scheduling mathematical model. This kind of mathematical model ignores the interaction between other resources and machine resources in the manufacturing workshop. The integration of scheduling and layout planning (ISLP) generally uses double resources as constraints and establishes a single-objective optimal scheduling mathematical model. This kind of mathematical model ignores the collaborative optimization of green indexes and economic indexes in the manufacturing workshop. Based on the shortcomings of existing research, this paper establishes a green integrated scheduling mathematical model with double resource constraints and multi-objective optimization using bridge crane as transportation equipment. The resource constraints are layout resources and machine resources, and the optimization objectives are workshop completion time, machine processing energy consumption and crane transportation energy consumption.
According to the energy consumption of the machine, the machining process is divided into four parts: preparation, clamping, processing and unloading. Based on energy consumption of a bridge crane in full life cycle, this paper put forward bridge cranes energy saving evaluation index system. Rough set theory knowledge is adopted to reduce the index of the bridge crane energy saving evaluation index system. A five-segment coding including layout information, processing information and transportation information is proposed to ensure that each chromosome is a feasible scheduling solution. According to the characteristics of bridge crane transportation, two heuristic optimization operators are integrated into non-dominated sorting genetic algorithm II (NSGA-II) algorithm to carry out secondary optimization on the iteration result, and a set of Pareto solution sets meeting the actual production requirements are obtained. Finally, an example is given to prove the effectiveness of the integrated scheduling mathematical model considering transportation. It is hoped that it can provide reference for marine crankshaft manufacturing workshop to realize green integrated scheduling.
Organization of the paper
The organization of this paper is as follows. In Section 1, the existing research on GJSP and integrated job shop scheduling problem is reviewed. A mathematic model of integrated scheduling and layout is developed in Section 2, and crane transportation is considered in the scheduling process. Section 3 details the improved fast non-dominated sorting genetic algorithm with elite strategy. A case study based on a workshop of semi-combined marine crankshaft structural parts is conducted in Section 4. Section 5 presents the conclusions and future work.
Problem description
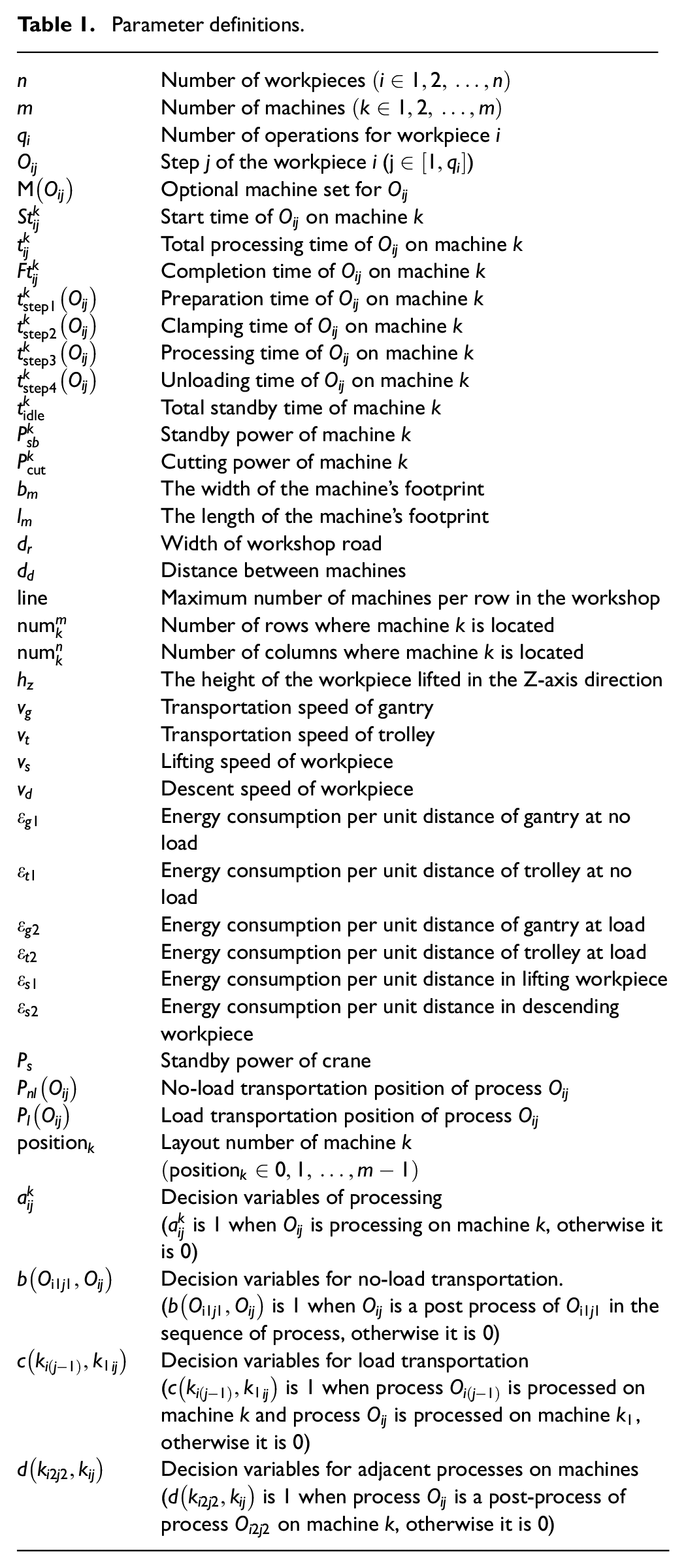
The parameters and definitions involved in this paper are shown in Table 1.
Parameter definitions.
The layout of workshop machines is multi-row, as shown in Figure 1. The number of workpieces to be processed is n and the number of machines is m. Each workpiece has
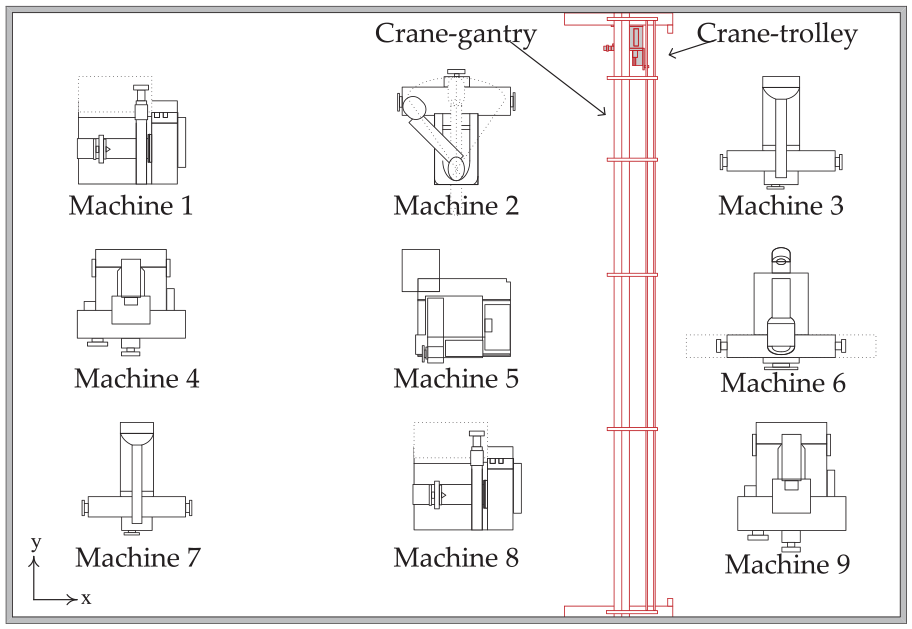
Workshop machine layout and transportation mode.
In order to facilitate the study of the problem, the following assumptions are made:
Each machine can process only one workpiece at a time.
Each workpiece can only be processed by one machine at the same time.
No interruption is allowed after the processing of each workpiece process starts.
There is no process sequence constraint between different workpieces, and there is process sequence constraint between the same workpiece.
The first process of each workpiece need not be transported by crane.
Crane can transport only one workpiece at a time.
After the crane has transported a workpiece, it will immediately carry out the next transportation task.
The three operating mechanisms of crane shall move one by one and cannot be operated at the same time.
The starting and ending positions of the workpiece transportation are unified as the center of the machine position.
The initial position of crane is at the processing machine of the first working procedure.
The workpiece buffer zone is infinite. After the machine processing is completed, the workpiece is placed in the transportation waiting zone beside the machine, waiting for the crane to transport without occupying the current machine resources.
If there is no machine conversion between the front and back working procedures of the workpiece, the crane will not transport the workpiece.
The machine occupies the same area and the distance between adjacent machines is the same.
Transportation distance and transportation time equation
The layout of the machines in the workshop is multi-row arrangement. From the assumed conditions, it can be seen that the occupied area of the machines is the same and the distances between the adjacent machines are the same. The layout diagram of the machines in the workshop is shown in Figure 2. The arrangement sequence of machine numbers indicates the layout mode of the workshop. For example, [7,2,1,3,6,9,4,8,5] obtains the layout of the machine as M7-M2-M1-M3-M6-M9-M4-M8-M5.
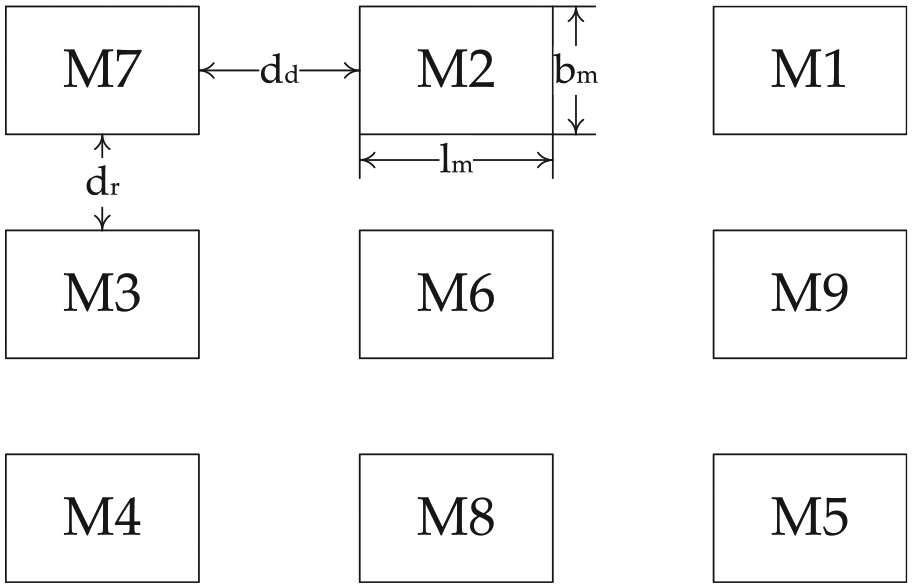
Machine layout diagram of workshop.
The number of rows for machine k is given by

Similarly, the number of columns for machine k is given by

The distance between machines

Similarly, the distance between machines

The object studied in this paper is the manufacturing workshop with a single crane as the transportation equipment. The transportation of workpieces between machines is divided into two parts: no-load transportation and load transportation.
As shown in Figure 3, the crane needs to complete the transportation of process


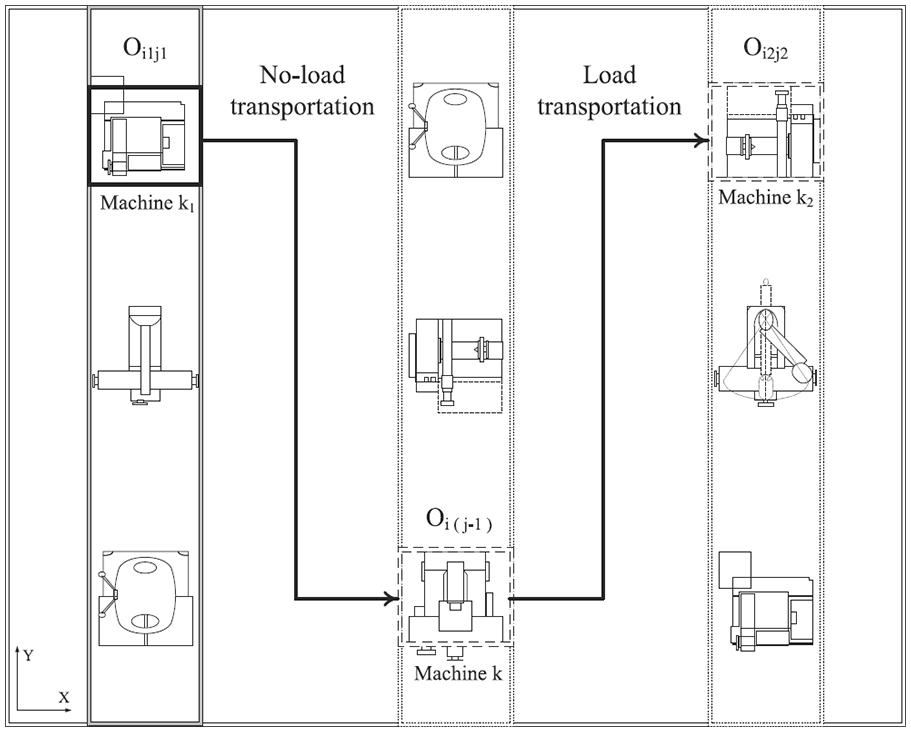
Schematic diagram of workpiece transported by crane.
The total no-load transportation time for

If process

After process

In order to ensure the transportation process safe and orderly, the starting time of load transportation shall ensure that the machine


The load transportation time of lifting and lowering workpieces in the vertical direction of the workshop is given by


Therefore, total load transportation time for

Total transportation waiting time for

Energy consumption equation of machine
Machine energy consumption can be divided into two parts: processing energy consumption and standby energy consumption. According to the actual manufacturing process, the processing time of the workpiece on the machine includes four parts: preparation time, workpiece clamping time, workpiece processing time and workpiece unloading time. The machine power-time curve is shown in Figure 4, the power state is divided into standby power and cutting power one.
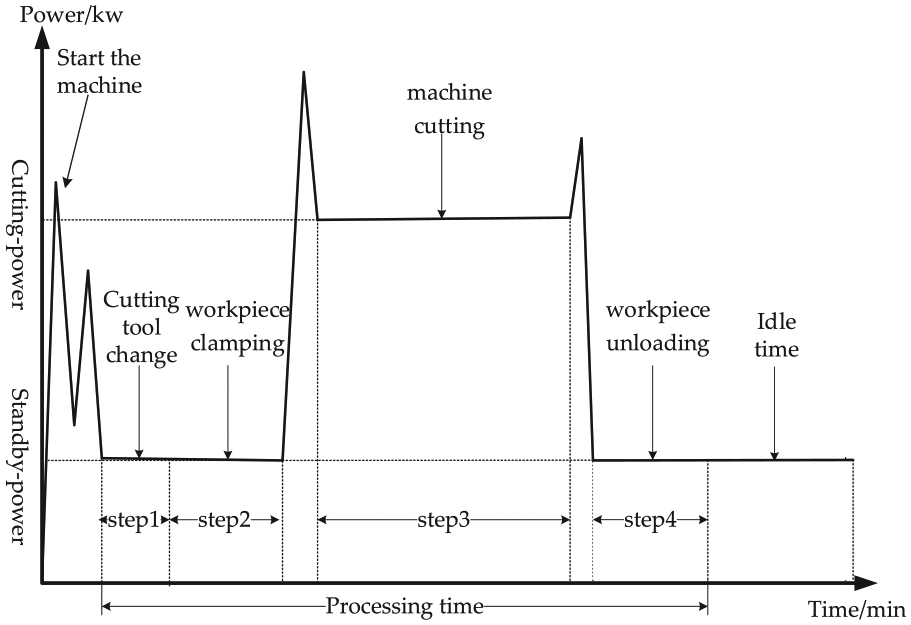
Machine power-time curve.
Energy consumption generated by machine preparation time is mainly generated by cutting tool replacement, and

The equation

Cutting energy consumption is the main energy consumption in the machining process,

The equation

Total standby energy consumption is given by

Thus, total energy consumption of machine can be represented as following

Energy consumption equation of crane
The crane, as special equipment in the manufacturing workshop, has the characteristics of large span, high lifting, large tonnage, high energy consumption, and so forth. Therefore, the energy consumption of cranes cannot be ignored in the manufacturing workshop. Different machine layout modes and process machine selection determine the diversification of the transportation path between the workpiece processes, and will definitely generate different energy consumption. The energy consumption of crane for transporting workpieces is mainly divided into self-energy consumption and waiting energy consumption. Self-energy consumption is mainly determined by self-energy efficiency and energy consumption per unit distance, while waiting energy consumption is mainly determined by transportation waiting time.
The energy efficiency status of the crane is obtained as shown in Table 2 by analyzing the energy efficiency of the whole life cycle of the crane. The weight of the energy efficiency of each mechanism can be determined by using the simplified knowledge of rough grade theory. The energy efficiency classification method is formed from the top to the bottom from the whole to the part. The calculation relationship between the total energy efficiency of crane and the energy efficiency of three mechanisms is given by

Energy efficiency analysis of crane.
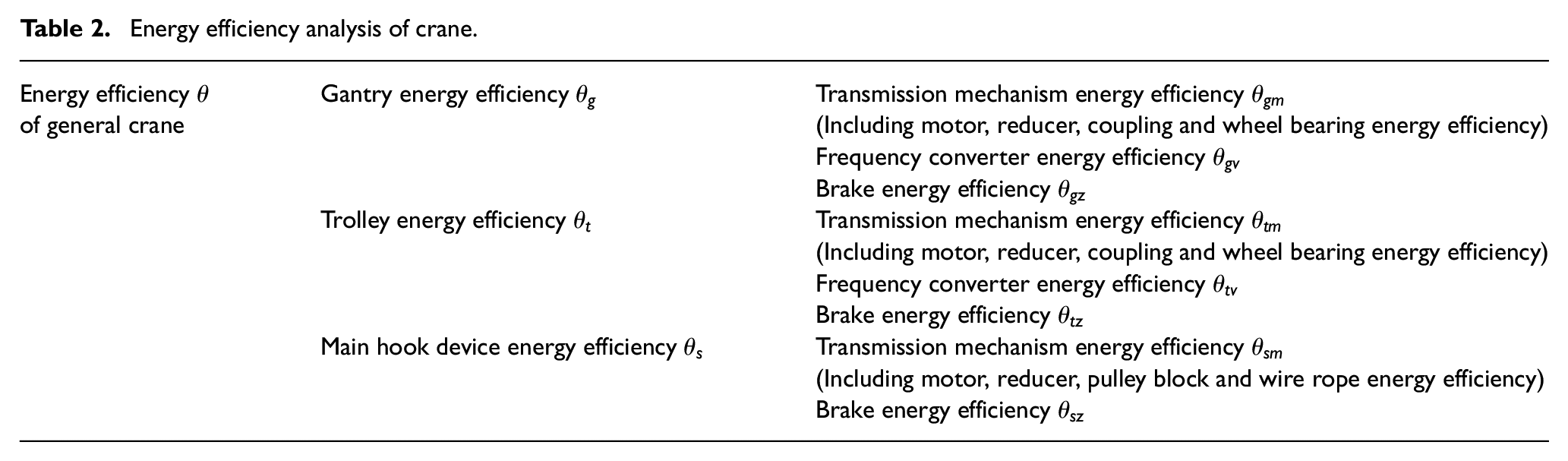
The energy efficiency calculation method of each mechanism is consistent with equation (22). For example, the gantry energy efficiency
According to the no-load transportation mode of the workpiece in Figure 3 and the unit distance energy consumption of no-load transportation for gantry and trolley. The calculation methods of gantry’s energy consumption, trolley’s energy consumption and waiting energy consumption of no-load transportation in process



Thus, the calculation method of total energy consumption of no-load transportation and total waiting energy consumption of no-load transportation can be expressed as follows



Similarly, according to the load transportation mode of the workpiece in Figure 3 and the unit distance energy consumption of load transportation for crane. The calculation methods of gantry’s energy consumption, trolley’s energy consumption and main hook device’s energy consumption is given by



The total energy consumption of load transportation for

and the waiting energy consumption of load transportation in process

Thus, the calculation method of total energy consumption of load transportation and total waiting energy consumption of load transportation can be represented as follows

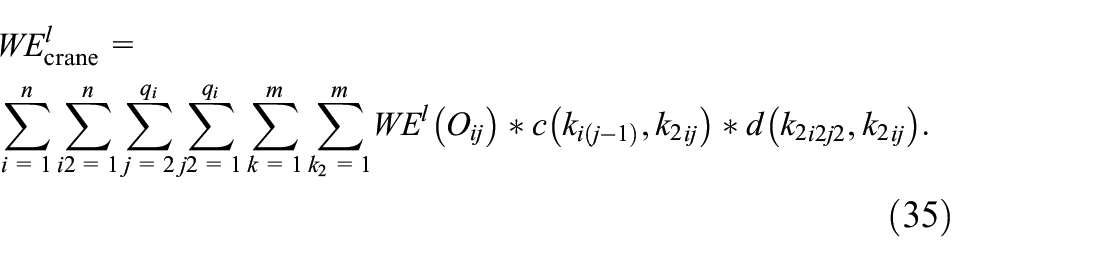
To sum up, total energy consumption of crane is given by

Optimization objective and constraints
Facing green manufacturing, equations (37) and (38) are two optimization objective functions, equations (39)∼(45) are constraints of a multi-resource constraint integrated scheduling mathematical model.
Maximum completion time of workpiece

Energy consumption of machines and crane

Constraint condition







Equation (39) represents the sequence constraint of the workpiece process,
Improved fast non-dominated sorting genetic algorithm with elite strategy
NSGA-II algorithm is a fast and elitist multi objective genetic algorithm proposed by Deb et al. (2002). It is widely used to solve multi-objective job shop scheduling problems because of its wide population distribution and fast convergence rate.
According to the requirements of the mathematical model of green scheduling with multi-resource constraints and multi-objective optimization. This paper improves the algorithm coding, decoding, crossover, mutation and other steps, and merges two heuristic selection strategies to traverse the new population obtained in each iteration. By solving the above-mentioned green scheduling mathematical model, a set of pareto solution sets meeting the production requirements are obtained. The algorithm flow chart is shown in Figure 5.

Flowchart of algorithm.
Population initialization
In order to ensure the diversity of the population, the initial population is constructed by randomly generating chromosomes. Chromosome coding is a prerequisite for the success of the algorithm. In present paper, a five-segment coding method is proposed. The coding integrates process sequencing, processing machine, no-load transportation machine, load transportation machine and workshop machine layout. Three kinds of resource information, including workshop layout mode, process’s machine selection and workpiece transportation path, are integrated into one chromosome to ensure that each chromosome is a feasible scheduling solution.
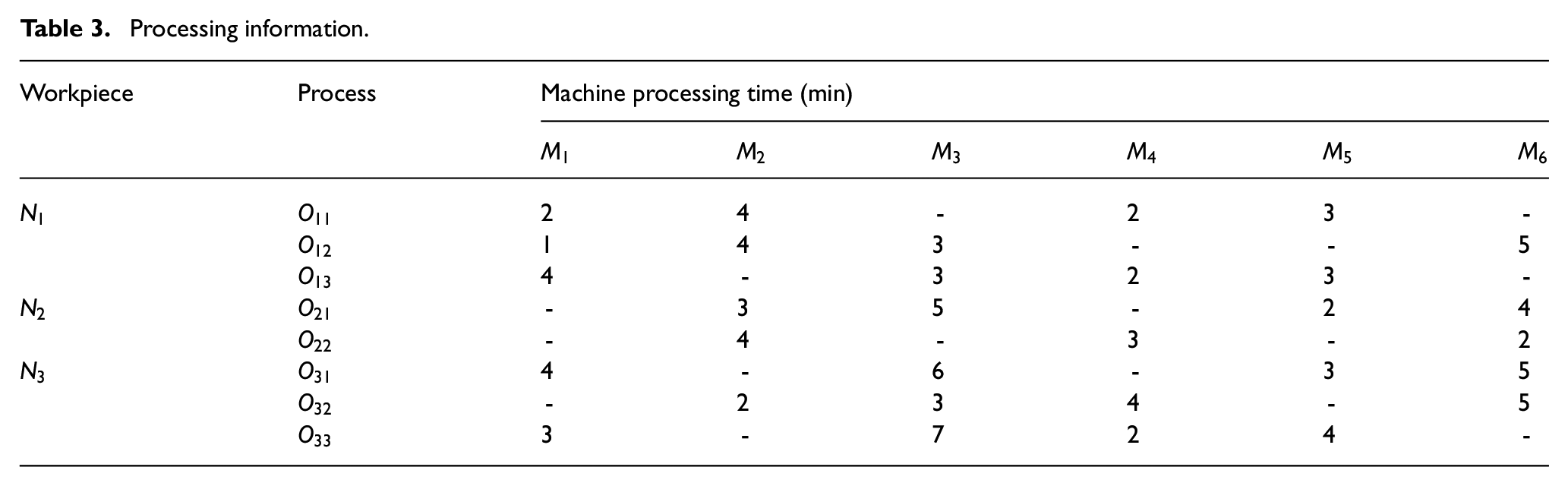
Taking information given in Table 3 as an example, three workpieces are processed on six machines to obtain the chromosome coding method shown in Figure 6. The first segment coding of the chromosome is process sequencing, and the sequence of occurrence of each digit indicates the process sequence of the workpiece. For example, the first occurrence of the digit 1 indicates the process
Processing information.
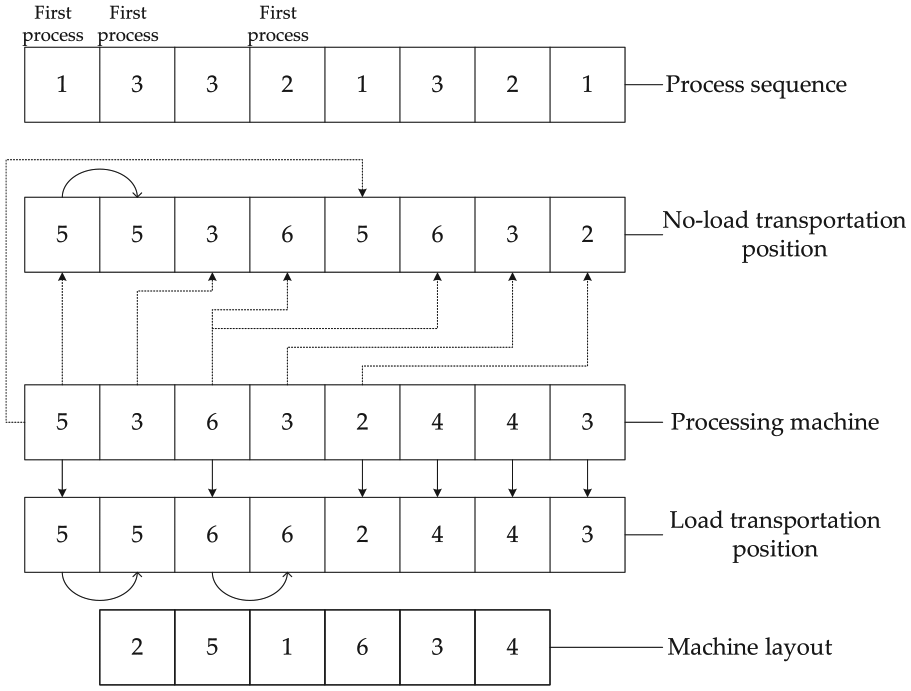
Chromosome coding.
After the process sequencing segment and the processing machine segment are formed, the three and four segment code forming processes is given by Figure 6. If it is known from the hypothetical conditions that the first process of the workpiece does not need to be transported, the position of no-load transportation of the process
The second place in the process sequencing is
The fourth place in the sequence of process is
The method effectively avoids the generation of infeasible solutions for subsequent operations such as crossover and mutation. This is so that the crossover and mutation operations are only performed on the process sequencing and processing machine segments of codes, and the no-load and load transportation position segment of codes of the offspring can be updated according to the first two segments of codes.
Chromosome coding can obtain a scheduling solution including processing machine selection, transportation path and machine layout. The processing sequence is
Crossover operation
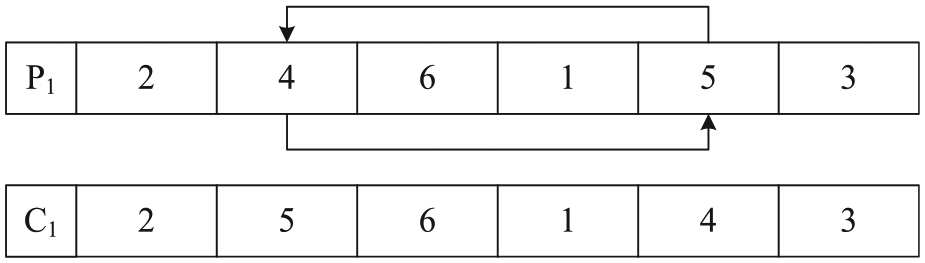
In this paper, IPOX crossover based on process sequencing and single-point crossover based on machine selection are used. Due to the constraints of workpiece processes, IPOX can ensure the chromosomes after crossover are still a set of scheduling feasible solutions. IPOX crossover is shown in Figure 7. The specific steps are as follows: all workpieces are randomly generated into two sets
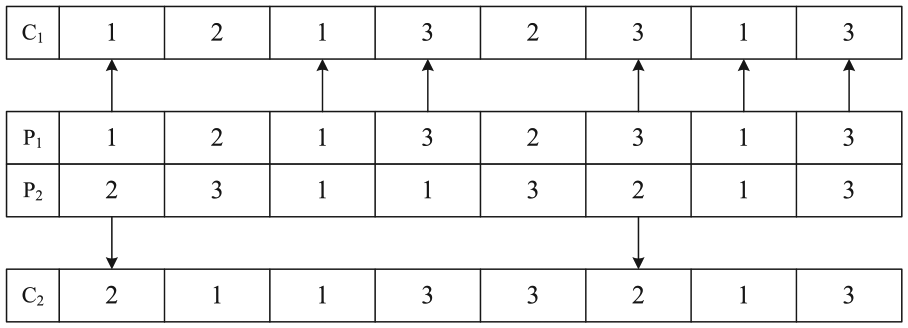
IPOX crossover.
Based on the single-point crossover of the machine, as shown in Figure 8, the specific steps are: randomly generating a crossover point, keeping the process sequence of the parent chromosomes
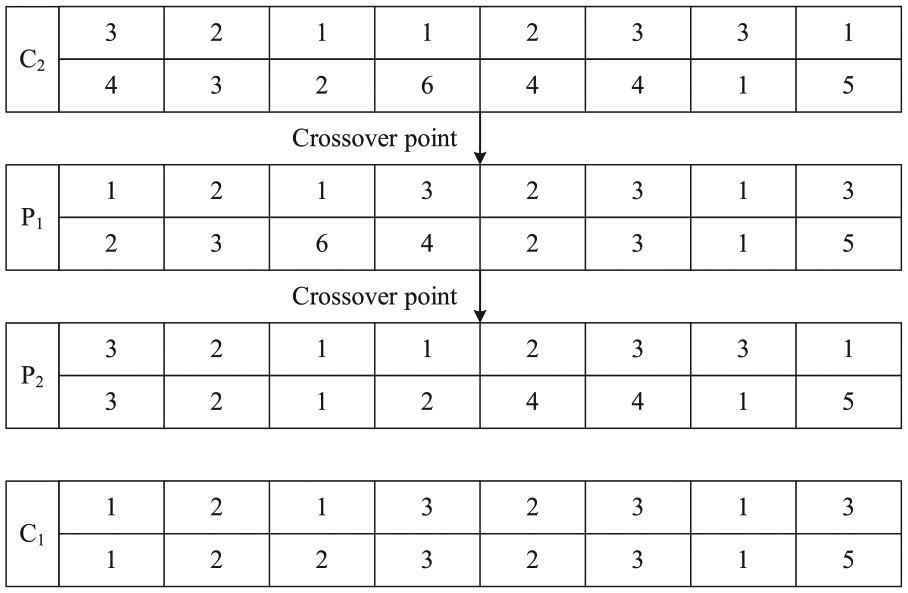
Single-point crossover.
Mutation operation
Insertion mutation based on process sequencing, mutation based on processing machine and mutation based on machine layout are used in this paper. As shown in Figure 9, insertion mutation brings forward one of the processes of the processing sequence in the parent chromosome, and randomly inserts another position in the chromosome on the premise of ensuring the workpiece’s process constraint. Because each process has a processing machine set, mutation based on processing machine selects a position randomly in the parent chromosome, and the machine with the shortest processing time is selected in the machine set for exchange. Mutation operation based on machine layout is shown in Figure 10, two machine locations are randomly selected in the coding segment of the parent chromosome for exchange.
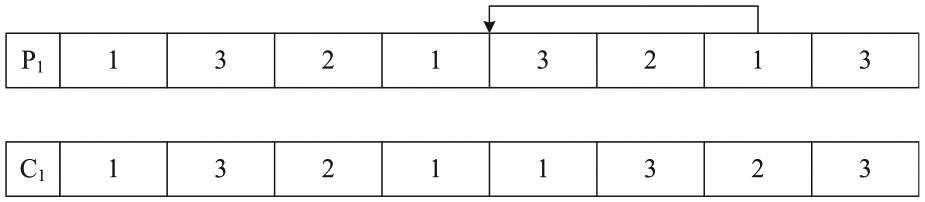
Insertion mutation operation.
Mutation operation based on machine layout.
Heuristic optimization strategy
Strategy 1
Strategy 1 aims to optimize the machine energy consumption and load transportation path of each process on the premise of the optimal scheduling scheme. The process has a set of processing machines to choose from, and different processing machines produce different processing energy consumption. At the same time, the different processing machines of adjacent processes will also lead to different load transportation paths. If the distance between adjacent processes is too far, it will lead to excessive unnecessary energy consumption waste and long transportation time, affecting the entire manufacturing process. The steps of heuristic optimization strategy 1 are as follows:
Step 1: Assuming that the process
Step 2: If the machine set

Step 3: If there is a machine

Step 4: Repeat steps 1–3 for each process, and traverse all the processes of the chromosome.
Strategy 2
On the premise of satisfying the optimal scheduling scheme, strategy 2 optimizes the waiting time of load transportation to improve the equipment utilization efficiency, balances the load of each machine, reduces the total time of transportation process, optimizes the whole process flow, and reduces the completion time of workpieces. This has a positive effect on economy and resource efficiency. The specific steps are as follows:
Step 1: Judge whether there is a load transport waiting time for processing in that step
Step 2: Judge whether that idle machine set
Step 3: If there is a machine set

Step 4: If

Step 5: Repeat that steps 1–4 for each process, and traverse all the processes of the chromosome.
Case study
Process parameters
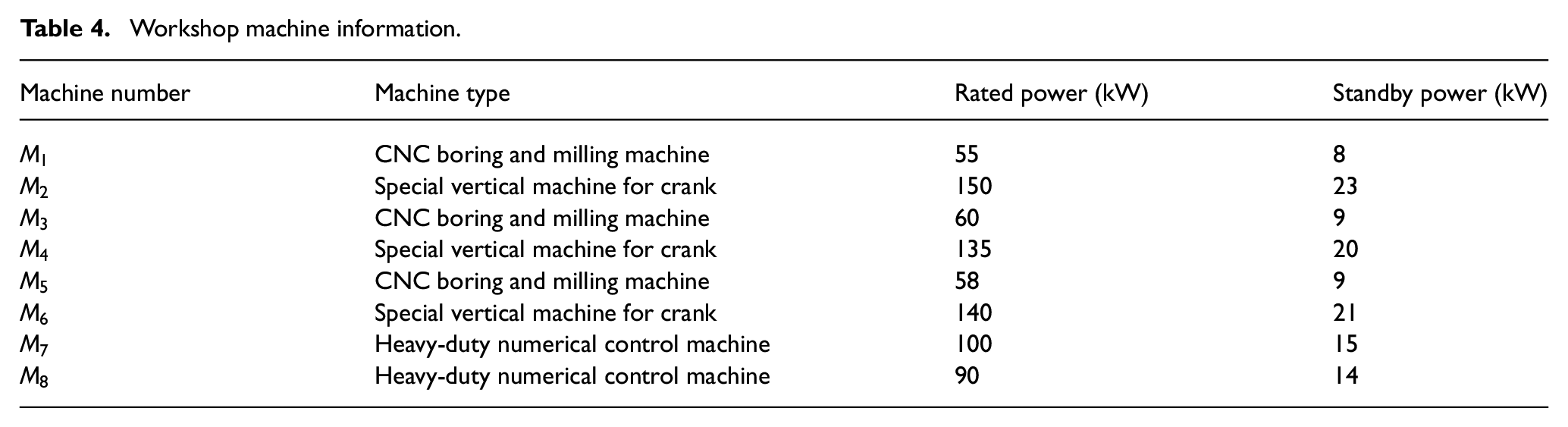
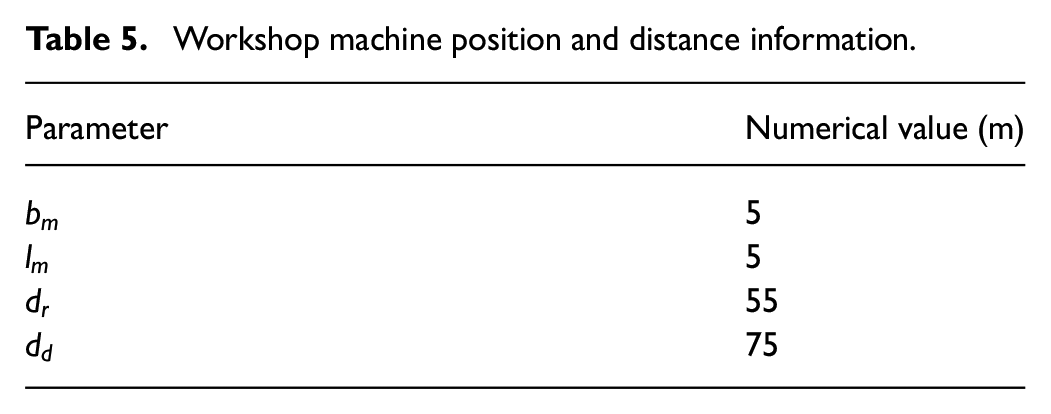
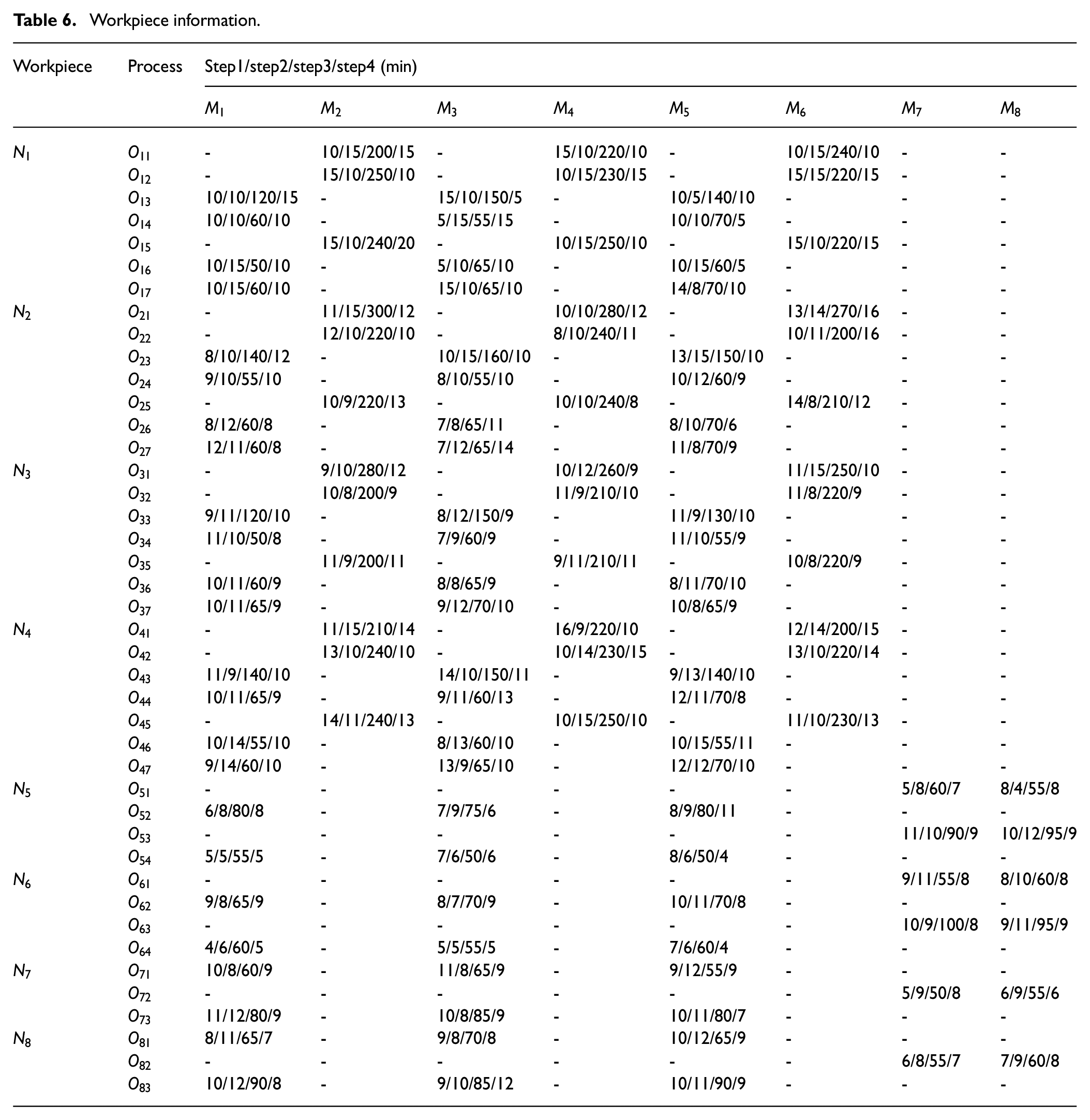
In order to verify the effectiveness of the integrated scheduling model proposed in this paper, a workshop of structural components of a marine crankshaft company in Shanghai is used as case study. The workshop is mainly responsible for the production and processing of semi-combined marine crankshaft structural parts, and the single-bridge crane is used to complete the process of transportation among various processes. These processes belong to the discrete manufacturing mode of multi-variety, small batch and customer-oriented. In this paper, the machining tasks of crank, journal and free end of G45 and G50 crankshaft on eight machines are selected, and the information of each machine in the workshop is shown in Table 4. The machine layout is arranged in rows with an upper limit of 4 sets per row. Table 5 gives the distance information of the machine position in the workshop. Table 6 shows the process composition, process type, processing machine and processing time.
Workshop machine information.
Workshop machine position and distance information.
Workpiece information.
The crane used as case study is QD 50/10 T. The specific information is as follows: the energy efficiency of the gantry, the trolley and the lifting mechanism are 0.845, 0.881 and 0.897, respectively. The weights determined by rough theory are 0.318, 0.407 and 0.275, respectively. The energy consumption per unit distance (m) of no-load transportation is 3.18kW·h and 2.09kW·h for gantry and trolley. The energy consumption per unit distance (m) of load transportation is 4.39kW·h for gantry, 3.16kW·h for trolley, and 48.23kW·h for lifting mechanism. The standby power of the crane is 12.5 kW. The rated uniform speed of the gantry and trolley is 20 m/min and 15 m/min, respectively. The uniform speed of lifting and releasing of lifting mechanism is 2m/min. The uniform lifting height of workpiece transportation in the workshop shall be specified as 10 m.
Optimization result
The above process parameters are brought into the improved fast non-dominated sorting genetic algorithm. The population number is 200, iteration number is 200, two crossover operation probability is 45%, and three mutation operation probability is 2%. The pareto solution set is shown in Figure 11. The number of scheduling schemes meeting the requirements in the pareto solution set is 19. The specific optimization objective function values are shown in Table 7.
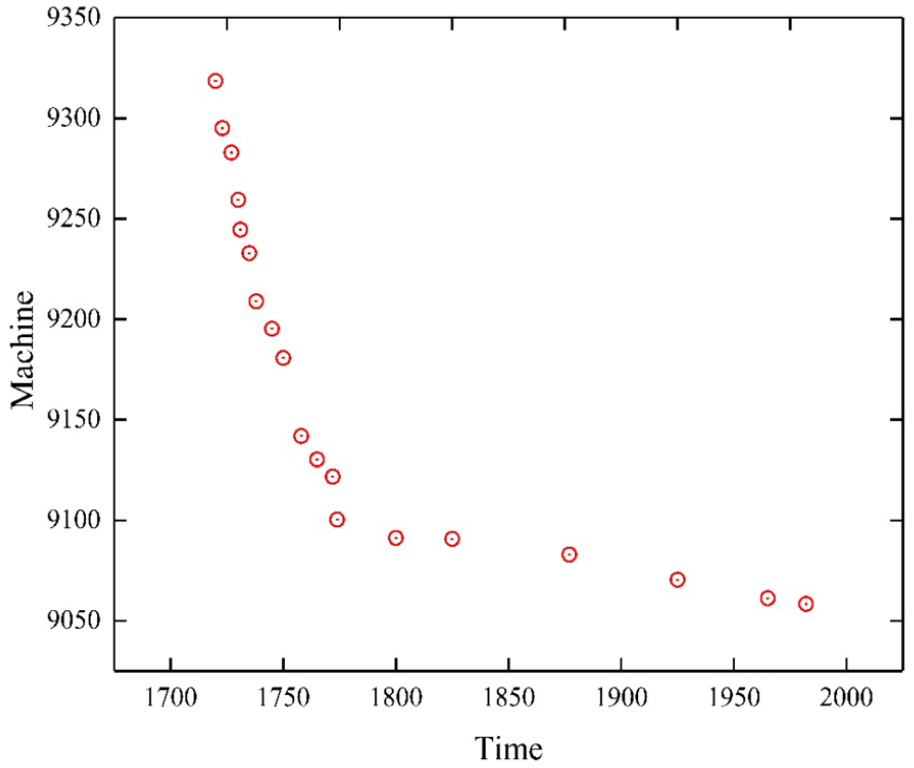
Pareto solution set of integrated scheduling mathematical model.
Pareto solution set.
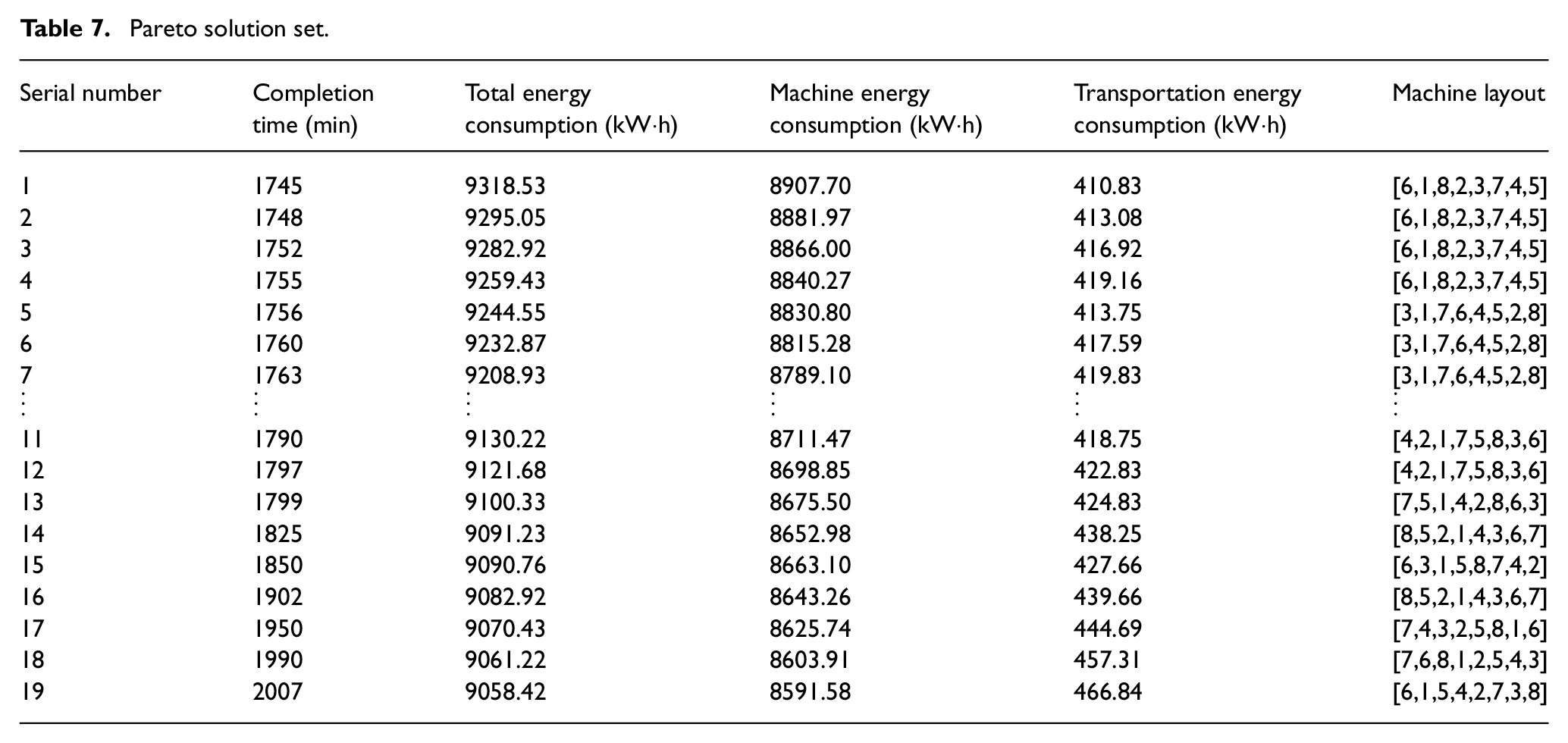
As can be seen from Table 7, integrated green scheduling mathematical model provides a series of optional manufacturing schemes for the batch of workpieces. Since the transportation distance between the processes determines the transportation energy consumption and the transportation time of the scheduling scheme, a good machine layout scheme can obtain a shorter transportation time and affect the completion time of the batch of workpieces at the same time.
Under the machine layout [6,1,8,2,3,7,4,5], the completion time and transportation energy consumption of the scheduling scheme 1 are the minimum, which are 1745 min and 410.83kW·h, respectively. Compared with the scheduling scheme 19 under the machine layout [6,1,5,4,2,7,3,8], the completion time and transportation energy consumption of the scheduling scheme 1 are reduced by 13% and 12%, respectively. It is proved that the scheduling scheme 1 can obtain smaller processing time and transportation energy consumption under the machine layout [6,1,8,2,3,7,4,5]. At the same time, the energy consumption of the machine with scheduling scheme 1 is 8907.70kW·h, which is 316.12kW·h higher than that of the machine with scheduling scheme 19. It is proved that the scheduling scheme of the machine with serial number 19 can obtain smaller processing energy consumption.
The complex relationship among machine layout, transportation strategy and operation scheduling cannot achieve the optimal selection at the same time, and the manufacturing scheme selection should be carried out according to the actual situation of the workshop. The Gantt chart of the scheduling scheme 1 is shown in Figure 12. In the figure, gray represents no-load transportation time, dotted line represents crane waiting time, black represents load transportation time and white represents workpiece processing time. The numbers represent workpiece processes. For example, 1-1 represents process 1 of workpiece 1.
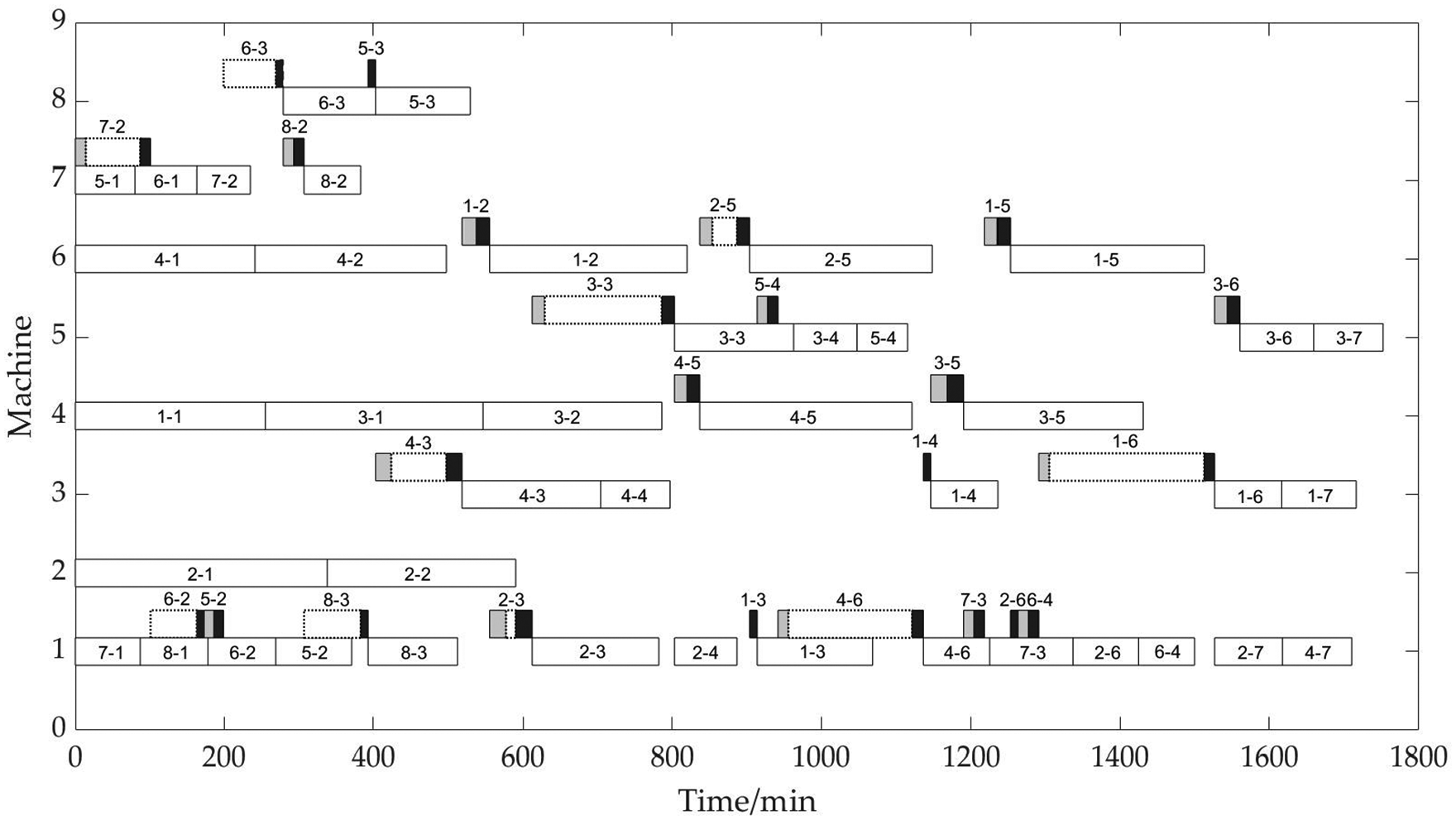
Gantt chart of scheme 1.
Contrast verification
Scheduling optimization without considering transportation
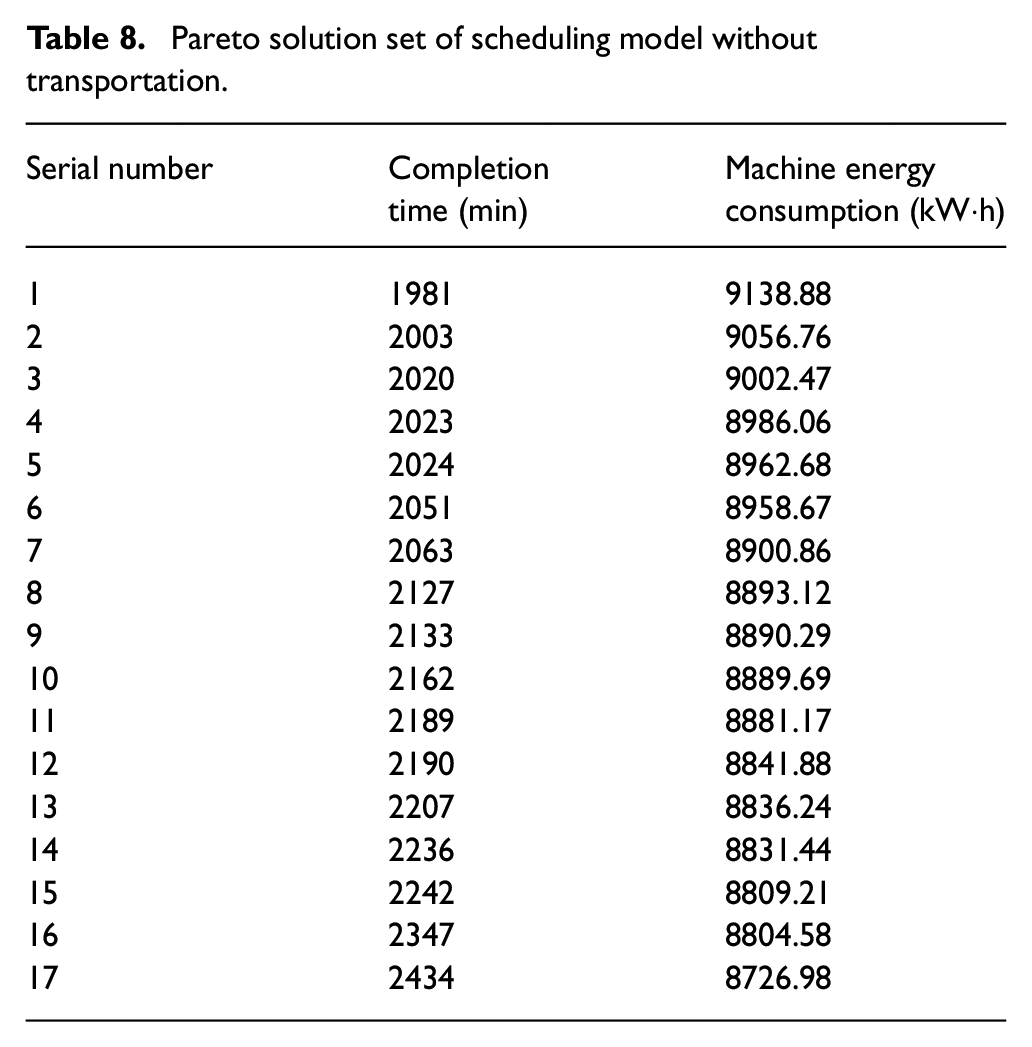
In order to reduce the difficulty of solving the problem, the transportation time is not considered or set to a fixed value, which separates the influence of the transportation time on the total completion time. This method is not in line with the actual manufacturing situation, and the obtained scheduling scheme cannot play a completely effective role in guiding the workshop manufacturing. At present, that process parameters in Table 6 are optimize and solved without considering the transportation, and the machine layout adopts the cluster layout mode [2,4,6,8,1,3,5,7]. The pareto solution set is shown in Table 8, and the Gantt chart of the scheduling scheme with the minimum completion time is shown in Figure 13.
Pareto solution set of scheduling model without transportation.
Gantt chart of scheduling scheme without consideration of transportation time.
According to the scheduling scheme of Figure 13, a scheduling Gantt chart including transportation is given in Figure 14. The total completion time is increased to 2376min, which is 36% higher than 1745min. At the same time, the scheduling scheme 17 with the minimum machine energy consumption in Table 8 is also increased by 135.4kW·h compared with the scheduling scheme 19 with the minimum machine energy consumption in Table 7. It is proved that the scheduling of integrated transportation mode is more suitable for the actual workshop manufacturing situation, and can achieve better completion time and machine energy consumption.
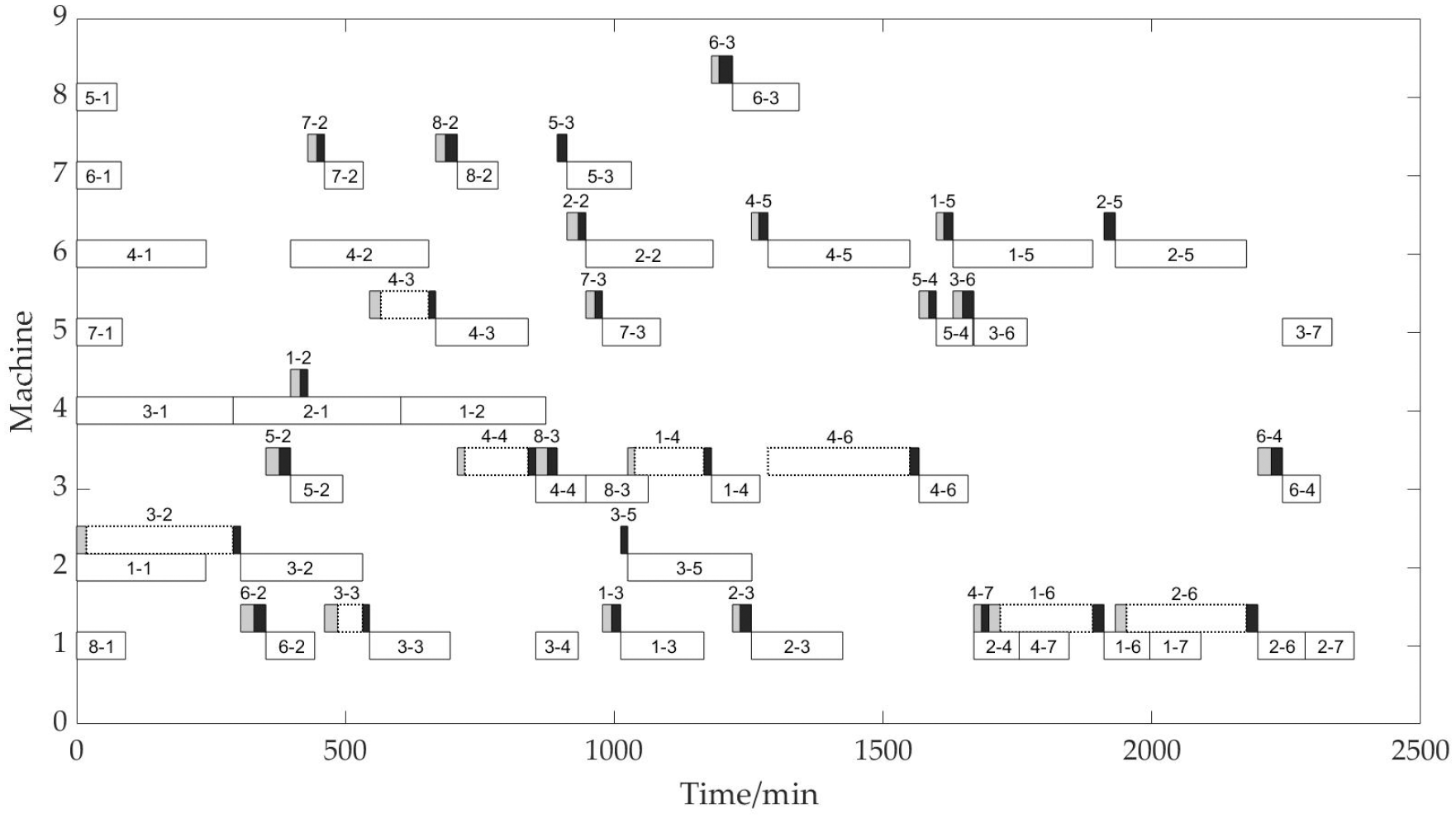
Gantt chart including crane transportation.
Scheduling optimization in cluster layout
Figure 15 presents a typical cluster layout. In order to put the same processing equipment together, the layout scheme M2→M4→M6→M8→M1→M3→M5→M7 is adopted to obtain the pareto solution set as shown in Table 9, and the target value change curves of the integrated optimization and cluster layout optimization are shown in Figure 18.
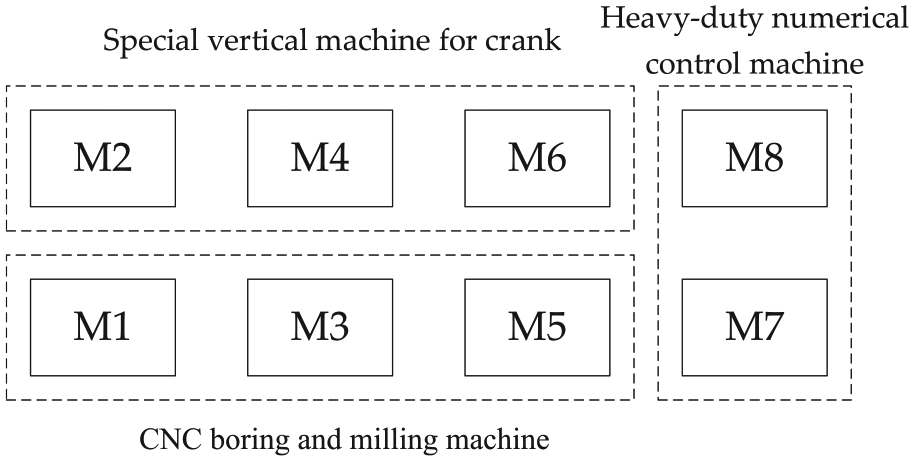
Diagram of cluster machine layout.
Pareto solution set for cluster layout.
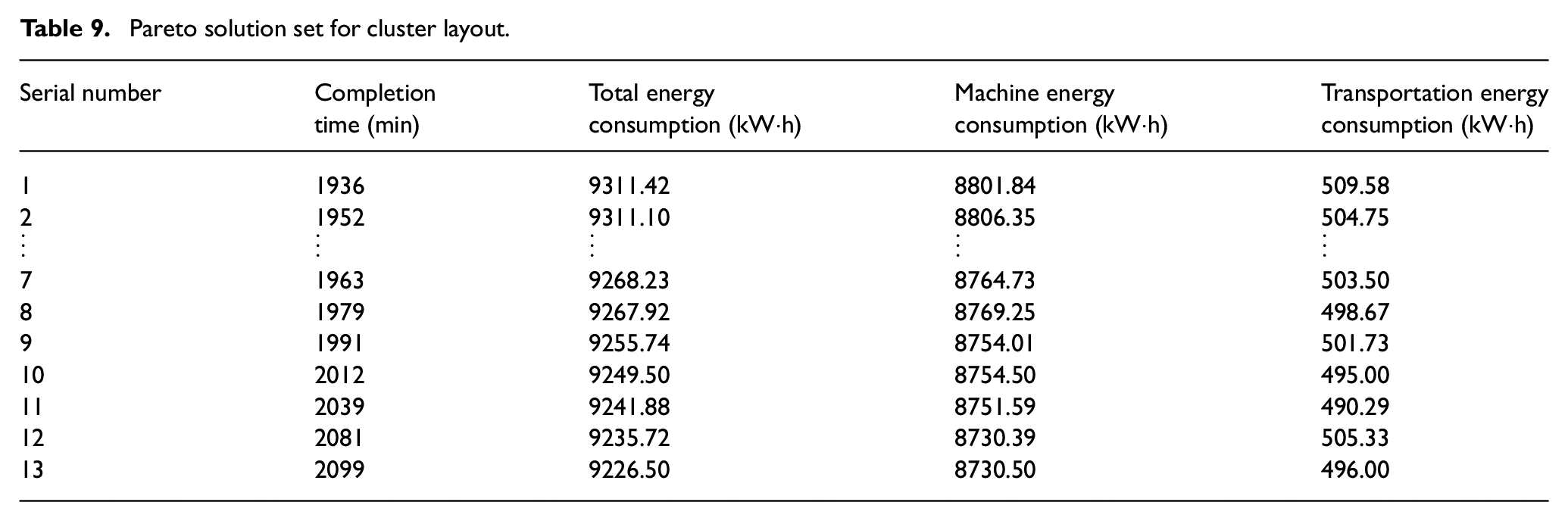
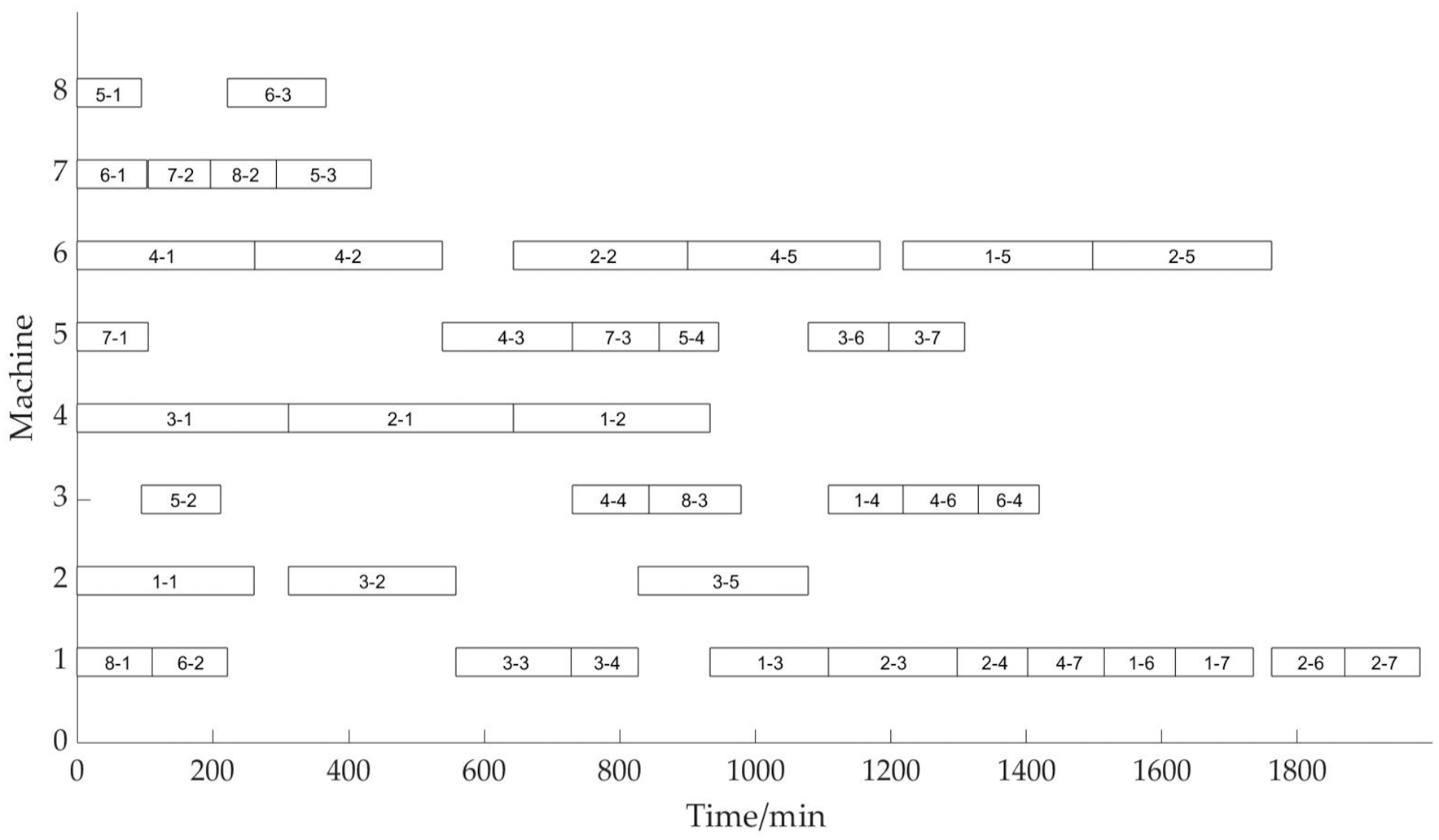
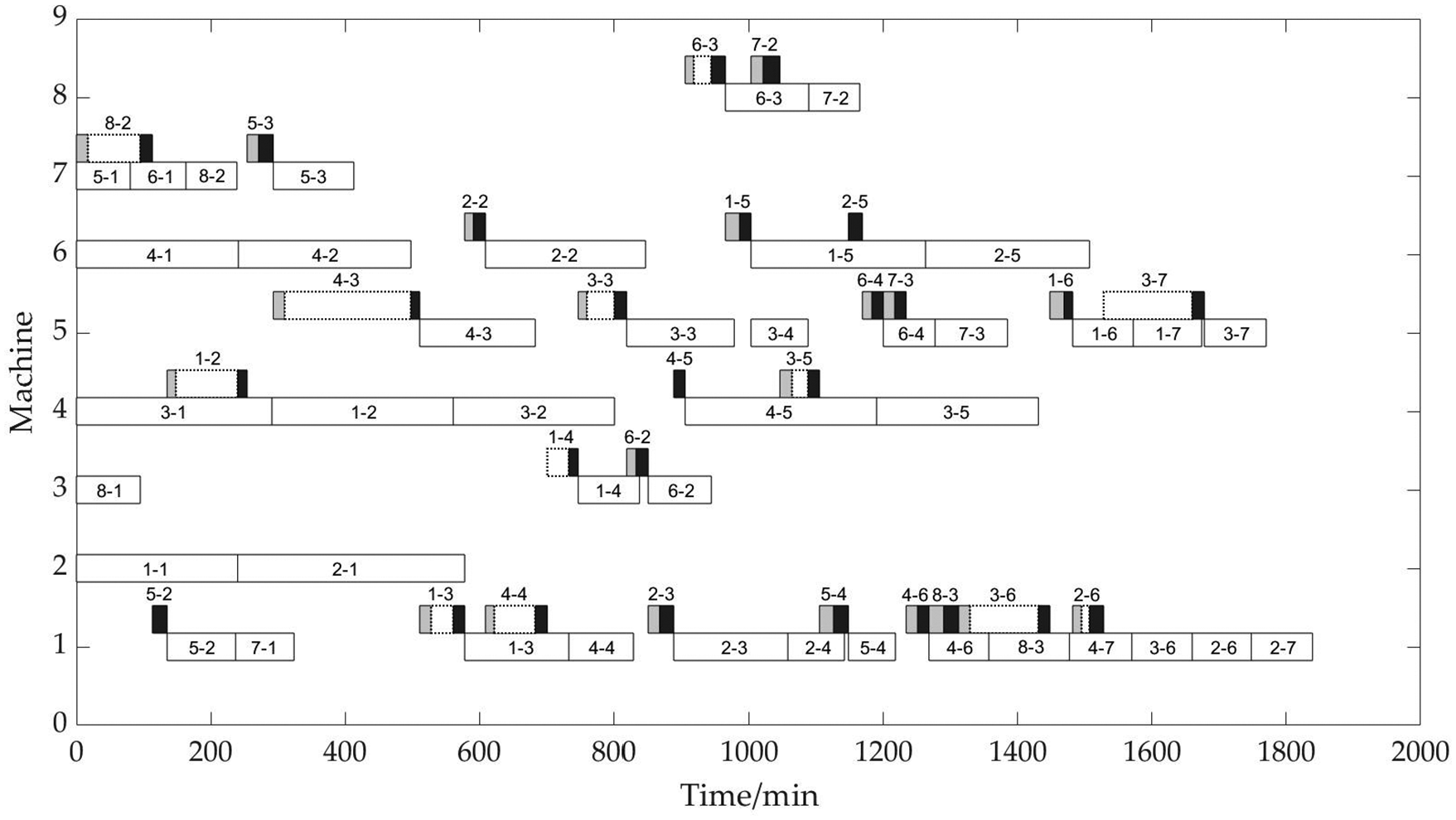
The Gantt chart of scheduling scheme 1 is shown in Figure 16. From the results given in Table 9, it can be seen that the minimum completion time of scheduling scheme 1 is 1936 min, which is 10% higher than the minimum completion time of 1745 min of the integrated scheduling scheme. The minimum total energy consumption of scheduling scheme number 13 is 9226.5kW·h, which is 168.08kW·h higher than the minimum total energy consumption of the integrated scheduling scheme being 9058.42kW·h. The validity of the integrated green scheduling model has been proved.
Gantt chart of scheme 1 for cluster optimization.
Gantt chart of scheme 1 in separate optimization.
Separate optimization of workshop layout and scheduling
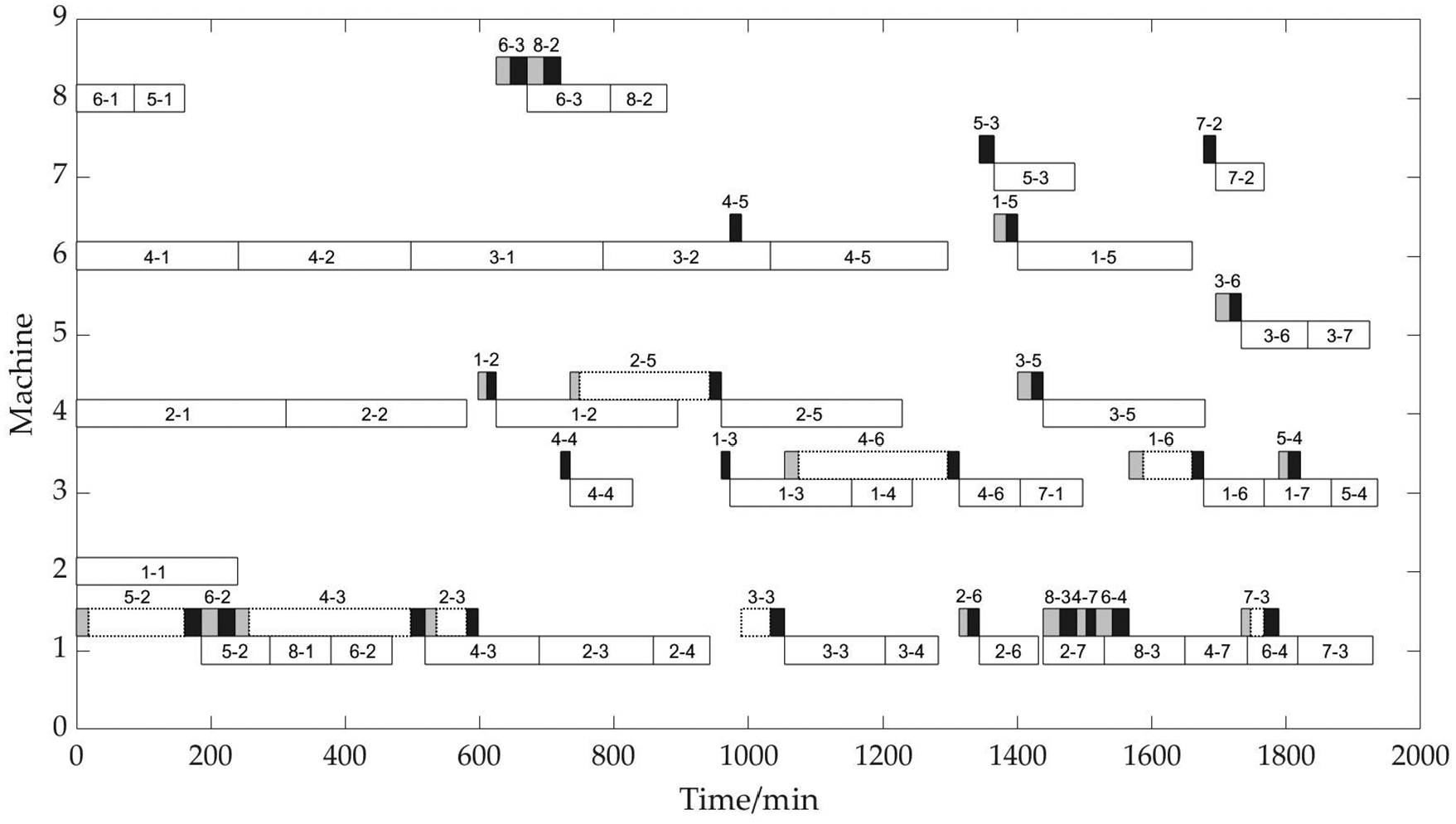
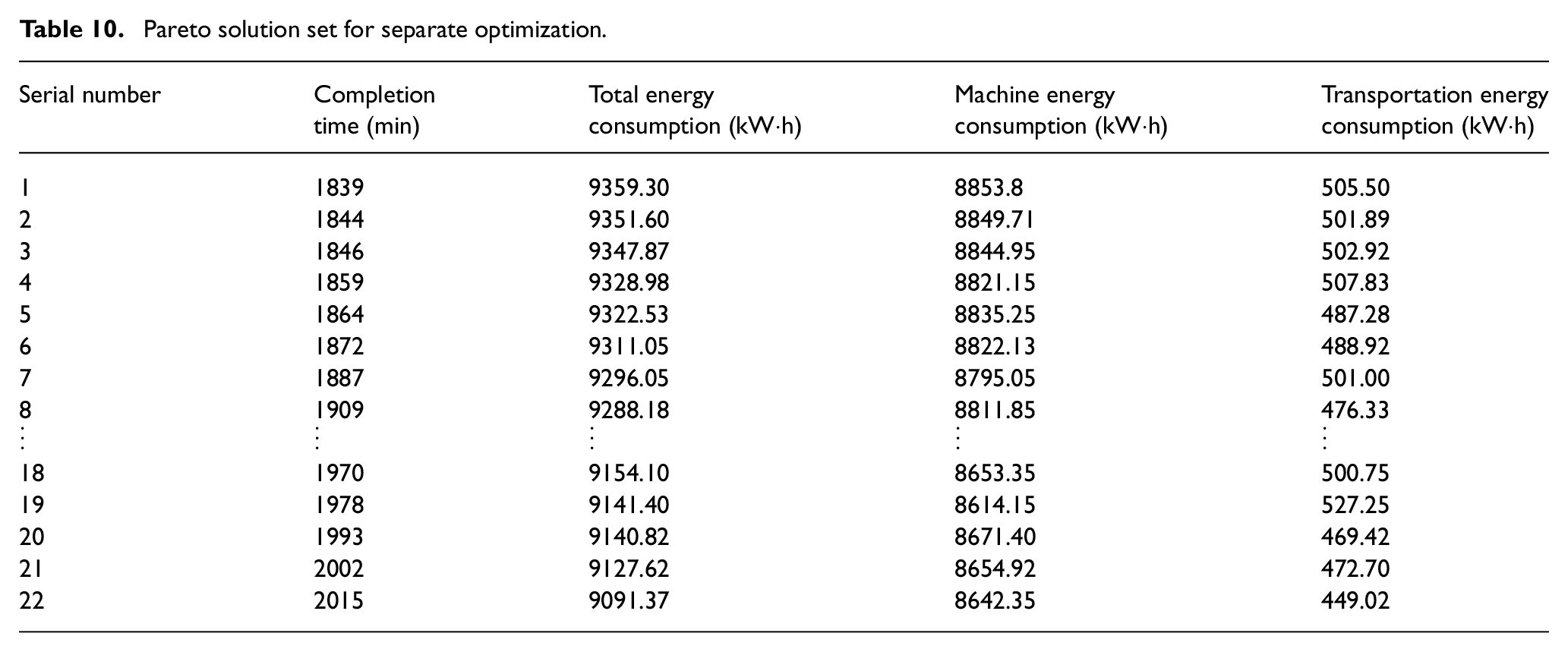
When workshop machines are laid out in accordance with the manufacturing process, the machine with the least processing energy consumption is preferentially selected for processing, and the optimized workshop machine layout is [4,5,7,2,1,6,3,8]. On the basis of the optimized workshop machine layout, the scheduling optimization including transportation time is performed for the workpieces in Table 6. The pareto solution set is shown in Table 10, Figure 18 shows the target value curves for the separate optimization and integrated optimization. At the same time, select the minimum completion time scheduling scheme 1 to draw the Gantt chart, as shown in Figure 14.
Pareto solution set for separate optimization.
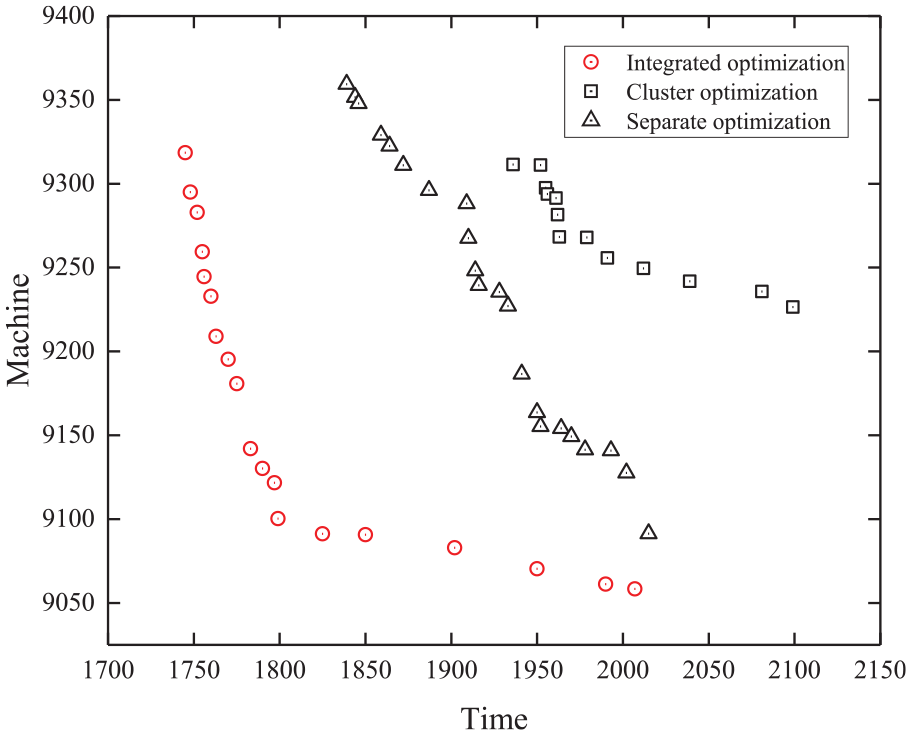
Change curve of target value in pareto solution set.
As can be seen from Table 10, the scheduling scheme with the minimum completion time in the separate optimization is 1839 min, which is 94 min higher than that of the integrated optimization with the minimum completion time of 1745 min. The number 22 of the scheduling scheme with the minimum total energy consumption in the separate optimization is 9091.37kW·h, which is 32.95kW·h higher than the minimum total energy consumption in the integrated optimization. At the same time, the completion time of scheme 15 in the integrated optimization is 1850 min, which is close to that of scheduling scheme 2 in Table 10. But the total energy consumption is reduced by 260.84kW·h, which proves the superiority of the integrated scheduling model in energy consumption and completion time.
Conclusion
In order to respond to the requirements of green manufacturing in the shipbuilding industry, this paper takes the semi-combined marine crankshaft structural components manufacturing workshop as the object, and studies the green scheduling method of this type of workshop. The traditional FJSP and the MRWLP are optimized separately. In order to improve the ability of enterprises to face market changes, this paper establishes a mathematical model integrating workshop layout and scheduling, and considers crane transportation time and energy consumption in the scheduling process. It provides a reference for the heavy industry manufacturing workshop with crane as transportation equipment to realize green manufacturing.
According to the developed mathematical model, a five-segment coding including workshop layout information, processing information and transportation information is proposed. Considering the transportation mode of the bridge crane, two heuristic optimization strategies are incorporated into NSGA-II algorithm to optimize the iteration result twice. Taking as an example, the model and algorithm proposed in this paper are applied to solve the scheduling problem. The optimization results of the integrated scheduling mathematical model considering transportation are compared with three common scheduling mathematical models. The effectiveness of the integrated dispatching mathematical model proposed in this paper is verified.
In future research, it is necessary to further expand the algorithm to solve this kind of integrated scheduling mathematical model, and to discover intelligent algorithms with higher solution efficiency and better optimization results. At the same time, the Pareto solution set generated by the optimization algorithm can be selected more carefully according to the preference of decision makers and actual production conditions. In addition, this paper is mainly based on the ideal state that the workshop equipment is free from faults and the process flow is free from emergencies. Further research will be carried out on the influence of random disturbance on the whole manufacturing process.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.