
Abstract
93W–4.6Ni–2.1Fe–0.3Co alloys reinforced by ZrC particles were prepared by the two-step sintering method in this article. The conventional sintering process conducted at a temperature of 1485 °C resulted in the formation of microvoids between the larger dispersed particles and the matrix, thereby leading to a degradation in the tensile property (959 MPa/11.5%). Through controlling the sintering temperature at 1440 °C, a dispersion-strengthened tungsten heavy alloys (WHAs) with excellent comprehensive tensile properties (974 MPa/27.0%) was obtained, mainly attributed to the synergistic effect of homogeneous dispersion strengthening and grain boundary purification. Under high compressive strain rates, dispersion-strengthened WHA demonstrates a superior yield strength compared to WHA, suggesting that dispersion-strengthened WHAs have potential applications in the armour-piercing field.
Introduction
Tungsten heavy alloys (WHAs) consist primarily of tungsten (90–97 wt-%) as the major phase, along with a few low melting point transition metal additives such as Ni, Fe, Cu, Co, and Mn.1–3 Ni acts as an activating element to reduce the sintering temperature of W phase and prevent grain growth, however, it tends to form WNi4. The addition of Fe or Cu can adjust the solubility of tungsten in nickel and prevent the formation of WNi4 to enhance the strength and plasticity of WHAs.4,5 The addition of Co can enhance the wettability of the tungsten phase and the γ-(Ni, Fe, W) phase, facilitating the preferential dissolution of tungsten particles with sharp angles during sintering, leading to the spheroidisation of W particle. 6 Among these elements, the W phase forms a brittle body-centred cubic structure phase while the γ-(Ni, Fe, W) phase exhibits a ductile face-centred cubic (FCC) structure. Therefore, WHAs possess an excellent combination of comprehensive characteristics including high density, high strength and plasticity, high impact toughness and penetration ability as well as high-temperature oxidation resistance and strong radiation absorption capability. 7 Consequently, WHAs are used as radiation shielding materials in the nuclear industry and medical equipment, gyroscope materials in navigation instruments, and kinetic energy penetrators. 8 At present, WHAs prepared by the traditional liquid phase sintering process have larger W grains (20–50 μm), which leads to a stable performance, but limits the further improvement of performance. 9 In order to enhance the mechanical properties of the basic alloy and to meet the need for post-processing techniques, many technologies are carried out such as spark plasma sintering (SPS), 10 microwave sintering, 11 and laser melting deposition.12,13 However, the comprehensive mechanical properties of WHAs were not significantly improved.
The carbide (ZrC, TiC, etc.) or oxide (Y2O3, La2O3, etc.) particles with high melting points and high hardness dispersed in the matrix can form a semi-coherent or coherent interface structure with the W phase, thereby pinning dislocations and hindering their motion. 14 Moreover, the presence of particles at the W/γ phase interfacial position can enhance the strength of interfacial binding.15,16 For example, the nano-sized Y2O3 or ZrC particles in W–0.2Zr–1.0Y2O3 and W–0.5ZrC alloys prepared by the SPS method not only retards the growth of W grains by pinning grain boundaries, but also generates ZrO x or Zr–C–O species, which purify the grain boundaries by absorbing the O impurity. 17 Recent studies have shown that the addition of ZrB2 to 93W–4.9Ni–2.1Fe alloys results in the uniform distribution of ZrO2 at the W–matrix interface, and 93W–0.75ZrB2 exhibits an ultimate tensile strength (UTS) of 963 MPa and a total elongation (TE) of 18.4%. 18 The research group from Central South University conducted uniaxial dynamic compression tests on 93W–Ni–Fe–Y2O3 alloy bars with a W grain size of 3–5 μm, and discovered that the alloy exhibited unique dynamic behaviour and strong ability to form the adiabatic shear bands. 19 In addition, some studies have shown that the work hardening behaviours of WHAs are correlated with slip lines and dislocation behaviour of the alloy.20,21 The dispersion particles can inhibit the dislocation slip, which can affect the hardening behaviour of the alloy. Therefore, it is necessary to systematically study the structure and properties of particle-strengthened WHAs.
Previous studies have demonstrated the feasibility of enhancing the mechanical properties of tungsten alloys through the addition of ZrC into the tungsten matrix. 22 The growth of dispersion particles is influenced by the grain boundary migration, with temperature serving as a crucial factor. The particle-strengthened WHAs are composed of the W phase, γ phase, dispersion phase, and γ phase exhibit a relatively low melting point (∼1435 °C). Therefore, minor variations in sintering temperature close to the melting point of γ phase may have a significant impact on the properties of dispersion-strengthened WHAs. Consequently, this study aims to optimise the ZrC content and sintering temperature for fabricating 93W–4.6Ni–2.1Fe–0.3Co–xZrC alloy while thoroughly investigating its impact on microstructure and mechanical characteristics.
Experimental details
Material preparation
W powders with a grain size of 1.67 μm, Ni powders with a grain size of 2.55 μm, Fe powders with a grain size of 6.62 μm, Co powders with a grain size of 1.33 μm and nano-sized ZrC powders (average particle size of 50 nm, purity >99%) were selected as shown in Table 1. The mixed powders were milled for 8 h in a mixer at an argon atmosphere, and the ball-to-powder weight ratio was 1 : 4 with a low rotation rate of 180 revolutions per minute (rpm). Stainless steel containers and tungsten carbide balls were used in the mixer. Subsequently, the obtained 93W–4.6Ni–2.1Fe–0.3Co–xZrC (93W–xZrC) mixed powders were compressed into cylindrical compacts by a cold isostatic pressing process with dimensions of Φ20 × 200 mm3 at 180 MPa pressure. These compacts were pre-sintered at 1300 °C for 150 min in a pusher furnace followed by the liquid-state sintering at a higher temperature (1430 °C –1485 °C) for 45 min. Then these sintered specimens were isochronally annealed at 1200 °C for 2 h in a vacuum. 23 The sintering schedule is shown in Figure 1.
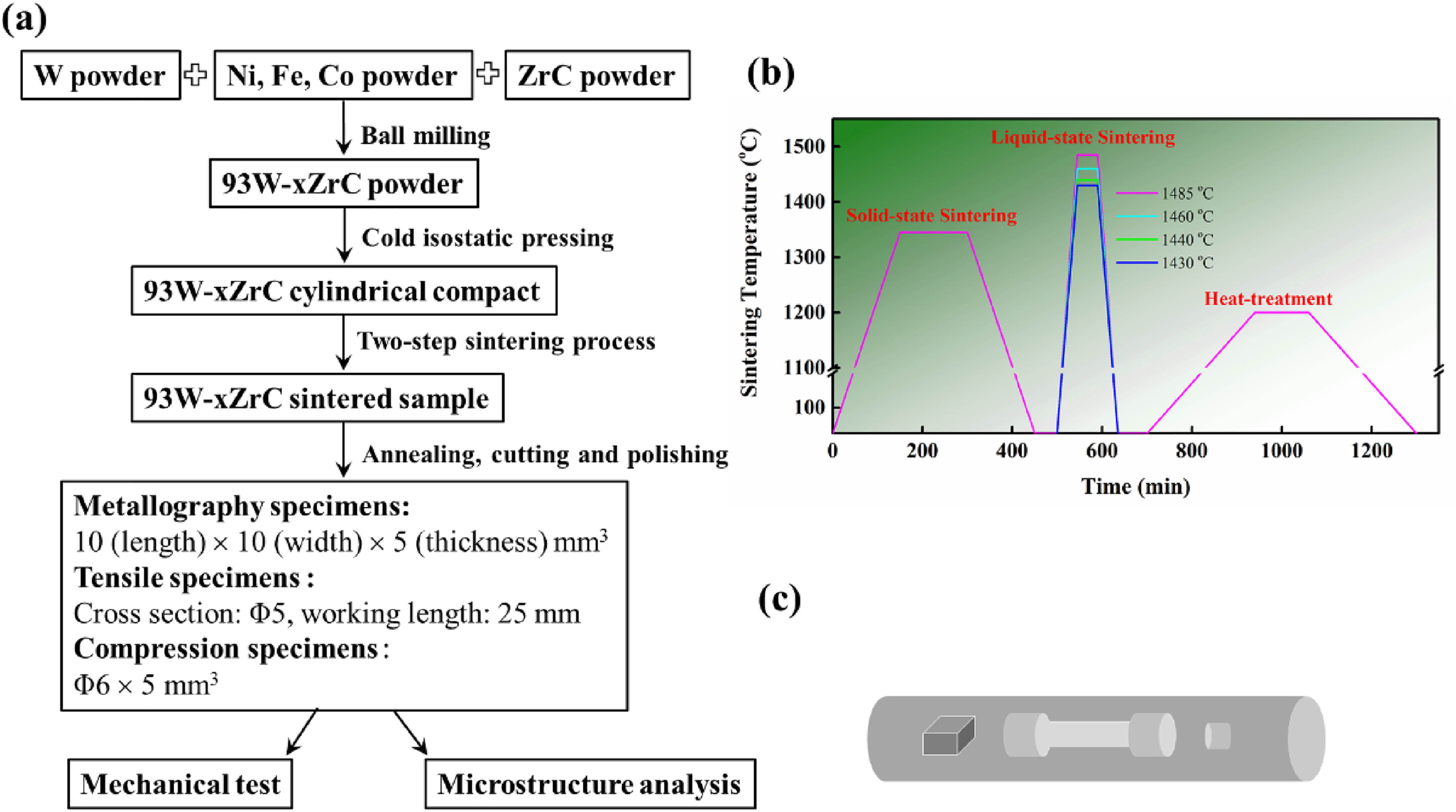
(a) A schematic diagram of experimental procedures, (b) sintering schedule for tungsten heavy alloys (WHAs), and (c) A schematic diagram of the sample.
The composition of tungsten heavy alloys (WHAs).
Characterisation
For metallographic tests, these WHA cylinders were cut into cuboid specimens with dimensions of 10 × 10 × 5 mm3, and then polished with 2000 mesh SiC paper to remove the cutting-induced scratches and other defects. The true densities of alloys were measured and calculated with the Archimedes method. Through an optical microscope, the metallography of samples was obtained. At the same time, the mechanical test samples were made without any scratches. The tensile tests and quasi-static compression tests were conducted with the stretching rate of 1.0 × 10−3 s−1. A split Hopkinson pressure bar (ZDSHPB-20) technique was used to study the dynamic response of WHAs with strain rates of ∼2000 s−1 and ∼3500 s−1. X-ray diffraction (XRD; X’pert Pro MPD, Philips) was used to examine the phase of powders and samples in the scanning range of 30°−90°. Using the field emission gun scanning electron microscopy (SEM; FEG 250, FEI), the microstructure of samples was characterised. In addition, a transmission electron microscope (TEM; Talos F200X, FEI) was used to further investigate the size and distribution of dispersion particles.
Results and discussion
Effect of different ZrC content on microstructure and mechanical properties of 93W–xZrC
As shown in Figure 2, XRD results of the initial W powder and mixed powder show that there is no change in the peaks of the pure W phase, with the Ni and Fe peaks increasing. By contrast, the peaks of the γ-(Ni, Fe) phase were formed after sintering with the disappearance of Ni and Fe single-phase peaks. No peak of ZrC is observed on the XRD curve due to the low content of ZrC in 93 W alloys.
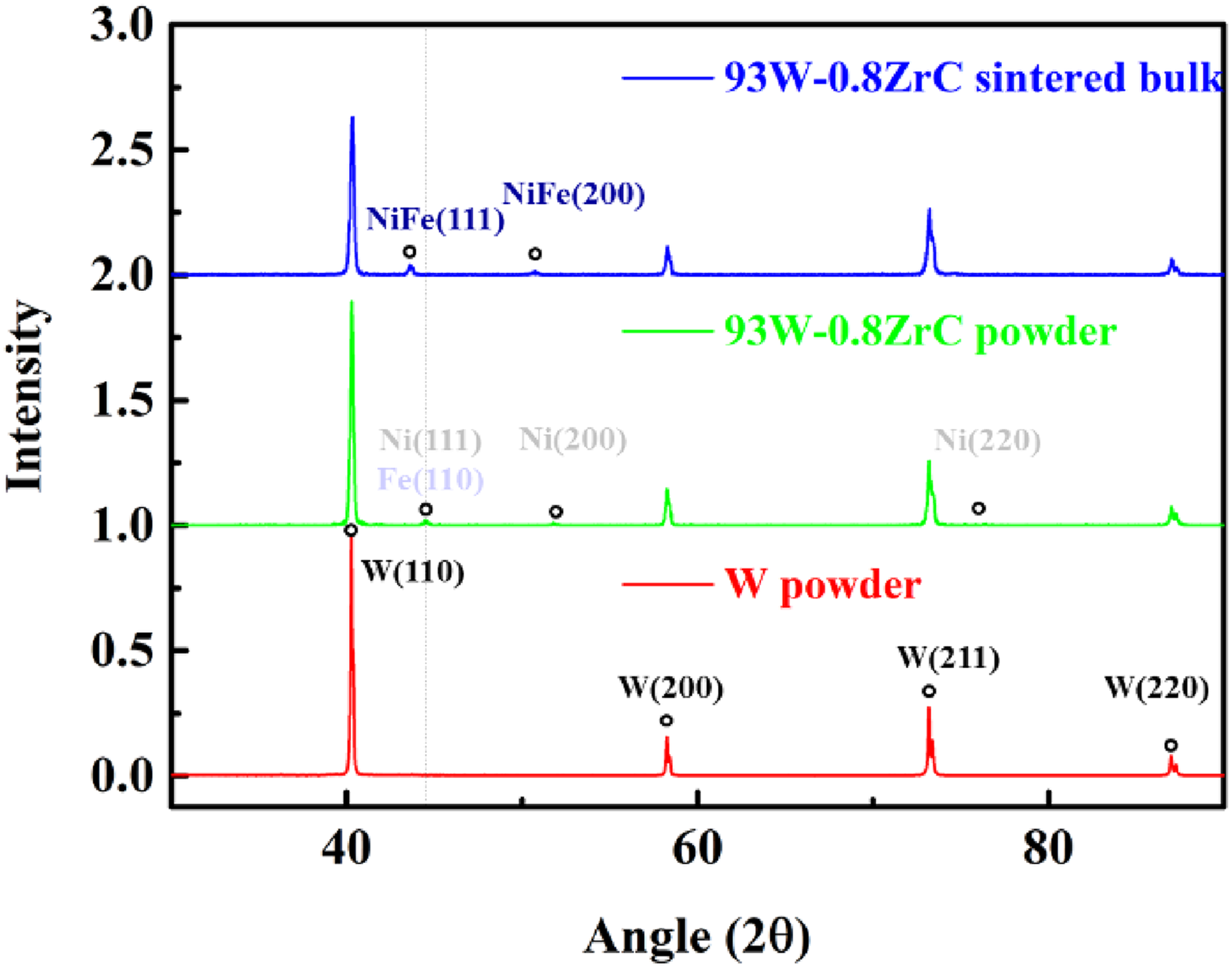
X-ray diffraction (XRD) of W powder, 93W–0.2ZrC powder and 93W–0.2ZrC sintered bulk.
As listed in Table 2, the ZrC content in the 93W–4.6Ni–2.1Fe–0.3Co alloy is 0, 0.2, 0.5 and 0.8 wt%, respectively, and the obtained alloys are represented as samples A, B, C and D. All samples (A–D) were sintered by the traditional sintering process at 1485 °C. For sample A, the W powder with a Fisher particle size of 1.67 μm was selected as the reference sample, and its size of W grain is 14.6 μm after sintering. Figure 3 shows the metallographic microstructure evolution related to different ZrC content in WHAs. The microstructure of sample A without ZrC additions is comprised of round W grains surrounded by a continuous γ matrix phase as shown in Figure 3(a), and its UTS and TE are 989 MPa and 24.0%, respectively. With the addition of 0.2 wt-% ZrC, there are coarser particles (particle size >1 μm) of dispersed phase located at the W–γ interfacial region in 93W–0.2ZrC, as shown in Figure 3(b), and the particles dispersed in the alloy matrix, have a number density of ∼1.0 × 1014 m−3. The agglomeration of dispersed particles at grain boundaries could significantly reduce the elongation of the material. 22 No surprise, the UTS and TE of W–0.2ZrC are reduced to 959 MPa and 11.5%, respectively. With the addition of 0.5 wt-% ZrC in Figure 3(c), the size of the W grain is decreased to 12.1 μm, and the particles (particle size >1 μm) have a higher number density of ∼1.7 × 1014 m−3. At this time, its tensile properties are further degraded (851 MPa/5.5%). When 0.8% ZrC is added, the size of W grain is 15.9 μm. However, the particle number density of W–0.8ZrC has reached ∼9.3 × 1014 m−3, resulting in material embrittlement. As shown in Figure 4, the yield strength of these alloys ranges from 700 to 733 MPa, with a slightly higher yield strength observed in 93W–0.2ZrC. In summary, the mechanical properties of the high-energy alloys deteriorate with the increase of dispersion phase content under high-temperature sintering.
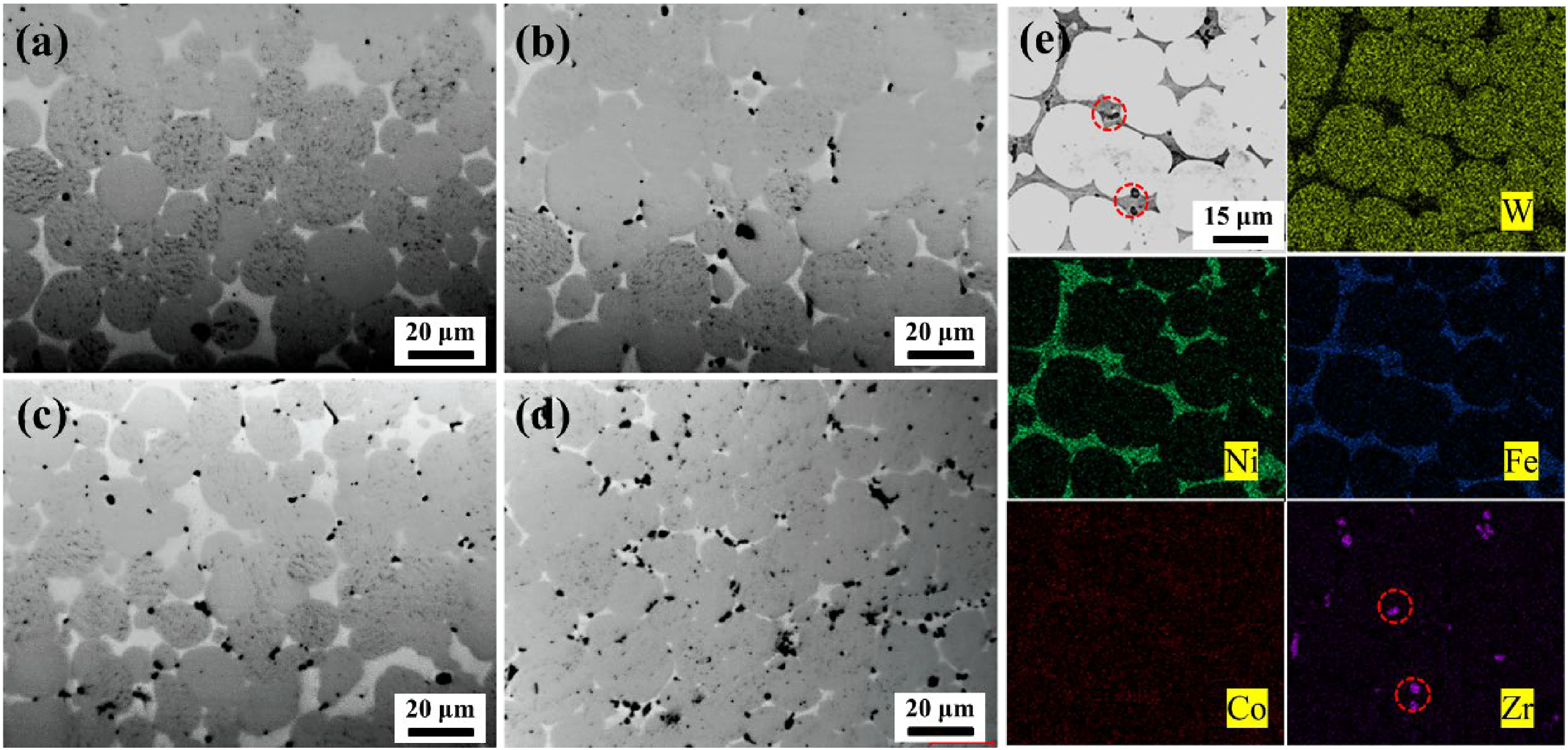
Images of (a) A, (b) B, (c) C, (d) D; (e) SEM image of C and the corresponding EDS mapping distributions of W, Ni, Fe, Co, Zr.
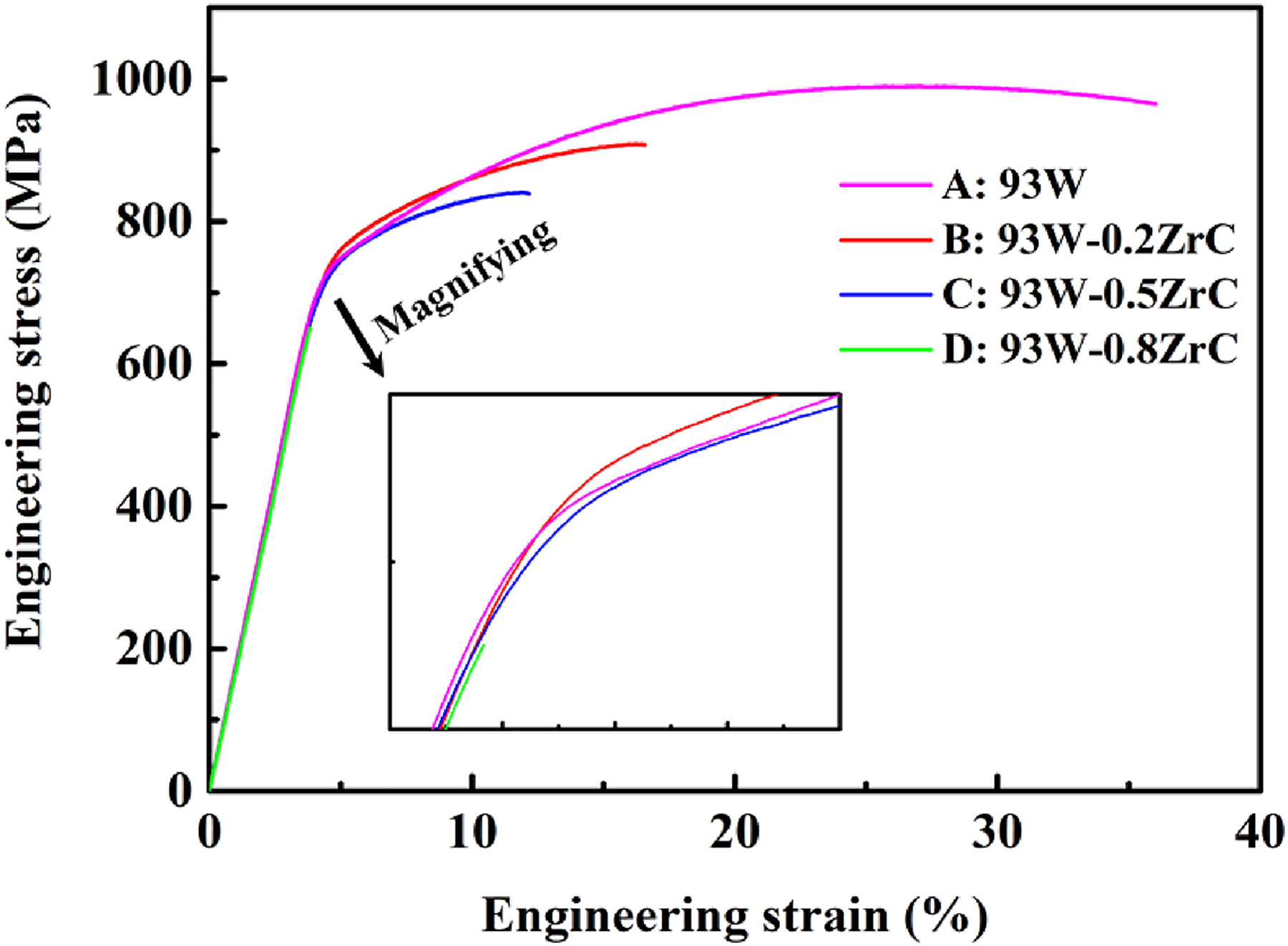
Tensile behaviours of tungsten heavy alloys (WHAs).
Density and mechanical properties of the 93W–xZrC with different dispersion phase content.
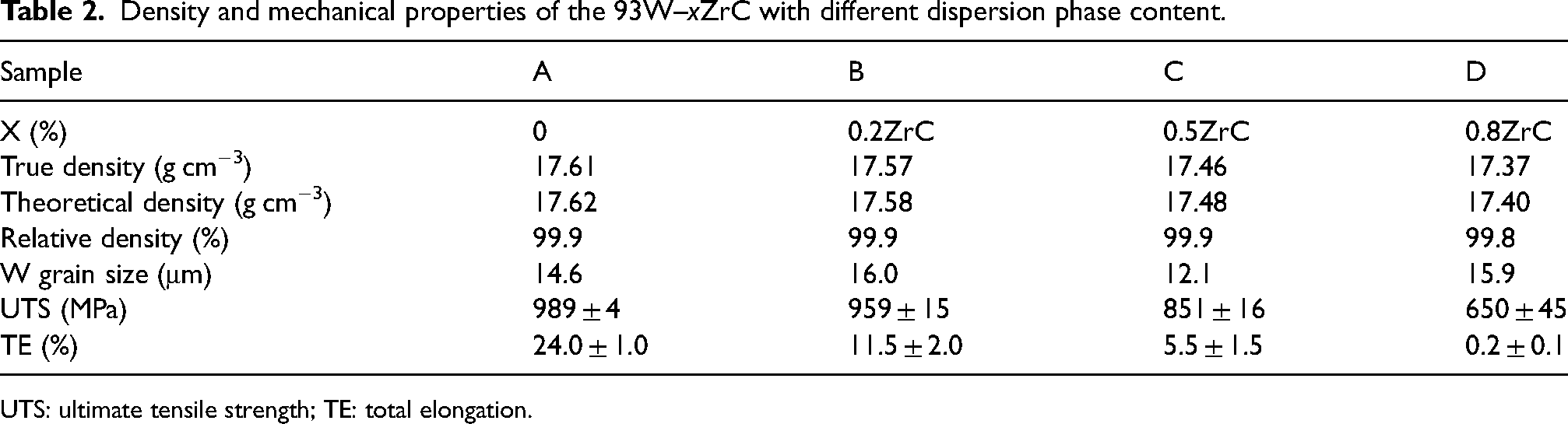
UTS: ultimate tensile strength; TE: total elongation.
Effect of sintering temperature on microstructure evolution and mechanical properties of 93W–0.2ZrC
The grain size of the W phase and tensile property of 93W–0.2ZrC samples with sintering temperature were listed in Table 3. Figure 5 exhibits the corresponding images of these WHAs, showing the microstructure evolution related to different sintering temperatures. After solid phase sintering at 1300 °C, the internal W particles exhibit minimal changes in size compared to the original size as shown in Figure 5(a). The alloy exhibits a relative density of 98%, while lacking plasticity. After sintering at 1440 °C, the dispersion-strengthened WHA demonstrates a uniform microstructure with the γ phase enveloping W phase grains. The W phase grain size exhibits a uniform distribution ranging from 2 to 40 μm as shown in Figure 5(e), with the largest average size of W grain (18.8 μm) observed. Additionally, the alloy at a sintering temperature of 1440 °C will exhibit favourable mechanical properties as evidenced by its lower W–W connectivity and reduced micron dispersion particles. With the further increase of sintering temperature, the number of larger dispersion particles and the W–W contiguity increase, indicating the degradation of mechanical properties as shown in Figure 5(c) and (d).
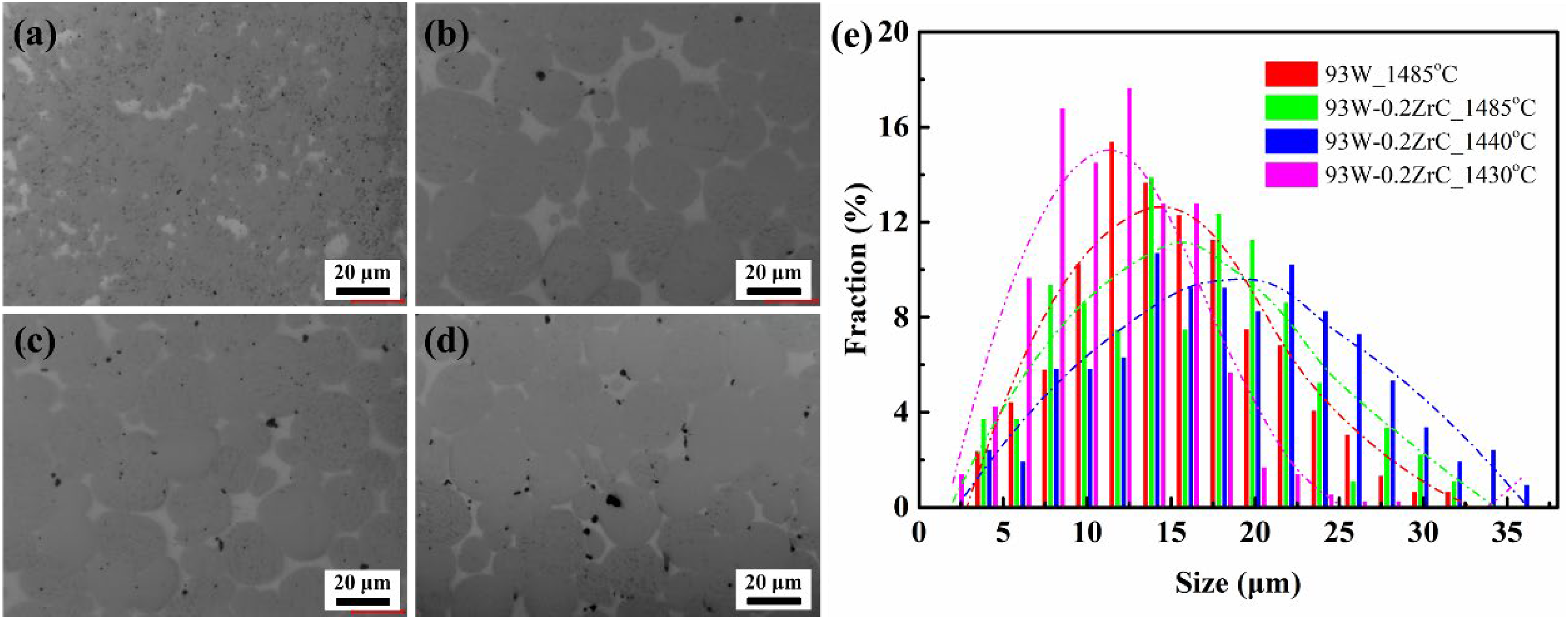
Morphologies of tungsten heavy alloys (WHAs): sintering at (a) 1300 °C, (b) 1440 °C, (c) 1460 °C, (d) 1485 °C, and (e) the size distribution of W grain at different sintering temperature.
The size of the W grain and mechanical properties of the 93W–0.2ZrC at different sintering temperatures.
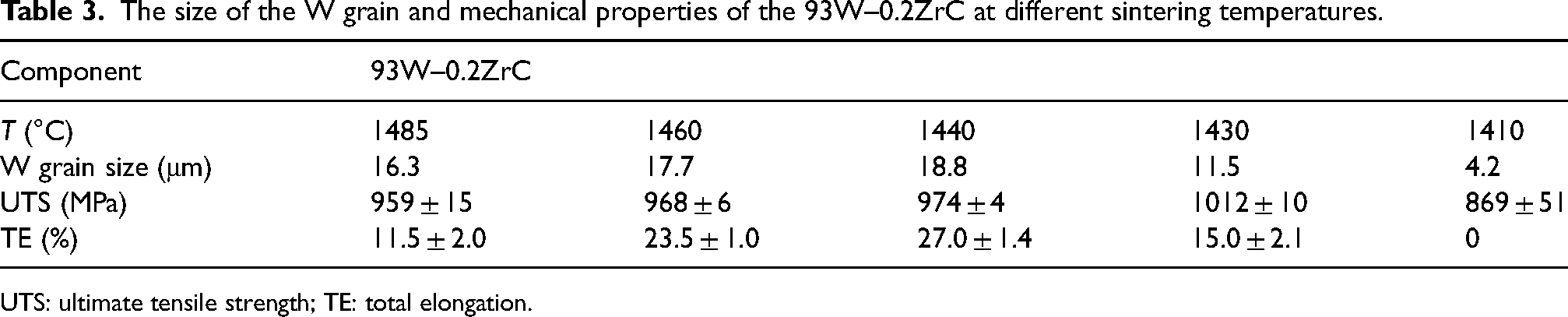
UTS: ultimate tensile strength; TE: total elongation.
As depicted in Figure 6(a), when the WHA is sintered at a temperature (1440 °C) slightly surpassing its liquid melting point of the γ phase, it exhibits excellent comprehensive mechanical tensile properties. At this point, the UTS and TE of 93W–0.2ZrC are 974 MPa and 27%, respectively. The engineering stress-strain curves, true stress-strain curves, and work-hardening curves of alloys at different temperatures are depicted in Figure 6(b) to (d). At the initial stage of plastic deformation, the work hardening rate of the sample tends to increase with the decrease of sintering temperature as shown in Figure 6(d). The sample after sintering at 1440 °C has a higher hardening rate, implying superior uniform plastic deformation ability. The enhanced work hardening rate of the alloy is primarily attributed to the influence of dispersed particles on dislocation slip. 24
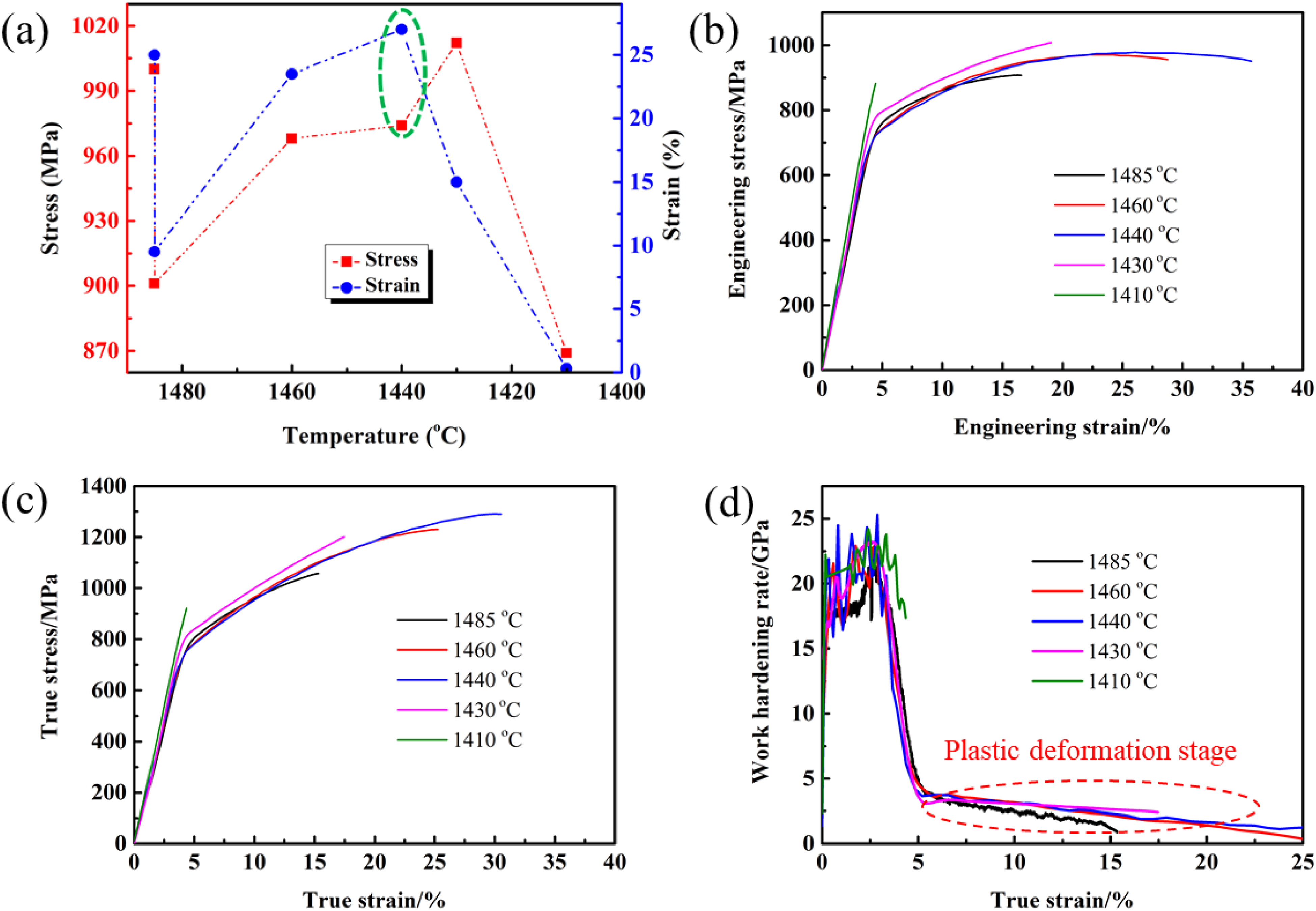
(a) Tensile properties of tungsten heavy alloys (WHAs), (b) engineering stress-strain curve, (c) true stress-strain curve, and (d) work hardening rate curve.
In general, the fracture types observed in WHAs can be classified into four categories: transgranular fracture in the W phase, γ phase rupture, interfacial debonding between W and γ phases, and cracking in the W/W interface. Generally speaking, the occurrence of transgranular cleavage fracture is preceded by plastic deformation. This fracture usually originates from the interfaces of W–W or W–γ and propagates throughout the tungsten grain in a step-like or radial pattern, as illustrated by the red dotted line in Figure 7. The γ phase rupture is characterised by the presence of dimples and wrinkles, as indicated by the green arrow in Figure 7(a). The W–W interface exhibits the lowest bonding strength, and its fracture surface typically manifests a smooth and flat morphology. The W–γ interface cracking occurs due to the propagation of cracks from the W–W interface. When the W–γ interfacial strength is lower than that of the γ phase, there is a smooth crack surface as indicated by the red arrow in Figure 7(a). If not, the wavy crack surface will be observed as indicated by the blue arrow in Figure 7(b).
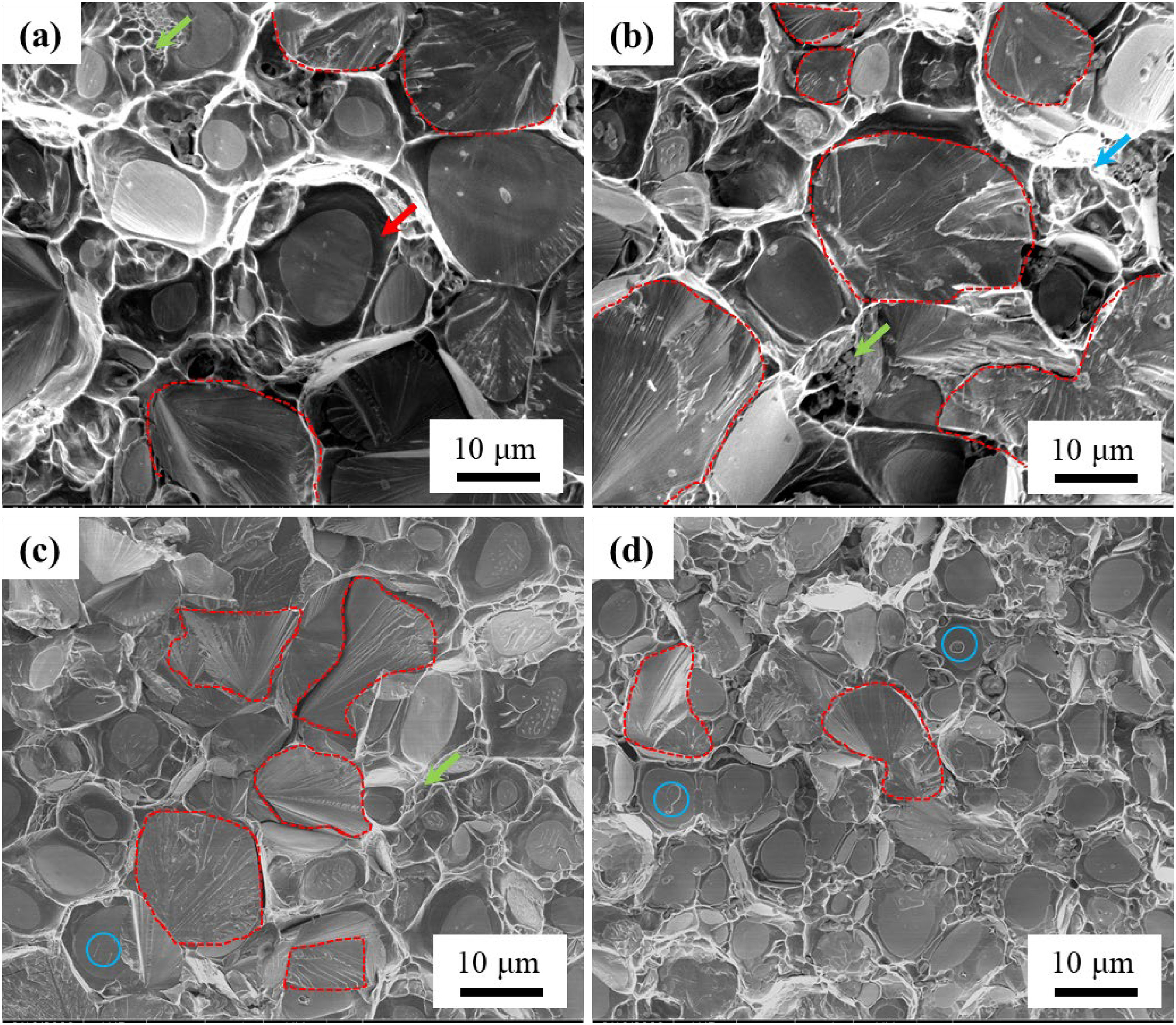
The tensile fracture morphology images of 93W–0.2ZrC alloy sintered at (a) 1485 °C, (b) 1440 °C, (c) 1430 °C, and (d) 1410 °C.
The SEM image in Figure 7(b) reveals that the fracture modes of 93W–0.2ZrC after sintering at 1440 °C mainly are transgranular fractures in the W phase, γ phase rupture, and ductile rupture at W–γ interface, indicating great mechanical properties. When the sintering temperature decreases to 1430 °C, the UTS reaches 1012 MPa. Moreover, there is a decrease in the proportion of transgranular fractures in the W phase. However, after sintering at 1485 °C, an increase in brittle fracture occurs at the W–γ interface due to the coarse dispersion particle, resulting in the degradation of mechanical properties. After sintering at 1410 °C, brittle fractures in the W/W interface dominate due to the solid phase sintering. Additionally, some γ phases with dot or strip shape are enclosed within the W/W interface, which aids in bonding tungsten grains, as indicated by a blue circle as shown in Figure 7(c) and (d). In summary, the sintering temperature exerts a decisive influence on the mechanical tensile properties of dispersion-strengthened WHAs.
Analysis of dispersion particles
As shown in Figure 8(a), the fracture SEM image of the 93W–0.2ZrC sintered at 1485 °C reveals that there are almost no particles inside the W grain, while larger dispersed particles are observed at the W–γ interface in Figure 8(b). Moreover, there are microvoids between the larger dispersion particles with a size of ∼1.5 μm and the matrix as shown in Figure 8(c), indicating a non-coherent interfacial relationship. Energy dispersive X-ray spectroscopy (EDS) analysis revealed that the larger particles predominantly consisted of Zr and O, exhibiting a W–Zr–O structure with an atomic ratio of Zr:O≈1:2. 15 The presence of such larger dispersion particles will reduce the interfacial strength between the W phase and the γ phase, thereby significantly decreasing the elongation of 93W–0.2ZrC. This phenomenon can be attributed to enhanced fluidity of the γ phase under higher sintering temperatures, whereby dispersed particles are prone to coarsening due to the surface tension exerted by the γ liquid phase.
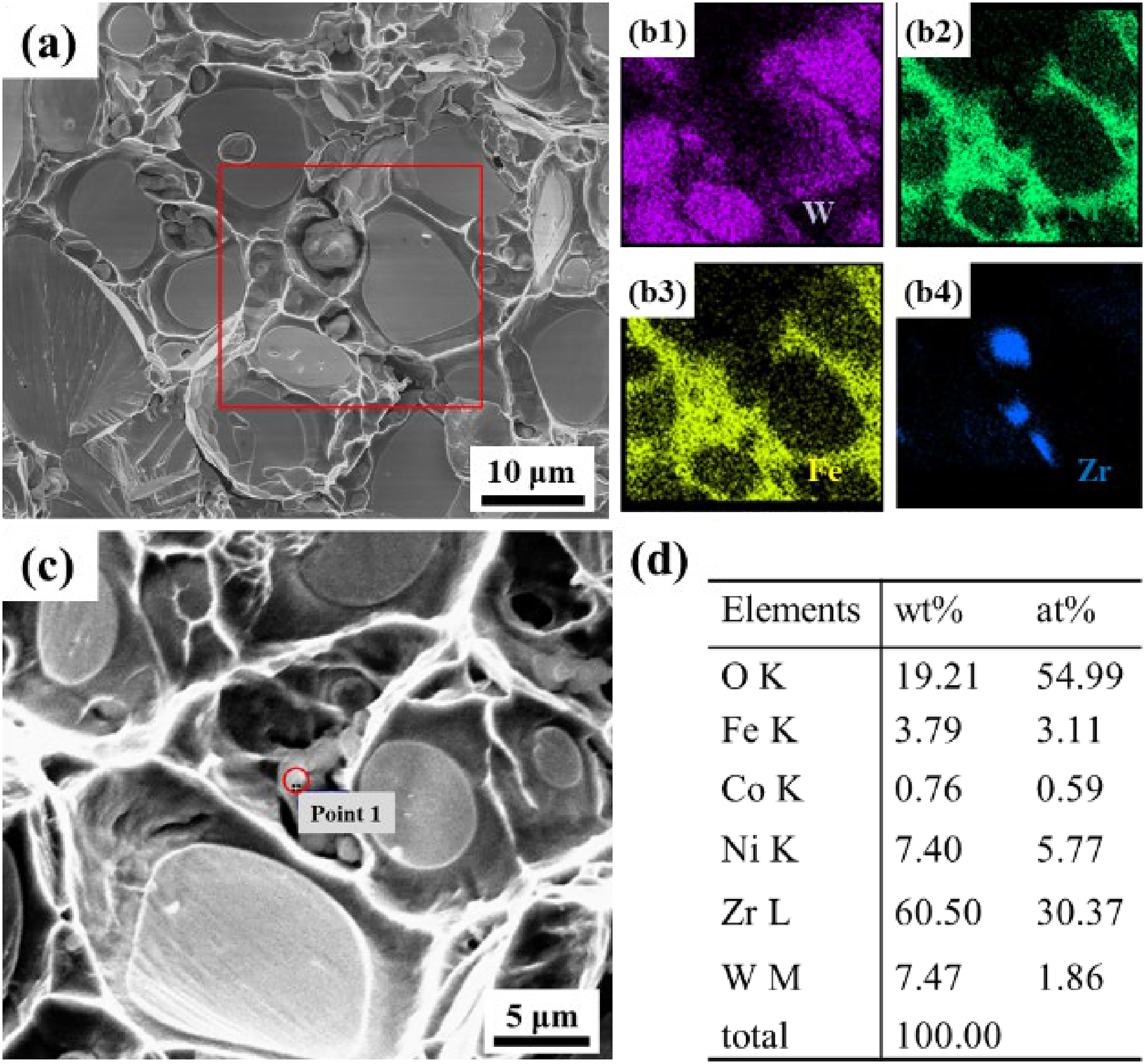
(a) The fracture morphology image of 93W–0.2ZrC alloy (sintering at 1485 °C), (b1–c4) the corresponding energy dispersive X-ray spectroscopy (EDS) mapping distributions of W, Ni, Fe, Zr, (c) the fracture morphology image, (d) EDS of point 1 in (c).
The SEM observation of the fracture sample (93W–0.2ZrC) at 1440 °C, as depicted in Figure 9(a) and (b), reveals that the W phase grains primarily exhibit cleavage brittle fracture and transgranular ductile fracture morphology. In Figure 9(c), the EDS analysis was conducted in the region of W grain with a size of 24 μm. Moreover, many small dispersed particles ranging from 100 nm to 1 μm were observed within the W grain region. By lowering the sintering temperature, the fluidity of the γ phase is diminished, thereby impeding the coarsening of dispersed particles at the interface. Moreover, the nano-dispersed particles can activate the powder, facilitating mass transfer and promoting the growth of the sintering neck during the sintering process. Consequently, there is a gradual increase in the W grain size, while maintaining excellent dispersion effects of the dispersed particles, leading to exceptional mechanical properties.
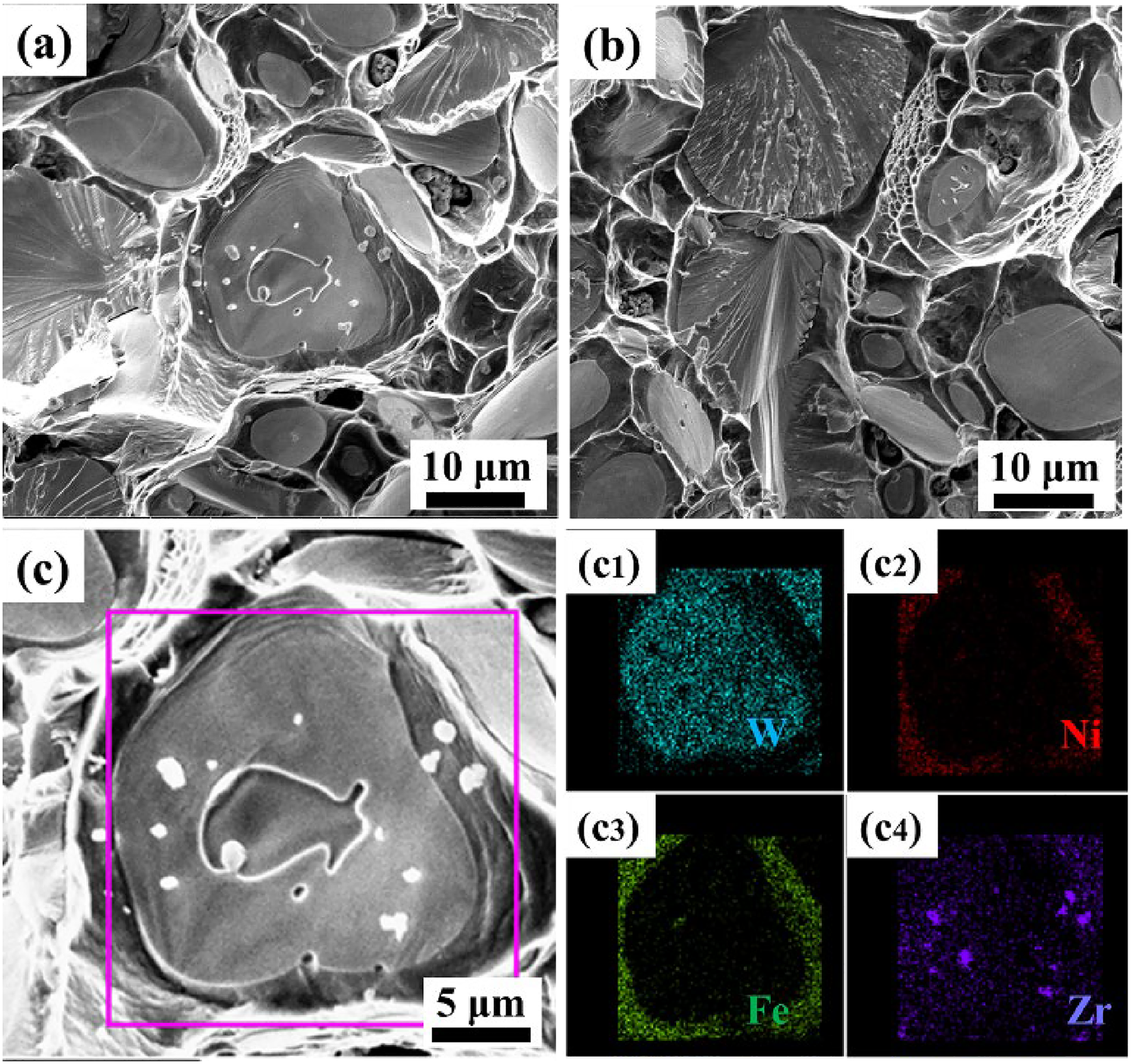
(a–c) The fracture morphology images of 93W–0.2ZrC alloy (sintering at 1440 °C) and (c1–c4) the corresponding energy dispersive X-ray spectroscopy (EDS) mapping distributions of W, Ni, Fe, and Zr.
According to TEM characterisation of the 93W–0.2ZrC sintered at 1440 °C, as depicted in Figure 10(a) and (d), a dispersion particle is observed at the interface. In Figure 10(f), the fast Fourier transform (FFT) pattern of the selected red square area in high-resolution TEM (HRTEM) image (Figure 9(e)) shows that the particle has an FCC structure and the corresponding (200) interplanar spacing is 0.262 nm. Therefore, the spherical phase is the FCC-structured ZrO2. From the HRTEM images of the γ phase and particle in Figure 10(b) and (e), it could be concluded that the (11`1)γ//(200)ZrO2. The particle like a wedge inserted into the matrix grains, locking the grain boundary tightly and enhancing the deformation capability of WHAs. In summary, under the appropriate sintering temperature (∼1440 °C), a higher proportion of finer dispersed particles are retained within the W phase and γ phase, thereby exerting a reinforcing effect on the properties.
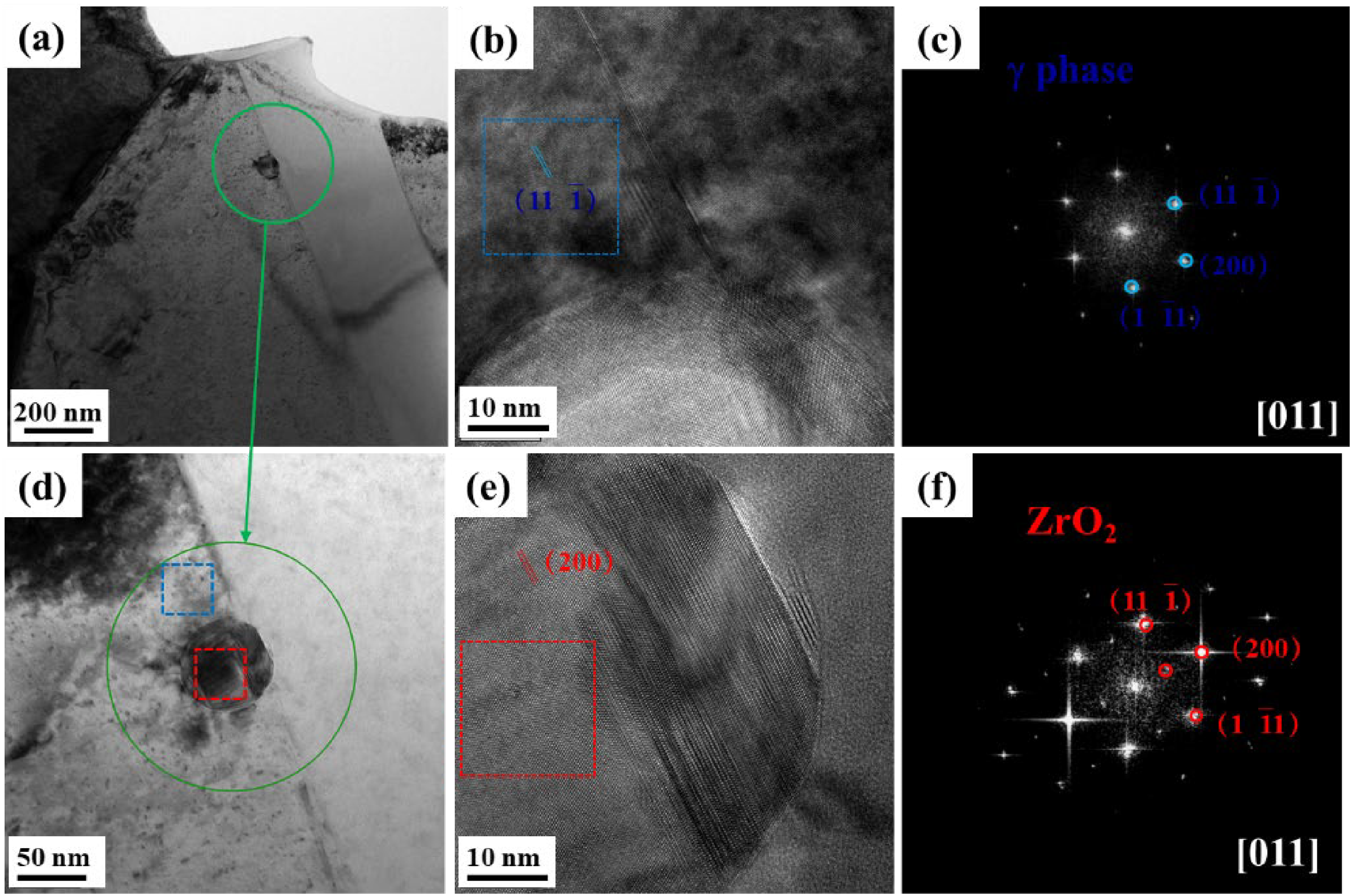
TEM image showing the microstructure and dispersed particles (a, d), HRTEM image of the matrix (b), FFT pattern of the matrix (c), HRTEM image of the particle (e), and FFT pattern of the particle (f).
Compression property analysis
The compressive property of WHA is a crucial factor that significantly influences its armour penetration capability. Quasi-static and dynamic compression tests were conducted on 93 W and 93W–0.2ZrC, as illustrated in Figure 11. After the quasi-static compression test, the yield strength of 93 W and 93W–0.2ZrC is 660 and 693 MPa, respectively. The disparity between the two values is negligible, and the result is similar to the tensile results above. However, the dynamic compression testing reveals a significant discrepancy in yield strength between 93 W and 93W–0.2ZrC. This may be due to the material temperature rise under the accumulation of deformation energy under high strain. In detail, the main obstacle of dislocation glide in dispersion-strengthened WHA changes from tungsten grains to dispersion particles at high deformation temperatures. The observed phenomenon can be attributed to the softening of W grain during high-temperature deformation, thus indicating that the dispersion particles play the role of strengthening in the process of high-temperature deformation. 25 This finding highlights the pronounced influence of dispersed particles on WHA properties at high strains, thereby suggesting potential applications in the armour-piercing field.
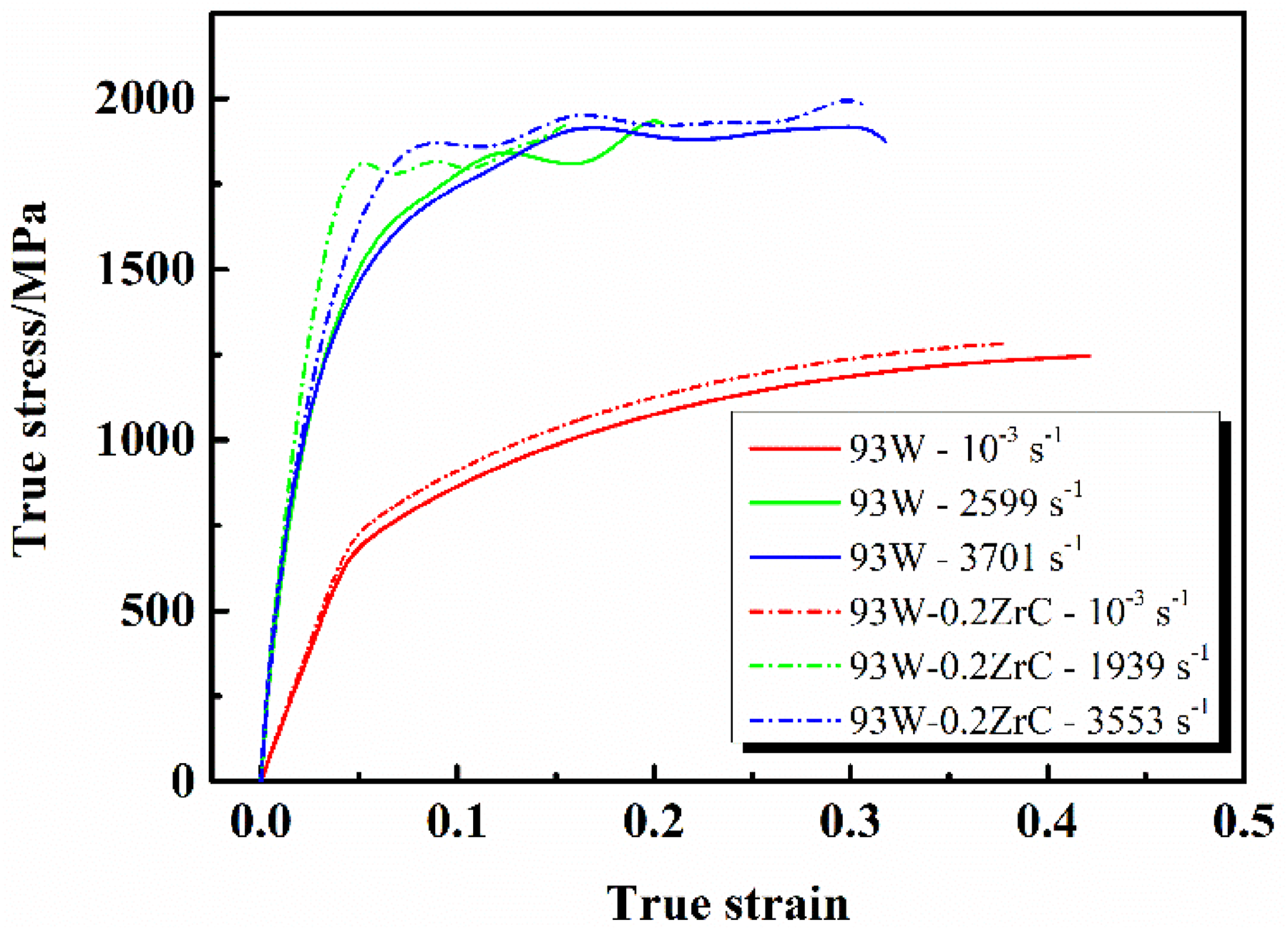
True stress-strain curves of compression tests.
Discussion
The different sintering temperatures lead to different microstructure and mechanical properties in WHAs. Naturally, it can be ascribed to the different sizes and spatial distributions of dispersion particles. After solid phase sintering, the attachment state between dispersion particles and metal powders will be preserved. However, the higher sintering temperature of the liquid phase sintered process (1485 °C) enhances the fluidity of the γ phase, resulting in stronger adsorption and dragging effects on dispersion particles. Consequently, there are almost no particles within the W grain interior, but larger dispersed particles aggregate at the W–γ interface, as demonstrated in Figure 12. In contrast, when the sintering temperature (1440 °C) is only slightly higher than the melting point of the γ phase, the fluidity of the γ phase is weakened, leading to a tendency for dispersed particles to be preserved within the W grain. This phenomenon promotes the mass transfer process and growth of the sintering neck between W grains, thereby enhancing performance. Therefore, for the dispersion-strengthened WHAs, careful control of the liquid phase sintering temperature is crucial in determining the microstructure and mechanical properties.
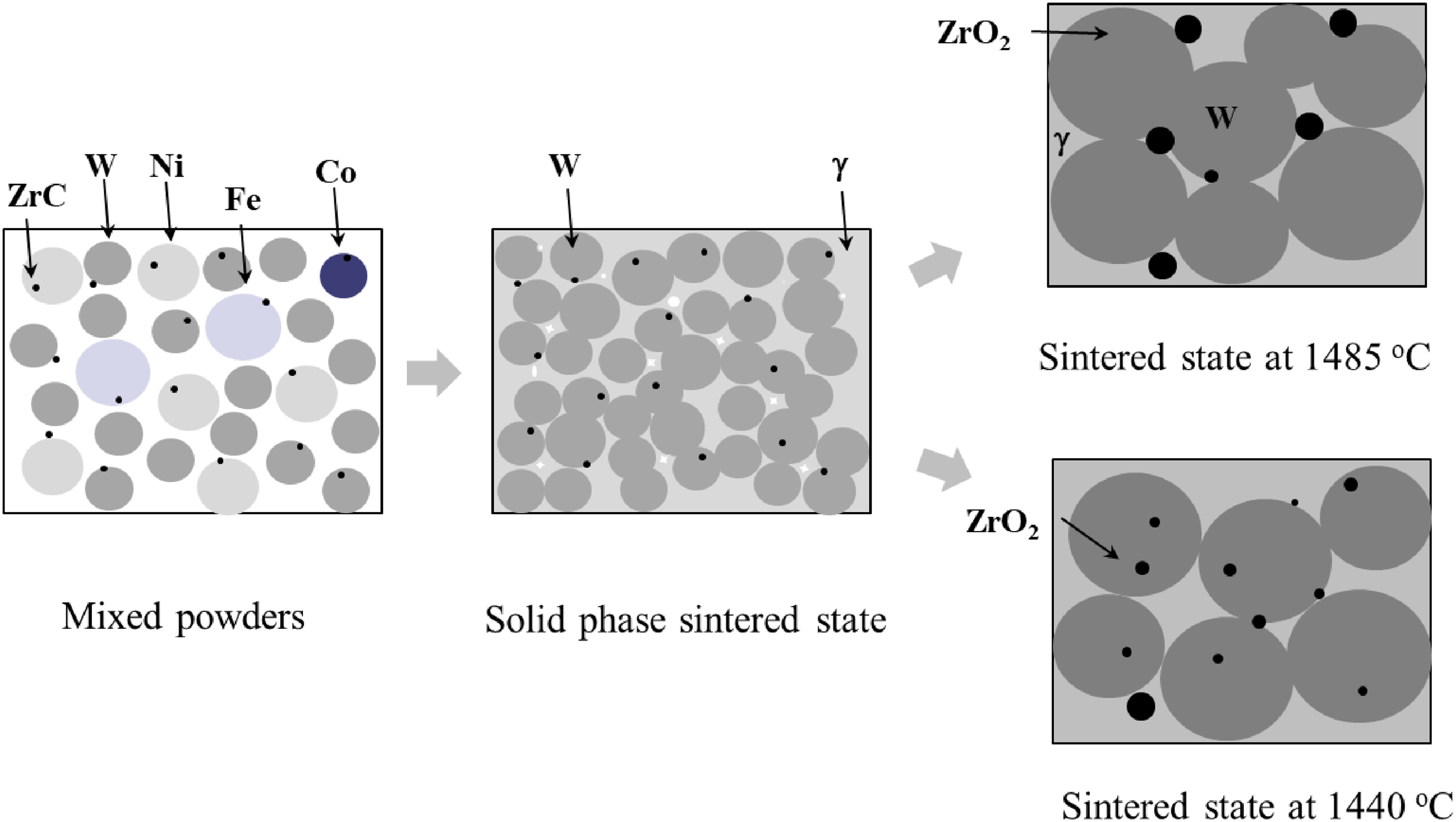
A schematic diagram showing the dispersion particles in the tungsten heavy alloys (WHAs) after sintering at different temperatures.
Compared to the 90W–1La2O3 prepared by SPS, 10 90 W prepared by hot pressing, 26 86.5 W prepared by laser additive manufacturing, 27 90 W prepared by laser directed energy deposition, 13 and 95W–1Al2O3, 28 93W-0.75ZrB2, 18 and 90 W 29 by the lateral photovoltage scanning method, this study successfully synthesises a comprehensive 93W–0.2ZrC alloy with exceptional strength and toughness, exhibiting UTS of 974 MPa and TE of 27.0% as shown in Figure 13. This remarkable performance can be primarily attributed to the synergistic effect of homogeneous dispersion strengthening and grain boundary purification achieved through precise sintering temperature control.
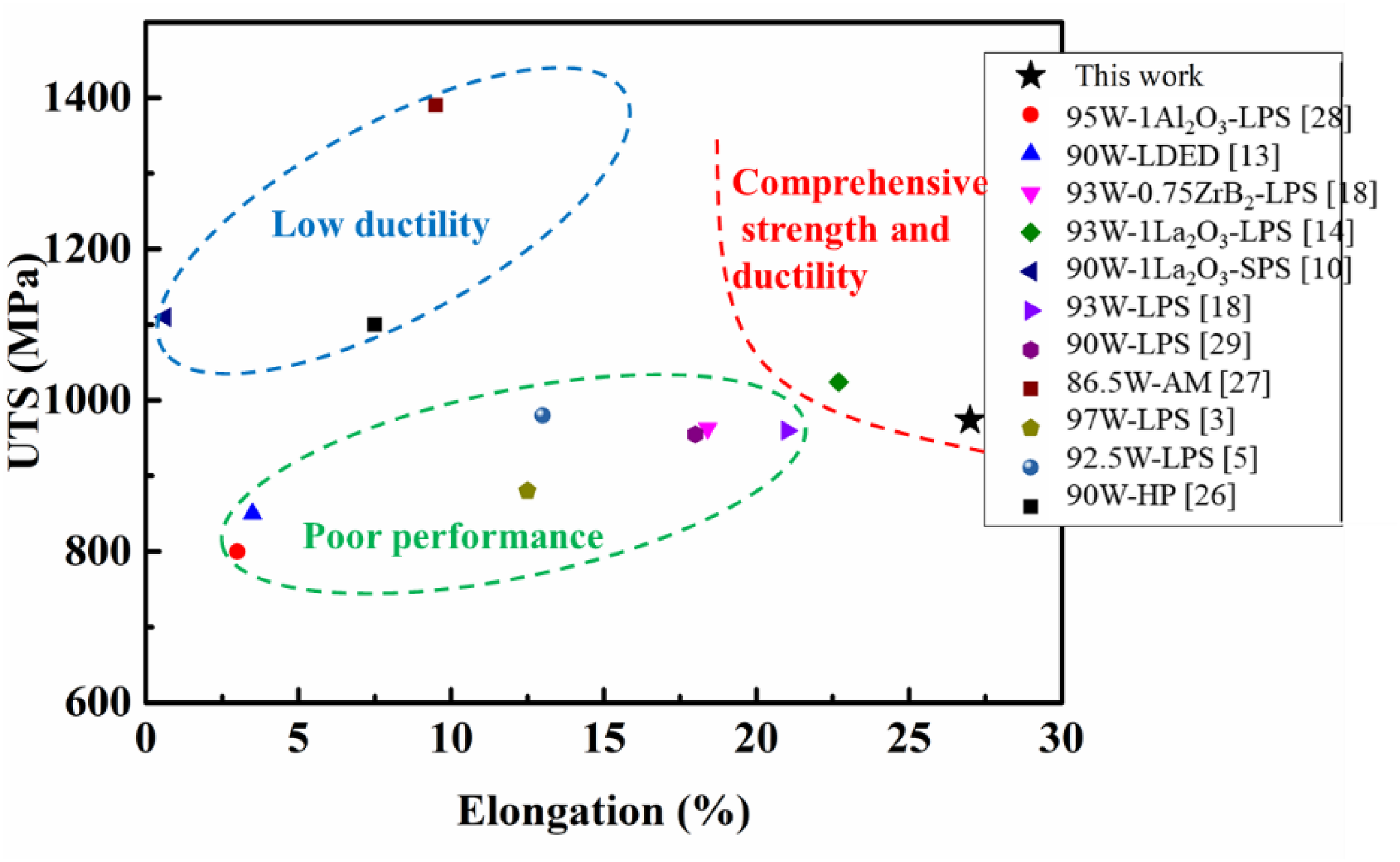
Comparisons of tensile properties of the present tungsten heavy alloys (WHAs).
Conclusion
In this article, the microstructure and mechanical properties of dispersion-strengthened WHAs are systematically studied by controlling the ZrC content and sintering temperature. The main conclusions are summarised as follows:
Under high-temperature sintering of 1485 °C, the mechanical properties of WHA gradually deteriorate with the increase of ZrC content. After sintering at 1440 °C, 93W–0.2ZrC exhibits superior mechanical tensile properties, with the UTS and TE of 974 MPa and 27.0%, respectively. The formation of ZrO2 occurs through the absorption of oxygen by ZrC dispersion particles, predominantly distributed within the W phase interior and interface regions. At low strain rates, both 93 W and 93W–0.2ZrC exhibit comparable yield strengths. However, 93W–0.2ZrC demonstrates a superior yield strength compared to 93 W under high compressive strain rates, suggesting that dispersion-strengthened WHAs have potential applications in the armour-piercing field.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ningbo Science and Technology Innovation Project (grant nos. 2022Z053).