
Abstract
In this research, using the response surface method (RSM), the effect of rotational speed, extrusion speed, and volume percentage of bioactive glass powder on the microstructure, mechanical properties, and corrosion resistance of AZ91-bioactive glass composite wire produced by friction stir-back extrusion has been studied. The results show that in hardness and strength responses, increasing the amount of bioactive glass from 1 to 5 vol.% increased the hardness and ultimate tensile strength by 18% and 13%, respectively. According to RSM prediction, the minimum corrosion rate (0.0427 ± 0.0059 mm/year), maximum ultimate tensile strength (327 ± 3 MPa), and maximum hardness (78.6 ± 2.1 HV) were achieved at rotational speed, extrusion speed, and bioactive glass particle content of 1200 rpm, 32.95 mm/min, and 5 vol.%, respectively.
Keywords
Introduction
The desirable properties of magnesium alloys such as high specific strength, biocompatibility, and corrosion resistance have increased the use of magnesium alloys in the automotive, aerospace, and medical industries.1–3 However, the high degradation rate in physiological environments and low tensile and creep properties of magnesium alloys, especially at high temperatures have made their use difficult.4–7 Therefore, using new procedures, such as adding alloy elements and composites fabrication has solved these challenges to a great extent. In this way the solid state process such as friction stir-back extrusion (FSBE) process which will have the ability to create final products with higher mechanical and physical properties than raw materials has attracted a lot of attention.8–10
Despite the numerous studies conducted on the FSBE of magnesium and its alloys,11–13 the studies on optimizing the process parameters are limited.14–16 The main parameters in this process are rotational speed, extrusion speed, applied normal force, and punch diameter. The rotational speed plays the most important role in reducing the grain size, and the punch diameter has the least contribution. 17 The results show that increasing or decreasing the rotational speed causes the appearance of defects. Cold cracks and twisting defects are observed at low rotational speeds, and hot cracks on the surface at higher rotational speeds. 18 The extrusion speed is the second parameter affecting the microstructure and mechanical properties. In applying this process to aluminum alloys, it was found that this parameter's effect on the microstructure's refinement is slightly greater than its effect on the increase in hardness. 19 Rotational and extrusion speeds are influenced by temperature, plastic strain distribution, microstructure, and material flow patterns. The highest temperature and strain are created near the contact surface of the punch and the workpiece. A higher rotational speed or a lower extrusion speed causes an increase in temperature and plastic strain. The extrusion speed is responsible for the output speed of the wire, and the rotational speed is responsible for creating strain and frictional heat. The material flow pattern is spiral-conical and does not change significantly with the process parameters. It has been observed that the points at a distance from the tool axis have a spiraling upward movement with increasing rotational speed.
Meanwhile, materials near the tool experience less strain and only upward movement. 20 The rotational and extrusion speeds change widely depending on the type of material being processed. The tool in this process consists of two main parts: a die and a punch. 12 To produce a flawless extruded product, the design of the die geometry plays a significant role. The details of the die and punch dimensions play an important role in achieving maximum efficiency by reducing friction and energy consumption. 12 According to the available sources, the ratio of the diameter of the hole to the punch diameter has been considered in the range of 3 to 10 in various research studies. Although the geometrical parameters, as mentioned before, do not have a dominant effect on the microstructure and properties, the change of these parameters can effectively achieve the desired rotational and extrusion speeds.
Making metal matrix composites, mechanical alloying, and improving the quality of powder metallurgy products are other capabilities of the FSBE process. In this process, an equiaxed grain microstructure is formed by applying high strain and heat caused by friction and plastic deformation. The nature of the material flow during the process makes it possible to achieve a gradient structure distribution of additive particles during the fabrication of the metal matrix composite with this process. 21 Particulate-reinforced magnesium matrix composites have become an interesting metal matrix composite material because they fulfill the requirement for lightweight materials in several industries.22,23 Composite making with bioceramic reinforcements is one of the particular methods to improve magnesium alloys’ mechanical properties and biocompatibility. One of the most important bioceramics is bioactive glass, which has significant biological properties, excellent biocompatibility, the ability to bond with soft and hard tissues, and angiogenesis. The formation of hydroxyapatite between bioactive glass and hard tissue causes higher protein absorption, cell differentiation, and the acceleration of bone formation.
Achieving a metal matrix composite with a proper distribution of reinforcing particles in the metal matrix using the FSBE process depends on correctly selecting the process parameters and how to apply the reinforcing material to the metal matrix. Due to the variety of process parameters and the influence of these parameters on the flow of the material during FSBE, a detailed study of the process parameters using optimization tools is strongly recommended. So far, the optimization of the parameters of the FSBE process in the production of magnesium matrix composites has yet to be studied. In this research, an AZ91 magnesium alloy/bioactive glass composite is made by the method of FSBE. At first, bioglass is made with the combination of 64SiO2-31CaO-5P2O5 by the sol-gel method, and then the FSBE process parameters of the magnesium alloy-bioactive glass composite, as well as the amount of glass phase are optimized through the response surface method (RSM) in order to achieve optimal conditions of strength and corrosion resistance.
Experimental details
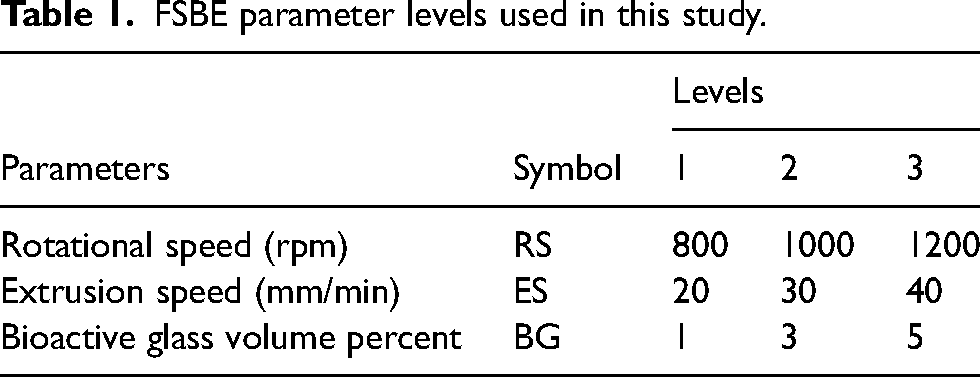
AZ91 alloy with a chemical composition (wt.%) of 8.55% Al, 0.66% Zn, 0.13% Mn, 0.002% Fe, 0.001% Cu, and a balance of Mg has been used in order to make magnesium matrix composite using the FSBE process. The as-cast AZ91 rods have a porosity percentage of 2.5%. The bioactive glass (BG) powder, prepared according to the method presented in, 24 has been used as a composite reinforcement. The scanning electron microscope (SEM) image of the bioactive glass powder is shown in Figure 1. In order to apply the glass powder to the magnesium matrix, according to Figure 2, holes with a diameter of 2 mm are embedded in the cross-section of the magnesium rods. As shown in Figure 3, a punch and die made of H13 steel are used in this study. The hole diameter of the punch was 7 mm. In order to investigate the effect of extrusion process parameters, rotational speed in the range of 800–1200 rpm and extrusion speed of 20–40 mm/min have been investigated in this research. The volume percentage of bioactive glass powder in values of 1, 3, and 5 vol.% has been studied in this research. The levels of rotational speed, extrusion speed, and volume percentage of bioactive glass powder investigated in this study are reported in Table 1. The FSBE process is performed at an extrusion ratio (the ratio of wire diameter to primary sample diameter) of 0.35.
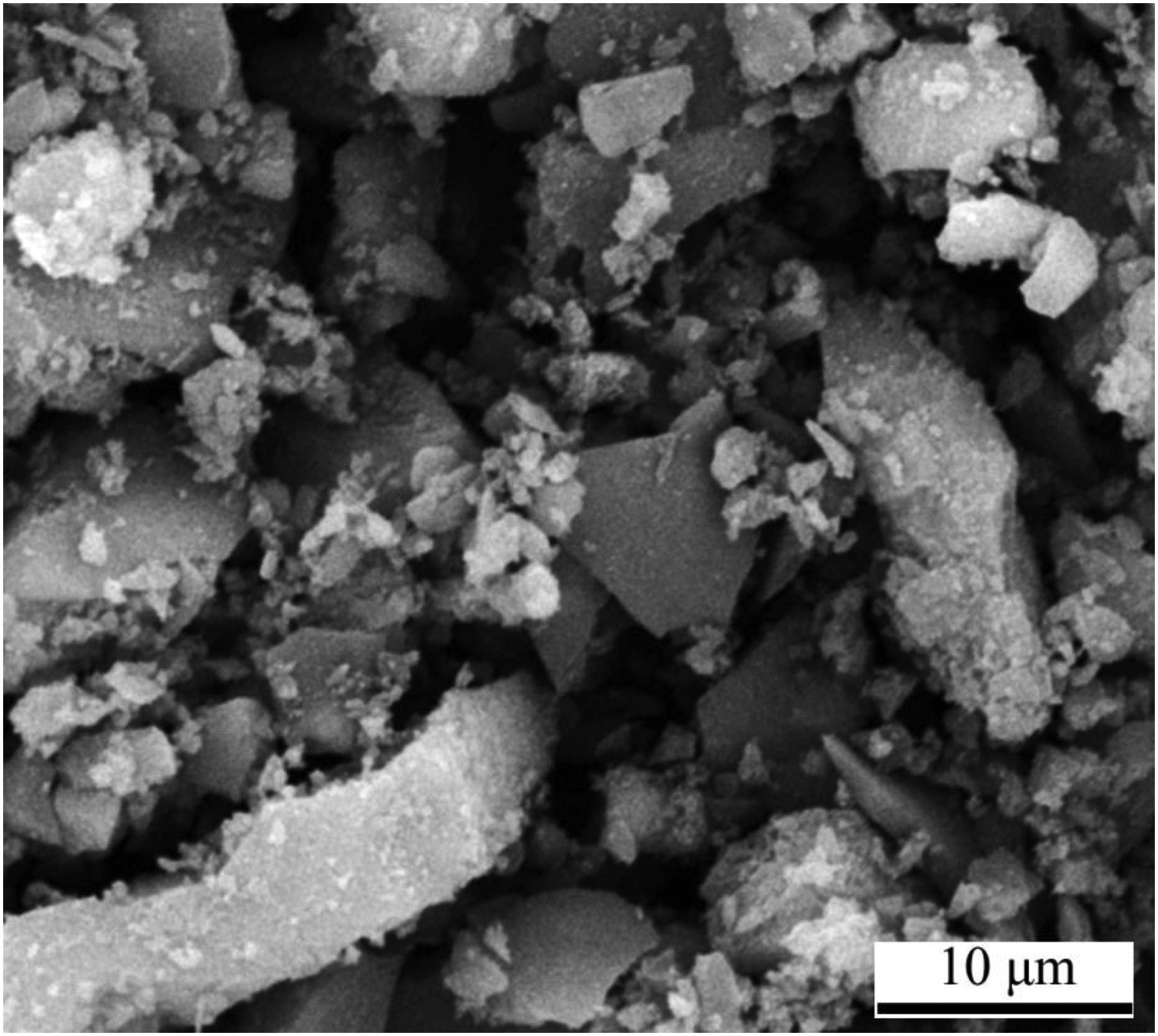
SEM image of the synthesized bioactive glass powder
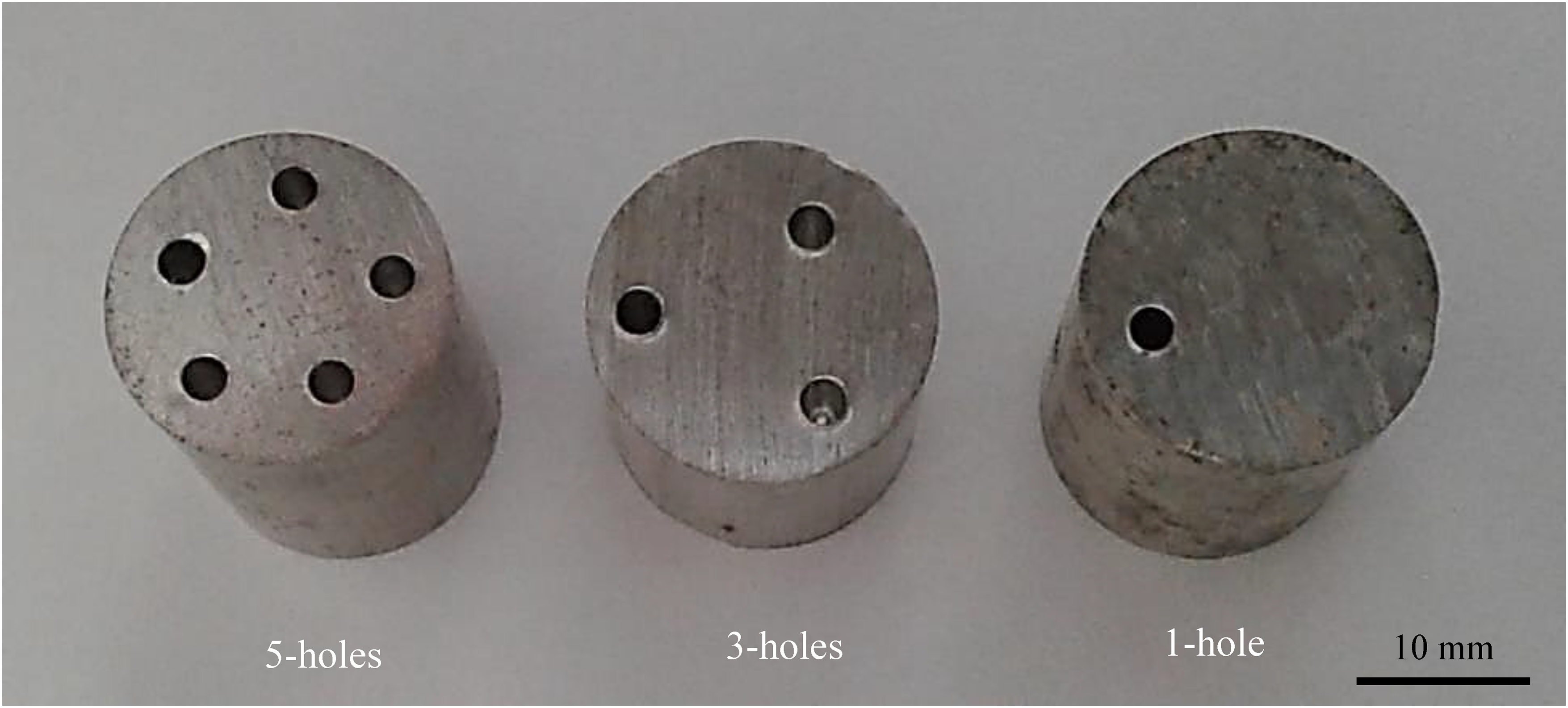
The design of the 1-hole, 3-holes, and 5-holes drilled in the cross section of the AZ91-rod
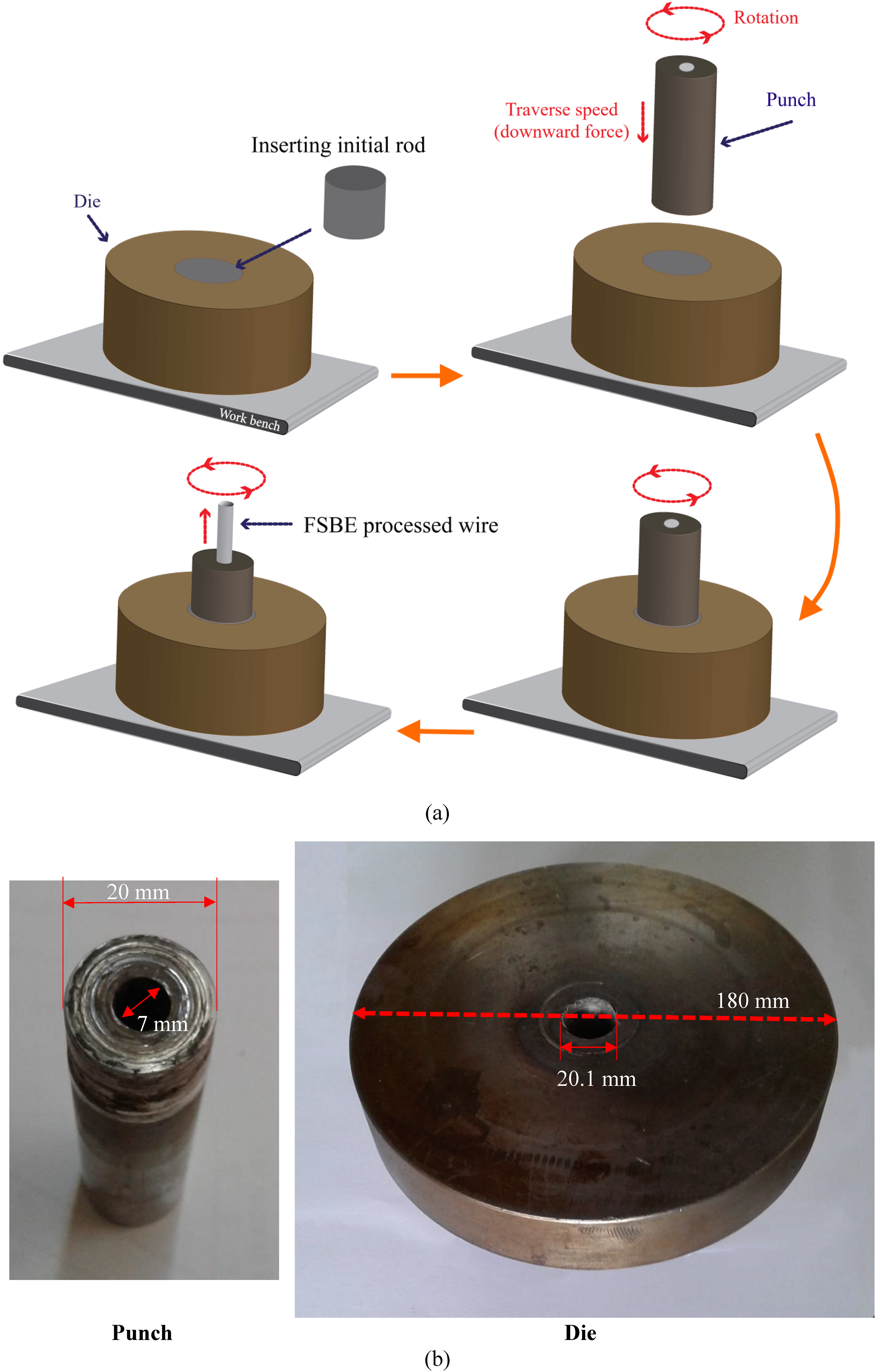
a) schematic view of FSBE process, b) the die and punch used for FSBE process
FSBE parameter levels used in this study.
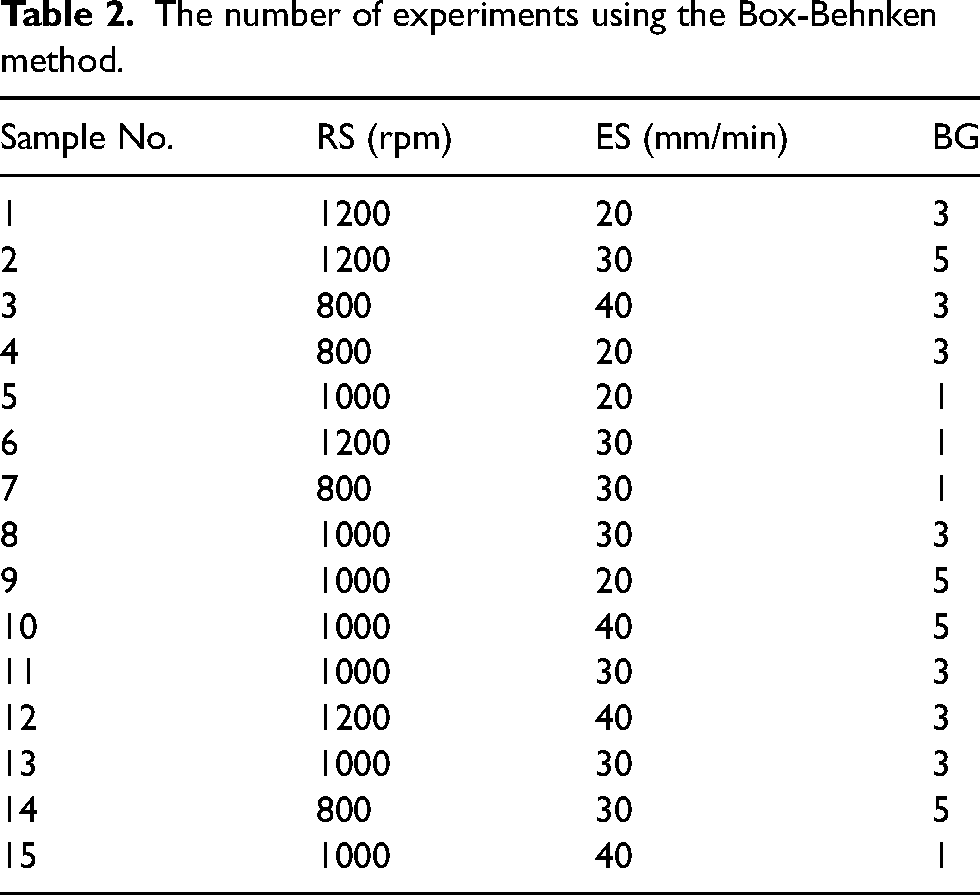
The RSM was applied to optimize and reduce the number of experiments in the FSBE process. The RSM is a set of mathematical and statistical methods used to optimize the processes in which a number of variables influence the response. The RSM offers some upsides, including a decrease in the number of experiments as well as an accurate estimation of the quadratic regression coefficients and the interaction of factors. As the first step of the RSM, a set of influential independent variables is selected according to the purpose of the problem. The next step is to choose the design of the experiment (DOE) whereby experiments are performed. Finally, the model is evaluated by fitting a polynomial function. The RSM includes different design models, such as central composite and Box-Behnken designs. The Box-Behnken method employs a three-level quadratic model with fewer tests than the central composite method. The surfaces are arranged from bottom to top, and the center number is known as the center point. The bottom, center, and top points are coded with −1, 0, and 1, respectively. The number of experiments in the Box-Behnken method is given by:
25

The number of experiments using the Box-Behnken method.
In order to evaluate the properties of the composites produced, metallographic tests, hardness tests, tensile tests, and corrosion tests have been used. After preparing the cross-section of the wires using sandpaper and an alumina solution, the microstructure of the metallographic samples was revealed using a solution containing 150 ml of ethanol, 10 ml of distilled water, 10 ml of acetic acid, and 4.26 g of picric acid. In order to evaluate the microstructure, a Dewinter DEW/780 optical microscope and a Philips-XL30FSEM SEM equipped with an EDX detector have been used. The samples’ hardness was determined using a Koopa Universal (UV1) microhardness tester with a 100 g load applied at 10-s intervals. A tensile test was performed according to ASTM E8 using a crosshead speed of 1 mm/min. The tensile test samples had a length of 100 mm. The corrosion behavior of AZ91 rods and FSBE-processed samples was evaluated using potentiodynamic polarization and electrochemical impedance spectroscopy (EIS). Specifically, a potentiostat galvanostat (Metrohm Autolab, Model PGSTAT204) and a potentiostat galvanostat (Wonatech, Model Zive SP1) were used in a simulated body fluid solution (pH = 7.4) at 37°C for the tests. The SBF was prepared using Kokubo's methodology. 26 Details of corrosion resistance evaluations in the SBF solution are reported in previous work. 24
Results and discussion
Macrostructure examination
Figure 4 shows the cross-section of FSBE-processed composite wires. As can be seen, according to the value of process parameters and the percentage of bioactive glass powder, the distribution of powder in the cross-section area is different. By decreasing the rotational speed and increasing the extrusion speed, the agglomeration of the bioactive glass powder particles increases. The microstructure of the area near the surface of the wires, which is mainly affected by the powder, is shown in Figure 5. Also, the grain size values of different samples are shown in Figure 6. According to,27,28 under the influence of heat and plastic deformation, at the same time, the dynamic recrystallization process causes the formation of fine equiaxed grains in the cross-section of the wire. The results show that the recrystallized grain size decreases by increasing the rotational speed, increasing the extrusion speed, and increasing the amount of bioactive glass powder.

Macro image of cross section of different samples

Optical microscopy image of near surface of different samples

The average grain size of different sample versus FSBE parameters. In each diagram, the values of other parameters are kept constant at the median value
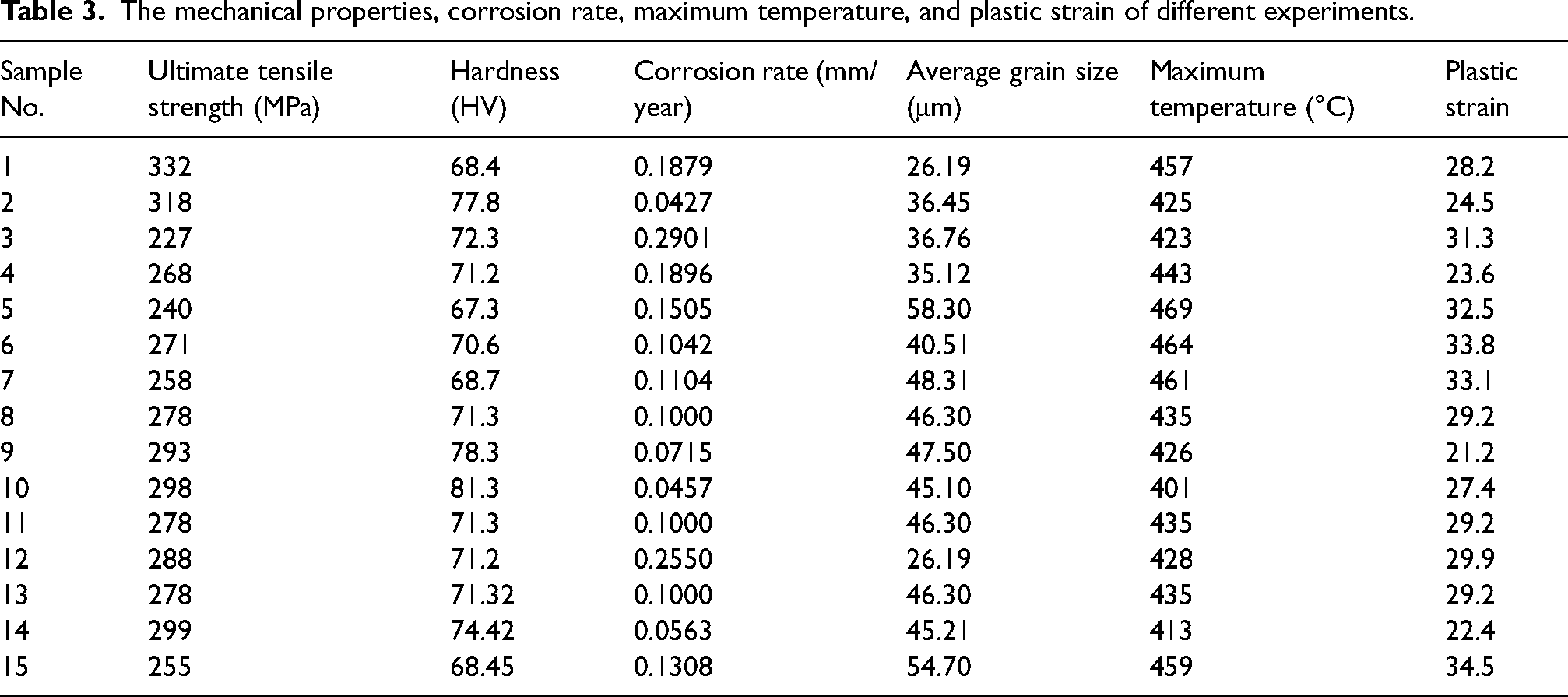
According to,27,29 the temperature and plastic strain induced during FSBE decreased with decreasing rotational speed and increasing extrusion speed. The decreasing temperature or increasing plastic strain results in a smaller dynamic recrystallized grain size. 30 The maximum temperature and plastic strain during FSBE process predicted using procedure reported in previous study.31,32 According to results reported in Table 3, the smaller grain size in the FSBE-processed wires by increasing rotational speed shows that the effect of plastic strain is dominant compared to the effect of temperature on the recrystallized grain formed in the microstructure. In other word, the smaller grain size in the FSBE-processed wires by increasing extrusion speed shows that the effect of temperature is dominant compared to the effect of plastic strain on the recrystallized grain formed in the microstructure. Also, the presence of bioactive glass particles prevents grain growth in the recrystallized grains by pinning the grain boundaries. Similar results have been reported by other researchers who studied manufacturing magnesium matrix composites using friction stir-base processes.33,34 Of course, it should be noted that by increasing bioactive glass particles, more obstacles are formed in the path of movement of the grain boundaries, and this phenomenon will reduce the grain size. As can be seen, the effect of process parameters and powder amount on the microstructure did not act independently, and the simultaneous effect of these parameters should be considered.
The mechanical properties, corrosion rate, maximum temperature, and plastic strain of different experiments.
The main effects of FSBE parameters
In this research, the RSM using the Box-Behnken design was used to obtain the optimal state of the process parameters by considering all the parameters simultaneously. For convenience, the symbols RS, ES, and BG are used for rotational speed, extrusion speed, and bioactive glass powder percentage, respectively. To investigate the effect of the process parameters on the responses, the three-dimensional graph obtained from the regression equations has been drawn to obtain the optimal values of the variables in the considered ranges. The investigated responses include hardness (H), ultimate tensile strength (UTS), and corrosion rate (CR). It should be mentioned that the multiplication of two parameters means the interference of these two parameters. For example, RS*ES shows the interference of extrusion speed and rotational speed.
Table 3 shows the data obtained from the experiments performed based on the DOE. Figure 7 shows the graphs of the main effects related to the variables of rotational speed, extrusion speed, and bioactive glass powder particle percentage on the responses of hardness, ultimate tensile strength, and corrosion rate. In hardness and UTS responses, the effect of bioactive glass powder percentage was positive, so increasing the amount of powder increased hardness and UTS but decreased corrosion resistance. To investigate the effect of process parameters on responses, three-dimensional diagrams were drawn under specific conditions and are reported in Figures 8–10. In fact, it is a graphical representation of regression equations used to determine the optimal values of variables in the specified range. Different shapes show surface plots of different interactions between variables, and the rest of the parameters are kept at the middle value. The results show that the maximum strength (UTS) can be achieved by simultaneously increasing the rotational speed and percentage of the powder and decreasing the extrusion speed.
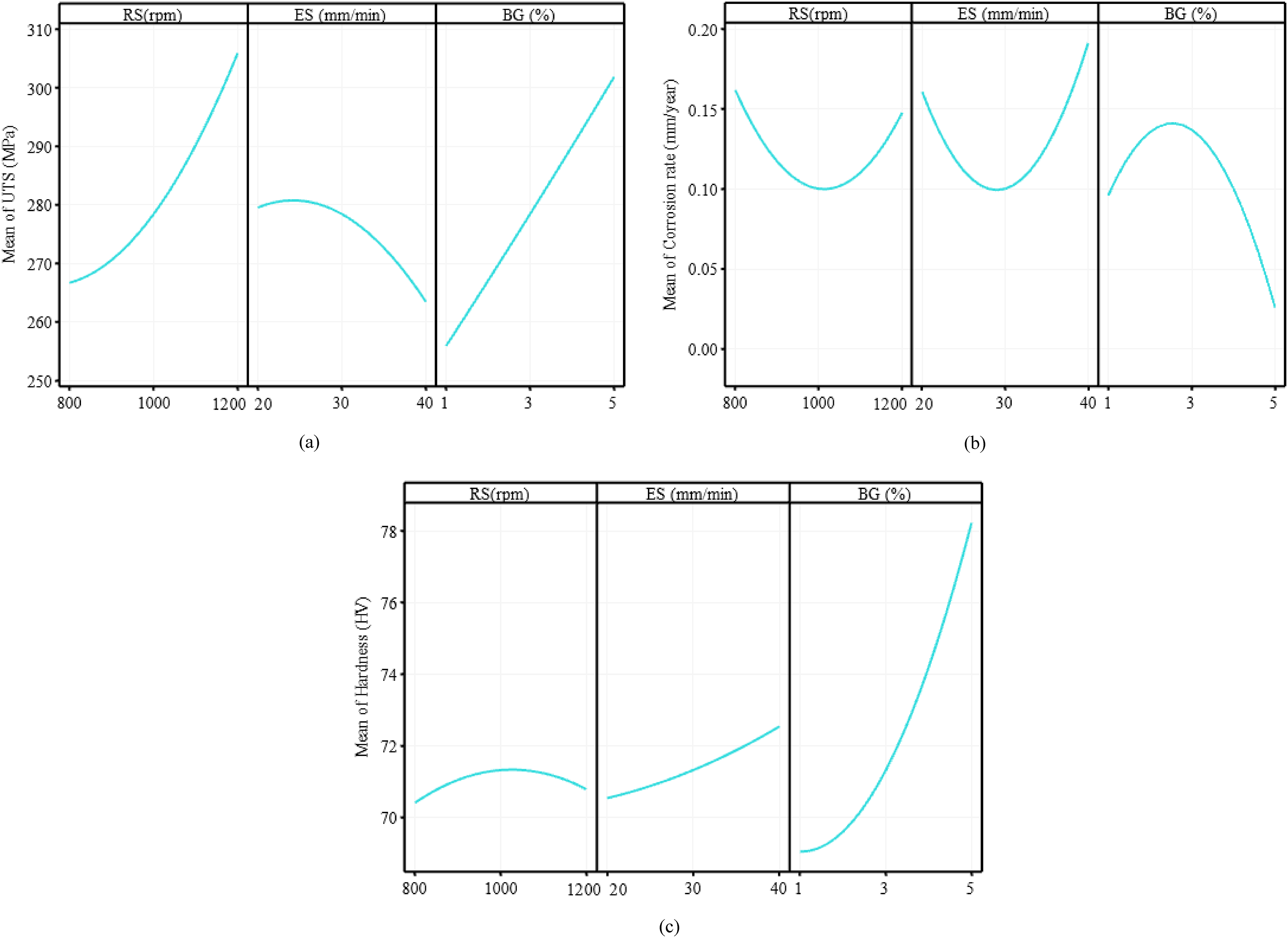
The main effect plots corresponding to the response surface methodology (RSM) design; a) UTS, b) hardness, c) corrosion rate
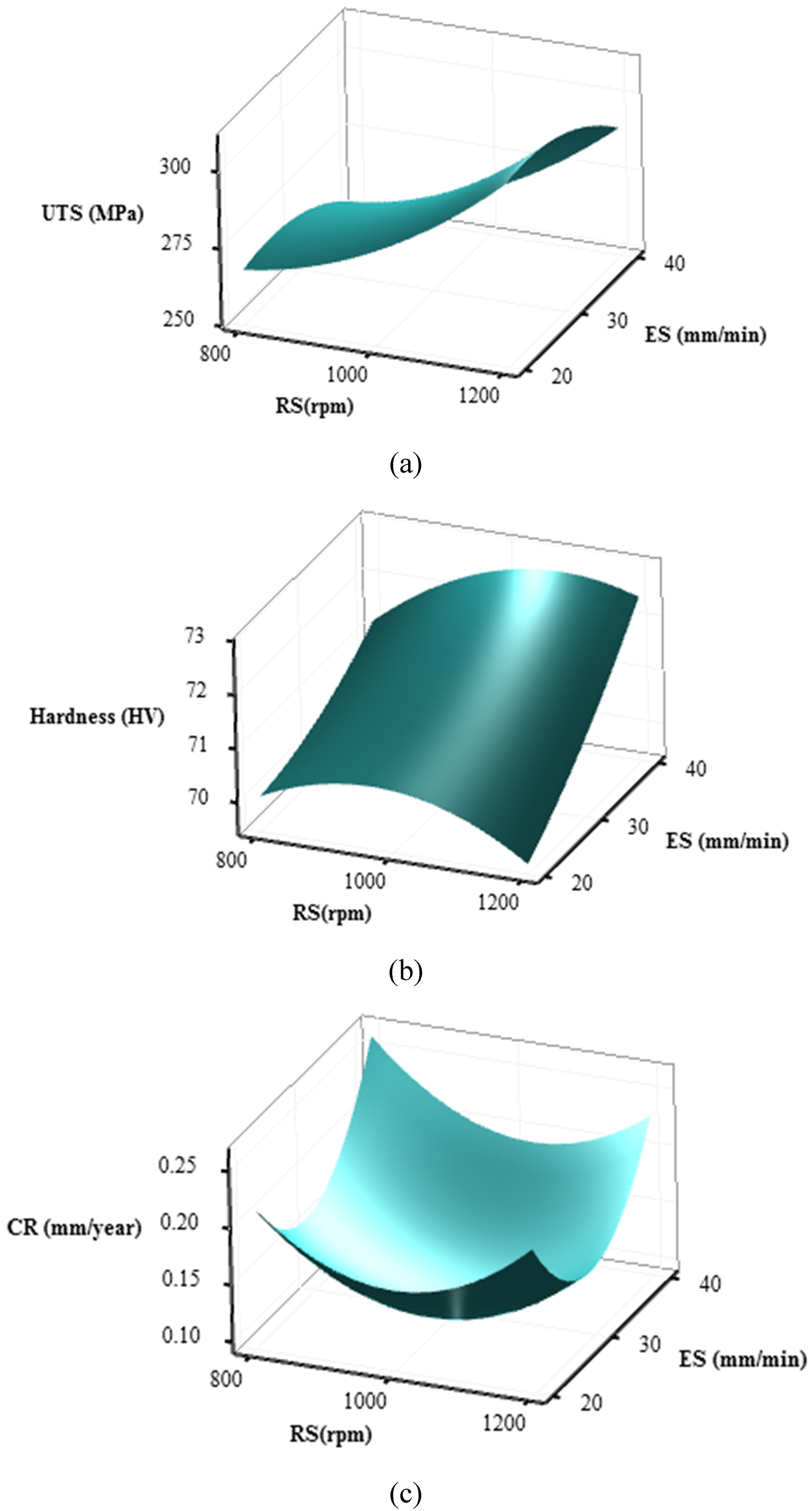
The effect of rotational speed and extrusion speed on; a) UTS, b) hardness, c) corrosion rate
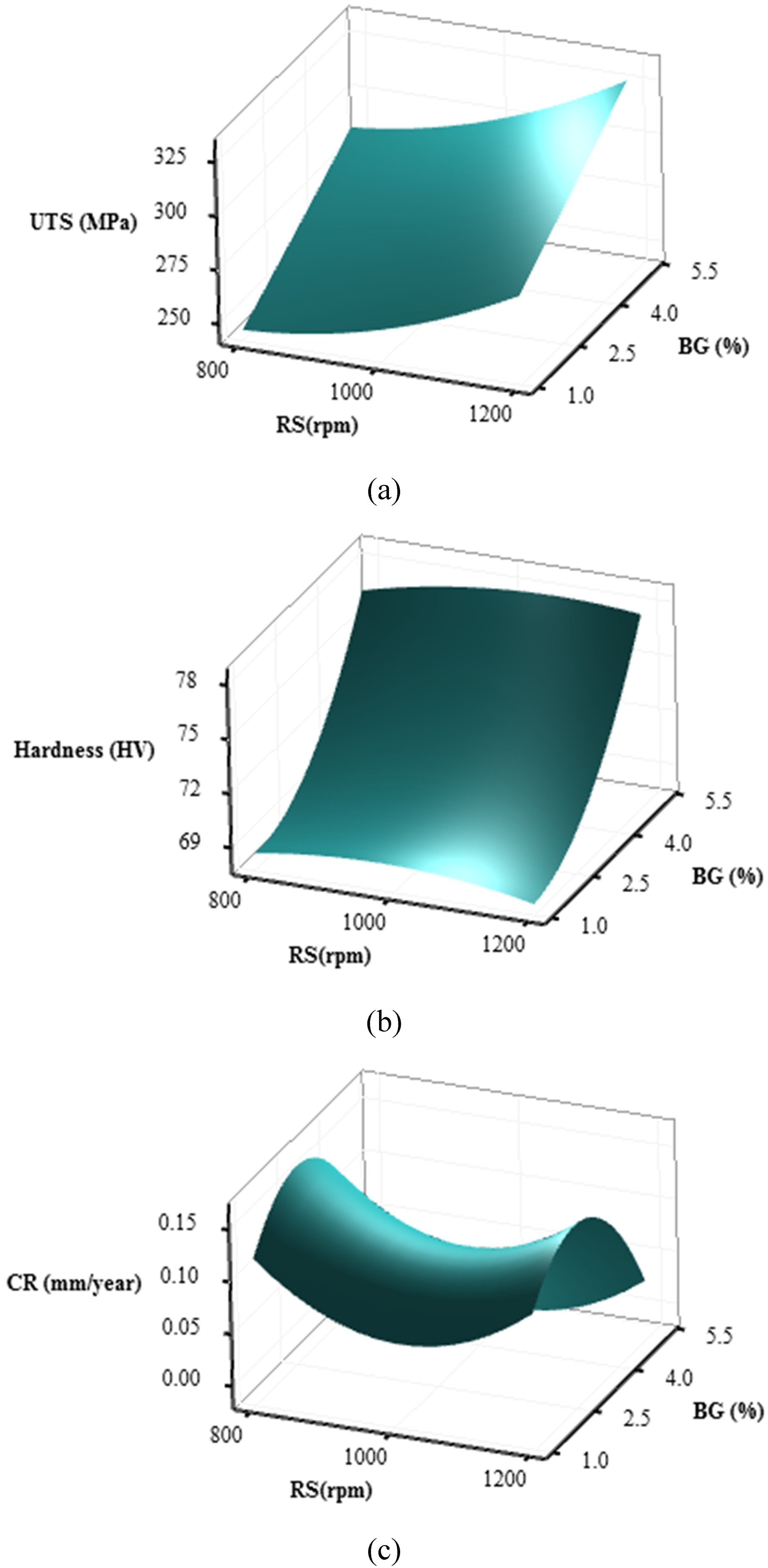
The effect of rotational speed and bioactive glass percent on; a) UTS, b) hardness, c) corrosion rate
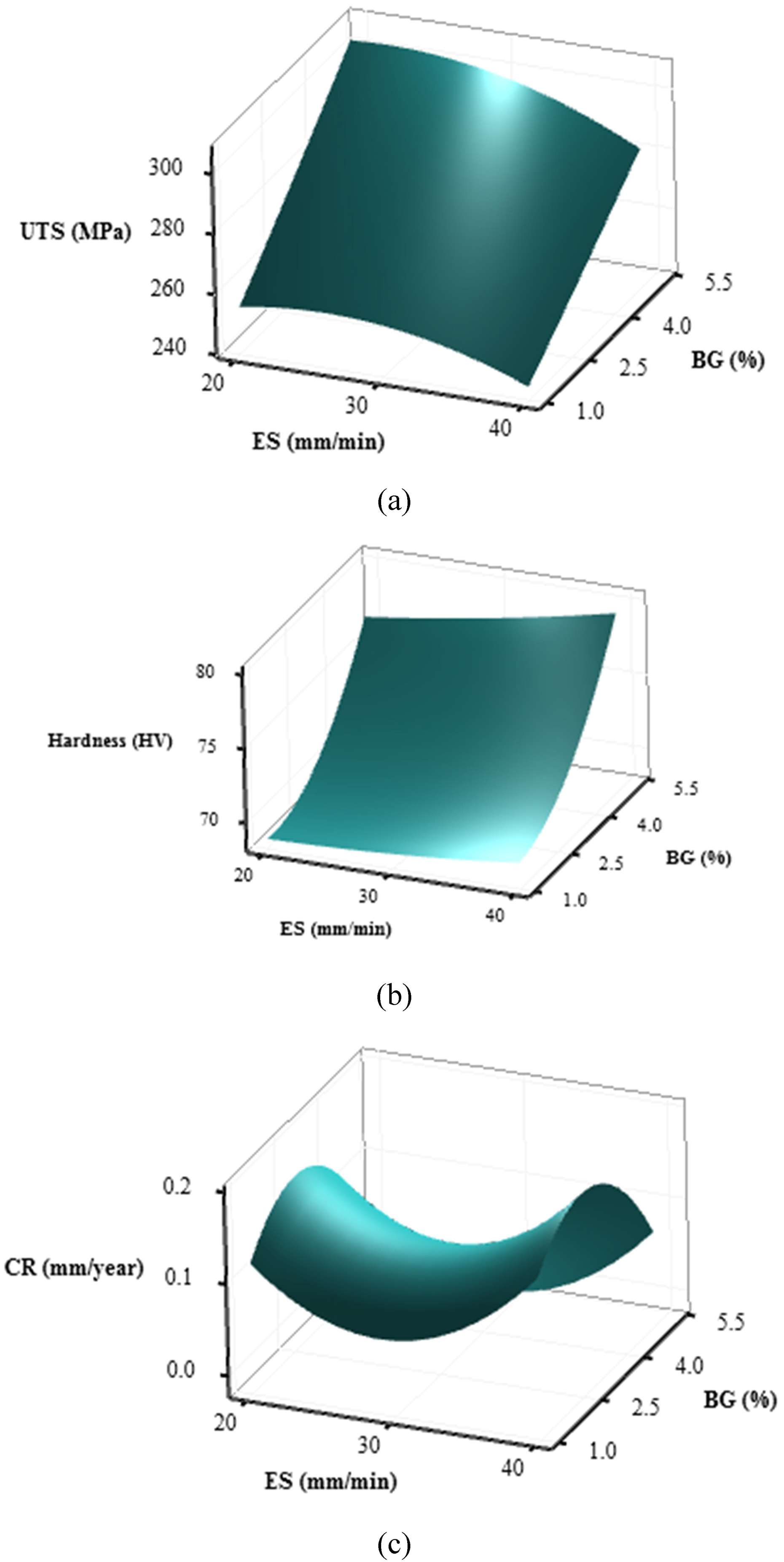
The effect of extrusion speed and bioactive glass percent on; a) UTS, b) hardness, c) corrosion rate
Although increasing the rotational speed and decreasing extrusion speed increases the heat input to the material and increases the probability of dissolution of the beta phase particles, it should be noted that with the increase in rotational speed or decrease in extrusion speed, the probability of breaking the beta phase particles and also the distribution of the bioactive glass particles increases, and as a result, the possibility of agglomeration of particles decreases. In this situation, fewer stress concentration positions are created in the magnesium matrix, which can help increase strength. The vital point in the hardness results is that the highest hardness has been obtained by increasing the extrusion speed and the bioactive glass powder percentage at a rotational speed of 1000 rpm. It should be noted that contrary to the strength results, the maximum hardness was not obtained at the maximum heat input (i.e., maximum rotational speed and minimum extrusion speed). This phenomenon can be related to the evolution of the beta phase. By increasing the heat input, most of the beta phase is dissolved, and this phenomenon can affect the strength and hardness caused by this phase. However, the better distribution of bioactive glass particles has helped improve the strength. This is even though by increasing the extrusion speed and decreasing the heat input, the amount of dissolved beta phase decreases, and the grain size becomes smaller, which can positively affect achieving greater hardness. Still, forming agglomerate powder particles at the maximum extrusion speed acts as stress concentration centers and can cause strength loss.
The results related to corrosion resistance show that the maximum corrosion resistance is obtained at rotational speed, extrusion speed, and BG percentages of 1000 rpm, 30 mm/min, and three vol.%. Increasing or decreasing the percentage of BG powder makes the corrosion of the magnesium matrix more likely to occur. It seems that in high percentages of powder, due to the increase in the possibility of particle agglomeration, the positions of corrosion intensification increase. This is despite the fact that in percentages less than 3, due to the decrease in the volume of the powder in the microstructure and the lack of sufficient presence of particles with a lower corrosion potential than the magnesium, the magnesium is corroded more intensively.
Meanwhile, corrosion resistance decreases at the minimum and maximum rotational speeds. At high rotational speeds, the corrosion resistance decreases due to the beta phase's dissolution and coarser grains’ formation. 35 At minimum rotational speeds, corrosion resistance decreases due to the formation of agglomerated powder particles and the presence of beta phase particles. Regarding the extrusion speed, with the increase in the extrusion speed, despite the formation of fine grains, due to the agglomeration of the glass powder particles and also the coarse beta phase particles, the corrosion resistance has decreased. At the minimum extrusion speed, the corrosion resistance decreases again due to the formation of coarse grains.
Optimizing the parameters
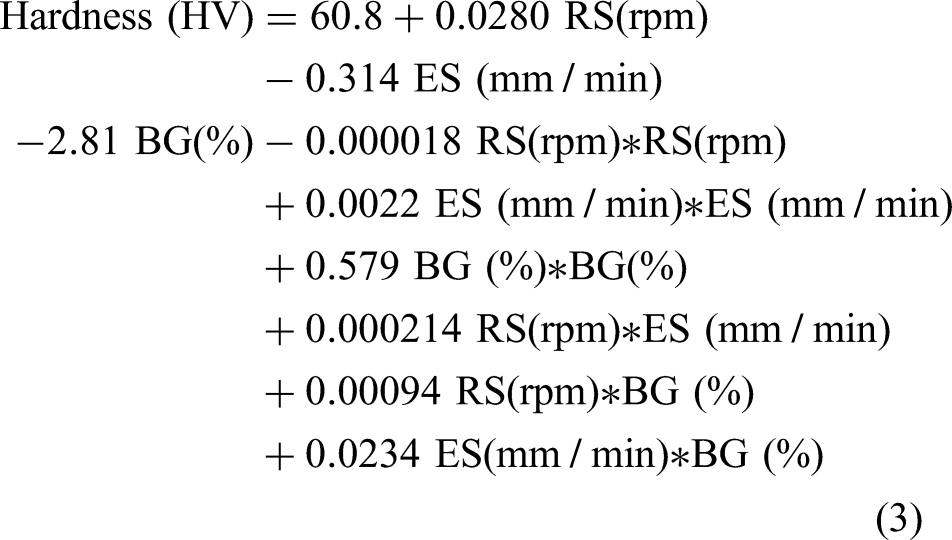
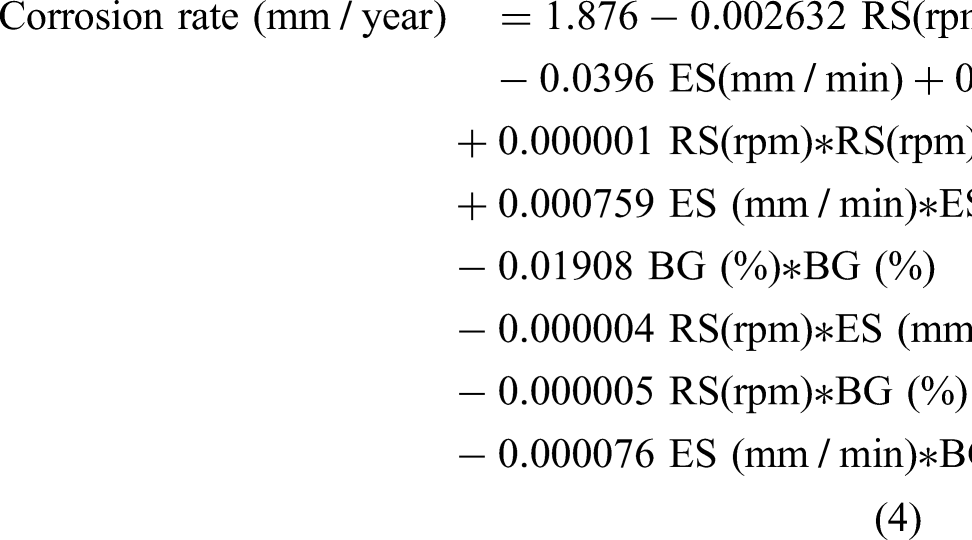
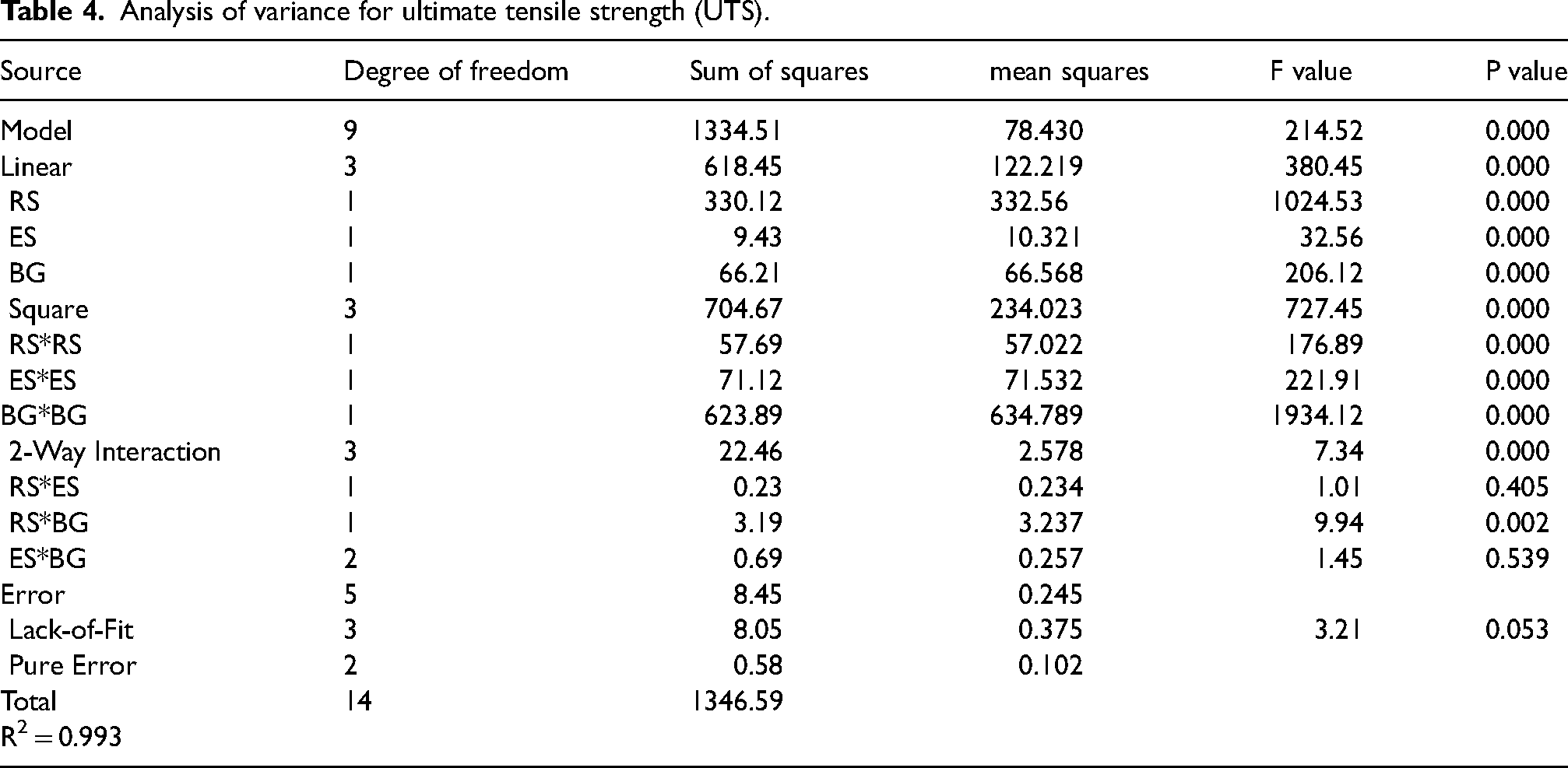
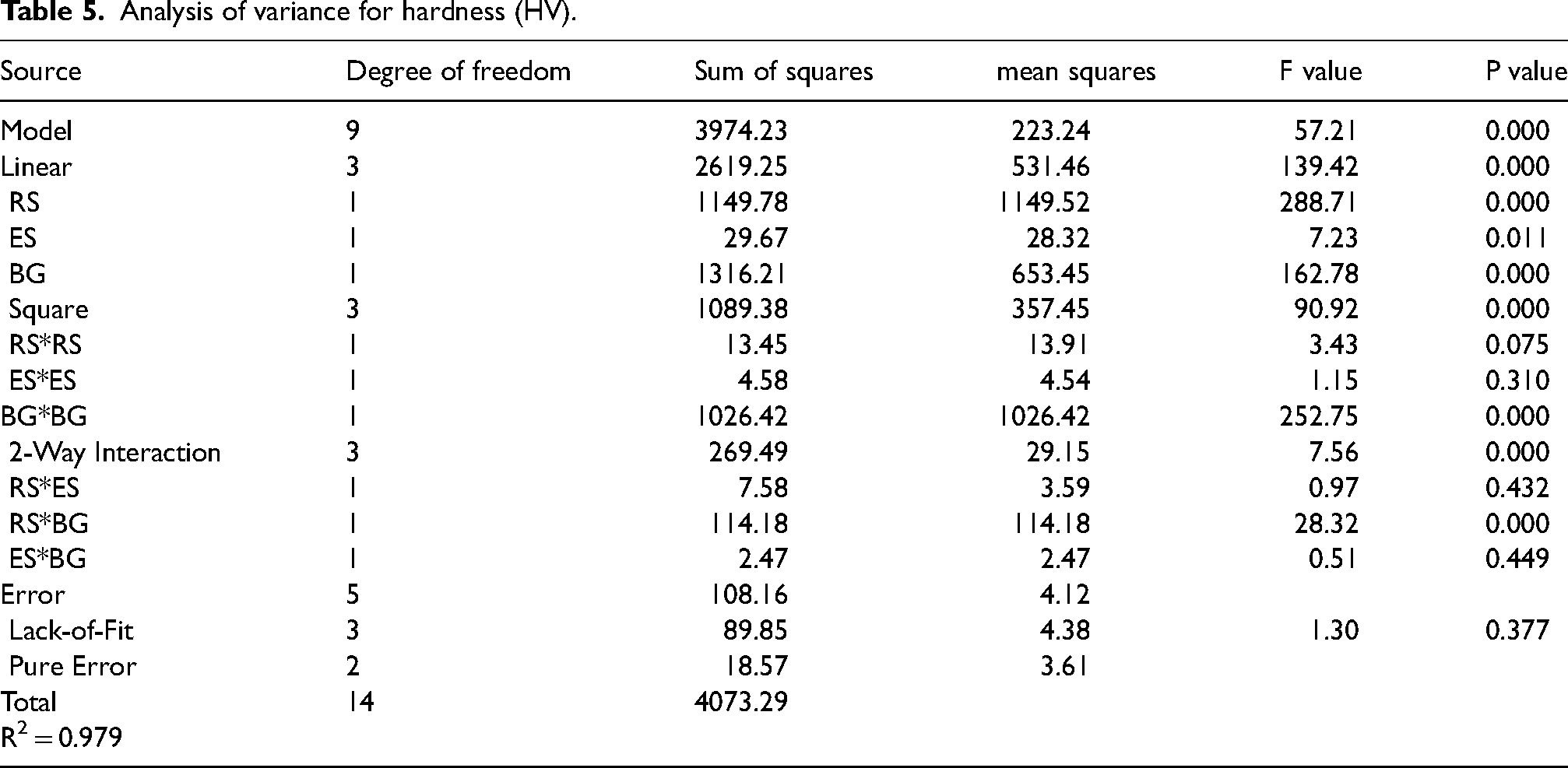
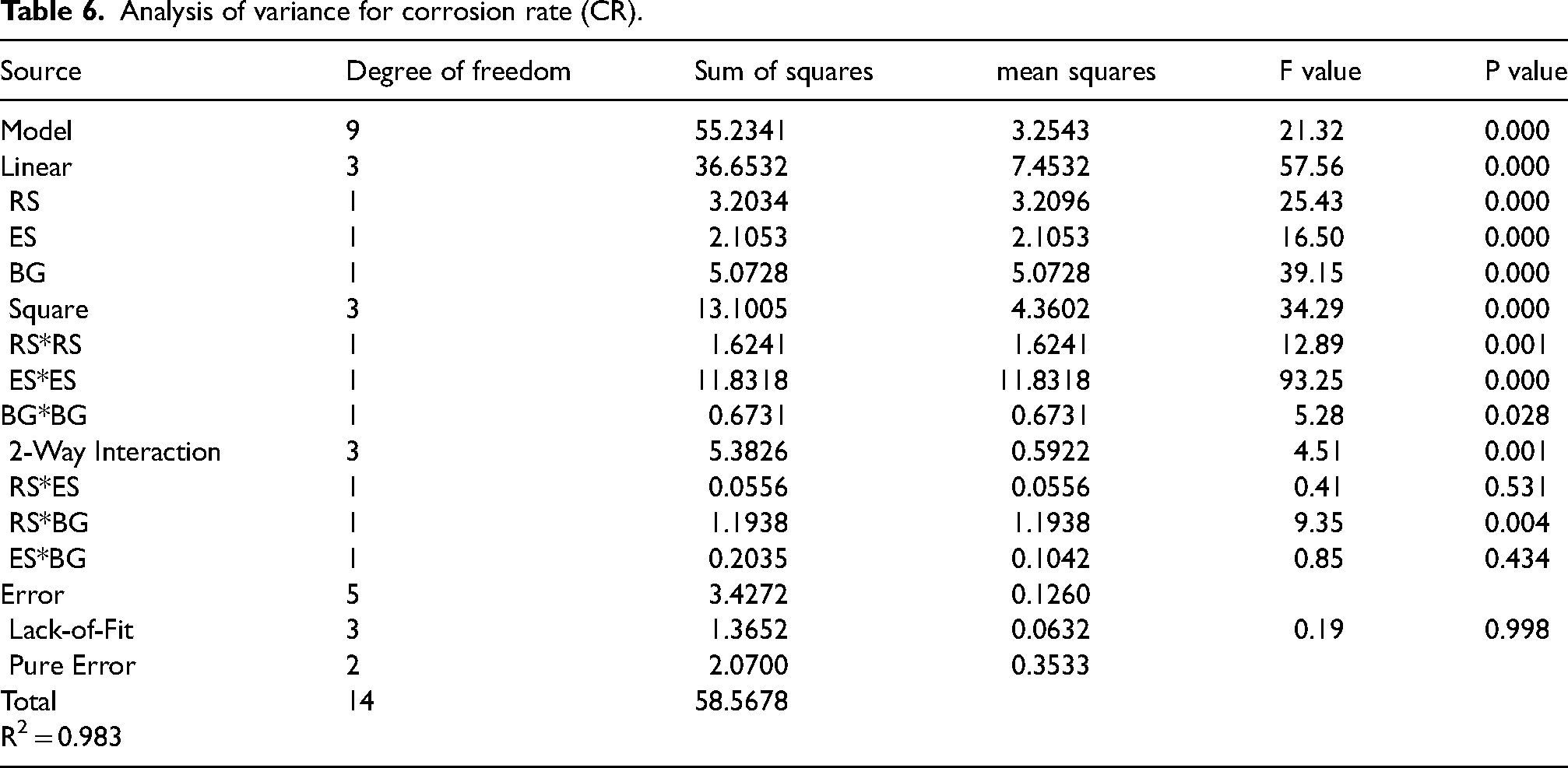
By addressing all the parameters simultaneously, the Box-Behnken RSM method was used to obtain the optimum state of the FSBE parameters. First, a mathematical model was developed using the Box-Behnken method to explain the relationships between the parameters and their interactions and to predict and control the properties of the FSBE samples using different parameters. Concerning the parameters, the effect of each parameter and the optimal conditions for hardness, UTS, and corrosion rate of processed samples were discussed using the analysis of variance (ANOVA). After calculating the regression coefficients using Minitab 19 software, the analysis of variance was conducted with a confidence level of 95% to determine which parameters had the highest impact on the different evaluated properties. As shown by equations (2–4), the quadratic regression equation for hardness, UTS, and corrosion rate was considered to estimate the effects of the continuous variables of rotational speed, extrusion speed, and bioactive glass particle content.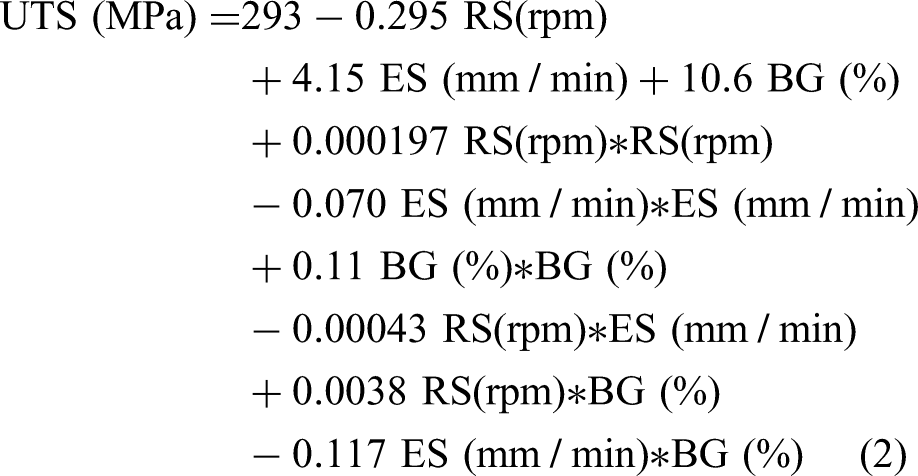
Analysis of variance for ultimate tensile strength (UTS).
Analysis of variance for hardness (HV).
Analysis of variance for corrosion rate (CR).
Since the FSBE is studied using a multi-response RSM, the responses must be optimized concurrently. This optimization was expressed in the concept of desirability by Derringer and Suich. 41 As shown in Figure 11, results using this concept are presented by a number between 0 and 1, denoted by a dimensionless “d” value. D = 0 and 1 represent the lowest and highest desirability, respectively. Figure 11 shows the optimized graph for the four parameters considered in this study. The vertical line inside each cell specifies the optimum parameter settings, and the horizontal bar lines represent the response values. Considering all parameters, the “composite desirability” value was 0.9141, occurring at rotational speed, extrusion speed, and bioactive glass particle content of 1200 rpm, 32.95 mm/min, and five vol.%, respectively. The estimated hardness, UTS, and corrosion rate of the FSBE processed sample with optimum parameters were 78.6 ± 2.1 HV, 327 ± 3 MPa, and 0.0427 ± 0.0059 mm/year, respectively.
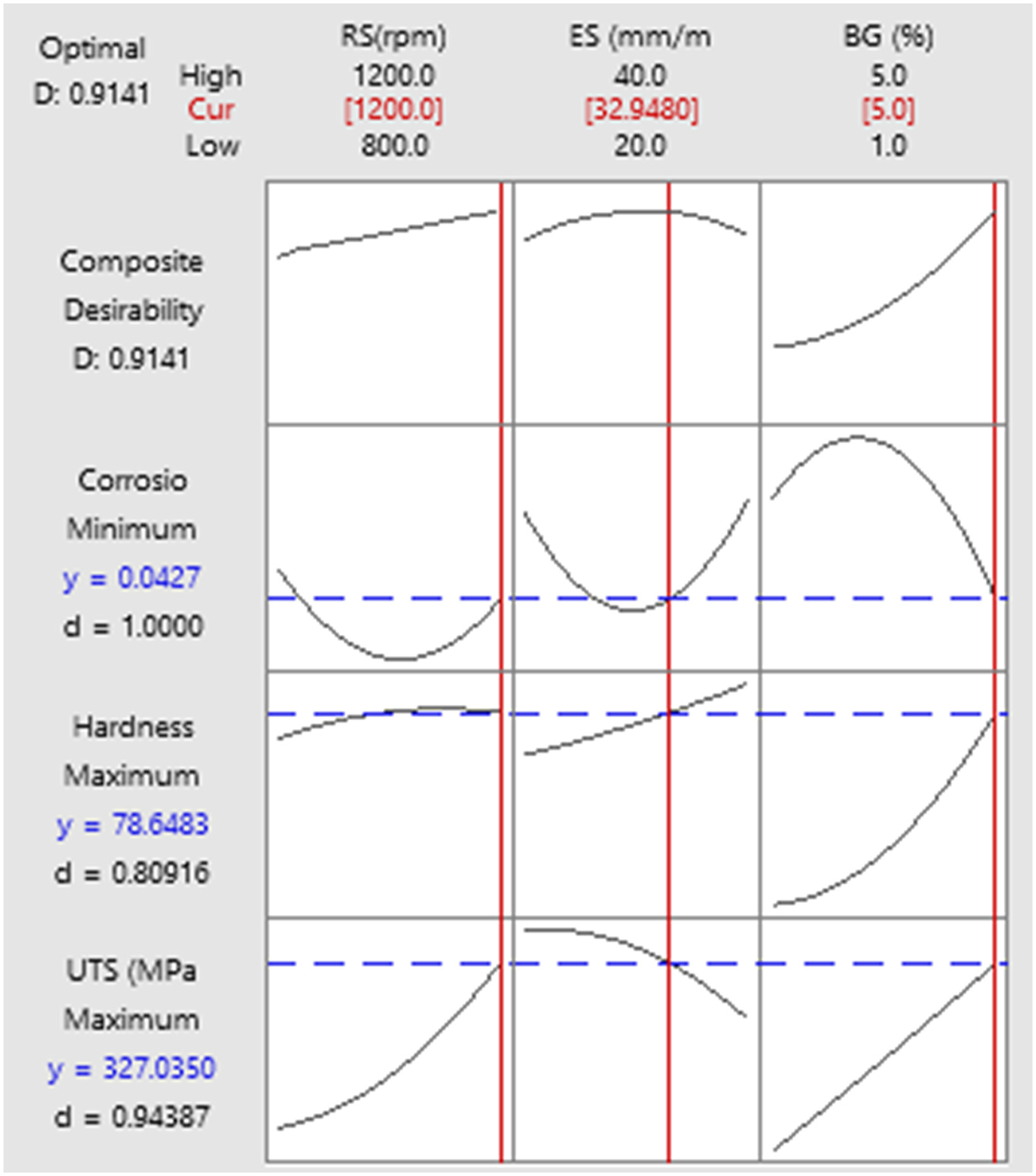
The optimized parameters according to multi response model
Microstructural, mechanical and corrosion properties of optimum parameter
Figure 12 shows the cross-section of composite wire and wire without reinforcing powder obtained using the optimal parameter. Examination of the microstructure of the composite rod shows that a significant difference in microstructure can be observed in different areas of the FSBE-processed wire. In the surface areas, especially where the glass powder is more present, we see a smaller grain size, which increases by moving toward the center of the wire. In fact, due to the FSBE operation, the gradient microstructure is created in two ways. This gradient microstructure is a gradient distribution of glass phase and grain size. In such a way that the accumulation of the glass phase occurs in the surface areas and moves towards the center, no trace of the glass phase is observed. The presence of glass powder particles in the surface areas depends on how the glass powder is applied to the initial AZ91 rod.

Macro image of cross section and microstructure of different zones of; a) composite wire, b) wire without bioactive glass
The holes embedded in the primary rod are situated near the surface, so the BG particles are primarily distributed in these surface areas. According to,42,43 the material at the center of the initial AZ91 rod is directly extruded from the punch orifice without significant lateral deformation, as it does not experience the shear force applied by the rotating punch. In contrast, the bioactive glass particles and material away from the center of the rod are subjected to pressure and pushed against the punch. The punch rotation generates high shear force through frictional contact between the material and the punch, forcing the bioactive glass particles and material away from the center of the rod to rotate with the punch. As the punch advances, the materials closest to the punch orifice are extruded first, while the bioactive glass particles and material continue to rotate until they are extruded. Since the holes containing bioactive glass particles are located near the surface of the AZ91 rod and far from the center, they will only be present in the surface areas of the extruded wire under the influence of the shear force and pressure applied by the punch. Consequently, the central areas will be devoid of the glass phase.
The grain size gradient changes in the composite rod depend on various factors, such as thermomechanical changes during the FSBE process and the presence of glass phase particles. According to previous research,31,42,44 the maximum temperature and plastic strain occurs in the surface areas of the extruded wire. Therefore, the two factors of plastic strain and temperature will have a competitive effect on the formation of recrystallized grain in the cross-section of the FSBE-processed wire. The formation of finer grains in the surface areas can indicate that the effect of plastic strain due to temperature is dominant in forming fine, recrystallized grains. It should also be noted that the glass phase particles can help the nucleation during the FSBE process through the particle-stimulated nucleation (PSN) mechanism and lead to small grain size. The high density of glass phase particles can be a reason for increasing the probability of PSN occurrence in these areas and thus helping to reduce the grain size in the surface areas.
Similarly, in the wire without bioactive glass powder, it is observed that the grain size is smaller in the surface areas than in the central areas. These results can be justified considering the predominance of the effect of plastic strain on decreasing recrystallized grain size, which was mentioned before. The average grain size in the powder and without powder samples is 49.5 ± 1.7 and 44.3 ± 1.9 μm, respectively. After the FSBE process, composite and bioactive glass-free wires show a finer grain size than the initial AZ91 rod. On the other hand, it can be seen that the sample without bioactive glass powder shows a smaller grain size compared to the composite sample. The reason for this phenomenon can be related to less plastic strain and a lower temperature while processing the sample without powder. As mentioned before, increasing the temperature or decreasing the plastic strain helps to form a coarser grain size. 45 Since in the sample without powder, the plastic strain and temperature are lower than in the composite sample, it is expected that the decrease in temperature will act in the direction of finer grains, and the decrease in plastic strain will lead to the growth of grains. Since temperature and plastic strain simultaneously affect the formation of recrystallized equiaxed microstructure, it can be concluded that due to the smaller grain size in the sample without powder, the effect of temperature is dominant over the effect of plastic strain.
Figure 13 shows the SEM microstructure of the central and surface areas of the composite wire, the wire without bioactive glass powder, and the initial AZ91 rod. The microstructure of the initial AZ91 rod includes coarse dendrites, a beta (β-Mg17Al12) phase, and intergranular eutectic networks. This is even though, after the FSBE process, the major part of the beta phase has been dissolved. In any case, as can be seen, there is a significant difference in the beta phase in the microstructure of the composite sample in the surface and central areas of the wire compared to these two areas in the wire without bioactive glass powder. The increase in the amount of beta phase in the surface areas is caused by the high temperature and plastic strain in these areas, which increase the diffusion rate. As a result, under the influence of the presence of secondary phase particles (bioactive glass phase), conditions are provided for the nucleation of a larger amount of beta phase during the FSBE process while cooling the extruded wire. Meanwhile, a much smaller beta phase has formed in the central areas.

SEM image of near surface and center zones of different samples; a) as-cast rod, b) composite wire, c) wire without bioactive glass
In Figure 14, the tensile test results and the hardness profile of the composite wire are compared with those of the AZ91 rod and the wire without bioactive glass powder. The minimum strength and elongation are related to the as-cast AZ91 rod. The continuous presence of the beta phase in the grain boundary leads to the weakening of the microstructure, and as a result, the strength and elongation decrease. As can be seen on the fracture surface of this sample (Figure 15), there is no trace of dimples that indicate ductile fracture,46,47 and the major part of the fracture surface is fractured in the form of a tear, a symbol of brittle fracture. By performing the FSBE process, the contribution of ductile fracture in the fracture surface increases, and as seen in the tensile strength results, a significant increase in elongation can be seen in the extruded sample compared to the as-cast rod. By breaking the integrated structure of the beta phase and distributing the particles of the secondary phase in the microstructure, the tensile strength of the FSBE-processed wire increases. The absence of agglomerated bioactive glass particles prevents stress concentration and separation at the powder-substrate interface. The dispersion, integrity, and interface bonding of reinforcement and matrix are important in composites and laminated structures.48–50 The proper distribution of powder in the magnesium matrix and the formation of an integrated interface with the magnesium matrix (Figure 13) are two of the main factors in increasing the strength of the composite wire compared to the wire without bioactive glass powder. After the FSBE process, the hardness has decreased compared to the initial as-cast rod. The dissolution of the beta phase during the FSBE process has led to a decrease in hardness compared to the initial rod. It should be noted that although most of the beta phase is dissolved in the magnesium matrix after extrusion, the presence of glass phase particles and the solid solution of the beta phase prevent a sharp decrease in hardness.
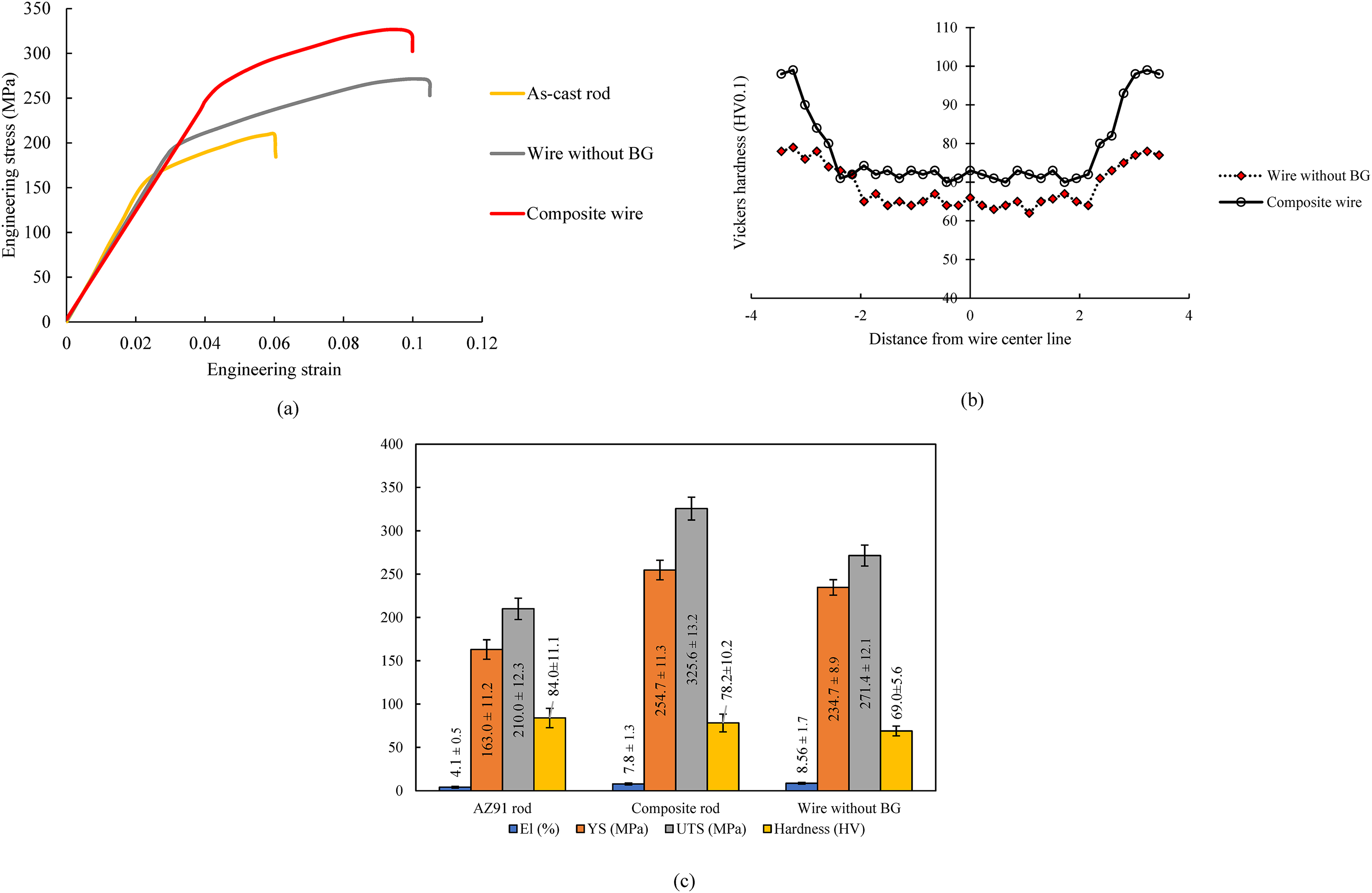
a) strain-stress curve of different samples, b) Vickers microhardness profile, c) average hardness, ultimate tensile strength (UTS), yield strength (YS), and elongation (El) of different samples
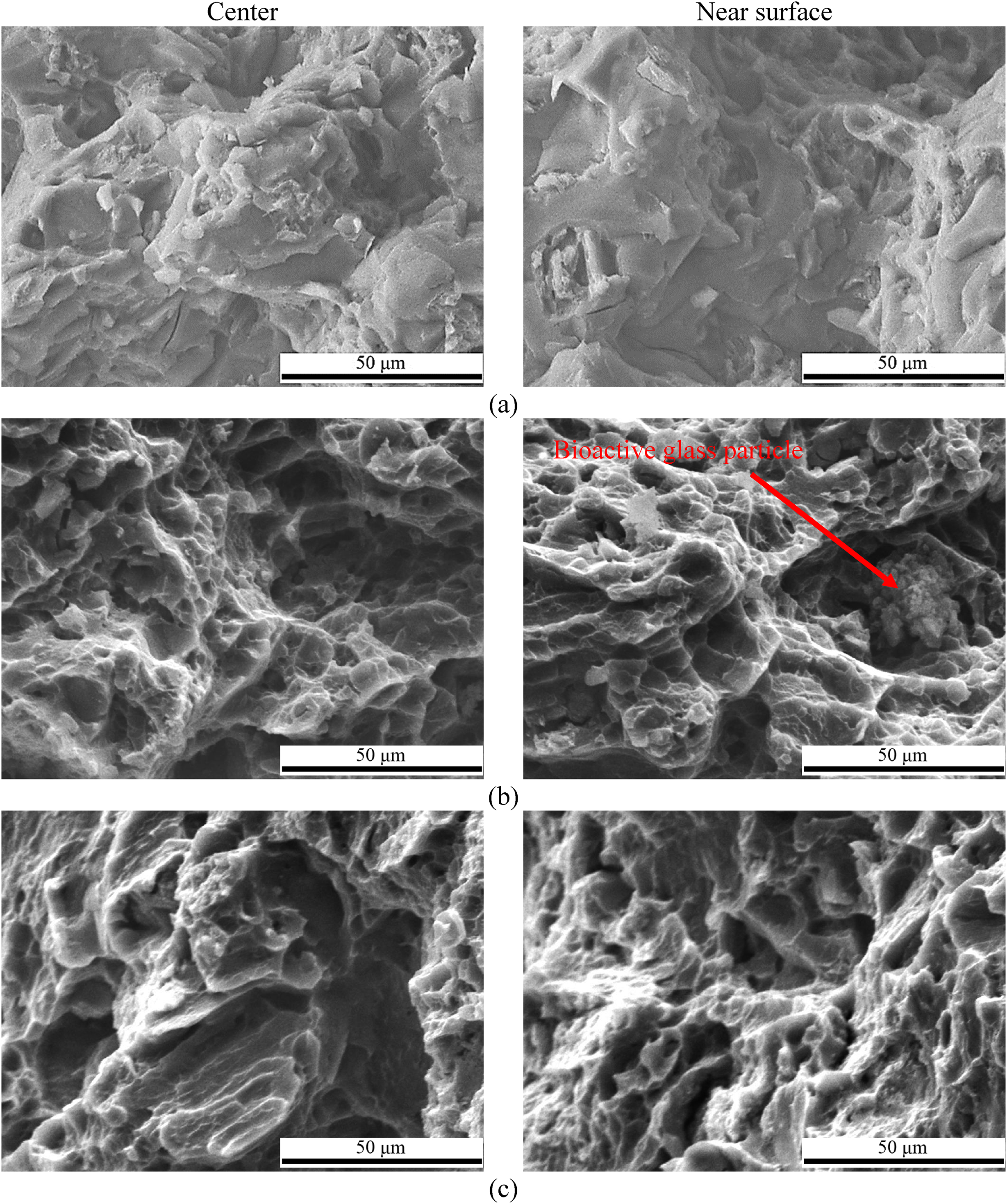
SEM image of fracture surface of center and near surface zones of different samples; a) as-cast rod, b) composite wire, c) wire without bioactive glass
In the FSBE processed wires, the formation of finer grains in the surface area of the wire without bioactive glass powder, as well as the presence of a larger amount of beta phase and bioactive glass particles in the surface areas of the composite wire, can be the main reasons for the higher hardness in the surface areas. According to Young's modulus measurement, Young's modulus of the as-cast rod, composite wire, and wire without bioactive glass particles is 38.9, 35.4, and 37.5 GPa, respectively. However, the Young modulus of composite wires is still far from the modulus of bone, but adding bioactive glass particles and FSBE process operations results in a 9% reduction in the Young modulus. The elastic modulus reduction compared to the as-cast sample can be related to the dissolution of β-Mg17Al12 phase and lower elastic modulus (35 ± 2 GPa) of the bioactive glass phase compared to the AZ91 magnesium matrix. Consequently, due to reduction of β-Mg17Al12 phase with higher elastic modulus than Mg matrix 51 the modulus of the matrix decreases. Also, according to the Halpin Tsai equation, 52 the lower elastic modulus of the additive particle will lead to a decrease in the modulus of the matrix.53,54
In Figure 16, the polarization test results of the composite wire are compared with those of the initial AZ91 rod and the wire without bioactive glass powder. Also, the results of corrosion current and voltage, along with the corrosion rate and polarization resistance of different samples, are reported in Table 7. The polarization resistance and corrosion rate (CR) values were obtained according to the procedures proposed in32,55 as follows:

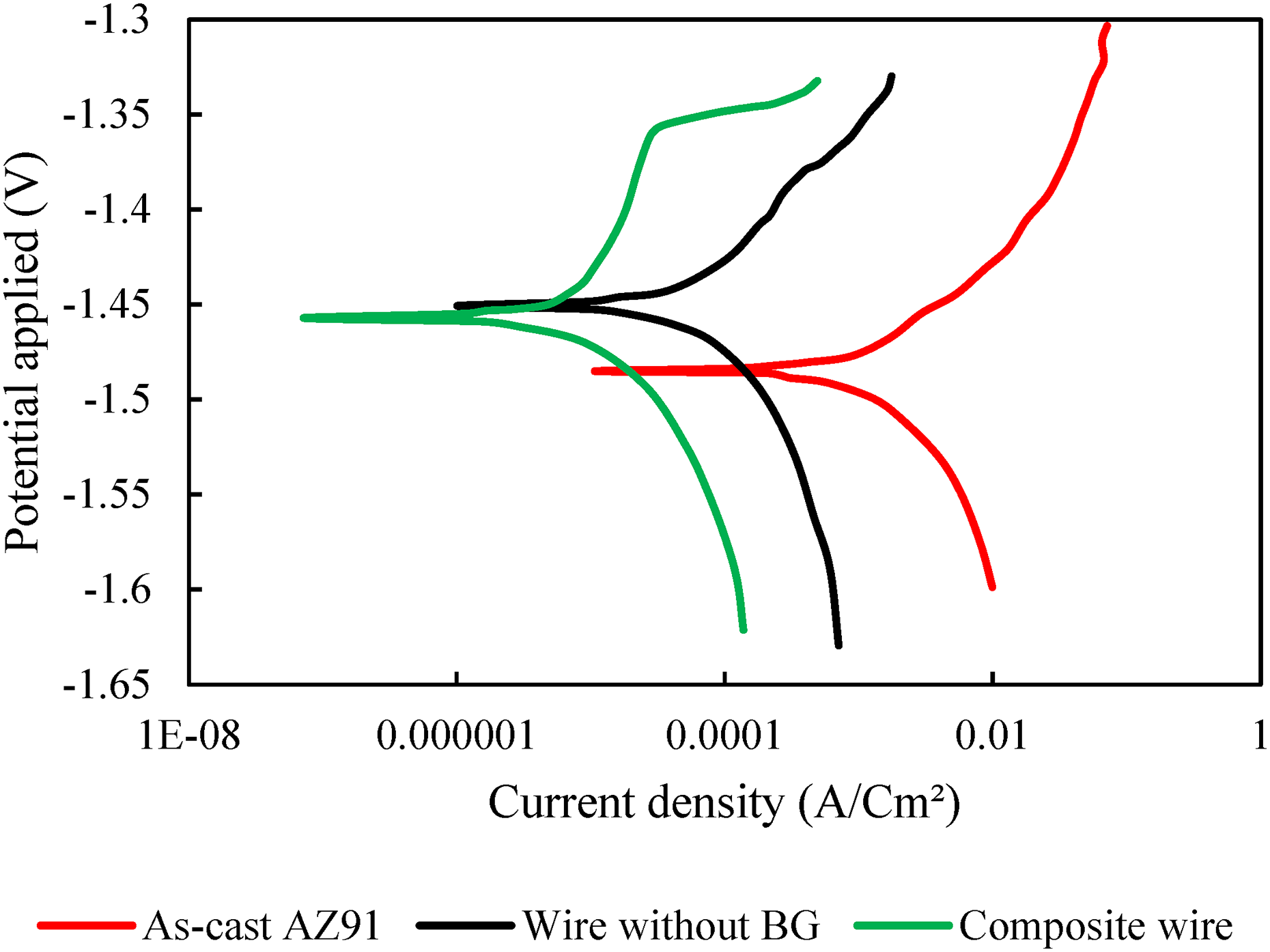
Potentiodynamic polarization curves of different samples
Corrosion resistance parameters achieved of potentiodynamic polarization curves.
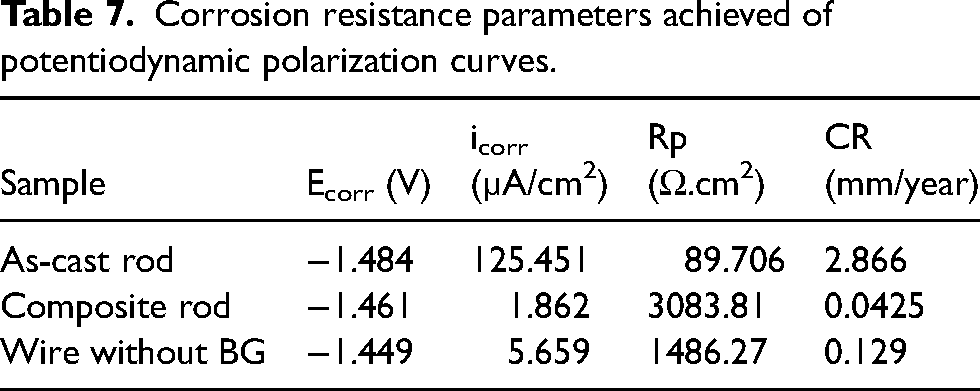
The terms Rp, βc, and βa represent “polarization resistance,” “Tafel slope,” and “cathodic and anodic polarization curve branches,” respectively. The icorr (corrosion current) and Ecorr (corrosion voltage) values in the as-cast r are 125.451 µA/cm2 and −1.484 V, respectively. The corrosion current density of the FSBE-processed samples is significantly lower than that of the as-cast AZ91 rod. In the FSBE-processed composite sample, Ecorr moves towards nobler values, and icorr becomes lower. The value of icorr in the composite sample is 1.862 µA/cm2. As can be seen, the values of polarization resistance and corrosion current density are inversely related, and with the increase of the polarization resistance (Rp) value, the icorr value decreases. As can be seen, the corrosion resistance of the composite rod is 67% higher than the corrosion resistance of the sample without bioactive glass powder. The presence of glass phase particles can help increase the composite sample's corrosion resistance.
According to the immersion test, the hydrogen evolution rate of as-cast alloy, composite wire, and unreinforced wire was measured at around 0.064, 0.015, and 0.052 ml/cm2/day. According to Song et al. 56 investigation, a hydrogen evolution rate of 0.01 ml/cm2/day, six times lower than that of AZ91 (with a hydrogen release of 0.068 ml/cm2/day 56 ), was conservatively set as a tolerated level. Therefore, materials with a hydrogen evolution rate lower than or close to this number can be used in implant construction and will be suitable for in-vitro and in-vivo body applications. According to hydrogen evolution rates measured in this study indicate that composite wires can be a bioactive and biocompatible implantable material candidate. Comparing the hardness, UTS, and corrosion rate of the FSBE-processed sample with optimum parameters with values predicted by the RSM method shows that the model estimated the optimized response of the hardness, UTS, and corrosion rate with 1.5%, 1%, and 0.5% error. These values show that the values estimated by the model agree with the experimental results.
Conclusions
The effect of rotational speed, extrusion speed, and bioactive glass powder percentage optimized by the RSM method in AZ91-bioactive glass composite wire fabrication produced by friction stir-back extrusion method. The main findings are as follows:
- In hardness and ultimate tensile strength responses, the effect of bioactive glass powder percentage was positive, so increasing the amount of powder from 1 to 5 vol.% increased the hardness and ultimate tensile strength by 18% and 13%, respectively but decreased the corrosion rate by 70%. - The FSBE processed composite wire fabricated with rotational speed, extrusion speed, and bioactive glass particle content of 1200 rpm, 32.95 mm/min, and five vol.%, respectively shows a smaller grain size (49.5 ± 1.7 μm) compared to the initial as-cast AZ91 rod. - The RSM model estimated the optimized response of the hardness, ultimate tensile strength, and corrosion rate with 1.5, 1, and 0.5% errors compared to experimental results. - According to RSM prediction, the minimum corrosion rate (0.0427 ± 0.0059 mm/year), maximum ultimate tensile strength (327 ± 3 MPa), and maximum hardness (78.6 ± 2.1 HV) were achieved at rotational speed, extrusion speed, and bioactive glass particle content of 1200 rpm, 32.95 mm/min, and five vol.%, respectively.
Footnotes
Data availability
Data will be made available on request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Ethical statement
Authors state that the research was conducted according to ethical standards.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.