
Abstract
In this paper, to obtain high strength and plasticity titanium alloy, a (Ti78Fe22)89Nb9Y2 alloy was synthesized and tailored by semi-solid isothermal processing (SSIP). The experiment revealed that during the semi-solid treatment process, the microstructure of the alloy progressively transformed from dendritic to spherical crystals as the temperature and holding time increased. This transformation was accompanied by the dissolution of fine precipitates into the matrix. As a result, the alloy was composed of bimodal micro-spherical/ultrafine lamellar structure. Compression tests show that the compressive strength remains at 2551 MPa after holding at 1100 °C for 60 min, the plasticity reaches reached 50.5%. The shape factor SF and average size D a well as their correlation with plastic strain ε was also calculated and analyzed in detail.
Introduction
Titanium and its alloys are extensively employed in the aerospace, marine, and biological industries due to their impressive ratio of strength-to-weight, exceptional resistance to corrosion, and outstanding biocompatibility.1–3 Among the numerous micro-alloying elements available for titanium, iron (Fe) stands out as an exceptional choice for enhancing its performance.4–6 On the one hand, Fe element is a stable element of β-Ti, which has great solubility in β-Ti, and due to the difference in atomic size from Ti, significant solid solution strengthening can be achieved.7,8 The researchers found that excessive Fe elements will form TiFe phase in titanium alloys, and titanium alloys with excellent mechanical properties can be obtained by changing the ratio between TiFe phase and matrix in the alloy. Therefore, titanium alloys with TiFe phase as the main strengthening phase have been extensively studied. On the other hand, Fe is a cheap element that can be used for the development of low-cost titanium alloys.8–11
The outstanding performance of the Ti-Fe binary system has caught the attention of numerous scholars both domestically and internationally.12–14 So far, a number of approaches have been implemented to further improve the properties of Ti-Fe based alloys. ‘In situ microalloying’ and thermomechanical processing (TMP) are the two most commonly used strengthening methods. The addition of Co element makes the original TiFe compound phase into Ti (Fe, Co) compound, and the hypereutectic Ti60Fe20Co20 alloy is composed of spherical Ti (Fe,Co) pre-precipitated phase with a size of 10–20 μm and eutectic structure.15,16 Comparing with the binary hypereutectic alloy Ti65Fe35, the plastic strain increases from 6.7% to 15%. Studies have shown that bimodal titanium alloys with ultrafine eutectic-micrometric dendrite in ternary Ti-Fe-Co can be obtained through eutectic reaction. 17 In fact, contrary to what is commonly imagined, the formation of fine grains is not always beneficial to the overall properties of alloy because of the limited dislocation activity, which will impair the plasticity of alloy. 17 One widely used approach to circumvent this limitation involves thermomechanical processing (hot working and heat treatment), by which the microstructure of titanium alloys could be transformed from the lamellar colony to spherical structure and this process is also known as spheroidization.18,19 Finally, fine and homogeneous microstructure could be obtained, improving the mechanical properties of titanium alloys. 19 Although the spheroidization treatment can well control the alloy structure and improve its performance, there are still some shortcomings that limit its application.17,19 For example, the applicable conditions of each spheroidization mechanism are not consistent. At high temperature and low strain rate, dynamic recrystallization is the dominant mechanism for the spheroidization transition, while at low temperature and high strain rate, the shear mechanism dominates the spheroidization process. In addition, the microstructural parameters considered for each spheroidization mechanism are different. Inhomogeneous spheroidization tends to lead to the formation of microscopic defects (mixed grains, microstructural heritability and macroscopic domains) that seriously affect mechanical properties of titanium alloys. Therefore, in the process of hot working, the precise control of the spheroidization process is of great importance to control the microstructure and properties of the alloy.
Improving the comprehensive performance of titanium alloys has always been a hot topic due to their widespread applications in various fields, such as aerospace, biomedical, and automotive industries, and researchers at home and abroad have made a lot of efforts. In recent years, the emergence and research of some new structures have opened up new directions for improving the strength and plasticity of metal materials.20–23 Guo He et al. prepared a titanium-based amorphous composite material composed of a nanoscale matrix and a soft dendrite phase using in-situ generation technology. 24 This alloy exhibited a room temperature compressive plastic strain of 14.5%, and the plasticity was significantly improved. Semi-solid treatment is an excellent processing technology for forming and microstructure manipulation and is always used in the microstructure regulation of aluminum alloy, magnesium alloy and low melting point high entropy alloys.25–28 It combines the advantages of solidification processing and plastic processing, and is the most promising material forming process in the twenty-first century.25,29 A certain period of heat preservation at a suitable temperature can fully fuse and separate the precipitated phases in the alloy, resulting in the transformation of primary phase morphology changing from dendritic to spherical non-dendritic, thus providing an effective method for improving the properties of the alloy. Yang C et al. prepared (Ti100−x−yFexCoy)82Nb12.2Al5.8 series alloys with bimodal structure by semi-solid sintering. 17 This bimodal alloy exhibits an ultra-high yield strength of 2050 MPa and a compressive plasticity of 19.7%. These unusual mechanical properties are attributed to the blocking, branching, and propagation of β-Ti sheets and dislocation interactions in Ti(Fe,Co) sheets as well as the stability of the coherent interface. Different from the well-known globularization mechanism that involves dynamic recrystallization, boundary splitting, shearing mechanism and termination migration, the semi-solid treatment causes the dendrite arms to fuse by changing the temperature distribution in the melt.18,19 The solute enrichment and hot-melt convection generated during solidification have a direct effect on the secondary dendrite arms at the root, separating them by melting rather than breaking them.30,31 On the other hand, because the solute accumulation is too late to diffuse, the concentration of solute at the root of the dendrite arm is significantly higher than that at the surface, resulting in a decrease in the melting temperature at the root of the dendrite arm. Therefore, fusing due to thermal disturbance often occurs here, and at the same time, the shearing or bending action generated by the flow becomes larger, which accelerates the fusing of dendrite arms.
In this work, a bimodal micro-dendritic/ultrafine lamellar TiFe-based alloy with a nominal composition of (Ti78Fe22)89Nb9Y2 was selected as the research object. Semi-solid isothermal treatment technology was applied to tailor the microstructure and further improve it's the mechanical properties. Since the holding time and heating temperature have a great influence on the microstructure of the alloy during semi-solid treatment, orthogonal experiment with multiple sets of isothermal temperature and isothermal time was adopted to study evolution of the semi-solid non-dendritic structure in the process of semi-solid treatment. X-ray diffraction (XRD), scanning electron microscope (SEM) and transmission electron microscope (TEM) were applied to study the variations of microstructure morphology and phase formation. Compression test was used to study changes in properties after semi-solid treatment. Finally, through analyzing changes in microstructure morphology, dendrite spheroidization and toughening mechanism were revealed.
Experimental procedures
(Ti78Fe22)89Nb9Y2 alloy is prepared by non-consumable water-cooled copper crucible vacuum arc melting equipment. The raw materials used for smelting are high-purity (purity greater than 99.9%) metal blocks or particles and in order to ensure the homogeneity of the alloy, the ingot is repeatedly smelted four times. After that, metal observation samples and compression patterns are cut out from the ingot by wire cutting technology, and placed in a vacuum furnace for semi-solid isothermal treatment.
This work adopts isothermal heat treatment method to prepare semi-solid non-dendritic structure. The selection of experimental parameters mainly includes isothermal temperature and isothermal time. The literature shows that the determination of semi-solid holding temperature needs to combine liquidus temperature, pure solvent melting point, alloy solid state phase volume fraction and equilibrium partition coefficient and so on.17,32,33 Figure 1 is the Ti-Fe binary phase diagram with the DSC curve of (Ti78Fe22)89Nb9Y2 alloy embedding in it.34,35 It can be clearly seen from the figure that there are two endothermic peaks, which are located at 820 ± 10 °C and near the eutectic temperature 1130 ± 10 °C, indicating that there are two phase transformations. According to this, the semi-solid isothermal treatment temperature range of (Ti78Fe22)89Nb9Y2 alloy is 820 °C–1130 °C. In addition, it can be known from the Ti-Fe binary phase diagram that the eutectic temperature of the Ti-Fe binary alloy is 1085 °C, and the liquidus temperature of the corresponding composition is about 1260 °C, which shows that the addition of Y and Nb elements lowers both the eutectic temperature and the liquidus temperature.
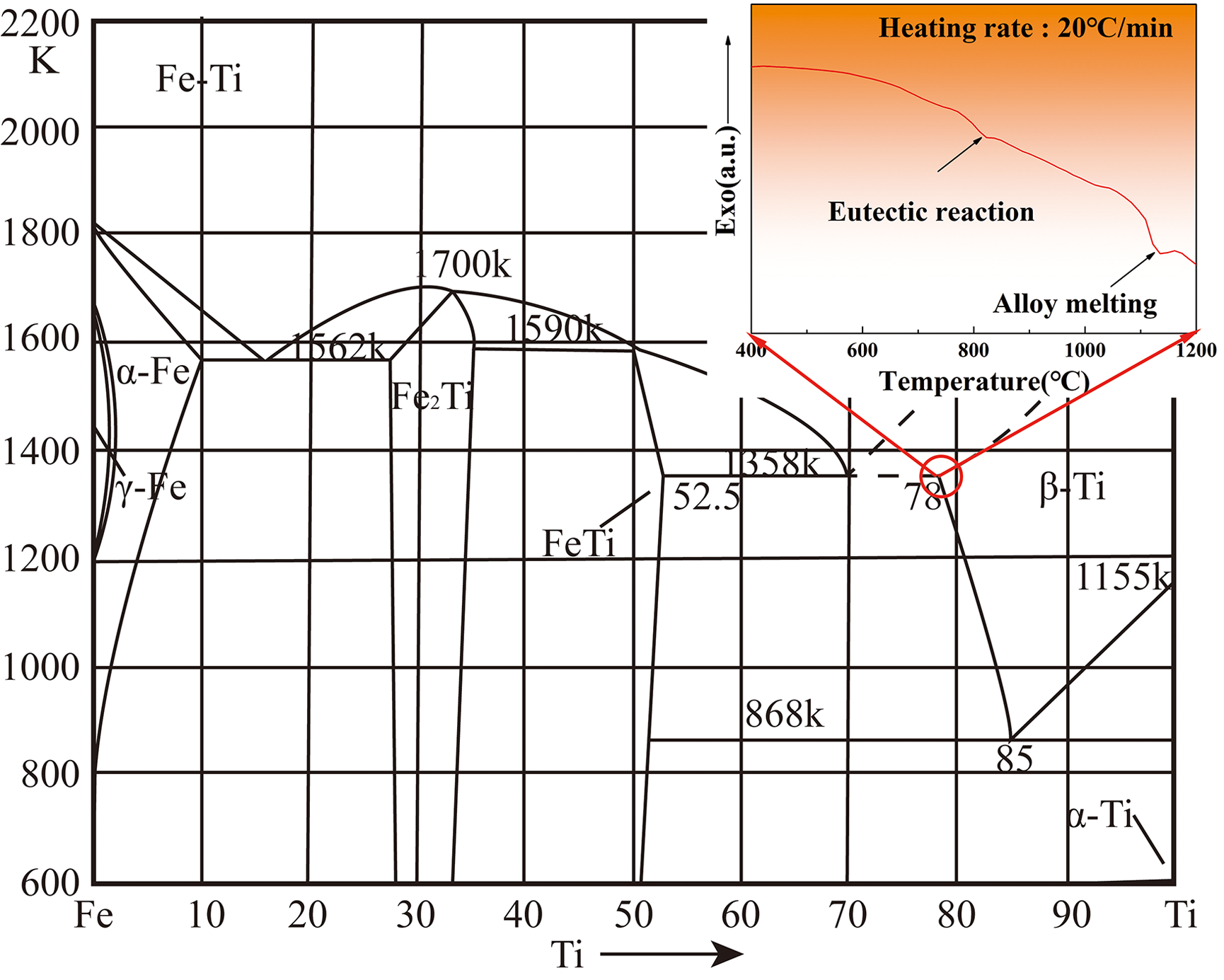
Ti-Fe binary phase diagram and DSC curve of the (Ti78Fe22)89Nb9Y2 alloy.
Although the semi-solid isothermal treatment temperature range of (Ti78Fe22)89Nb9Y2 alloy is 820 °C–1130 °C, the higher of the temperature, the better of the semi-solid isothermal treatment effect, therefore, the holding temperature of this experiment is selected in a higher range. According to the Ti-Fe binary phase diagrm and DSC curve, the semi-solid isothermal treatment temperature was determined to be 1000 °C, 1050 °C and 1100 °C. Figure 2 shows the experimental process of semi-solid isothermal treatment. The samples were firstly heated to 1000 °C, 1050 °C and 1100 °C respectively and held for 30 min. Then the heating temperature is kept constant, and the holding time is changed. The samples were heated to 1100 °C and held for 15 min, 30 min, 45 min and 60 min.
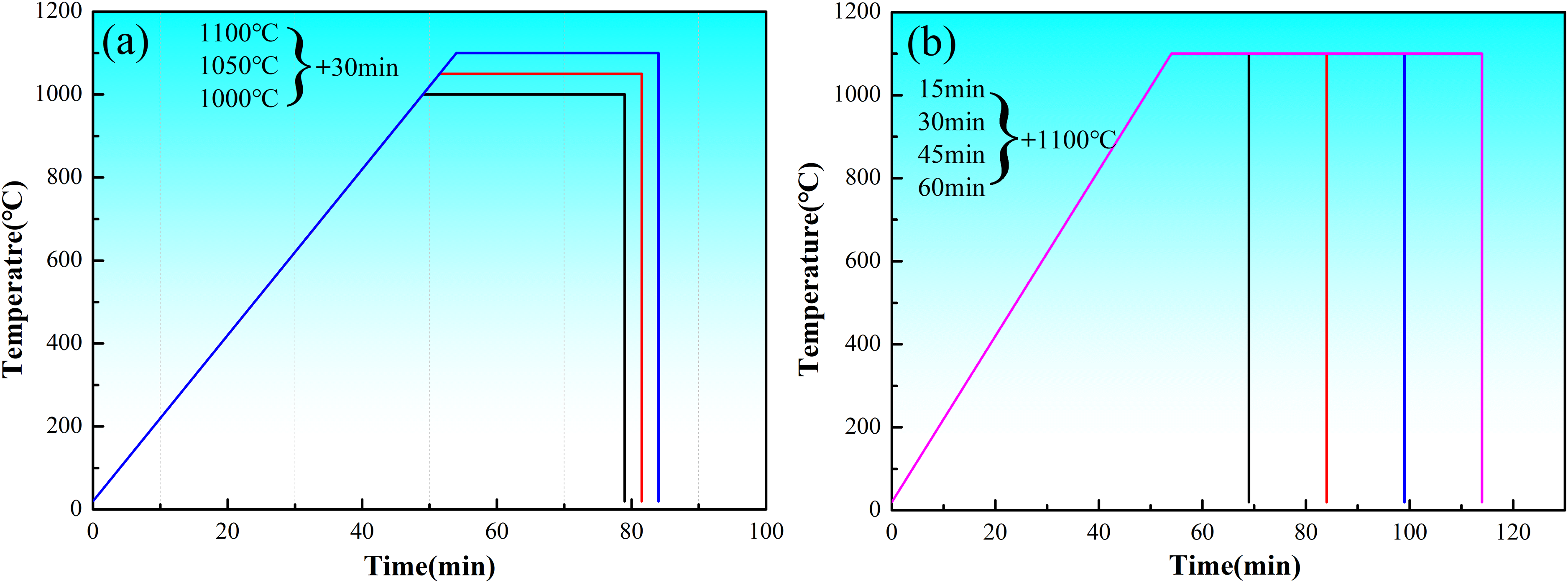
Experimental process of semi-solid isothermal treatment.
Experimental results
Microstructure features
Figure 3 presents the original optical images of (Ti78Fe22)89Nb9Y2 and after incubation at (a), (b) 1000 °C for 45 min and after heating at (c), (d) 1100 °C for 30 min. As shown in the images, significant morphological changes occurred in the alloy when it was kept at 1000 °C for 45 min and 1100 °C for 30 min. The fine precipitates gradually dissolved into the substrate, and the eutectic structure progressively transformed into a spherical shape. Figure 4 exhibits the electronic scanning images the original structure of (Ti78Fe22)89Nb9Y2 and the structure after incubation at 1000 °C, 1050 °C and 1100 °C for 30 min respectively. It can be seen from the figure that the structure of the alloy changes significantly with the change of heat treatment temperature. Figure 4(a) is the original structure of (Ti78Fe22)89Nb9Y2 and it can be seen from picture that the alloy is composed of dendritic pre-precipitated phase and eutectic structure. After the alloy was heat-treated at 1000 °C for 30 min, the dendrite structure was broken and the eutectic disappeared, replaced by scattered precipitates. The alloy structure presents an irregular distribution as shown in Figure 4(b). This is mainly because although 1000 °C is in the semi-solid temperature range, the semi-solid isothermal treatment at this temperature cannot completely melt and regenerate the eutectic. When the semi-solid isothermal temperature increased to 1050 and 1100, the morphology of the primary dendrites of the alloy changed significantly, and the structure of the alloy showed different degrees of spheroidization, as illustrated in Figure 4(c) and (d). Moreover, it is not difficult to find that the degree of dendrite spheroidization of the alloy after heat preservation at 1050 °C is far less than that of the alloy heat preservation at 1100 °C, indicating that in the case of the same holding time, the higher the temperature, the higher the degree of spheroidization of alloy dendrites. This is mainly because the higher the temperature, the faster the diffusion of atoms, so the dendrites can achieve a higher degree of spheroidization within the same holding time. Hence, it can be concluded that with the increase of heat treatment temperature, the matrix dendrites grow and the spheroidized phase is the grown dendrite.

(a), (b) The original optical images of (Ti78Fe22)89Nb9Y2 and after incubation at (c), (d)1000 °C for 45 min and after heating at (e), (f)1100 °C for 30 min respectively.
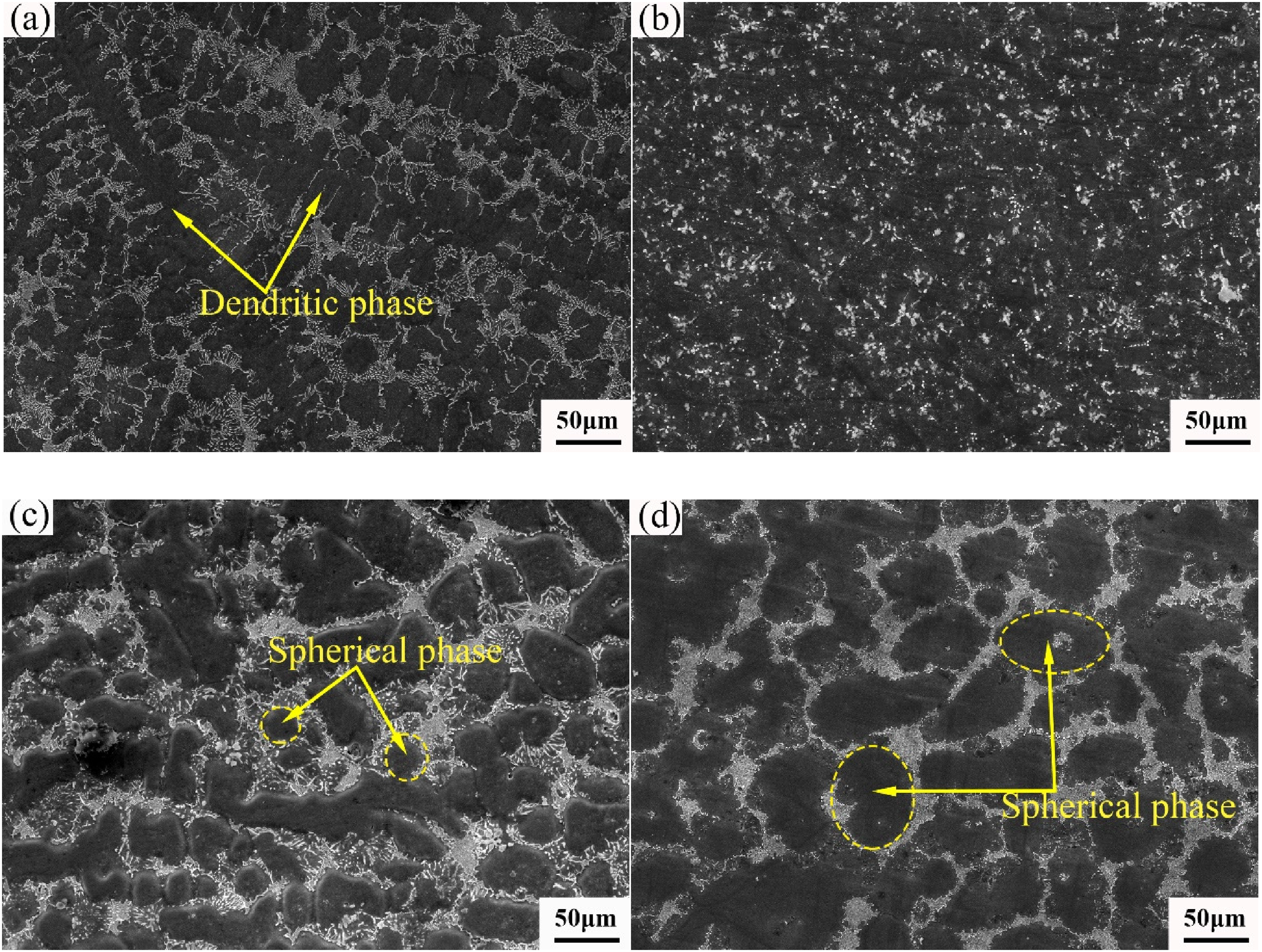
The original structure of (Ti78Fe22)89Nb9Y2 and the electronic scanning images after incubation at 1000 °C, 1050 °C and 1100 °C for 30 min respectively: (a) untreated, (b) 1000 °C, (c) 1050 °C, (d) 1100 °C.
It can be seen from Figure 4 that the holding temperature of the semi-solid isothermal treatment is an important parameter affecting the final structure, and the higher the holding temperature is, the higher the degree of spheroidization of dendrites in the alloy is when the holding time is the same. Therefore, 1100 °C was selected as the best holding temperature to study the effect of semi-solid isothermal treatment holding time on the microstructure and properties of (Ti78Fe22)89Nb9Y2. Figure 5 is the electron scanning images of (Ti78Fe22)89Nb9Y2 alloy after heating at 1100 °C for different times and corresponding high magnifications. It can be seen from their embedded images that as the holding time changes, the eutectic structure in the alloy does not change and is still composed of nanoscale lamellar structures, while the structure of the primary β-Ti phase has changed significantly. (a) is untreated (Ti78Fe22)89Nb9Y2 alloys. It can be observed that the primary dendrites are in the form of long strips, and the length of the dendrites can reach several hundred microns, and the lamellar eutectic is distributed within the interdendritic region. (b) is the microscopic morphology of (Ti78Fe22)89Nb9Y2 after holding at 1100 °C for different time. It can be seen from the figure that the black primary dendrite phase has obvious spheroidization after semi-solid isothermal treatment, and the white structure is still fine lamellar eutectic. From the perspective of size, between 15 min–30 min and 30 min–45 min, the size of the dendrite phase after spheroidization tends to increase, especially between 15 min–30 min, the size of the spheroidized dendrites has a very obvious increment, but the size of spheroidized dendrites did not change significantly between 45 min–60 min. In addition, judging from the degree of dendrite spheroidization, after 15 min of heat preservation, although the matrix dendrites grow, some long trunks remained. After 30 min of heat preservation, the matrix dendrites grow completely, growing from dendrite to spherical crystal. The long trunk also disappeared, and after 45 min or 60 min of heat preservation, the spheroidization of dendrites had been completely completed, and many round dendrites appeared. Regarding the size and degree of spheroidized dendrites, here is only a simple qualitative description, and detailed quantitative calculations will be carried out below.

Electron scanning images of (Ti78Fe22)89Nb9Y2 alloy after heating at 1100 °C for different times and corresponding high magnifications (a) untreated, (b) 15 min (c) 30 min, (d) 45 min.
Figure 6(a) shows the X-ray diffraction pattern of (Ti78Fe22)89Nb9Y2 alloy after holding at 1000 °C, 1050 °C and 1100 °C for 30 min respectively. It can be seen from the figure that the (Ti78Fe22)89Nb9Y2 alloy after holding at 1000 °C for 30 min only appears the diffraction peak of β-Ti single phase, while the (Ti78Fe22)89Nb9Y2 alloy after holding at 1050 °C and 1100 °C for 30 min is composed of β-Ti solid solution and ordered TiFe intermetallic compound two-phase composition. This is mainly because although 1000 °C is in the semi-solid temperature range, the eutectic cannot actually melt completely but destroys the originally aggregated lamellar eutectic region, resulting in the disappearance of the TiFe peak. Figure 6(b) is the X-ray diffraction pattern of (Ti78Fe22)89Nb9Y2 alloy after holding at 1100 °C for 15 min, 30 min, 45 min and 60 min respectively. It can be seen from the picture that the (Ti78Fe22)89Nb9Y2 alloys under these four parameters are composed of β-Ti solid solution and ordered TiFe intermetallic compound phases, indicating that at a suitable holding temperature, the change of holding time will not cause changes in phase composition.
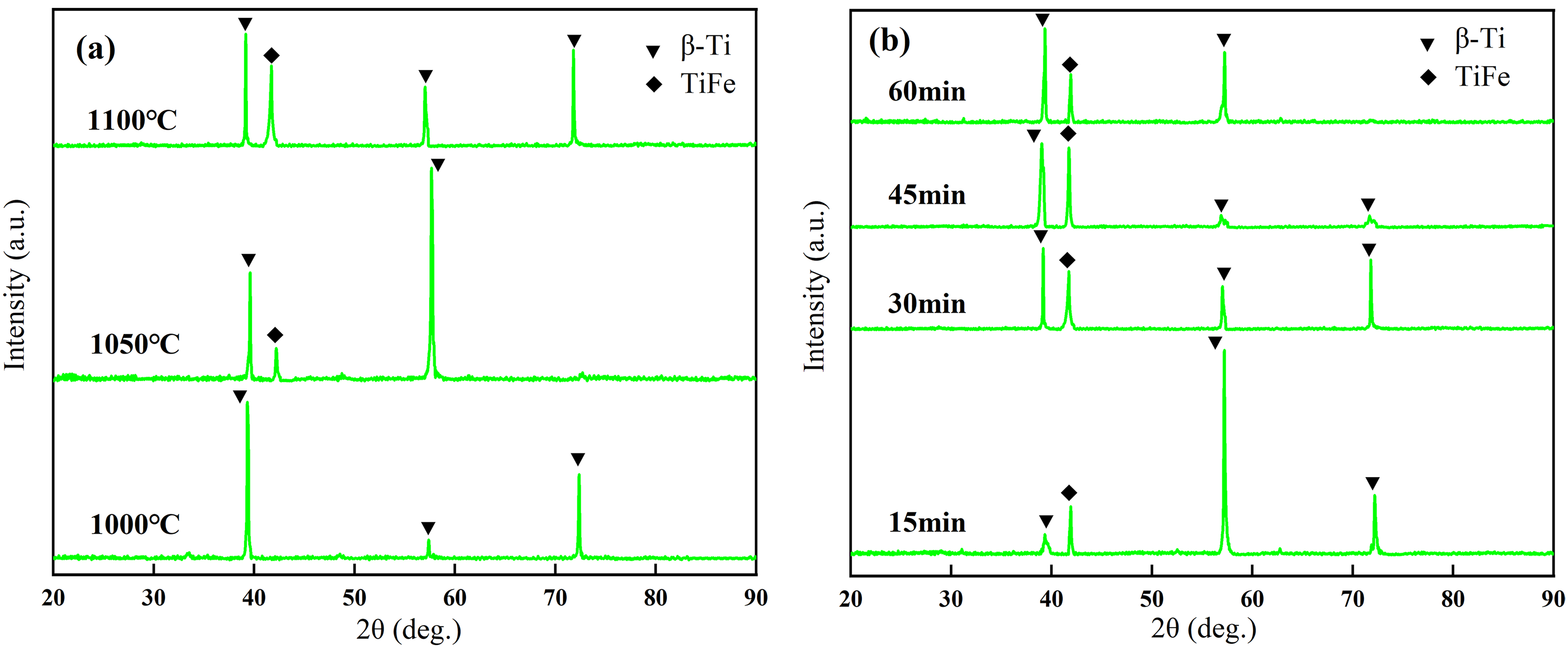
X-ray diffraction patterns of (Ti78Fe22)89Nb9Y2 alloy after semi-solid isothermal treatment with different parameters: (a) holding at 1000 °C, 1050 °C and 1100 °C for 30 min, (b) holding at 1100 °C for 15 min, 30 min, 45 min and 60 min.
Microstructures of as-cast (Ti78Fe22)89Nb9Y2 alloy and the alloy after semi-solid isothermal treatment at 1100 °C for 60 min were further characterized utilizing TEM and selected area electron diffraction and the results were shown in Figure 7. Figure 7(a) is a transmission electron microscope image of (Ti78Fe22)89Nb9Y2 as-cast alloy. From the bright field image, it can be seen that the alloy is composed of two types of microstructures: block structure and matrix. By electron diffraction analysis of these two phases, the bulk structure was identified as TiFe (SAED 1) intermetallic compound with a diameter of about 500 nm. The matrix was determined to be the β-Ti (SAED 2) phase. Figure 7(b) is the TEM image of the (Ti78Fe22)89Nb9Y2 alloy after semi-solid isothermal treatment at 1100 °C for 60 min. From picture it can be found that after semi-solid isothermal treatment at 1100 °C for 60 min, the morphology of the intermetallic compound changed significantly and according to the selected area electron diffraction analysis of different morphological regions, the alloy has no new phase after semi-solid treatment. It can also be concluded from the figure that the orientation relationship between the TiFe intermetallic compound and the matrix is TiFe [0 1 1]∥ β-Ti [1 1 0].
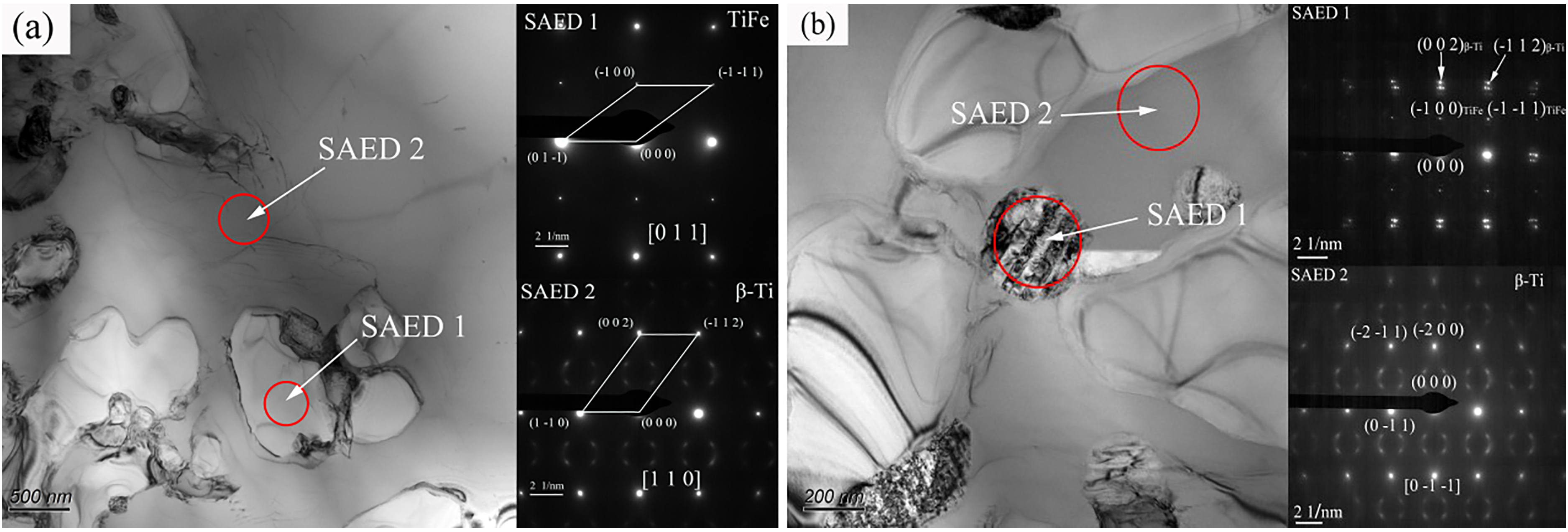
TEM and selected area electron diffraction of (Ti78Fe22)89Nb9Y2 alloy (a) as-cast and (b) semi-solid isothermal treatment at 1100 °C for 60 min.
Calculation of spheroidized dendrites
In the previous microstructure analysis, it was found that during the semi-solid isothermal treatment, the spheroid transformation of dendrites is a process, and the dendrites present different shapes with different holding times. The size and sphericity of spheroidized dendrites are two important parameters to describe dendrites. In order to describe the size of spheroidized dendrites more clearly, Image-Pro Plus software was used to calculate the dendrite size distribution of (Ti78Fe22)89Nb9Y2 at 1100 °C for different times, and the results are shown in Figure 8. Figure 8(a)–(d) represent the diameter size distribution diagrams after the holding for 15 min, 30 min, 45 min and 60 min respectively. It can be seen from the figure that the dendrite size distribution range is 25–35 μm (15 min), 50–80 μm (30 min), 70–90 μm (45 min) and 60–100 μm (60 min). In addition, as the holding time increased from 15 min to 60 min, the dendrite size increased significantly: increasing from 25–35 μm in 15 min to 60–100 μm in 60 min. This indicates that during the semi-solid isothermal treatment, as the holding time prolongs, the dendrites that have been spheroidized will undergo a growth process and their size will gradually increase.
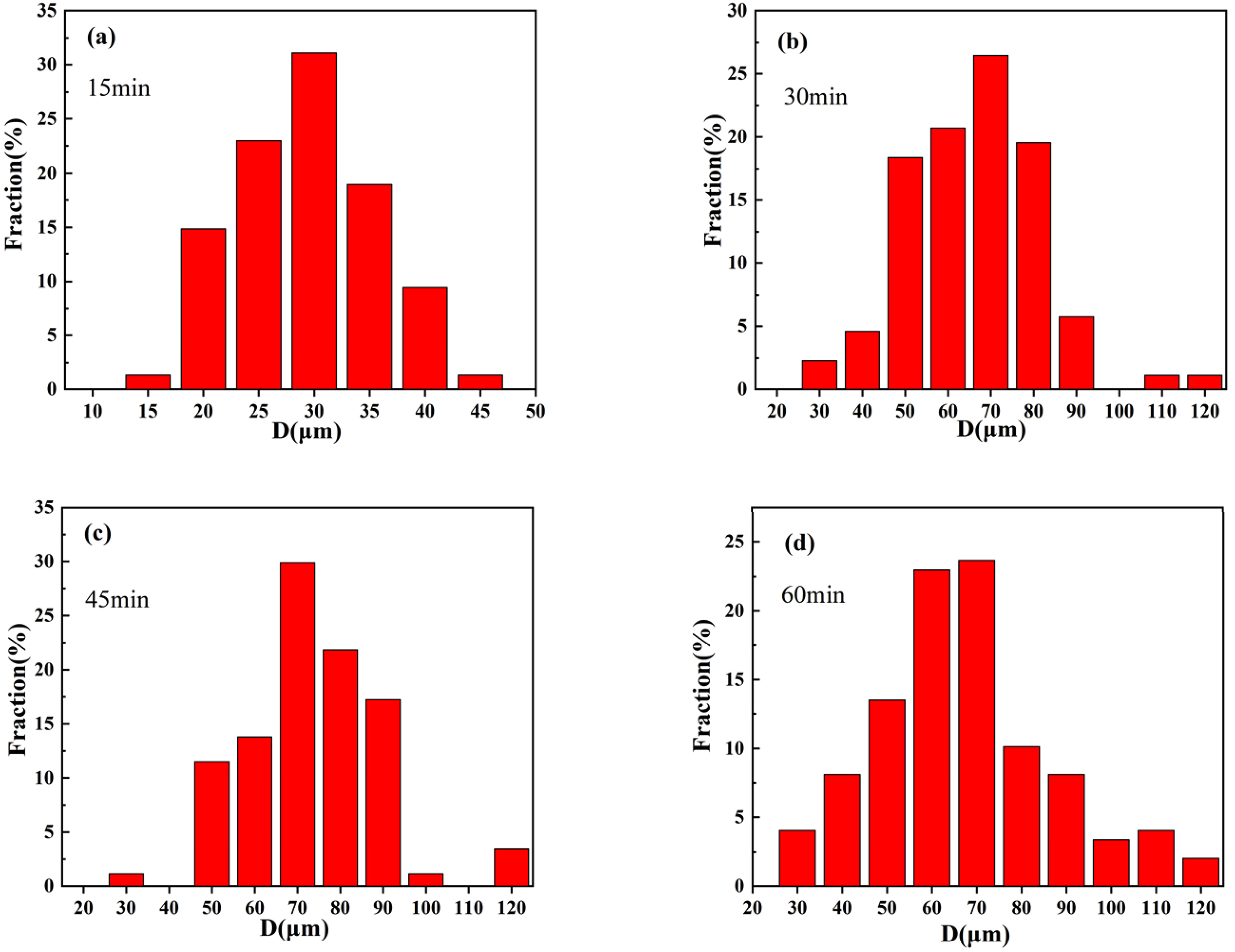
Dendrite size distribution of (Ti78Fe22)89Nb9Y2 after holding at 1100 °C for different time: (a) 15 min, (b) 30 min, (c) 45 min and (d) 60 min.
In order to more intuitively illustrate the two important indicators of the size of the spheroidized dendrites and the degree of spheroidization during the semi-solid isothermal treatment, average grain size (D) and the shape factor (SF) were introduced, where the average Grain size (D) is used to describe the size of spheroidized dendrites, and shape factor (SF) is used to describe the degree of spheroidization of dendrites. The average grain size (D) and shape factor (SF) can be calculated by the following formulas:36–38


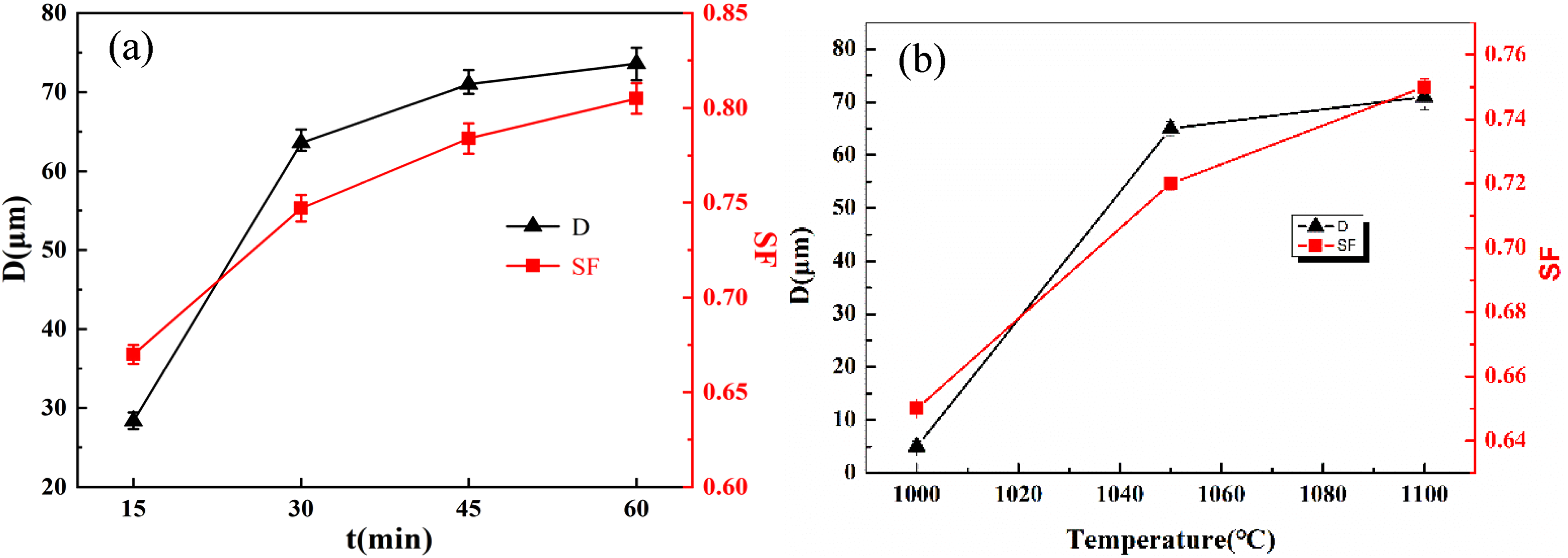
Average grain size (D) and shape factor (SF) of (Ti78Fe22)89Nb9Y2 after holding at 1100 °C for (a) different time and (b) at different temperatures for 30 min.
Microstructure evolution and spheroidization mechanism during semi-solid isothermal treatment
Through microstructural analysis of (Ti78Fe22)89Nb9Y2 after holding at 1100 °C for different time, it can be known that the degree of spheroidization and the size of dendrites increase with the increment of holding time, and through the quantitative calculation of the average grain size D and shape factor SF, it is further known that the degree of spheroidization and the growth rate of size are not constant, but fast first and then slow, that is, the degree of spheroidization and the size of dendrites in the initial stage is faster, and both processes slow down as the holding time increases. Figure 10 illustrates the evolution of dendrite structure during the semi-solid isothermal treatment of (Ti78Fe22)89Nb9Y2. According to this, the semi-solid isothermal treatment process can be divided into four stages:
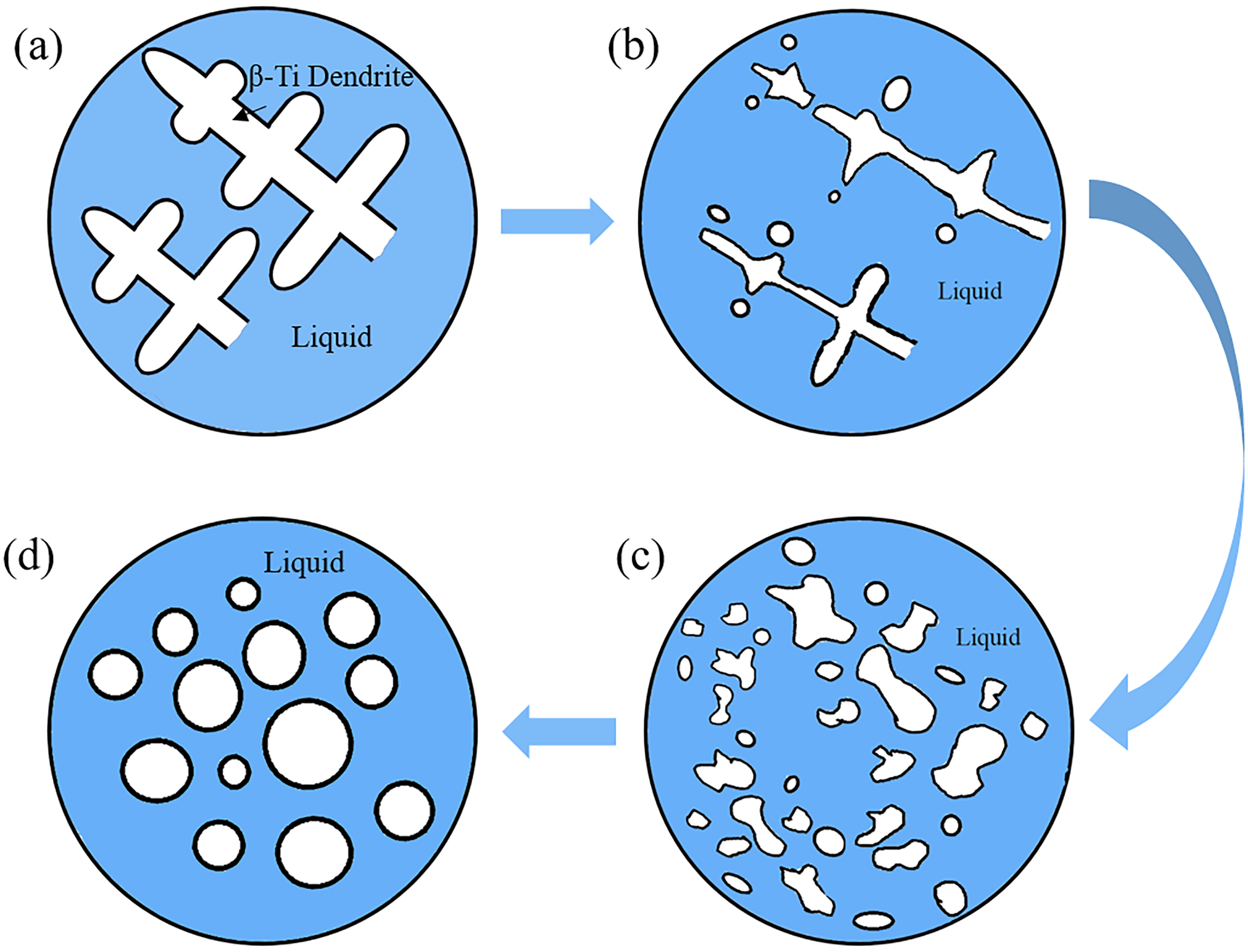
Schematic diagram of dendrite spheroidization process.
Step 1: Heating, eutectic melting and initial dendrite fusing stages. This stage is the beginning stage of semi-solid isothermal treatment. As the temperature exceeds the eutectic temperature, the eutectic inside the alloy begins to melt and become liquid, while the dendrite remains solid due to its higher melting point. Under the action of the liquid phase, the solid dendrites begin to fuse the dendrite arms. At this time, the fusing of the secondary dendrite arms mainly occurs. Because the size of the secondary dendrites is small, the fusing will produce a large number of tiny spherical dendrites. The primary dendrite backbone is usually preserved under shorter holding times. Within this stage, the morphology of dendrites began to change. The size of the fused spherical dendrites was smaller and the trunk of the dendrites was preserved. The overall degree of spheroidization was low.
Step 2: Insulation, further fusing and separation of dendrites. With the prolongation of the holding time, the primary dendrite backbone retained in the previous stage was fused and separated under the action of the liquid phase, resulting in a large number of larger spherical dendrites. In addition, the tiny spherical dendrites formed in the previous stage will also undergo a growth process at this stage. Therefore, at this stage, both the degree of spheroidization and the size of dendrites will increase at a rapid rate, which is the rapid stage of the formation of spheroidized dendrites.
Step 3: Insulation, spherical dendrite growth stage. With further prolonging the holding time, the spherical dendrites derived from melting inside of the alloy grow up. The principle of the growing process is similar to Oswald ripening. Due to the difference in size, the concentration of Ti atoms in the liquid phase near the spherical dendrites will also be different. The concentration of Ti atoms near the dendrites with a small radius is greater than that of the dendrites with a large radius. This concentration difference will lead to the diffusion of Ti atoms to the direction of the dendrite with a large radius, thereby destroying the original balanced chemical potential, and finally causing the small balls to gradually dissolve and the large balls to grow gradually.
Step 4: Cooling and solidification process. Cool the alloy after a certain period of heat preservation at a faster cooling rate. At this time, the liquid phase in the alloy still undergoes a eutectic reaction to form a lamellar eutectic, and the spheroidized dendrites are retained, and finally the spherical dendrite structure with larger degree of spheroidization and larger size is obtained.
The formation mechanism of spheroidized dendrites in this experiment can be divided into two stages for detailed analysis. The first is the fusing separation mechanism of dendrites. Insulation treatment after eutectic melting, on the one hand, due to the high temperature, the diffusion ability of atoms is strong; on the other hand, the flow of liquid metal will further accelerate the diffusion of solute, which makes the solute content at the root of dendrites high, resulting in necking and fusing of the dendrites at the root of the crystal. The broken dendrites are carried away from the parent dendrites under the action of liquid flow, and the repeated temperature changes during thermal convection accelerate the necking and fusing process of the dendrites. In addition, the flow of the liquid will act on the dendrite root and generate a certain stress on it. The second stage is the mechanism for the transformation of the clump-like microstructures produced after dendrite fusing to a spherical shape. When the alloy is kept warm in the solid-liquid two-phase region, the free energy of the system changes as follows:39–41

In addition, according to the results of Oswald ripening mean field theory, the growth behavior of the broken dendrites can be expressed by the following equation:42–44
The dendrites in the (Ti78Fe22)89Nb9Y2 alloy were transformed into spherulites through semi-solid isothermal treatment, and the dendrite size changed from hundreds of microns to tens of microns, forming a micro-crystalline/ultrafine-grained structure, and its plasticity was significantly improved. Therefore, this microcrystalline/ultrafine-grained structure is an important reason for the improved plasticity of the alloy. The shape factor (SF) and average grain size (D) in spheroidized dendrites were analyzed with the plastic strain (ε) respectively and based on this, Figure 11 was obtained. The fitted plastic strain ε has the following regression relationships with shape factor (SF) and average grain size (D) respectively:


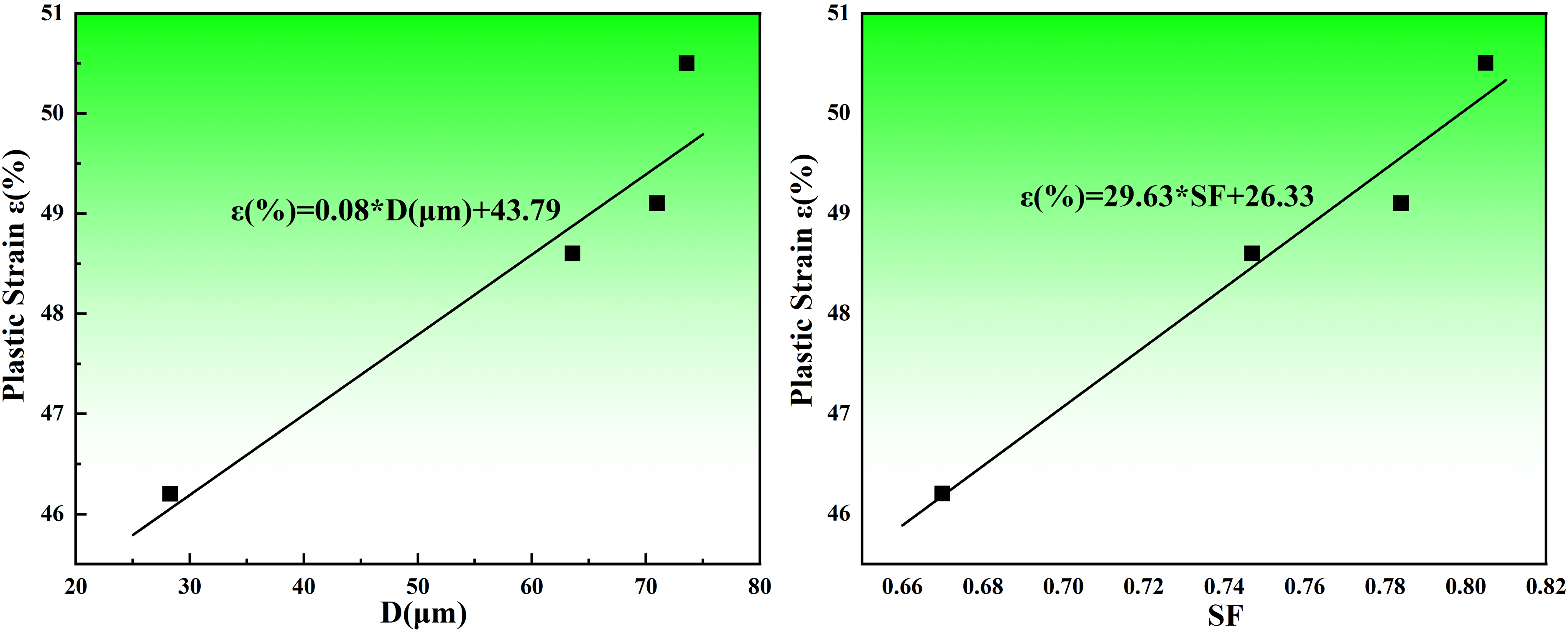
Correlation between plastic strain ε and shape factor (SF) and average grain diameter (D) of (Ti78Fe22)89Nb9Y2 alloy.
With the increase of SF and D, the plastic strain shows a monotonically increasing trend, which indicates that the increase of dendrite spheroidization degree and size will improve the plasticity of the alloy. Therefore, the toughening mechanism of the micro-crystalline/ultra-fine-grained structure in this work can be summarized as follows: during the deformation process of the alloy, after the end of the elastic stage, with the further increase of the stress, local deformation bands appear in the ultra-fine eutectic structure, and expand rapidly in the eutectic region, if there are no other conditions to prevent plastic instability, it will occur quickly, But in fact, the micron-sized β-Ti dendrite phase has strong work hardening ability. When the deformation band in the eutectic structure expands to the dendrite phase, it will be difficult to continue to destabilize and expand due to inhibition, and the overall plasticity of the material will be lost. The stability is suppressed, and more new deformation bands are formed, so that the plasticity of the alloy is better improved. With the further increase of the stress, when the work hardening ability of the β-Ti dendrite phase encountered by a deformation zone in the material is exhausted, and the instability expansion of the deformation zone can no longer be restrained, the plastic deformation of the material will terminate, and eventually the overall fracture occurs. Within a certain range, as the degree of spheroidization and the size of the β-Ti dendrite phase increase, the ability to suppress the instability expansion of the deformation band is stronger, and the overall plasticity of the material is stronger.
Mechanical response
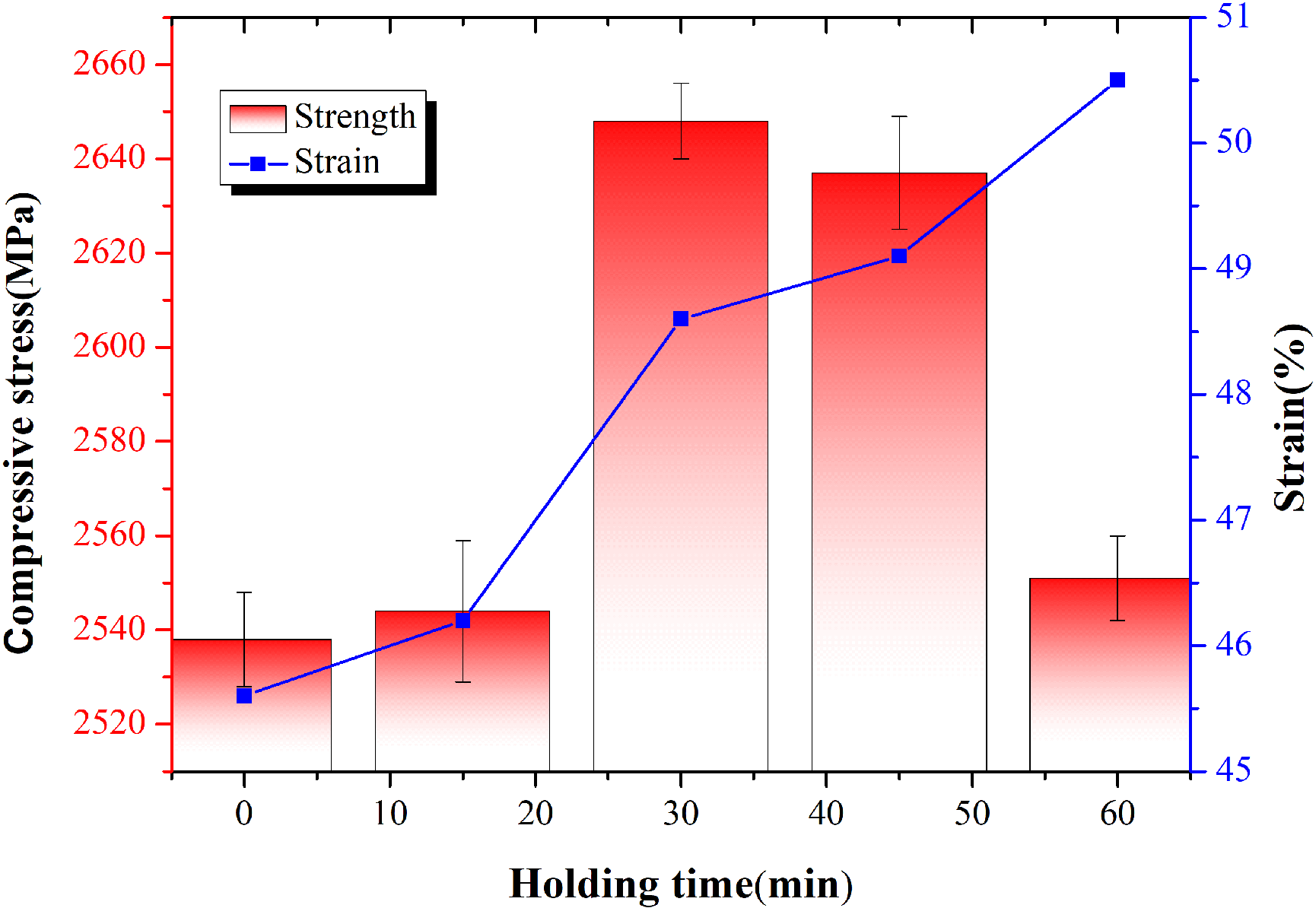
Figure 12 is the room temperature compressive stress-strain curve of (Ti78Fe22)89Nb9Y2 after holding at 1100 °C for different time. From the compressive stress-strain curves, it can be found that the curves of the alloys after heat preservation for different times are very close on the whole, and they all have obvious yield and long plastic deformation stages. After different times of heat preservation, the yield strength of the alloy does not change much. The maximum is 1367 MPa when the heat preservation is 45 min, and the minimum is 1311 MPa when the heat preservation is 15 min. This shows that the holding time has no obvious effect on the yield strength of the alloy, because the yield strength of the alloy is mainly related to the volume fraction of the eutectic region, the greater the volume fraction of the eutectic region, the higher the yield strength. In previous chapter, it has been analyzed that the change of holding time has almost no effect on the volume fraction of the (Ti78Fe22)89Nb9Y2 alloy crystal region, so the change of holding time will not cause a significant change in the yield strength of (Ti78Fe22)89Nb9Y2 alloy. Among the semi-solid isothermally treated alloys, the compressive strength of the alloy after holding for 30 min is the highest, which is 2648 MPa, which is higher than that of the untreated alloy. In addition, it can be observed from the figure that as the holding time increases, the plastic strain of the alloy increases gradually. The plastic strain of the alloy after holding for 60 min is 50.5%, which is about 5% higher than that of the untreated 45.6%, which shows that the holding time of the semi-solid isothermal treatment has a significant impact on the plasticity of the (Ti78Fe22)89Nb9Y2 alloy. Figure 13 shows a schematic diagram comparing the mechanical properties of different titanium alloy systems.45–47 It can be seen from the figure that the alloys that have been treated in a semi-solid state have better strength-plastic matching. 5
Compressive stress-strain curves of (Ti78Fe22)89Nb9Y2 at 1100 °C for different time at room temperature.
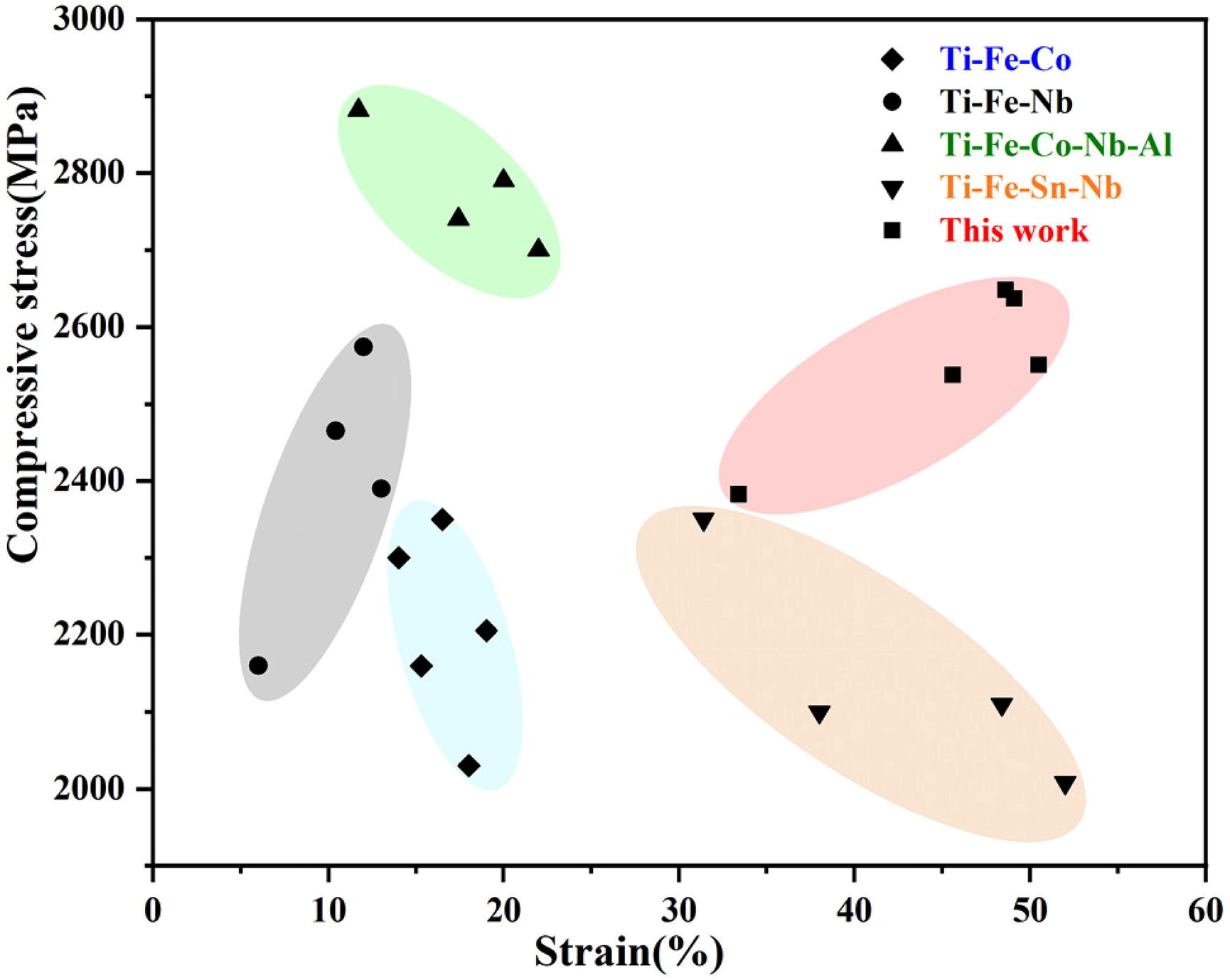
Comparison of properties of titanium alloys of different systems.
Fracture analysis
After different holding times, the fracture mode of (Ti78Fe22)89Nb9Y2 alloy is the same as that of the untreated alloy, which is a typical shear fracture. The shear fracture surface and the compression direction are about 45°. Figure 14 is the SEMs of (Ti78Fe22)89Nb9Y2 compression fracture morphology after holding at 1100 °C for different times. There are two different cross-sectional features on the fracture surface: relatively rough fracture surface, and flat surface. Figure 14(a) shows the fracture morphology of the untreated alloy. From the figure, it can be seen that there are obvious cleavage steps, which is the result of the intersection of cleavage cracks and screw dislocations. In addition, obvious local remelting phenomenon can be observed in the figure, which is due to the severe local energy conversion of the compound phase with low melting point during the fracture process. The appearance of remelting phenomenon represents that the alloy exhibits brittle to plastic transition behavior due to local temperature rise when subjected to external stress. Figure 14(b) is the fracture morphology of the sample after heat preservation for 15 min. It is a relatively rough fracture surface with a large number of cleavage steps on the surface. These steps slide along the front of the crack and finally merge with each other. The heights are all relatively large, thus forming obvious river patterns, which are an important basis for judging cleavage fractures. Figure 14(c) is the fracture morphology of the sample after 30 min of heat preservation. The fracture is a relatively flat fracture surface, and there is also cleavage steps formed on the surface due to cleavage fracture, but the number of steps is significantly less than that of 15 min of heat preservation and the step height is low. Figure 13(d) is the fracture morphology of the sample after holding for 45 min. The fracture appearance of this sample is similar to that of holding for 15 min. It belongs to a relatively rough fracture surface. There are also many steps of different sizes on the fracture surface. However, some protruding spines also appeared. The reason for the emergence of this spine may be that when the alloy experiences a large stress, the crack propagation encounters the brittle intermetallic compound phase in the eutectic region, and cuts directly on both sides of it, leaving a narrow structure. Figure 13(e) is the fracture morphology of the sample after 60 min of heat preservation, which belongs to a relatively flat fracture surface, although there are still cleavage steps, but the number is greatly reduced. Flat fracture surfaces are most likely to form when local shear stresses dominate. The insert in the lower left corner is the macroscopic morphology of the specimen after fracture. It can be found that the shear fracture surface is at an angle of about 50° to the compressive stress direction. In addition, it can be found from the inserted upper right corner figure that these deformation bands are in a state of rapid expansion at the initial stage, and the expansion is inhibited when encountering the dendrite phase, and finally a cleavage step is formed here, and the newly generated deformation band crosses the previous deformation band distributed.

Electronic scanning images of (Ti78Fe22)89Nb9Y2 compression fracture after holding at 1100 °C for different times: (a) untreated, (b) 15 min, (c) 30 min, (d) 45 min, and (e) 60 min.
Conclusions
In this work, the (Ti78Fe22)89Nb9Y2 alloy was taken as the research object. It was found that the semi-solid isothermal treatment in the temperature range of 820 °C–1130 °C transforms the pre-precipitated phase in the alloy from dendrite to spherical crystal. Under the same holding time, the higher the holding temperature of the semi-solid isothermal treatment, the easier it is to form spheroidized dendrites and when the holding temperature is constant, the degree of spheroidization and the size of the dendrites increase with the extension of the holding time. In addition, dendrite spheroidization during semi-solid isothermal treatment is the result of the combined effects of atomic diffusion, liquid phase flow, and surface energy. Compression experiments at room temperature show that the change of holding time has no obvious effect on the yield strength of (Ti78Fe22)89Nb9Y2 alloy, but with the extension of the holding time, the plastic strain gradually increases, which shows that the dendrite spheroidization during the semi-solid isothermal treatment is beneficial to the improvement of the plasticity of the alloy. The alloy has a compressive strength of 2551 MPa and a plastic strain of 50.5% after holding at 1100 °C for 60 min. The fracture mode is shearing fracture, and cleavage steps and river patterns can be found from the fracture morphology, indicating that the alloy has the ability to accommodate more plastic deformation. The formation of β-Ti micron dendrite/ultrafine lamellar eutectic structure is an important reason for the improvement of plasticity of (Ti78Fe22)89Nb9Y2 alloy. The local deformation band is the characteristic of the eutectic deformation of the ultrafine lamellar, and the deformation band expands rapidly in the eutectic structure. When encountering micron-sized β-Ti dendrites with strong work hardening ability, the expansion of instability is suppressed, and more new deformation bands are formed, thereby improving the plasticity of the alloy.
Footnotes
Acknowledgements
This research was funded by the National Natural Science Foundation of China (No: 52305381), the Natural Science Foundation of Jiangsu Province [grant number BK20210351], the National Natural Science Foundation of China (No: 52301051)
Author contribution(s)
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The National Natural Science Foundation of China (grant number 52301051, 52305381).
Ethical approval
Not Applicable.
Data availability
All data that support the findings of this study are included within the article.