
Abstract
In this paper, the microstructure evolution of TC11 titanium alloy in the process of ultrasonic vibration-assisted hot compression forming was studied. The results show that the microstructure of TC11 titanium alloy mainly characterized by changes in primary α phase morphology, size and content during hot compression. After ultrasonic vibration was applied, dynamic recrystallization (DRX) can be further promoted, and the area fraction of DRX increases from 20.7% to 36%. Ultrasonic vibration can promote the generation of high-angle boundaries (HABs) and make low-angle boundaries (LABs) transform into HABs. Due to the dual action of DRX and grain boudaries transformation, ultrasonic vibration can promote grain refinement, and the number of 3 μm–10 μm fine grains in the TC11 titanium alloy increases significantly.
Keywords
Introduction
As an important metal structural material, titanium alloy is widely used in the cutting-edge fields of aerospace, ships, nuclear energy, power generation, and automobiles with its excellent characteristics such as low density, high specific strength, strong heat and corrosion resistance, and excellent high and low-temperature properties. It is known as the “third metal on the rise”.1–3 The nominal composition of TC11 titanium alloy is Ti-6.5Al-3.5Mo-1.5Zr-0.3Si, which is a typical α + β type two-phase titanium alloy with excellent comprehensive mechanical properties, and it has a wide range of applications at both room temperature and high temperature.4,5 At the same time, the titanium alloy is a refractory material with large deformation resistance, and its microstructure and formability are very sensitive to process parameters. The difficulty in preparing titanium alloy parts has largely restricted its application in related fields. 6
As a green, energy-saving and efficient material processing method, ultrasonic vibration-assisted plastic forming has been widely used in machinery, materials and other industrial fields. 7 Recently, some researches have shown that the application of ultrasonic vibration in the metal plastic forming process can effectively reduce the flow stress, improve the surface quality of parts and the formability of materials.8–10 The microstructure of titanium alloy determines the mechanical properties, and the mechanical properties obtained can meet the requirements of different services by adjusting the microstructure through the hot working process. For titanium alloys, which are difficult to deform, the application of ultrasonic vibration during the hot deformation process will have different effects on the microstructure of the material, such as grain size, grain boundaries, texture, etc. At the same time, the residual stress of the workpiece will be smaller and the forming dimensional accuracy will be higher. 11 Therefore, the application of ultrasonic vibration-assisted plastic forming technology to titanium alloys can improve the forming capacity, and further promote the development and application of titanium and its alloy products. 10
Grain size is an important factor affecting the mechanical properties and service life of materials.12,13 Grain refinement can significantly improve the strength, plasticity, high cycle fatigue properties and superplastic formability of titanium alloys. 14 Therefore, the grain refinement of titanium alloys has been widely concerned. Some researches have shown that the ultrasonic vibration treatment method can effectively improve the grain structure inside the material. Ji et al. 15 studied the influence of high-intensity ultrasonic vibration on the microstructure of additively manufactured parts, found that high-intensity ultrasound can transform the coarse columnar grains into fine equiaxial grains, and the degree of grain refinement increases with the increase of ultrasonic amplitude. Liu et al. 10 studied the deformation mechanism of pure titanium during ultrasonic-assisted compression and found that ultrasonic vibration can promote the generation of deformation twins in pure titanium, which in turn leads to grain refinement. Therefore, the application of ultrasonic vibration to the plastic forming process of titanium alloy is expected to obtain titanium alloy materials with better performance by improving the grain structure.
Generally, the effects of ultrasonic vibration on materials during metal plastic forming are mainly divided into two aspects: surface effect and area effect. At present, some scholars have conducted a large number of studies on these two effects under ultrasonic vibration field. The surface effect is mainly reflected in the reverse friction force and the improvement of surface quality.16–18 While the influence mechanism of the area effect is mainly manifested in the stress superposition effect, 19 the acoustic softening effect 20 and the residual effect. 21 In 1955, Austrian scholars Blaha and Longenecker 22 applied ultrasonic waves to the static tensile process of single-crystal zinc samples for the first time and observed that the reduction of material yield stress and flow stress. Since then, the area effect has attracted extensive attention in engineering and academic circles. Hung et al. 23 investigated the influence of ultrasonic vibration on the flow stress of aluminum alloy through the hot upsetting experiment and found that ultrasonic vibration can reduce the deformation resistance during the hot upsetting process and significantly reduce the compression force. Shao et al. 24 summarized a large number of previous research results and proposed that sound energy is preferentially absorbed by grain boundaries and dislocations during ultrasonic vibration, resulting in the change of dislocation density and grain boundary orientation, which make the microstructure evolution of different materials under ultrasonic vibration present different trends. Zhou et al. 25 studied the residual effects of commercial pure aluminum and pure titanium under ultrasonic vibration-assisted compression, found that aluminum and titanium samples have different ultrasonic residual effects. The residual hardening effect was the most important mechanism of ultrasonic vibration for pure aluminum. while titanium changed from initial residual hardening effect to residual softening effect with the increase of ultrasonic amplitude. Huang et al. 26 studied the residual effect of copper and gold samples under ultrasonic vibration and found that both exhibited a residual softening effect, and the residual softening effect of copper was stronger than that of gold. All these indicate that under the action of ultrasonic vibration, the microstructure of different materials will show different response mechanisms, that is, different materials will show different area effects.
A growing number of studies have shown that there are complex microstructure evolution processes of titanium alloys under ultrasonic vibration fields. For dual-phase titanium alloy materials, different microstructure evolution characteristics will have a certain impact on the properties. In this paper, the microstructure evolution behavior of TC11 titanium alloy in the process of ultrasonic vibration-assisted hot compression was studied by means of Scanning Electron Microscope (SEM) and Electron Back Scatter Diffraction (EBSD), and the grain refinement mechanism of TC11 titanium alloy under ultrasonic vibration field was also focused on, with a view to providing a reference for guiding the hot working technology of titanium alloy.
Materials and experiments
Sample preparation
The experimental material is a preliminary forged TC11 titanium alloy bar with a diameter of 50 mm. The cylindrical specimens (Φ6 mm×8 mm) were cut from this bar by Wire-cut EDM (Wire cut Electrical Discharge Machining) for hot compression experiment. Before the experiment, the end face of the cylindrical specimen was polished smoothly to reduce friction and improve the accuracy of the unidirectional compression experiment. The main chemical components of TC11 titanium alloy measured by the Inductively Coupled Plasma spectrometer are shown in Table 1. The (α + β) /β phase transition temperature was measured to be (1015 ± 5) °C by the computational method and the continuous heating metallographic method. The initial microstructure of TC11 titanium alloy is shown in Figure 1. Due to the effect of strain on the as-cast microstructure, the preliminary forged TC11 titanium alloy eventually presents the microstructure characteristics of irregular arrangement of blocky and flaky primary α phase and uneven mixing of β phase.
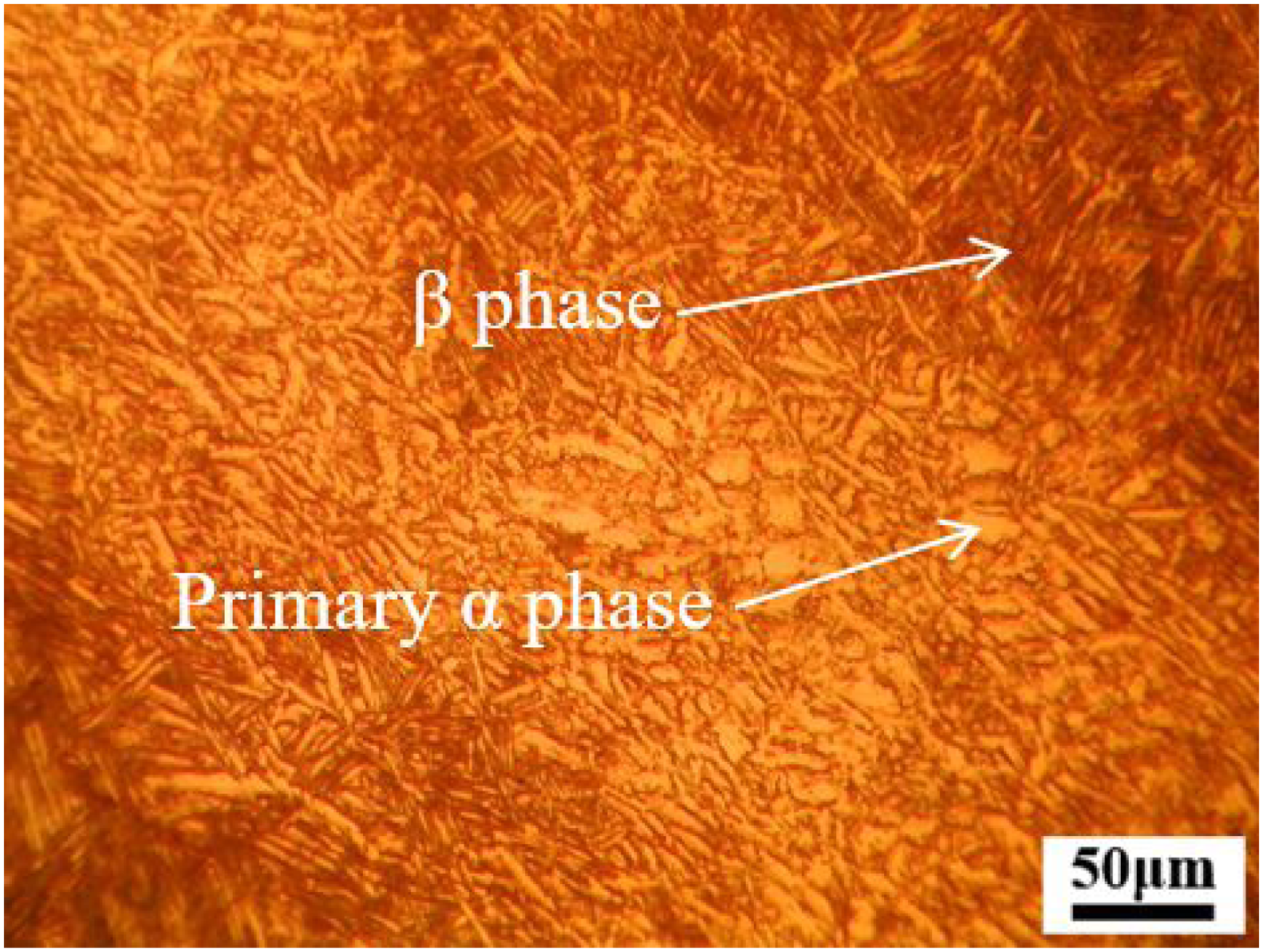
Initial microstructure of TC11 titanium alloy.
Chemical composition of TC11 titanium alloy (mass fraction, Wt. %).
Experimental procedure
The ultrasonic vibration device was assembled on the universal material test machine, as shown in Figure 2. The maximum compression force of the universal material testing machine is 1000 kN, the moving beam lifting speed range is 0–200 mm/min, and the maximum stroke is 700 mm. The ultrasonic vibration device consists of an ultrasonic generator, transducer, amplitude transformer and tool head. The function of the ultrasonic generator is to convert alternating current electrical signal into ultrasonic oscillation signal to provide energy for the reciprocating movement of the tool head end face. The function of the transducer is to convert high-frequency electrical oscillation signal into mechanical vibration. The function of the amplitude transformer is to amplify the ultrasonic amplitude obtained by the transducer to meet practical needs. The oscillating signal generated by the ultrasonic generator finally acts on the sample through the tool head.
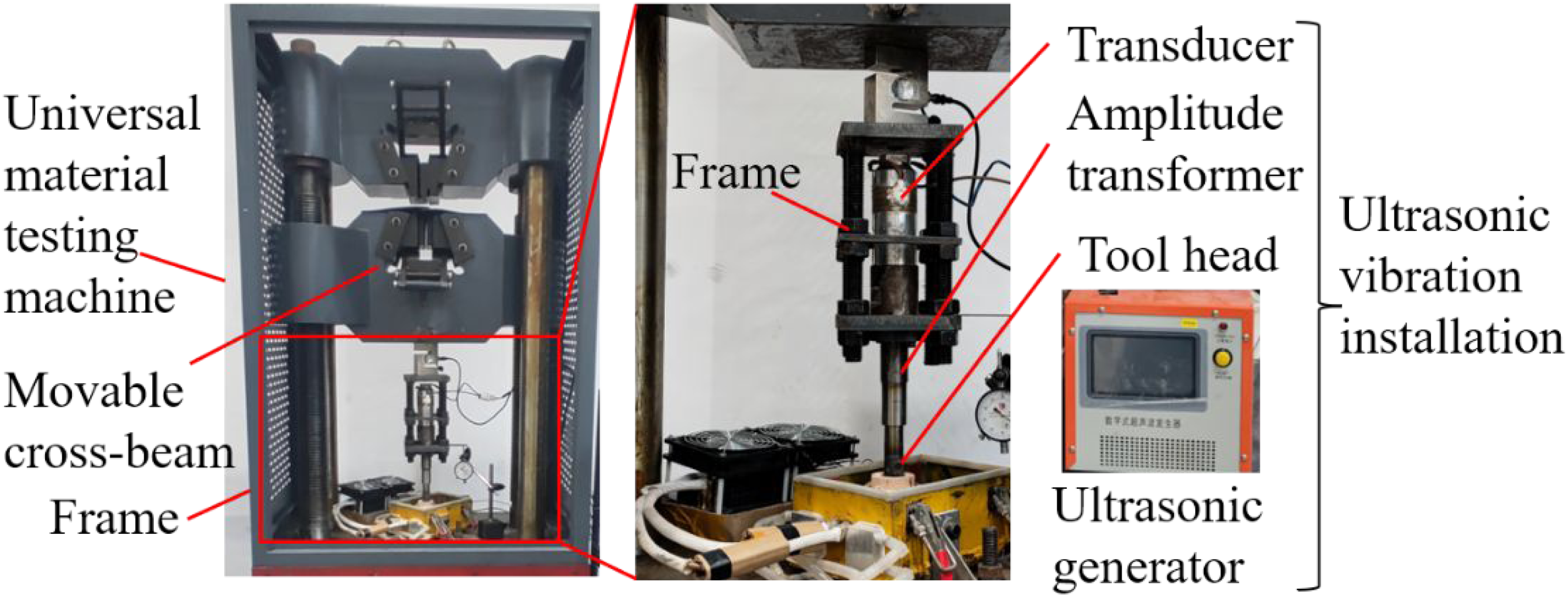
Ultrasonic vibration assisted compression device.
The experiment was carried out on the WE-1000B universal material test machine. Graphite paper gaskets were placed on both ends of the sample to reduce the abnormal deformation of the sample due to excessive friction. The required temperature and ultrasonic amplitude during the experiment were achieved through medium-frequency induction heating and ultrasonic transducer respectively. In order to overcome the problem of uneven heating of the sample due to the low thermal conductivity, the sample was rapidly heated to the experimental temperature and then held for 5 min to make the temperature distribution uniform. Generally, the microstructure evolution of TC11 titanium alloy in the α + β two-phase region is relatively intense, so the experiment was conducted in the two-phase region. The hot compression experiments were carried out at deformation temperatures of 900 °C, 930 °C, 960 °C and 990 °C, with strain rates of 0.01 s−1, 0.05 s−1 and 0.1 s−1. During the experiment, the reduction was uniformly set to 50% of the overall height of the sample. The detailed experimental flow diagram is shown in Figure 3. In order to discuss the influences of ultrasonic vibration on the microstructure of TC11 titanium alloy, ultrasonic vibration was applied at a temperature of 900 °C and a strain rate of 0.01 s−1. The ultrasonic vibration frequency was 20 kHz, and the unloaded amplitude of the ultrasonic horn was 1.5 μm and 4.5 μm. After compressing to the required deformation amount according to the established experimental temperature and strain rate, the sample was rapidly quenched with water to retain the high-temperature deformed structure for microstructure study.
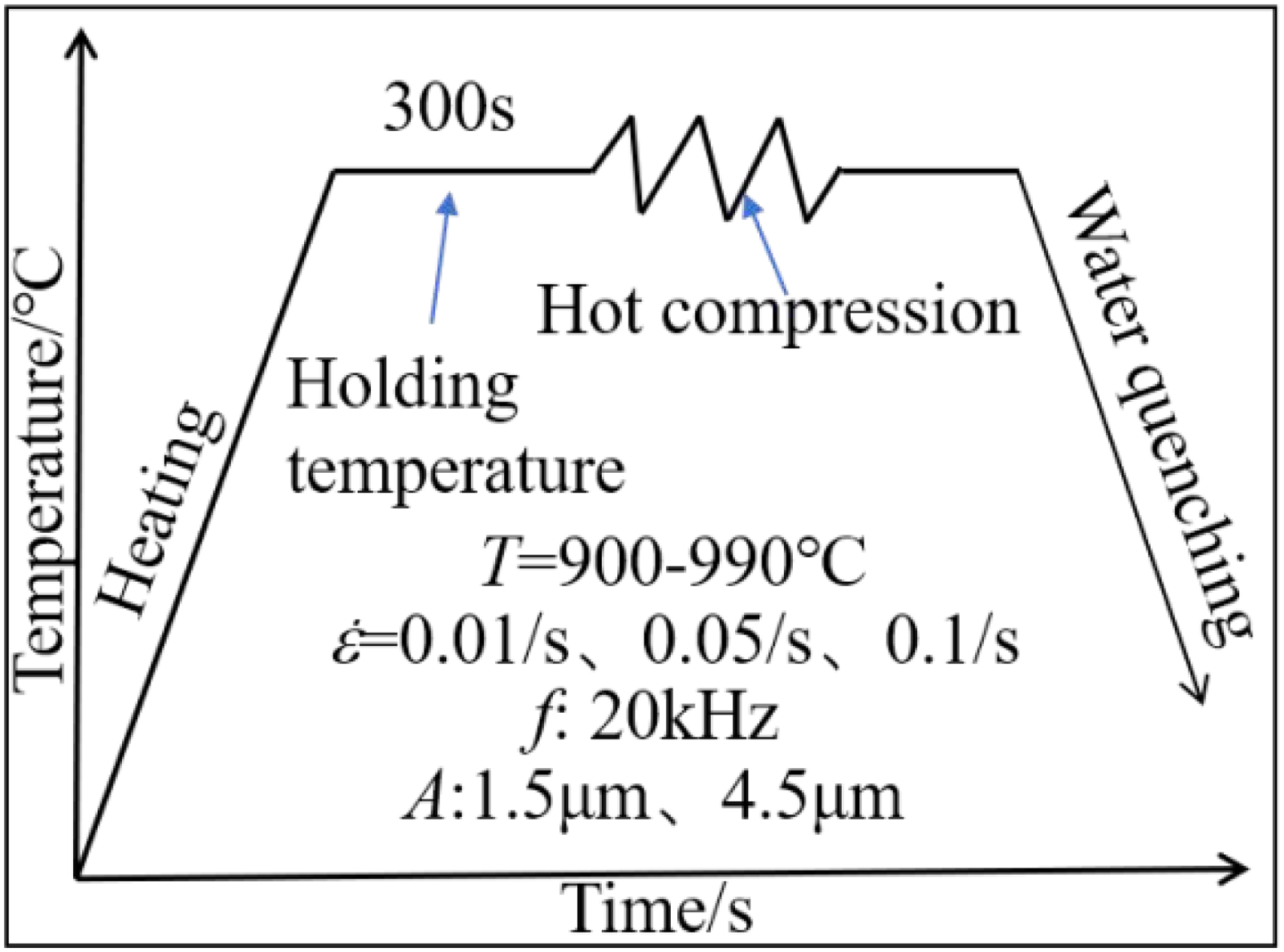
Temperature control diagram of experimental process.
Microstructure observation
The compressed sample was cut perpendicular to the compression direction (CD), and then the central region of the sample was selected as the observation region for SEM and EBSD, as shown in Figure 4. The cut sample was prepared into metallographic sample by inlaying, grinding, polishing and etching. The etching ratio of the metallographic sample was 5 ml HF + 15 ml HNO3 + 50 ml H2O, and the two-phase area fraction was measured by Image Pro Plus image analysis software. EBSD samples were prepared by electrolytic polishing, and the electrolytic polishing liquid composition was vol (ice acetic acid) : vol (70% perchloric acid) = 17:1. The electrolytic polishing parameters were as follows: temperature 20 °C, voltage 60 V, current 0.5 A, polishing time 30 s. The electrolyzed samples were cleaned with alcohol and stored dry. The microstructure morphology of the samples were observed by Zeiss Sigma 300 field emission SEM. EBSD observations were carried out under a Sigma 300 type field emission scanning electron microscope equipped with an Oxford electron back scatter diffractometer with a sample tilt angle of 70°, a working distance of 16 mm, a scanning step size of 0.25 μm, and an acceleration voltage of 20 kV. The obtained EBSD data were analyzed using HKL Channel 5 software.
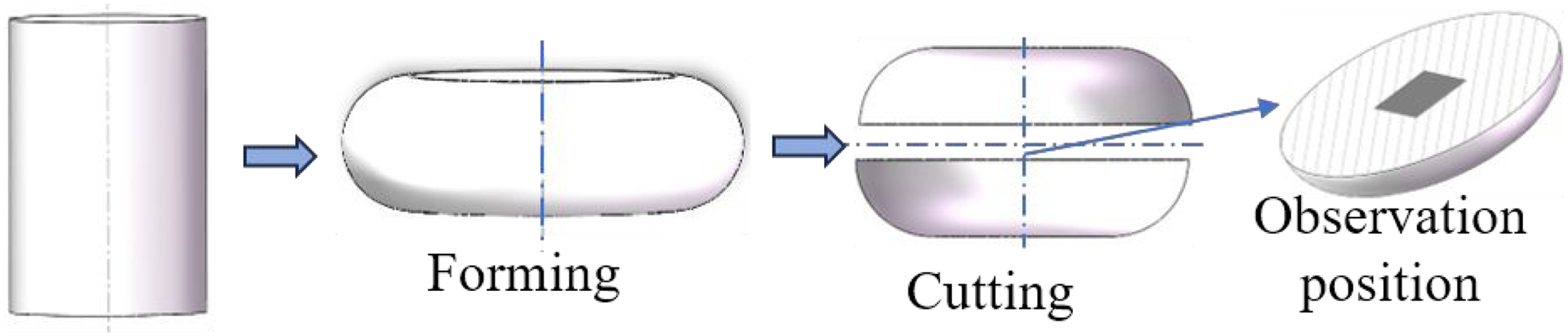
Sample observation area.
Experimental results and analysis
Effect of deformation temperature on microstructure of TC11 titanium alloy
When the strain rate is 0.01 s−1, the effect of deformation temperature on the microstructure of TC11 titanium alloy after high-temperature compression deformation in α + β two-phase region is shown in Figure 5. Under certain strain rate and deformation degree conditions, the microstructure morphology of TC11 titanium alloy undergoes a series of changes with the increase of deformation temperature. When the deformation temperature is 900 °C, the microstructure of TC11 titanium alloy is composed of diffusely distributed primary α phase and β phase, in which the primary α phase is mainly distributed in an equiaxed and blocky. When the deformation temperature is 930 °C, as the deformation temperature increases, the primary α phase softens and is elongated under the action of compression deformation to form long and fine acicular α phases structures, as shown in Figure 5(b), When the deformation temperature continues to increase to 960 °C, the higher deformation temperature strengthens the diffusion of the primary α phase and annexes the fine α phase structure, 27 causing the size of both the equiaxial α phase and the acicular α phase to increase. When the deformation temperature continued to increase to 990 °C, the acicular α phase disappeared and fine equiaxed α grains appeared, as shown in Figure 5(d). This is mainly due to the DRX of TC11 titanium alloy, a large number of primary α phase spheroidization, and fine equiaxial α phase grains are formed after DRX. 28
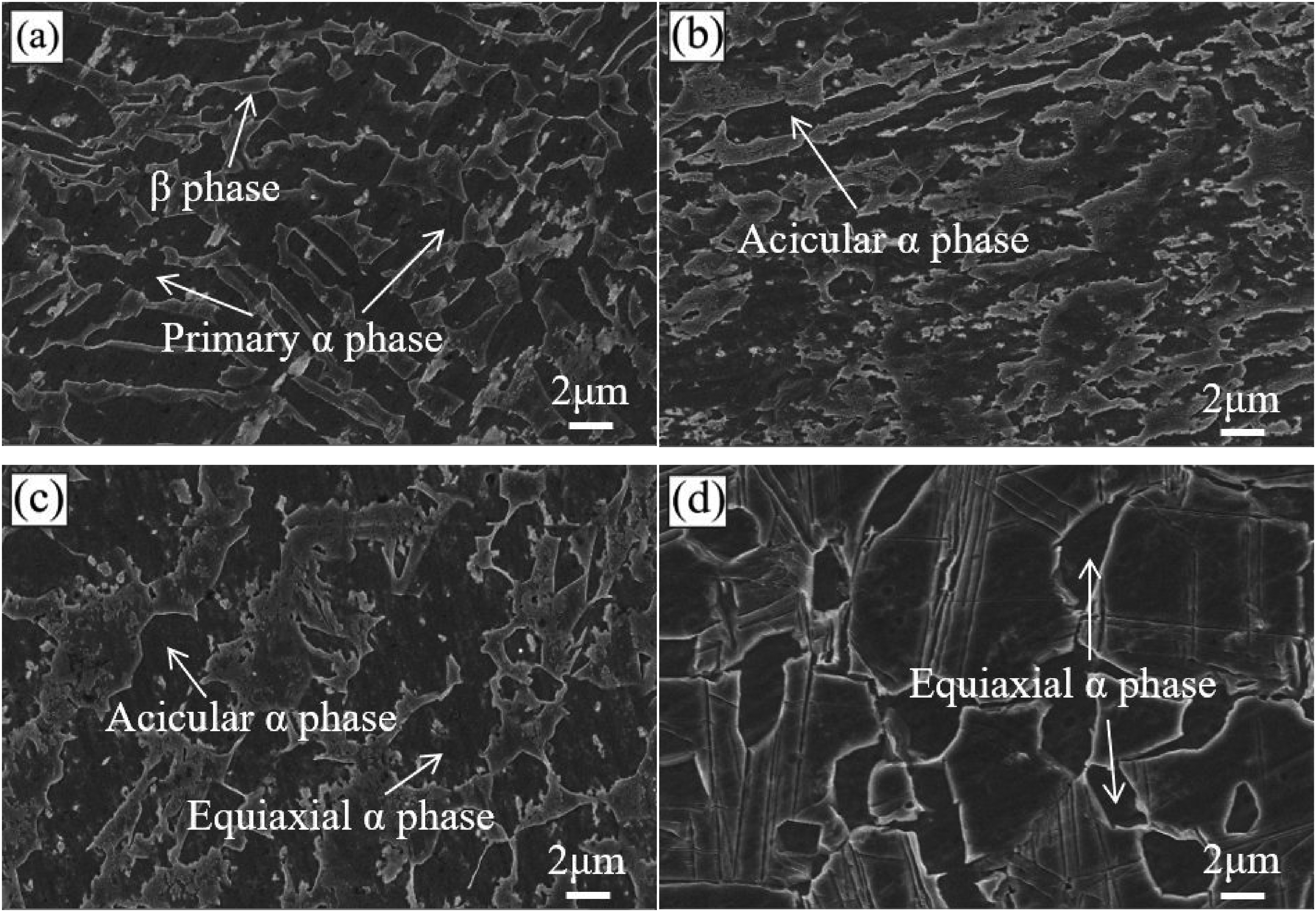
Microstructure of TC11 titanium alloy after compression deformation at different temperatures with strain rate of 0.01 s−1: (a) 900 °C; (b) 930 °C; (c) 960 °C; (c) 990 °C.
The effect of deformation temperature on the area fraction of α + β phases after high-temperature compression deformation of TC11 titanium alloy is shown in Figure 6. As indicated in Figure 6, with the increase of deformation temperature, the area fraction of primary α phase of TC11 titanium alloy shows an overall gradually decreasing trend at a constant strain rate. When the deformation temperature is 900 °C, the primary α phase area fraction of TC11 titanium alloy is relatively high. When the deformation temperature is 930 °C and 960 °C, the primary α content does not change significantly. When the deformation temperature continues to increase to 990 °C, the deformation temperature is relatively high and close to the phase transition temperature, and the α→β phase transition is intensified, resulting in a significant decrease in the primary α phase content.
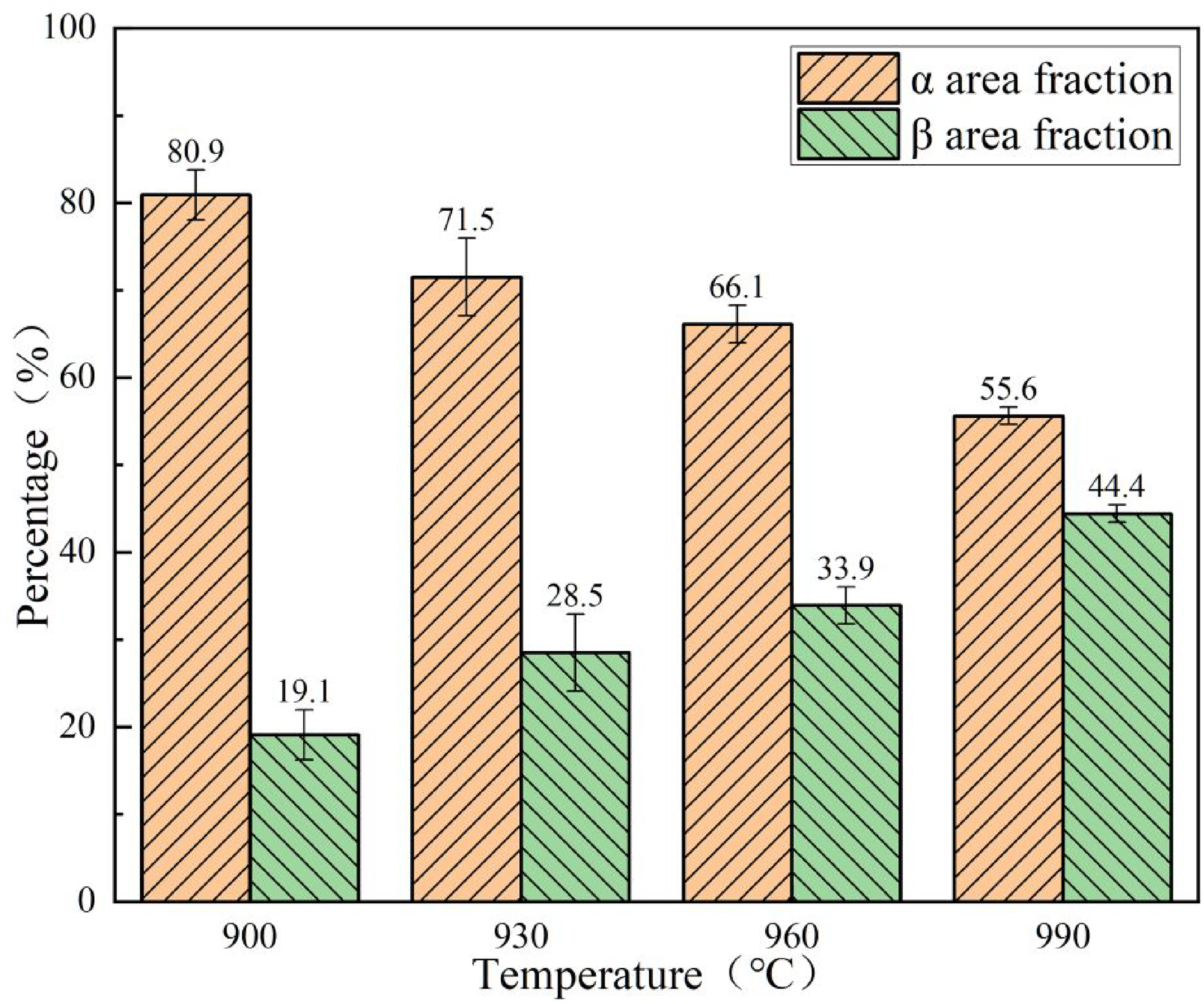
Area fraction of phase at different temperature with strain rate of 0.01 s−1.
In summary, when the strain rate of TC11 titanium alloy is 0.01 s−1, the primary α phase content gradually decreases with the increase of temperature under the phase transition. When the deformation temperature increases from 900 °C to 960 °C, the primary α phase softens and transforms into a mixed structure of equiaxial α phase and acicular α phase. As the temperature continued to rise, the acicular α phase disappeared, a large number of primary α phases spheroidized, and some of the α phases formed fine equiaxed α grains under the action of DRX.
Effect of strain rate on microstructure of TC11 titanium alloy
When the deformation temperature is 960 °C, the effect of strain rate on the microstructure of TC11 titanium alloy after high-temperature compression deformation is shown in Figure 7, and the effect on the area fraction of α and β phases is shown in Figure 8. Figures 7 and 8 indicate that strain rate has a certain effect on the morphology of the primary α phase in TC11 titanium alloy, but has no obvious effect on the area fraction of α and β phases. When the strain rate is 0.01 s−1, the primary α phase content is relatively high, and its microstructure consists of a large amount of equiaxed α phase and a small amount of acicular α phase, as shown in Figure 5(c). This is mainly because the deformation time increases at lower strain rates, and the primary α phase in TC11 titanium alloy annexes the fine acicular α phase and spheroidizes to a certain extent, resulting in a large number of primary α phases transforming into equiaxed α phases. When the strain rate is 0.05 s−1, the acicular α phase decreases, the primary α phase spheroidizes, and its morphology is dominated by equiaxed α phase. The area fraction of the primary α phase is slightly reduced under the action of latent heat of deformation. Under the same process parameters, the long strip structure composed of acicular α phase can be broken by increasing the degree of deformation, 29 as shown in Figure 7(a). When the strain rate increases from 0.05 s−1 to 0.1 s−1, the primary α phase content of TC11 titanium alloy changes little. Its morphology is mainly equiaxed, and a large number of fine spherical α phase particles are distributed in the equiaxed α phase gap. This is mainly due to the DRX of TC11 titanium alloy during the deformation process, and most of the equiaxed primary α phases are refined and the size is significantly reduced.
Microstructure of TC11 titanium alloy after compression deformation at different strain rate with temperature of 960 °C: (a) 0.05 s−1; (b) 0.1 s−1.
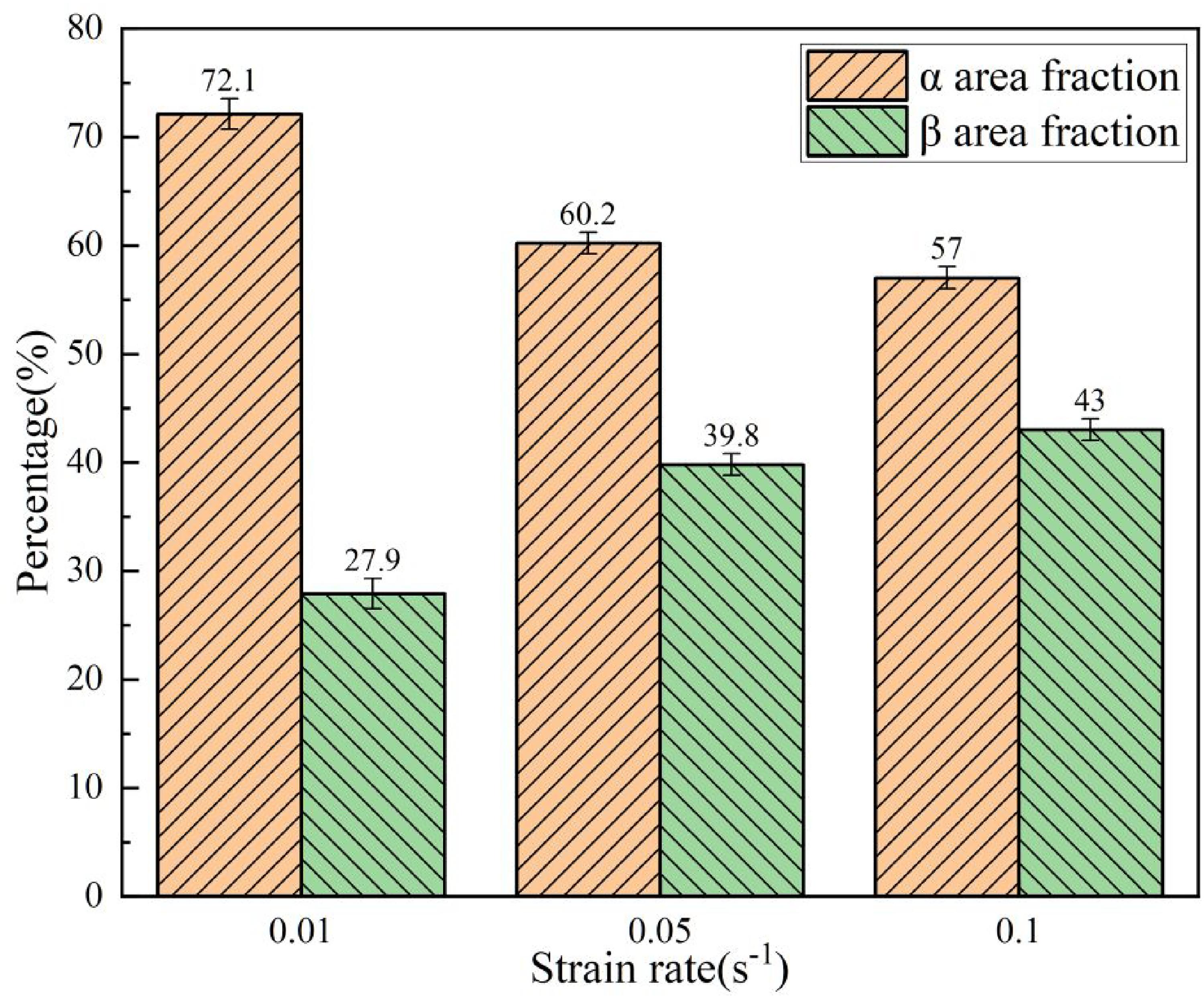
Area fraction of phase at different strain rate with temperature of 960 °C.
Therefore, when the deformation temperature is 960 °C, different strain rates have a greater impact on the morphology of the primary α phase of TC11 titanium alloy, but have no obvious effect on its area fraction. With the increase of strain rate, the primary α phase spheroidized and gradually transformed into the equiaxial α phase.
Effect of ultrasonic vibration on microstructure of TC11 titanium alloy
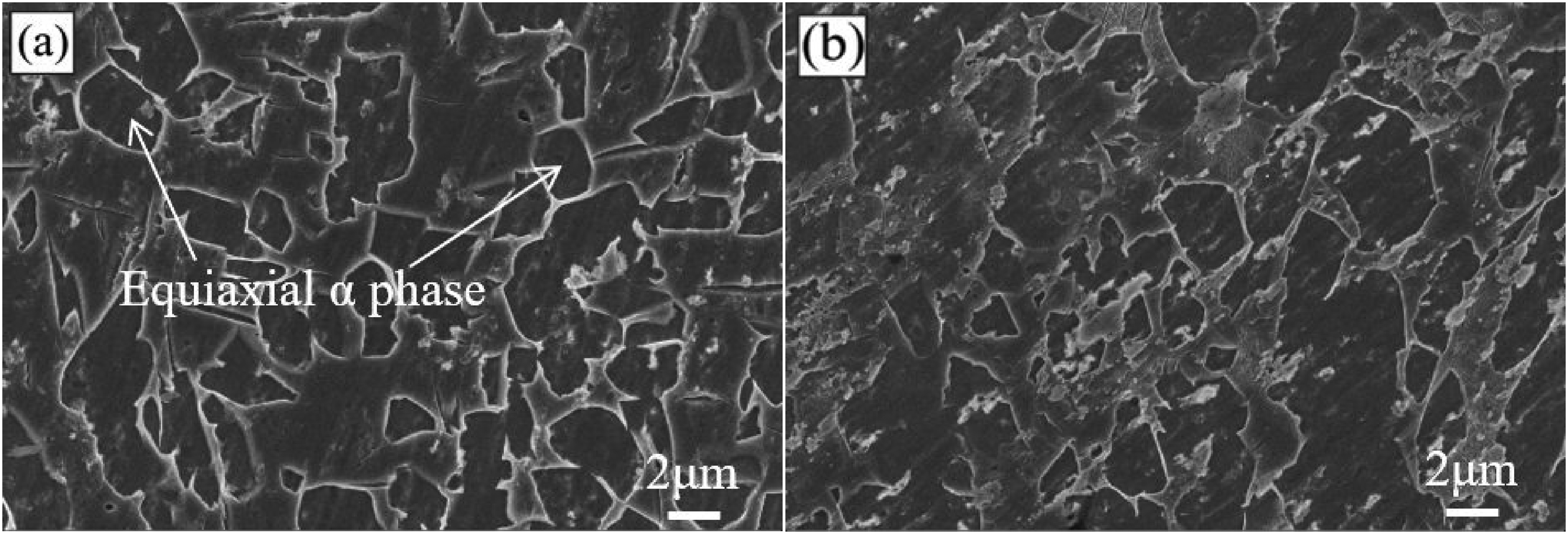
Figure 9 shows the effect of ultrasonic vibration amplitude on the grain size of TC11 titanium alloy after high-temperature compression deformation when the deformation temperature is 900 °C and the strain rate is 0.01 s−1. It can be seen from the figure that during conventional hot deformation, its microstructure morphology is mainly composed of a large number of entangled primary α phases and a small amount of intergranular β phases. The morphology of its primary α phase is irregularly distributed blocks and equal shapes, as shown in Figure 5(a). After applying ultrasonic vibrations of different amplitudes, the bulk α phase disappears, and the α phase is significantly refined and equiaxed compared with the microstructure in conventional hot deformation, as shown in Figure 9(a). As the amplitude continues to increase, the fine acicular α phase that has been elongated under the action of ultrasonic energy during the forming process begins to break, and the α phase grains in some areas are further refined, and the grain size distribution is uneven, as shown in Figure 9(b). It can be confirmed that applying different ultrasonic vibration parameters can promote the decomposition of the entangled primary α phase in the TC11 titanium alloy structure, so that the α grains can be obviously refined.
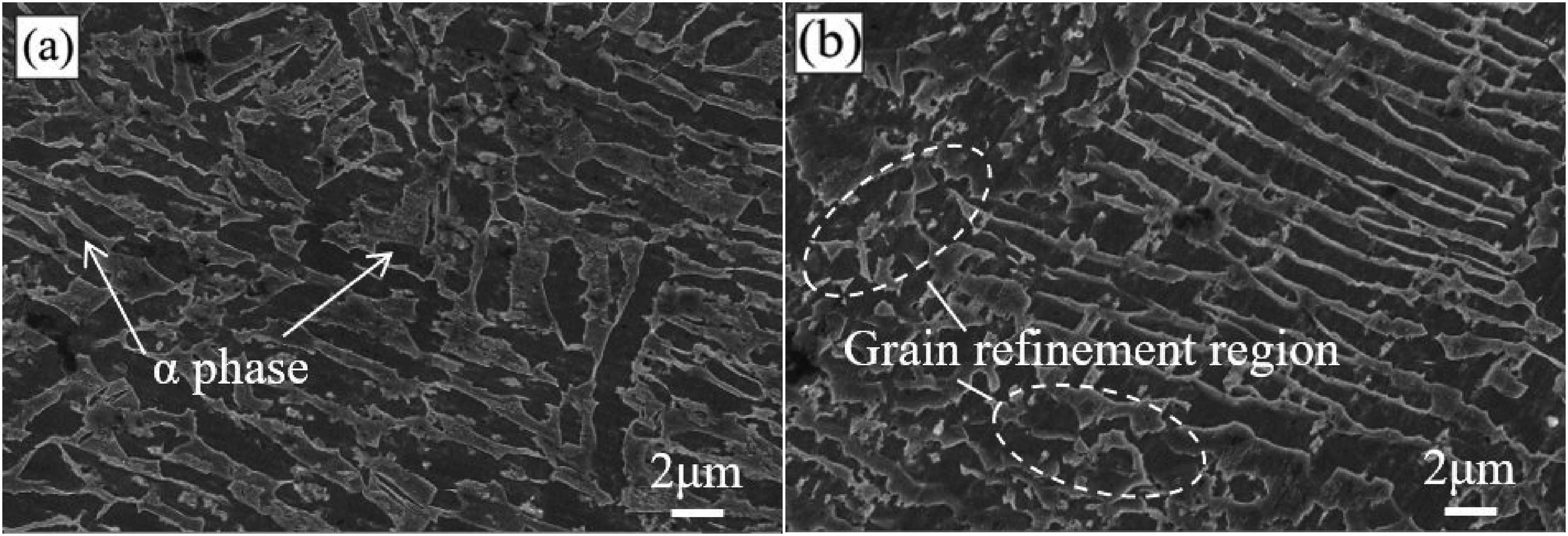
Effect of ultrasonic amplitude on primary α grain of TC11 titanium alloy at deformation temperature 900 °C and strain rate 0.01 s−1: (a) 1.5 μm; (b) 4.5 μm.
Discussion
Applying ultrasonic vibration during plastic forming can significantly reduce the forming force, which has significant advantages in the plastic processing of high-hardness, high-strength and difficult-to-deform materials. In addition, ultrasonic vibration will also change the energy field inside the material and affect the evolution and activation process of the microstructure. The microstructural characteristics of TC11 titanium alloy have an important impact on its mechanical properties, corrosion resistance, processing performance, etc. Therefore, precise control of the microstructure is the key to improving the overall performance of titanium alloys. 30 To reveal in a deeper level the different responses of ultrasonic vibration to the microstructure characteristics of TC11 titanium alloy, the different microstructure characteristics of TC11 titanium alloy were analyzed through EBSD technology.
Degree of dynamic recrystallization
Figure 10 shows the dynamic recovery (DRV) and DRX diagrams of different samples. It can be seen from the figure that there are significant differences in the degree of DRX of TC11 titanium alloy under different process parameters. For the initial sample, the preliminary forged TC11 titanium alloy is dominated by deformed grains, and the DRX degree (4.3%) is low. When the deformation temperature is 900 °C and the strain rate is 0.01 s−1, the DRX degree increases to 20.7%, and the fine DRX grains are randomly distributed in different orientations, as shown in Figure 10(b). In the process of hot deformation of TC11 titanium alloy, driven by high temperature and strain, the activity of the crystal increases, and dislocation movement occurs more easily, resulting in the dislocation density at the grain boundary continuing to increase, reaching the critical value of the initiation of the DRX, and thus the occurrence of the DRX makes its degree increase.31–33 After ultrasonic vibration was applied, the DRX degree (36%) further increased, while the DRV degree decreased from 33.7% to 22.3%, as shown in Figure 10(c). This shows that applying ultrasonic vibration to TC11 titanium alloy during high-temperature compression deformation can further promote the occurrence of DRX. This is mainly because vibration on the one hand provides energy for the movement of dislocations, and at the same time can reduce friction within the material, making the resistance of dislocation movement is reduced. In recent years, a growing number of studies have also shown that ultrasonic vibration mainly affects the formation and movement of dislocations during metal plastic forming, and then affects the degree of recrystallization of grains.34–36
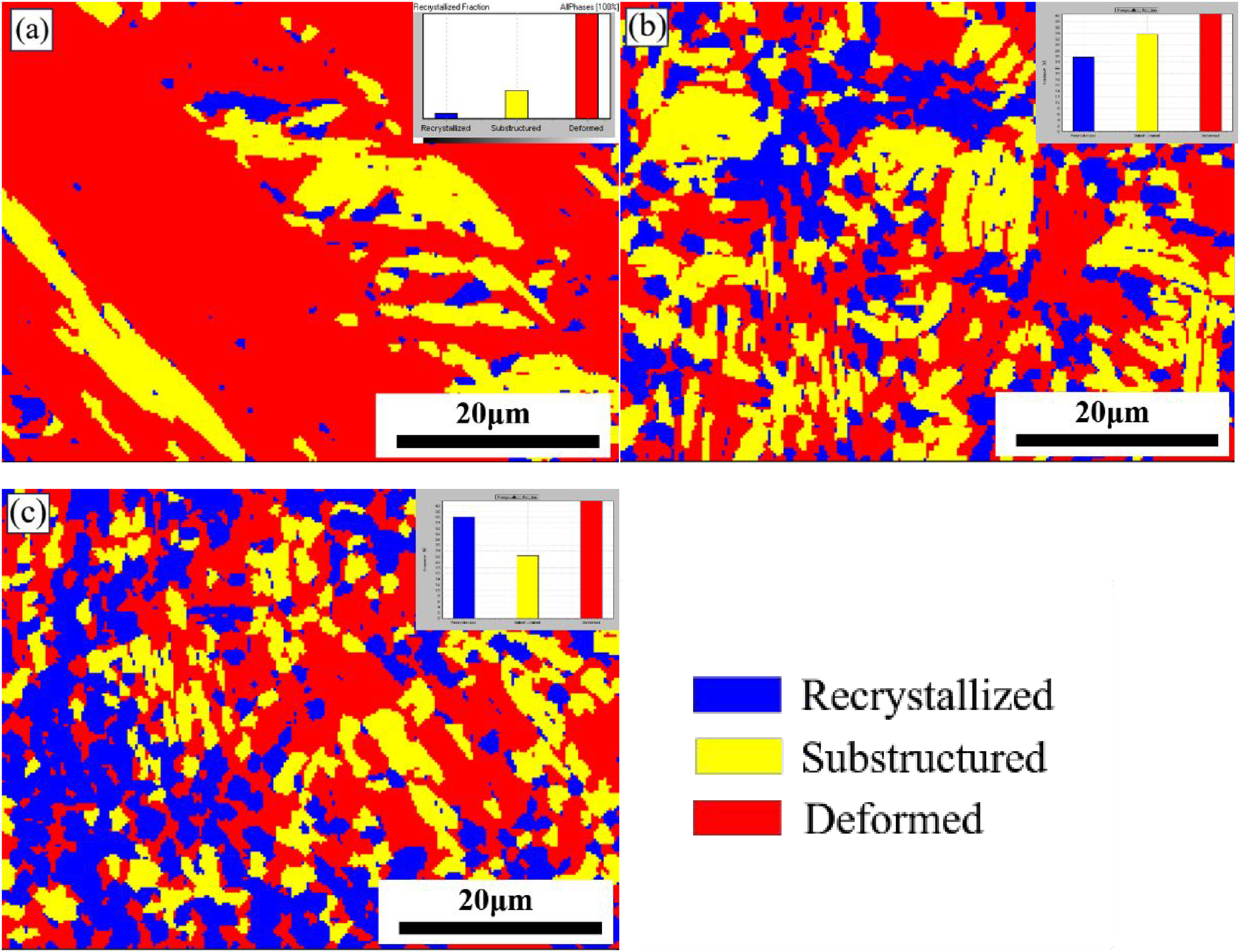
Dynamic recrystallization of different samples: (a) initial sample ;(b) the deformation temperature is 900 °C and the strain rate is 0.01 s−1 ; (c) the deformation temperature is 900 °C, the strain rate is 0.01 s−1 and the amplitude is 1.5 μm.
Misorientation angle of grain boundary
To further reveal the effect of ultrasonic vibration on the grain boundary orientation of TC11 titanium alloy, the evolution of the grain boundary orientation angle of the initial sample, the high-temperature compression sample, and the high-temperature compression sample to which ultrasonic vibration was applied was measured. The grain boundary diffraction quality maps, grain boundary orientation angle distribution maps and kernel average misorientation (KAM) distribution maps of different samples are shown in Figures 11–13, respectively. Grain boundaries with orientation angle between 2° and 15° are defined as LABs, and grain boundaries with an orientation angle over 15° are defined as HABs. The KAM values can be used to indicate the uniformity of material deformation and dislocation density. The smaller the KAM value, the lower the dislocation density.

Band contrast map of grain boundary: (a) initial sample; (b) the deformation temperature is 900 °C and the strain rate is 0.01 s−1 ; (c) the deformation temperature is 900 °C, the strain rate is 0.01 s−1 and the amplitude is 1.5 μm.
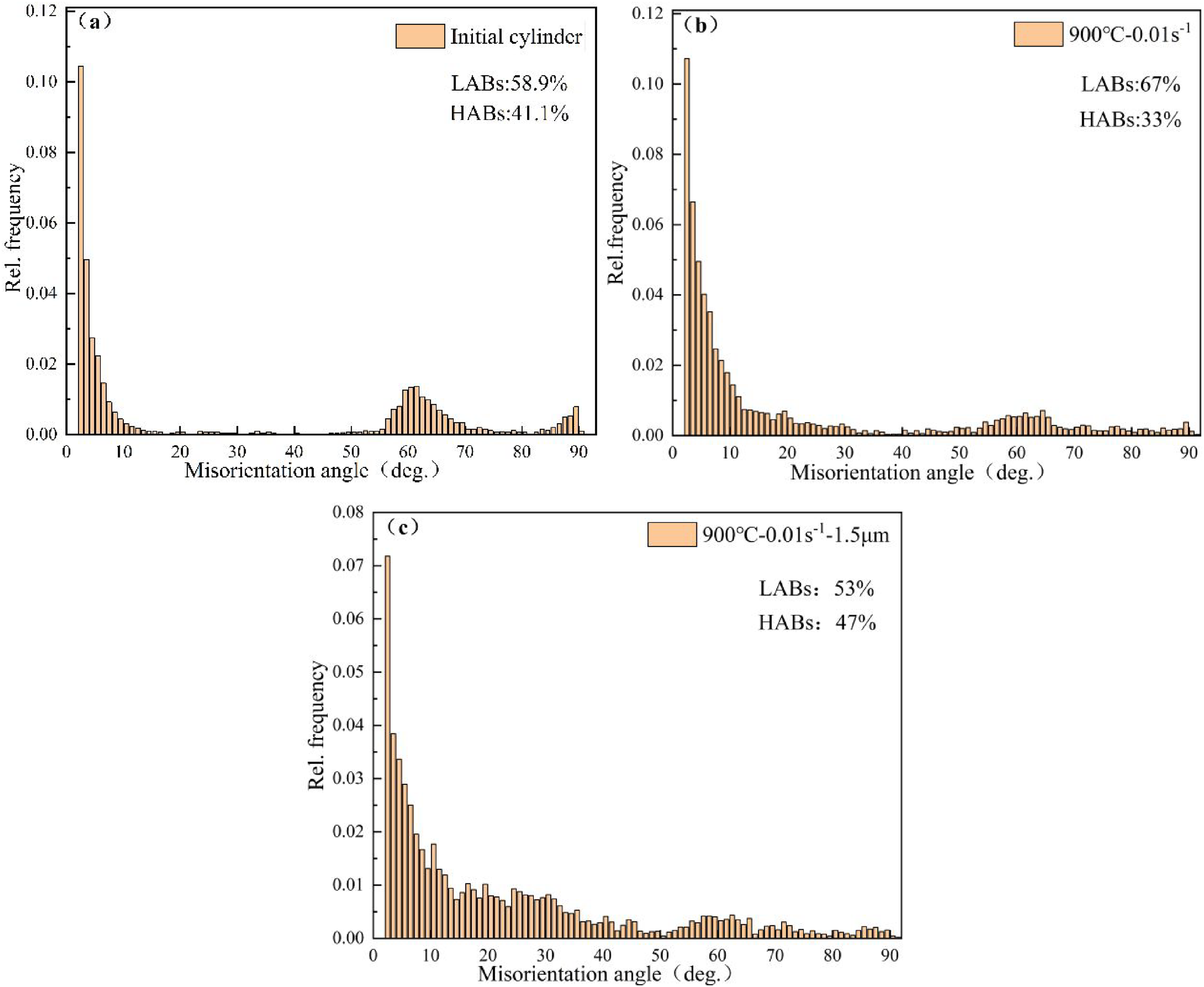
Misorientation angle distribution map: (a) initial sample ; (b) the deformation temperature is 900 °C and the strain rate is 0.01 s−1 ; (c) the deformation temperature is 900 °C, the strain rate is 0.01 s−1 and the amplitude is 1.5 μm.

KAM distribution map: (a) initial sample ;(b) the deformation temperature is 900 °C and the strain rate is 0.01 s−1 ; (c) the deformation temperature is 900 °C, the strain rate is 0.01 s−1 and the amplitude is 1.5 μm.
It can be seen from Figure 11 that HABs are mainly dominant in the region of relatively small grains, and LABs are mainly distributed in the interior of larger grains. For the initial sample, the LABs content in the microstructure is relatively high (58.9%), and the HABs are unevenly distributed, mainly concentrated around 62° and 90°, as shown in Figure 12(a). This may be related to the presence of large primary α-phase grains in the microstructure of the initial sample. In addition, the KAM value inside larger grains is also larger, indicating that the dislocation density there is also higher, as shown in Figure 13(a). After the TC11 titanium alloy sample undergoes high-temperature compression deformation, HABs transform into LABs, and LABs increase to 67%, as shown in Figure 12(b). LABs are usually composed of dislocations. After the initial sample is compression deformed at high temperature, the dislocation density increases under the action of plastic deformation, resulting in an increase in the LABs fraction. After applying ultrasonic vibration, LABs decreased to 53% while HABs increased to 47%, as shown in Figure 12(c), indicating that ultrasonic vibration promoted the transformation of LABs into HABs. Ultrasonic vibration causes the LABs to aggregate and distribute, while the dislocation density is concentrated inside the larger grain, as shown in Figures 11(c) and 13(c). This indicates that ultrasonic vibration can accelerate the generation of HABs by promoting the movement, rearrangement and aggregation of dislocations, which is consistent with the study results in reference. 34 In addition, LABs usually have low energy and are relatively unstable, and ultrasonic vibration will increase the diffusion rate of grain boundaries, which will also lead to a decrease in the proportion of LABs.
Grain size
For titanium alloy materials, grain refinement can significantly improve the strength, hardness, plasticity, toughness, fatigue resistance and corrosion resistance of the material. Therefore, the grain refinement of titanium alloys has become an important part of its research field. Figure 14 shows the grain morphology and size of different samples. The ultrasonic vibration frequency and amplitude applied in the ultrasonic vibration-assisted high-temperature compression process were 20 kHz and 1.5 μm, respectively. Due to the uneven distribution of strain and temperature in the preliminary forged TC11 titanium alloy during the forging process, the grain growth in different areas is different, causing coarse grains to appear in the microstructure of the initial sample, as shown in Figure 14(a).
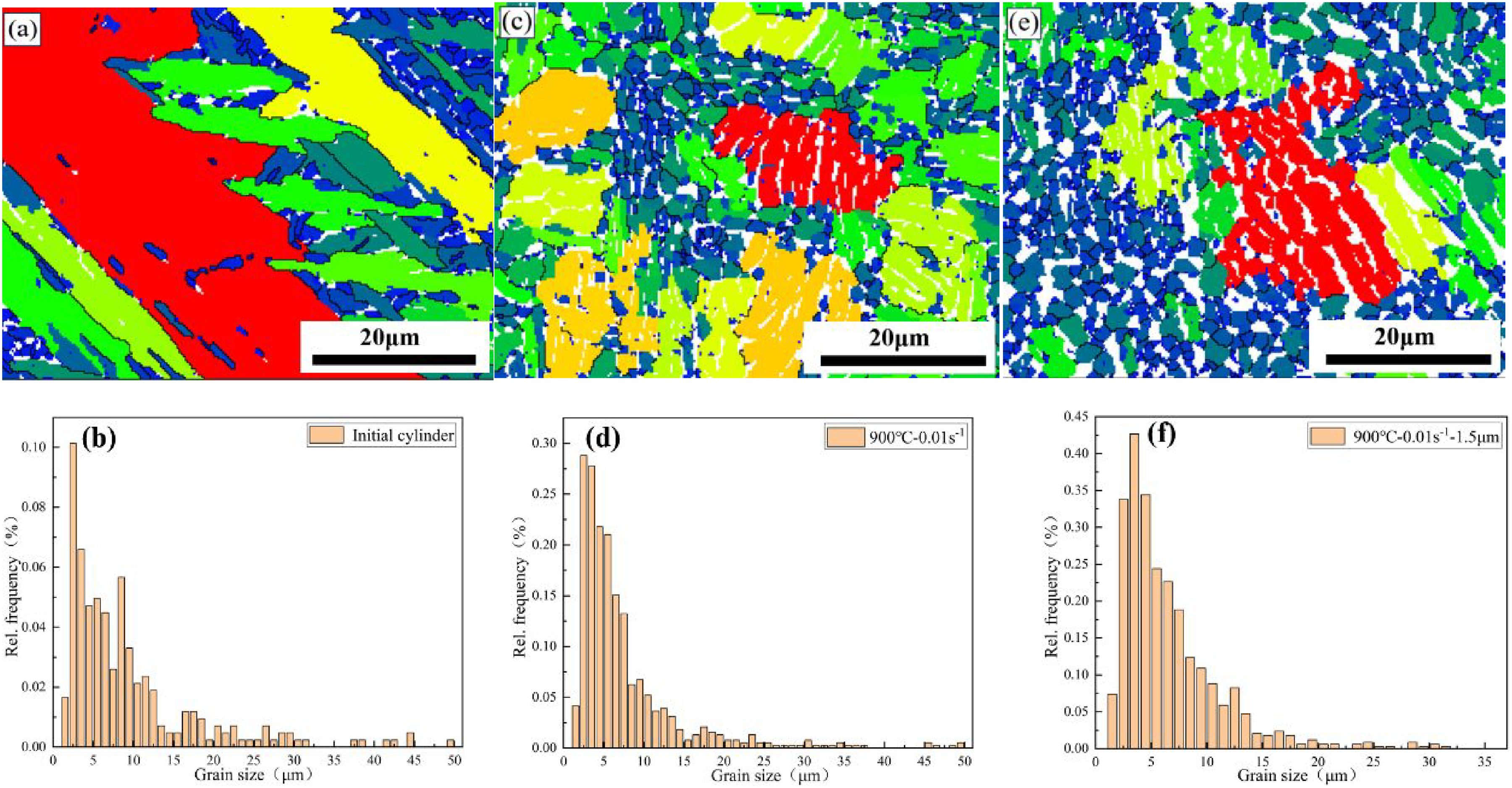
Grain morphology (a, c, e) and size(b, d, f) map: (a, b) initial sample(c, d) the deformation temperature is 900 °C and the strain rate is 0.01 s−1 (e,f) the deformation temperature is 900 °C, the strain rate is 0.01 s−1 and the amplitude is 1.5 μm.
The grain morphology and size of TC11 titanium alloy after high-temperature compression deformation are shown in Figure 14(c) and (d). It can be seen from the figure that after the initial sample is compressed and deformed at high temperature, the number of coarse grains with a grain size between 30 μm and 50 μm decreases, while the proportion of relatively fine equiaxed grains with a grain size between 3 μm and 10 μm increases. This indicates that the coarse columnar grains of TC11 titanium alloy are refined during high-temperature compression deformation. This is mainly because the high-temperature compression deformation process will produce a large strain, which is conducive to grain slip and recrystallization, then promotes the formation of new fine grains. In addition, at high temperatures, the plastic deformation ability of materials is enhanced, the movement rate and diffusion rate of grain boundaries increase, and dislocation slip between grains is more likely to occur, which all helps to inhibit the growth of grains and thus promoting grain refinement.
Figure 14(e) and (f) respectively show the grain morphology and size maps of TC11 titanium alloy samples after the application of ultrasonic vibration during high-temperature compression deformation. It can be seen from the figure that under the action of ultrasonic vibration load, the grains in titanium alloy undergo high-frequency vibration at the microscopic level, which results in a decrease in the number of coarse grains with a grain size greater than 25 μm, an increase in the proportion of fine equiaxed grains with a grain size of about 5 μm, and the grain refinement effect is obvious. These all indicate that ultrasonic vibration can cause the larger grains to break and become fine equiaxed grains. According to the previous analysis, this grain refinement mechanism is mainly related to the occurrence of DRX and the transformation of grain boundaries. On the one hand, ultrasonic vibration promotes an increase in the degree of DRX, and the number of fine grains increases under the action of DRX. On the other hand, Ultrasonic vibration can promote the diffusion and migration of atoms within the material. The diffusion and migration of atoms in the crystals will cause the movement and rearrangement of grain boundaries, causing more LABs to transform into HABs, leading to changes in the shape and size of the original grains and their rearrangement, resulting in the formation of finer grains.
Conclusions
In this paper, the microstructure evolution behavior of TC11 titanium alloy during hot compression deformation assisted by ultrasonic vibration was studied, and the grain refinement mechanism of TC11 titanium alloy under ultrasonic vibration was analyzed. The main research results are summarized as follows:
When the strain rate of TC11 titanium alloy is 0.01 s−1, the primary α phase content gradually decreases under the action of phase transformation with the increase of temperature. When the deformation temperature increases from 900 °C to 960 °C, the primary α phase softens and transforms into a mixture microstructure of equiaxial α phase and acicular α phase. As the deformation temperature continues to increase, the acicular α phase disappears, a large number of primary α phases spheroidize, and fine equiaxed α phase grains are formed after DRX. After hot compression deformation of TC11 titanium alloy, the degree of DRX increases, and the fine DRX grains are randomly distributed in different orientations. The application of ultrasonic vibration can further promote the occurrence of DRX. After hot compression deformation of TC11 titanium alloy, the dislocation density within the material increases, causing HABs to transform into LABs. After ultrasonic vibration is applied, under the action of ultrasonic energy, the generation of HABs is accelerated by increasing the diffusion rate of the grain boundaries and the movement, rearrangement, and aggregation of the dislocations, thereby promoting the transformation of LABs into HABs. Ultrasonic vibration can promote the fracture and refinement of larger grains, resulting in an increase in the number of fine equiaural grains between 3 μm and 10 μm, and further refinement of grains with the increase of ultrasonic amplitude. This is mainly related to the occurrence of DRX and the transformation of grain boundaries caused by ultrasonic vibration.
Footnotes
Acknowledgements
The authors would like to acknowledge the editors and the anonymous referees for their insightful comments. This work was supported by the National Natural Science Foundation of China (No.51905241), Research Fund of Guangdong Key Laboratory of Precision Equipment and Manufacturing Technique (No.PEMT201902), Jiangxi Provincial Natural Science Foundation (NO.20202BABL214033) and Foundation of Jiangxi Provincial Educational Committee (No.GJJ170560).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of Jiangxi Province, Foundation of Jiangxi Provincial Educational Committee, Research Fund of Guangdong Key Laboratory of Precision Equipment and Manufacturing Technique, National Natural Science Foundation of China (grant number 20202BABL214033, GJJ170560, PEMT201902, 51905241).
Ethical approval
This article does not contain any studies with human participants performed by any of the authors.