
Abstract
Multilayered composites are widely used in automobile components. The properties of multilayered composites mainly depend on processing parameters. In this investigation, Al/Ti composites were fabricated by accumulative roll bonding (ARB). The influence of rolling parameters including rolling velocity (10 < v < 20 r/min), rolling cycle (7 cycles), and friction coefficient (0.08 < µ < 0.14) on the evolution of microstructure, grain refinement, variations of hardness, and tensile features were examined. The results of microstructural characterization showed that the layers became more discontinuous and the broken pieces of Ti were better distributed in the Al matrix when the rolling cycle and rolling friction increased and the rolling velocity decreased. In addition, the characterization of grain structure revealed grain refinement in Ti and Al layers after the 7th cycle. The grain structure was better refined when the friction coefficient was 0.14 and rolling velocity was 10 r/min. The hardness and strength values increased as the rolling cycle and friction coefficient increased and the rolling velocity decreased. When the friction coefficient was 0.14 and the rolling velocity was 20 r/min, the highest strength of 520 MPa was obtained and the maximum hardness of Ti and Al were 76 HV and 292 HV, respectively. Although the fracture surfaces showed delamination and different sizes of dimples, a larger number of dimples were observed at higher rolling velocities and lower friction coefficients.
Introduction
Nowadays, new materials are rapidly emerging.1–5 Wide ranges of applications such as automobile components are benefiting from these materials.6–10 However, researchers are still developing the materials to acquire the most favorable mechanical, thermal, and electrical properties.11–15 One way for material development is to optimize the processing parameters through experimental and modeling methods.16–20 Another way is to join dissimilar materials.21,22 For instance, the production of composites is becoming increasingly popular in car industry.23–27 In composites, dissimilar materials provide interesting features. Metal-matrix composites have been produced using various methods that affect specific properties. 28 Among various properties of metal-matrix composites, the mechanical properties have received much interest in automobile and aircraft components. One of the most widely used methods to manufacture metal-matrix composites is the roll bonding method which has been employed in the form of symmetric roll bonding, asymmetric roll bonding, and accumulative roll bonding (ARB).29,30 In the ARB method, the metallic layers are strongly bonded together by applying high equivalent plastic strain. 25 Furthermore, grain refinement occurs in heavily deformed layers. 26 Another characteristic of composites produced by the ARB method is the distribution of reinforcing layers in the matrix. As higher equivalent plastic strain is applied, the fragmentation of reinforcement occurs which leads to lenticular fragments distributed in the matrix. All these changes usually affect the mechanical properties. It has been reported that the strength and hardness of composites increase versus equivalent plastic strain. 22 Also, when composites are produced by the ARB method, the layers are subjected to a gradient of strain which gradually decreases from near rolling mills to composite inside.
Weight saving is a critical part of composite design. 28 When the weight percent of composite materials is altered, the strength-to-weight ratio changes. 29 Nowadays, many industries demand materials with high strength and low weight. For example, the improvement of fuel efficiency in the automobile and aerospace industries is necessary to reduce carbon emissions. Depending on composite substances, the multilayered composites can provide a high ratio of strength to weight. 31 To acquire such properties, Al and Ti are often employed in multilayered composites due to the low weight of Al and the high strength of Ti. The Al-Ti composites are widely used in automobile and aerospace components such as car frames, car engines, aircraft frames, landing gear, wing slat tracks, and engine blades. 32 Another characteristic of severely deformed metal composites that is highly useful in industries is the grain refinement of layers. It is generally accepted that composites with refined grains provide superior mechanical properties. 33 The ARB method has been widely employed to obtain grain refinement. 34 However, the rolling parameters such as number of rolling cycles, rolling temperature, rolling velocity, and friction coefficient contribute to grain refinement and mechanical properties.
In the past years, the influence of rolling parameters on microstructure, grain refinement, and mechanical properties has been studied. Most of the recent studies focused on the effect of rolling cycles on composite properties. For instance, Jiang et al. 35 reported the enhanced properties of the Ti/Cu composite. In another investigation, the positive impact of rolling cycles on the mechanical properties of Al/Mg was reported. 36 In addition to rolling cycles, the influence of rolling velocity and friction coefficient has been examined. For example, the effect of rolling velocity on Al/Mg composite and aluminum sheets has been studied.37,38 Their observations revealed that the rolling force was increased and the bonding strength was enhanced at lower rolling velocities. Furthermore, other researchers studied the role of friction coefficient on the interfacial bonding strength of layers. According to the literature,39,40 when the friction coefficient between the roller and samples decreased by using lubricants, less shear deformation, and interfacial adherence were acquired. Despite the mentioned studies, no one to the best of our knowledge has studied the effect of rolling velocity and friction coefficient on microstructure and grain structure of multilayered composites. It seems that the effect of processing parameters needs to be further studied. Also, the material's properties, route design, and process parameters vary in different investigations. Because of this, making a comparison between the reported results of the literature can be challenging. Therefore, this investigation studies how the rolling cycle, rolling velocity, and friction coefficient affect the evolution of microstructure, grain refinement, and mechanical features of Al/Ti/Al multilayered composites which were processed via accumulative roll bonding.
Materials and methods
Materials
The commercially pure Al and Ti metal sheets were incorporated, in this research work, as the primary materials. Their chemical composition is presented in Table 1. First, slices with dimensions of 250 × 150 mm2 were cut from sheets with 1 mm thickness. Then, the sliced sheets were washed in acetone solution to remove contamination. This was followed by surface roughening by steel wire. By inserting the Ti sheet between two Al sheets, the Al/Ti/Al were assembled and then fastened by wires.
The measured chemical compositions of primary materials (in weight pct).
Apparatus and processing method
Three rolling velocities (v) including 10, 15, and 20 r/min and friction coefficients (µ) including 0.08, 0.11, and 0.14 were utilized. For rolling velocity, symmetric rolling with the same velocities of rollers were used. For friction coefficient, the surface of rollers was lubricated with machine oil and rapeseed oil modified with copper oxide particles to obtain friction coefficient of 0.11 and 0.08, respectively.
Different stages of accumulative roll bonding (ARB) are presented in Figure 1(a). After surface cleaning and surface roughening, the Al/Ti/Al sandwiches were prepared. The sandwiches were subjected to seven ARB cycles including ARB 1c, ARB 2c, ARB 3c, ARB 4c, ARB 5c, ARB 6c, and ARB 7c. Each cycle includes thickness reduction of 50%. However, after each cycle, the rolled sandwiches were sliced in two pieces. Again, the sliced samples were surfaces-washed and surface-roughened. After that, the prepared pieces were put together and subjected to the next ARB cycle.
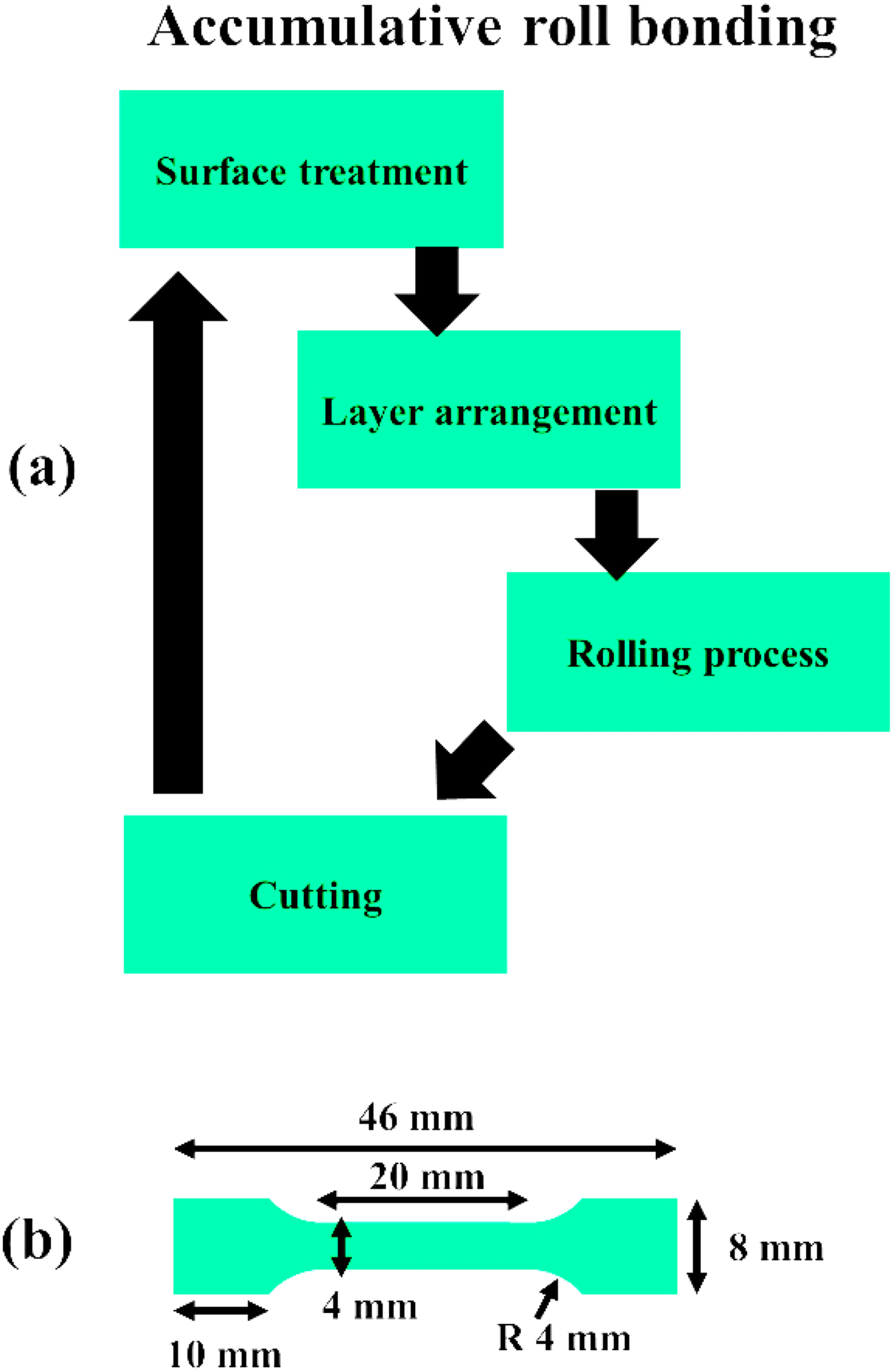
A depiction of (a) stages of the ARB method and (b) tensile sample based on ASTM E8.
Characterization and mechanical testing
The morphology and grain structure of processed composites were characterized by scanning electron microscopy (SEM) equipped with energy dispersive spectroscopy (EDS), and electron backscatter diffraction (EBSD). Mechanical experiments including uniaxial tensile tests and microhardness tests were performed at ambient temperature. The strain rate of uniaxial tension for composites was 6 × 10 −5 s−1 while for Ti and Al sheets, three different rates of strain including 1 × 10 −5, 1 × 10 −4, and 1 × 10 −3 s−1 were chosen. And, by using a load of 80 g and dwelling time of 15 s on Al and Ti layers, the microhardness measurement was carried out.
Results and discussion
Morphology of composites
Effect of rolling strain
Figure 2 shows the evolution of microstructures versus ARB cycles. The changes in microstructures can be classified into four characteristics including wavy appearance of layers, reduction in layers’ thickness, necking and fracture of layers, and distribution of broken layers. The main mechanism attributed to these changes is the strain-hardening effect. This effect is a transition from uniform elongation of metal layers to non-uniform elongation. As reported by Imai et al., 41 when composites consisting of dissimilar metal layers are subjected to plastic deformation, irregularities in layers take place. These irregularities are caused by different mechanical properties of composite layers. For example, the work-hardening exponent differs from metal to metal. The irregularities in the morphology of composites have been widely reported in multilayered composites.42,43 For example, Wang et al. 43 reported irregularities in the microstructure of Al/ZK 60 Mg composite. And, Maier et al. 44 examined the improved distribution of Ti in the Al matrix at higher ARB cycles.
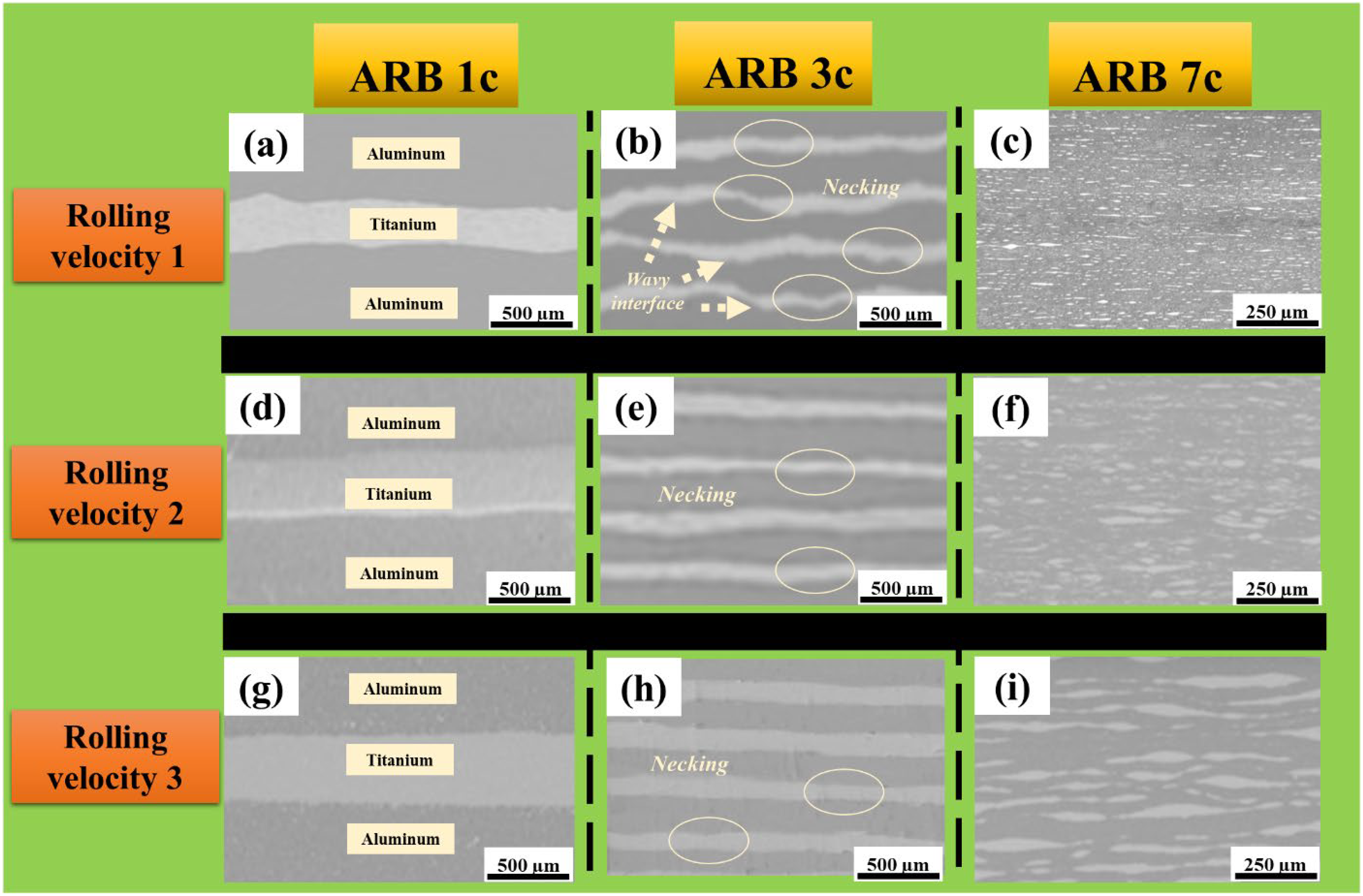
Composite morphologies at (a-c) rolling velocity 1, (d-f) rolling velocity 2, and (g-i) rolling velocity 3. (a, d, and g) ARB 1c, (b, e, and h) ARB 3c, and (c, f, and i) ARB 7c.
For roll-bonded sheets, the bonding mechanisms come from different theories including diffusion bonding, energy barrier, film, and joint recrystallization. 45 According to the literature,45,46 when the rolling process is applied at room temperature, the film theory contributes to the bonding mechanism. When the layers are under rolling pressure, the cracks are often formed and propagated in oxide layers on layers. Through these cracks, the virgin metals are extruded. Bay 46 also pointed out that the work-hardened layers that are formed during wire brushing the surfaces may be fractured during rolling. As a result of these two possible mechanisms, the extruded metals are mechanically bonded on surface asperities. However, after ARB 1c, there might be several unbonded regions at the interfaces. The repeated rolling process diminishes these regions to obtain perfect bonding across interfaces. This is an important advantage of the severe plastic deformation process which includes successive plastic deformation on layers. It is known that the new surfaces formed by surface expansion during plastic deformation are proportional to the total plastic strain applied to layers. 47 Thus, by increasing the cycles, more interfacial surfaces are expected to form.
Rolling velocity
Figure 2 demonstrates the variations in microstructure versus rolling velocities. It is known that material properties and processing parameters affect the deformation behavior and final microstructure of composites.41,48 However, the processing parameters contribute to the properties of materials. One of these properties is work-hardening behavior. In this research work, the work-hardening response of titanium and aluminum was tested at different strain rates, temperatures, and grain sizes.
The work-hardening responses of titanium and aluminum at different strain rates, testing temperatures, and grain sizes are shown in Figure 3. It is generally believed that the strain rates, temperature, and grain size affect the work-hardening behavior of metals.49,50 Because of this, these parameters were considered for the evaluation of the work-hardening response of each metal sheet in this investigation. Based on the results, the work-hardening rate of layers increased as the strain rate increased and the grain size decreased while it decreased as the temperature increased. It is generally accepted that the work-hardening behavior declines as the deformation temperature increases. 49 The flow stress depends on dislocation movement. As the density of dislocations increases, the dislocation interaction increases. 51 Also, at high temperatures of tensile testing, dislocation motion increases, thus leading to a lower rate of work hardening. By increasing the strain rate and decreasing the temperature decrease, the density of dislocations and twins and their interactions increase. 52 The dislocations are accumulated at grain boundaries and twin boundaries. Therefore, the dislocation movement is limited when the grain size of metals decreases. As reported by Li et al., 53 the dislocation activity decreases in metals with larger grains. The movement and interaction of dislocations result in work hardening. It is generally accepted that temperature, strain rate, and grain size affect the strain-hardening response of metals. Different flow stress behaviors shown in Figure 3 arise from dislocation interaction which occurs sooner in smaller grains while large grains have more capacity for dislocation interaction, leading to less rate of work hardening.
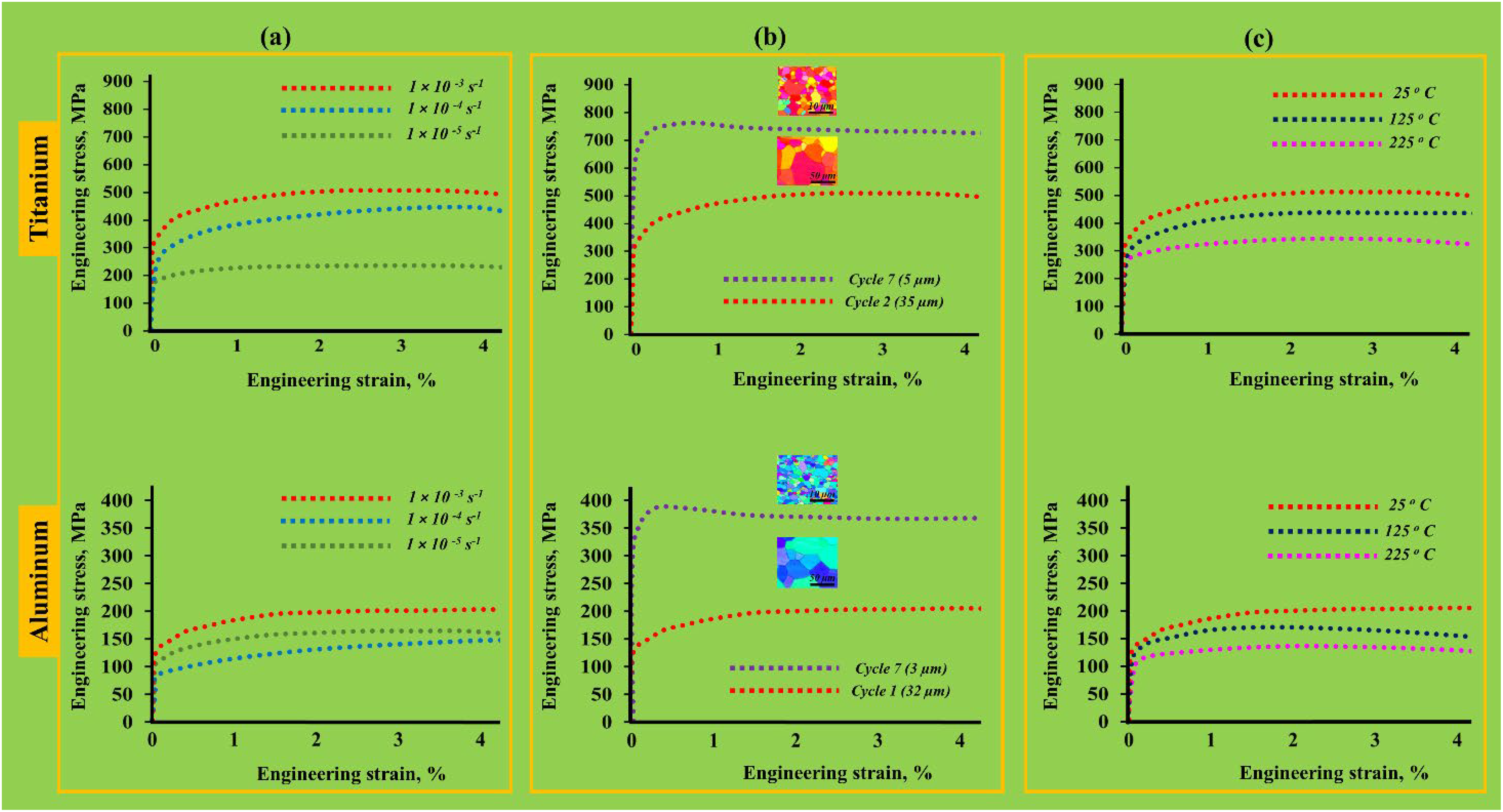
Curves of engineering stress-strain at (a) different strain rates, (b) different sizes of grains, and (c) different temperatures.
Although at higher rolling velocities, the strain rate and temperature increase, the rolling pressure and contact area decrease. Additionally, layers with smaller grain sizes show higher work-hardening rates compared to larger grain sizes. Therefore, at lower velocities, several changes including larger deformation, larger contact area, and less temperature rise can be expected. These changes then lead to more irregularity in microstructure in the form of necking, waviness, and rupturing. The reduced irregularities can be seen in Figures 2(g) and 2(h) in which less reduction in thickness of Ti layers took place. Therefore, the reinforcing layers experience thickness reduction and necking slower at higher rolling velocities. Furthermore, higher strains are required for their fragmentation. This finally brings about larger broken layers after ARB 7c.
Owing to the friction between the surfaces of layers and rolling mills, the temperature of sandwiches increases which helps better extrusion and expansion of layers under rolling pressure. 54 When rolling velocity increases, the effect of this temperature on bonding decreases. Also, based on the theory of energy barrier, 55 it is believed that, at higher temperatures and lower rolling velocities, the activation energy required for metallurgical bonding energy is provided. As reported by Wang et al., 56 the rolling force decreases at higher rolling velocities. Also, at higher velocities, less friction has been reported by Li et al. 57 It has been reported that the rolling pressure decreases at higher rolling velocity. Additionally, faster rolling leads to increased unbonded regions as a result of insufficient time subjecting to rolling pressure. It has been reported that lower bonding strength is caused by such low-velocity rolling. 58 The dependence of contact pressure and rolling resistance on rolling velocity has been put forward by Li et al. 57 They reported that the pressure distribution is relatively symmetrical and rolling resistance is small when low rolling velocity is applied. Also, it was found that there was a reduction of contact area at higher rolling velocities. Thus, similar to rolling temperature, the rolling time is also effective in changing the bonding quality and deformation behavior of layers.
Rolling friction
Figure 4 displays the role of friction coefficient on microstructures. There are several factors such as processing temperature, friction, and materials properties that affect the deformation behavior of composites during the rolling process. It has been reported that rolling velocity is inversely correlated to friction. 57 It means that, at higher rolling velocities, the friction between rollers and samples decreases. High rolling temperature brings about homogeneous deformation due to increased deformability of layers. The other two factors cause inhomogeneous deformation. As the friction between the roller and samples as well as the discrepancy between mechanical properties of composite substances increase, the inhomogeneity of deformation increases. 59 Semiatin and Piehler 59 revealed that gradients of shear stress across the thickness of rolled metal which is caused by surface friction. They also reported an increase in rolling pressure by friction. Furthermore, the rolling force is believed to depend on rolling reduction and friction coefficient. 60 As the rolling reduction and friction coefficient increase, the rolling force increases. Since, in the current study, the same rolling reduction was applied during each cycle, the friction between the roller and samples is responsible for the increase in rolling force. It is also believed that the increase in friction coefficient between the roller and samples increases the interfacial shear effect. 61 This effect depends on the shear strain and length of shearing stage. Both of them increase when the friction coefficient increases. However, shear strain and length of the shearing stage decrease as the rolling velocity increases. Thus, the interfacial bonding increases as the friction increases.
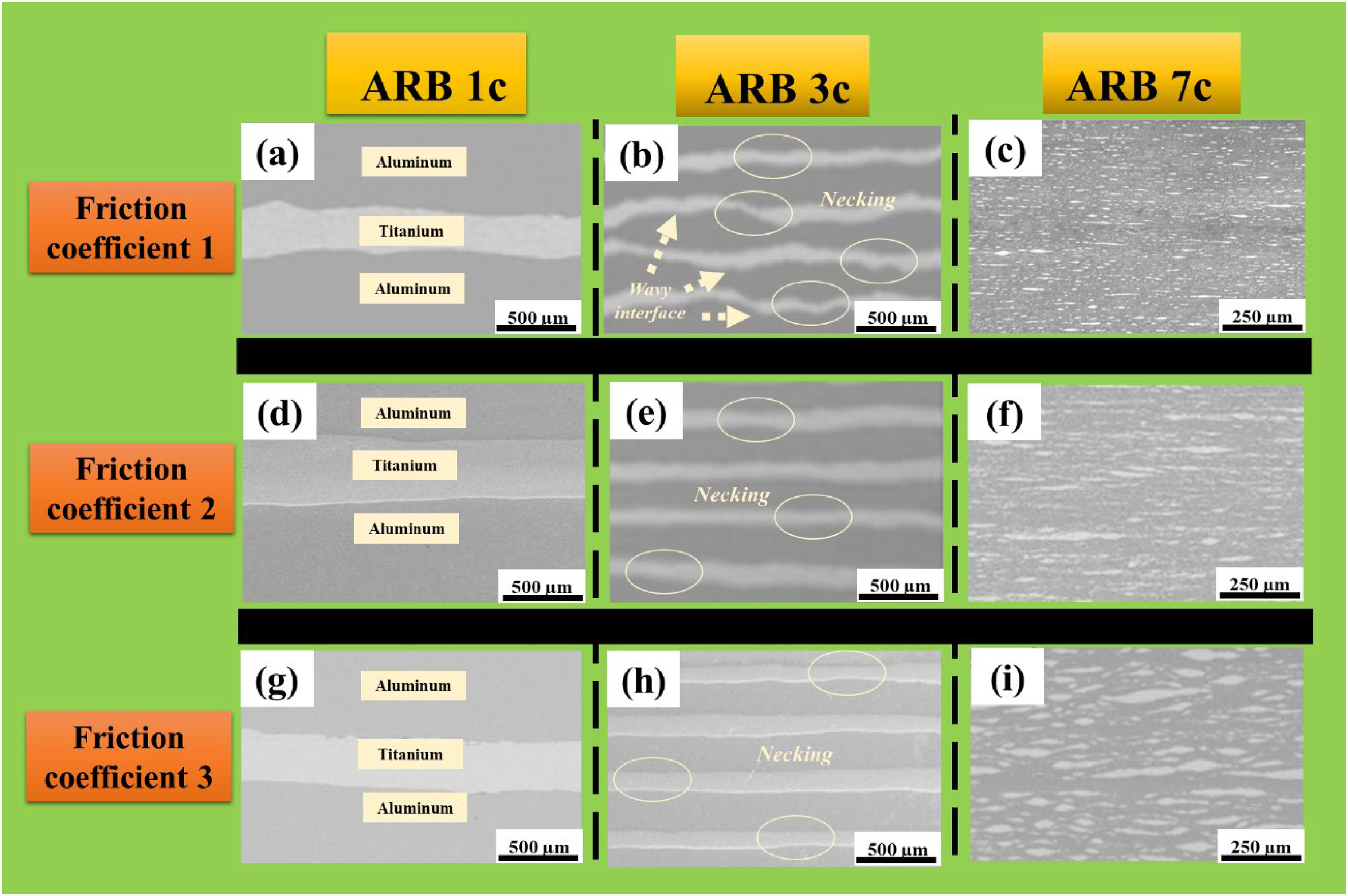
Composite morphologies at (a-c) friction coefficient 1, (d-f) friction coefficient 2, and (g-i) friction coefficient 3. (a, d, and g) ARB 1c, (b, e, and h) ARB 3c, and (c, f, and i) ARB 7c.
As reported by Li et al., 61 friction has a positive impact on layer bonding. Based on the results of the simulation, they reported enhanced tearing of oxide layers at interfaces which then led to the extrusion of virgin metals. Thus, the strength of interfacial bonding increased. They also observed more shear banding at higher friction coefficients. The shear banding often results in an inhomogeneous distribution of harder layers in the matrix. Also, they reported enhanced interfacial bonding and more inhomogeneity in the microstruture of Al/Mg composite at higher friction coefficient. In fact, when the friction coefficient increases, the increased shear stress affects the material flow across the thickness. This is also related to the shear strain gradient through the thickness of the composite. As a result of this, the material deformation decreases from the surface toward the center of the composites. It is thus concluded that the increase in friction increases the uneven deformation and inhomogeneity in microstructure.
When the friction coefficient increases, the effect of plastic deformation becomes more drastic by imposing more heterogeneities on layers. It is believed that the rolling force increases as the friction coefficient increases. 62 Also, it has been reported that the interfacial strength increases at a larger friction coefficient between rolling mills and sheet surfaces. 63 In fact, the rolling pressure required bonding declines by an increase in friction, and the threshold deformation increases at a lower friction amount.
Ultra-grained refinement
Effect of rolling strain
The evolution of grains versus rolling strain is presented in Figure 5. These images were obtained at the center of each layer. The grain refinement is obvious on both reinforcing and matrix layers. Such grain refinement has been observed in the recent investigations.64–66 However, the evolution of grain structure occurs from large grains during initial cycles to elongated grains during middle cycles, followed by ultra-refined grains in final cycles. The shear strain imposed on layers during cycles leads to such evolution. Also, the grains are elongated towards shear direction. The reason why all grains during ARB cycles are not equally sized is related to the gradient shear distribution which causes inhomogeneity from surface to center of samples. 67
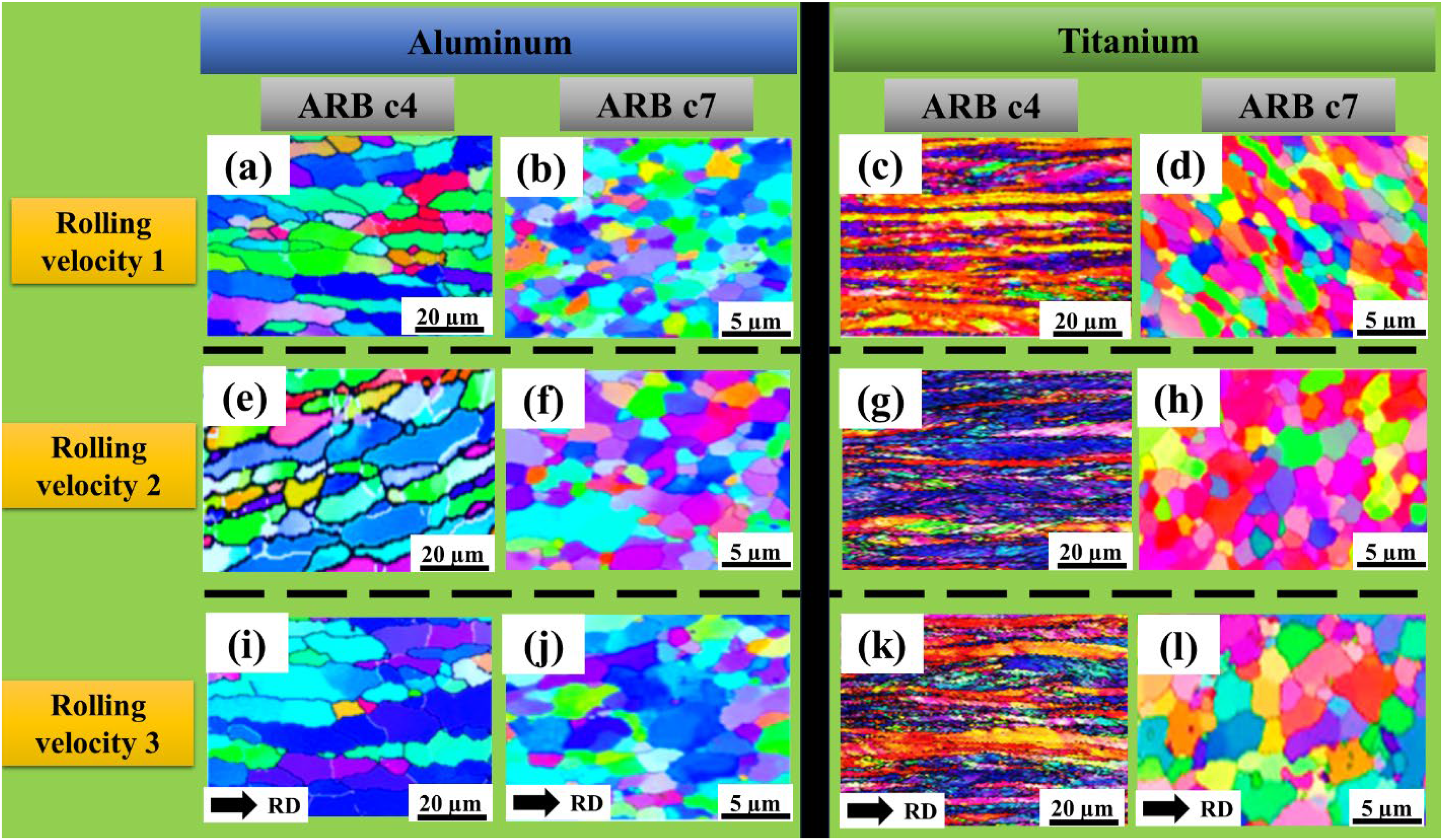
Grain size distribution in composite layers at (a-d) rolling velocity 1, (e-h) rolling velocity 2, and (i-l) rolling velocity 3 after ARB 4c and ARB 7c.
During repeated rolling, the low-angle grain boundaries (LAGBs) decrease while the high angle boundaries (HAGBs) increase.68–70 Also, during initial cycles, the density of dislocations increases. Kamikawa et al. 71 reported that the equiaxed refined-grain structure is mainly composed of the HAGBs. In fact, there is a transition from LAGBs to HAGBs which is caused by the rotation of sub-grains at higher strains.
Rolling velocity
The influence of rolling velocity on grain structure is demonstrated in Figure 5. Although the evolution of grains is the same for all rolling velocities, there is a decrement of grain size at lower velocities. This is because of the increased strain-hardening effect at lower velocities. In fact, lower velocities improve the rolling pressure on layers. Thus, the layers experience more deformation. It has been reported that the rolling force on layers increased when lower velocities was employed. 57 The reduced rolling pressure at higher rolling velocities is reflected in EBSD images that show less grain refinement than at lower velocities. Also, they reported that higher rolling velocities increase the temperature risen during rolling. Higher temperatures generally facilitate the recovery of layers during deformation. 72 However, the temperature rise during rolling is not enough for the rearrangement of dislocations due to the rolling time which is always short.
Rolling friction
The EBSD images showing the effect of rolling friction is demonstrated in Figure 6. One can see that the influence of friction coefficient on grain refinement is more pronounced than rolling velocity. The lower friction coefficient led to reduced surfaces roughness compared to higher friction coefficient. As discussed earlier, this is because of the increased rolling force at higher friction coefficient. This then causes more deformation on layers. In fact, by increasing the friction, additional shear strain created between rolling mills and surfaces facilitates the grain refinement. Inoue and Tsuji 73 studied the quantification of equivalent strain in unlubricated and lubricated accumulative roll bonding of Al1100. Based on their findings, higher friction coefficient resulted in higher deformation. Talachi et al. 74 also reported lower amounts of recrystallized surfaces of aluminum sheets with the application of friction coefficient. Hence, this indicates that the by increasing the friction coefficient, the layers experienced more deformation. As a result, the strain hardening effect increased which then led to better grain refinement.
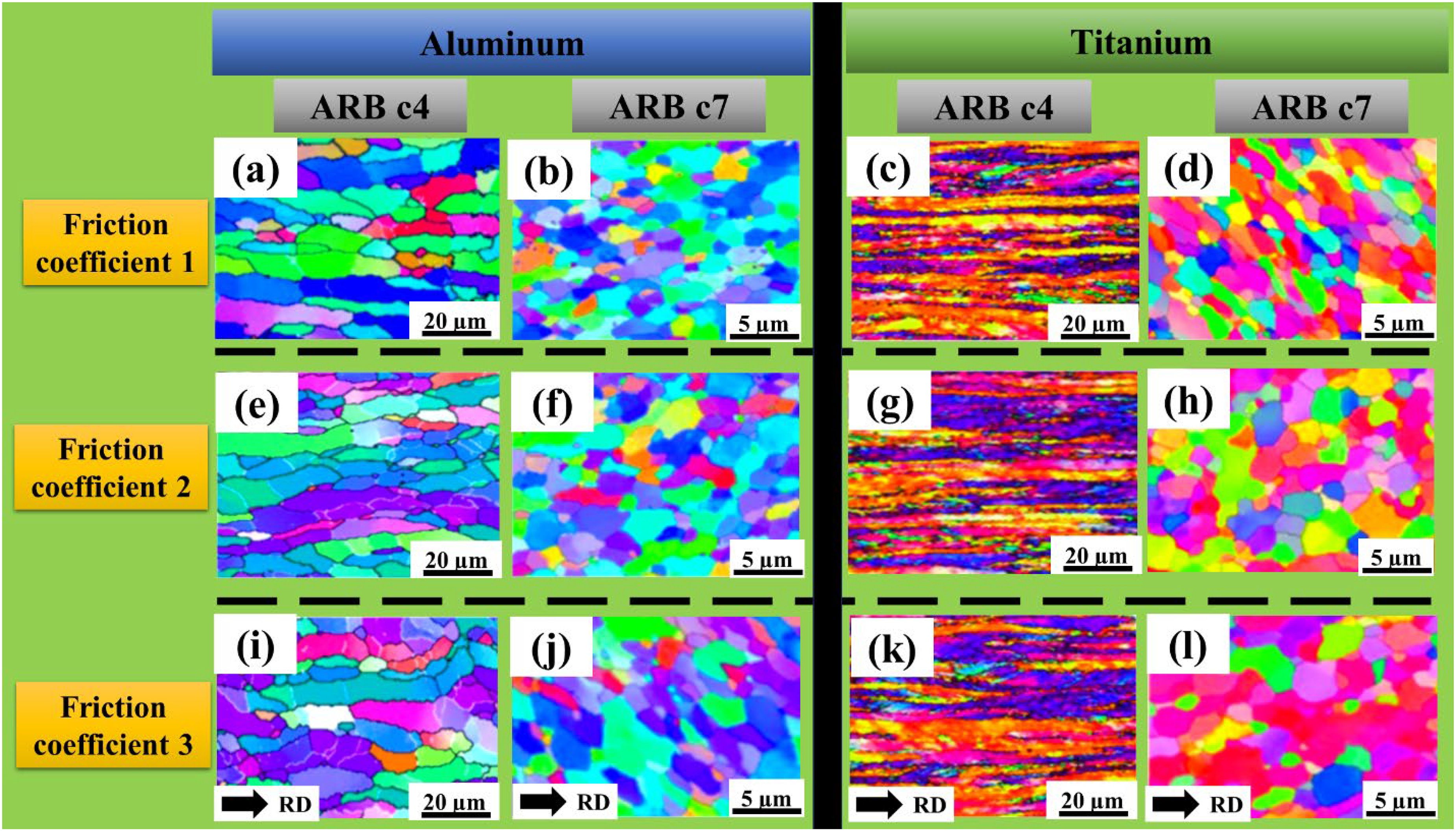
Grain size distribution in composite layers at (a-d) friction coefficient 1, (e-h) friction coefficient 2, and (i-l) friction coefficient 3 after ARB 4c and ARB 7c.
Layers’ hardness
The microhardness of composite layers versus rolling velocities, the ARB cycles, and friction coefficients are shown in Figure 7.
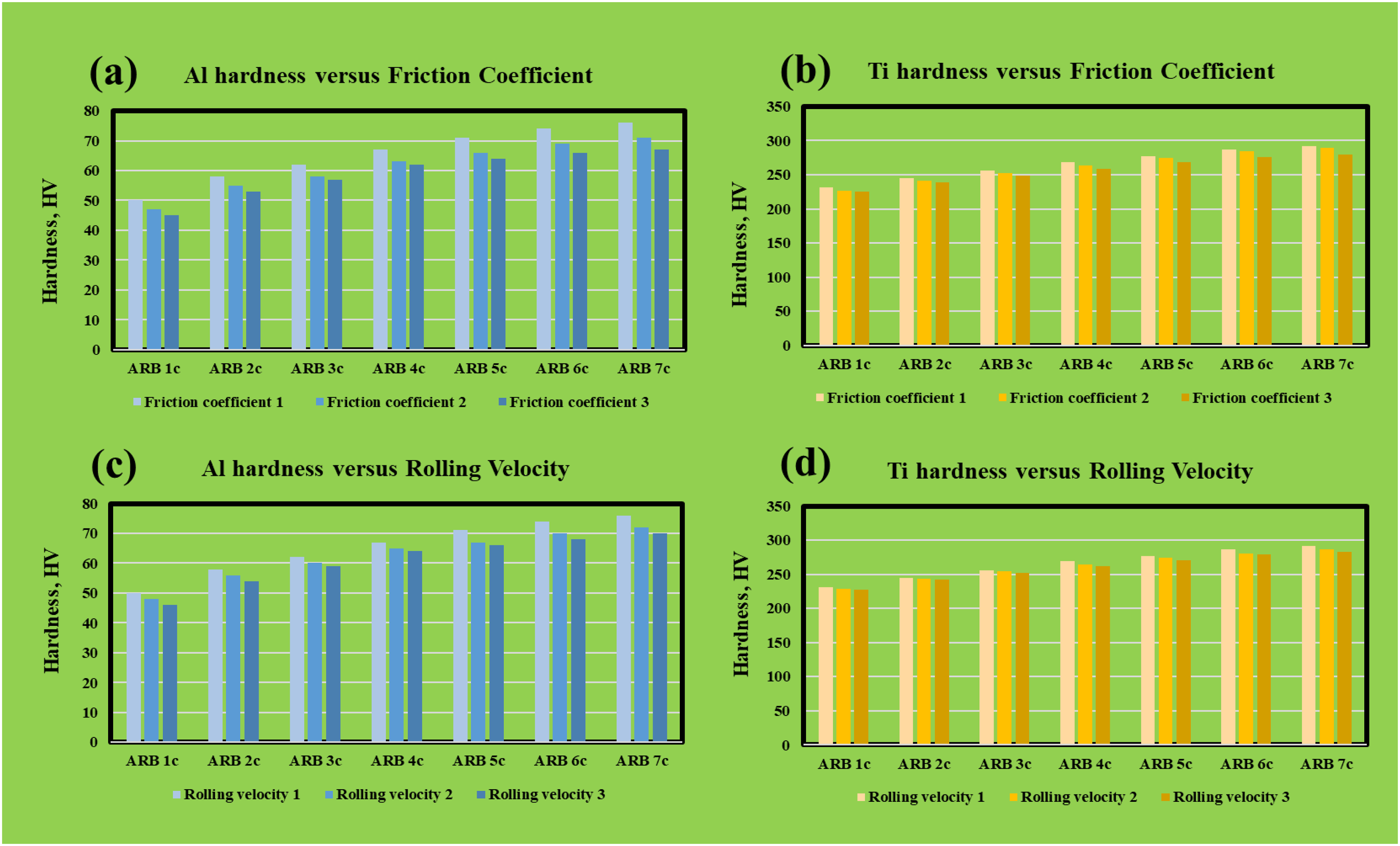
Variations of microhardness of composite layers (a and c) Al layer, (b and d) Ti layer at (a and b) different friction coefficients, and (c and d) different velocities.
Effect of ARB cycle
Figure 7 displays the relationship between hardness and ARB cycle. This direct relationship shows an increase in hardness values as the ARB cycles increased. The measured values of Al and Ti after ARB 7c were 76 and 292 HV, respectively. As layers become more strain-hardened, the hardness values rise. When metal layers are under severe plastic deformation, more dislocations are generated in layers and then the interaction of generated dislocations and the formation of sub-grain boundaries results in a hardness increase. 75 Then, the sharp increase is replaced with a brief increase as a result of a reduced rate of dislocation accumulation. This is in agreement with the findings of Su et al. 76 on hardness variations of metal layers in severely deformed multilayered composite.
Rolling velocity
Figures 7(c) and 7(d) show the relationship between hardness and rolling velocity. When rolling velocity increases, the hardness values decrease. The measured values of Al layers after ARB 1c are 50, 48, and 46 HV for rolling velocity 1, rolling velocity 2, and rolling velocity 3, respectively. For these rolling velocities, the measured values of Ti layers are 231, 229, and 228 HV, respectively. However, the hardness of Al showed more increments at higher cycles compared to the hardness of Ti at higher ARB cycles. This stems from the excessive shear strain that is applied to A layer adjacent to rollers. Meanwhile, the reduced hardness at higher velocities is mainly because of the reduced strain-hardening effect at higher velocities. The less strain-hardened layers have lower hardness.
Rolling friction
Figures 7(a) and 7(b) show the relationship between hardness and rolling friction. The layers processed by friction coefficient 1 presented the highest hardness while the the lowest hardness was obtained by friction coefficient 3. When the mean contact pressure increases as a result of increased friction between rolling mills and the surfaces of the sandwich, the layers are more strain-hardened. Additionally, the extra shear strain is generated at the outer surfaces due to frictional forces, leading to a larger number of dislocations. This is in agreement with the recent investigation. 77 Thus, the hardness increases on both matrix and reinforcement layers.
Tensile properties
Influence of ARB cycle
The tensile properties of composites versus ARB cycles are presented in Figure 8. There is an increment in yield and tensile strengths from ARB c1 to ARB 7c. The ultimate strength value increased from 141 MPa to 520 MPa. On the other hand, there was a decrement in elongation of composite over ARB cycles. This value decreased from 32% to 9.5%.
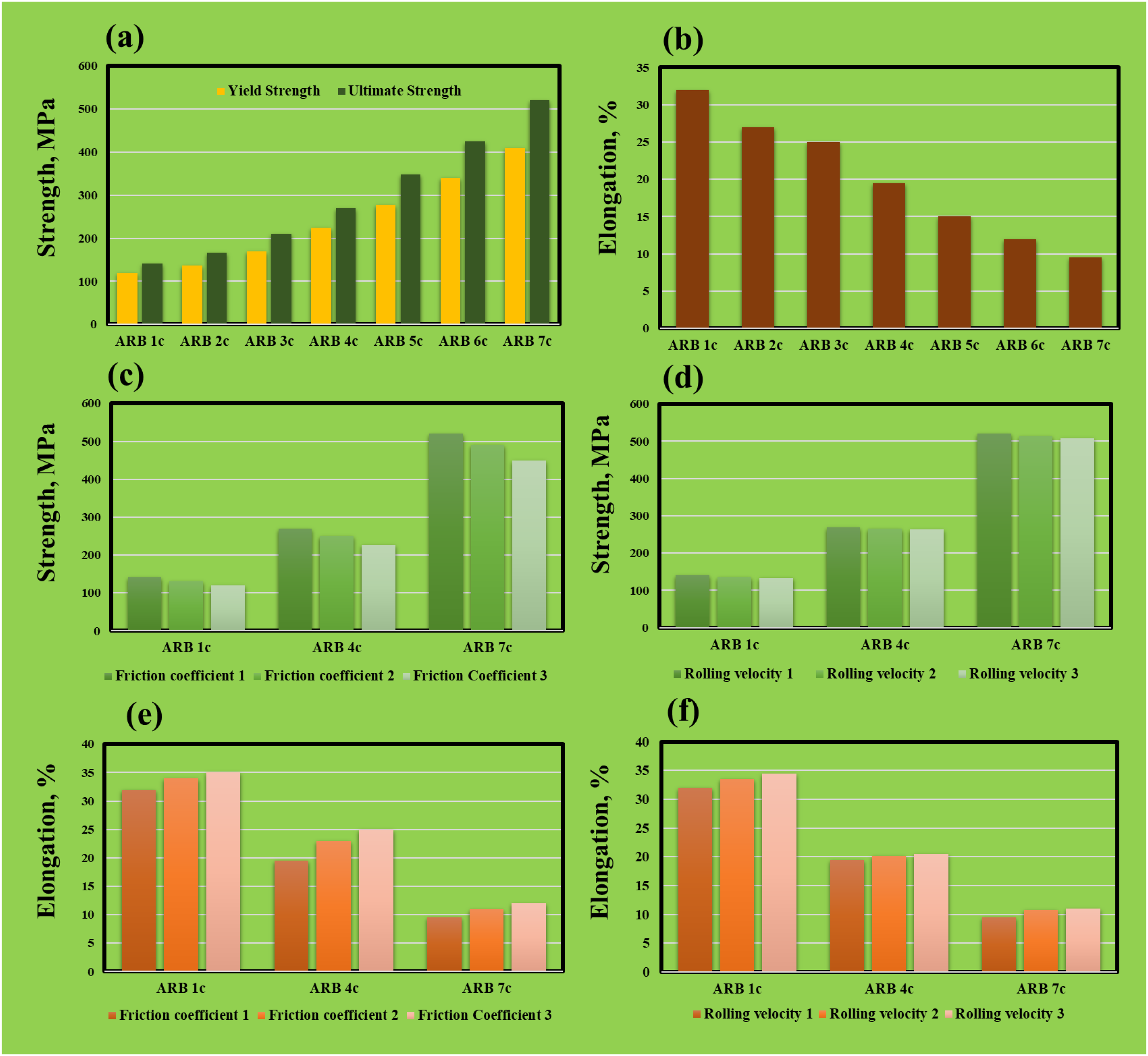
(A) yield and ultimate strength versus ARB cycle, (b) elongation versus ARB cycle, (c) ultimate strength versus friction coefficient, (d) ultimate strength versus rolling velocity, (e) elongation versus friction coefficient, (f) elongation versus rolling velocity.
According to the literature,67,78 strain-hardening and grain refinement are strengthening mechanisms that lead to elongation reduction and strength increment. The first effect is the main strengthening mechanism during the initial cycles while the grain refinement effect is dominant during the final cycles. At higher ARB cycles, the strain-hardening effect decreases while more misoriented grains are formed. The relation of grain refinement with composite strengths can be expressed by the Hall-Petch relationship. Another strengthening mechanism is restricting the effect of geometrically necessary boundaries on dislocation slip. This effect has been pointed out by Yubin Zhang et al. 79 who processed nickel sheets by ARB at different cycles. Furthermore, Eizadjou et al. 80 believed that the increased mechanical properties come from the strengthening effect of matrix and reinforcement. The mutual restricting effect on their formability during plastic deformation causes an extra strain hardening effect. Also, more strain is applied on layers near interfaces due to the friction between layers. The mobility of dislocations decreases when more plastic strain is applied to layers due to the increased density of dislocations. This concurs well with the observation of Kim et al. 81 Thus, there is always the downward trend. Also, the moderate decrease in elongation values at final cycles can be attributed to the grain refinement effect. This effect enables the activation of grain boundary sliding.
Rolling velocity
Figures 8(d) and 8(f) show the variation of ultimate strength and elongation versus rolling velocity. The maximum ultimate strength was achieved by rolling velocity 1 while the maximum elongation was achieved by rolling velocity 3, respectively. Lower velocity brings about less rolling force on samples, thus leading to less strain-hardening effect. Similarly, Li et al. 82 reported that a positive correlation between composite strength and strain-hardening effect. Their strengths decreased with a decrease in friction coefficient of rolling mills. As a consequence, less bonded areas are expected to form. However, this bonding is enhanced by applying further cycles.
Rolling friction
Figures 8(c) and 8(e) show the variation of ultimate strength and elongation versus friction coefficient. The ultimate strength reached 520 MPa after ARB 7c at friction coefficient 1 while friction coefficient 3 resulted in the highest elongation of 12% after the final cycle. The increased strain on surfaces as a result of increased friction increases the strengths of composites. On the other hand, the elongation increased at lower rolling friction. In fact, at lower frictions, the dislocation motions are less restricted, leading to higher ductility of layers. Singh et al. 58 pointed out the impact of friction at surface-sample contact on the strength of multilayered Al alloy 6061. With an increase in plastic strain, the interfacial bonding is enhanced. This enhancement is caused by higher rolling pressure, more extrusion of virgin metals, and more surface expansion. Subsequently, better mechanical bonding and enhanced bonding strength can be obtained. On the other hand, the elongation of composites rolled in the lubricated condition is higher than the unlubricated surfaces.
Fractography
Figure 9 shows the influence of friction coefficient and rolling velocity on fracture surfaces. The rupture mode includes both ductile and shear dimples. Dimples are usually seen in ductile metal layers. However, under tensile test, fracture occurs as a result of the coalescence of dimples which then makes cracks and facilitates the crack propagation. 83 These results concur well with the observation of Azad et al. 84 According to the literature, 61 these cracks are often present near interfaces. Different mechanical properties of matrix and reinforcement cause delamination under tensile tests at the interfaces.
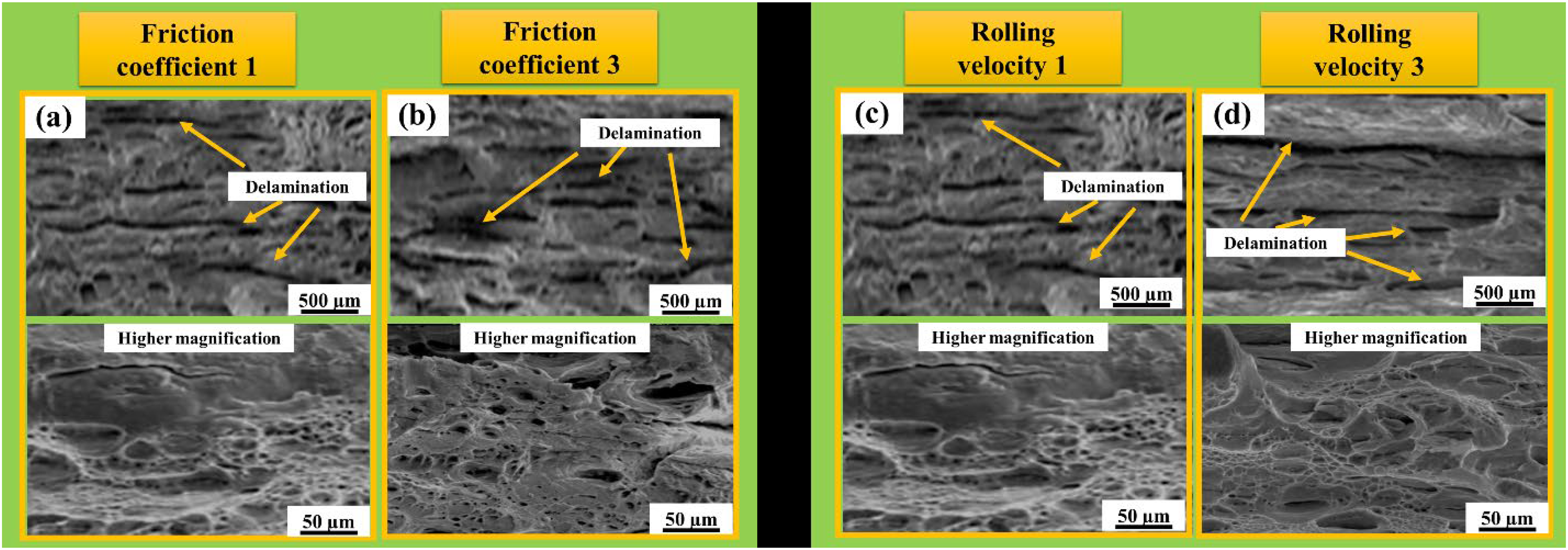
SEM images showing the fracture surfaces at (a and b) different friction coefficients and (c-d) different velocities.
In spite of the fact that all composites possess a large number of dimples as a result of their ductility and have delamination as a result of different mechanical characteristics of Al and Ti layers under tension. A comparison of the role of rolling velocities and friction coefficients on fracture surfaces at ARB 7p shows that fewer delamination and shallower dimples are present when the rolling friction and rolling velocities increased and decreased, respectively. The line EDS analysis, as shown in Figure 10, on fracture surface of the composite processed without lubricant showed that no interphases were observed at the interface.
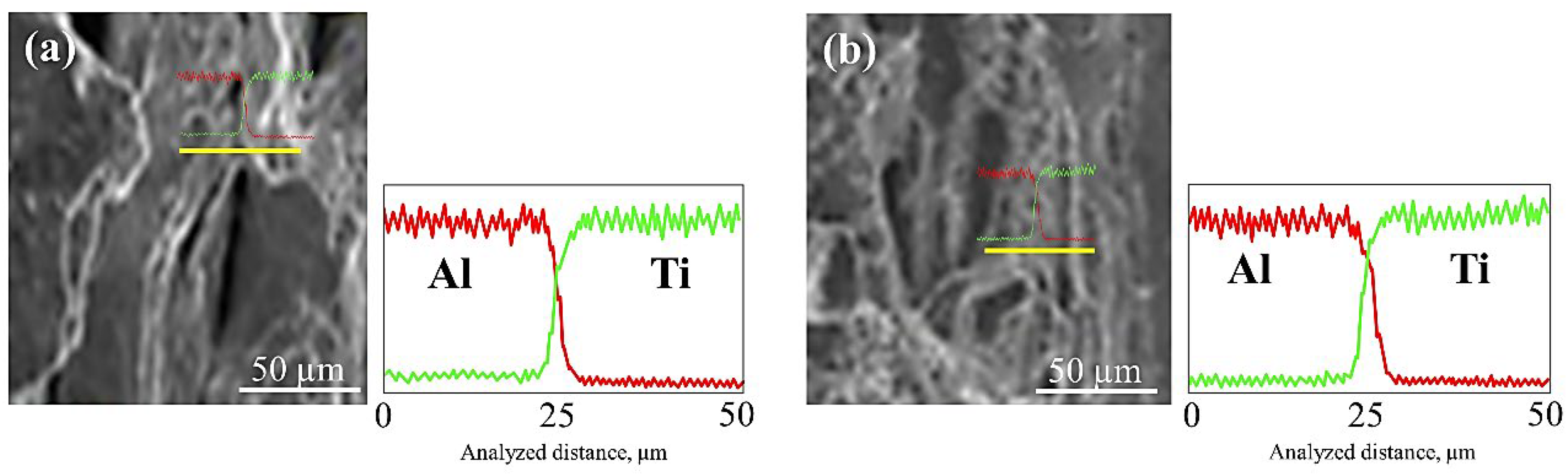
Line EDS analysis on fracture surface of sample processed by (a) rolling velocity 3 and (b) rolling velocity 1.
Conclusion
In the present study, the influence of friction coefficients, rolling velocities, and ARB cycles on microstructure, grain structure, and hardness, tensile features of Al/Ti multilayered composites were studied.
When the ARB cycles increased, the harder layer became discontinuous. The thickness of layers decreased, the layers necked, and split into small-sized fragments. After ARB 7c, the uniform distribution of fragments in the soft matrix took place. The broken pieces were uniformly distributed in the Al matrix. Based on EBSD images, the grains in the Ti and Al layers experienced an elongation and refinement over ARB cycles. An increment in measured hardness of Al and Ti layers from 50 and 231 HV in ARB 1c to 76 and 292 HV in ARB 7c was seen, respectively. The strengths and elongation of composites gradually increased and decreased from the first cycle to the final cycle.
When the rolling velocities increased, the layer discontinuity decreased and large-size fragments of harder layer appeared in the Al matrix. Based on EBSD images, the grains in the Ti and Al layers experienced an increment at higher rolling velocities. Also, the composite’ strength and layer's hardness decreased while the values of elongation grew. The maximum elongation of 11% was obtained at rolling velocity 3. The dimples on fracture surfaces became larger at higher velocities.
When the friction coefficients increased, the layer discontinuity increased and small-sized fragments were distributed in the soft matrix. A better distribution of Ti fragments was obtained when no lubricant was used. In addition, better grain refinement was achieved after processing by friction coefficient 1. There was an increment in the hardness of composite's layers at higher friction coefficients. Additionally, at friction coefficient 1, the highest ultimate strength of 520 MPa and lowest elongation of 9.5% were obtained. Deeper dimples were observed at higher rolling frictions.
Footnotes
Author contribution(s)
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.