
Abstract
Former explorations have revealed that laser shock peening can enhance the integrity of the carbide surface. This study aims to examine the effect of laser shock parameters on WC-Co cemented carbide surface integrity and a comparative analysis of carbide protrusion. An experimental design is conducted to quantify the impact of relevant process parameters. Surface roughness and residual stress have been employed to assess the surface integrity parameters. Additionally, the TOPSIS entropy weight approach has been utilized to analyze the comprehensive evaluation of the surface integrity by the coupling effect of multiple laser parameters. The results indicate that the laser parameters substantially affect the surface quality and are the determining factor of the laser power density. The constrained layer protects the carbide surface well and gives it better surface integrity. The laser power density directly influences the thermal effect of the material, making the WC particles progressively more prominent and increasing the surface roughness. At the same time, the surface roughness and residual stresses coupled with multiple parameters are analyzed using the TOPSIS entropy weight approach. The results highlight that the relatively best WC-Co carbide strengthening effect is achieved during laser processing, with laser power density of 3.98 J/cm2, scanning speed of 400 mm/s, and impact number of 2 times.
Introduction
WC-Co carbide has been extensively utilized in cutting tools due to its strength, hardness, toughness, and wear resistance properties. 1 However, WC-Co carbide may develop fatigue cracks that sprout on the surface during the processing of various materials due to the apparent hardness difference between the tungsten carbide particles and the Co bond phase. 2 The traditional peening processes, including shot peening, ultrasonic impact peening, and mechanical surface grinding, could have opposing effects on the surface roughness and residual stress.3,4 These two factors are commonly considered as primary issues of surface integrity, which directly affect the quality and service life of the alloy. 5 In addition, the traditional strengthening process is challenging in controlling the machining accuracy and surface quality, and it also hinders the development and application of WC-Co cemented carbide.
Laser shock peening (LSP) is a new methodology of surface strengthening that could noticeably enhance the surface integrity of metallic materials through high pressures and ultra-high ultrafast strain rates and introducing deeper residual stress layers. 6 The LSP can affect the surface roughness of materials. 7 For instance, in an investigation conducted by Yang et al., 8 the surface roughness enhanced with increasing the laser power density, which shifted the crack initiation source from the surface to the inside of the specimen, indicating that the introduction of the LSP improved the surface strength of the material. Additionally, the LSP can also alter the microstructure of metallic materials. In this regard, Chen et al. 9 found a broadening of the FWHM values of the (111) and (200) diffraction peaks in a study on the anti-high-temperature oxidation performance of treated modified TiC/Inconel 625 nanocomposites. This indicates the formation of dislocation walls and entanglements with high dislocation density by the LSP action. The LSP also has great potential to raise the compressive residual stress in the material. Through laser impact strengthening of LY12CZ aluminum alloy specimens, Lu et al. 10 showed that the compressive residual stresses could be induced on the specimen surface, and the fatigue life of the samples acted upon by LSP was reported to be 3.5 times higher than that of the samples without LSP. Similarly, Maharjan et al. 11 described the introduction of LSP for Ti6Al4V with compressive residual stresses up to 600 MPa in a comparative strengthening of Ti6Al4V and Al6061-T6. These investigations suggest that the improvement of the microscopic characteristics of the alloy and its mechanical properties by LSP can be attributed to the interaction with the material organization during laser peening. As a result, LSP can induce dislocation walls with high dislocation density and dislocation entanglement and generate compressive residual stresses, thereby improving the material's fatigue life and surface integrity.
Recently, the parameters associated with laser impact peening have been inclusively explored. The residual stress, surface roughness, surface topography, equivalent plastic strain, and fatigue life are all essential factors for assessing the effectiveness of laser peening, and investigators generally agree that suitable laser peening parameters could remarkably improve the utility of LSP.12,13 Through LSP in various confining media under laser flux and energy decay mechanisms, Elango et al. 14 found that the surface hardness of impacted steel as a function of laser flux significantly relies on the confining medium. Further, it was revealed that the relative increment of hardness monotonically raises with the acoustic impedance of the confining medium liquid during LSP. The results of multiple LSP treatments on modified 9Cr-1Mo (P91) steel showed that single peening was noticeably incorporated into the enhancement of the surface compressive residual stress, and multiple peening yielded more noticeable grain refinement of the material. 15 Jiang et al. 16 examined the effect of fatigue life on fasteners by employing various laser power densities, and the experimental results showed that the gain of LSP on specimens at different laser power densities was related to the location of fatigue crack sprouting and the direction of crack expansion.
In summary, most of the existing studies focus on the mechanism of action of alloy LSP and the effects of laser impact strengthening parameters on factors such as microstructure and residual stresses, but lack the significance of the effects of laser impact strengthening parameters on cemented carbide and a comprehensive evaluation of surface integrity under multi-parameter coupling. This paper examined WC-Co cemented carbide specimens for LSP treatment by varying the strengthening parameters. The specimens treated with LSP were characterized in depth via scanning electron microscopy (SEM) and energy spectrometry, and the effects of the LSP on the alloy specimens in the presence of various parameters were methodically analyzed by comparing the microscopic characteristics of the samples before and after LSP. Additionally, LSP orthogonal experiments were performed, and the entropy-weighted TOPSIS method was employed to establish the salience analysis of residual stress and surface roughness under multi-parameter coupling. In continuing, the influence of laser process parameters on the surface integrity of cemented carbide was investigated, and the process parameters were optimized to better meet the complex requirements of cemented carbide properties in practical engineering.
Experimental procedure
Materials used
The chemical composition and mechanical properties of WC-Co carbide utilized in the present investigation are presented in Table 1. The test sample workpiece size is a rectangular workpiece of dimensions 16mm × 16mm × 4 mm. Grinding with 800, 1500, and 2500 grit sandpaper before LSP experiments. To eliminate the scratches caused by manual polishing, 0.5μm synthetic diamond was utilized for polishing and ultrasonically cleaned with anhydrous alcohol for 10 min.
Chemical composition and mechanical properties of WC-Co cemented carbide.

LSP experimentation
The LSP experiments were performed via a high-energy Nd: YAG laser with a pulse length of 15 nm, a wavelength of 1064 nm, the laser spot size is 50 μm, the laser frequency is 20 kHz and a lap rate of 50% in the width direction of the sample. This experiment was first performed as a single-factor experiment with laser power density (F), laser scanning speed (S), and number of laser impacts (N). A three-factor and three-level orthogonal test was performed without interaction to verify the salience of laser parameters in carbide strengthening. The confining layer enhances the residual compressive stress in the surface region of the target material. 17 In contrast, the unconstraint layer leads to ablation of the metal surface, and the surface acted upon by rapid cooling leads to the development of microcracks and residual tensile stresses that interfere with the variation of residual stresses. This paper also conducts experiments on LSP carbide with and without the constraint layer, and the experimental design has been illustrated in Figure 1.
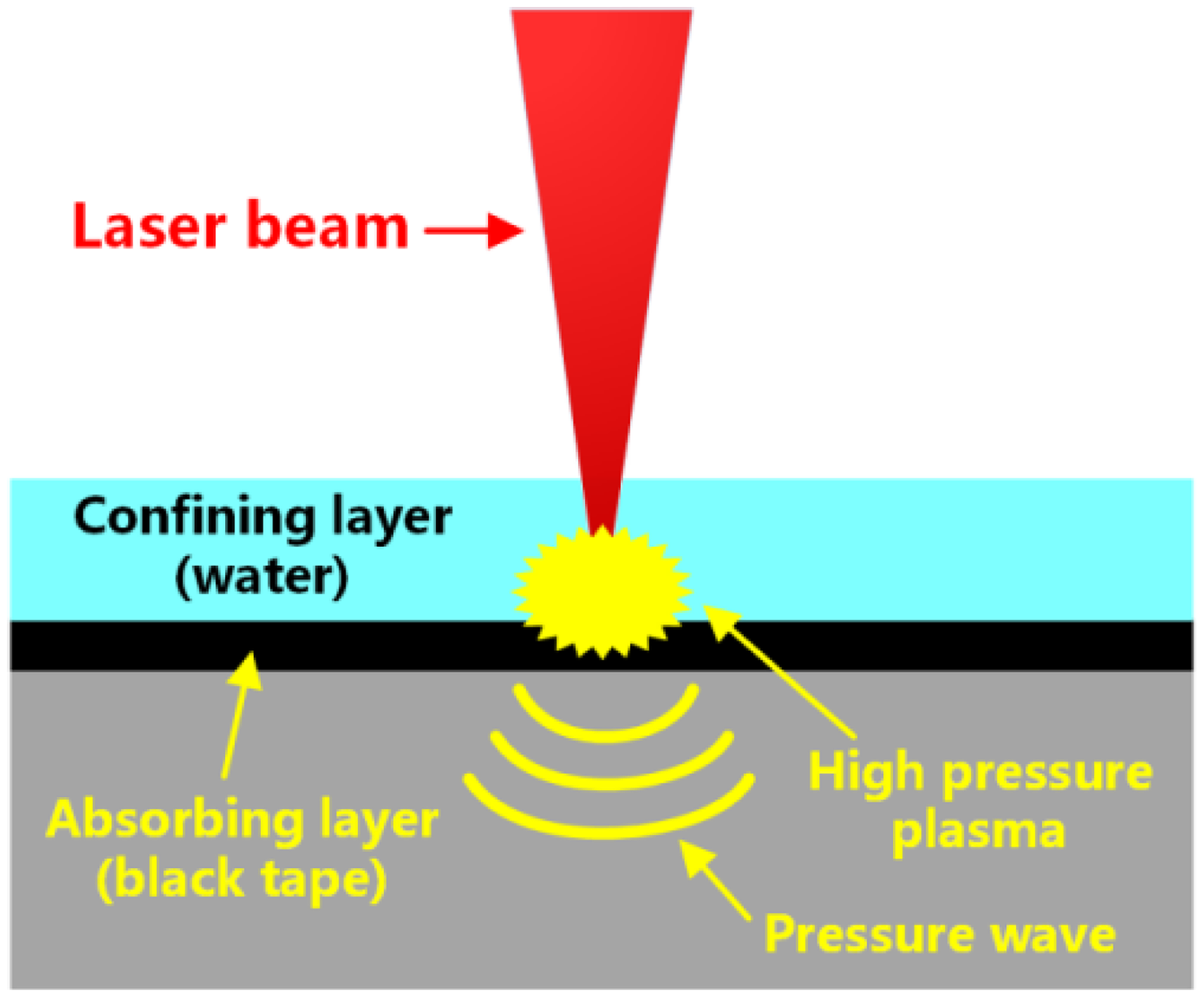
LSP in the presence of a constrained media.
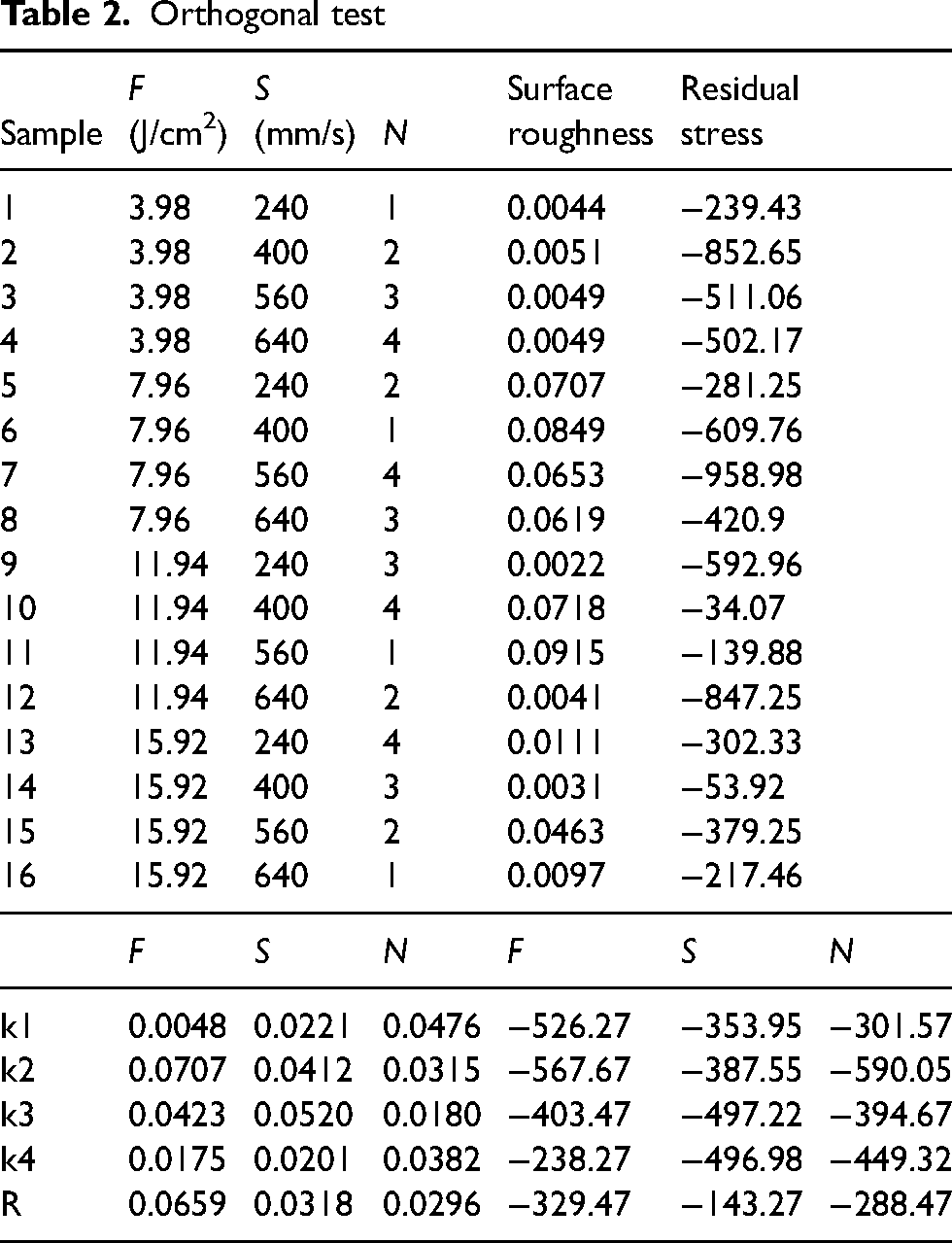
A layer of flowing deionized water covers the sample surface as a plasma confinement medium. The absorbent layer is a black tape with a thickness of 0.13 mm. The orthogonal test arrangement has been illustrated in Table 2.
Orthogonal test
In this experiment, the residual stress and surface roughness of WC-Co carbide after LSP were measured by X-ray diffractometer (XRD), white light interferometer, scanning electron microscope (SEM), and energy dispersive spectrometer (EDS) as sample data. Aqueous potassium ferricyanide (20%) mixed with aqueous sodium hydroxide (20%) in equal parts was used for metallographic etching to observe grain changes.
Laser processing has an effect on the surface morphology of cemented carbide and will also lead to changes in the surface roughness of cemented carbide. The tool surface roughness changes will also have a certain impact on the surface roughness of the workpiece after processing. To ensure the validity of the roughness measurement data, the test piece is measured several times to take the average value, and the measurement results are recorded, as shown in Figure 2.
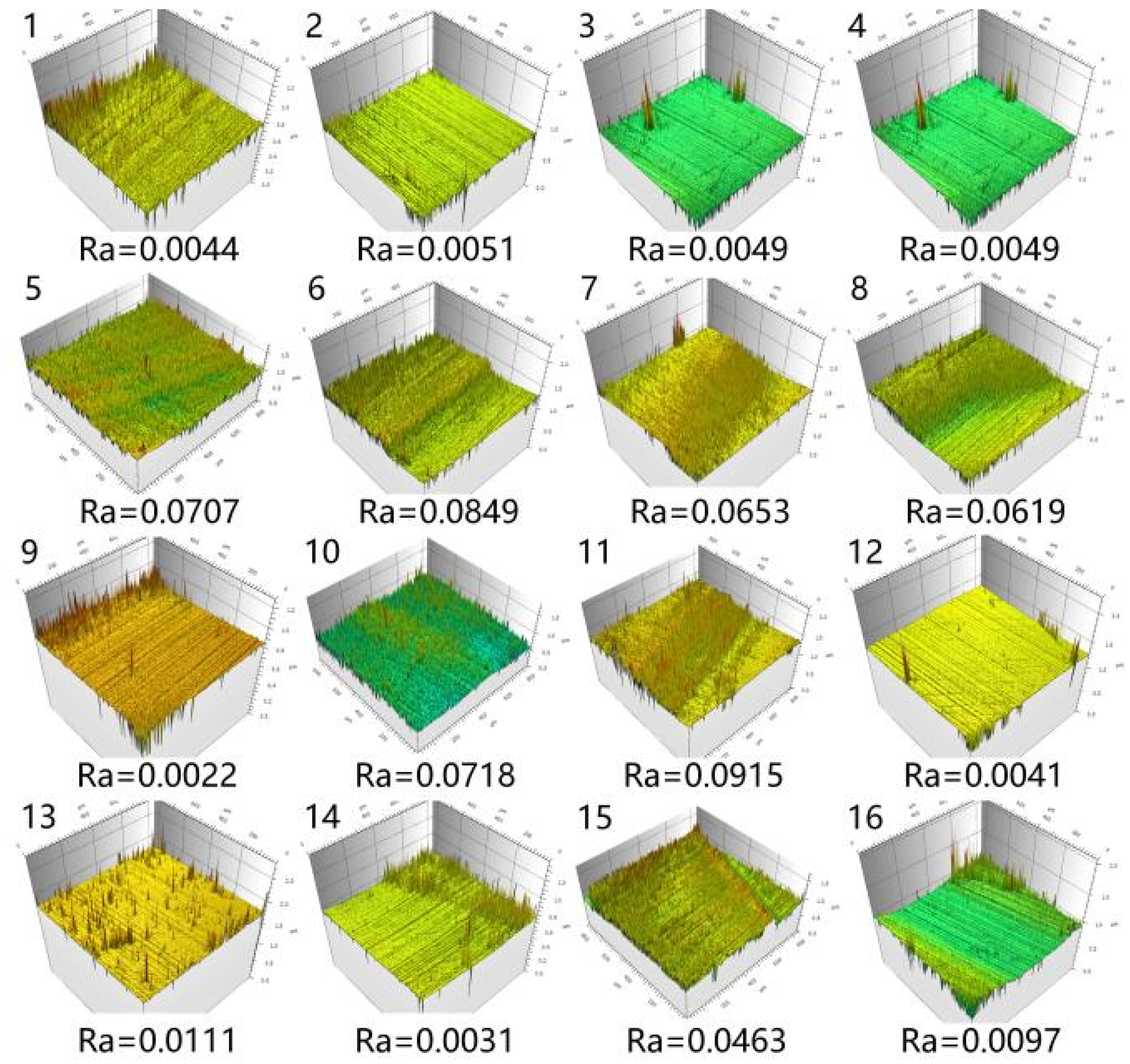
Measurement results of surface morphology and roughness of cemented carbide.
In practical residual stress testing,
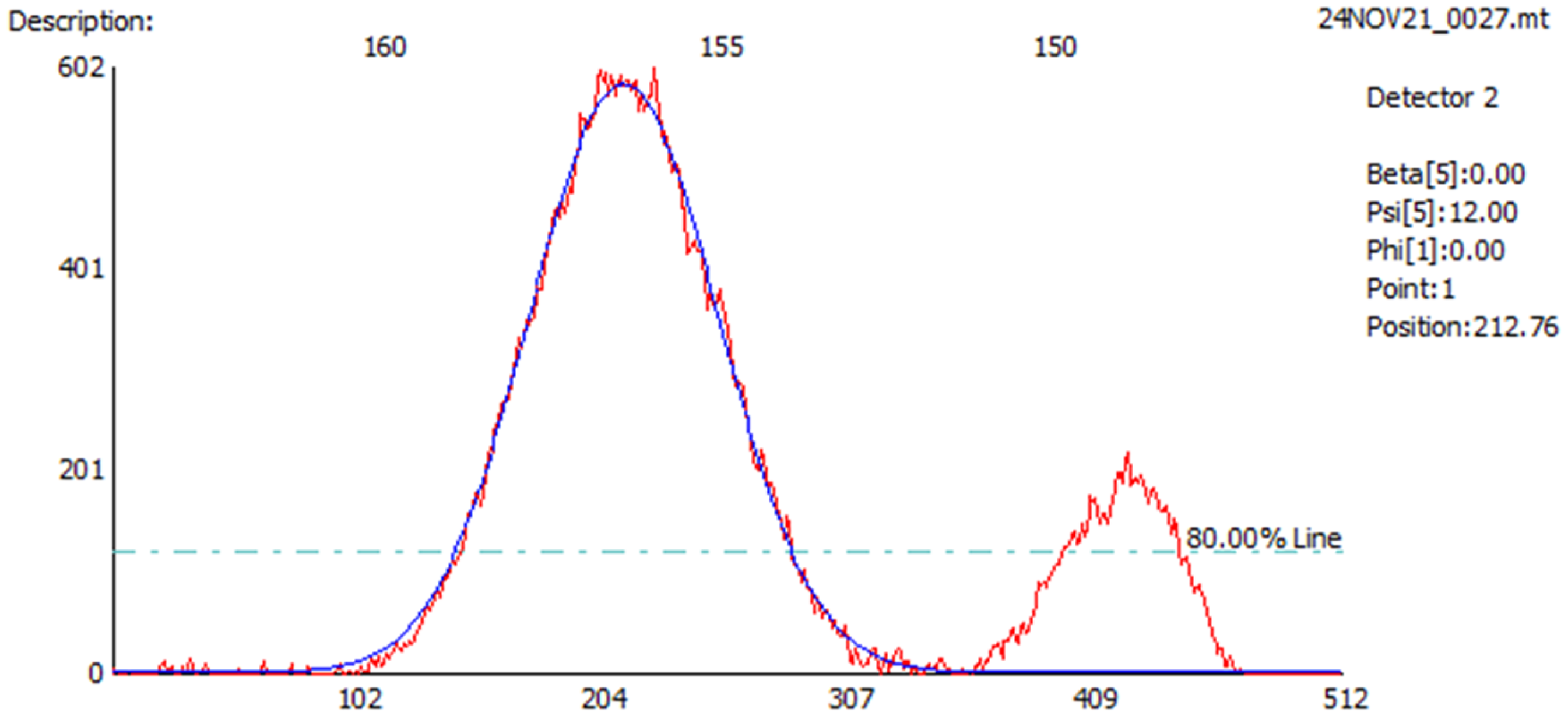
Peak curve of residual stress measurement test.
Construction of the evaluation model
This paper analyzes the surface integrity after multi-parameter laser peening based on the TOPSIS-entropy weight approach. This is an evaluation methodology for solving multi-attribute decisions, which has the advantages of simple calculation and reliable results. The surface integrity parameters are capable of reasonably evaluating the effect of LSP. Unlike the hierarchical analysis approach, the entropy weighting method determines the weight of each indicator based on the known values of the indicators included in the evaluation object, which could reduce the subjectiveness of each hand's weighting.
TOPSIS is a multi-objective integrated evaluation approach based on dual reference values. The basic principle is to construct positive and negative ideal solutions, and the goal of TOPSIS is to find a solution close to the positive one and far from the negative ideal solution. The main steps of the algorithm are as follows:
Step 1: The original matrix is constructed with m objects and n indicators: Step 2: The original matrix X is normalized to arrive at the standard matrix to avoid errors in the calculation of various magnitudes: Step 3: The entropy weight methodology is applied to calculate the weights of each indicator
where 



Where Step 4: Determine the positive ideal solution Step 5: The distance between the value of each index and the positive and negative ideal solution is evaluated by combining the weights obtained from the entropy weighting method: Step 6: Calculate the closeness of the evaluation object to the ideal solution (




Ranking of advantages and disadvantages based on the size of
Results and discussion
Microstructure
Figure 4 illustrates the SEM images of the sample surface with LSP treatment in the presence of various power densities. Figure 4(a) shows the untreated surface. At a laser power density of 1.99 J/cm2, it can be clearly observed that the WC phase matrix is generally distributed in polygonal masses, and the bonded Co phase is darkly interspersed between the WC phases in a staggered distribution, playing the role of bonding WC phases. By enhancing the laser power density, the laser power density rises from 1.99 J/cm2 to 3.98 J/cm2. A large amount of energy is transferred into the carbide, and the Co element is heated to free to the carbide surface, thus causing the growth and deformation of the Co-bonded phase on the carbide surface and further raising the surface porosity. Figure 4(d) demonstrates that at a power density of 5.97 J/cm2, the laser-induced high-energy excitation wave propagates inside the material and causes the free Co phase to accumulate and expand. A part of the Co phase evaporates and disperses, and the loss of Co-binder elements under the laser energy beam's high temperature leads to a WC phase shift. However, when the laser power density reached 7.96 J/cm2, the surface Co elements mainly disappeared due to the further rise of the power density (see Figure 4(e)), and the carbide surface state was stable. In the absence of the Co binder, the WC phase experiences an energy shock, and the thermal energy of the laser beam is converted into the kinetic energy of surface WC grains. The WC phase grain collisions are made to produce dislocation walls and substantial grain refinement. Other investigations have reported the same results.18,19
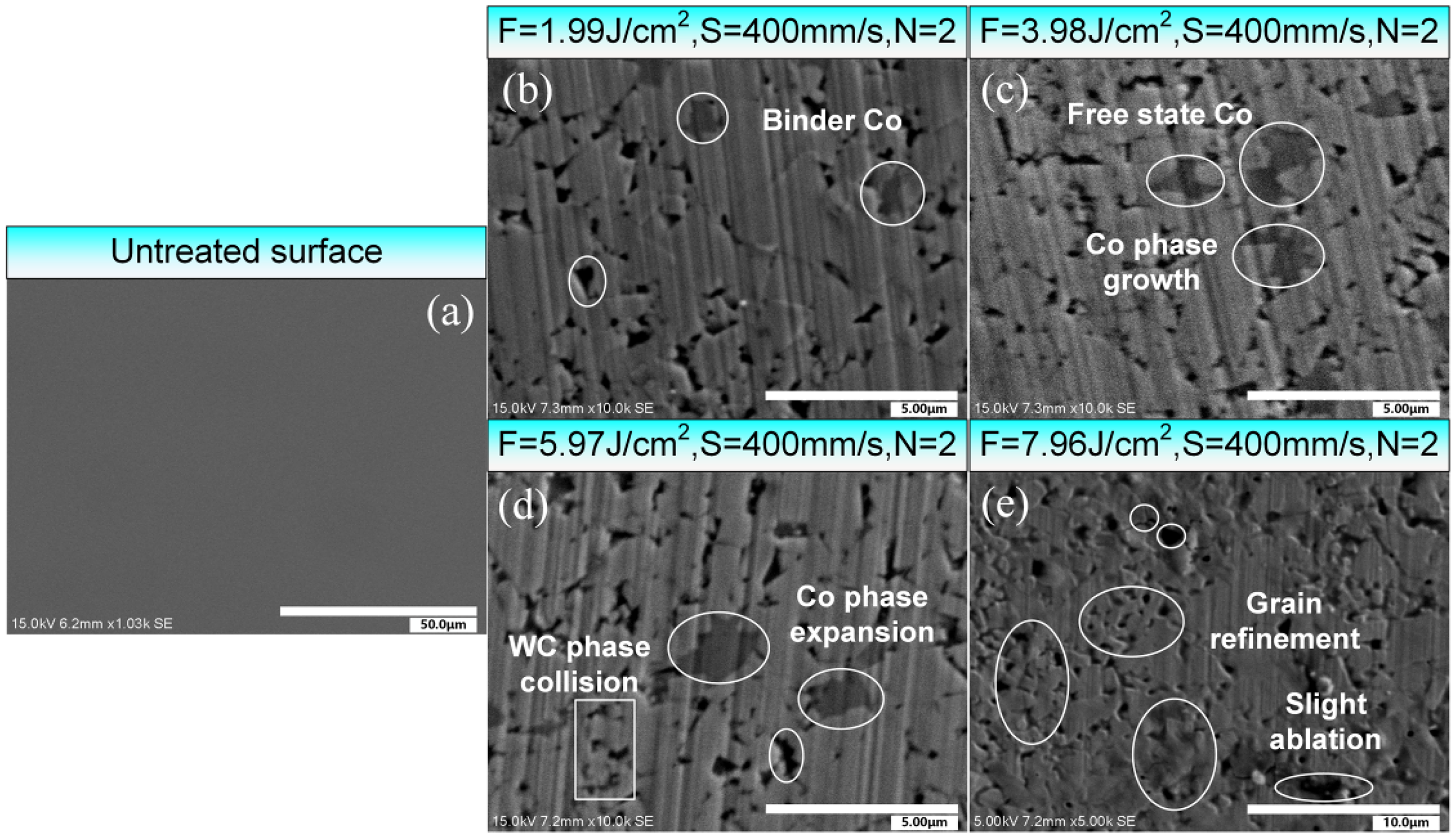
SEM images of various laser power density processing.
Grain refinement and high-density dislocations increase material hardness and compressive residual stresses. 20 Complex dislocation entanglement networks and grain refinement appear in the microstructure of the impacted region (see Figure 5). This structure is the main reason for the growth of the surface hardness, compressive residual stresses, and fatigue life of the material and thus noticeably improves its performance.
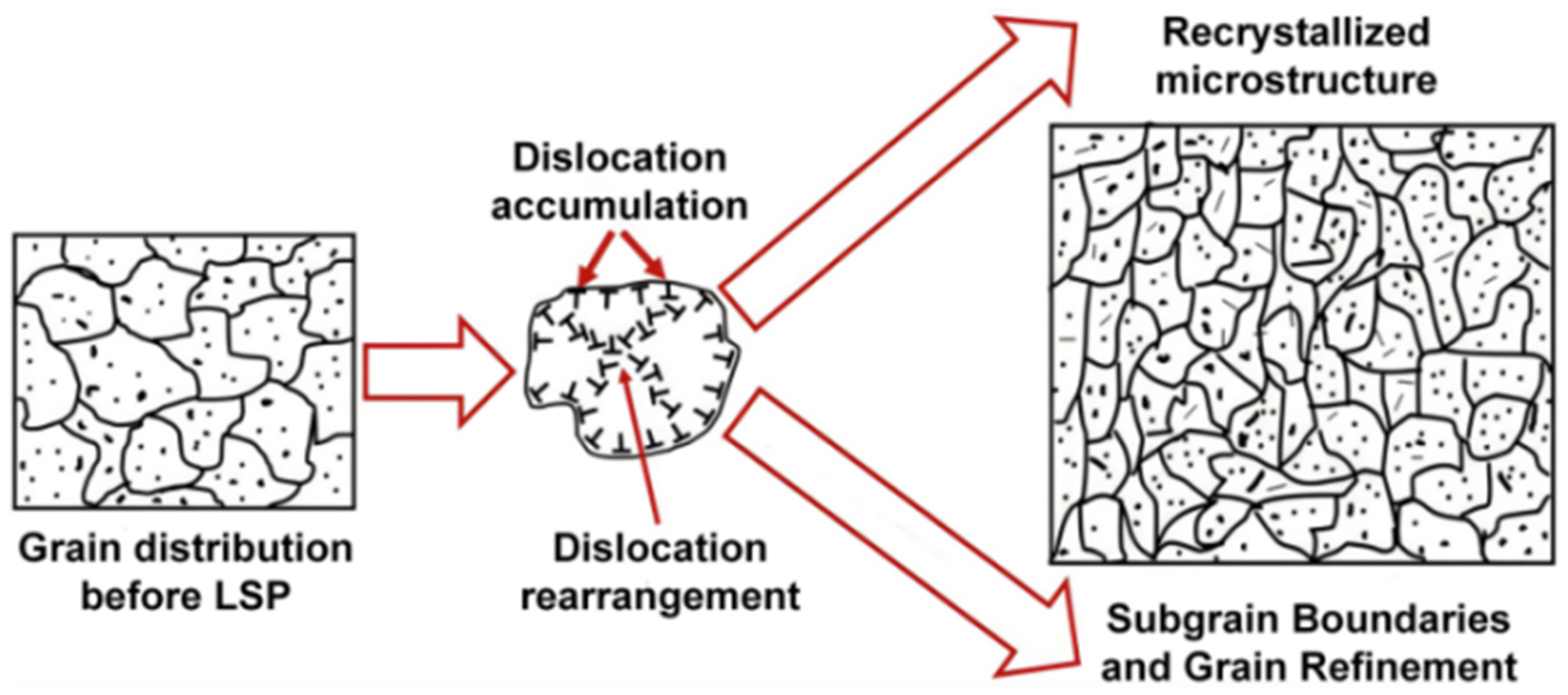
Microscopic schematic representation of the impacted zone.
Figure 6 illustrates the energy spectrum analysis of the specimen surface topography as a function of the laser scanning speed. It was found that carbide can withstand laser scanning speeds ranging from 240 mm/s to 560 mm/s (see Figure 6(a) and 6(d)). With the change of scanning speed, the surface quality and the element content (O, W, and Co) of the strengthened alloy change. When the laser scanning speed is equal to 240 mm/s (see Figure 6(a)), the surface is acted upon by a large number of pulse impacts, and black holes are detectable on the carbide surface, which clearly affects the surface quality. However, the laser beam's dwell time is relatively long, and the Co element reaches a critical temperature and begins to be released to the surface. Co sublimates faster than WC and evaporates from the surface. This influences the mass fraction of the Co element. At a scanning speed of 400 mm/s, the surface oxygen content was raised. However, the elemental W content was reduced, and it was apparent that elemental W oxide was produced at that time. Further, the Co element reached the free atomic state but did not rise in the WC melt or break up at the surface. The quality of the carbide surface is relatively good, and the mass fraction of the Co element is the highest in this state. In the case of the scanning speed equal to 560 mm/s (see Figure 6(c)), the laser scanning speed rises, the absorption efficiency of the laser beam energy on the carbide surface lessens, the temperature change rate is not high enough, and the Co element does not exhibit a free state, indicating the low level of the surface element content. As the scanning speed was further raised to 640 mm/s (see Figure 6(d)), the mass fraction of the Co element decreased. In addition, the loss of transition metal bonded phase Co results in the mutual collision of WC phase grains to form dislocation stacking and grain refinement on the material's surface. This further confirms that the scanning speed affects the degree of grain refinement.
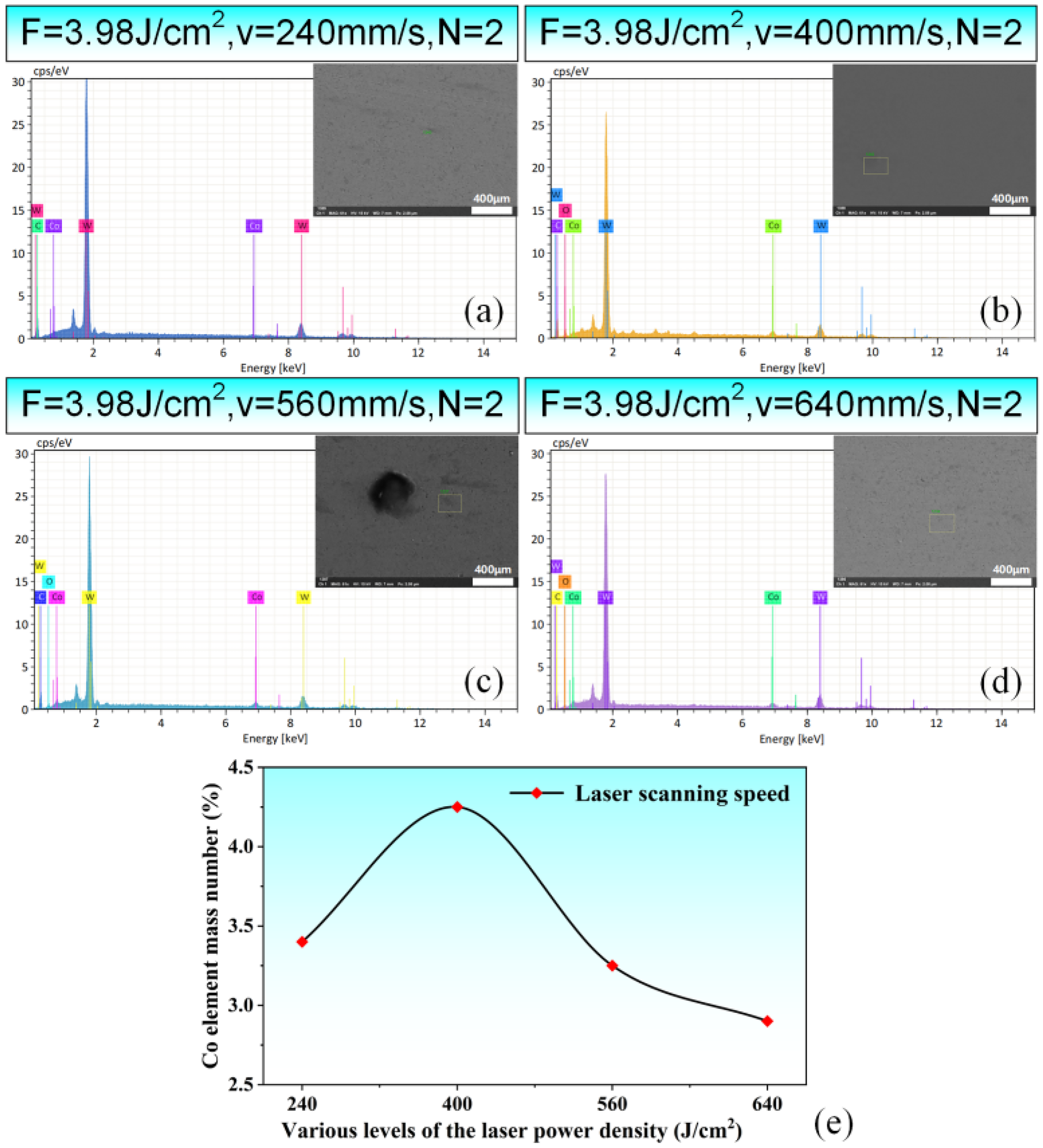
EDS images and Co element mass fraction variation for various levels of the laser power density processing.
Melted and stabilized carbide can be detected in SEM images of the specimen surface for varying numbers of laser impacts (see Figure 7). A heat-affected zone is evident on the surface of the alloy, as most of the material is not removed by vaporization. When the laser impinges once (see Figure 7(b)), the machined surface contains many holes and cracks as the Co element commences to evaporate and lose, and microcracks sprout on the carbide surface. Further, due to the Gaussian distribution of the laser energy, the boundary of the semi-elliptical melt pool becomes visible. When the number of impacts is two (N = 2), more energy is introduced, and the irradiated material gradually flows to the adjacent material. The microcracks also expand, and layer-by-layer microstructure and overlap between the boundaries of the molten pool can be seen. When performing three shocks, the laser has a more extended period of interaction with the material, resulting in energy escaping. However, this escape does not lead to the vaporization of the material but to the formation of a melt. The fold stacking is fully exposed, the remelting phenomenon of the microcracks on the surface of the original cemented carbide partially disappears under the impact effect, and there is a crack repair phenomenon. In addition, since the molten state spreads in all directions from the center of the spot as the spot is fixed and the processing path is considered, the accumulated material will be melted again under the action of the laser in the same order as the processing path. The final effect is opposite to the processing path, and it can be concluded that the direction of crease accumulation after laser impact amplification may be related to the laser scanning path. When the number of laser shocks was four (Figure 7(e)), the surface folds caused by the initial shock wave were transformed into new melt stacks under the influence of the laser beam energy. The phenomenon of ridge stacking appeared, and the presence of O elements was found in the stacks by energy spectrometer analysis (Figure 7(e)). This indicates the presence of Co oxides in the reconstructed bulge. Cobalt oxide is the most stable oxide produced after the oxidation process of cobalt, which is a critical metal oxide with special lubricating properties. The cobalt oxide layer produced during processing may improve the material's wear resistance.
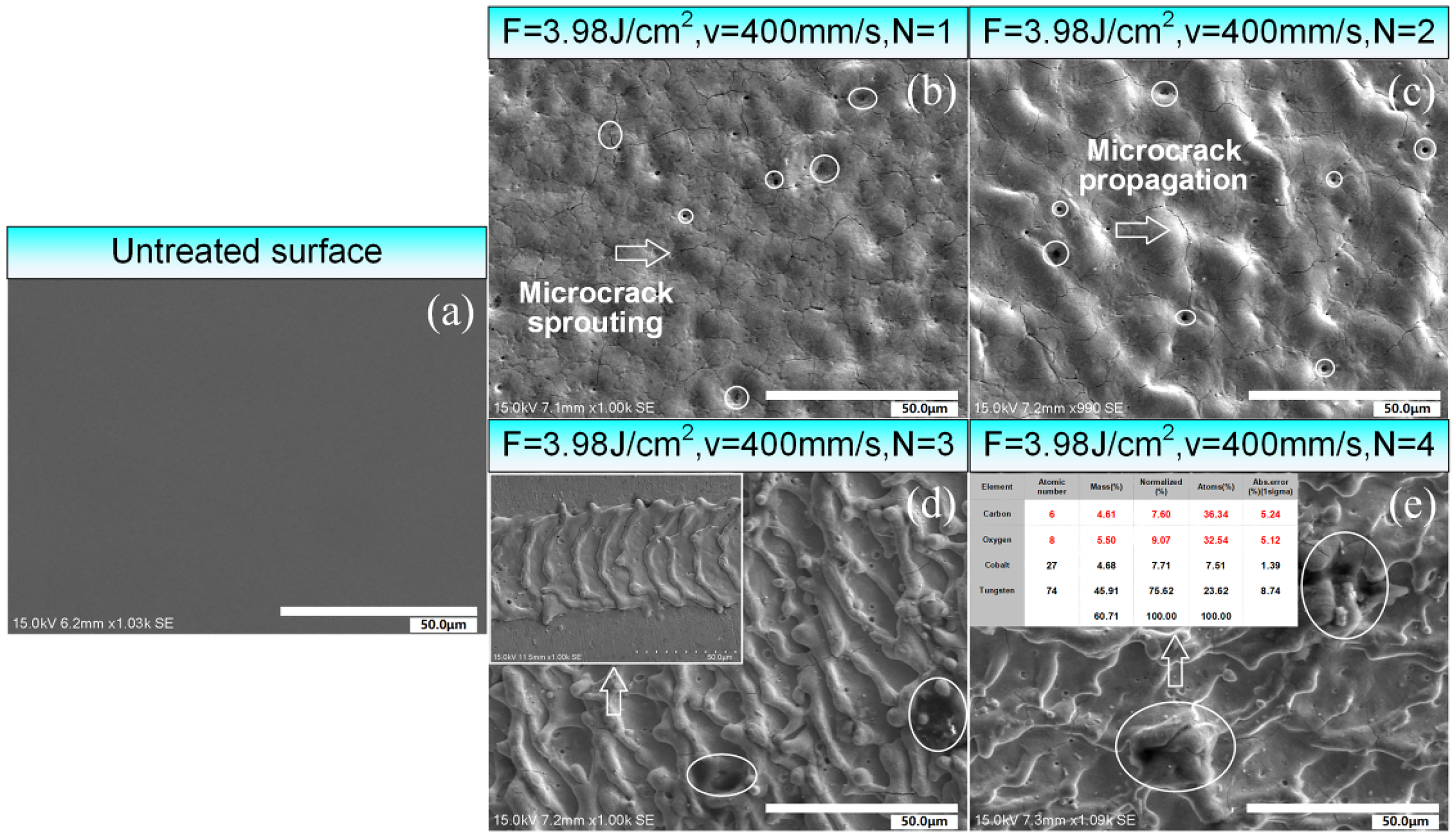
SEM images of processing in the presence of various laser impact times.
Figure 8 shows the morphology of the cemented carbide surface with and without LSP treatment of the limited layer in the presence of various powers. The constrained layer is beneficial for the quality of the carbide surface. In the range of continuous change of laser power density, the unconstrained layer of cemented carbide exhibited cured heat-affected zones such as holes, microcracks, and folds, and the holes formed on the surface were also more pronounced compared to those with the constrained layer. Additionally, the WC particles in the unconstrained layer are more molten since the WC particles are protected by the unconstrained layer and are exposed to more laser impacts. The comparison between the plotted results in Figure 8(a) and those of Figure 8(e) also clearly reveals that more black holes appear on the cemented carbide surface in the unconstrained layer. Therefore, more Co elements are precipitated than in the alloy under the constrained layer. The material's thermal load grows with the laser power density growth, and melt-state stacking folds appear in the molten state on the laser-enhanced carbide surface. The temperature of the material determines the presence of the WC phase in the heat-affected zone during the strengthening process, and a new phase is formed as the WC critical temperature is exceeded. Similarly, the Co phase partially evaporates during heating and partially combines with oxygen in the air to produce CoO and Co3O4. Since CoO is more chemically stable than elemental cobalt oxides, the cobalt oxide layer near the microholes may act as a solid lubricant. Besides, adding a constraint layer provides a rapid cooling effect, similar to the cold working process. In such a process, if the material's directional anisotropy and residual stress characteristics are suitably controlled, the reduction of material properties due to secondary processing can be rationally ignored.
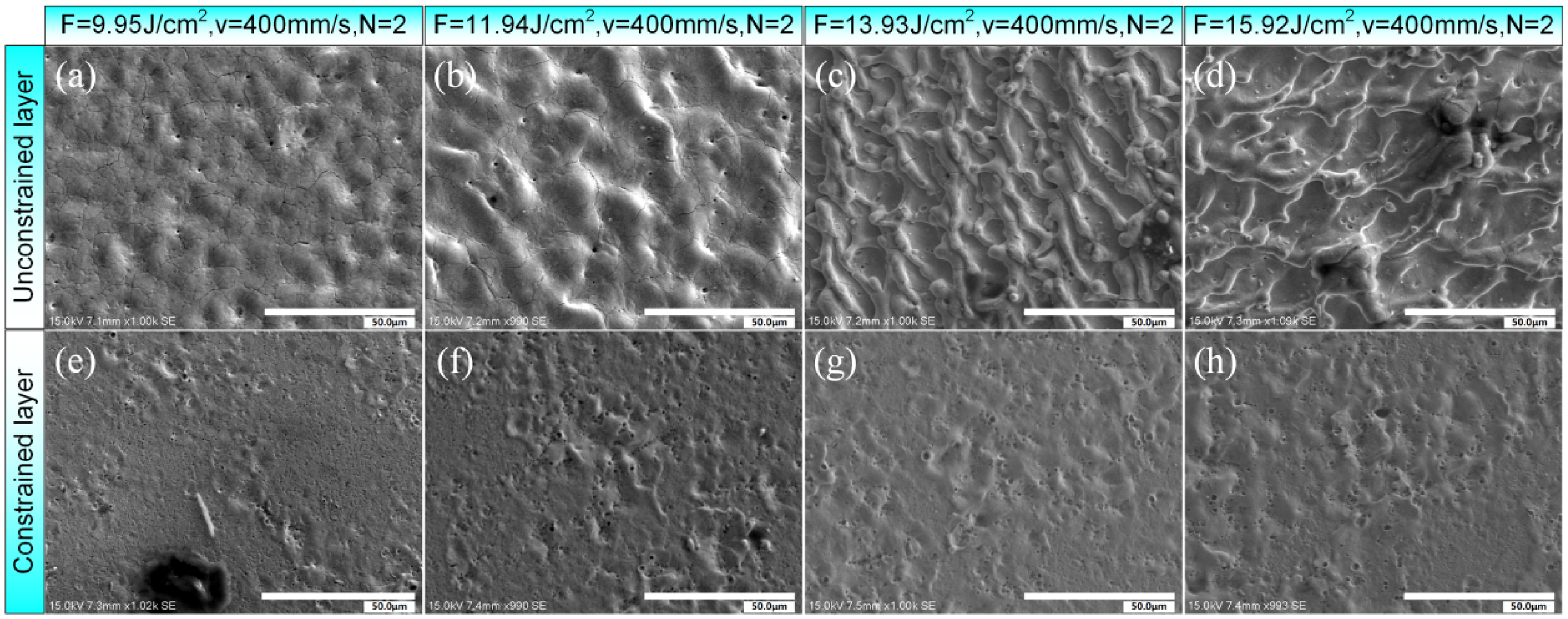
SEM images of various processing in the presence of different laser power densities, with and without constrained layers.
Surface roughness
Figure 9 demonstrates the plotted curves of the effect of laser process parameters on the surface roughness. LSP causes microplastic deformation of the material surface, increasing surface roughness. 21 The surface roughness tends to increase and then decrease with the growth of the laser power density. In the case of the laser power density equal to 3.98 J/cm2, plastic deformation develops on the specimen's surface, and tiny craters are produced on it. At low laser power densities, the Co element is just beginning to access heat, which has an infinitesimal effect on the integrity of the surface morphology. As a result, the surface roughness would be minor, which is appropriately consistent with that displayed in Section 3–1. By further growing the laser power density to 7.96 J/cm2, the surface of the sample begins to wrinkle under the influence of the laser, which leads to an increase in the surface roughness. Surface roughness increases due to the cumulative effect of overlapping laser spots. 22 However, the alloy surface remelts when the strength increases to a certain level, and the surface roughness gradually reduces. As the laser scanning speed rises, the surface roughness takes an ascending trend and follows a descending one. The scanning speed represents the spot superposition rate and also reflects the efficiency of energy absorption at a point when the laser is applied to that point. In the cases of low-speed laser scanning, the laser action time is longer, and energy absorption efficiency is higher. 23 The Co element starts to free from the inside to the surface when the critical temperature is reached but does not lose much, so the roughness takes the lowest level. By further growing the laser scanning speed to 640 mm/s, the carbide surface energy absorption is lost by heat based on reaching the free state of Co, and the surface roughness begins to grow. For very high levels of the scanning speed, the temperature rise due to the energy absorbed by the carbide surface begins to reduce and does not reach the Co loss limit so that the roughness lessens. When the number of laser pulses increases, some Co elements on the carbide surface begin to vaporize and lose under the influence of the laser beam. The surface stack begins to melt again under multiple impacts, and the surface roughness lessens. However, using the same laser power density, multiple impacts lead to more severe LSP-induced plastic deformation, which leads to an increase in surface roughness. 24
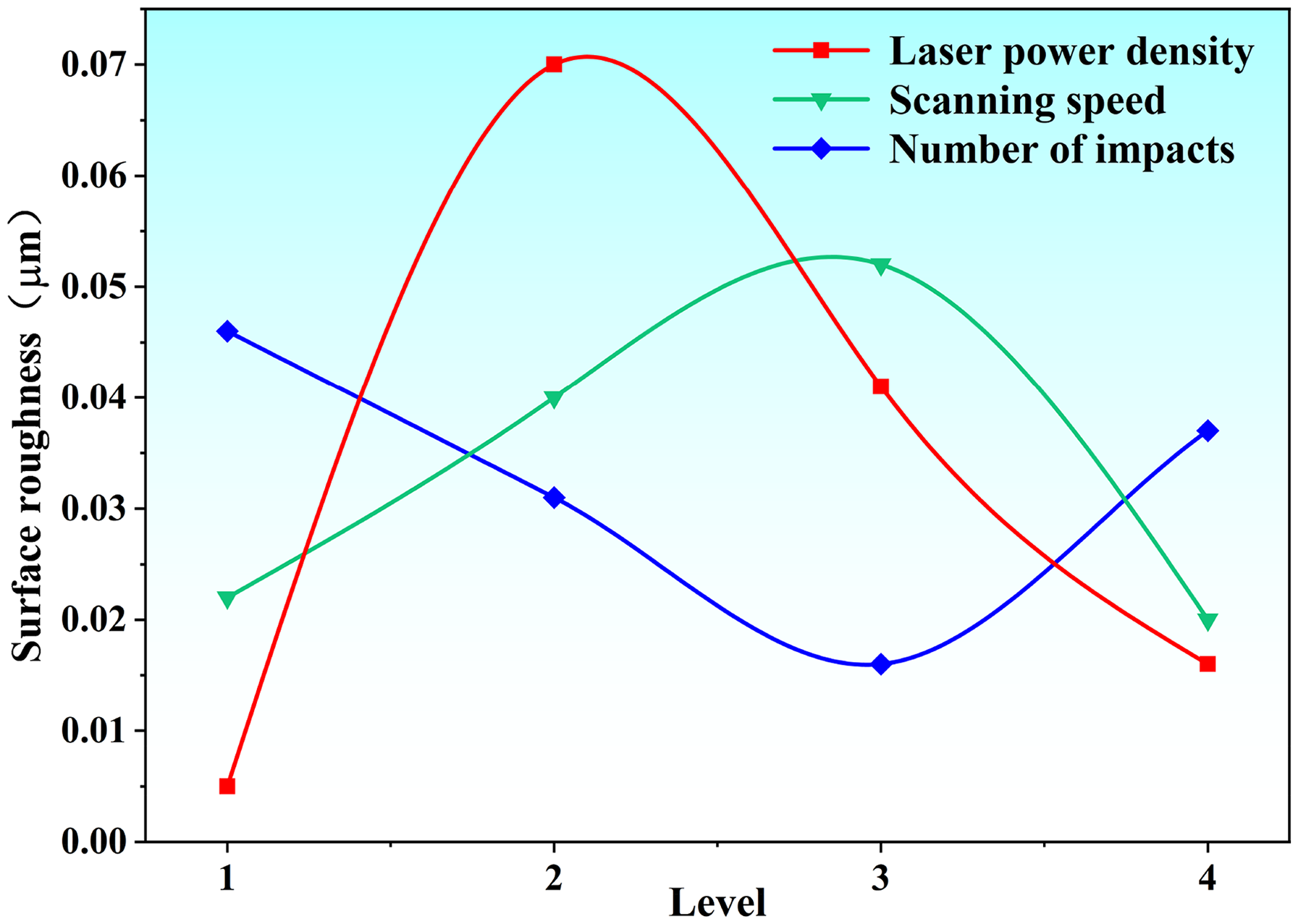
Surface roughness in various laser-machined carbide specimens.
In addition, the extreme difference analysis of the machined surface roughness of the specimen is presented in Table 2. According to the robust difference analysis in Table 2, the order of magnitude of the tested factors is as follows: laser power density > scanning speed > the number of impacts where the degree of scanning speed is very close to the number of effects. This is essentially attributed to the fact that the difference in thermal material properties between WC and Co leads to surface defects (i.e., holes and cracks). The laser power density directly affects the thermal effect of the material, and the melted WC resolidifies into an unmelted WC. The size of WC particles gradually grows, and the adjacent particles are partially connected. This enlarged WC particle protrudes from the surface, increasing the roughness and worsening the surface quality. Due to the high laser-induced plasma shock wave pressure, severe plastic deformation will occur on the near-surface of the material, which will lead to the formation of micro-pits on the LSP area, 25 which is the primary cause of the increased surface roughness observed in experimental samples after LSP treatment.
Residual stress
The effect of laser power density on the residual compressive stress can be seen in Figure 10, which consists of a descending branch and an ascending branch. When the laser power density is low, the laser wave pressure on the substrate surface is low. Therefore, the amount of residual compressive stress would be also smaller. As the laser power density increases, both the intensity of the shock wave and the residual compressive stress grow. The residual compressive stress reaches the maximum level as the laser power takes 7.96 J/cm2. Subsequently, as the laser power density increases, the laser produces thermal processing effects on the carbide surface, such as ablative material removal, which yields the loss of Co elements from the material surface and the breaking of WC phase grains. Excessive laser power density tends to cause laser ablation of the absorbing protective layer, which reduces the LSP effect and leads to thermal ablation of the surface, thereby reducing the residual compressive stress. 26
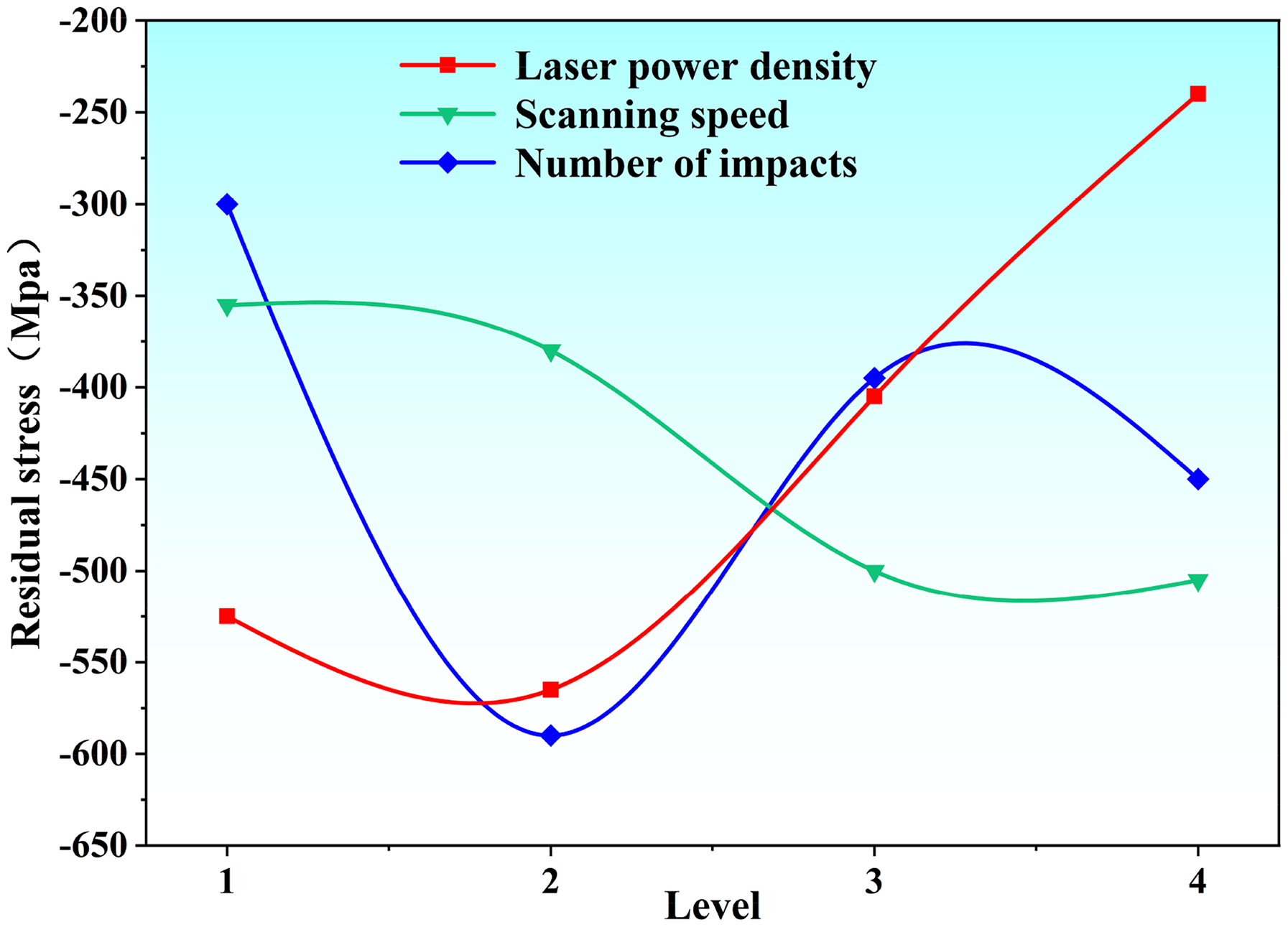
Residual stresses in various laser-machined carbide specimens.
By raising the laser scanning speed on the surface of the workpiece, the measured residual compressive stress also increases and reaches a maximum in the case of the scanning speed equal to 640 mm/s. At first, the laser scanning speed is low, and the spot lap rate is low, which makes the point of action concentrated, resulting in a high temperature at such a point. This is equivalent to fixed-point shock strengthening, which will change the original shock wave strengthening into a material surface temperature rise effect, and the residual compressive stress will gradually decrease under high-temperature conditions. 27 By raising the scanning speed, the shorter the laser stops at the same point on the carbide surface, the lower the temperature rise of the material, and the better the strengthening effect. As the number of laser impacts changes, different amounts of residual compressive stress are generated, and the amount of residual compressive stress varies with increasing and then decreasing improvement. When the number of impacts is 1, the amount of residual compressive stress the laser induces. As the number of effects increases twice again, the amount of residual compressive stress at this time reaches a maximum of 590.05 MPa, which causes micro-deformation of the carbide surface due to the first two processes. For the case of the number of impacts equal to 3, the surface deformation of the material becomes more significant, which leads to the reduction of residual compressive stress. As the number of effects increases to 4, the material's surface is remelted by re-impact, and the amount of residual compressive stress rises slightly. At the same time, due to the number of impacts, enough heat accumulation on the surface of the alloy heat-affected zone to produce a large number of cobalt vapor bubbles, bubbles upstream to the surface of the alloy, so that the surface generates enough traces of fusion, the alloy surface produces a certain amount of residual tensile stresses. The further impact of the heat buildup will also cause the cobalt vapor bubble to rupture, and residual compressive stress will also be generated. A certain number of impact times can consider the processing efficiency and processing effect. 28
In addition, it can be seen from Table 2 that the order of magnitude of the tested factors is as follows: laser power density > scanning speed > number of impacts. Increasing the laser power density leads to the reduction of the material removal efficiency. As a result, a heat-affected region is formed of melted and resolidified material, surface voids form more pronounced, and the WC phase organization is displaced and collided by the laser shock wave, generating residual stresses. Since severe plastic deformation occurs, the surface roughness is increased. The tensile residual stress in the near-surface layer is transformed into beneficial compressive residual stress. 29
Evaluation and analysis
After multi-parameter laser peening, a comprehensive evaluation index system should be constructed for the surface roughness and residual stress. Through the TOPSIS entropy weighting method, the ideal solution and the Euclidean distance of each index are calculated step by step. The proximity of each index to a complete positive solution is calculated according to the weight of each index. Then, the degree of comprehensive effect of laser parameters on the surface roughness and residual stress is ranked.
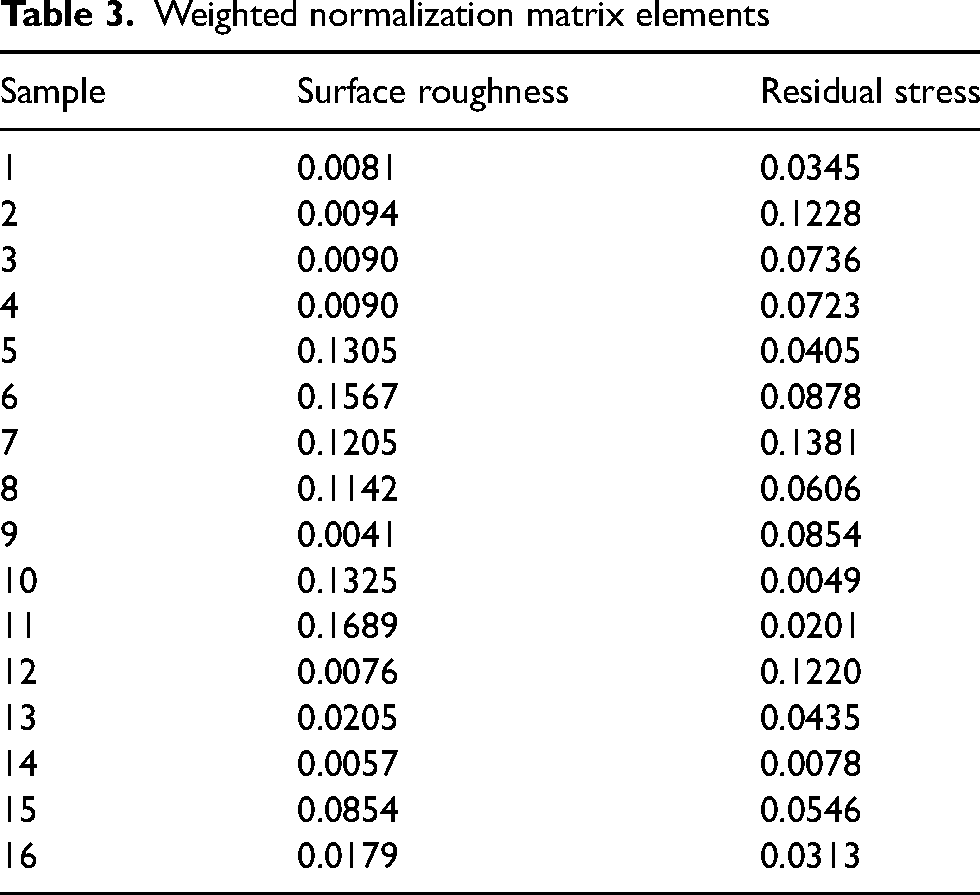
In this section, the sample data of Table 2 is appropriately weighted and normalized for each indicator via the entropy weighting approach, and the weights of each indicator were 0.4471 and 0.5529, respectively. Due to the non-standardization of the measurement data and the non-uniformity of the size and units of the data, it is necessary to normalize the data in such a way that the sample data range of each material performance index is defined between 0 and 1 to arrive at the appropriate normalization matrix, as presented in Table 3. Through Eq. (7), the positive ideal solutions
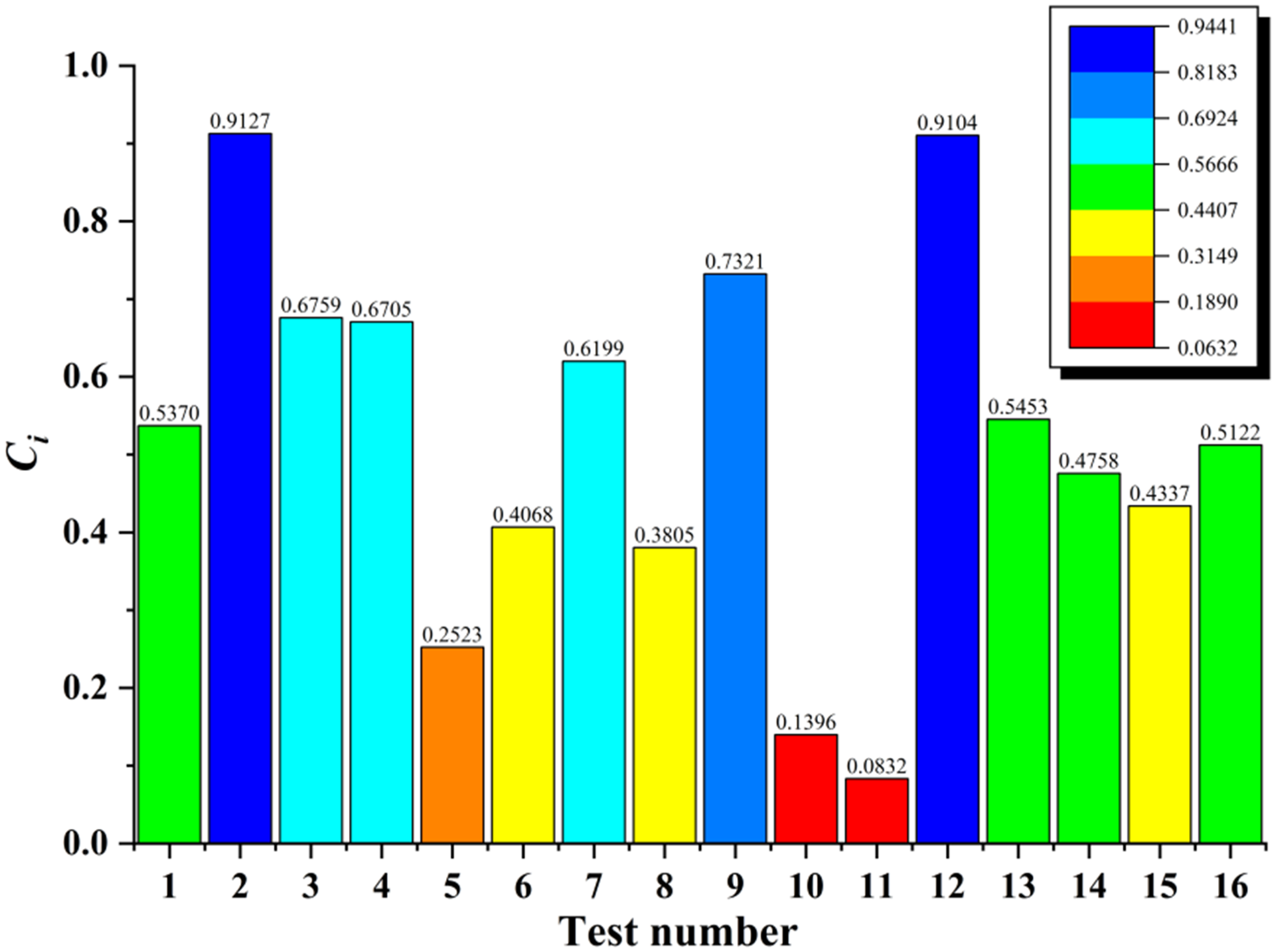
Relative closeness.
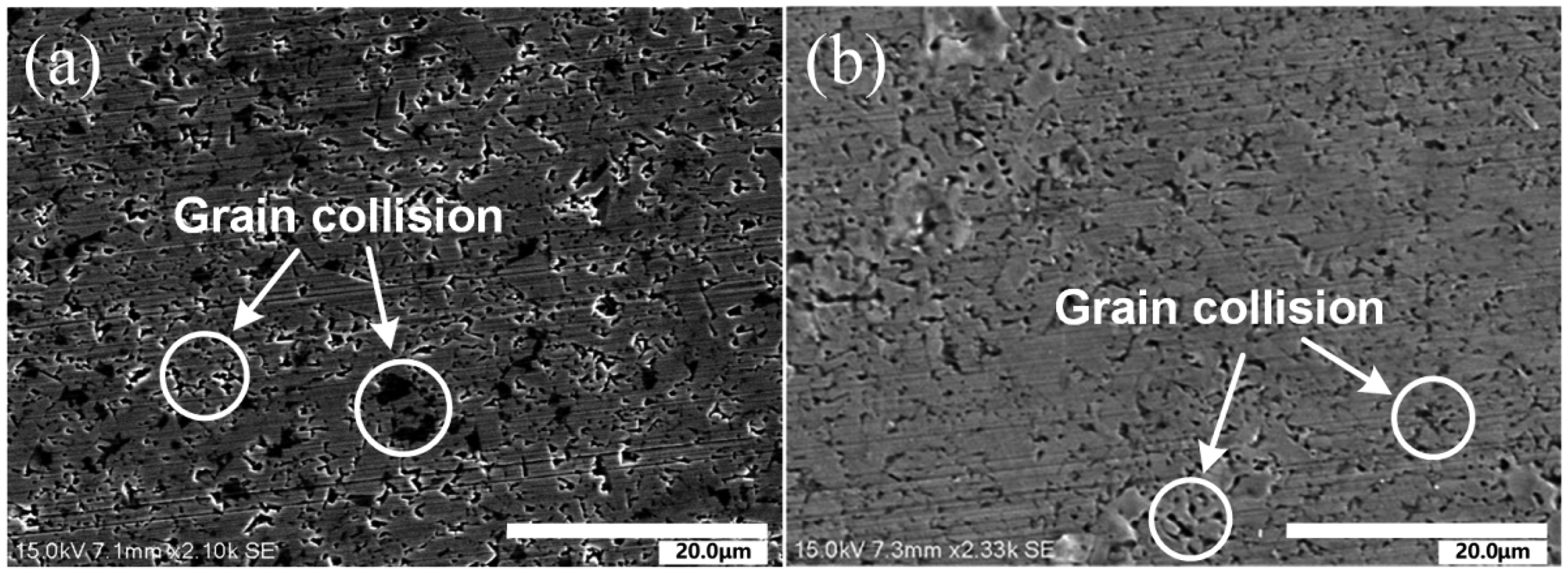
Surface microscopic morphology after strengthening. (a) sample 11. (b) sample 2.
Weighted normalization matrix elements
Euclidean distance

Conclusion
The effect of shock laser parameters on WC-Co cemented carbide surface integrity was examined in some detail. The microscopic morphology and elemental analysis of cemented carbide were analyzed under the influence of various laser parameters. The prioritization of the effect of laser shock peening parameters on cemented carbide was methodically discussed by orthogonal tests. To this end, the surface roughness and residual stress were employed as crucial parameters to evaluate the surface integrity, and this is suitably analyzed in the presence of multi-parameter coupling via the TOPSIS entropy weight method. By optimizing the laser impact strengthening parameters, the surface integrity and performance of WC-Co Cemented Carbide can be significantly improved to promote the upgrading of high-end manufacturing technology, provide more efficient and durable machining solutions for aerospace and automotive manufacturing and other fields, and help to improve industrial competitiveness and the sustainable development of the manufacturing industry. The main findings of this research work can be summarized as follows:
The laser parameters could noticeably influence the surface quality. The determining factor is the laser power density. The higher the laser power density, the higher the surface porosity. In addition, with increasing the scanning speed, the atomic mass fraction of Co tends to increase and decrease. The highest atomic mass fraction of Co is achieved at 400 mm/s when the free state of the Co element remains on the alloy surface, which enhances the quality of the surface. The laser power density directly affects the thermal effect of the material, and the melted WC resolidifies into unmelted WC. The WC particles gradually increase their prominence and incorporate into the growth of the surface roughness. At the same time, the texture of the WC phase is displaced and collided by the laser shock wave, resulting in residual compressive stresses. The multi-parameter coupled surface roughness and residual stresses were appropriately analyzed by the TOPSIS entropy weight method, and the relatively best-strengthening effect of WC-Co carbide was achieved for the case of the laser power density of 3.98 J/cm2, scanning speed of 400 mm/s, and double laser impacts.
Footnotes
Acknowledgment
This project is supported by National Nature Science Foundation of China (No.52075136).
Author contribution(s)
Declaration of interest statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China, (grant number No.52075136).