
Abstract
This study investigates the microstructural evolution and mechanical performance of AA7075-Al2O3 composite fabricated via the deformation driven metallurgy at varying rotational speeds (500–1400 rpm). Microstructural analysis revealed uniform equiaxed grain structures across specimens, with grain size increasing from 3.8 µm to 7.6 µm as rotational speed rose. Mechanical testing demonstrated a decline in hardness from 281.6 ± 2.9 HV to 134.1 ± 11.7 HV and in tensile strength from 614.2 MPa to 480.4 ± 12.1 Mpa, attributed to grain growth, precipitate coarsening, and particle clustering. Elongation dropped to a minimum of 9.7 ± 1.1%. Wear resistance also decreased, with wear rates reaching 5.8 ± 0.2 µg/m and friction coefficients peaking at 0.46 ± 0.02 at 1400 rpm.
Introduction
Plastic deformation methods play a vital role in modern materials science and engineering due to their ability to tailor the mechanical and physical properties of metals and alloys. 1 By inducing controlled deformation at various scales, these techniques enable grain refinement, texture modification, and enhancement of properties such as strength, ductility, and fatigue resistance. As the demand for lightweight, high-performance, and durable materials continues to rise across industries—from aerospace and automotive to biomedical and microelectronics—the necessity for advanced plastic deformation techniques becomes increasingly evident. 2 These methods are not only essential for shaping materials but also for unlocking new functionalities through microstructural design.
While conventional severe plastic deformation (SPD) methods like equal channel angular pressing (ECAP), high pressure torsion (HPT), and accumulative roll bonding (ARB) have demonstrated significant success in refining grain structures and enhancing material properties,3–5 they come with notable limitations. These techniques often require complex processing setups, high energy inputs, and are generally limited to small sample sizes, making large-scale industrial applications challenging. Moreover, the control over local deformation and microstructure evolution is often limited, leading to inhomogeneities in the processed material.
In contrast, deformation-driven metallurgy (DDM) introduces a paradigm shift by integrating the principles of plastic deformation with precise control over microstructural evolution, often in situ and at multiple scales. This approach emphasizes the dynamic relationship between deformation pathways and resulting material architectures, enabling more predictable and tunable outcomes. Unlike traditional SPD, DDM is not solely focused on achieving ultrafine grains but rather on optimizing the entire microstructural hierarchy for targeted performance, offering greater flexibility, scalability, and design capability for advanced applications. 6 In the DDM process, a rotating tool applies both frictional heat and mechanical stirring under vertical pressure to consolidate metallic powders or chips into dense, solid components within seconds. This novel technique enables the rapid production of bulk materials with significantly reduced porosity. 7 DDM represents a cutting-edge approach aimed at enhancing the performance of metal matrix composites by leveraging the mechanics of intense plastic deformation. 8
The promising microstructural and mechanical characteristics of the composites fabricated through the DDM process open up a wide range of industrial applications. 9 The ability of DDM to achieve fully consolidated, fine-grained, and uniformly reinforced aluminum matrix composites (AMCs) within a short processing time highlights its scalability and practicality for high-volume manufacturing. One significant industrial advantage of the DDM technique lies in its capacity to process aluminum machining chips and powder-based feedstocks, promoting sustainability through material recycling and resource efficiency. This aligns well with the goals of circular economy frameworks increasingly adopted in advanced manufacturing sectors.
Despite its promise, investigations into DDM remain relatively limited. Mao et al.10,11 investigated the DDM method for strengthening AMCs reinforced with silicon carbide (SiC) particles. Their research highlighted how the size and dispersion of reinforcement particles influence mechanical behavior, underlining the necessity for consistent particle distribution. They concluded that optimizing SiC reinforcement leads to a favorable microstructure that harmonizes strength and ductility. In particular, they emphasized that the combined effects of geometrically necessary dislocations (GNDs) and intragranular dispersion of SiC are key to achieving a strong and ductile composite. Similarly, Xie et al.12–14 examined how DDM influences the mechanical behavior of AMCs reinforced with graphene nanoplatelets (GNPs). Their findings demonstrated substantial gains in both tensile strength and ductility compared to conventional aluminum alloys. These improvements were primarily linked to the uniform distribution of GNPs and microstructural refinement achieved through DDM. The enhanced mechanical performance is a result of the cooperative interaction between GNPs and the DDM process, which together facilitate efficient load transfer and reduce the likelihood of crack initiation and propagation during deformation. Furthermore, Xie et al. 15 explored the development of AMCs strengthened with nanoscale SiC particles using DDM. Their results underscored the importance of controlling particle dispersion within grains to maximize the benefits of Orowan strengthening. They also observed that excessive particle growth undermines this mechanism, making it crucial to preserve both fine particle sizes and uniform distribution to maintain superior mechanical properties. In another study, Shan et al. 16 introduced an innovative strategy to improve the lithiophilic behavior of current collectors in anode-free lithium metal batteries (AFLMBs) by utilizing Cu composites reinforced with multi-walled carbon nanotubes (CNTs), produced via DDM. Their work revealed that fractured CNTs promote uniform lithium deposition due to their layered architecture. Additionally, they found that the high-density grain boundaries in the ultrafine-grained Cu matrix serve as favorable nucleation points for lithium, owing to their elevated energy and activity.
7075 aluminum alloy matrix composites have garnered considerable attention in recent years due to their exceptional combination of strength, low density, and corrosion resistance. 17 As one of the strongest commercially available aluminum alloys, 7075 is widely used in aerospace, automotive, defense, and high-performance structural applications. However, its inherent limitations—such as reduced ductility and wear resistance—have driven researchers to explore composite reinforcement strategies to further enhance its mechanical and functional properties. By incorporating ceramic particles, carbon-based nanomaterials, or other reinforcements into the 7075-aluminum matrix, these composites can achieve improved strength-to-weight ratios, better fatigue performance, and superior thermal and tribological characteristics.18,19 The resulting materials offer a promising pathway toward the development of next-generation lightweight components that meet the increasingly demanding performance standards of modern engineering applications.
Despite growing interest in the use of DDM for fabricating AMCs, the influence of key processing parameters on composites based on the AA7075 alloy—a precipitation-hardenable aluminum—remains largely underexplored. The unique age-hardening characteristics of 7075 aluminum mean that both thermal exposure and applied strain during processing can significantly impact the final microstructure and mechanical behavior of the composite. As DDM offers a notably shorter processing time compared to conventional SPD methods, understanding how this rapid consolidation interacts with the alloy's precipitation response is essential. A deeper investigation into the DDM-based fabrication of 7075 matrix composites is therefore crucial, not only to optimize material performance but also to expand the practical applications of this advanced manufacturing technique in high-performance sectors.
Experimental procedures
In this study, AA7075 aluminum alloy chips were selected as the base material for composite fabrication, while Al₂O₃ particles functioned as the reinforcing phase. The aluminum chips, featuring an average particle size of approximately 700 ± 90 µm, were blended with alumina powder measuring around 150 ± 25 µm. The composition of the AA7075 alloy consisted of 5.9 wt.% Zn, 2.4 wt.% Mg, 1.3 wt.% Cu, along with minor constituents including Fe (0.3 wt.%), Si (0.1 wt.%), and trace amounts of Ti and Mn, with aluminum forming the balance. To prepare the feedstock, 8 wt.% of the alumina was homogeneously mixed with the aluminum chips before being introduced into the processing mold. The consolidation process was carried out using the DDM method, as represented in Figure 1. Both the mold and rotating mandrel were crafted from high-strength H13 tool steel. The mandrel, with a 20 mm diameter, operated within a mold cavity that measured 20.1 mm in diameter. The mold and mandrel stood 40 mm and 140 mm tall, respectively. After feeding the composite mixture into the mold, pressure was applied by the rotating mandrel at varying speeds, resulting in the formation of a 3 mm thick composite disc. The rotational velocities tested included 500, 800, 1100, and 1400 rpm, and the resulting specimens were designated as C-500, C-800, C-1100, and C-1400. To monitor thermal conditions during processing, a thermocouple was embedded in the mold wall.
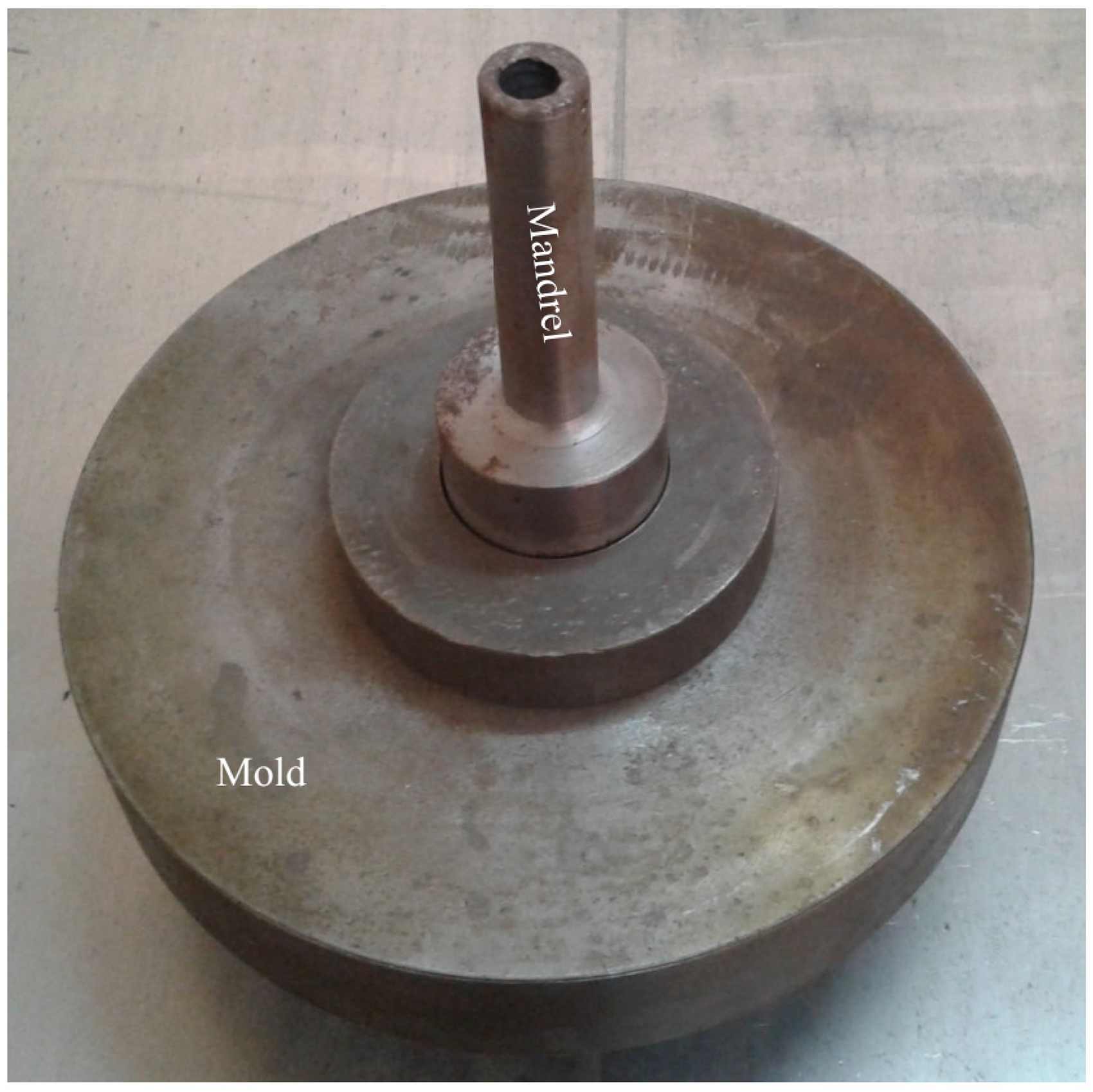
The mold and mandrel of deformation driven metallurgy process.
Once the DDM procedure was completed, specimens were extracted for various evaluations, including metallographic observation, tensile characterization, and wear assessment. Metallographic preparation involved sequential grinding with silicon carbide papers, polishing using an alumina suspension, and etching with Keller's reagent to reveal grain structure. Microstructural features were analyzed using both optical microscope (DG victory-Dewinter) and scanning electron microscope (SNE SEM 4500 M), while phase identification was performed through the X-ray diffraction (XRD) using a rotating anode X-ray diffractometer (MXPAHF, Cu Kα radiation) analysis. For mechanical testing, uniaxial tensile tests were conducted using a SANTAM-250 instrument at a constant crosshead speed of 1 mm/min. Vickers microhardness measurements were carried out in both longitudinal and transverse orientations across the sample cross-sections in accordance with ASTM E384 using a KOOPA-UV1 hardness tester, employing a 100-gram load and a dwell time of 10 s. To evaluate tribological performance, a pin-on-disc wear test was conducted as per ASTM G99 standards using the Koehler K93590 pin-on-disc equipment. The test setup featured cubic pins (3 mm × 3 mm cross-section) sliding against a steel disc of 60 HRC hardness, over a sliding distance of 5000 meters under a normal load of 20 N.
Results and discussion
Microstructural investigation
The microstructural features of the processed samples are presented in Figure 2, where both the central and peripheral regions of each specimen—according to the schematic shown—have been analyzed. Across all samples, a fine equiaxed grain structure was observed, indicative of dynamic recrystallization occurring during the DDM process. Notably, there were no significant differences between the center and edge regions of the processed discs, suggesting uniform deformation and thermal exposure throughout the material. An important trend identified in the micrographs is the increase in average grain size with rising rotational speed. This outcome may seem counterintuitive given the expected grain refinement associated with SPD; however, it is closely tied to the interplay between strain rate, temperature, and recrystallization kinetics. As rotational speed increases, both the generated temperature and the plastic strain rate rise significantly, as confirmed through thermal–mechanical simulations and thermocouple measurements conducted during the process (Figure 3). To quantitatively assess the grain size behavior, the Zener–Hollomon parameter (Z), which combines the effects of strain rate and temperature, was calculated for each condition. According to the equation (1), the Zener-Hollomon parameter
20
of different samples were calculated;


The optical microscopy image of microstructure at different zones of; a) sample C-500, b) sample C-800, c) sample C-1100, d) sample C-1400.
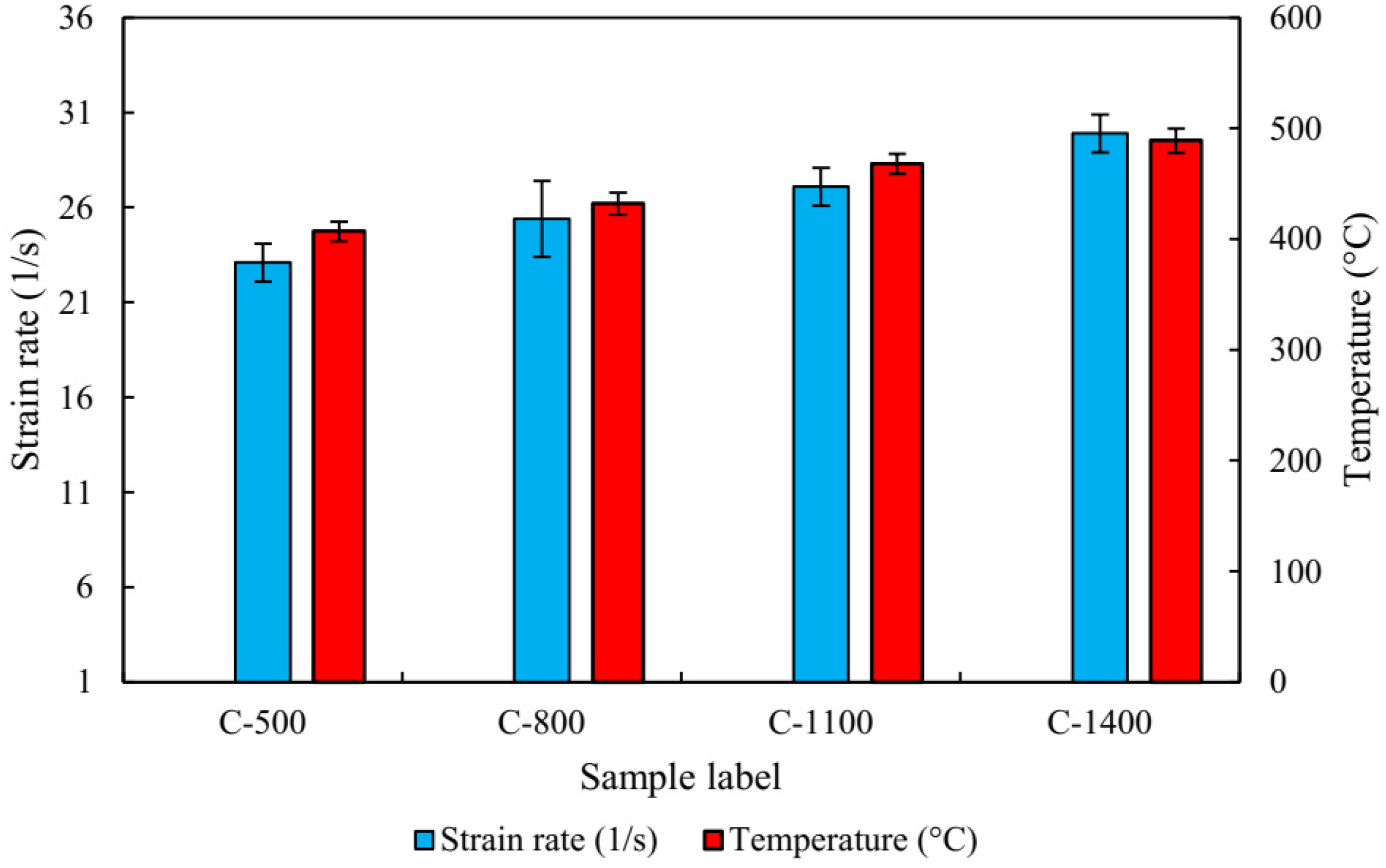
The temprature and the plastic strain rate during DDM processing of different samples.
Where (Q) is the activation energy for lattice self-diffusion, T is the maximum temperature in the processed material, and ε˙ is the plastic strain rate. Figure 4 shows that as the Zener parameter decreases—due to higher temperatures at elevated speeds—grain size correspondingly increases. This inverse relationship aligns well with established models of dynamic recrystallization, where lower Z values promote grain growth rather than refinement.21,22
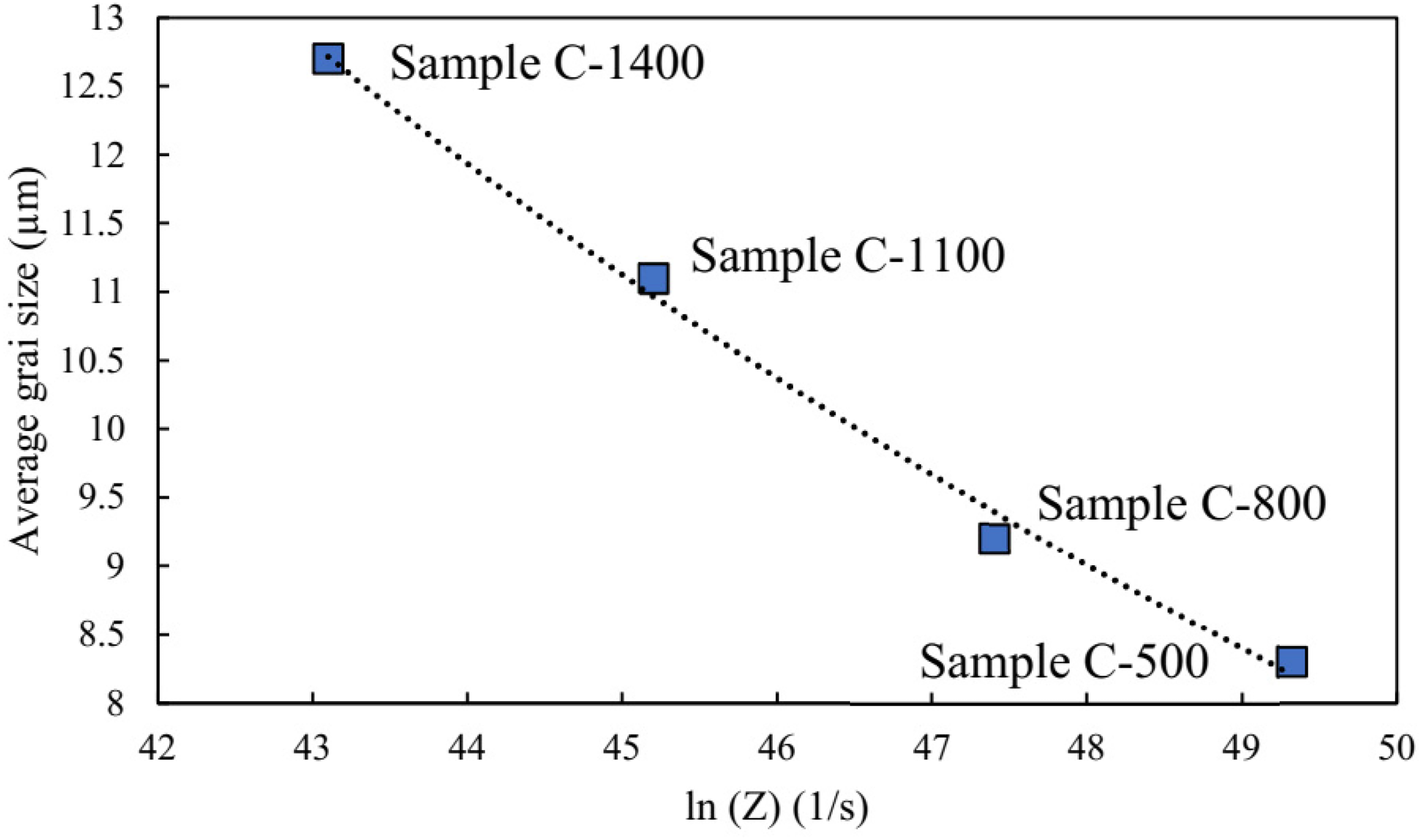
The average grain size changes of different sample versus the Zener-Hollomon (Z) parameter.
The distribution uniformity of the Al₂O₃ reinforcement particles was also evaluated using a quantitative distribution coefficient, based on the methodology outlined by Yourdkhani and Hubert. 23 The distribution coefficients for samples C-500, C-800, C-1100, and C-1400 reported in Figure 5. A coefficient approaching 1 indicates more homogeneous particle dispersion. With decreasing rotational speed, as shown in Figure 6, the average size of Al₂O₃ particles decreased from approximately 21.4 µm to 4.3 µm. Although increasing the rotational speed during the DDM process initially enhances the dispersion of Al₂O₃ particles—thanks to more intense plastic flow and localized stirring—at higher speeds, a competing phenomenon becomes more pronounced: particle agglomeration. This increased agglomeration at higher rotational speeds can be attributed to several interconnected factors. First, the elevated strain rates and intensified shear forces may push the fine reinforcement particles closer together. As the matrix undergoes SPD, the energy input into the system increases significantly. This heightened energy facilitates particle mobility and interaction, increasing the likelihood of particles clustering due to van der Waals forces or insufficient matrix flow to keep them separated. In addition, local temperature rise due to frictional heating at higher speeds can partially reduce the effectiveness of the plastic flow in maintaining particle separation. This thermal input may promote necking or sintering effects among nearby particles, contributing to the formation of larger agglomerates. As for the increase in average particle size, this can also be linked to agglomeration. When particles cluster tightly together, they may be identified as single, larger units under microscopic analysis, artificially inflating the measured average size. Additionally, at very high shear levels, while some fragmentation still occurs, it might be offset by this tendency of particles to coalesce or be pulled together under flow-driven forces. Improved dispersion can also facilitate grain refinement via particle-stimulated nucleation (PSN), a mechanism wherein second-phase particles serve as nucleation sites during recrystallization. Another key observation is the refinement of the reinforcement particles themselves. Moreover, microscopic examination revealed that the boundaries between individual aluminum chips had completely disappeared across all samples. The chips exhibited full metallurgical bonding, indicating the effectiveness of the DDM process in achieving rapid solid-state consolidation. This demonstrates the remarkable sintering and bonding capability of the technique, which successfully transforms loose powder and chip-based precursors into a dense, bulk material within a short processing time (around 10 s). Overall, the Zener parameter emerged as the dominant factor influencing the final grain size, overshadowing even the effects of particle distribution. Meanwhile, improved dispersion and refinement of reinforcement particles at higher rotational speeds contributed to enhanced microstructural uniformity and potentially improved mechanical properties. The ability of the DDM process to fully eliminate chip boundaries and consolidate material rapidly further highlights its potential as an efficient, high-performance manufacturing technique for 7075-based composites.
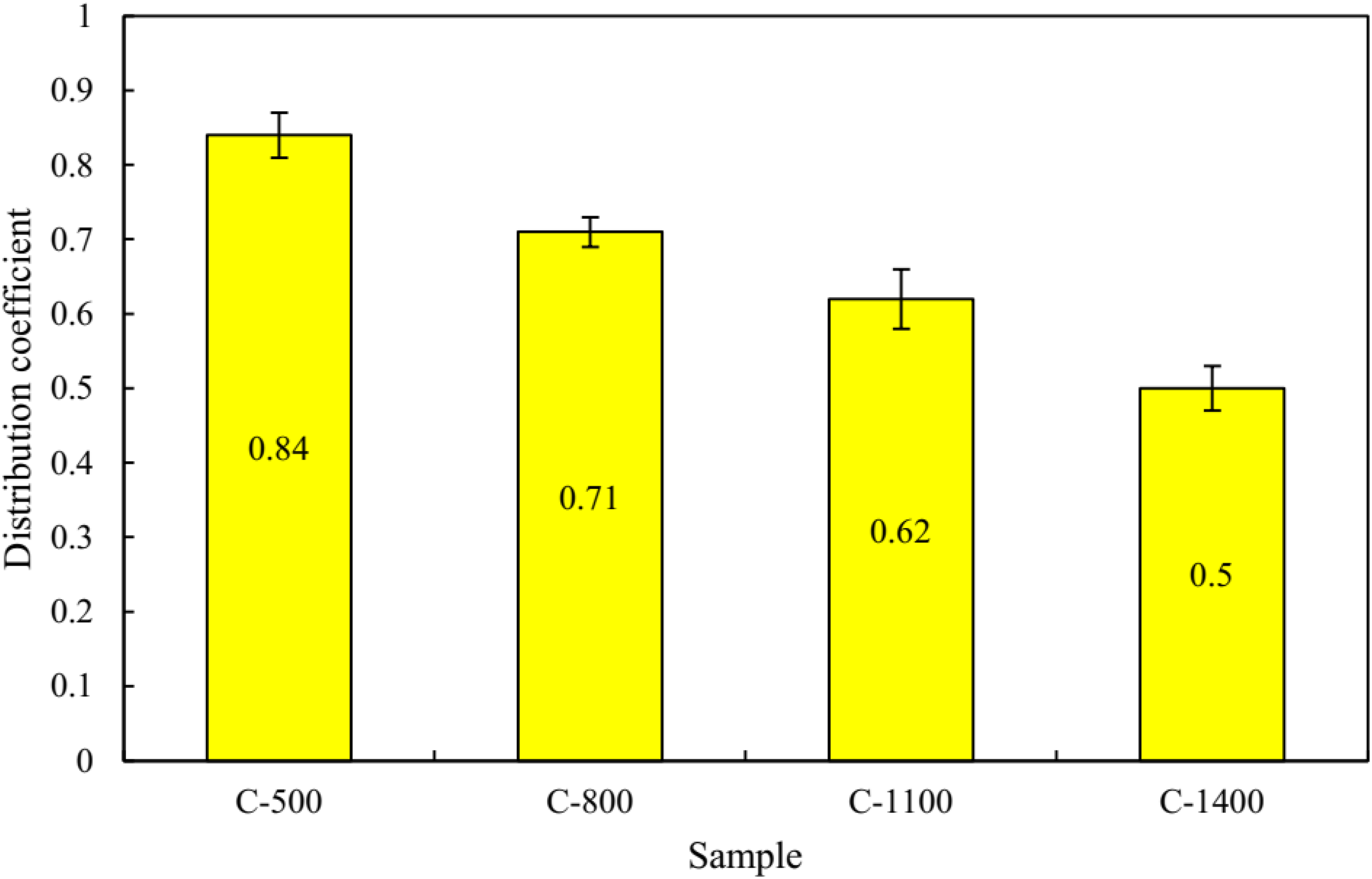
The distribution coefficient of Al2O3 particles in different sample.
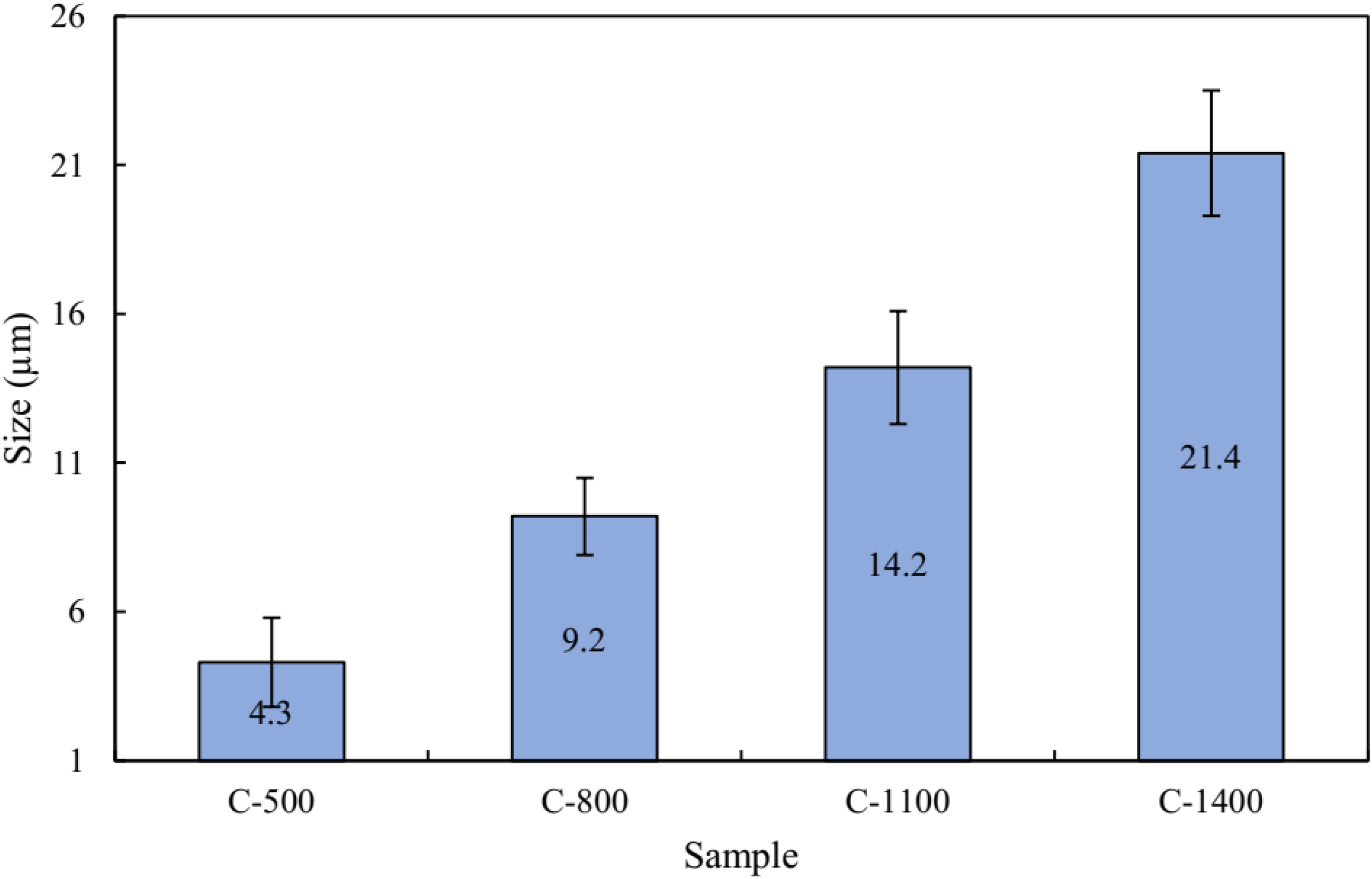
The average size of Al2O3 particles in different sample.
Figure 7 presents the X-ray diffraction (XRD) patterns obtained from various processed specimens. The diffraction peaks are predominantly associated with the aluminum matrix and embedded Al₂O₃ reinforcement particles. However, peaks corresponding to MgZn₂ precipitates are not distinguishable, likely due to their low concentration or nanoscale distribution, which renders them undetectable by conventional XRD techniques. Using the diffraction data of the aluminum matrix, both the accumulated lattice strain (εlattice) and the texture parameter (TP) were evaluated. The lattice strain, which reflects the internal distortions and dislocation density in the crystal structure due to mechanical processing, was calculated using the following expression:

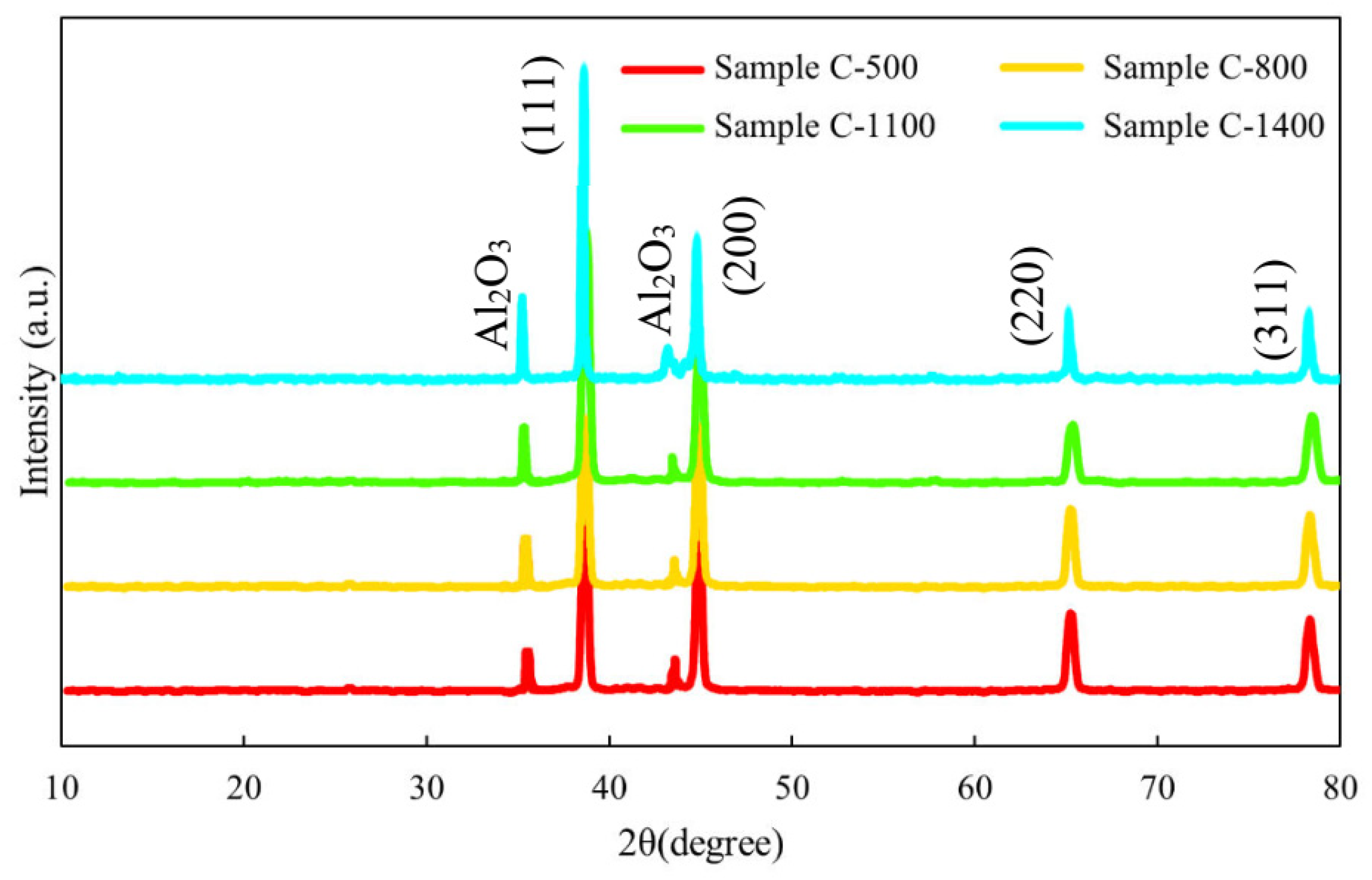
The XRD pattern of processed samples using different rotational speed.
In this formula, Δθ represents the shift in the diffraction peak position due to stress or strain, θ is the Bragg angle, d is the measured interplanar spacing, and d₀ is the unstrained reference value of interplanar spacing. As shown in Figure 8, an increase in rotational speed from 500 to 1400 rpm led to a noticeable rise in εlattice from 0.2321 to 0.3467. The observed increase in lattice strain can be attributed to a combination of thermomechanical mechanisms that intensify during high-speed processing. First, increased rotational speed enhances the severity of plastic deformation by intensifying shear and compressive forces, which raises dislocation density within the matrix. Second, the associated heat generation from frictional contact softens the material locally, enabling dynamic recovery and partial recrystallization. These thermal effects contribute to heterogeneous strain accumulation. Additionally, thermal expansion mismatch between the aluminum matrix and ceramic particles (Al₂O₃) induces localized residual stresses, further promoting lattice distortion.
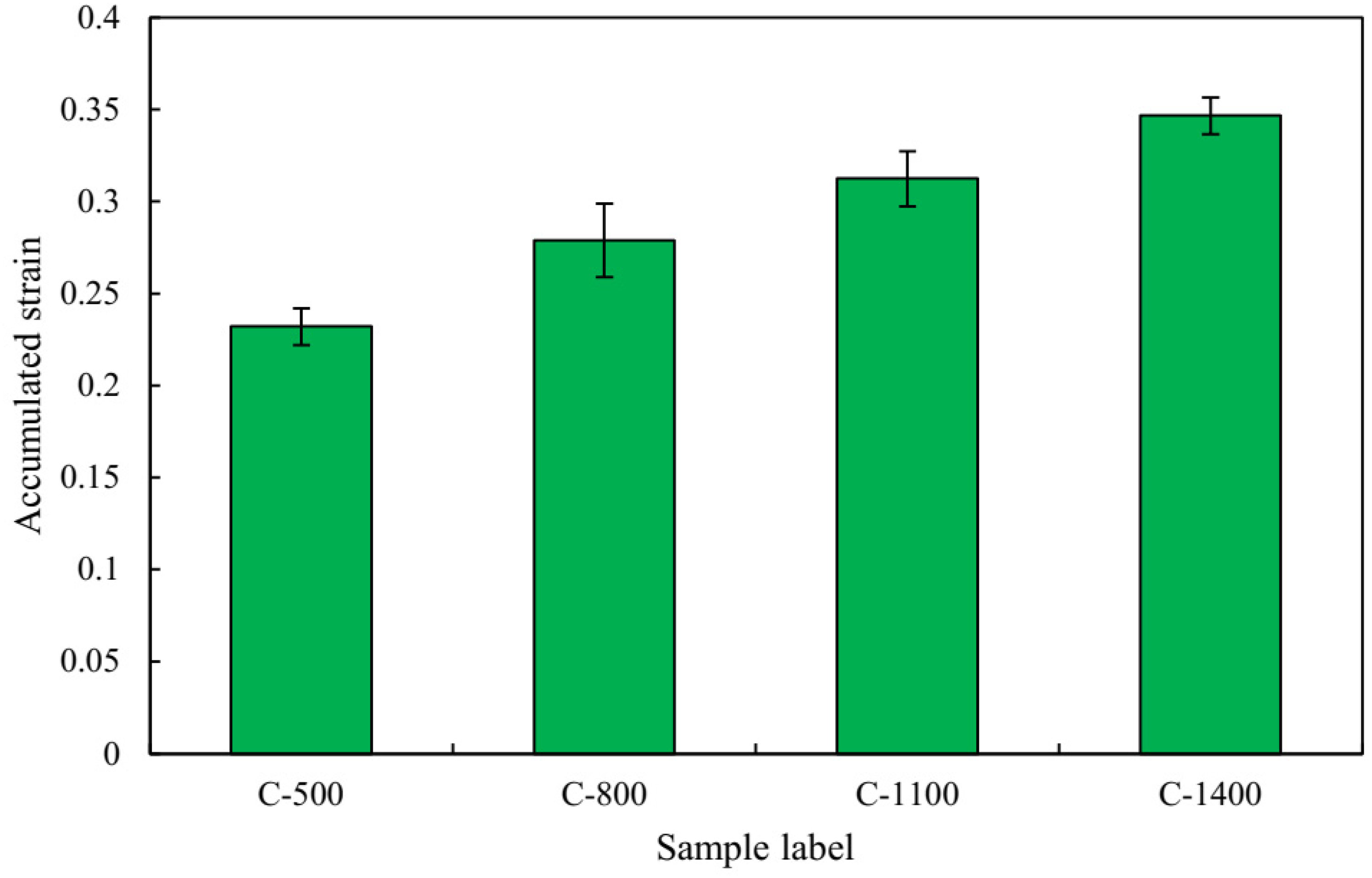
The accumulated strain of different samples versus rotational speed.
The texture parameter (TP), indicative of preferred crystallographic orientation, was calculated for different crystallographic planes using the following equation:

Here, Ihkl denotes the measured intensity of a particular (hkl) diffraction peak from the sample, and
According to the results shown in Figure 9, none of the examined samples exhibit a strong or dominant texture. This suggests that, despite the deformation and thermal input during processing, the crystallographic orientations remain relatively randomized. The absence of a sharp texture could be linked to dynamic recrystallization processes or continuous dynamic recovery that hinder the formation of strong preferred orientations. In summary, the evolution of accumulated strain and texture in the processed composites is closely tied to the interplay between mechanical deformation and thermal activation. As the process intensity increases, so does the degree of internal strain, reflecting higher defect density and residual stress. However, texture development remains subdued, likely due to competing recovery and recrystallization phenomena that prevent the establishment of a dominant crystallographic alignment.
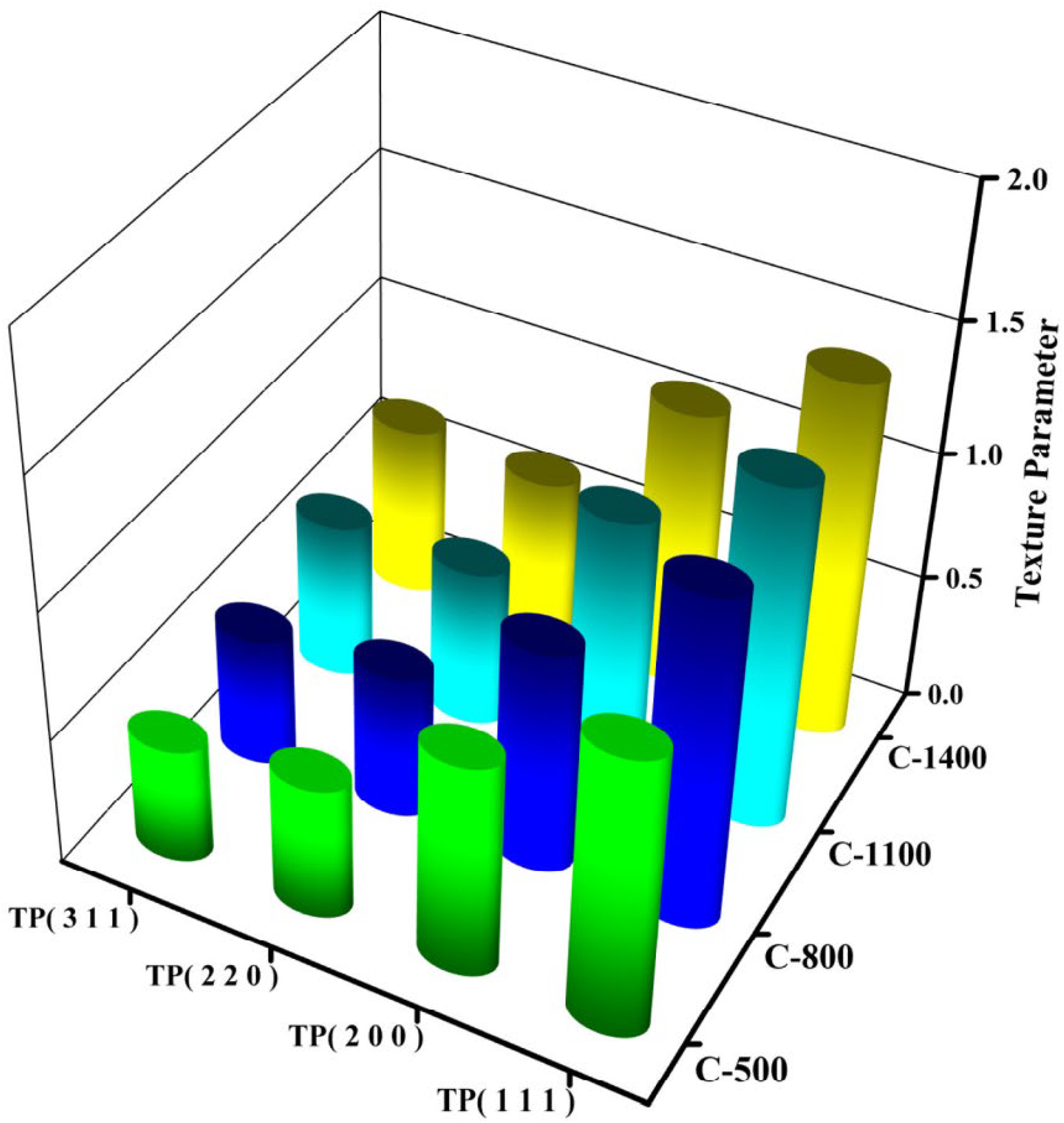
The texture parameters of processed samples at different rotational speed.
Figure 10 presents scanning electron microscopy (SEM) images of various processed specimens. The micrographs demonstrate a well-bonded interface between the aluminum matrix and the embedded particles, with no visible signs of detachment or discontinuity. This suggests excellent metallurgical bonding and effective integration of reinforcements within the matrix. Energy-dispersive X-ray spectroscopy (EDS) analysis confirms the presence of MgZn₂ precipitates, Fe-rich intermetallic phases, and Al₂O₃ ceramic reinforcements dispersed throughout the composite microstructure. One of the most notable trends revealed by the SEM analysis is the progressive increase in the size of MgZn₂ precipitates with rising rotational speed. Specifically, the average dimensions of these precipitates were measured at approximately 0.21 ± 0.01 µm at 500 rpm, increasing to 0.35 ± 0.03 µm, 0.48 ± 0.05 µm, and ultimately reaching 0.85 ± 0.04 µm at 800, 1100, and 1400 rpm, respectively. The variation in precipitate size during processing can be attributed to a complex interplay of thermomechanical factors. For MgZn₂ precipitates, two opposing processes primarily govern their evolution: precipitate growth and dissolution/reprecipitation dynamics. At elevated temperatures and under high plastic deformation, atomic mobility is enhanced, promoting the diffusion of solute atoms such as magnesium and zinc toward existing nuclei, thereby facilitating coarsening and growth of precipitates. This is particularly pronounced at higher rotational speeds, where the frictional heat and intense mechanical stirring create favorable conditions for such thermally activated growth mechanisms. The longer exposure to elevated temperatures during high-speed processing allows sufficient time for solute atoms to diffuse and cluster, resulting in larger precipitates. Simultaneously, some portion of the MgZn₂ phase may dissolve back into the aluminum matrix during the hot deformation stage. Upon cooling, reprecipitation can occur as the solubility limit of solute elements decreases. However, the dominance of precipitate growth over reprecipitation at higher rotational speeds—evidenced by the increasing average size—suggests that the thermal exposure and strain-enhanced diffusion enable precipitates to grow significantly before the matrix cools. On the other hand, Fe-rich particles behave differently. Due to the inherently low solubility of iron in aluminum under sub-solidus processing conditions, as reported in prior studies, 24 their size is not significantly influenced by diffusion-driven growth. Instead, these particles tend to fragment under the influence of mechanical strain. The intense shear forces generated during deformation are capable of breaking down larger Fe-rich intermetallics into finer particles, a mechanism distinct from that of precipitate coarsening.
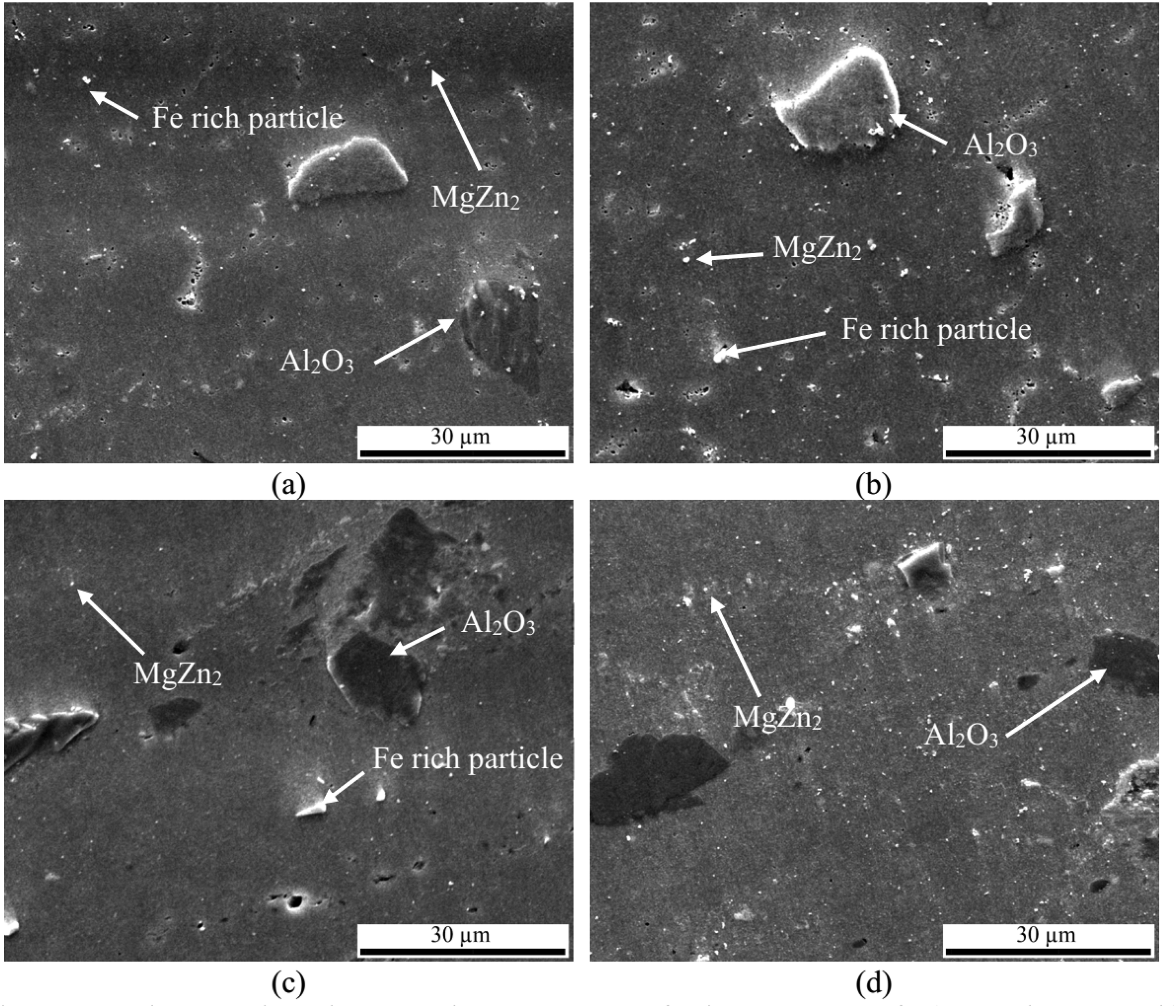
The scanning electron microscopy image of microstructure; a) sample C-500, b) sample C-800, c) sample C-1100, d) sample C-1400.
Mechanical properties analysis
Figure 11 illustrates the microhardness distribution measured at the mid-plane of the processed composite specimens. Overall, the hardness appears relatively uniform within individual samples, reflecting a generally homogeneous microstructural response to the applied processing conditions. Nevertheless, a clear trend emerges with increasing rotational speed: hardness values show a noticeable decline, accompanied by growing variability across different regions of the samples. The measured average hardness values for samples processed at 500, 800, 1100, and 1400 rpm are 281.6 ± 2.9 HV0.1, 190.1 ± 4.4 HV0.1, 156.3 ± 9.9 HV0.1, and 134.1 ± 11.7 HV0.1, respectively. This steady reduction in hardness at higher processing speeds can be attributed to several interrelated microstructural phenomena. As the rotational speed increases, the thermal input during the process also intensifies due to higher friction and deformation energy. This elevated temperature promotes grain growth by facilitating atomic diffusion and reducing dislocation density through dynamic recovery or partial recrystallization. According to the Hall-Petch relationship, finer grains contribute to higher hardness and strength by impeding dislocation movement. Therefore, coarser grains formed at higher rotational speeds lead to a diminished grain boundary strengthening effect, thereby lowering the overall hardness of the material. In addition to grain size evolution, precipitate morphology plays a significant role in determining hardness. As observed in previous analyses, MgZn₂ precipitates become progressively larger at higher rotational speeds due to enhanced atomic diffusion and thermal exposure. While finely dispersed precipitates act as effective obstacles to dislocation motion (via precipitation strengthening), coarser precipitates are less effective in this regard. The coarsening thus diminishes their strengthening contribution, further reducing hardness. Another critical factor contributing to the hardness decline is the clustering of Al₂O₃ reinforcement particles at elevated processing speeds. Higher rotational speeds can lead to turbulent material flow and localized overheating, which hinder uniform particle dispersion. As a result, regions with particle agglomeration coexist with matrix-rich zones lacking sufficient reinforcement. This spatial heterogeneity leads to inconsistent load-bearing capacity across the sample, thereby increasing the standard deviation of the hardness values. In extreme cases, the presence of particle-free areas may cause localized softening, exacerbating the overall reduction in mechanical performance.
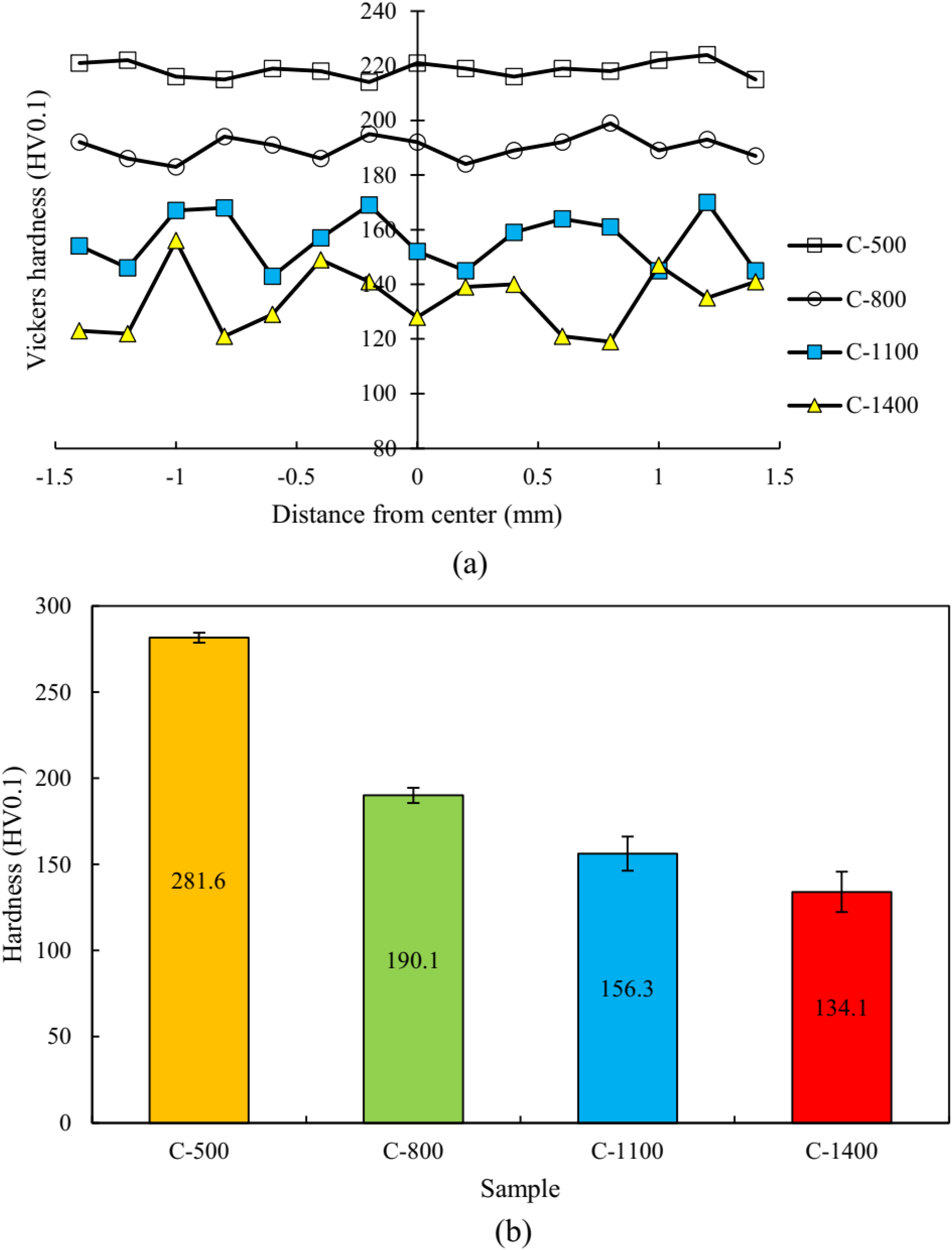
a) hardness profile and, b) average hardness of different samples.
The tensile test results for the fabricated composites, illustrated in Figure 12, reveal a clear decline in mechanical performance as the rotational speed of the processing increases. Specifically, the ultimate tensile strength (UTS) drops to 480.4 ± 12.1 MPa at the highest processing speed of 1400 rpm. Similarly, the lowest elongation at fracture—measured at 9.7 ± 1.1%—was recorded for the AA7075 composite reinforced with 8 wt.% Al₂O₃ at rotational speed of 500 rpm. Fractographic examination of the fracture surfaces, as presented in Figure 13, provides additional insight into the failure mechanisms. All samples exhibit ductile fracture features, such as the presence of dimples, indicating plastic deformation before failure. However, with increasing rotational speed, the emergence of cleavage facets becomes more pronounced, marking a transition toward more brittle behavior and correlating with the observed decrease in elongation.
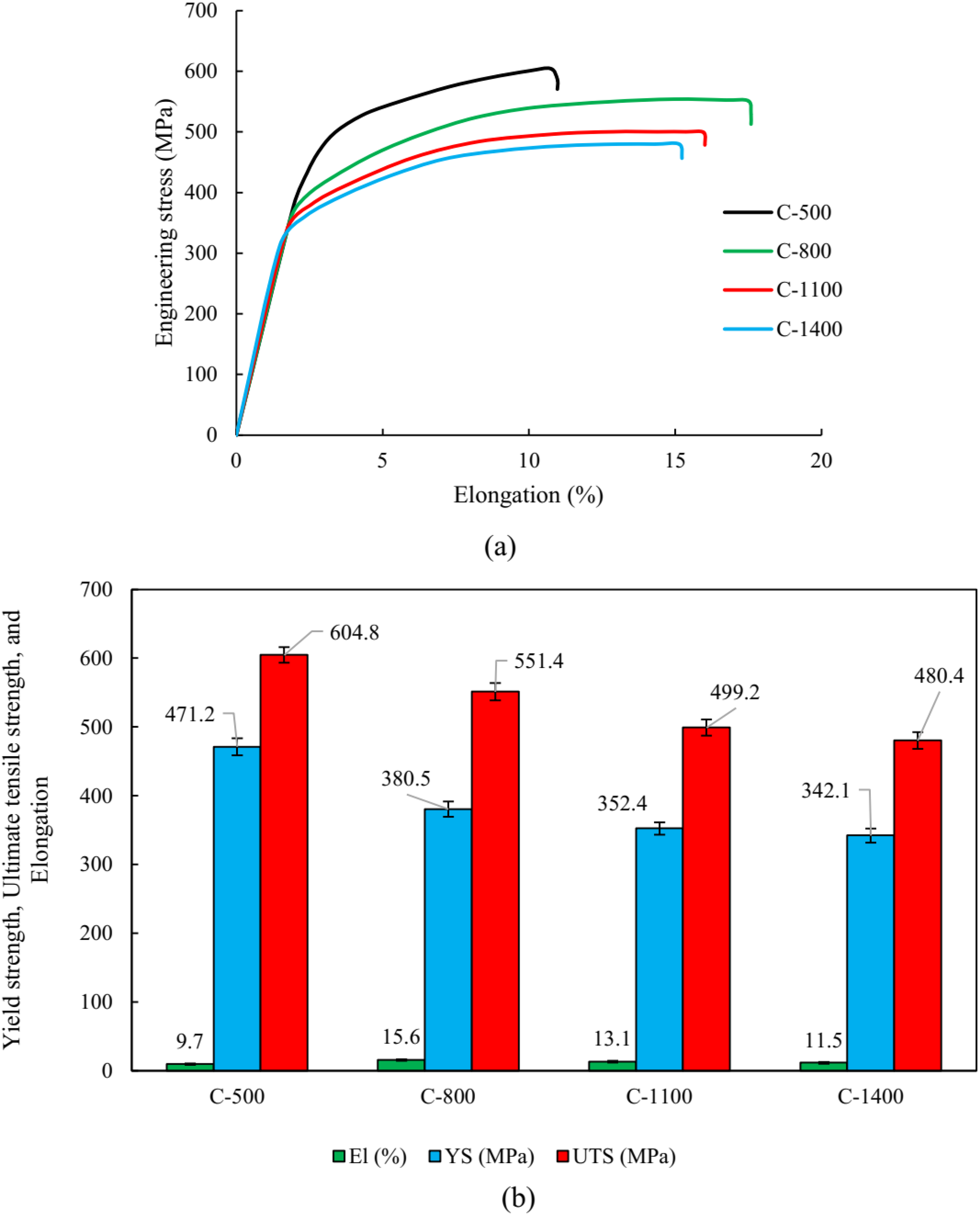
a) strain-stress curve of different samples, b) the yield strength, ultimate tensile strength, and elongation of different samples.
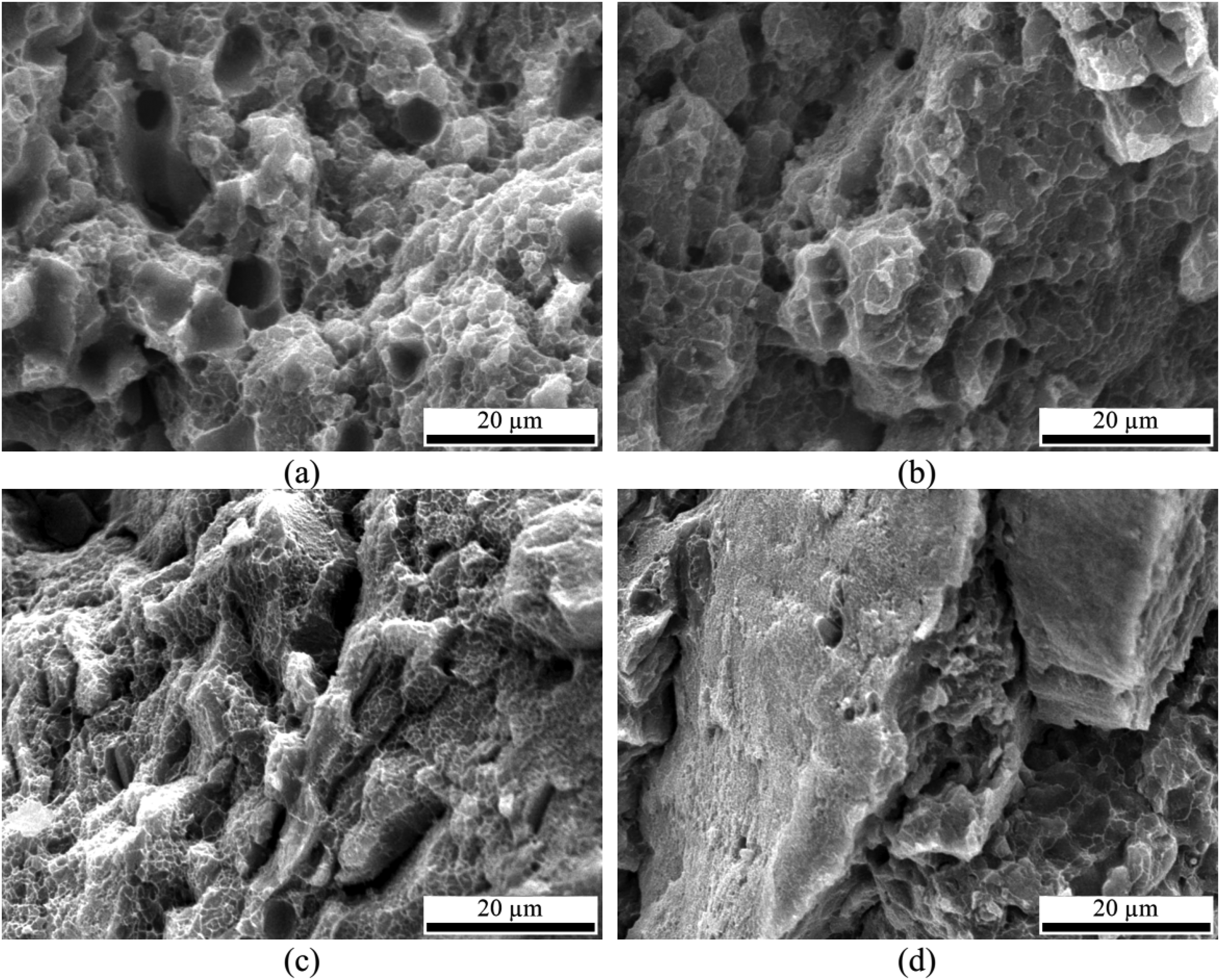
SEM image of fracture surface of different samples; a) sample C-500, b) sample C-800, c) sample C-1100, d) sample C-1400.
The mechanical properties of the fabricated composites, particularly yield strength and ductility, are governed by several concurrent strengthening mechanisms: The presence of fine, uniformly dispersed MgZn₂ precipitates in the aluminum matrix impedes dislocation motion by the Orowan mechanism, enhancing both yield strength and hardness.25,26 However, at higher processing speeds, thermal input leads to precipitate coarsening and partial dissolution, reducing their effectiveness. This is evidenced by the gradual decline in UTS (Figure 12), and the more brittle fracture features observed at elevated speeds (Figure 13). According to the Hall–Petch relationship, finer grains increase the number of grain boundaries, which serve as obstacles to dislocation motion.27,28 At lower rotational speeds, the microstructure remains finer due to reduced thermal exposure, resulting in higher strength. Elevated processing speeds promote grain growth, diminishing boundary density and weakening resistance to plastic deformation. The mismatch in thermal expansion coefficients between the AA7075 matrix and the Al₂O₃ reinforcements generates dislocations during cooling. These GNDs accumulate at particle–matrix interfaces, leading to strain hardening and increased yield strength.29,30 However, higher heat input at elevated speeds facilitates recovery and dislocation annihilation, reducing this contribution. Zn and Mg atoms in solid solution distort the lattice and act as obstacles to dislocation glide. This effect is maintained at moderate temperatures but may weaken at higher processing speeds due to diffusion and localized phase segregation, contributing to the observed decrease in strength. Uniform dispersion of Al₂O₃ particles is critical for load transfer and matrix strengthening.31,32 At higher speeds, turbulent flow can cause particle agglomeration, leading to localized stress concentrations and matrix-soft regions. These inhomogeneities act as crack initiation sites under tensile loading and compromise both strength and ductility. The interplay between precipitation behavior, grain size evolution, dislocation density, and reinforcement distribution explains the observed degradation in mechanical performance at higher rotational speeds. These findings are consistent with prior studies on AMCs processed under varying thermal-mechanical conditions.33–35
Wear resistance investigation
Figure 14 presents the outcomes of wear tests conducted on the processed composite samples. Across all specimens, the coefficient of friction exhibits an initial increase with wear distance, followed by a slight reduction and eventual stabilization, fluctuating around a steady-state value. Notably, both the friction coefficient and wear rate progressively increase with rising rotational speeds, reaching peak values of 0.46 ± 0.02 and 5.8 ± 0.2 µg/m, respectively, at 1400 rpm. This degradation in wear resistance closely corresponds to the decline in hardness observed under similar processing conditions. Figure 15 depicts the wear track morphologies, revealing that the primary mechanisms governing material removal are a combination of abrasive and adhesive wear. As the rotational speed increases, the extent and severity of adhesive wear become more pronounced.
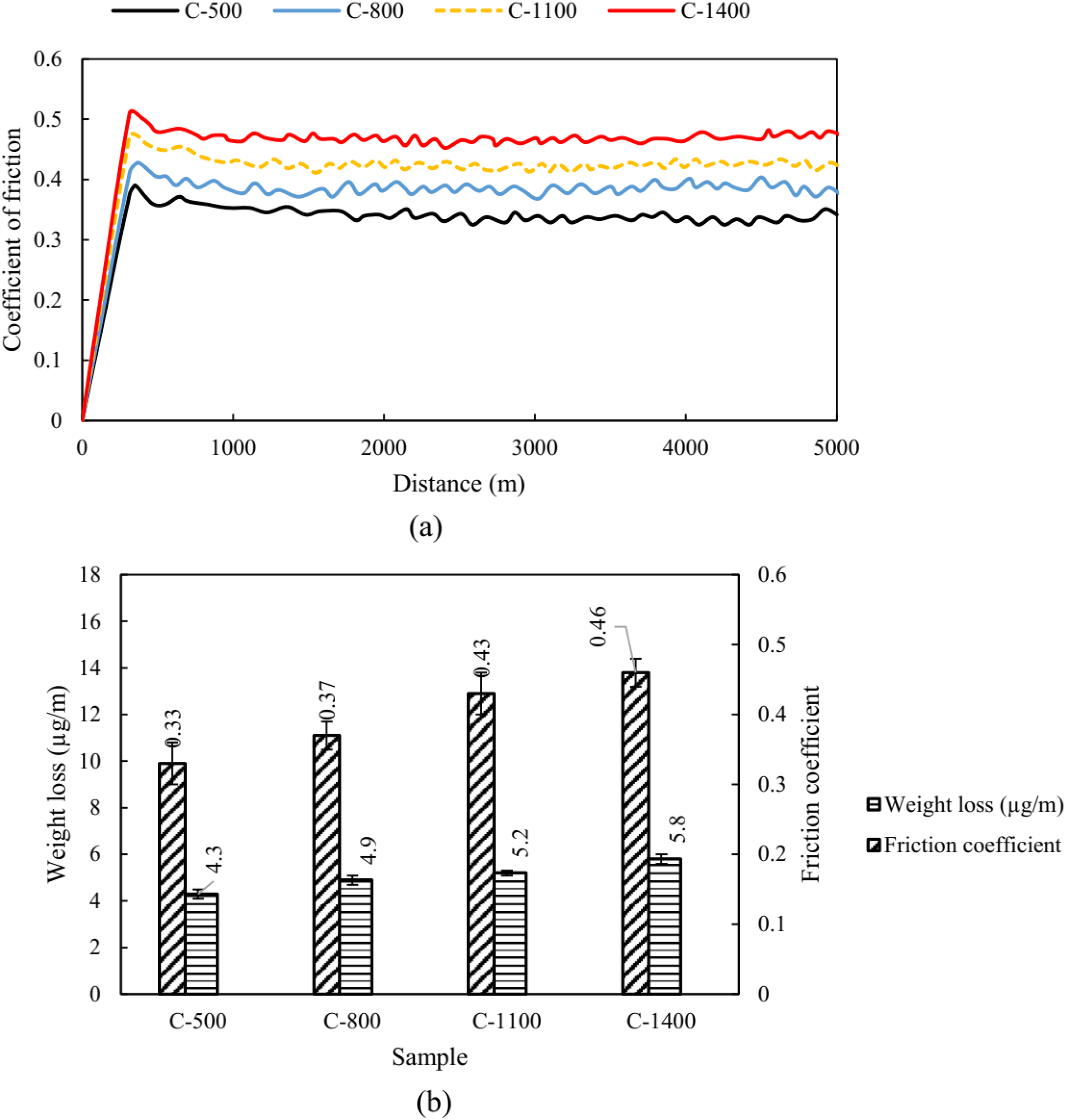
a) the coefficient of friction vs sliding distance curve of different samples, b) the wear loss and friction coefficient of different samples.
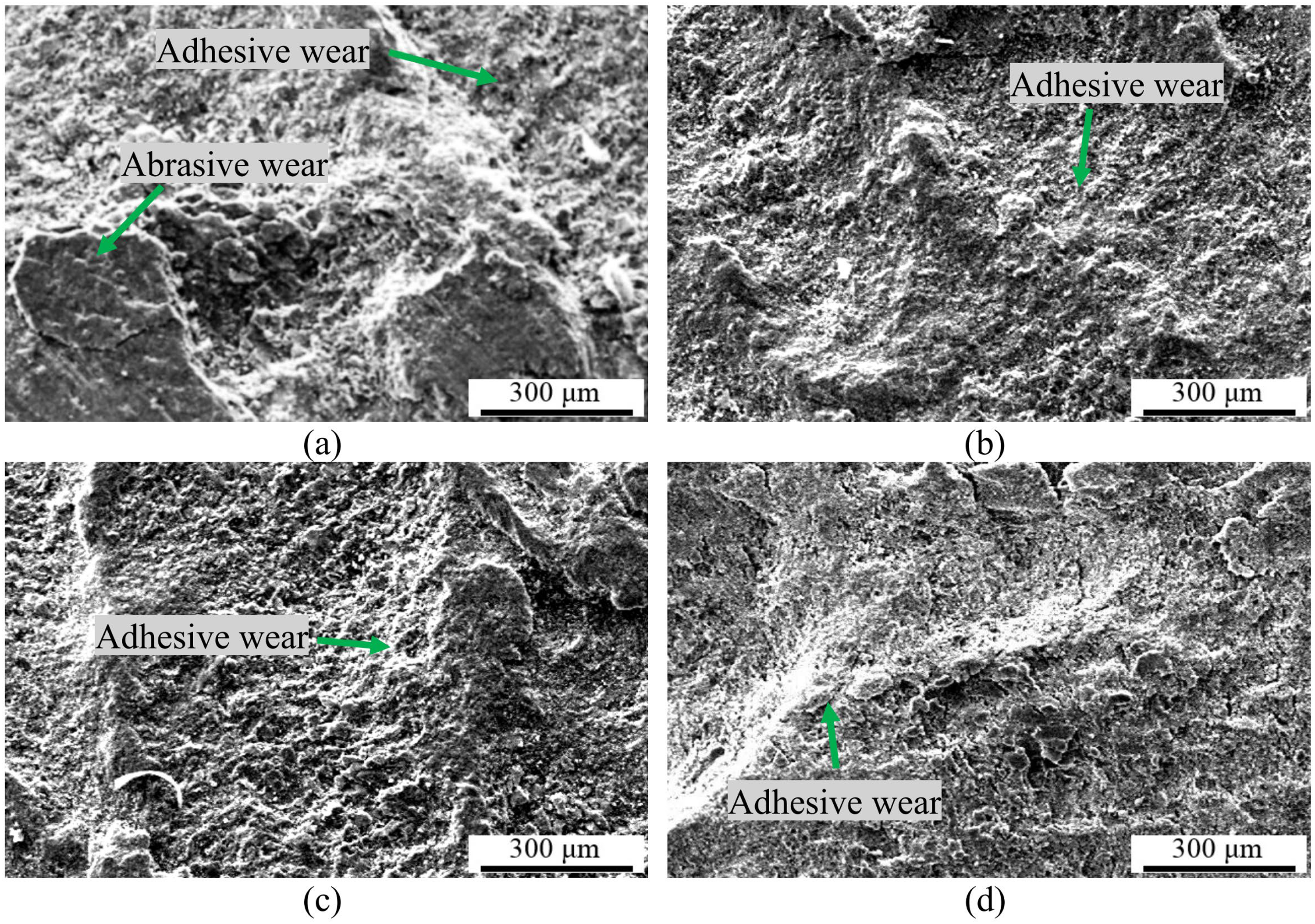
SEM image of wear surface of different samples; a) sample C-500, b) sample C-800, c) sample C-1100, d) sample C-1400.
As the rotational speed rises, the thermal energy generated during processing promotes substantial grain coarsening. Larger grains reduce the material's resistance to plastic deformation, leading to lower hardness. Since harder materials generally offer better resistance to wear—particularly abrasive wear—the softening effect caused by grain growth makes the surface more vulnerable to deformation and material loss under sliding conditions. This directly contributes to the observed increase in wear rate and friction coefficient. MgZn₂ precipitates, which enhance mechanical and wear resistance through obstruction of dislocation motion, tend to grow significantly in size at higher rotational speeds. The transition from fine, well-dispersed precipitates to coarse and sparsely distributed ones reduces their effectiveness in strengthening the matrix. This weakening of the precipitate strengthening mechanism further compromises the composite's surface integrity during wear, making it more susceptible to both micro-cutting and adhesion-related damage. The ability to maintain a uniform distribution of Al₂O₃ reinforcement particles is crucial for consistent wear performance. However, at elevated rotational speeds, non-uniform dispersion becomes more evident due to increased turbulence and localized overheating. Particle agglomerates create microstructural inconsistencies across the surface, leading to differential hardness zones. These inhomogeneities serve as potential initiation points for localized material detachment and intensify adhesive wear through repeated metal-to-metal contact in matrix-rich regions devoid of adequate reinforcement. The wear surfaces examined at different processing conditions reveal a transition in the dominant wear mode. At lower rotational speeds, abrasive wear—characterized by fine grooves and scratches caused by hard particles—is more prominent, thanks to the higher hardness and better dispersion of reinforcements. As processing speed increases, however, the worn surfaces exhibit more features typical of adhesive wear, such as smearing and delamination. This shift is driven by the reduced surface hardness and increased presence of unreinforced matrix regions, which promote adhesive junction formation and material transfer during sliding.
Conclusions
This study investigates the microstructural and mechanical evolution of AA7075-based AMCs reinforced with Al₂O₃ particles and processed via the DDM method at various rotational speeds (500–1400 rpm). The main findings are as follow:
Despite expectations from severe plastic deformation, the average grain size increased from finer grains at 500 rpm to coarser grains at 1400 rpm. MgZn₂ precipitates size grew from 0.21 ± 0.01 µm to 0.85 ± 0.04 µm as speed increased from 500 to 1400 rpm. This was driven by enhanced atomic diffusion and prolonged thermal exposure, weakening precipitation strengthening. Average microhardness decreased from 281.6 ± 2.9 HV₀.₁ (500 rpm) to 134.1 ± 11.7 HV₀.₁ (1400 rpm), correlating with grain coarsening, precipitate growth, and reinforcement clustering. Ultimate tensile strength decreased from ∼680 MPa to 480.4 ± 12.1 MPa, as rotational speed increased. Coarse grains, poor particle dispersion, and brittle fracture features contributed to reduced mechanical performance. The wear rate nearly tripled from 1.9 to 5.8 µg/m as processing speed increased, driven by reduced hardness and the transition from abrasive to adhesive wear.
Footnotes
Author contribution(s)
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Ethical statement
Authors state that the research was conducted according to ethical standards.