
Abstract
In order to improve the wear resistance and corrosion resistance of U75V steel for the application of the rail steel in high-speed railway, different concentrations of Ti (2%, 4%, 6%, and 8% by weight) were integrated into the Ti/h-BN/Fe composite coatings, fabricated on U75V steel substrates through plasma arc cladding. The study explored how variations in Ti concentration affected the coating's microstructure, hardness, residual stresses, tribological behavior, and electrochemical characteristics. SEM analysis showed that the microstructural configurations varied from dendritic to columnar to equiaxed, depending on the Ti content. The surfaces of these coatings were compact and exhibited no visible cracks or defects. Microhardness values escalated from 770.4 HV0.5 at 2% Ti to 911.2 HV0.5 at 8 wt.% Ti. Concurrently, compressive residual stresses on the surfaces also enhanced from 611.4 MPa to 755.6 MPa with increasing Ti percentages. The friction and wear test was carried out by using the UMT-2 multifunctional friction and wear tester with a load of 30N, and the results show that friction coefficients and wear rates initially increased, subsequently decreased, and then ascended as the Ti content was incremented. Optimal tribological properties were noted at a Ti concentration of 6 wt.%, where the friction coefficient and wear rate dropped to 0.387 and 3.7 × 10−3 mm3·N−1·m−1, respectively, attributed primarily to adhesive wear. Moreover, the corrosion resistance varied inversely with Ti levels, demonstrating a decrease followed by an increase. The most effective corrosion resistance was at 6 wt.% Ti, showcasing the highest self-corrosion potential (Eoor) at −0.1972 V and the lowest corrosion current density (joor) at 3.1224 × 10−9 A·cm−2, signifying superior corrosion resistance at this concentration. The coating with 6 wt.% Ti content exhibits optimal wear resistance and corrosion resistance, thereby providing a theoretical foundation for the potential application of such coatings on railway tracks.
Introduction
With the advancement of technology, railways are increasingly developing towards high-speed and heavy-haul transportation. U75V steel is a commonly used rail steel. During its service life, it is frequently subjected to wear and corrosion, which pose significant threats to the safety of train operations. As a result, the annual expenditure on these issues is enormous. To combat these challenges, surface modification techniques are strategically applied to engineer coatings that are robust against both wear and corrosion.1–3 A variety of methods are available for developing such protective barriers, including but not limited to arc spraying, cold spraying, laser cladding, and notably, plasma arc cladding. Compared with other methods, plasma arc cladding has the advantages of high energy density, low dilution rate, controllable coating thickness and stable process.4–6 This technique is distinguished by its superior bonding strength between the cladding layer and the substrate, which ensures a fine and uniform microstructure. Additionally, it offers advantageous comprehensive properties and remains cost-effective.7, 8 The enhancements provided by coatings prepared using plasma arc cladding are particularly evident in their significantly improved resistance to wear and corrosion, thereby extending the operational longevity and reliability of the steel in demanding railway environments.
Iron-based coatings are distinguished by their exceptional compactness, elevated hardness, substantial bonding strength with underlying substrates, and affordability, which has led to their widespread use in surface treatments. Implementing an iron-based coating on the surface of U75V steel is a practical strategy to boost its performance attributes. With the rapid advancements in high-speed railway technology, the current operational conditions are inadequate for fulfilling contemporary transportation demands. This is particularly critical in terms of enhancing wear and corrosion resistance, where significant improvements are urgently required. Enhancing the characteristics of iron-based coatings is therefore imperative to address these increasing demands in the railway sector.
Ti, often referred to as “space metal,” is highly esteemed for its superior corrosion resistance, alongside its robust strength, low density, and its capacity to significantly enhance the tribological properties of metals.9–13 By adjusting the Ar/CH₄ gas flow ratios, Cui et al. developed DLC films embedded with varying concentrations of Ti. 14 The study highlighted that a DLC film doped with a Ti concentration of 0.41 wt.% showcased remarkable hardness of 13.75 GPa, stress levels reduced to 0.56 GPa, an exceedingly low wear rate (around 10−10 mm3/N·m), and a friction coefficient maintained at 0.05. Zhao et al. explored the microstructure, hardness, and wear resistance of coatings reinforced with (Nb, Ti)C and varying amounts of Ti. 15 Their investigations showed that the coating with a Ti content of 0.15 wt.% exhibited the most significant reduction in wear rate, suggesting that Ti facilitates improved carbide-matrix interface bonding. Kusinski et al. studied the preparation of Ti/TiC coating by supersonic cold gas spraying technology and tested its wear resistance. The results showed that the coating exhibited excellent wear resistance under high stress and high wear environment. 16 Additionally, Yazıcı et al. studied the preparation of Ti coating on 316L stainless steel. 17 The results showed that the hardness and wear resistance of the coating and plasma nitriding samples were higher than those of the uncoated and Ti coating samples due to the formation of Ti nitride phase during nitriding. In addition, the results show that the wear resistance of Ti coating and plasma nitriding samples increased with the increase of plasma nitriding temperature and laser power.
In the current investigation, U75V steel surfaces were coated with Ti/h-BN/Fe composite layers using plasma arc cladding technology. These coatings were prepared with incremental Ti concentrations of 2 wt.%, 4 wt.%, 6 wt.%, and 8 wt.% to ascertain the impact of varying Ti content on the coatings’ microstructure, mechanical properties, tribological performance, and electrochemical corrosion resistance. This research endeavors to substantiate the application of iron-based coatings for enhancing the durability and performance of rail steels, thereby providing a solid experimental foundation for their use in railway applications.
Materials and methods
Materials
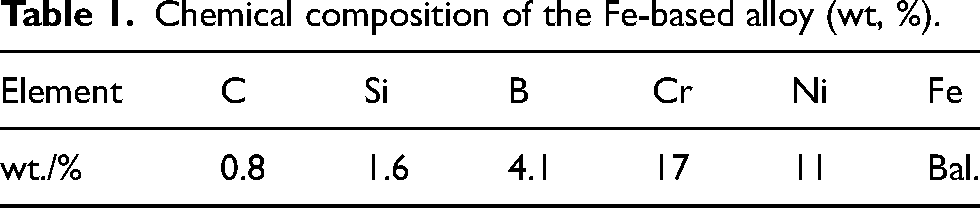
The substrate used in this study was U75V steel, primarily composed of 0.75% C, 0.92% Mn, 0.61% Si, 0.025% P, 0.006% S, 0.006% V, with the remainder being Fe, as detailed in the material specifications. The h-BN employed here, featuring a lamellar configuration, is depicted in Figure 1(a). Figure 1(b) presents the blocky-shaped pure Ti powder utilized in the experiments. Spherical morphology characterizes the iron-based alloy powder, as demonstrated in Figure 1(c). The specific chemical makeup of this Fe-based alloy is provided in Table 1.
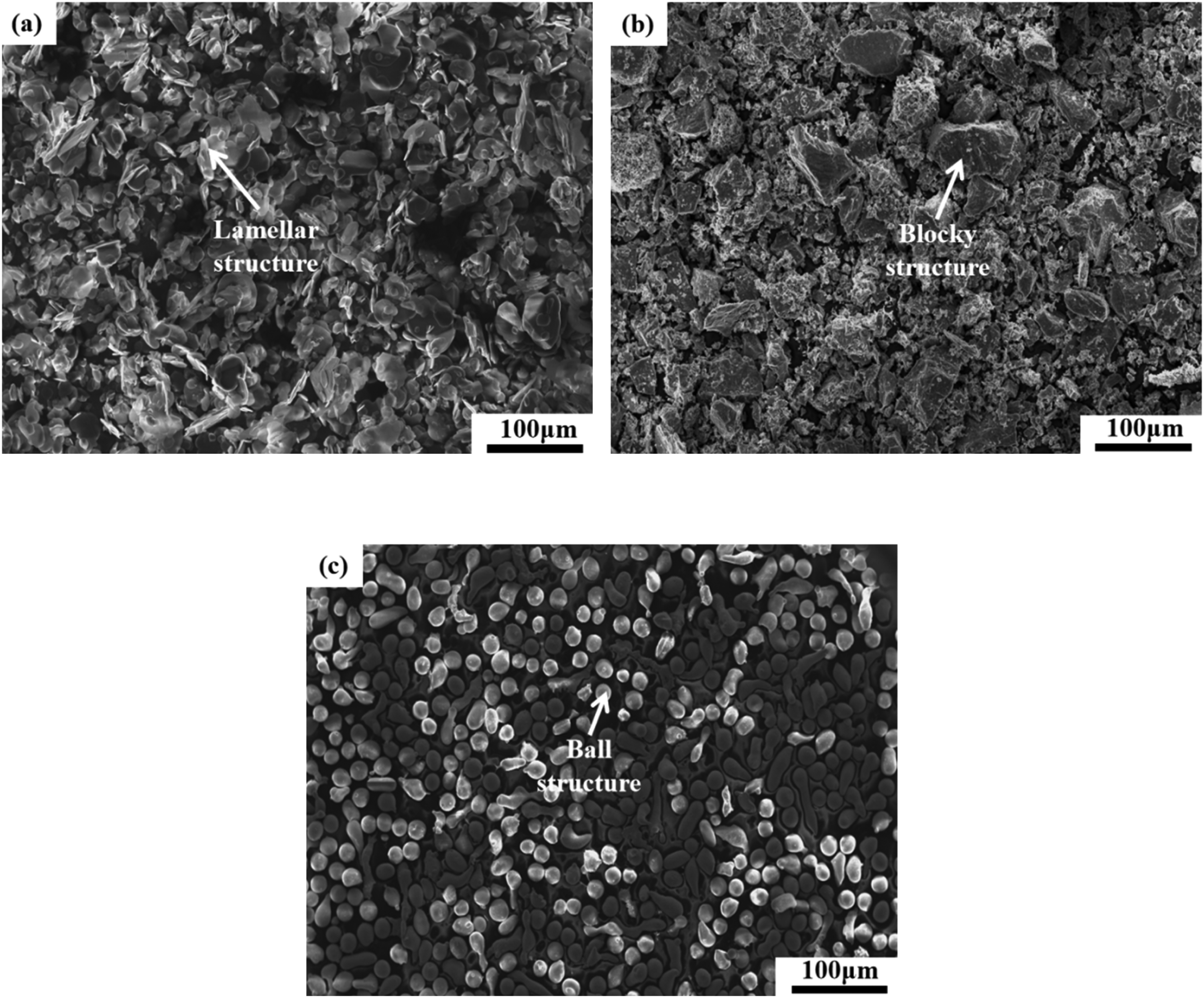
The SEM morphologies of the powders: (a) h-BN, (b) Ti, (c) Fe-based alloy.
Chemical composition of the Fe-based alloy (wt, %).
Samples preparation
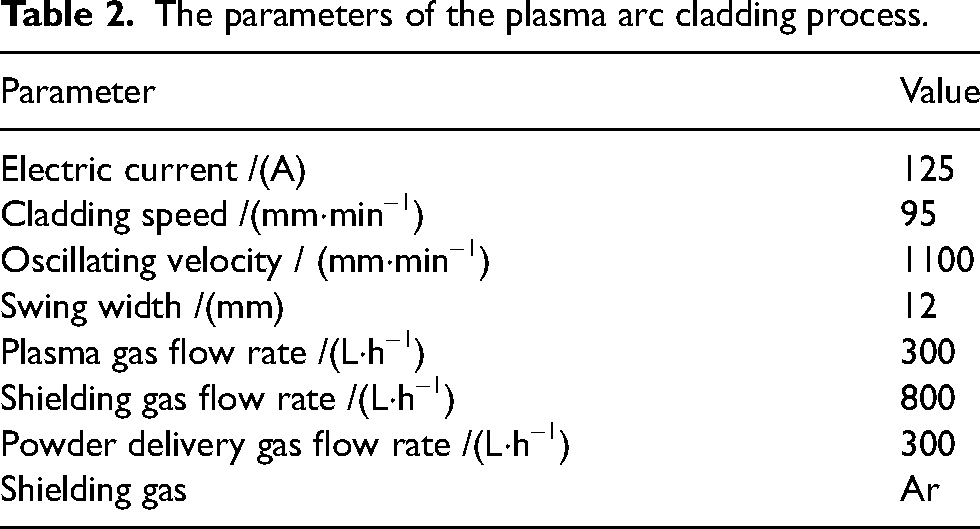
Prior to the cladding procedure, the composite powder mixture was subjected to drying within a vacuum oven set at 120 °C for two hours. Subsequently, the PTA-400E4-ST plasma arc cladding machine was employed for the deposition of Ti/h-BN/Fe composite coatings onto U75V steel substrates, with Ti concentrations adjusted to 2 wt.%, 4 wt.%, 6 wt.%, and 8 wt.% and a constant h-BN content of 1 wt.%. The cladding process parameters are documented in Table 2.
The parameters of the plasma arc cladding process.
Microstructural characterization
Morphological analysis of the powder materials and the Ti/h-BN/Fe composite coatings with varying Ti contents was conducted using a JSM-IT100 Scanning electron microscopy (SEM), which operated at a voltage setting of 20 kV. To ascertain the elemental composition and distribution across these coatings, Energy dispersive spectroscopy (EDS) was utilized.
Measurement of the microhardness and residual stress
The evaluation of microhardness in Ti/h-BN/Fe composite coatings, which differ in Ti composition, was performed using an HV-1000 microhardness tester. For each coating, five indentations were made to accurately determine the average microhardness, employing a consistent load of 500 g and a hold time of 15 s for each test. Additionally, the analysis of residual stress within these coatings was conducted using a TLXRD X-ray stress analyzer (PROTO, Canada). This device operated with CrKα radiation, covering an angular range from −30° to 30°, advancing at a step size of 0.1° to ensure precise measurement across the coatings.
Tribological characterization
The tribological properties of the samples were rigorously evaluated using a UMT-2 ball-on-disc tribometer.18,19 Tests were performed with a consistent sliding speed of 5 mm/s and an applied force of 30 N (resulting in a corresponding contact stress of 1.96 GPa). A GCr15 ball with a diameter of 6.35 mm was employed as the counterpart for the frictional contact. The duration for each testing session was set at 30 min, and to ensure the repeatability and reliability of the results, the entire process was conducted three times. The coefficient of friction was accurately determined from the data collected by the UMT-2 tribometer. For a comprehensive analysis of the wear mechanisms, a Nanofocus AG 3D surface profiler was utilized to capture the topographical details of the wear tracks in both three-dimensional and two-dimensional cross-sectional views. Subsequently, the wear rates were quantitatively calculated based on a well-established mathematical equation.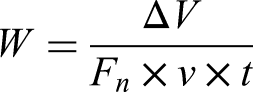
In the formula, W denotes the wear rate expressed in mm3·N−1·m−1, ΔV indicates the volume of wear measured in mm3, Fn refers to the force exerted in newtons, v represents the sliding speed in mm·s−1, and t signifies the test duration in seconds. Observations of the worn surfaces were carried out using SEM, while the elemental composition was analyzed through EDS.
Electrochemical tests
The evaluation of the electrochemical properties of the coatings was accomplished using an Autolab PGSTAT128N electrochemical workstation, which utilized a configuration of three electrodes for the testing protocol. The assessments were carried out at ambient temperature within a medium of 3.5 wt.% NaCl solution. The protocol for the potentiodynamic polarization curve involved scanning from −0.25 V to 0.45 V at a scanning progression of 1 mV·s−1. For the AC impedance tests, measurements spanned a broad frequency range from 1 × 105 Hz down to 1 × 10−1 Hz, applying a small signal amplitude of 5 mV. The fitting of the data from the potentiodynamic polarization curves and the Electrochemical impedance spectroscopy (EIS) was performed utilizing the capabilities of the ZSimDemo software.
Results and disscusion
Microstructure
The plasma cladding coating exhibits excellent metallurgical bonding, with no defects such as pores or cracks present in the coating or the heat-affected zone. For example, in the case of a 6 wt.% Ti coating, the upper region represents the coating area, while the lower region corresponds to the substrate. The coating thickness is approximately 2.8 mm, and the cross-sectional macroscopic morphology is depicted in Figure 2.
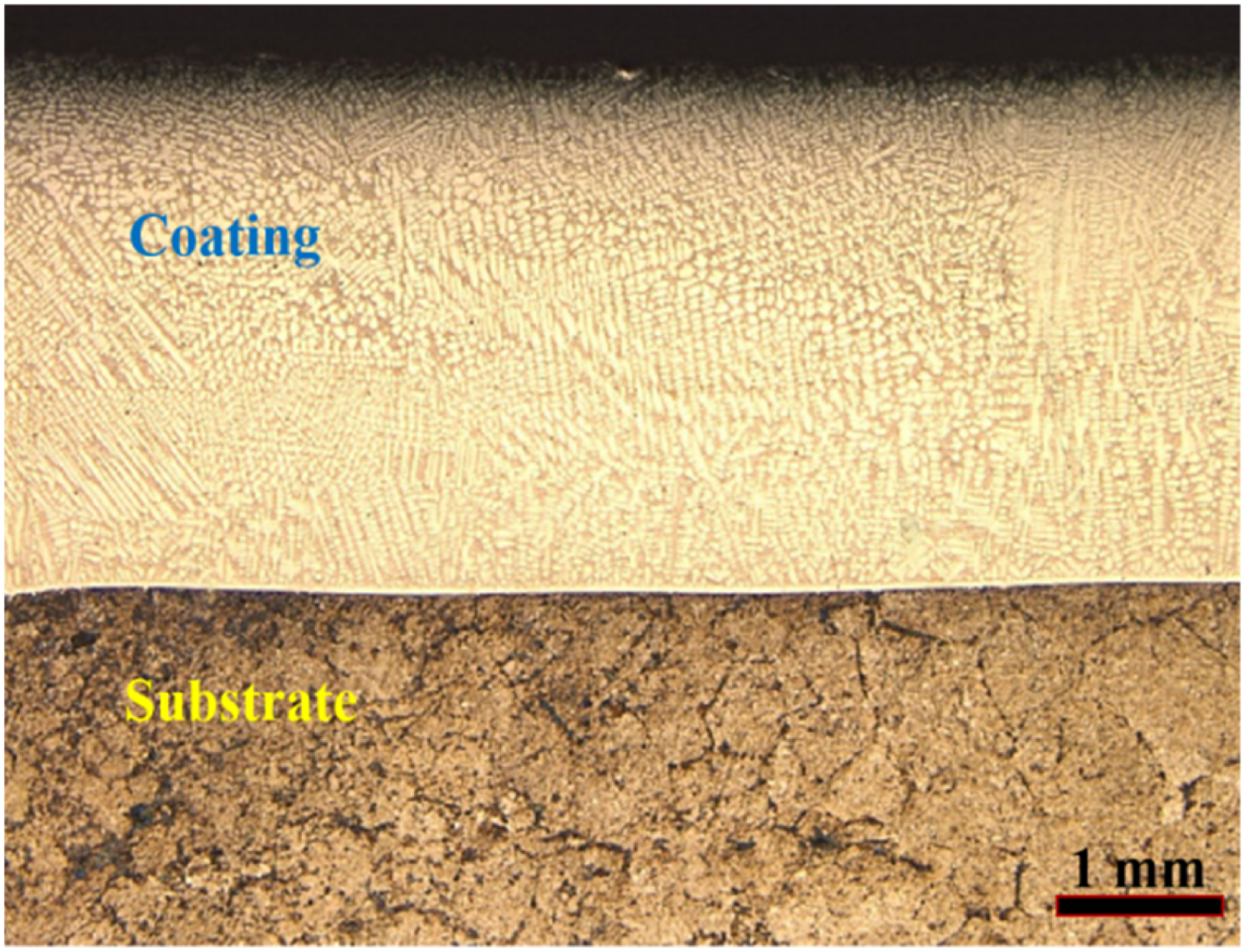
The cross-section morphology of the Ti/h-BN/Fe coating with 6 wt. % Ti.
The XRD patterns of the coatings with different Ti contents are shown in Figure 3. In the process of plasma cladding, due to the high temperature, the N and B atoms decomposed by h-BN can react with Ti to form hard phases such as TiN and TiB2, which can improve the hardness of the coating. In addition, Ti atoms can occupy part of the lattice of C atoms to form Fe (Cr, Ti) solid solution, which strengthens the coating together with (Fe, Cr)7C3, so that its wear resistance and corrosion resistance are improved accordingly.
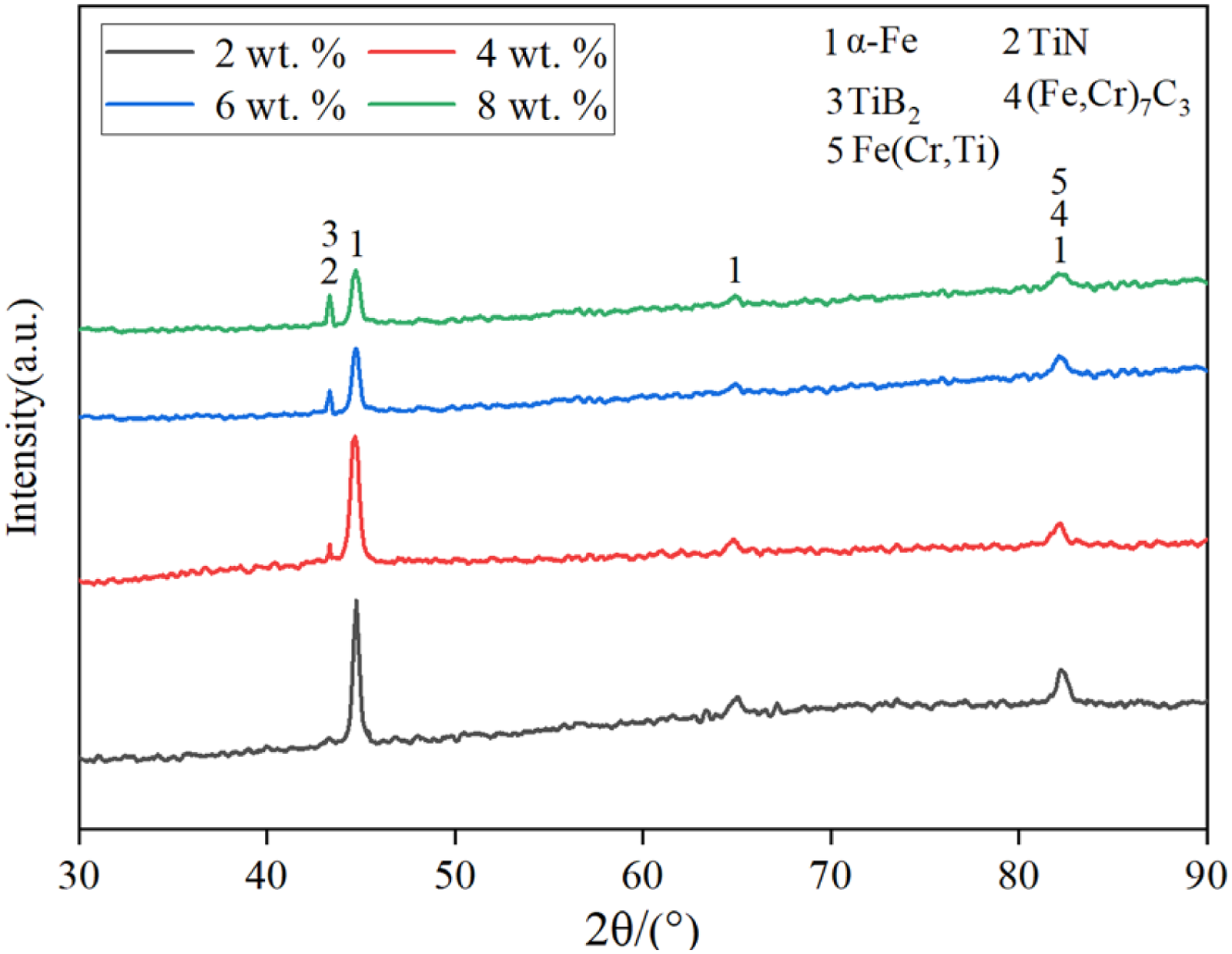
XRD patterns of Ti/h-BN/Fe coatings with different Ti contents.
Figure 4 delineates the microstructural composition of the Ti/h-BN/Fe composite coatings. Observations reveal a densely packed coating surface, devoid of common defects such as cracks, voids, and inclusions. The structural formation is predominantly characterized by a lattice of dendritic, columnar, and equiaxed crystals. This distinctive structure is largely governed by the G/R ratio, the ratio of the directional temperature G during crystallization to the rate of R, which critically influences the morphological characteristics of the coating. 20 Due to the relatively higher melting point of Ti as compared to other elements in the alloy powder, an increment in the Ti content notably enhances the thermal absorption capacity of the Ti/h-BN/Fe coatings. This increase in thermal absorption subsequently elevates the solidification rate, leading to a reduction in the G/R ratio. As a result, undercooling is significantly enhanced, facilitating the emergence of numerous critical nuclei. This environment constrains the expansion of dendritic structures, while promoting the formation of equiaxed grains that exhibit no particular directional orientation. 21
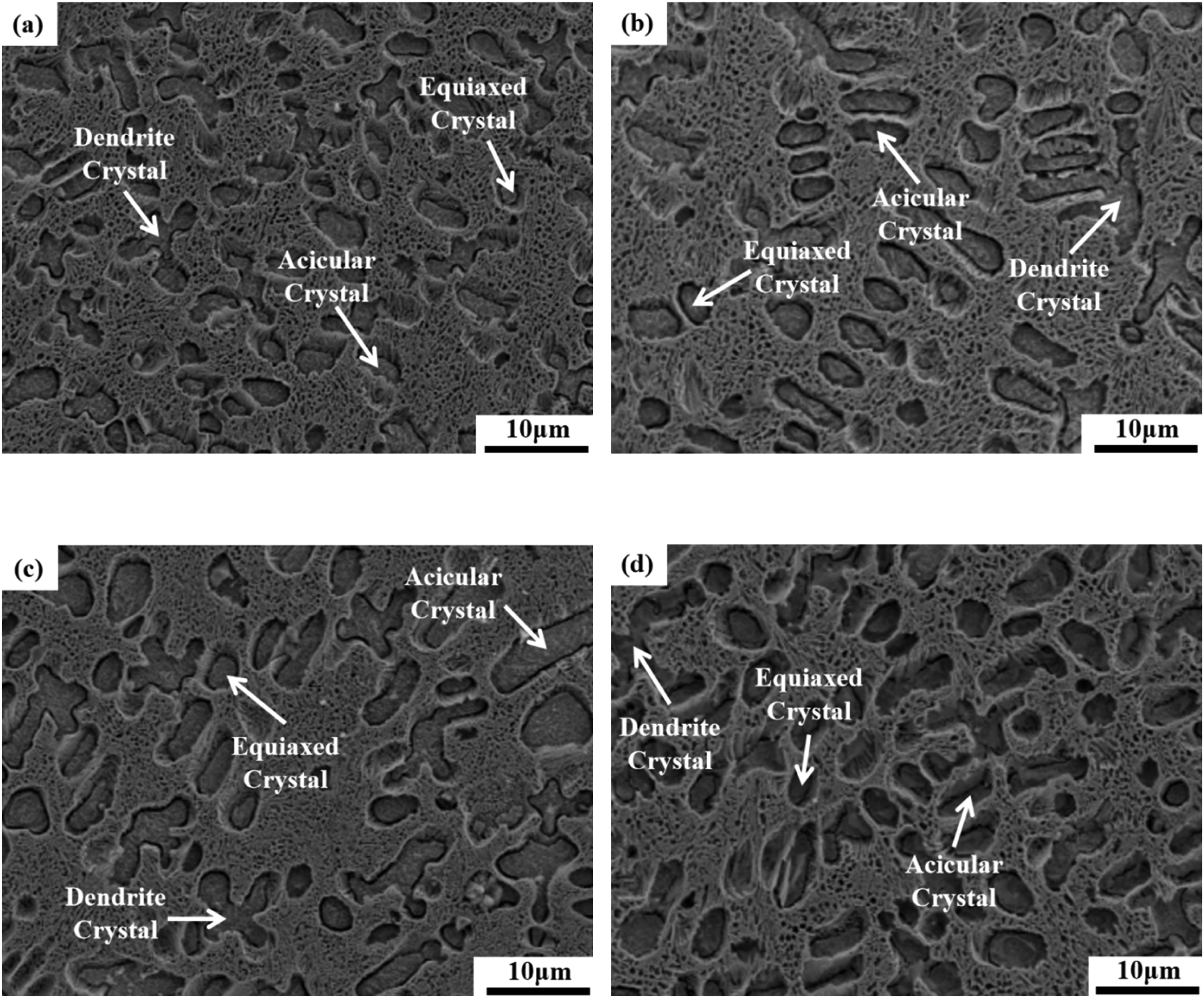
Microstructure of Ti/h-BN/Fe coatings with different Ti contents (a) 2 wt.%Ti; (b) 4 wt.% Ti; (c) 6 wt.%Ti; (d) 8 wt.%Ti.
Figure 5 depicts the elemental composition within the Ti/h-BN/Fe coating, which includes 6 wt.% Ti. Detailed analysis reveals that regions with dendritic structures are predominantly enriched with the iron element, while the spaces between these dendrites feature a high concentration of carbon. The patterns in which Ti, C, N, and B are distributed throughout the coating indicate the presence of hard phases like TiC, TiN, and TiB₂, formed within the matrix. These compounds, arising from the interaction of Ti with C, N, B, and other elements, substantially augment the coating's resistance to wear. Furthermore, the outermost layer of the coating is primarily composed of TiO₂, along with a minor fraction of a reduced valence oxide, TiO_X (1 < x < 2), which constitutes the passive film. This film is instrumental in reducing the penetration of corrosive media into the substrate, thus significantly enhancing the corrosion resistance of the coating. 22
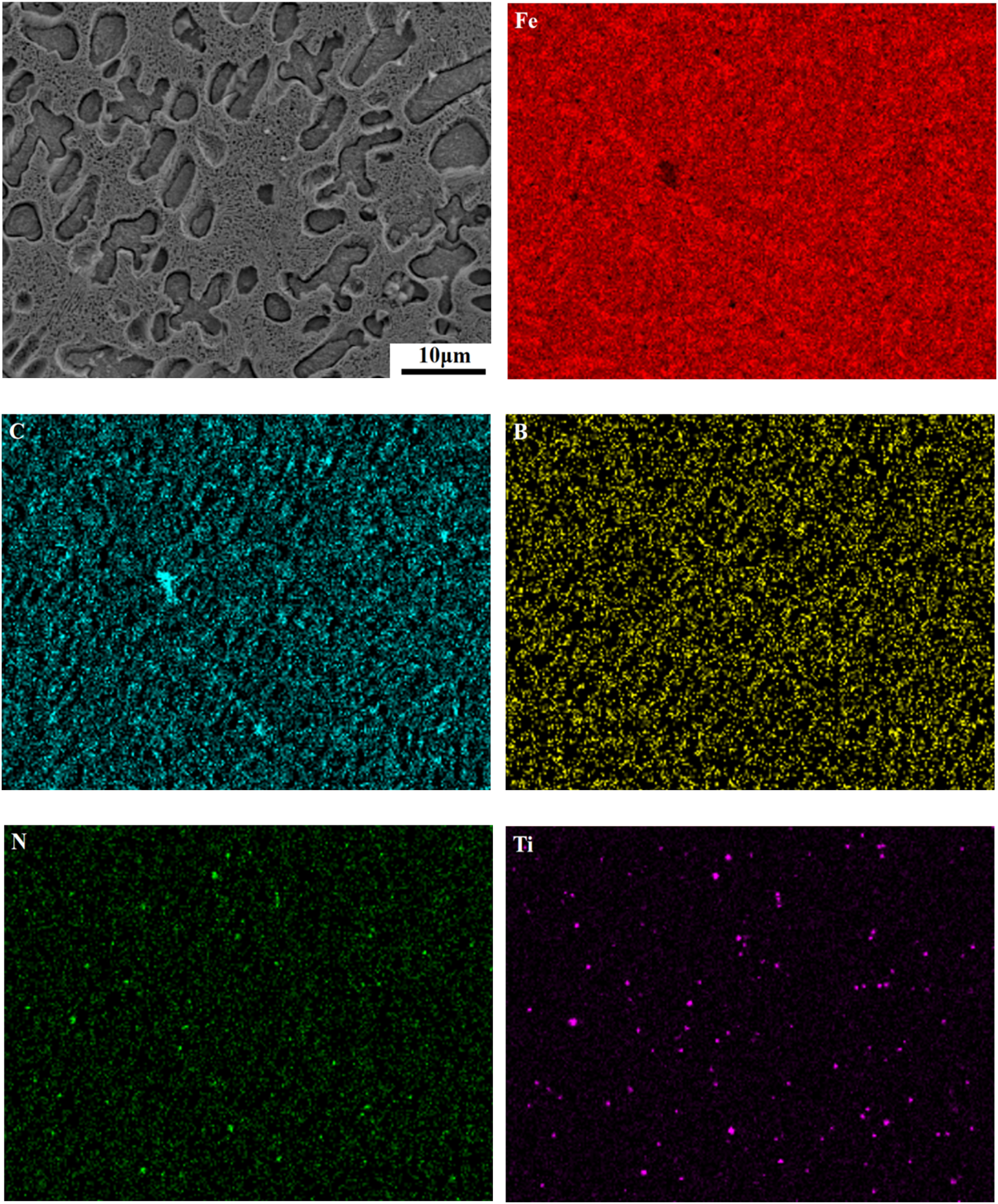
EDS analysis of of the Ti/h-BN/Fe coating with 6 wt.% Ti.
Microhardness and residual stress
Figure 6 presents the surface and gradient microhardness profiles for the Ti/h-BN/Fe series coatings. As depicted in Figure 4(a), a surface microhardness of 770.4 HV0.5 is recorded at a Ti content of 2 wt.%. This microhardness increases to 833.5 HV0.5 with the Ti content elevated to 4 wt.%. A further increment in Ti to 6 wt.% boosts the surface microhardness to 850.8 HV0.5, and an increase to 8 wt.% Ti results in a peak microhardness of 911.2 HV0.5. The trend clearly shows a progressive increase in microhardness correlating with higher Ti concentrations. The microhardness gradient displayed in the sample illustrates a layered structure from the surface down to the substrate, which includes the coating, the heat-affected zone, and the substrate, in that order. Titanium's larger atomic radius contributes to lattice distortion, which facilitates solid solution strengthening. 23 Furthermore, the addition of Ti leads to the development of a substantial volume of BCC phase structures within the coating, complicating dislocation movement and thereby enhancing hardness. 24 During the plasma overlay process, enhanced heat dissipation from both the coating surface and the substrate increases the cooling rate, promoting the formation of fine dendritic structures. The rapid solidification characteristic of plasma overlay inhibits excessive grain growth, thus contributing to a fine grain strengthening effect.25,26 Moreover, the coating's structure incorporates a significant presence of hard phases like TiN, TiC, and TiB2. These phases interact with the matrix to not only enhance the structural uniformity of the coating but also significantly augment its hardness.27–30
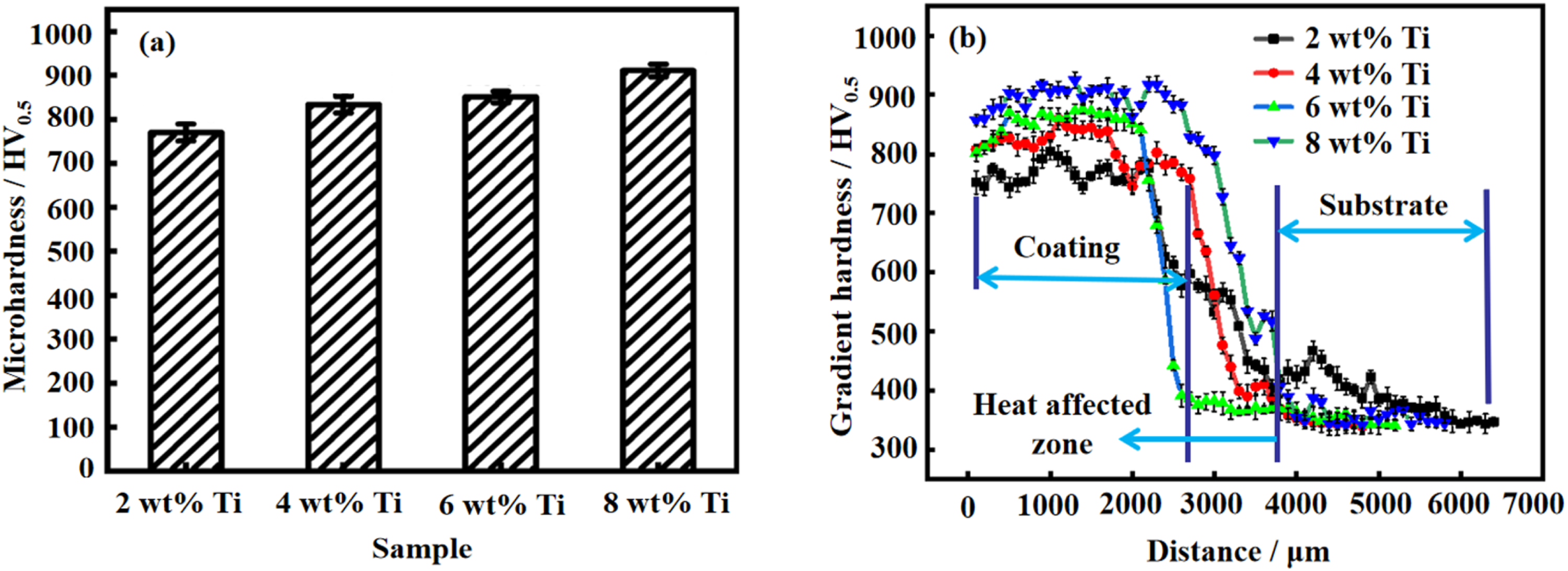
The microhardness of the Ti/h-BN/Fe coating with different Ti contents: (a) surface microhardness; (b) gradient microhardness.
Figure 7 displays the surface residual stress measurement results for the Ti/h-BN/Fe series coatings. As indicated in Figure 7, at a Ti concentration of 2 wt.%, the surface exhibits a residual compressive stress of 611.4 MPa. When the Ti content is increased to 4 wt.%, this stress value escalates to 687.1 MPa. Subsequent elevation of Ti to 6 wt.% sees the compressive stress further rise to 709.9 MPa. Continuing this trend, at 8 wt.% Ti, the surface residual compressive stress attains a maximum of 755.6 MPa. There is a clear trend of increasing residual compressive stress in proportion to the Ti content within the coatings. Elevated residual compressive stress is instrumental in counteracting the tensile forces applied by external loads, bolstering resistance against the plastic deformation typical in wear scenarios, and effectively hindering the growth of fatigue cracks. These attributes are crucial for enhancing the durability and extending the service lifespan of components treated with these coatings.31,32
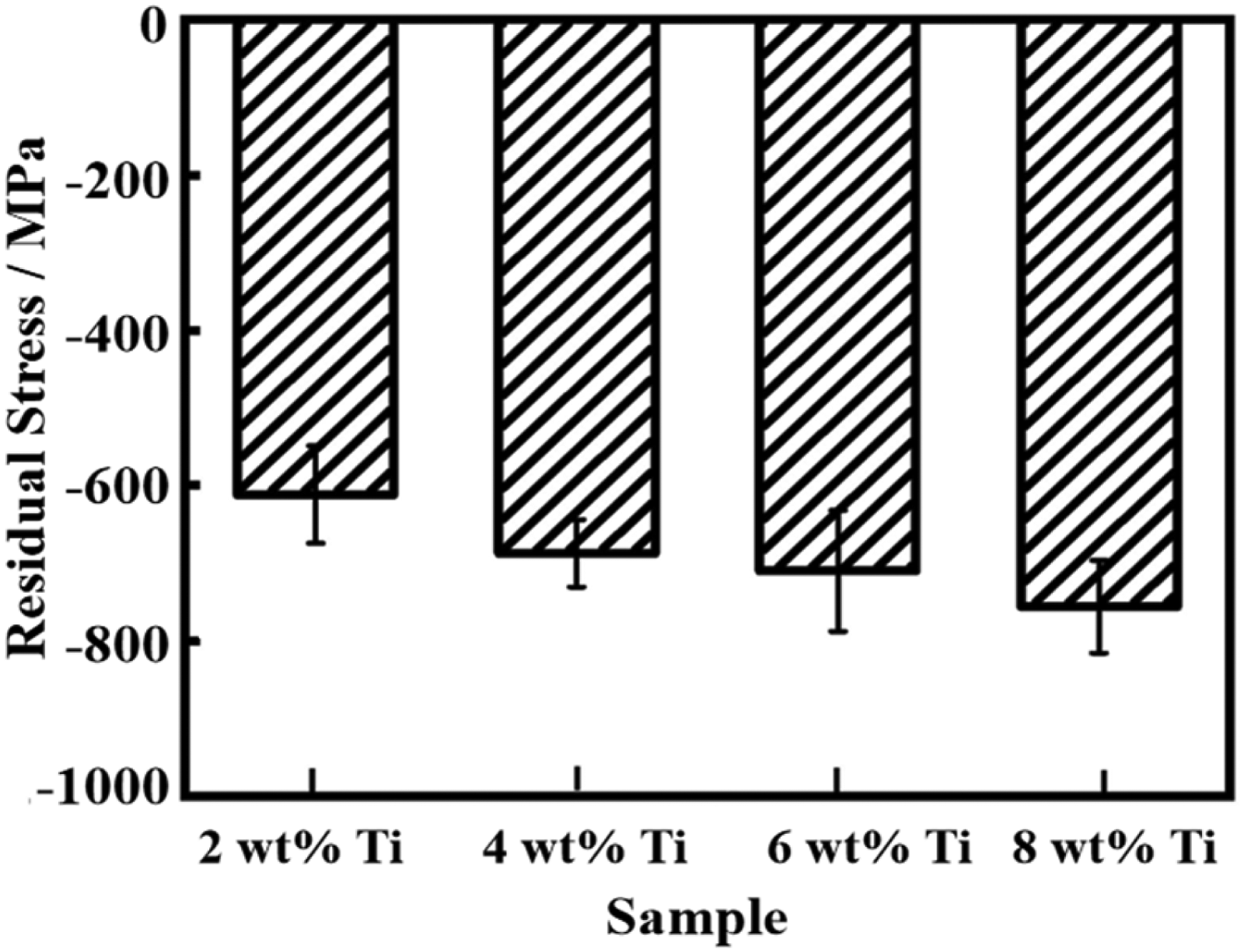
Residual stress of the Ti/h-BN/Fe coating with different Ti contents.
Tribological property
Figure 8 demonstrates the dynamic behavior of both the instantaneous and average friction coefficients for the series of Ti/h-BN/Fe coatings. Displayed in Figure 8(a), initially, the friction coefficient experiences a sharp increase, signaling the commencement of a running-in phase, followed by periodic fluctuations around a baseline value. This behavior underscores the relationship between the evolving contact area and the inherent roughness of the interacting surfaces. In the initial stages of friction, the presence of static friction leads to a swift rise in the friction coefficient. As the process evolves, this static friction gives way to dynamic friction, which briefly reduces the frictional forces. Nonetheless, the unevenness of the sample's surface due to microasperities disrupts the smooth sliding of the contacting bodies, subsequently causing increases in the friction coefficient. As friction continues, these surface asperities fracture and wear away, which is characterized by abrasive wear and results in a marked decrease in the friction coefficient. With continued wear, the surface of the metal undergoes significant alterations, forming a new wear surface that ushers the system into a stable wear phase, where the friction coefficient stabilizes and oscillates within a narrow range.33,34 According to Figure 8(b), the average friction coefficient when the Ti content is at 2 wt.% is recorded at 0.391. This coefficient rises to 0.429 with an increase to 4 wt.% Ti, decreases slightly to 0.387 at 6 wt.% Ti, and peaks at 0.514 when the Ti content reaches 8 wt.%.
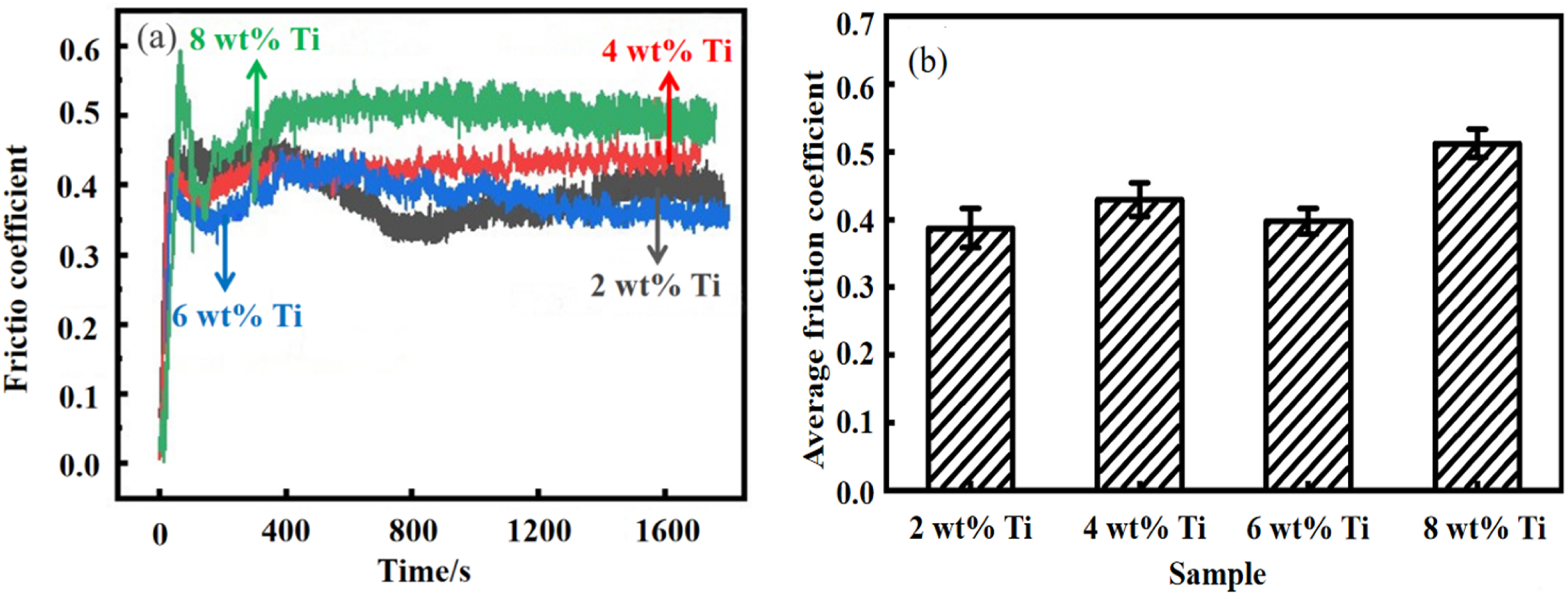
Friction coefficient of the Ti/h-BN/Fe coatings with different Ti contents: (a) instantaneous friction coefficient; (b) average friction coefficient.
Figure 9 presents the three-dimensional morphology of the wear tracks observed on the Ti/h-BN/Fe series coatings, with variations in Ti content influencing the measurements. Specifically, at a Ti content of 2 wt.%, the dimensions of the wear track include a width of 703.1 μm and a depth of 6.12 μm. As the Ti content is increased to 4 wt.%, there is a notable alteration in the wear track dimensions, with the width expanding to 868.3 μm and the depth reducing to 3.90 μm. Continuing this trend, at 6 wt.% Ti, the width of the wear track decreases to 634.4 μm while the depth increases to 5.41 μm. With the Ti content further elevated to 8 wt.%, the dimensions of the wear track are measured at 908.7 μm in width and 5.5 μm in depth. These measurements clearly illustrate how adjustments in Ti concentration affect the wear resistance properties of the coatings. Each increment in Ti content not only changes the physical dimensions of the wear tracks but also suggests alterations in the material's ability to withstand wear, with variations in width and depth indicative of the mechanical interactions at the surface.
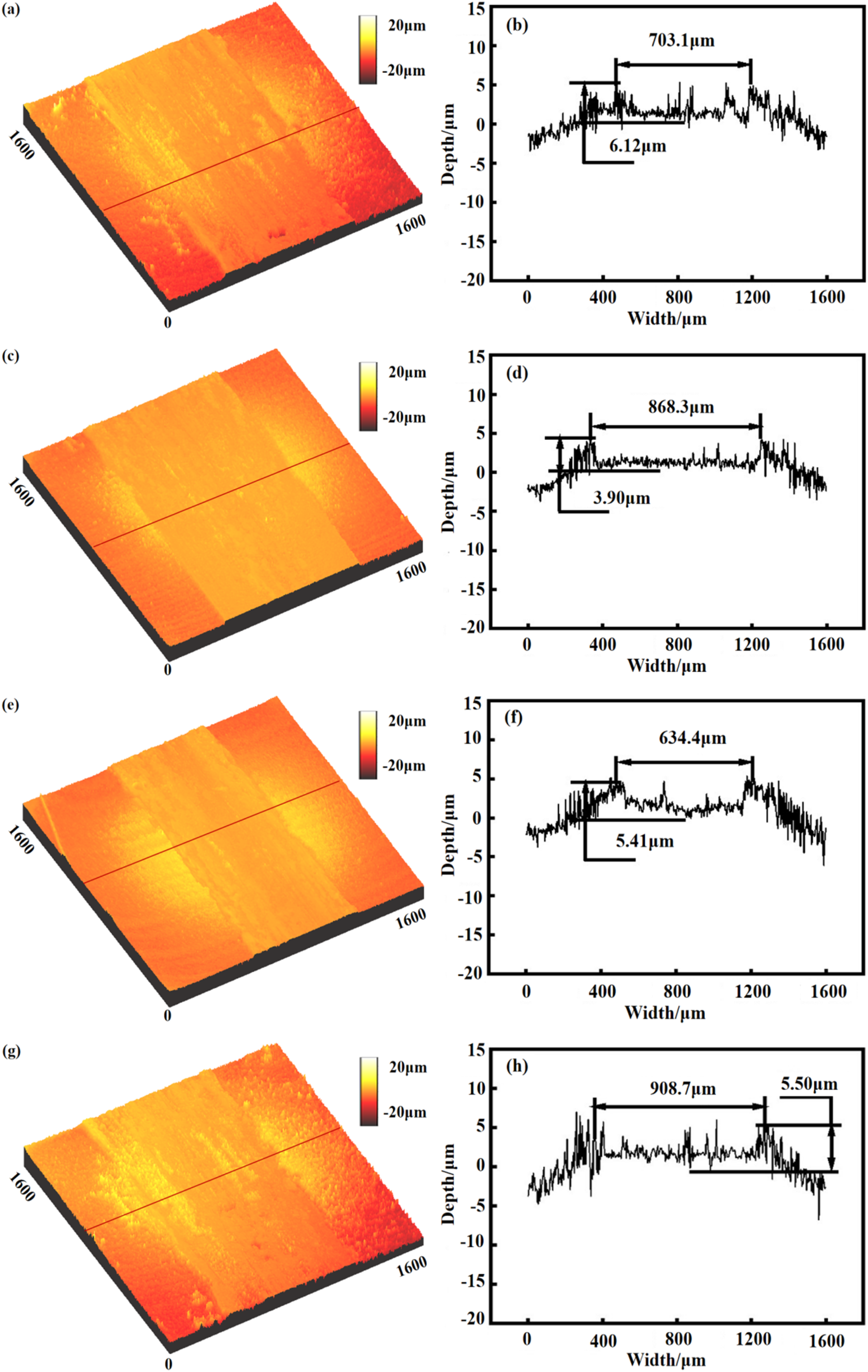
3D morphology of wear scars of the Ti/h-BN/Fe coatings with different Ti contents: (a) and (b) 2 wt.%; (c) and (d) 4 wt.%; (e) and (f) 6 wt.%; (g) and (h) 8 wt.%.
Figure 10 delineates the wear rates of the Ti/h-BN/Fe series coatings correlated with varying levels of Ti content. Observations indicate that at a Ti concentration of 2 wt.%, the coating exhibits a wear rate of 3.9 × 10−3 mm3·N−1·m−1. Upon increasing the Ti to 4 wt.%, there is a discernible increase in the wear rate to 4.3 × 10−3 mm3·N−1·m−1. Further elevation of the Ti content to 6 wt.% results in a decrease in the wear rate to 3.7 × 10−3 mm3·N−1·m−1, representing the lowest wear rate achieved among the variants tested. Conversely, when the Ti level reaches 8 wt.%, the wear rate escalates to its peak at 4.6 × 10−3 mm3·N−1·m−1. This pattern of wear rates suggests that the Ti content initially enhances the wear rate, which then decreases to a minimum before rising again as the Ti content increases. The optimal wear resistance observed at 6 wt.% Ti is attributed to in-situ reactions between Ti and elements such as carbon, nitrogen, and boron during the deposition process, which foster the formation of hard phases that serve as barriers against the abrasion from particulate matter. This effect, coupled with the fine grain strengthening and the reinforcement provided by hard phases, significantly boosts the durability of the coating. However, increasing the Ti content further to 8 wt.% results in the highest wear rate observed. This increase is primarily due to the instability of high concentrations of pure Ti powder in the coating mixture, which tends to react intensely during the deposition process. Such reactions promote the formation of uneven phase distributions and irregular microstructures that adversely impact the coating's ability to resist wear.
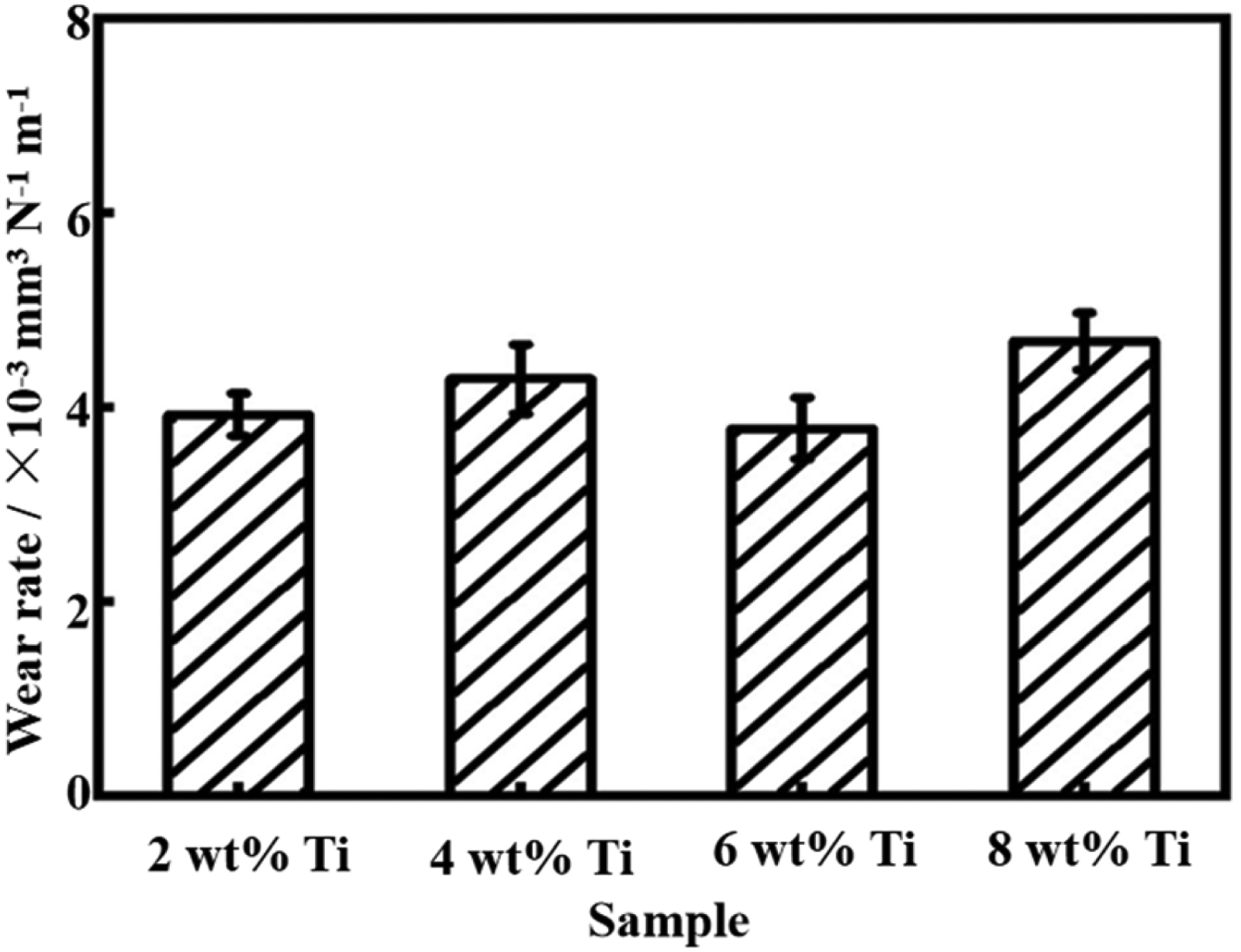
Wear rate of the Ti/h-BN/Fe coatings with different Ti contents.
Figure 11 depicts the impact of different Ti contents on the wear morphology of the Ti/h-BN/Fe series coatings. At a Ti level of 2 wt.%, the observed wear surface predominantly features an accumulation of wear debris, primarily indicative of adhesive wear mechanisms. When the Ti percentage increases to 4 wt.%, the wear surface exhibits a significant increase in wear debris along with evident adhesive pit, strongly suggesting the prevalence of adhesive wear. Progressing to 6 wt.% Ti, the wear characteristics change subtly, with the emergence of less wear debris and only minor furrows, indicating a reduction in wear severity. Elevating the Ti content to 8 wt.% results in the adhesion and furrow phenomenon of materials are further aggravated, demonstrating a complex interaction of adhesive and abrasive wear mechanisms. Notably, the coating with 6 wt.% Ti showcases the most favorable tribological performance, attributed to its highly uniform microstructure and the effective reinforcement provided by the hard phases incorporated during the coating process. These phases are instrumental in enhancing the coating's resistance to wear, effectively reducing the penetration and impact of abrasive particles on the surface.35–37
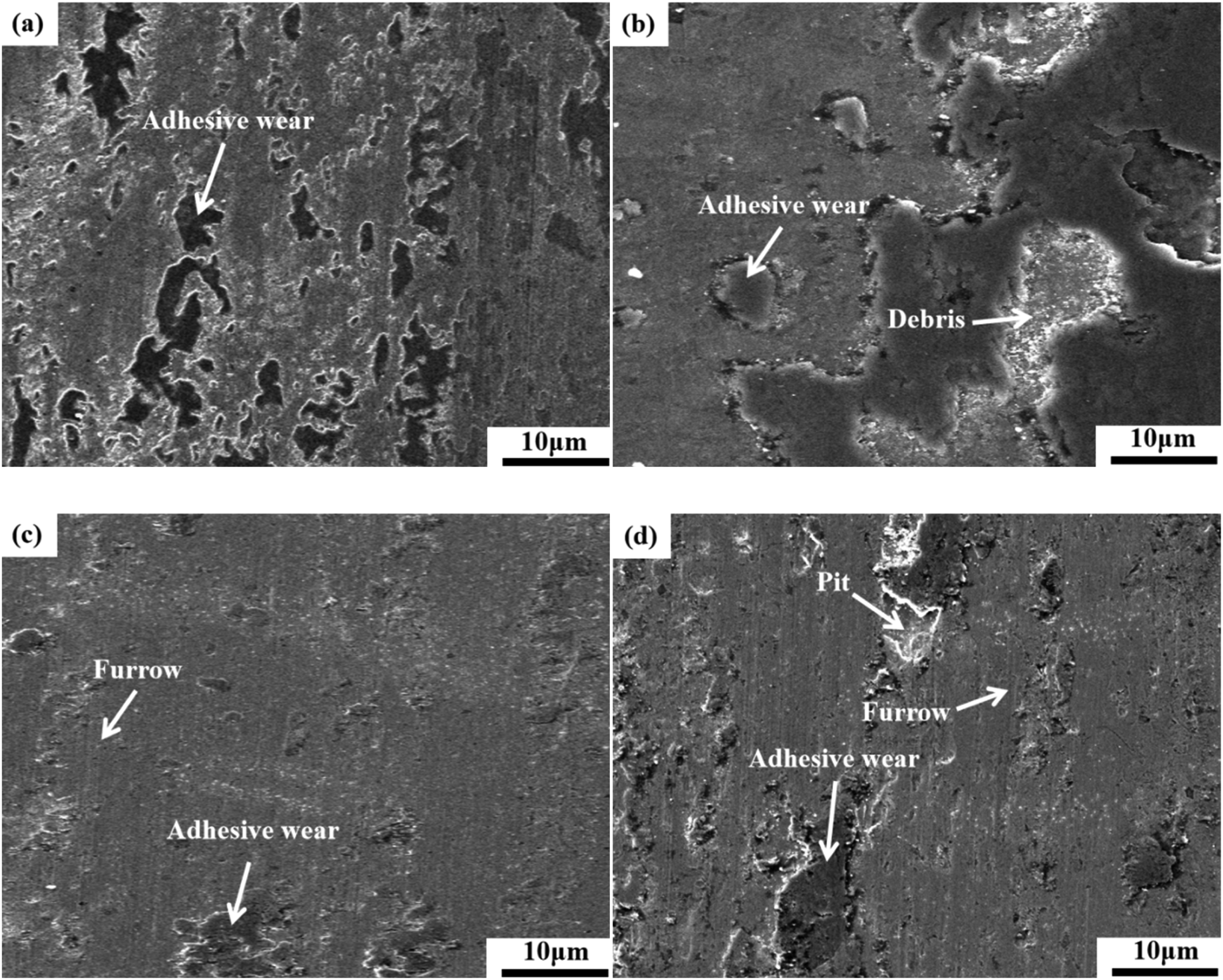
The wear morphology of the Ti/h-BN/Fe coatings with different Ti contents (a) 2 wt.%; (b) 4 wt.%; (c) 6 wt.%; (d) 8 wt.%.
Electrochemical performance
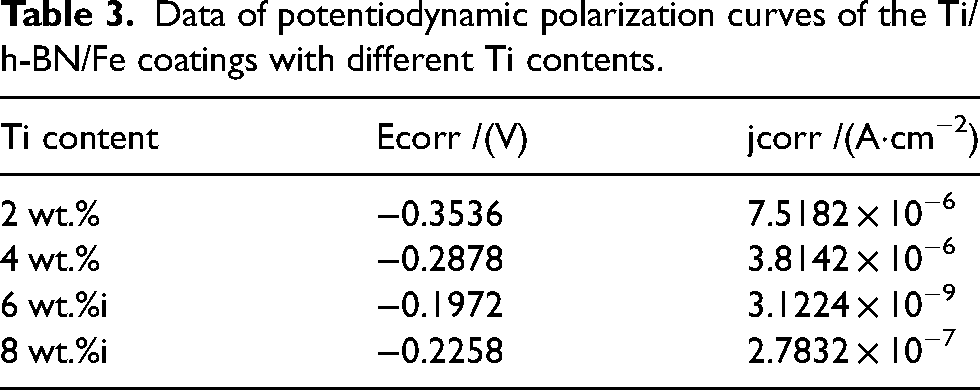
Figure 12 illustrates the potentiodynamic polarization curves associated with Ti/h-BN/Fe coatings, and the corresponding electrochemical parameters are comprehensively detailed in Table 3. The shape of these curves is notably consistent across coatings with varying Ti contents, all exhibiting a significant passivation transformation in the anodic region. This transformation facilitates the formation of a durable passivation zone on the surface of the coatings, indicative of their enhanced corrosion resistance properties. According to the data in Table 3, a noticeable trend is observed wherein the self-corrosion potential (Ecoor) of the coatings progressively increases from −0.3536 V to −0.1972 V as the Ti content is augmented from 2 wt.% to 6 wt.%. This elevation in Ecoor suggests a decreased susceptibility to corrosion. In parallel, the corrosion current density (jcorr) undergoes a substantial reduction, shifting from 7.5182 × 10−6 A·cm−2 to 3.1224 × 10−9 A·cm−2, clearly indicating a drastic slowdown in the rate of corrosion. The progression in Ti concentration from 2 wt.% to 6 wt.% results in a dual-phase behavior of Ecoor, initially rising before a subsequent decrease, whereas jcorr exhibits a consistent downward trajectory, highlighting a weakening in corrosion tendency that is followed by a minor resurgence, and a sustained reduction in the corrosion rate. When the Ti content reaches 8 wt.%, the Ecoor shifts back towards a more negative value relative to the 6 wt.% Ti, implying a slight increase in corrosion susceptibility. This phenomenon is largely attributed to the segregation of Ti at the grain boundaries when its concentration exceeds optimal levels, leading to an uneven compositional distribution within the coating and diminishing its corrosion resistance as noted in reference. 38 Conversely, with 6 wt.% Ti, the element distribution within the coating is more uniform, and the oxide film formed is denser, providing effective passivation and notable corrosion resistance as corroborated by reference. 39 Consequently, both excessive and insufficient levels of Ti content prove detrimental to the overall corrosion resistance of the coating.
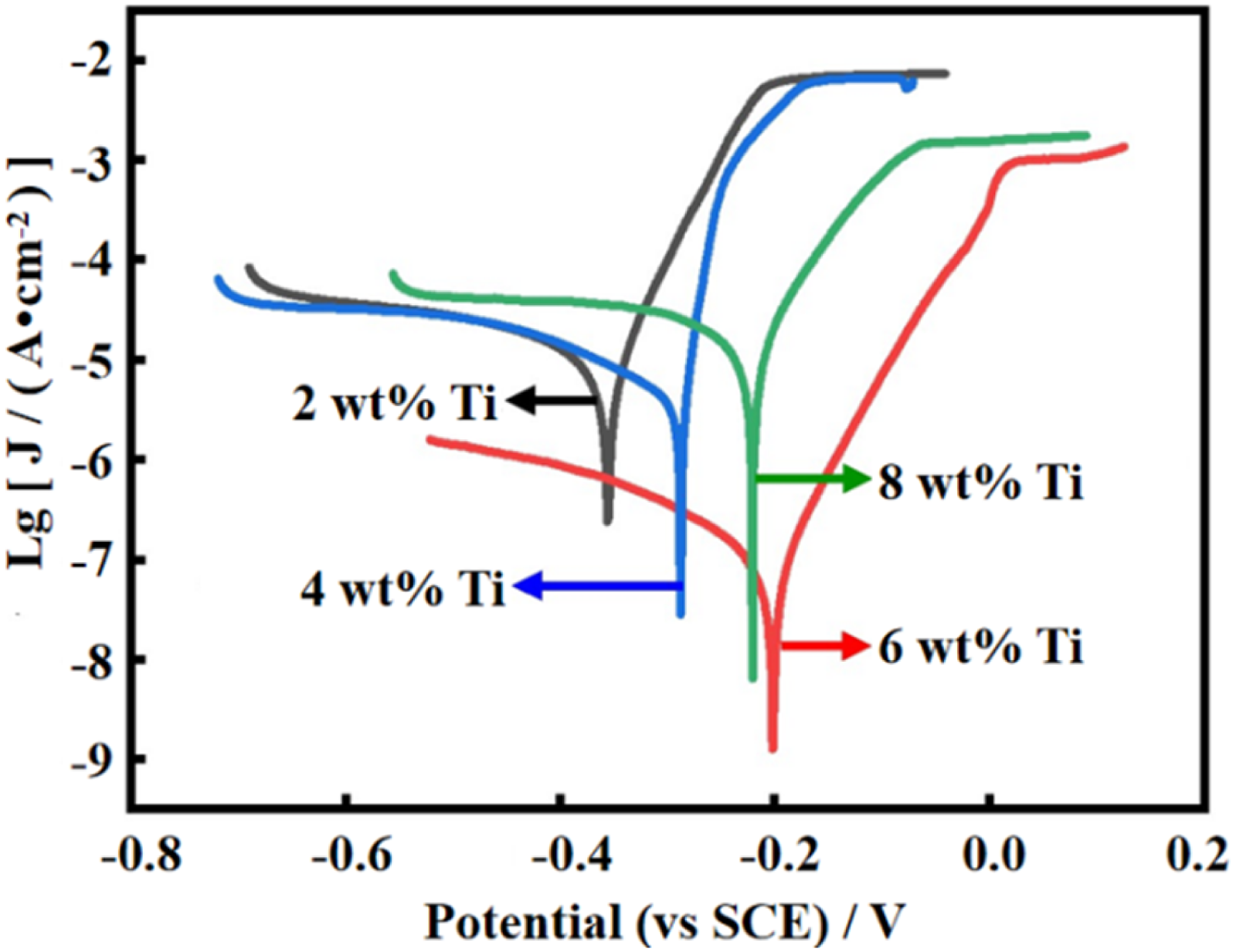
Potentiodynamic polarization curves of the Ti/h-BN/Fe coatings with different Ti contents.
Data of potentiodynamic polarization curves of the Ti/h-BN/Fe coatings with different Ti contents.
Electrochemical impedance spectroscopy (EIS) results are delineated in Figure 13 to extend the comparison of the corrosion resistance across the coatings. Nyquist plots in Figure 13(a) reveal that each impedance spectrum manifests a semicircular profile, with the diameter of the capacitance loops of the Ti/h-BN/Fe coatings broadening as the Ti concentration is increased from 2 wt.% to 6 wt.%. At a Ti content of 6 wt.%, the largest loop radius is observed, indicative of a more compact structure which confers enhanced resistance to corrosion on the surfaces of the coatings. 40 Figure 13(b) presents the Bode plots for these coatings, demonstrating that the 6 wt.% Ti coating extends over a wider frequency range in linear behavior compared to the 4% Ti coating, reflecting the enhanced stability of the passivation film on its surface. The stability of this film correlates with a marked improvement in the corrosion resistance at this Ti concentration. Phase angle measurements shown in Figure 13(c) confirm that at 6 wt.% Ti, the phase angle peaks at 69.05°, underscoring the superior corrosion resistance of this coating. Figure 13(d) illustrates the equivalent circuit models for coatings with varying Ti percentages, and Table 4 lists the parameters for these models. The equivalent circuit (EEC) includes components such as the solution resistance (R1), the passive film capacitance (Qt), the coating resistance (Rt), the inductive capacitance (Qj), and the inductance resistance (Rj). Both Qt and Qj exhibit a decline followed by an increase as the Ti content adjusts, whereas Rt and Rj initially rise before falling as the Ti concentration changes. Specifically, when the Ti content reaches 6 wt.%, the values for Qt and Qj are recorded at 2.090 × 10−6 Ω−1·cm−2·sec−n and 1.259 × 10−5 Ω−1·cm−2·sec−n respectively, with Rt and Rj measuring 1162 Ω·cm² and 7981 Ω·cm². The findings from these EEC parameters corroborate those from the potentiodynamic polarization curves, demonstrating that the 6 wt.% Ti coating maintains the most stable passivation film and exhibits the highest corrosion resistance (Figure 12 and Table 3).
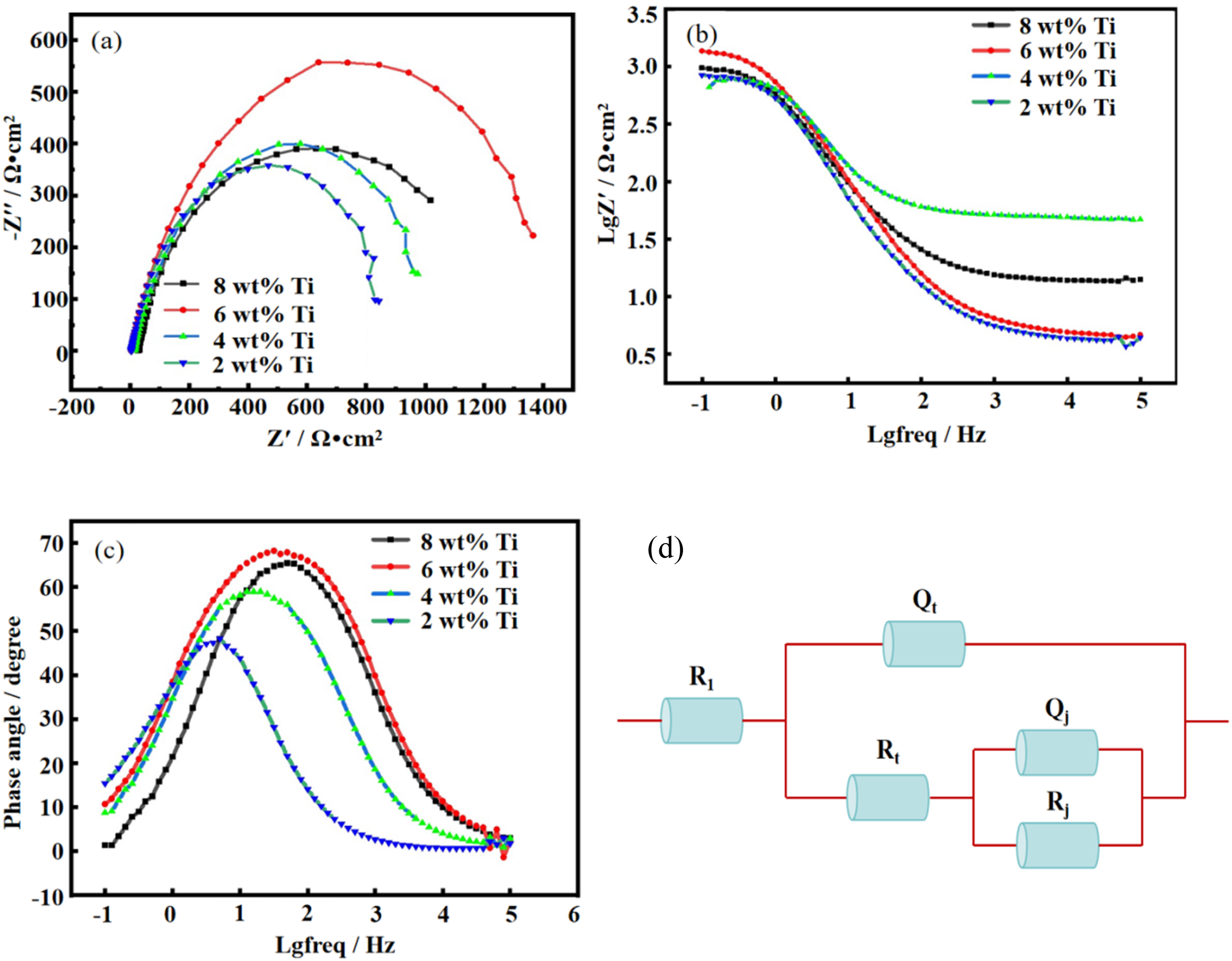
EIS spectra of the Ti/h-BN/Fe coatings with different Ti contents in 3.5 wt% NaCl solution: (a) Nyquist plots; (b) Bode plots; (c) phase angles; (d) equivalent circuit models.
Equivalent circuit corresponding to EIS for the Ti/h-BN/Fe coatings with different Ti contents.

Conclusion
Plasma arc cladding was utilized to fabricate Ti/h-BN/Fe coatings with varying Ti concentrations, followed by assessments of their microstructural characteristics, mechanical attributes, tribological behavior, and corrosion resistance. The key findings are summarized below:
Introduction of varying amounts of Ti into the coatings leads to the formation of dendritic, columnar, and equiaxed crystals within the microstructure of the Ti/h-BN/Fe coatings. The morphology of the surface is notably compact, devoid of any prominent defects like cracks, voids, or inclusions. A progressive increase in Ti content from 2 wt.% to 8 wt.% correlates with enhancements in both the microhardness and the residual stress on the surface of the coatings. Variations in Ti content influence the tribological properties, where the average friction coefficient and wear rate initially escalate, subsequently decline, and then ascend again. Optimal tribological performance is observed at a Ti content of 6 wt.%, characterized by the lowest friction coefficient of 0.387 and a wear rate of 3.7 × 10−3 mm3·N−1·m−1. The wear surfaces exhibit minimal detached particles and adhered wear debris, indicative of adhesive wear as the predominant wear mechanism.
Electrochemical studies reveal that increases in Ti content affect the Ecoor and jcorr in a complex manner: Ecoor first rises and then falls, whereas jcorr decreases before increasing. At a Ti concentration of 6 wt.%, the coating achieves the highest Ecoor of −0.1972 V and the lowest jcorr of 3.1224 × 10−9 A·cm−2, signifying exceptional corrosion resistance at this level of Ti incorporation. Therefore, the coating with 6 wt.% Ti exhibits the best wear resistance and corrosion resistance, which provides a theoretical foundation for the potential application of such coatings on railway tracks.
Footnotes
Acknowledgements
The project was supported by the Major Science and Technology Projects of Henan Province (No. 221100210500) and the National Natural Science Foundation of China (Grant No. 51905153).
Author contribution(s)
Data availability
Data that support the findings of this report are available from the corresponding author upon request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China, (grant number 51905153).