
Abstract
The effect of friction stir processing (FSP), as a solid-state material modification technique, was studied on the microstructure, mechanical properties, and corrosion behavior of Zn-4Al biodegradable alloy. The results showed that applying FSP under the optimized condition (25 mm/min and 900 rpm) significantly enhanced the mechanical properties where compared to the as-cast Zn-4Al alloy, the hardness, ultimate tensile strength (UTS), and fracture strain were improved by about 45%, 30%, 310%, respectively. Applying FSP also enhanced the corrosion behavior where compared to the as-cast condition the average corrosion current and corrosion rate were decreased from 9.63×10−6 A/mm 1 to 1.38×10−6 A/mm 1 and from 0.031 mm/year to 0.025 mm/year, respectively.
Introduction
Zn-based alloys have been introduced as a new category of degradable biomaterials. This is because Zn is a necessary to the human body trace element which is present in over 300 enzymes and a larger number of other proteins. It must be available in adequate amounts for cell development, division, and function, as well as for the metabolism of proteins and nucleic acids.1,2 From the biodegradation (corrosion) behavior point of view, the Zn electrode potential (–0.763 V) lies between that of Fe (–0.444 V) and Mg (–2.372 V) indicating its significant chemical activity. This promotes the formation of a passive layer of moderate stability on the surface of the pure Zn causing an intermediate deterioration rate. 3 In addition, due to the low melting temperature, low chemical reactivity in molten state, and superior machinability, Zn and its alloy are categorized as easy to processing materials. 4
However, the low strength and plasticity of pure Zn, which are inadequate for the majority of medical applications, significantly restrict its usage as a possible biodegradable material.4,5 On this basis, efforts such as severe plastic deformation, hot deformation, and alloying have been made to enhance its mechanical properties.4–6
Aluminum is one of the widely-used alloying elements in biomedical implant materials.5,7 According to Bowen et al., 7 an increase in the Al content to 5.5 wt. % increased the strength of Zn-Al alloy but adversely affected its elongation. The maximum yield (240±7 MPa) and UTS (308±68 MPa) were observed at 5 wt. % Al whilst the maximum elongation of 31 ± 3% was reported in Zn-3Al. Mostaed et al. 8 showed that the addition of Al up to 1 wt. % enhanced the strength and elongation of pure Zn but to an extent that is lower than the standards for implant applications. Demirtas et al. 9 reported an extreme increase (∼1000%) in the elongation of Zn-0.3Al alloy through equal channel angular pressing (ECAP). Bowen et al. reported that the Al addition substantially improved the UTS and elongation of hot-rolled Zn-3Al and Zn-5Al alloys to higher than 308 MPa and 31%, respectively. 5
However, due to reports on neurotoxicity/Alzheimer's disease susceptibility of Al 10 its concentration in biodegradable alloys is generally tried to be kept to a minimum. Therefore, the benchmark properties should be attained through alloying with non-toxic to the human body elements and/or post-processing techniques. Wang et al. 11 reported the promising mechanical and corrosion properties, biocompatibility, and hemocompatibility in hot-extruded Cu- and Mg- added Zn-4Al alloy. The combined effect of Mg and Bi was also investigated by Bakhsheshi-Rad et al. 12 They showed that the Bi-containing alloys exhibit slightly lower corrosion resistance but higher mechanical properties and were determined to be biocompatible based on the MTT assay.
FSP is a thermomechanical technique capable of effective mechanical properties improvement of engineering alloys. In this process, a specifically-made rotating tool is inserted into the material surface until its shoulder makes contact with the surface. After reaching the desired temperature and plasticity through frictional heating/material mixing, the tool advances in the desired direction along the surface. This causes the refinement, homogenization, and densification of the material in the stirred zone. 13
Despite extensive research on FSP of Zn-based alloys, limited attention has been devoted to its application in Zn-Al biodegradable alloys. To address this gap, the present study explores the FSP potential in microstructural refinement and mechanical properties corrosion resistance enhancement of Zn-4Al alloy. Notably, due to concerns regarding the systemic biocompatibility of released Al during biodegradation, its concentration was maintained below the reported safe threshold (∼5 wt. %). 7
Experimental procedure
Using a SiC crucible, the Zn–4Al alloy was prepared in an electrical resistance furnace (3-phase AZAR-VM60L-1200, 14 kW). Towards this end, pure Zn ingots (99.99 wt. %) were charged and melted under the protection of ZnCl2-based flux. After the addition of the appropriate amounts of pure Al (99.9 weight percent) the melt was alternatively stirred by using a stainless steel rod. Following the removal of the dross, the molten alloy was gently stirred and poured into a cast-iron mold with the dimension/geometry depicted in (Figure 1(a)) at a temperature of roughly 870 °C. The average cooling rate of the mold was determined to be around 4.1°C/s. Table 1 displays the alloy's average chemical composition.
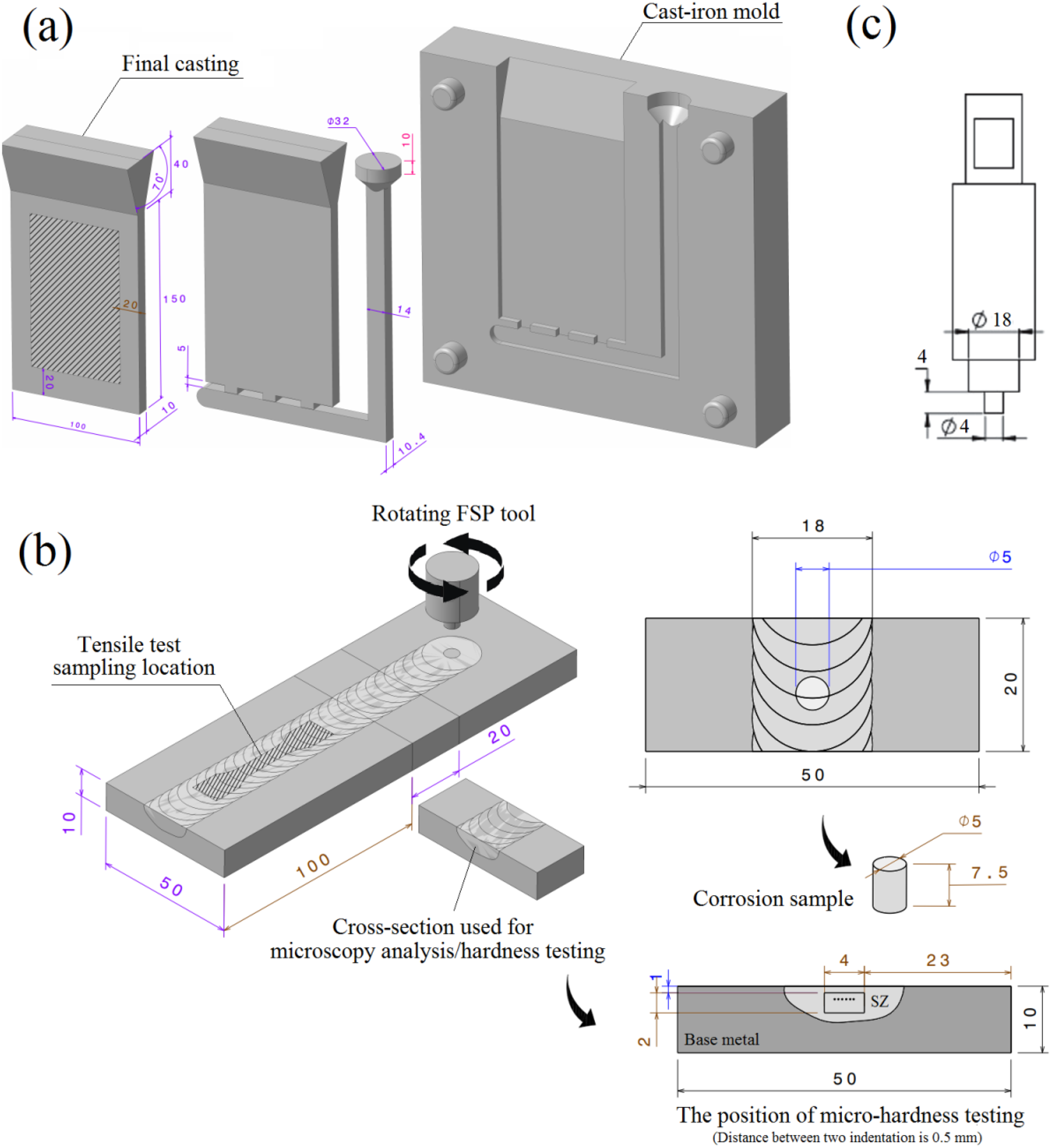
Schematic illustrations indicating the geometry and dimensions of (a) cast-iron mold and final casting, (b) FSP setup, and (c) FSP tool.
Chemical composition of the base Zn-4Al alloy, wt. %.
Single pass FSP (Figure 1(b)) was carried out at varying parameters as provided in Table 2. Tool design plays a crucial role in mechanical property improvement and uniformity across the process region. 13 Thus, a hardened (58 ± 2 HRC) plain cylindrical AISI H13 tool with the size and shape shown in Figure 1(c) was used for FSP. Considering the low melting point of the experimental alloy, the geometry and dimension of pin tool along with the process parameters were selected to fine tune the tool-workpiece frictional interaction towards decreasing the risk of surface overheating/melting, workpiece/tool sticking, and defect formation. FSPed samples are presented by a two-part code in which the first and the second parts denote the traverse and rotation speeds, respectively. For example, 25–850 refers to a sample processed at the travel and rotation speeds of 25 mm/min and 850/min.
FSP parameters used in this study.
The tensile specimens were prepared from the base and FSPed samples (Figure 1(b)) using a CNC milling machine according to. 14 Tensile testing was performed using a Zwick/Roell Z100 uniaxial tensile machine at ambient temperature with a load cell of 10 kN and a strain rate of 0.5 mm/min in the longitudinal direction of the samples. The average of three specimens was recorded as the final result. Yield strength was measured using the 0.2% offset method per ASTM E8/E8M-21. 14 The hardness testing (ASTM E-92) was conducted on the cross-section of the FSPed samples in the direction perpendicular to the process path (Figure 1(b)) using a Vickers microhardness tester KOOPA model UV1.
The metallography samples were prepared by SiC abrasive grinding (P400 to P3000), diamond paste polishing (1 μm) and 5 s etching by 3 vol. % Nital solution (3 mL HNO₃ + 97 mL ethanol). The structure of the samples was examined using an Olympus Optica optical microscope (OM) and a VEGA TESCAN-LMU scanning electron microscope (SEM) equipped with energy dispersive X-ray spectroscopy (EDS). X-ray diffraction (XRD) was conducted using a Philips Expert Pro diffractometer with a voltage of 45 kV and a copper anode was used under Cu-Kα radiation with a wavelength of λ = 1.56
Tafel polarization corrosion tests were performed using a three-electrode system of the Ivium Company's Vortex model potentiostat-galvanostat device. In these tests, a calomel electrode was used as the reference electrode, a platinum electrode as the counter electrode, and the sample (Figure 1(b)) as the working electrode in a simulated boy fluid (SBF) as the electrolyte. Before the Tafel test and in order to establish stability between the electrolyte and the sample, each sample was placed in the electrolyte for 30 min. To measure the corrosion potential, an open circuit potential test was performed for 10 min and a potential range of −1 to 2 V and a scan rate of 2 mV/s were applied to extract Tafel diagrams. Corrosion tests were performed in triplicate for each sample to ensure statistical reliability of results.
Results and discussion
Effect of FSP on the microstructural features of the Zn-4Al alloy
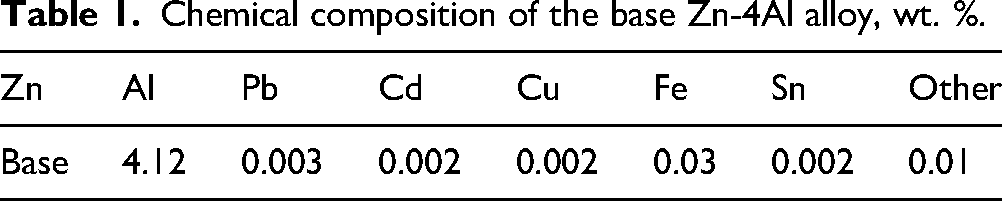
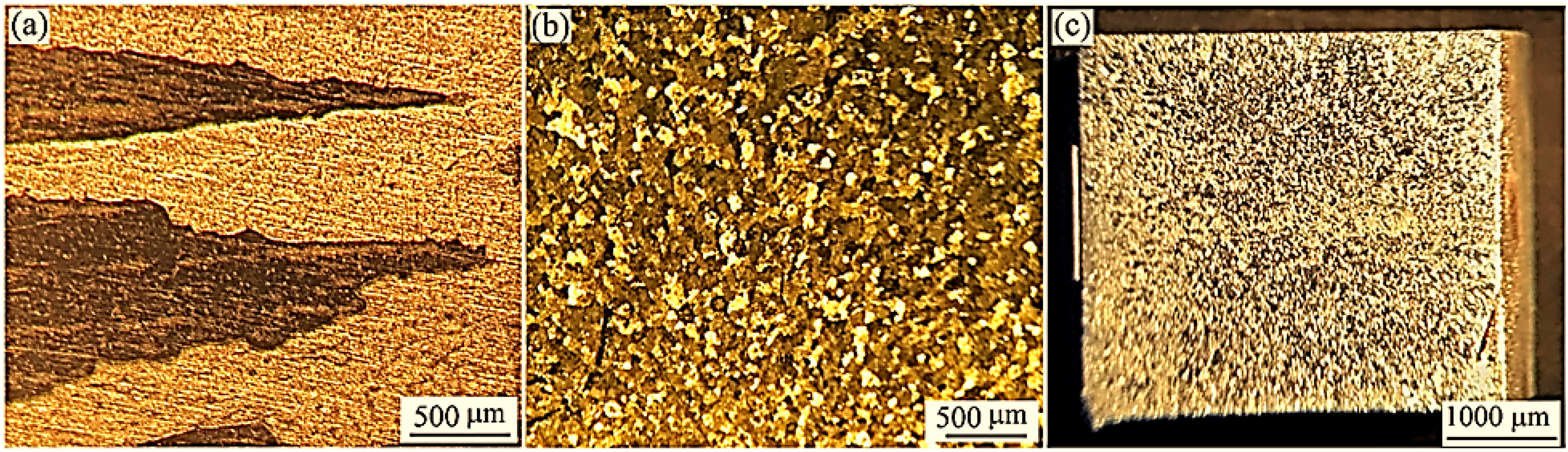
The as-cast microstructure of Zn-4Al alloy is shown in Figure 2. As seen, the microstructure consists of bright dendritic network and dark eutectoid regions between the dendrites. Considering Figure 3, the solidification of alloy begins at about 390 °C with the nucleation and subsequent growth of primary Zn-rich dendrites (η-phase). The rejection of Al atoms ahead of the solidification front, increases its concentration in interdendritic regions and finally at 382 °C and 5 wt. % Al, the remaining melt turns into eutectic η+ γ.
As-cast microstructure of Zn-4Al alloy at different magnifications.
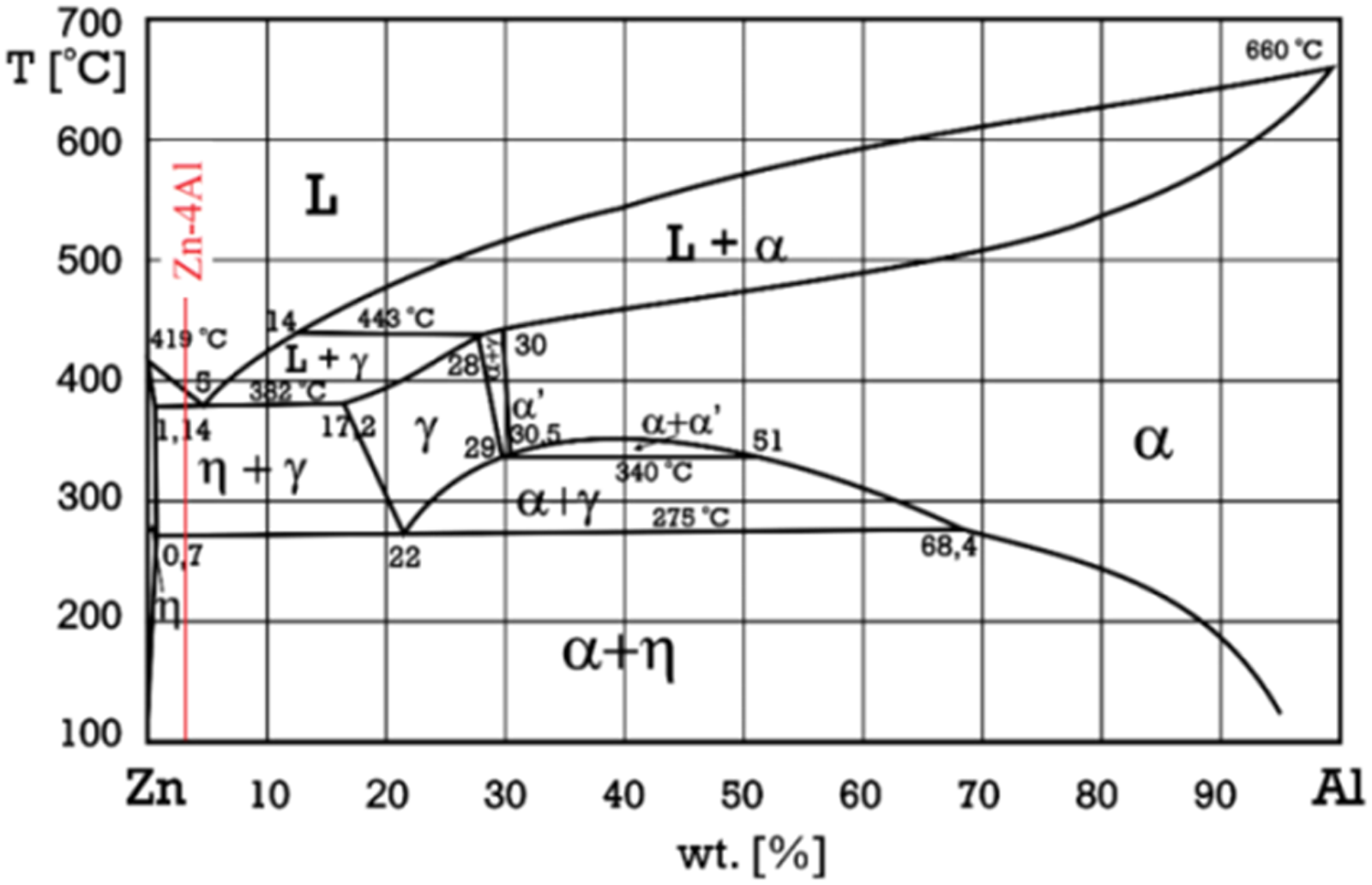
Binary Zn-Al phase diagram. 15
Following the eutectic reaction, the γ phase is converted into η- and Al-rich α-phase through a eutectoid reaction at about 275°C. Therefore, the microstructure consists of Zn-rich dendrites (η-phase) and α /η eutectoid regions between the dendrites. The EDS mapping (Figure 4(a) to (d)), XRD pattern (Figure 4(e)), and EDS analysis results (Figure 5) clearly confirm the presence of η and α phases.
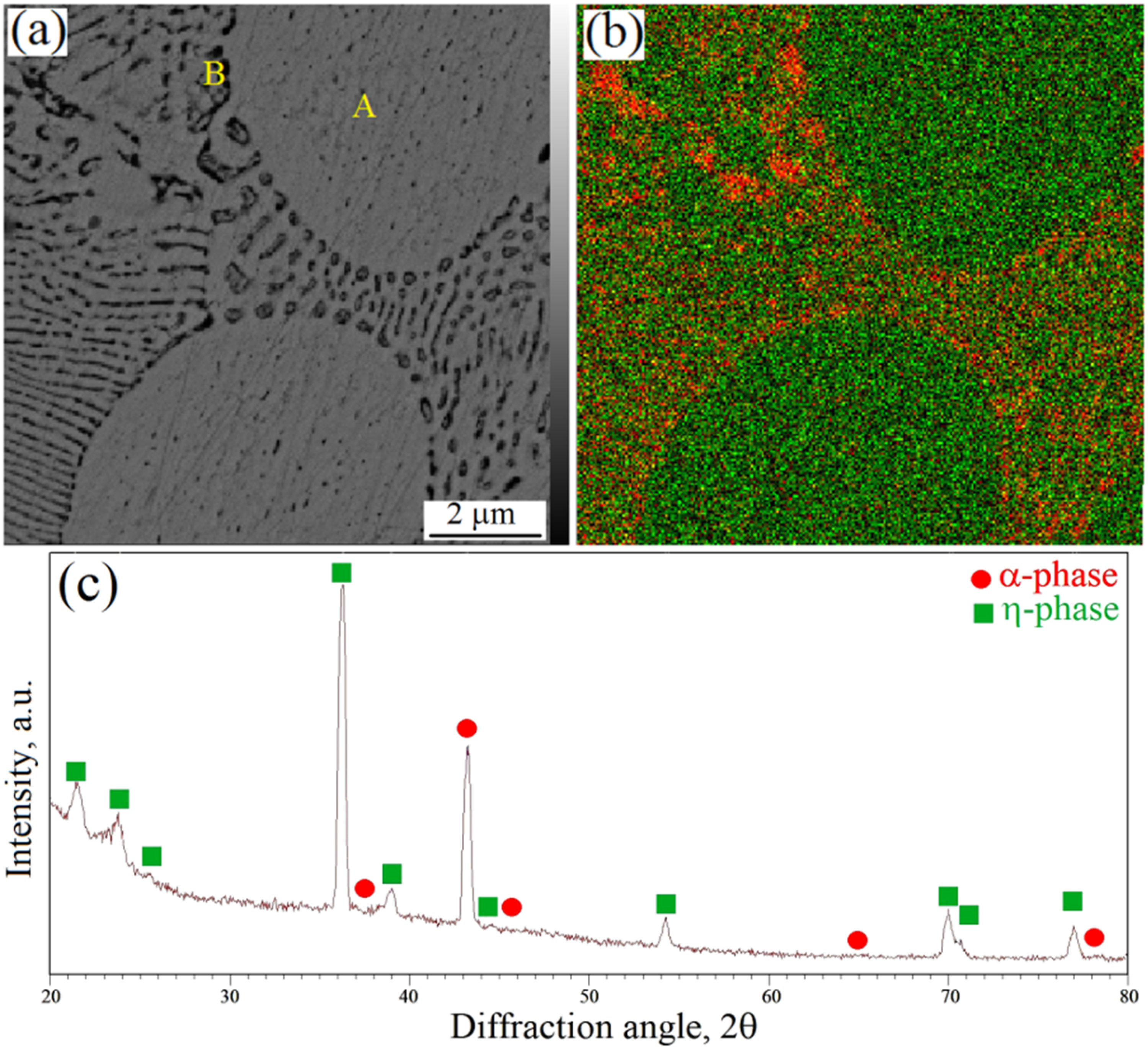
(a) SEM-BSE microstructure of Zn-4Al, (b) distribution of Zn and Al atoms, (c) XRD pattern of the as-cast Zn-4Al alloy.
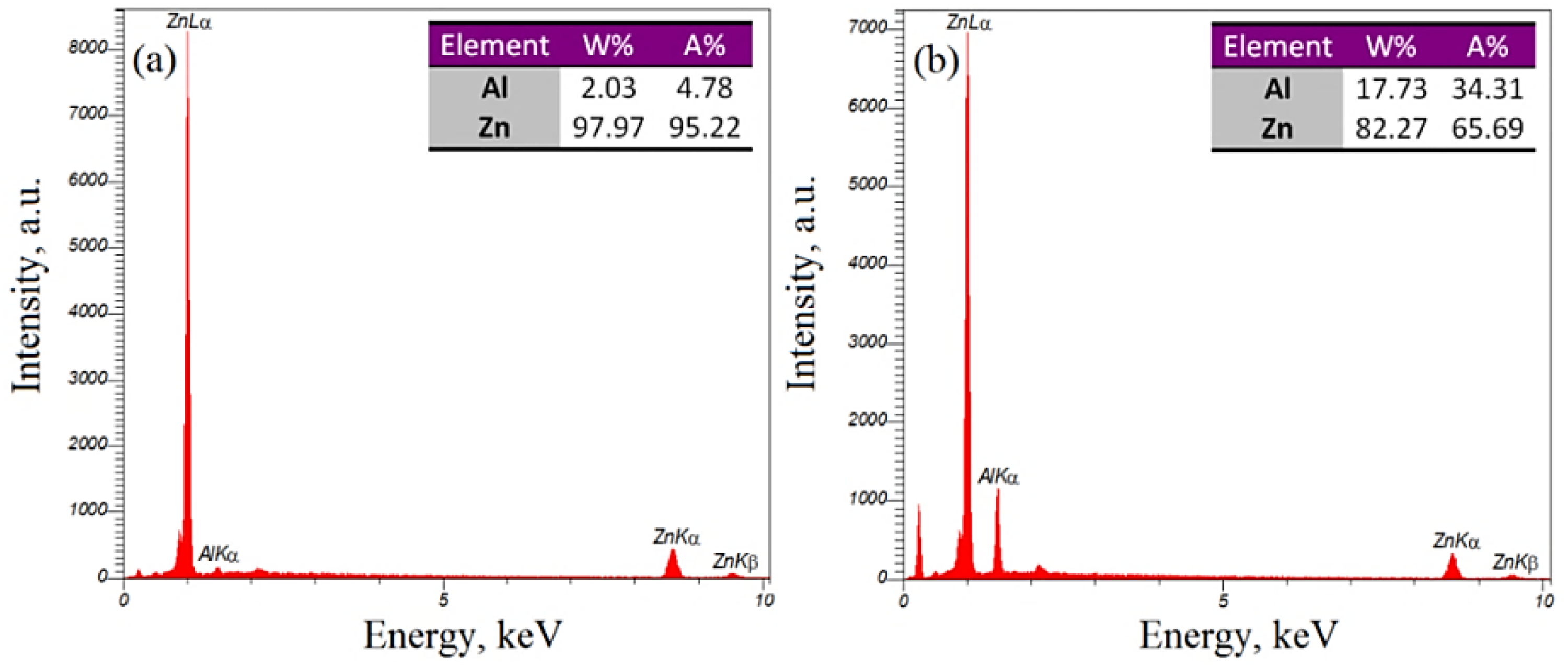
EDS analysis of (a) point A and (b) point B in the micrograph 4a.
Figure 6 shows the grain structure of pure Zn, as-cast and FSPed Zn-4Al alloy. As seen, due to the high crystallographic anisotropy, coarse columnar grains (Figure 7) which are reported to be associated with [1 


Grain structure of (a) pure Zn and (b) as-cast Zn-4Al, and (c) 25-900 FSPed Zn-4Al samples.
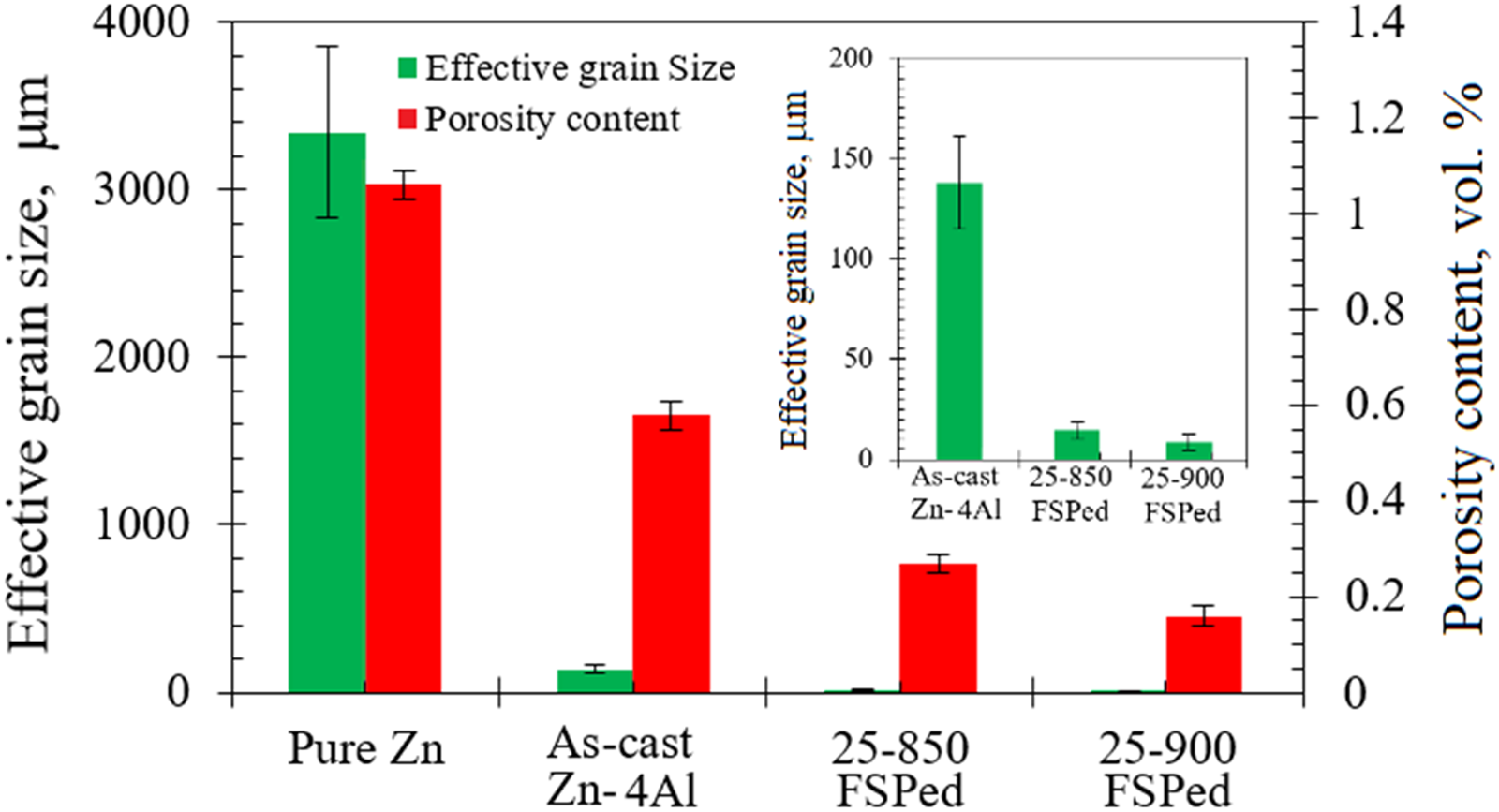
Variation of effective grain size and porosity content in pure Zn, as-cast and FSPed Zn-4Al alloys.
Figure 8(a) depicts a cross-section view of the base metal (BM)/stir zone (SZ) interface in 25–900 sample. The magnified image of the boxed region in Figure 8(a) is shown in Figure 8(b). Increasing the frictional heating considerably enhances the alloy plasticity13,14 so that the friction-induced strains simply convert the initial coarse dendrites to an ultrafine α/η intermixed microstructure, forge micro-voids, and disperse micro-segregations (Figure 8(b)). The vol. % of micropores reduced from about 0.6% in the base sample to less than about 0.16% in 25–900 sample (Figure 7).
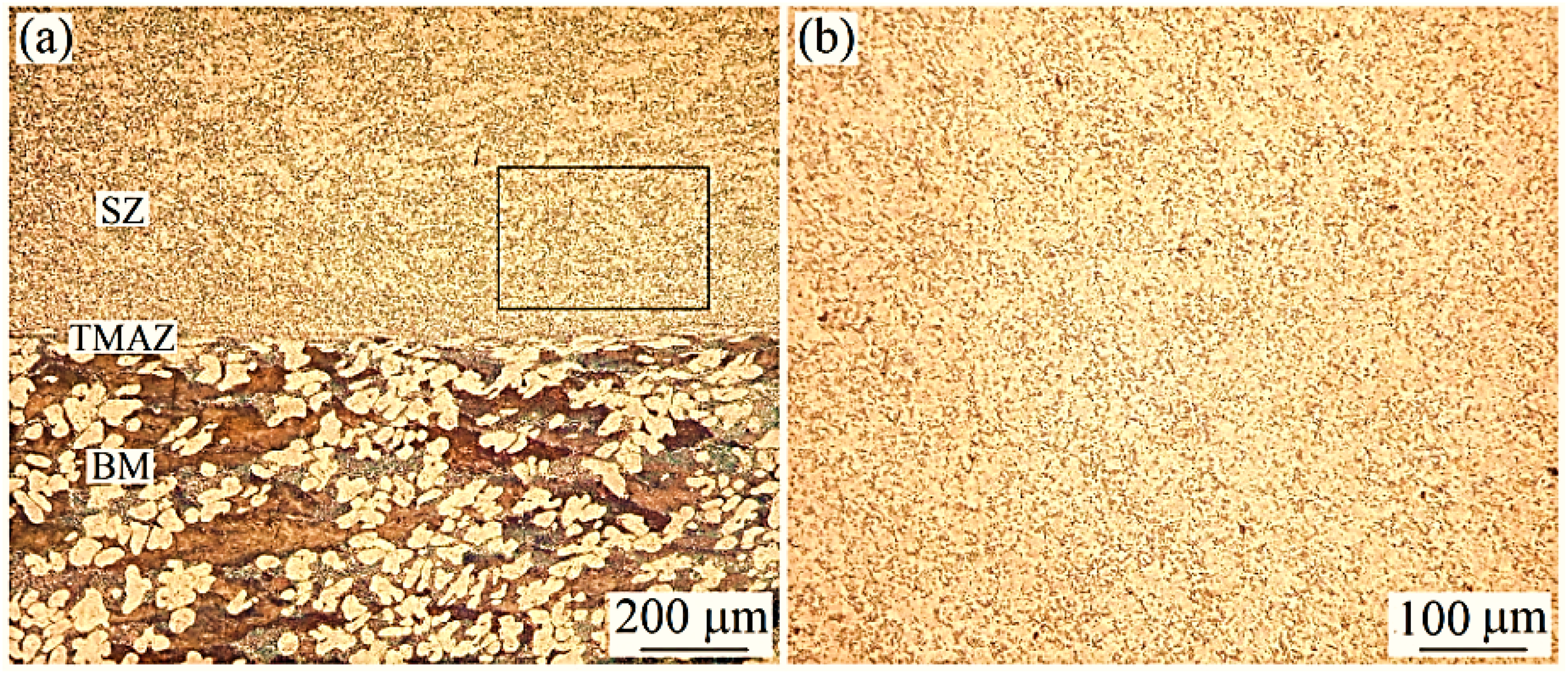
Om micrographs showing the effect of FSP on the as-cast microstructure of Zn-4Al alloy (a) BM/SZ interface, (b) higher magnification image of the boxed zone in figure 8(a).
Effect of FSP on mechanical properties of the Zn-4Al alloy
The engineering stress-strain curves in Figure 9 demonstrate a progressive evolution of tensile properties from pure Zn to FSPed Zn-4Al alloy. The as-cast pure Zn exhibits characteristic low strength/low ductility behavior. Transitioning to as-cast Zn-4Al, showing substantially improved strength and intermediate ductility. The FSPed Zn-4Al (25–900 sample) displays enhanced tensile performance, combining enhanced strength with exceptional ductility (∼65% strain).
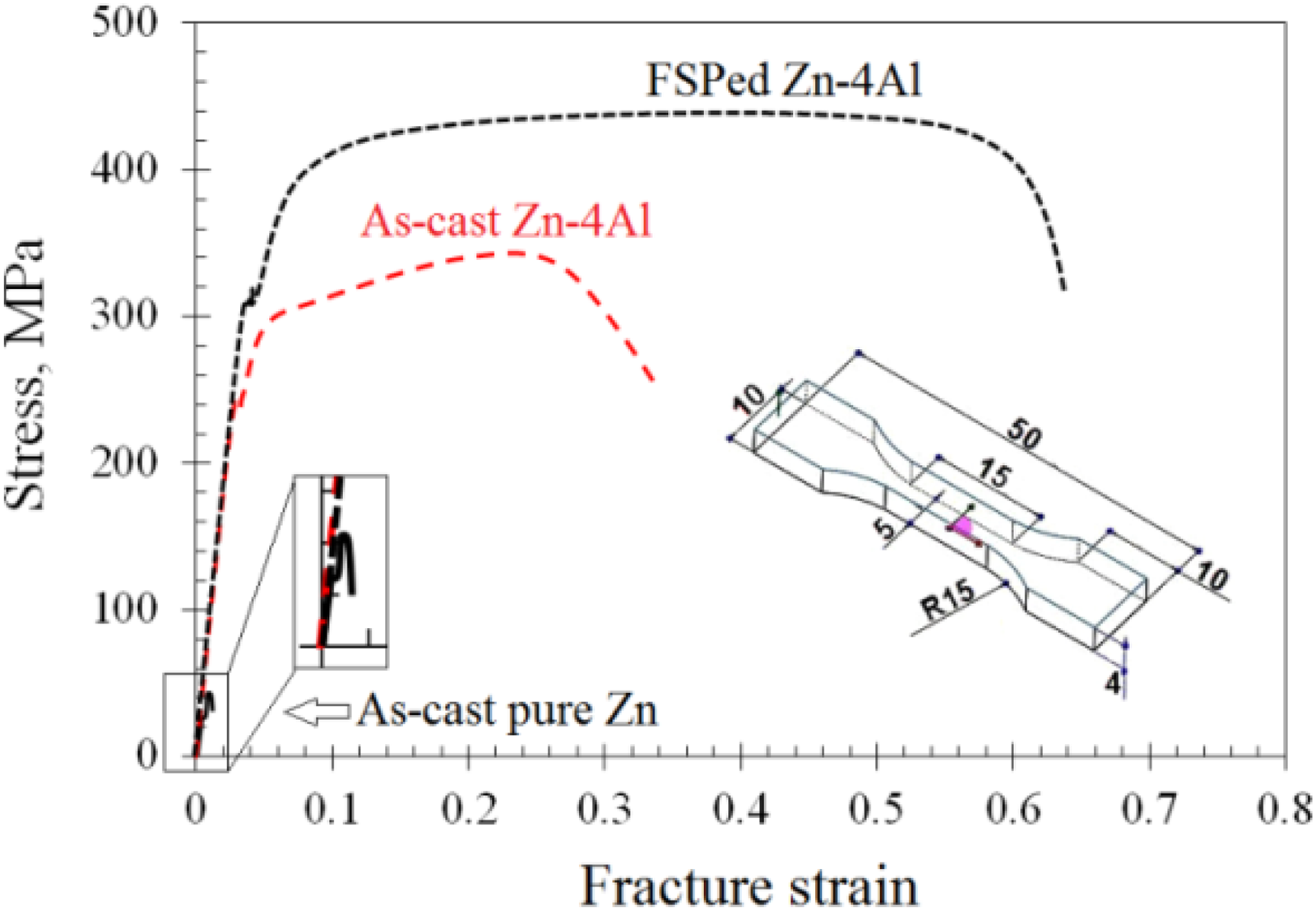
Typical engineering stress-strain curves corresponding to the pure Zn, as-cast Zn-4Al, and FSPed (25–900) samples.
The effect of FSP parameters on the hardness, UTS and fracture strain of Zn-4Al samples is presented in Figure 10. It should be noted that, irrespective the rotation speed, performing the FSP at the travel speeds of 15 mm/min and 20 mm/min, probably due to the excessive heat input, causes work piece-tool sticking and/or local melting inhibiting the extraction of sound tensile samples from the workpiece.
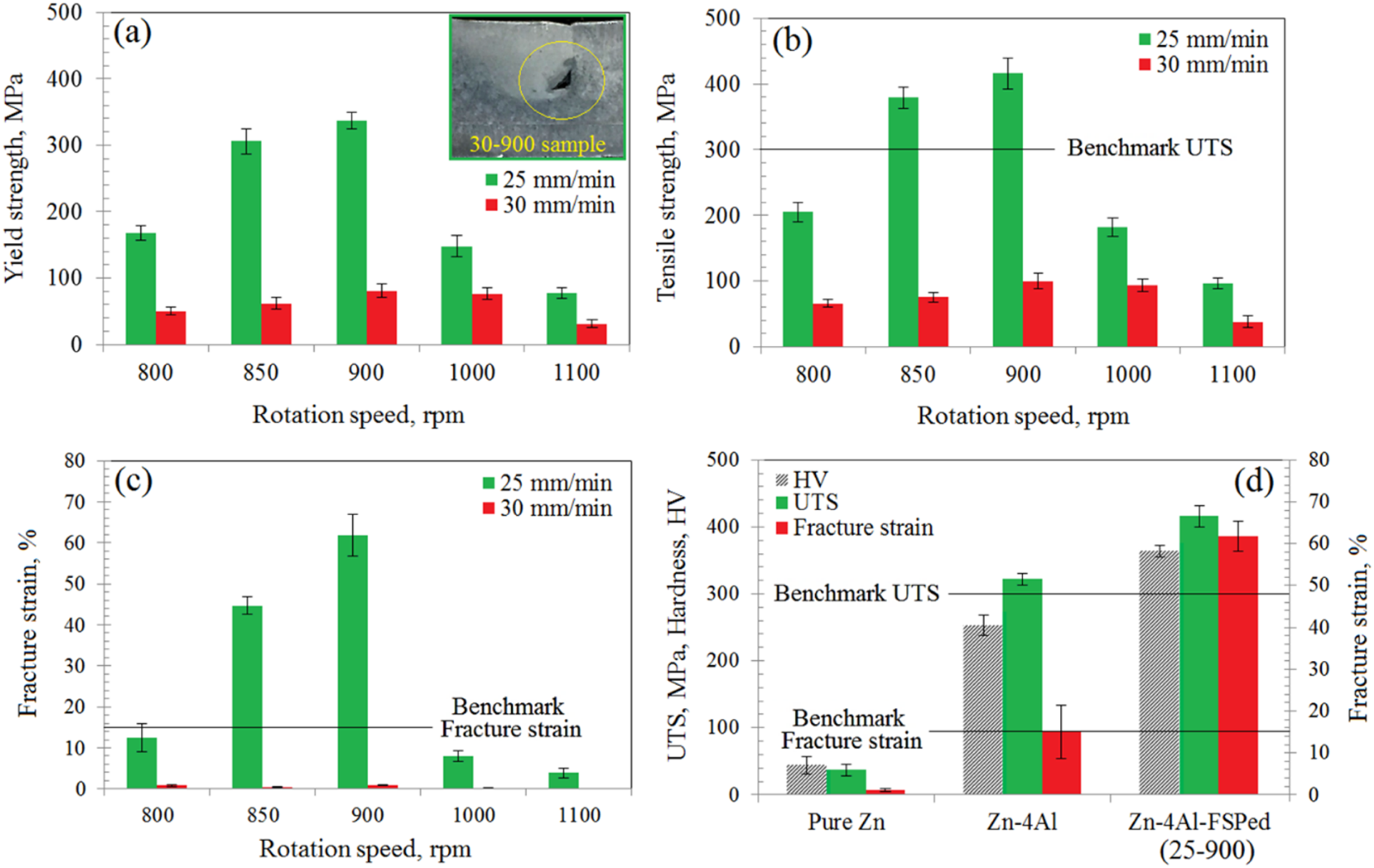
Effect of FSP on the tensile properties (a) yield strength, (b) UTS, and (c) fracture strain; (d) comparing the mechanical properties of pure Zn, as-cast Zn-4Al, and 25–900 FSPed samples. The formation of a worm hole in 30–900 sample is shown in the inset of Fig. 10(a).
The addition of 4 wt. % Al increased the hardness, UTS, and fracture strain of the pure Zn by about 475%, 770%, 1150%, respectively. Due to the atomic radius difference between Al (0.1431 nm) and Zn (0.134 nm), adding Al is likely to cause Zn lattice expansion 19 increasing the mechanical properties by the solid solution strengthening. Al addition may also increase the alloy mechanical properties by Hall-Petch strengthening mechanism through encouraging the formation of fine equiaxed grains (Figures 6(b) and 7). The dispersion hardening effect of the incoherent α-Al(Zn) phase in the lamellar η-Zn/α-Al eutectoid network was also proven to have an important role in hindering the dislocation motion/overall strength of Zn-Al alloys.7,16 In line with the above, comparing the fracture surfaces of pure Zn (Figure 11(a)) and Zn-4Al alloy (Figure 11(b)) demonstrates a transition from the cleavage fracture (in pure Zn) to high-energy dimpled fracture in Zn-4Al sample.
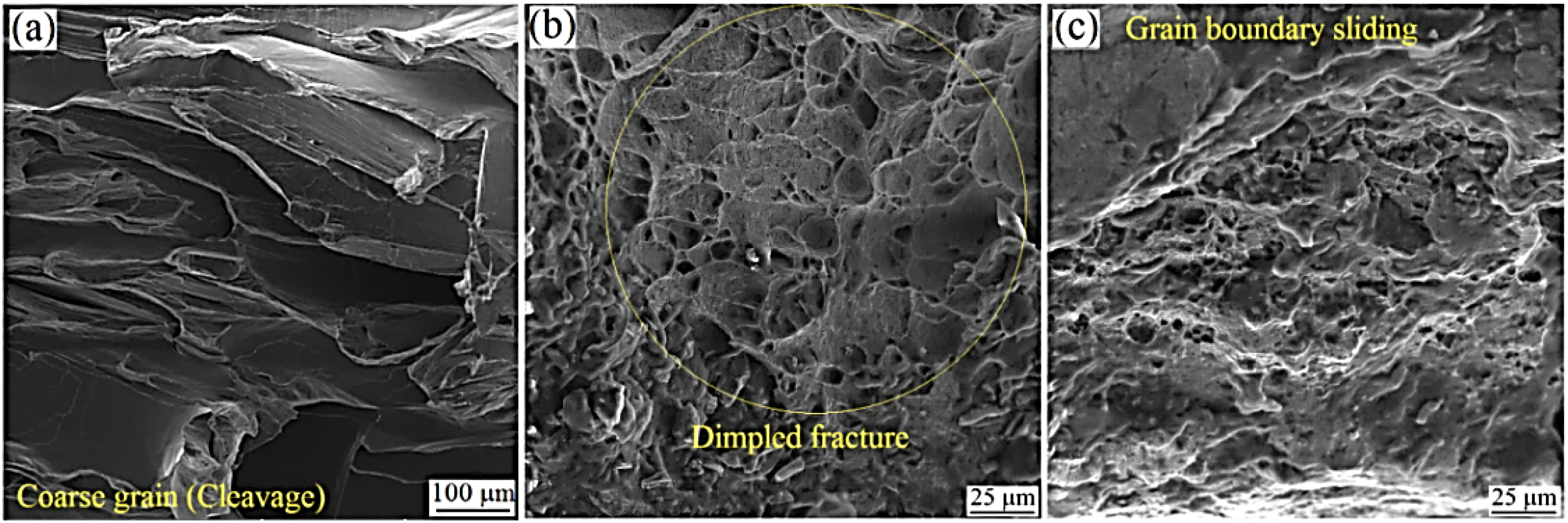
Fracture surface of (a) pure Zn showing the cleavages corresponding to the coarse grains, (b) Zn-4Al alloy illustrating high-energy dimpled fracture, and (c) FSPed 25–900 sample, showing dimples and grain boundary sliding (GBS).
Performing FSP at the travel speed of 25 mm/min and rotation speeds of 850 and 900 r/min increased the Zn-4Al alloy tensile properties over the benchmarks for Zn biodegradable alloys (UTS >300 MPa and El >15–18%). 20 The hardness, UTS, and fracture strain of 25–900 sample are about 364±9 HV, 416±16 MPa, and 61.8±6%, respectively. Further increasing the travel speed to 30 mm/min, however, impaired the tensile properties probably due to the formation of defects.
The mechanical properties improvement in FSPed samples can be explained by the modification/densification of microstructure and increasing the density of dislocations. The fine/uniform distribution of second phases as well as the elimination of shrinkage micropores (as stress-concentrators within the matrix), increases the alloy load-bearing capacity improving its mechanical properties. Additionally, the intensive material shearing during the FSP is likely to enhance interphase load-transfer by providing better (intimate) contact between η and α phases. The formation of ultrafine dynamically recrystallized grains (Figure 7) and dislocations in the SZ also contributes in the overall strength of FSPed samples through blocking the motion of dislocations. 14
Contrary to classical mechanical behavior of plastically-deformed metals/alloys, FSP increases both the strength and ductility of Zn-4Al alloy which can be explained by increasing the fraction of large-angle grain boundaries (LAGBs). According to Pursk's 21 more than about 98% of boundaries in SPDed alloys are high-energy LAGBs which are often formed as a result of the intense accumulation of dislocations whose activation during the tensile loading may activate new deformation mechanisms such as GBS and grain boundary rotation (GBR). 22
Due to the severe strains applied, lots of dislocations are introduced and redistributed in the SZ of FSPed samples most of which are organized into the grain boundaries. 23 However, due to the rapid nature of SPD process, some grain boundaries remain in a non-equilibrium manner whose stuffing with excess dislocations, stacking faults, and distorted atomic arrangements increases their energy, facilitates the occurrence of GBS/GBR, 24 helping uniform deformation without local stress concentration and retarding microcracks initiation and failure. GBS at the interphase boundaries (such as α/η boundaries in Zn-4Al alloy) is much easier than GBS at α/α boundaries. 25 Therefore, in agreement with the previous reports 26 reducing the density of α/α boundaries or increasing the density of α/η interphase boundaries in FSPed samples is likely to improve the alloy ductility. 26 The reduction of micropores and distribution of segregations as potential microcrack initiators also contribute in the overall ductility improvement of FSPed Zn-4Al samples.4,14
Infrared thermography was used as a means to estimate the effect of FSP parameters on the peak temperature at the pin tool/workpiece interface (Tpeak) (Figure 12). As seen, in agreement with the Arbegast equation (Equation 4),
27
a linear relationship exists between log (Tpeak) and log (ω1/104v) with a slop of approximately 0.09 (Figure 12(a)). Inappropriate FSP parameters may cause partial dissolution of α-phase and/or defects (as shown in the inset of Figure 10(a)) by generating lower- or higher-than-optimum Tpeak (Figure 12):
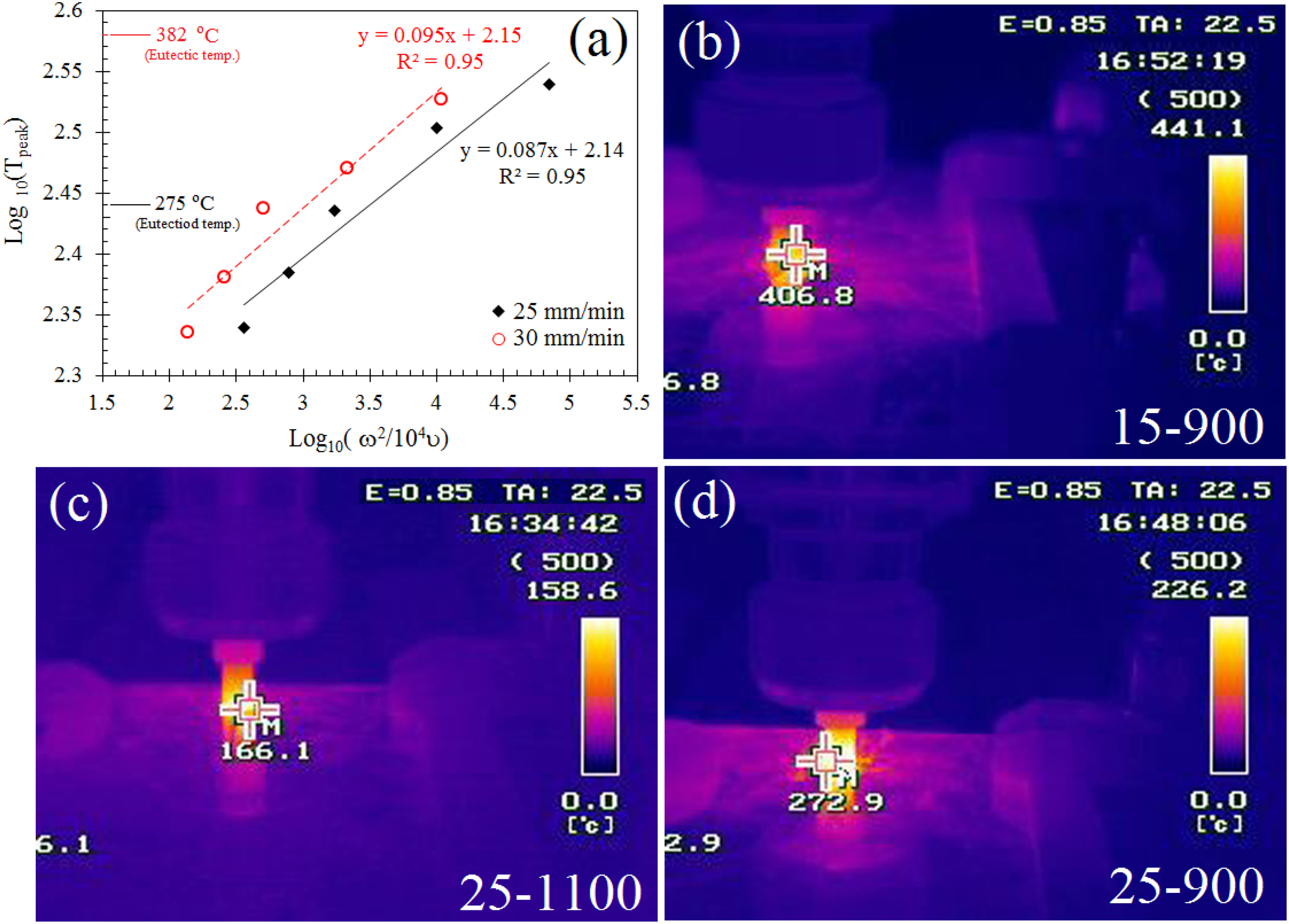
(a) Variation of log10 (Tpeak) against log10 (ω2/104v) for the different FSP parameters, and IR images showing the Tpeak values at the pin tool/workpiece interface during FSP (b) 15–900, (c) 25–1100, and (d) 25–900 samples.
Applying FSP may cause the dissolution of α-phase in the matrix of the experimental alloy. This is because the material peak temperature can locally surpass the equilibrium eutectoid temperature (∼275 °C, Figure 3). However, due to the relatively short thermal cycle experienced, the complete (diffusion-driven) dissolution of Al-rich α-phase is less likely to be occurred in the microstructure of samples processed under the optimized parameter. This matter can be unequivocally confirmed by the presence of considerable amounts of retained α-phase within the microstructure of 25–900 FSPed sample as illustrated by the SEM/EDS mapping (Figure 13(a) to (c)) and XRD analysis (Figure 13(d)). These micron-sized phases can be mention as one of the key reasons behind the improved mechanical properties of 25–900 sample. The noticeable peak broadening in 25–900 FSPed sample as compared to the as-cast alloy may be also a signature of dislocation-induced lattice strain, in addition to the formation of ultrafine grains.
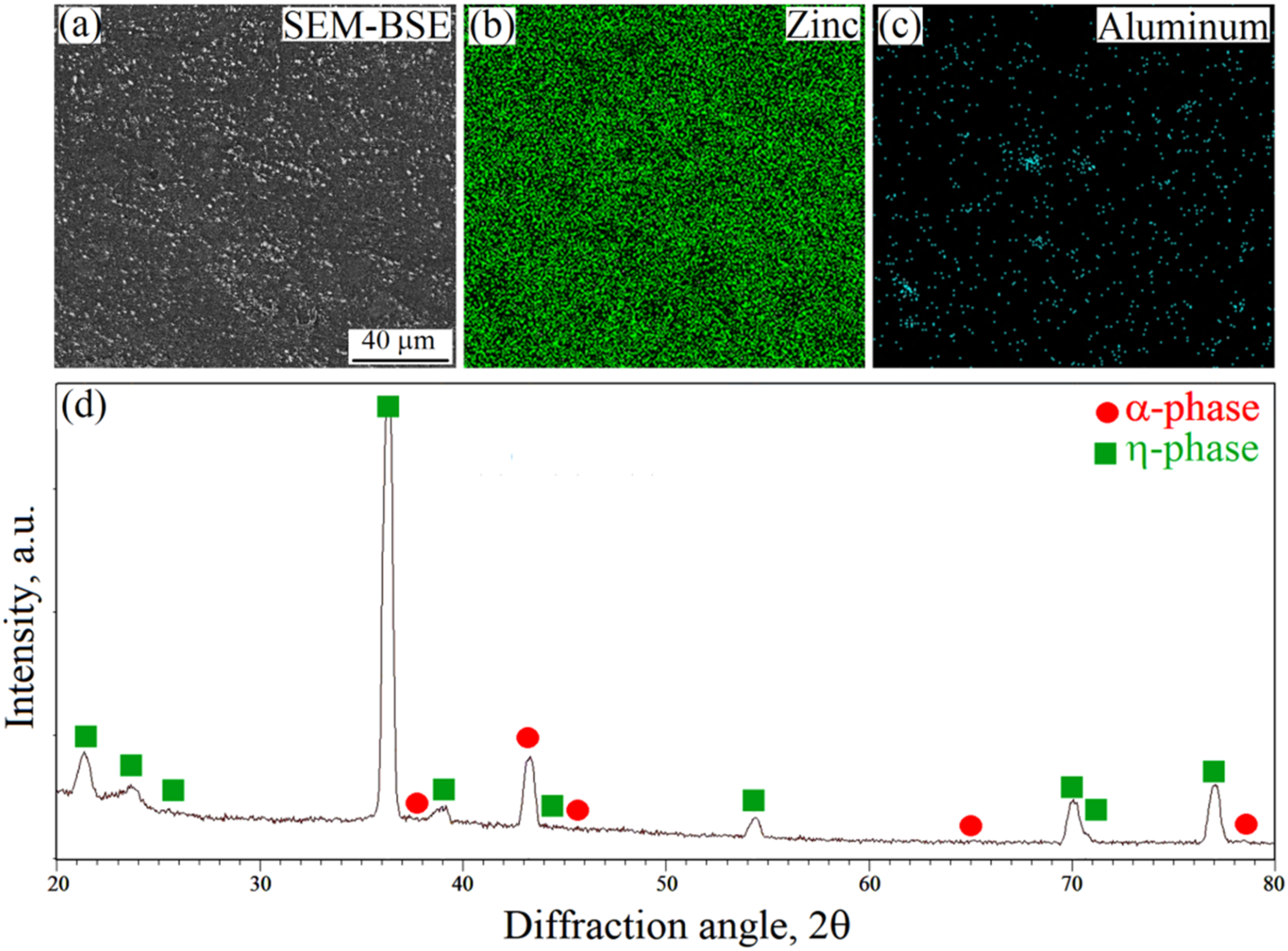
(a) SEM microstructure of 25–900 sample, (b,c) distribution of zn and al atoms in figure 13(a), and (d) XRD pattern of the 25–900 sample.
Effect of FSP on the corrosion behavior of Zn-4Al alloy
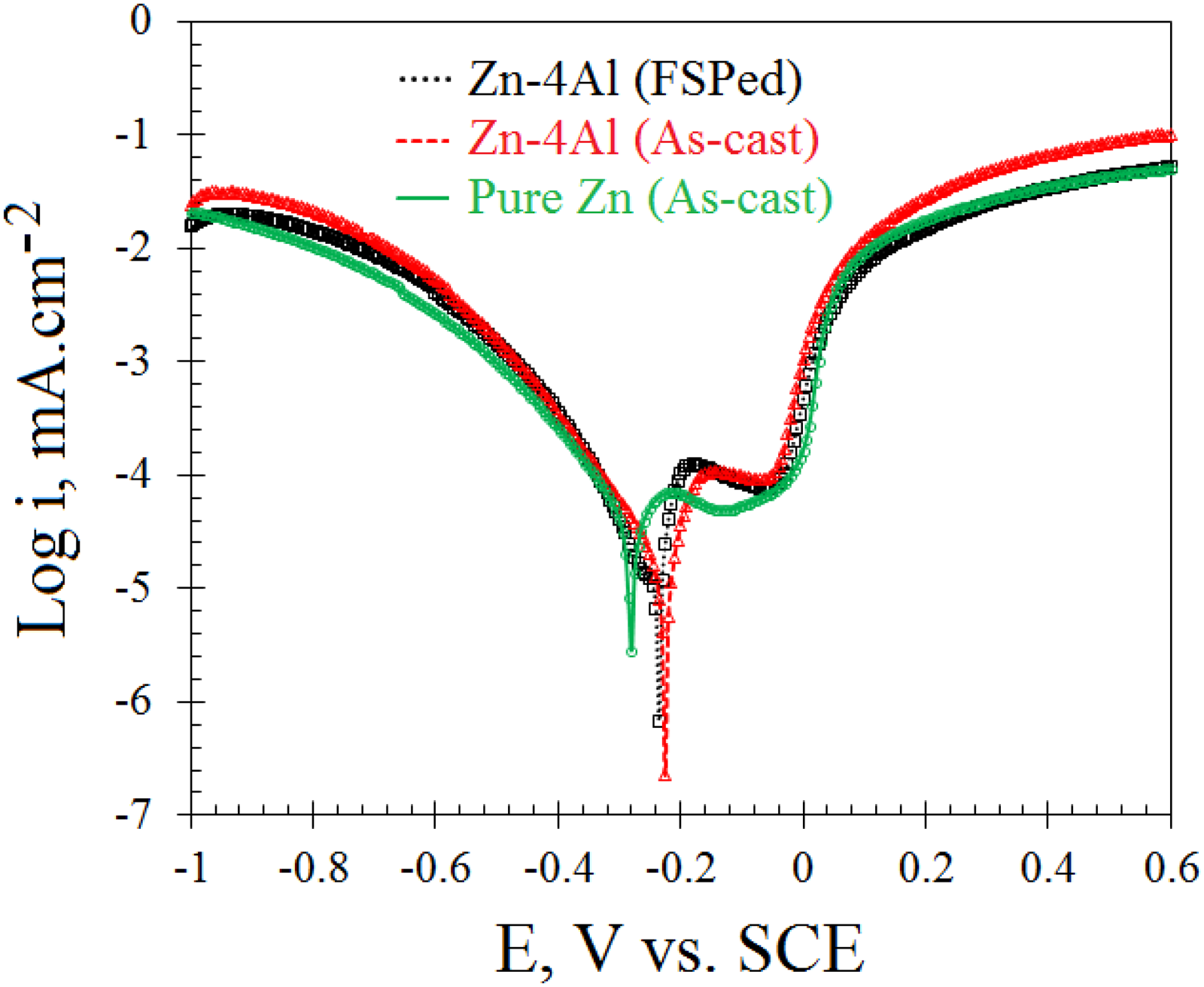
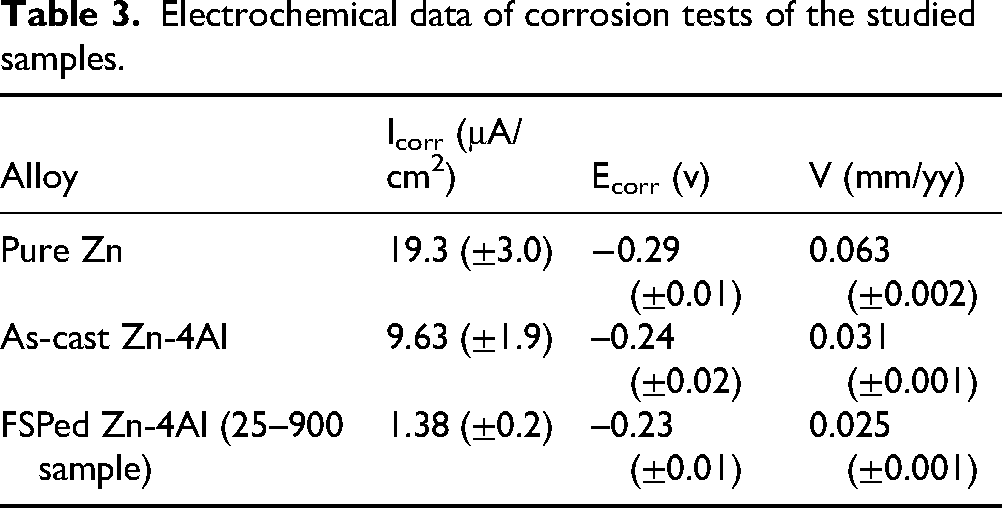
The Tafel polarization curves of the experimental samples are presented in Figure 14. The details of the electrochemical corrosion tests are also presented in Table 3. The lower the corrosion current and the more positive the corrosion potential are the higher the corrosion resistance. Adding Al decreased the corrosion current and corrosion rate of the pure Zn from 1.93×10−5 A/cm2 and 0.063 mm/yy to 9.63×10−6 A/cm2 and 0.031, respectively and shifted the corrosion potential to the more positive values.
Tafel polarization curves of the as-cast pure Zn, as-cast Zn-4Al, and FSPed Zn-4Al samples.
Electrochemical data of corrosion tests of the studied samples.
Considering the electrode potential of Al (–1.662 V) and Zn (–0.763 V), Al addition is likely to reduce the corrosion resistance via increasing the fraction of cathodic η-Zn/α-Al eutectoid regions within the η-Zn matrix (i.e., anodic region).
28
Therefore, the possible anodic and cathodic reactions are as follows:


Following the reaction between the hydroxide and metallic ions, a layer consisting of corrosion products is formed on the sample surface, the extent of which surface coverage and its density significantly affect the corrosion behavior:

The hydroxide layer will most likely not able to effectively protect the surface against further corrosion where the small Cl− ions included in SBF solution can easily penetrate the layer forming chloride.
28
In the case of Zn chloride, the proposed reaction is as follows:

The released Zn ions then react with phosphate ions present in SBF solution to form a protective layer28,29 consisting of insoluble Zn phosphate:
Zn3(PO4)2.4(H2O) is an insoluble and stable compound that is not easily affected by the Cl− ions and gradually becomes enriched and forms a protective layer on the corrosion surface. 29 Therefore, the corrosion resistance improvement Zn-4Al alloy (Figure 14 and Table 3) is thought to be due to the formation of a phosphate-based passive layer on its surface.
The modified microstructure of FSPed samples expectedly encourages uniform corrosion through eliminating the potential corrosion initiation sites and fine distribution of anodic and cathodic regions. 30 Due to the high reactivity/energy, grain boundaries are considered as suitable sites for oxidation reactions and nucleation of passive layer. They also act as suitable pass ways for atomic diffusion, accelerating the diffusion of Al atoms in Zn-4Al alloy and encouraging the formation of passive layer.28,31,32 Grain boundaries also increase the mechanical adhesion of the passive layer to the substrate by pegging mechanism. 33 Therefore, the relatively wider passive region on the anodic Tafel polarization curve (Figure 14) can be mainly ascribed to the formation of ultrafine grains in the SZ of FSPed Zn-4Al sample. The corrosion test data reveal that irrespective its little influence on the corrosion potential, performing FSP decrease the corrosion current and corrosion rate of as-cast Zn-4Al from 9.63×10−6 A/mm2 and 0.031 mm/yy to 1.38×10−6 A/mm2 and 0.025 mm/yy, respectively.
Conclusion
FSP effectively modified the as-cast microstructure through eliminating the coarse dendrites, formation of ultrafine equiaxed grains, and even distribution of micro-segregations/micro-porosities.
FSP improved the mechanical properties where the hardness, UTS, and fracture strain of 25–900 sample are about 364±9 HV, 416±16 MPa, and 61.8±6 percent, respectively. Therefore, the FSPed Zn-4Al alloy fulfills the minimum mechanical properties required for biomedical applications.
Irrespective the little influence on the corrosion potential, FSP decreases the corrosion current and corrosion rate of Zn-4Al from 9.63×10−6 A/mm2 and 0.031 mm/yy to 1.38×10−6 A/mm2 and 0.025 mm/yy, respectively.
Footnotes
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.