
Abstract
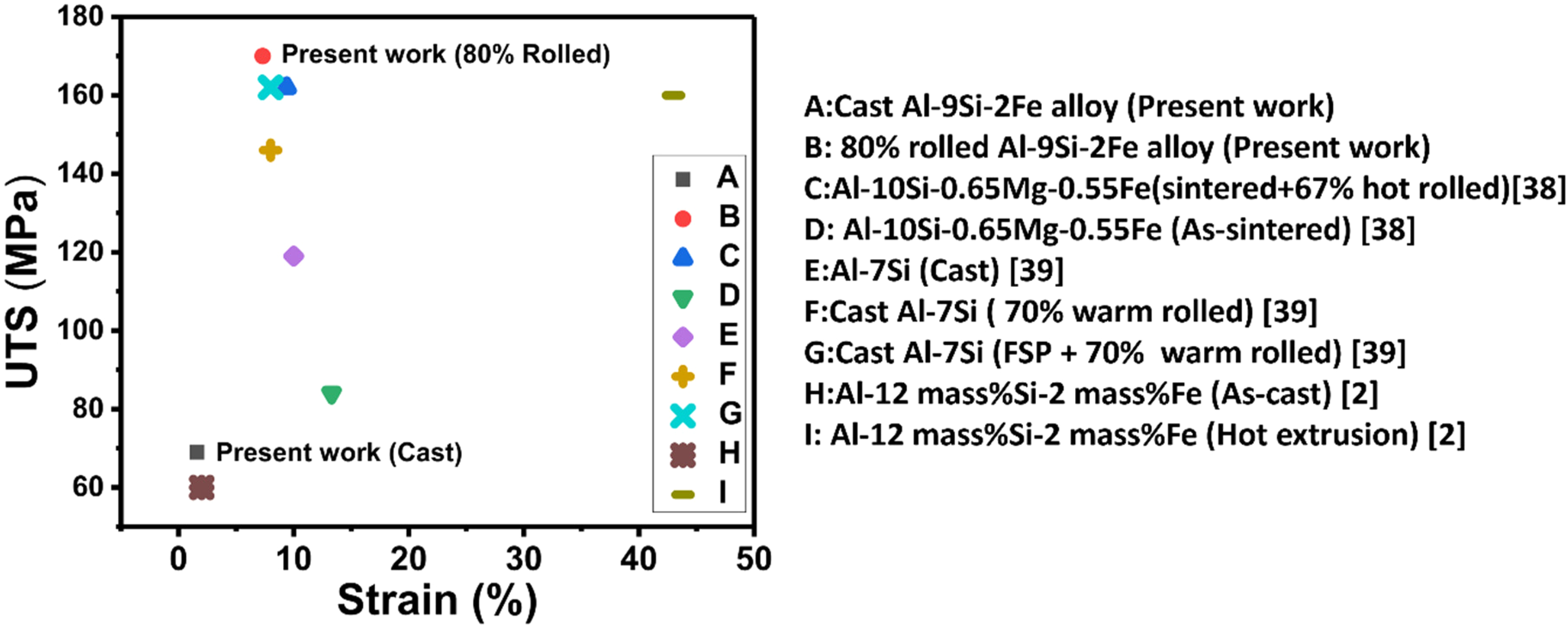
The recycling of aluminum alloy is limited by ductility reduction due to the accumulation of iron. In the literature, recycling of aluminum alloys up to one percent iron is mostly reported. In this work, annealed and cold rolled cast Al-9Si-2Fe alloy (wt.%), prepared from commercial aluminium, Al-50Si master alloy, and ferrosilicon, is reported. The as-cast microstructure comprising α-Al, elongated eutectic Si, and β-Al9Fe2Si2 was refined by simultaneous annealing (535 °C) and step-wise cold rolling (55–80%). The decrease in the largest length, average length, and aspect ratio of eutectic Si and β-Al9Fe2Si2 after 80% cold rolling resulted in a tensile strength of 170 MPa and percentage strain of 7.3% despite high iron content, and is comparable to existing literature.
Introduction
Aluminium-Silicon-based alloys’ widespread application in automotive and aerospace industries is owing to their high specific strength, excellent castability, and high wear resistance. The above properties are adversely affected when these alloys are produced from recycled aluminium scraps due to iron accumulation during multiple recycling cycles.1–3 The iron concentrations in Al-Si alloys increase with an increase in the number of recycling cycles, which could be greater than 1.5 wt.% in recycled Al-Si alloy.2,4 Iron forms equilibrium phases, such as β-Al9Fe2Si2 (hereafter β, monoclinic) and α-Al8Fe2Si (hexagonal) in Al-Si alloys. Out of them, the hard, brittle, and needle-like β adversely affects the mechanical properties, castability, and fluidity of the Al-Si alloys.1–3 Dongfu Song et al. 5 thermodynamically calculated that an increase in iron content increased the formation temperature of the Fe-rich phase (β). The length and aspect ratio of the β phase increased with an increase in iron content in Al-Si alloys. 6 In industry, the reduction of iron concentration is achieved by diluting the recycled Al-Si alloy with pure aluminium, which reduces the economic benefits of the recycling process. Recycled Al-Si alloys can be used undiluted, i.e., without adding pure aluminium, if the harmful effect of the β phase can be eliminated. 2 Few approaches used to negate the harmful effect of β phase are: (i) modification by adding Mn to promote formation of some other phases,7,8 (ii) reducing β size by a suitable heat treatment, 9 (iii) reducing the size of β by plastic deformation.2,10–13
Renato Baldan et al. 7 studied the effect of Mn on microstructure and mechanical properties of the cast Al-9Si-0.8Fe alloy and concluded that the addition of 0.4 wt.% Mn improved the ultimate tensile strength from 179 to 180 MPa (0.55% improvement) and elongation (%) from 4.7% to 5.8% (23% improvement) due to conversion of β to α-Al15(Fe, Mn)3Si2 having polygonal and Chinese script morphology. They also found that the addition of 0.7 wt.% Mn to Al-9Si-0.8Fe alloy improved ultimate tensile strength and elongation (%) to 191 MPa and 5.6% respectively, but the β appeared in the microstructure along with α-Al15(Fe, Mn)3Si2 polyhedral phases. Dongfu Song et al. 8 also correlated the microstructure-properties relationship of cast Al-7Si-1.2Fe-xMn (x = 0.24, 0.48, 0.72, 0.96, and 1.20). They reported slight changes in strength and significant improvement in elongation with an increase in Mn content (up to 0.73%), but a gradual decrease of tensile properties occurred when Mn content was more than 0.73% due to an increase in the number and size of polyhedral α-Al15(Fe, Mn)3Si2 phases. L. Narayanan et al. 9 reported in their study that tensile strength and % elongation of cast Al-6Si-3Cu-1Fe-0.3Mg improved from 178 MPa to 263 MPa (i.e., 48% improvement) and 0.6 to 0.78% (30%), respectively, after non-equilibrium heat treatment due to reduction of size and volume fraction of β. DaeHan Kim et al. 10 performed deformation semisolid extrusion (D SSE) at 555 °C on Al-4.47Si-1Cu-0.35Mg-1Fe alloy to study the microstructure-properties relationship. Tensile properties of cast alloy improved significantly after semisolid extrusion due to uniform fragmentation and dispersion of β. They concluded that fragmented β withstands the load until a certain strain, and smaller particles are resistant to cracking. The β phase, which acted as nucleation sites for microcracks in cast alloy, contributed to void formation after D-SSE and improved tensile properties. JaeHwang Kim and DaeHwan Kim 11 and DaeHan Kim et al. 12 studied the effect of rolling (40%, 60%, and 80%) on tensile properties of Al-7.4Si-1Fe-0.27Mg alloy. They concluded that reducing the average size and largest size of Fe intermetallic compounds below a critical value after 80% rolling helped to improve yield strength, ultimate tensile strength, and ductility by 238%, 155%, and 144% respectively, as compared to the cast alloy. Shino Sakow et al. 2 studied the effect of hot extrusion (450 °C) on cast Al-12 mass% Si-2 mass% Fe alloy and reported that tensile strength improved from 60 MPa to 160 MPa (i.e., 166% improvement) and % strain improved from 2 to 43% (i.e., 2050% improvement) after hot extrusion due to microstructure refinement. Similarly, Behzad Asharsheikh et al. 13 performed friction stir processing (FSP) on A356-1 wt.% Fe alloy and reported that the tensile strength and ductility of cast A356-1 wt.% Fe alloy increased by 23% and 147%, respectively, after FSP, due to the presence of small and fragmented eutectic Si and β phases.
As mentioned, the iron content in recycled Al-Si alloy could be more than 1.5 wt.% and the size of β increased with an increase in iron content.4,6 But the effect of Mn is reduced when the iron concentration exceeds 1.2 wt.% due to the formation of sludge in the Al-Si-Fe-based alloy.14,15 To summarize, heat treatment did not improve the tensile properties significantly. Although plastic deformation improved the tensile properties of cast Al-Si-Fe based alloy significantly, there is limited literature on the effect of plastic deformation on cast Al-Si alloy containing more than 1.5 wt.% Fe. Shino Sakow et al. 2 also attempted 77% thickness reduction of Al-12mass% Si -2mass% Fe by 2-pass cold-rolling, but the sample was torn into two parts due to the presence of coarse and brittle β phases. Therefore, the primary objectives of the work are (a) to prepare a higher iron containing i.e., (2 wt.% Fe) Al-9Si-Fe alloy using ferrosilicon as one of the starting raw materials, and (b) obtain enhanced tensile properties via refinement of phases by simultaneous annealing and cold rolling to improve recyclability of this alloy despite having high iron content (2 wt. %).
Experimental details
Gravity-cast Al-9Si-2Fe alloys were prepared by melting a proportionate amount of commercially pure Al (99.9% purity), 0.85–1.7 mm-sized ferrosilicon (69 wt.% Si–29.2 wt.% Fe), and Al-50Si master alloy using an induction furnace. The melt was held at 960 °C for the complete dissolution of ferrosilicon and Al-50Si master alloy. After 5 min of degassing with hexachloroethane (C2Cl6), the pouring of the melt was done at 880 °C into a preheated (200 °C) split-type square mold (120 mm × 120 mm × 7 mm). Optical emission spectroscopy (OES) (SPECTRO) analysis (Table 1) revealed that the alloy contains 8.63 wt.% silicon and 2.22 wt.% iron. The as-cast samples
OES analysis of alloy.

The metallography and characterization of cast, annealed, and cold-rolled samples were done using an optical microscope (LEICA DMI3000 M), an X-ray diffractometer (XRD) (Bruker D8 Advance x-ray diffractometer, Cu Kα radiation with λ= 0.1540 nm, and step size of 0.02 °), a field emission scanning electron microscope (FESEM) (Zeiss, Merlin Compact) with an energy dispersive spectroscope (EDS) (OXFORD Instrument X-MaxN, 51-XMX1004), and electron backscatter diffraction (EBSD) (OXFORD NORDLYS NL04-2550-20). The EBSD analysis was carried out at a tilt angle of 70 ° and a 0.15 μm step size. The hardness test (20 measurements at each condition) was done using a Vickers microhardness tester (Zwick/Roell ZHVμ) at 500 gf load and a dwell time of 10 s. The position and the dimensions of the tensile sample are shown in Figure 1. The tensile samples were tested according to ASTM E8 subsize standard with a gage length of 25 mm at 0.3 mm/min crosshead speed and room temperature using a 50 kN universal testing machine (UTM) (SHIMADZU AGX-V). The thicknesses of the cast, 55% rolled, and 80% rolled alloys specimens were 5, 2.4, and 1.3 mm, respectively. The fracture surfaces were further characterized by FESEM and EDS. The equilibrium solidification sequence of the alloy was predicted using Thermocalc 2022b ®. The phase quantification was done using ImageJ software (ImageJ 1.53t).
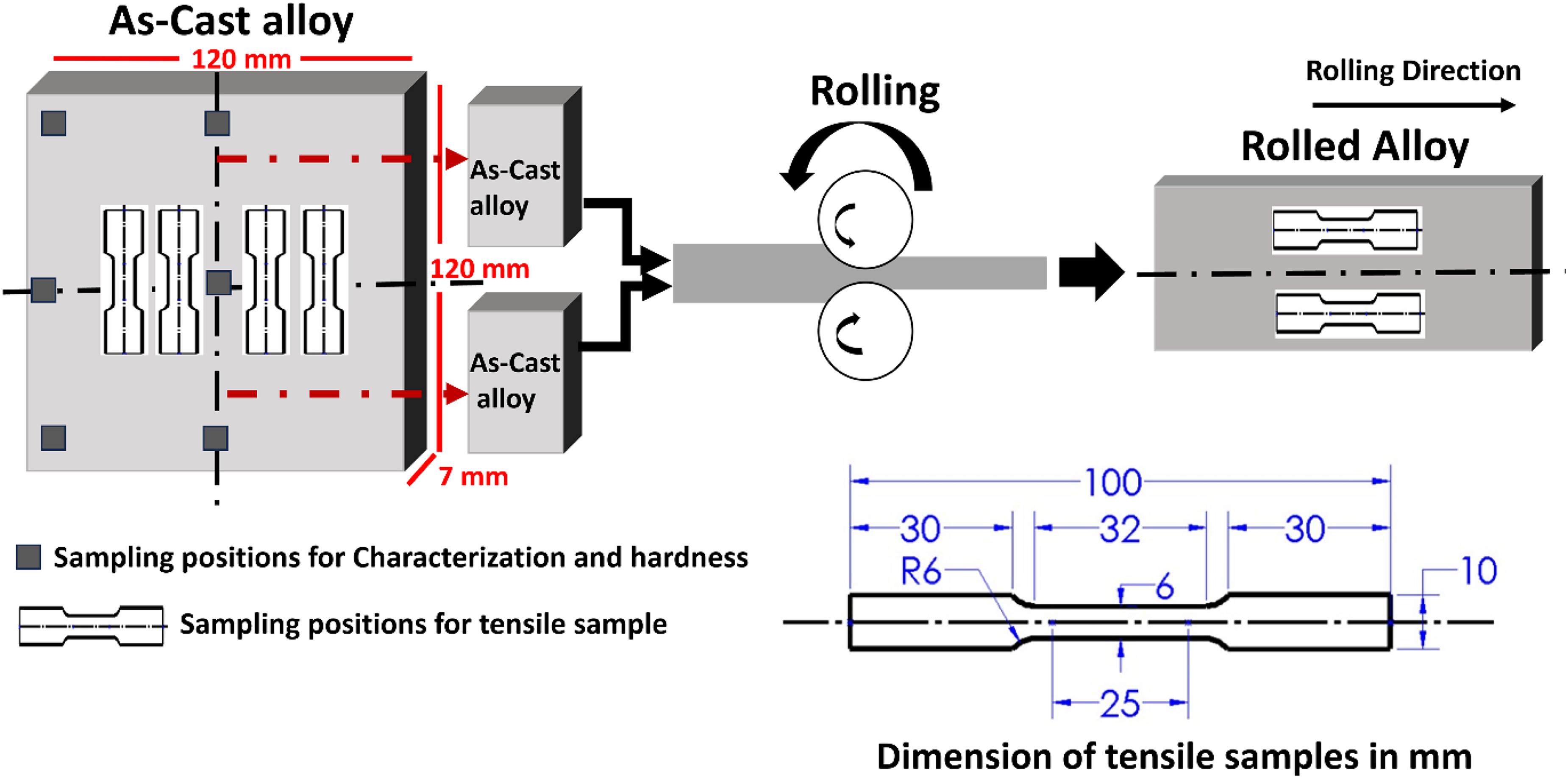
Schematic of experimental details with sample positions and dimensions of tensile sample in the inset.
Results and discussion
Figure 2(a) represents the equilibrium solidification curve of Al-9Si-2Fe alloy calculated using Thermocalc software. The precipitation sequences are as follows: (1) L→ β-Al9Fe2Si2 + L (at 620 °C), (2) L → β-Al9Fe2Si2 + α-Al + L (at 602 °C), and (3) L→ β-Al9Fe2Si2 + α-Al + eutectic Si + L (at 576 °C). Some β phase forms prior to the binary eutectic reaction and has a higher formation temperature than α-Al in Al-9Si-2Fe alloy.1,16 The XRD pattern of
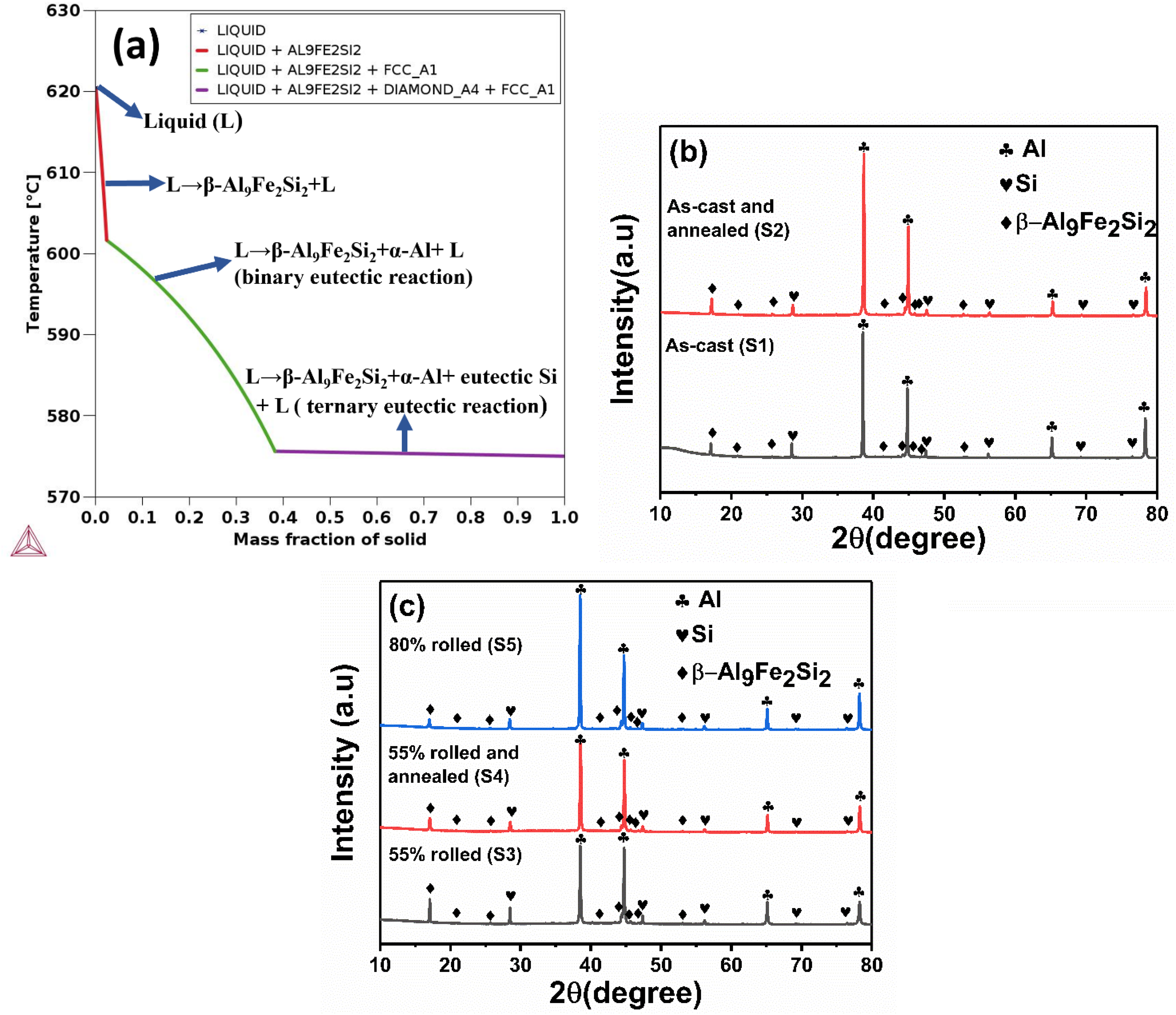
(a) The equilibrium solidification curve of Al-9Si-2Fe alloy calculated by Thermocalc software and (b, c) XRD pattern of Al-9Si-2Fe alloy at different conditions.
The 
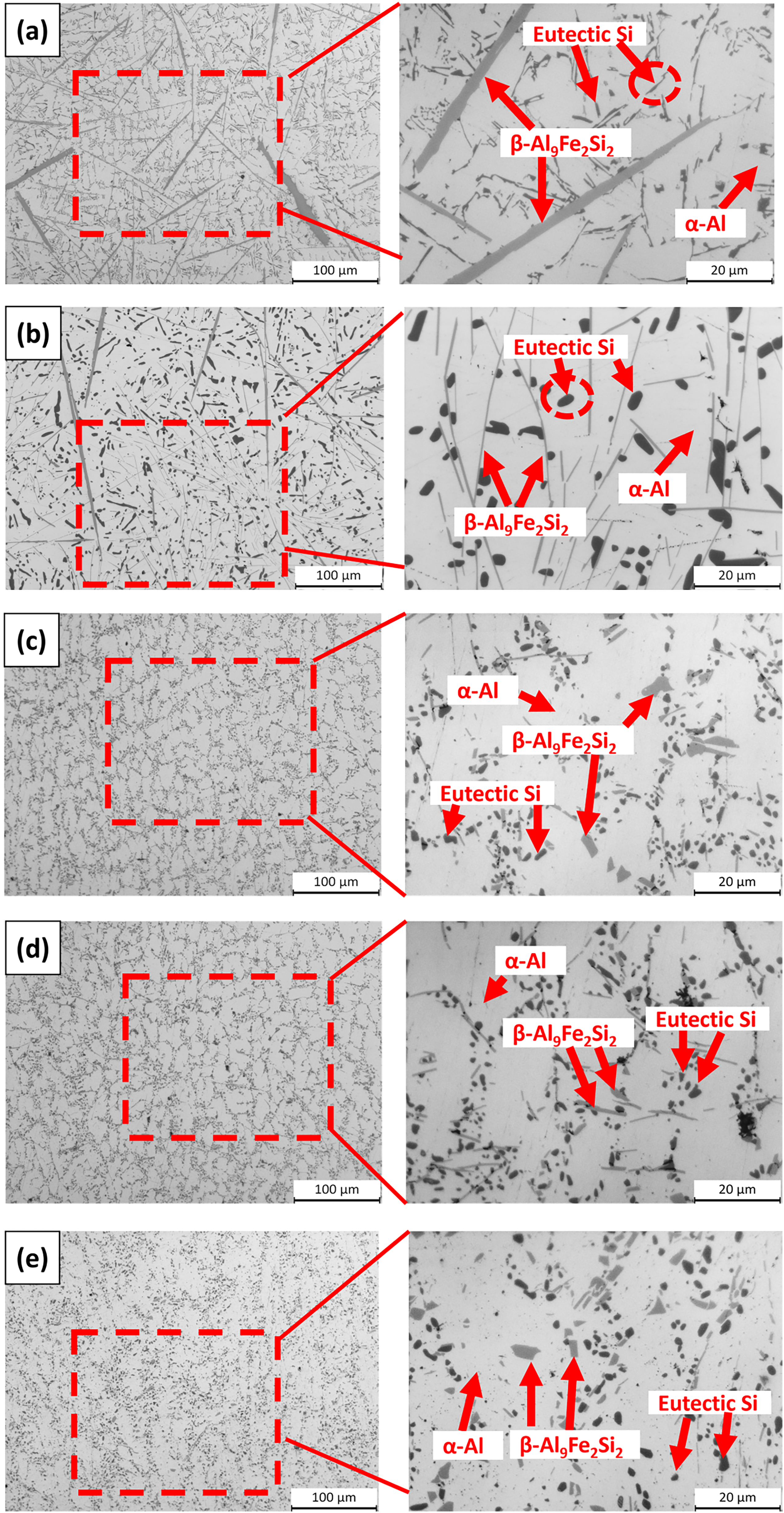
Optical micrographs of (a) as-cast (

FESEM micrographs and corresponding EDS spot scan of all phases of (a) as-cast (
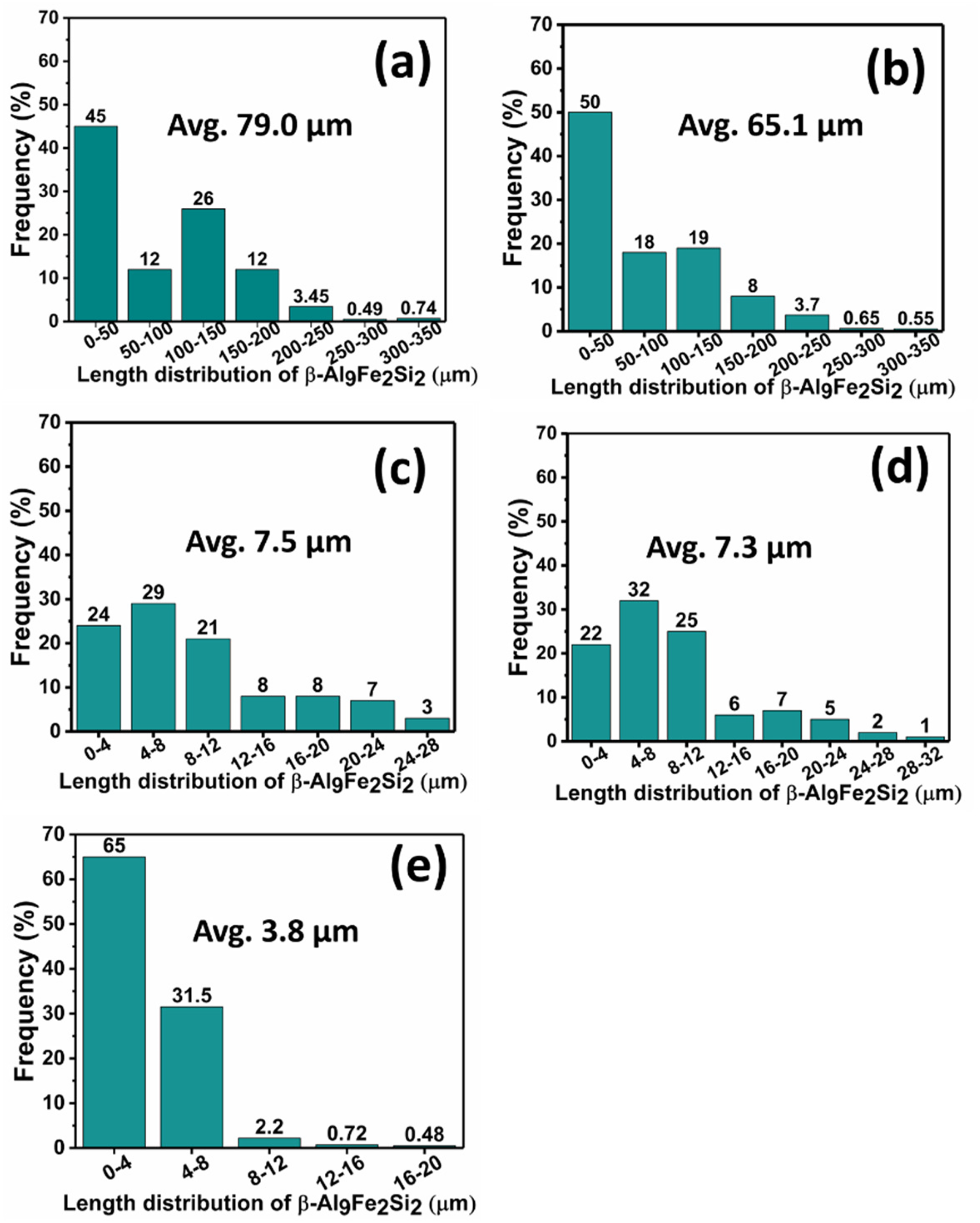
Length distribution of β-Al9Fe2Si2 (β) phase in (a) as-cast (
Characteristics of β and eutectic Si in Al-9Si-2Fe alloys.
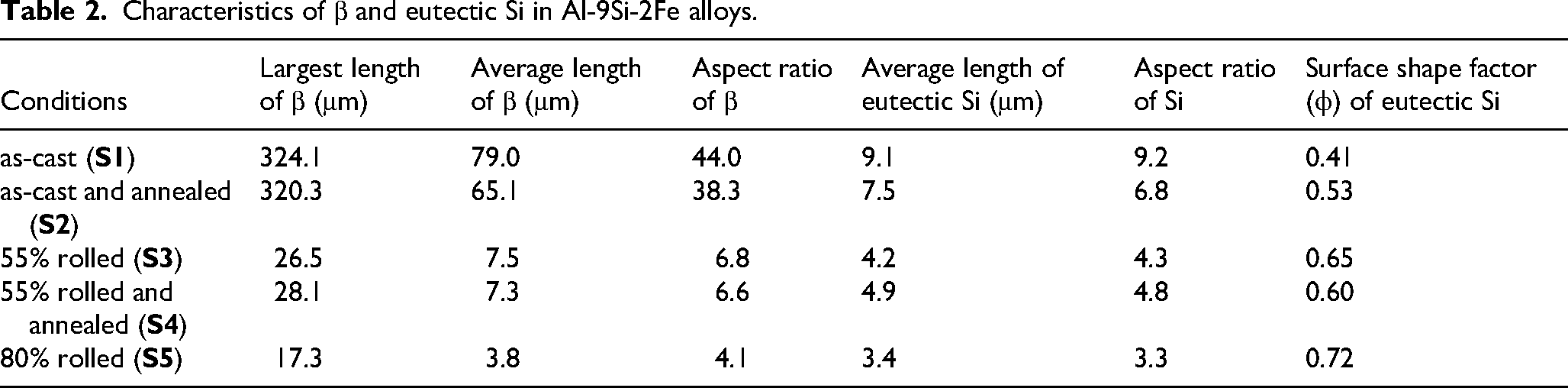
Figure 6 shows the schematic diagram of the effect of heat treatment and rolling on the microstructure of the cast Al-9Si-2Fe alloy. After annealing of the as-cast alloy, the eutectic Si was spherodized, and heat treatment had a negligible effect on the size of the β phase. After 55% rolling, both eutectic Si was spherodized and β was fragmented. Annealing of 55% rolled alloy has less effect on the size of β, but eutectic Si was slightly coarsened. After 80% rolling, the β phase was completely fragmented, and eutectic Si was spherodized, and both phases were distributed uniformly in the α-Al matrix.
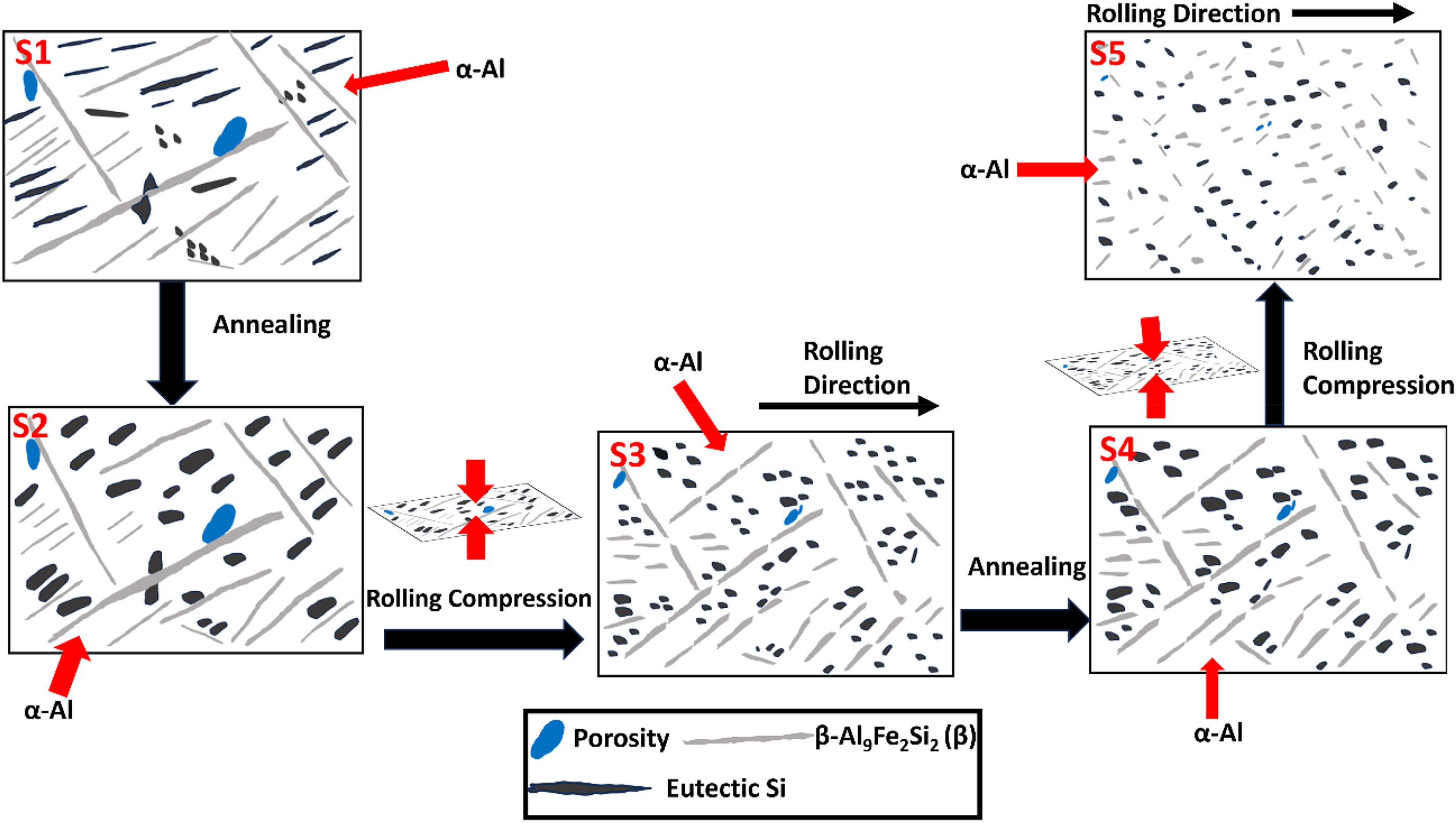
Schematic diagram showing the effect of annealing and rolling on the microstructure of Al 9Si-2Fe alloy ((
Figure 7(a) shows the microhardness of Al-9Si-2Fe alloys under different conditions. The average hardness of as-cast alloy (

(a) The average micro-hardness of Al-9Si-2Fe alloy at different conditions (b) Tensile properties of Al-9Si-2Fe alloy at different conditions (c) EBSD map of 80% rolled Al-9Si-2Fe alloy (
Tensile properties of Al-9Si-2Fe alloys with different conditions.
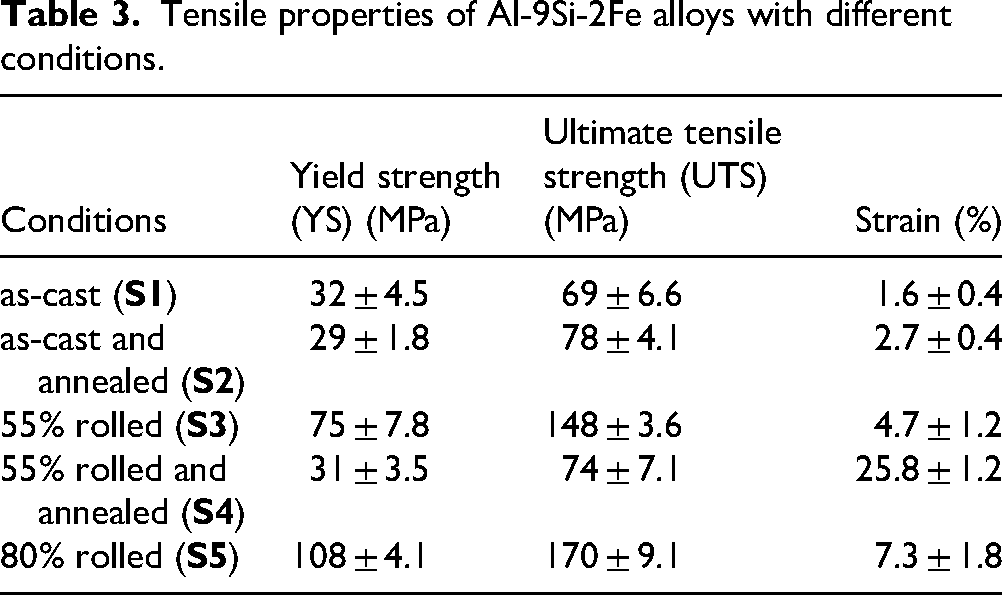
The 80% rolled alloy (
Where σ0 is lattice friction stress, i.e., 13 MPa for pure aluminium alloy.
27
Grain boundary strengthening (σGB) is calculated using Hall-Petch formula,
27

Where K is Hall-Petch constant, i.e., 74 MPa μ1/2 for pure aluminium
27
and d is the grain size.
27
The calculated average grain size (d) for 80% rolled alloy 
Where α is 0.24 for FCC materials, M is Taylor factor (3.06), b is Burger's vector (0.256 nm), G is the shear modulus of the aluminium matrix (26 GPa), and ρ is the dislocation density.
27
Dislocation density (ρ) is calculated as,
30

Where є is the heterogeneous strain and D is the crystallite size. The heterogeneous strain (є) and crystallite size (D) are calculated from the XRD pattern using the Williamson-Hall equation
30

Where Δ2θ, θ, and λ are full width at half maximum (FWHM) in radian, diffraction angle (radian), and the wavelength of X-rays (0.154 nm), respectively.
30
The crystallite size of α-Al in 80% rolled alloy and the heterogeneous strain of 80% rolled alloy were calculated as 44.56 nm and 0.00039, respectively. It is to be noted that XRD determines the size of coherent diffraction domains, which include both sub-grains and dislocation cells in plastically deformed materials. So, the crystallite size of α-Al measured by XRD is significantly less than the grain size of α-Al measured using EBSD.
31
Combining equations (2) to (6), the calculated yield strength of 80% rolled alloys
The summary of the contribution of grain boundary strengthening (σGB), dislocation strengthening (σDIS), and solid solution strengthening (ΔσSS) to calculated yield strength (YS).

The fractography studies were done to describe the tensile properties. The fracture surface of the cast alloy 

Fracture surfaces and corresponding EDS spot scan of phases of (a) as-cast (
K is the stress intensity factor, σ0 is the uniform stress around the crack, and a is the crack length. For brittle fracture, UTS is interpreted as critical fracture stress.
37
This relationship can also be applied to the present alloy system. Anton Bjurenstedt et al.
3
concluded that the largest intermetallics initiated cracks in Al-8Si-0.6Fe-0.4Mg alloys. DaeHan Kim et al.
12
also concluded that the largest particles have a more significant role in controlling fracture. So, assuming the as-cast Al-9Si-2Fe
Conclusions
A high-iron containing gravity-cast Al-9Si-2Fe alloy (wt.%) was prepared using ferrosilicon as one of the starting raw materials. The enhanced tensile properties in the alloy were achieved through refinement of eutectic Si and β-Al9Fe2Si2 (β) phases by simultaneous annealing and stepwise cold rolling. The 80% cold rolled alloy
Footnotes
Acknowledgements
The authors are thankful to Professor Gandham Phanikumar and Miss Arpita Priyadarshani Samal from the Department of Metallurgical and Materials Engineering, Indian Institute of Technology Madras, India for providing Thermocalc software data.
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.