
Abstract
This study investigates the relationship between initial microstructure and serrated flow in GH4169 alloy. Fine-grain (FG) and coarse-grain (CG) microstructures were obtained via solution treatments at 960°C and 1050°C, followed by tensile testing at 300–500°C. FG specimens exhibited more pronounced serrations, higher critical strains, and larger stress amplitudes due to enhanced dislocation–solute interactions and the presence of lamellar twins. The activation energy for serration was lower in FG (54.1–59.6 kJ/mol) than in CG (67.8–73.3 kJ/mol), indicating easier serration onset. δ-phase precipitates in FG also influenced deformation behavior. These findings clarify microstructural mechanisms and inform alloy design.
Introduction
GH4169 is a widely used nickel-based superalloy for high-performance components in aerospace and energy industries.1–3 To optimize its reliability under extreme service environments, it is essential to understand its deformation behavior across various thermal and strain conditions. One characteristic instability observed in this alloy is the serrated flow, or the Portevin-Le Chatelier (PLC) effect, which occurs under specific strain rates and deformation temperatures. The PLC effect manifests as stress fluctuations during plastic deformation and strain localization, which can significantly influence the alloy's ductility and strength.4,5 Because nickel-based superalloys often exhibit this phenomenon, elucidating its mechanisms is crucial for ensuring the safe and stable operation of critical structural components.
Temperature and strain rate are generally considered the primary factors influencing the PLC effect, and most existing research has focused on these aspects.6–10 Studies have shown that the serration amplitude increases continuously with temperature, whereas both the serration period and the critical strain first decrease and then increase as temperature rises. 11 Furthermore, the PLC effect generally occurs only within a specific range of strain rates. 12 However, the influence of the alloy's initial microstructural state on the PLC effect should not be overlooked. 13 For example, it has been reported that a reduction in grain size increases the number of serrations in Al-Mg alloys at fixed strain ranges, meaning alloys with finer grains exhibit more pronounced stress serration fluctuations. 14 Microstructural features such as grain size, precipitates, and dislocation density are therefore key factors governing the manifestation of serrated flow. In Al-Cu-Mg-Mn alloys, for example, grain refinement combined with the interaction among Al₃Zr precipitates, solute atoms, and dislocations can transform the stress–strain response from smooth to serrated. 15 In nickel-based superalloys, the magnitude of stress serrations has also been associated with stacking-fault and micro-twin activity. 16
During thermomechanical processing, GH4169 undergoes various forming and heat-treatment procedures-such as rolling and solution treatmen, that modify its grain structure, precipitate distribution, and twin density. 17 These parameters can strongly influence the PLC behavior, but isolating their individual contributions experimentally remains challenging. For practical applications, the ASTM grain size of GH4169 typically ranges from level 3 to 7. After solution treatment, the primary precipitates are MC carbides and Nb-rich δ phases, which form at lower solution temperatures.18,19 Investigating the alloy in its solution-treated state thus minimizes the interference of multiple precipitation effects.
The present study systematically examines the serrated flow characteristics of GH4169 alloy and clarifies the role of dynamic strain aging (DSA) in its stress response. By comparing fine-grained and coarse-grained microstructures prepared through different solution treatments, the correlation between initial microstructure and serration behavior is revealed. Advanced microstructural characterization, combining SEM, EBSD, and electron channeling contrast imaging (ECCI), was used to analyze dislocation activity, twin morphology, and precipitate characteristics. The findings provide deeper insight into how grain size and twin density influence the onset and evolution of serrated flow, offering guidance for optimizing thermomechanical processing and improving the alloy's high-temperature performance.
Experimental procedure
Material preparation
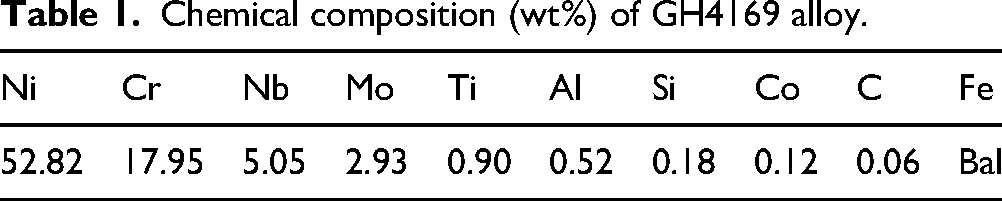
The GH4169 alloy used in this study, supplied by the Chinese Academy of Aeronautics Manufacturing Technology, was prepared through vacuum induction melting (VIM), electro-slag remelting (ESR), and vacuum arc remelting (VAR) triple-processing, followed by homogenization treatment. Subsequently, it was processed into cylindrical bars with a dimension of Φ50 mm × 1000 mm through forging and subsequent hot-rolling procedures. The primary chemical composition of the alloy is presented in Table 1.
Chemical composition (wt%) of GH4169 alloy.
Thermal deformation experiment
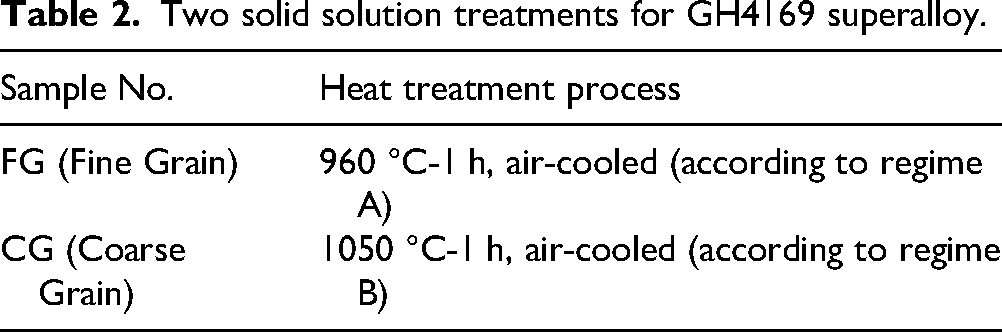
In this study, two different solution treatment processes were applied to the hot-rolled GH4169 alloy bars to obtain distinct grain sizes. The first treatment, designated as Regime A, consists of heat treatment at 960 °C for 1 h followed by air cooling. This regime is typically employed for aero-engine structural components, where partial retention of the δ-phase helps stabilize grain boundaries and suppress excessive grain growth during subsequent aging. As a result, it ensures high strength and dimensional stability in the final component. 20 The second treatment, Regime B, involves heating at 1050 °C for 1 h followed by air cooling. It is commonly applied in the heat treatment of deep-sea oil pipeline components, where complete dissolution of the δ-phase and the resulting coarse-grain microstructure enhance impact toughness and corrosion resistance under severe service conditions. 21
According to the grain size differences between the two samples, they were designated as FG and CG specimens, respectively, as shown in Table 2. The heat-treated bars were machined into tensile specimens, which were then subjected to tensile tests at elevated temperatures ranging from 300 to 500 °C, with strain rates varying from 3 × 10−2 ∼ 3 × 10−4 s−1. According to preliminary experiments, within these deformation parameters, obvious serrated flow behavior (PLC effect) was observed in the stress-strain curves of both types of specimens. Post-tensile microstructural deformation characteristics were examined using scanning electron microscopy (SEM), electron backscatter diffraction (EBSD), and electron channeling contrast imaging (ECCI). The adoption of ECCI was particularly beneficial due to the significant grain size difference between the two alloy samples, as ECCI allows rapid scanning of large areas to observe dislocation movement and evolution over extensive regions. Furthermore, combining EBSD and ECCI techniques facilitated clear acquisition of three-dimensional crystallographic structural information, including grain boundaries and twins.
Two solid solution treatments for GH4169 superalloy.
Results
Initial microstructures
The initial microstructures of GH4169 alloy under different heat treatment regimes are presented in Figure 1. Figure 1(a) and (e) display orientation imaging microscopy (OIM) images of the FG (Fine Grain) and CG (Coarse Grain) specimens, respectively, exhibiting typical polycrystalline microstructures. As observed in the grain boundary (GB) maps shown in Figure 1(b) and (f), numerous twins traversing grains are present in both alloy microstructures. The twins in the FG specimen are finer and more uniformly distributed; however, at the same magnification, the twin boundary fraction (indicated by red lines) is significantly lower than that in the CG specimen. The average grain sizes (davg) of the FG and CG specimens are approximately 19.5 μm (ASTM grain size level 7) and 96.9 μm (ASTM grain size level 3), respectively. SEM images in Figure 1(d) and (h) reveal abundant intragranular precipitates identified as (Nb,Ti)C phase. Additionally, the FG specimen contains a large quantity of δ-phase precipitates along the grain boundaries, whereas no δ-phase is observed in the CG specimen due to its higher solution treatment temperature.
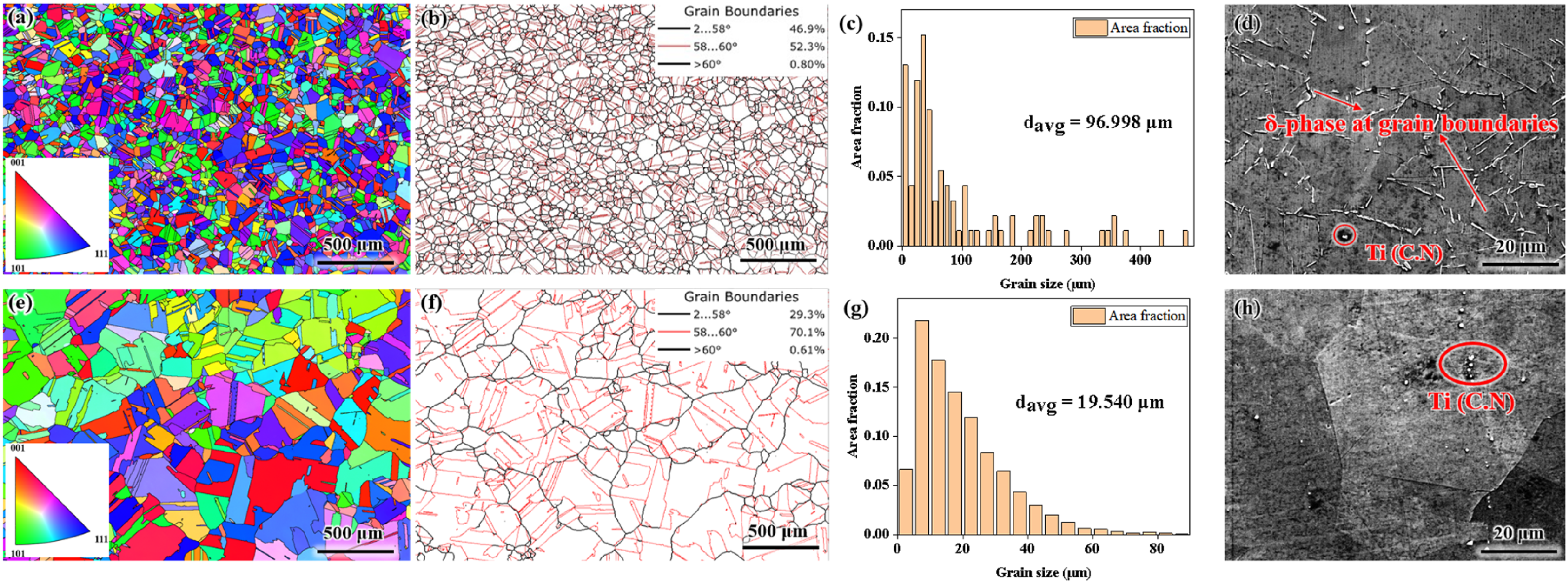
The microstructures of GH4169 alloy after different heat treatments: (a), (e) IPF map with grain size distribution of FG and CG samples; (b), (f) grain boundaries maps; (c), (g)average grain size;(d), (h) SEM figures.
Type of serration
Due to variations in deformation conditions and alloy microstructures, serrated flow phenomena in stress–strain curves typically exhibit diverse serration morphologies. According to the classical definition, the serrated flow behavior in metallic materials is generally divided into three types A, B, and C, depending on the propagation characteristics of the deformation bands. 22 Type A serrations correspond to continuously propagating deformation fronts along the gauge length, typically occurring at higher strain rates or temperatures. Type B serrations involve intermittently propagating bands, resulting in quasi-periodic stress oscillations. Type C serrations are associated with randomly nucleated, non-propagating deformation bands that cause abrupt stress drops. Although direct observation of deformation bands was not conducted in this study, the stress-strain curves exhibit characteristic features that allow qualitative correspondence with these serration types under different testing conditions. 23
Figure 2 illustrates the true stress–strain curves for FG and CG alloy specimens under various deformation conditions. Overall, under all parameters, flow stress gradually increased until fracture occurred, demonstrating significant work-hardening behavior. Compared to the CG specimen, the serrated flow phenomenon in the FG specimen was evidently more pronounced. Figure 3 provides magnified views of stress serrations observed in the FG and CG specimens. Under identical deformation conditions, the serration types observed in the FG and CG samples were generally consistent. At lower tensile strain rates, the serration types at 300 °C exhibited type A + B serrations. As the temperature increased from 400 °C to 500 °C, serration types transitioned from type B to type C. When the tensile strain rate increased to 3 × 10−3 s−1, serrations at 300 °C and 400 °C remained type A + B, whereas at 500 °C, serrations transitioned to type B. At the highest tensile strain rate, serration type A was observed at all temperatures.
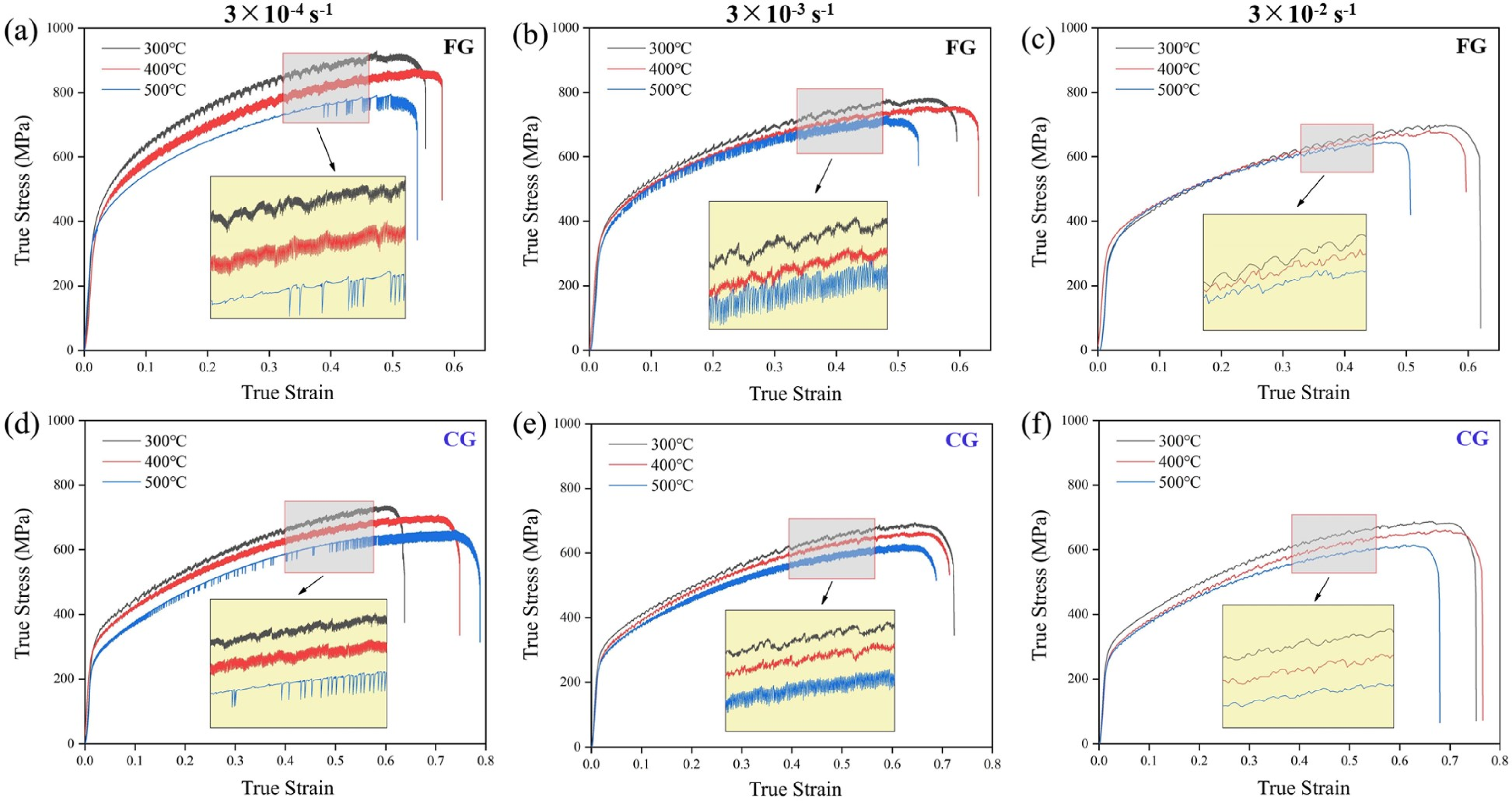
True stress-strain curves for FG and CG specimens with different deformation parameters: FG- (a) 3 × 10−4 s−1, (b) 3 × 10−3 s−1, (c) 3 × 10−2 s−1; CG- (d) 3 × 10−4 s−1, (e) 3 × 10−3 s−1, (f) 3 × 10−2 s−1.
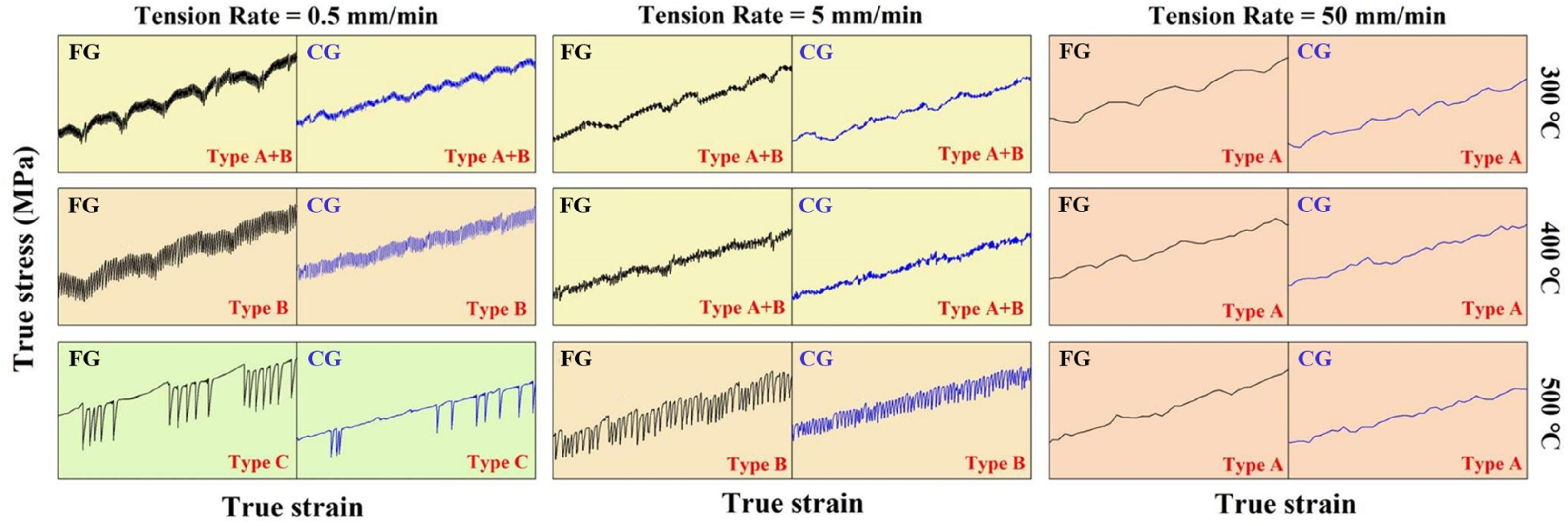
Magnification of serrated flow behavior in solution-treated GH4169 alloy.
Quantitative serration characteristics
Although the serration types observed in GH4169 alloys with different grain sizes are generally similar, significant differences exist in the key quantitative serration characteristics. To quantitatively analyze the serrated flow phenomenon, three important macroscopic parameters are introduced to characterize the main features of stress serrations: critical strain (εc), serration amplitude (Δσ), and dropping time (td),24–26 as illustrated in Figure 4. Where, the dropping time (td) was defined as the time interval from the local stress maximum to the subsequent local minimum on the stress curve, i.e., td = t(σmin)-t(σmax). In this study, all serration peaks and valleys in the stress data were identified using the Origin data analysis software. Points where the first derivative of the tensile data equals zero correspond to local maxima or minima on the curve. Starting from each minimum, the corresponding serration peak was identified upward, while from each maximum, the corresponding valley was identified downward. In this way, all serrations were mapped in scatter plots, enabling the quantitative representation of serrations in the true stress–strain curves for both FG and CG specimens, as shown in Figure 5. As stress variations below 0.4 MPa are generally associated with normal curve fluctuations, 27 such changes were excluded from the scatter plot statistics. The scatter plots reveal that, while the overall distribution patterns of serrations are similar for both specimens, there are significant differences in serration amplitudes. The underlying trends are further clarified by analyzing the critical strain (εc), serration amplitude (Δσ), and dropping time (td).
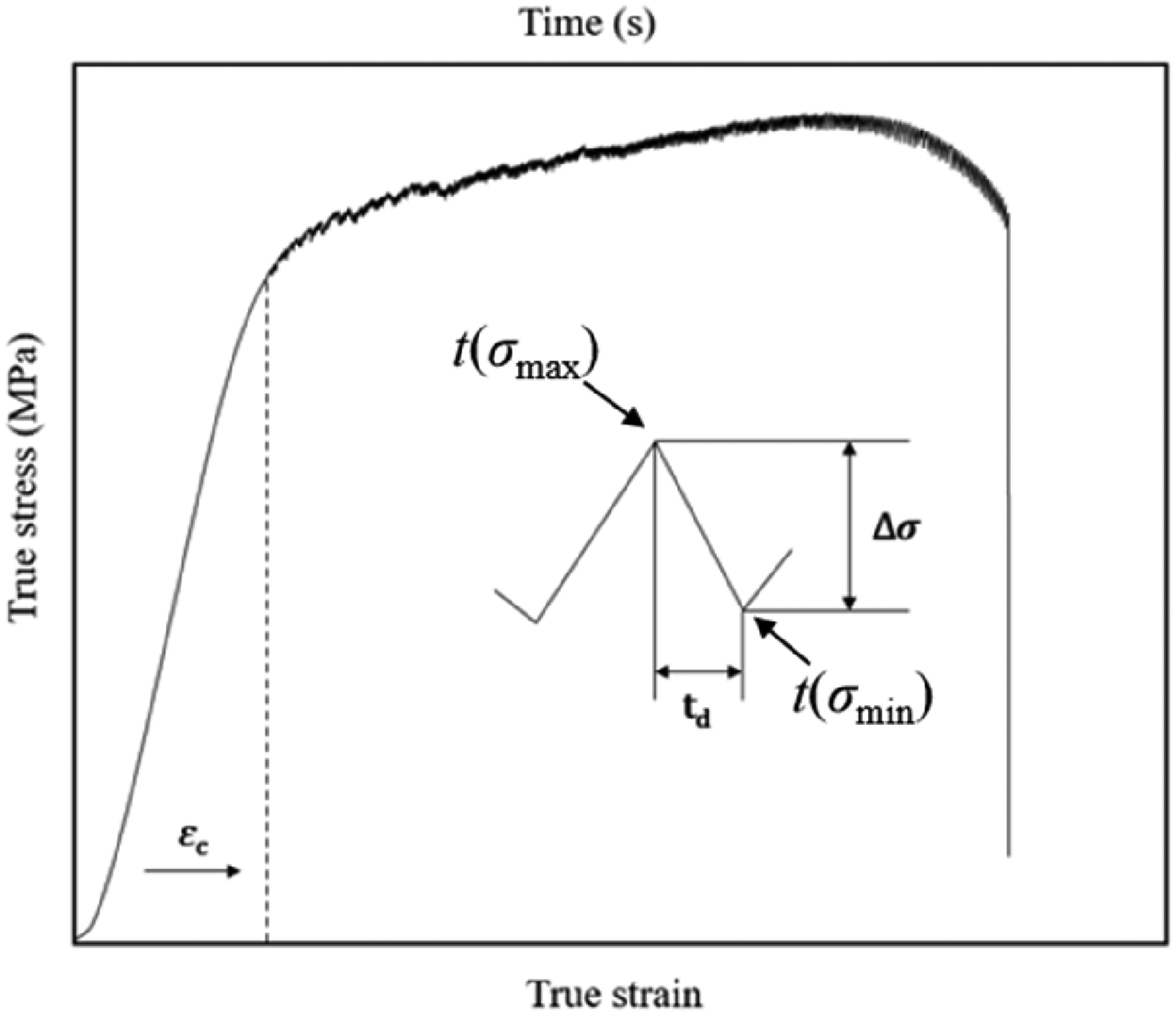
Schematic diagram of the serration feature values.
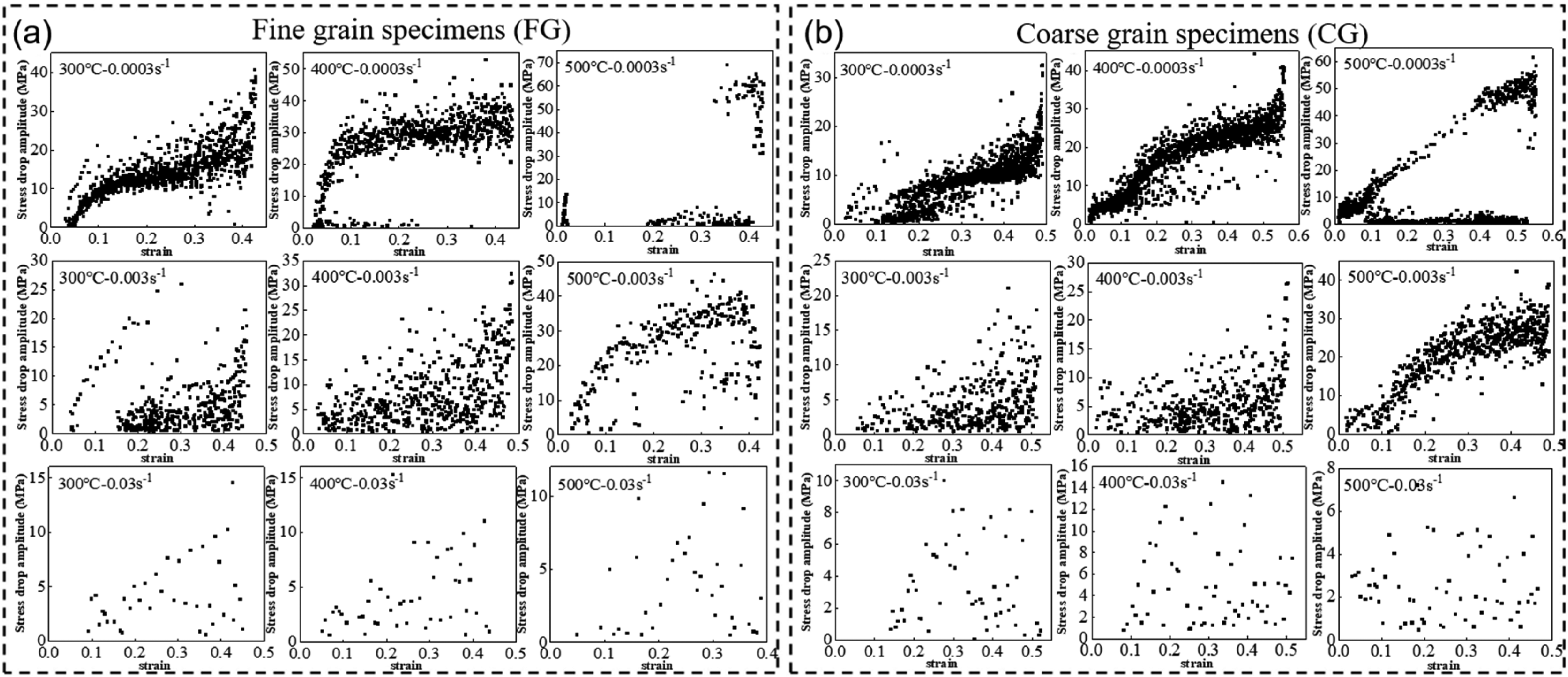
Scatter plot reflecting the stress serration for each parameter of GH4169 alloy (a) FG and (b) CG specimens.
According to the dynamic strain aging (DSA) theory, the critical strain (εc) denotes the strain at which solute atoms first exert a “pinning” effect on mobile dislocations. Table 3 illustrates the variations in critical strain (εc) for the FG and CG specimens under different deformation parameters. It can be observed that the critical strains (εc) for both FG and CG specimens decrease with increasing temperature and decreasing strain rate, exhibiting the typical characteristics of the positive Portevin–Le Chatelier (PLC) effect. 24 Under most deformation conditions, the FG specimen exhibits a larger critical strain (εc), indicating that smaller grain sizes necessitate greater dislocation accumulation before the onset of serrations. Only under conditions of lower temperatures coupled with higher strain rates (300 °C-3 × 10−3 s−1, 400 °C-3 × 10−3/3 × 10−4 s−1) does the CG specimen demonstrate a higher critical strain compared to the FG specimen.
Critical strain (εc) of FG and CG specimens at different parameters.

According to the statistical data of average serration amplitude (
Average stress amplitude (

Unlike the two characteristics discussed above, the statistical data for serration dropping time (
Drop time (

Discussion
Difference in activation energy
Due to the differences in serration characteristics between the two specimens, the activation energy values for serration formation in FG and CG specimens inevitably differ. Evaluating the difficulty of serration formation through differences in activation energy values is the most accurate approach. Within the temperature range of 300–500 °C, the critical strain (εc) for both specimens exhibits a “positive PLC” characteristic, decreasing with increasing temperature and decreasing strain rate. Therefore, in this section, both Cottrell's and McCormick's methods were employed to calculate the activation energy for serration formation based on (εc), with detailed calculations illustrated in Figure 6.
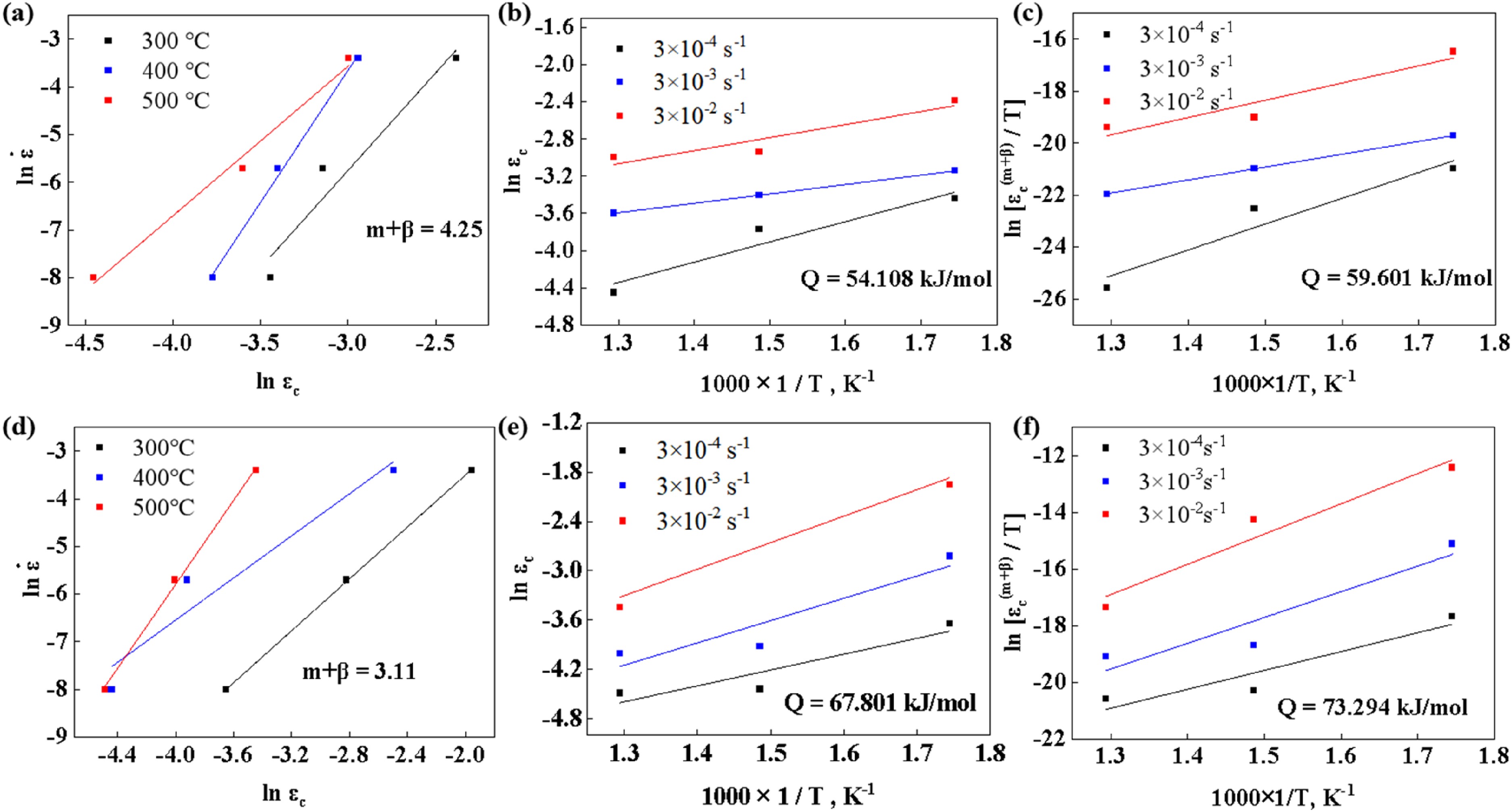
Calculation for activation energy of solution-treated GH4169 alloy: (a) (d) (m+β) of FG and CG specimen; (b) (e) ln ɛc vs 1000/T plots of FG and CG specimen (Cottrrel's approach); (c) (f) ln ɛc(m+β)/T vs 1000/T plot of FG and CG specimen (McCormick approach).
The first method is the Cottrell method,
31
commonly used to calculate the activation energy for serration formation at lower temperatures. This is achieved by plotting the critical strain (εc) as a function of strain rate (
In this equation, K is a constant, k is the Boltzmann constant (k = 1.38 × 10−23), Q represents activation energy, and m and β are the exponents in the relationships between vacancy concentration Cv and mobile dislocation density ρm, given by the following equations:

The value of the exponent (m + β) is determined from the slope of the ln(εc) versus ln(
The second method is based on McCormick's quasi-static strain aging model,
32
which considers that dislocations move discontinuously and periodically stop temporarily at obstacles. Compared with the conventional Arrhenius relation, McCormick's model explicitly considers the temporary immobilization of dislocations by diffusing solute atoms and the subsequent unlocking process, which governs the serrated flow behavior observed during dynamic strain aging. Therefore, the concentration dependence of the C element in the GH4169 alloy can be related to temperature, forming the following model:
In this equation, Cs is the local solute concentration required to pin dislocations, C0 is the solute concentration in the alloy matrix, α is a constant (α ≈ 3), L is the average distance between obstacles preventing dislocation motion, Um is the solute-dislocation binding energy, D0 is the diffusion frequency factor, Qm is the activation energy for solute migration, and K, N, m, and β are constants. The second method determines the activation energy (Q) from the efficiency of the ln[ɛc(m+β)/T] versus 1000/T curve, with results shown in Figure 6(c) and (f).
The activation energy values for the FG specimen range from 54.1 to 59.6 kJ/mol, whereas those for the CG specimen range from 67.8 to 73.3 kJ/mol. Although both exhibit relatively low activation energies, the FG specimen clearly shows lower activation energy for serration formation than the CG specimen. Generally, it is believed that materials with smaller grain sizes possess greater deformation resistance and thus higher activation energies for deformation. 33 However, the activation energy for serration formation does not follow the same trend as plastic deformation, suggesting serrated flow phenomena are more readily triggered in specimens with smaller grain sizes. This finding is consistent with the observed behavior in the flow curves.
Microscopic deformation mechanisms
Based on initial microstructural differences, the major factors affecting serrated flow in the two specimens are grain size, twins, and the δ-phase. The δ-phase is only observed in the FG specimen. Figure 7 shows the ECCI microstructure of the deformed FG specimen, revealing numerous δ-phase precipitates distributed along grain boundaries parallel to the tensile direction. Under higher magnification (50 K, Figure 7(b)), no obvious contrast difference across the δ-phase precipitates is detected, indicating they are not sheared by mobile dislocations. This is because the δ-phase, a Nb-rich hard precipitate, typically interacts with dislocations through bypass mechanisms. 19 Studies have indicated that precipitates generally weaken serration amplitudes by increasing the energy barriers required for dislocation motion. Although δ-phase precipitates, being harder, have a lesser weakening effect on serrations compared to shearable precipitates, 34 this still does not fully explain the greater serration amplitudes in the FG specimen. On the other hand, the CG specimen contains slightly more Nb in solid solution owing to the absence of δ-phase precipitation, this higher Nb concentration is not expected to dominate the DSA behavior. Niobium is a large, slow-diffusing substitutional element whose mobility at 300–500 °C is insufficient to generate dynamic solute–dislocation interactions on the timescale of serrated flow. Therefore, while Nb partitioning may slightly alter the local elastic fields, the overall DSA response is primarily governed by grain size and twin density rather than by Nb diffusion.
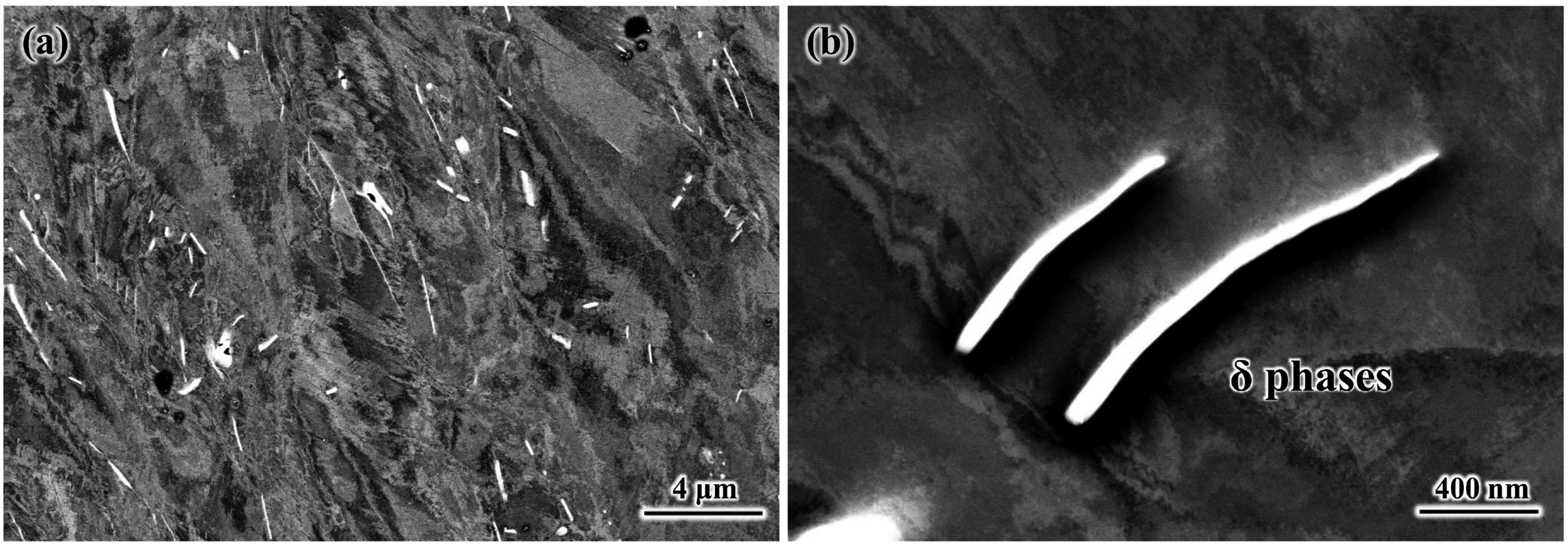
ECCI microstructure of FG specimens at different magnifications: (a) 5 K; (b) 50K.
To clearly observe microstructural differences during deformation between the two specimens, additional EBSD microstructures at intermediate deformation strains of 30% and 60% were investigated. Figure 8 shows the kernel average misorientation (KAM) maps for FG and CG specimens under different deformation strains, with twin boundaries marked by red lines. Evidently, the FG specimen exhibits higher local misorientation, indicating greater dislocation density and internal stress within equivalent areas compared to the CG specimen. This phenomenon is typically attributed to the higher strength of fine-grained materials. According to DSA theory, greater dislocation density enhances the interaction between dislocations and solute atoms, predicting more pronounced serrated flow phenomena and larger serration amplitudes in finer-grained materials. This is consistent with the observations reported in this study (Table 4). However, according to this theory, fine-grained materials should exhibit serrations at lower strains or after longer waiting times at obstacles. 14 Such phenomena were not observed in the serration characteristics analyzed here; particularly, the critical strain exhibited an opposite trend (Table 3).

KAM histograms of FG and CG specimens under different deformations.
Indeed, for Cu-30Zn (wt.%) and Al-Mg alloys, it has been established that the critical strain increases with increasing grain size.35,36 As an important indicator reflecting internal microstructural changes before serration onset, critical strain (εc) is closely associated with dislocation accumulation at defects during initial deformation. For low stacking-fault-energy metals like GH4169 alloy, twin morphology likely plays a critical role in determining critical strain and subsequent deformation behavior. According to initial microstructural observations, abundant twins exist in both specimens. During subsequent deformation, although twin densities in equivalent regions of both specimens are similar (Figure 8), substantial differences in twin structures remain.
Figure 9(a) and (b) show EBSD + ECCI micrographs of the FG specimen at a magnification of 7.5 K. It can be observed that the twins in the FG specimen predominantly exhibit fine, lamellar structures. Under higher magnification using ECCI mode, twin spacing was measured at approximately 323–550 nm (Figure 9(c)), with clear contrast variations on either side of the twin boundaries, indicating strong dislocation-twin interactions during deformation. Moreover, as seen from Figure 9(d), the contrast directions differ significantly within certain grains in the FG specimen, suggesting more intense dislocation activity. Figure 10(a) and (b) illustrate deformation microstructures of the CG specimen at 1.5 K magnification. Comparatively, the twin spacing in the CG specimen is considerably larger, ranging from 2.6 to 8.7 μm (Figure 10(c)), and the twin structure comprises substructures from multiple twin systems. Observations of contrast across the twin boundaries also show variations, but the extent of these contrast differences is much less pronounced than in the FG specimen, with contrast variations primarily observed near grain boundaries, as indicated in Figure 10(d).
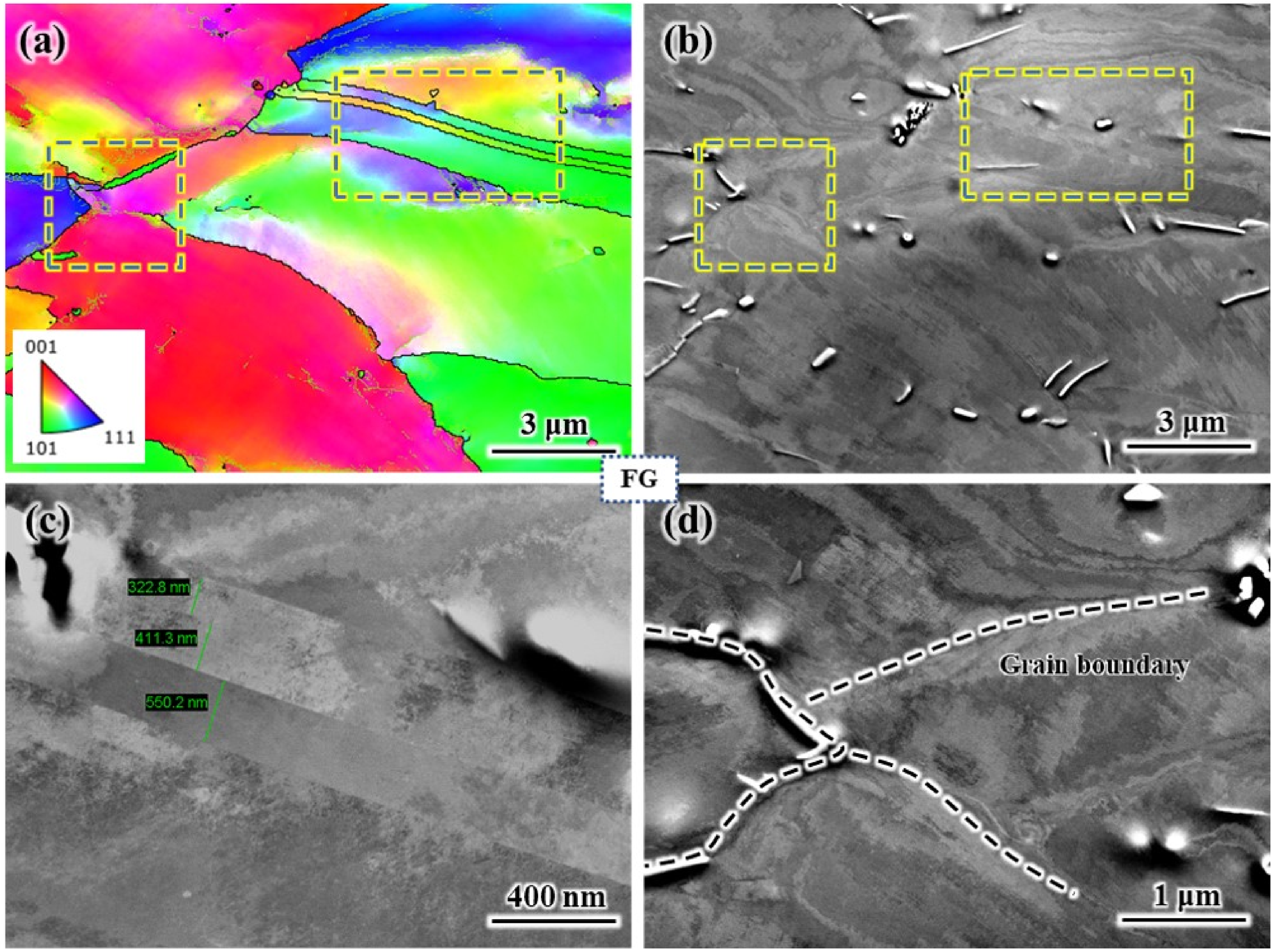
Deformed microstructure of FG specimen: (a) EBSD microstructure; (b) ECCI microstructure; (c) twins; (d) grain boundaries.
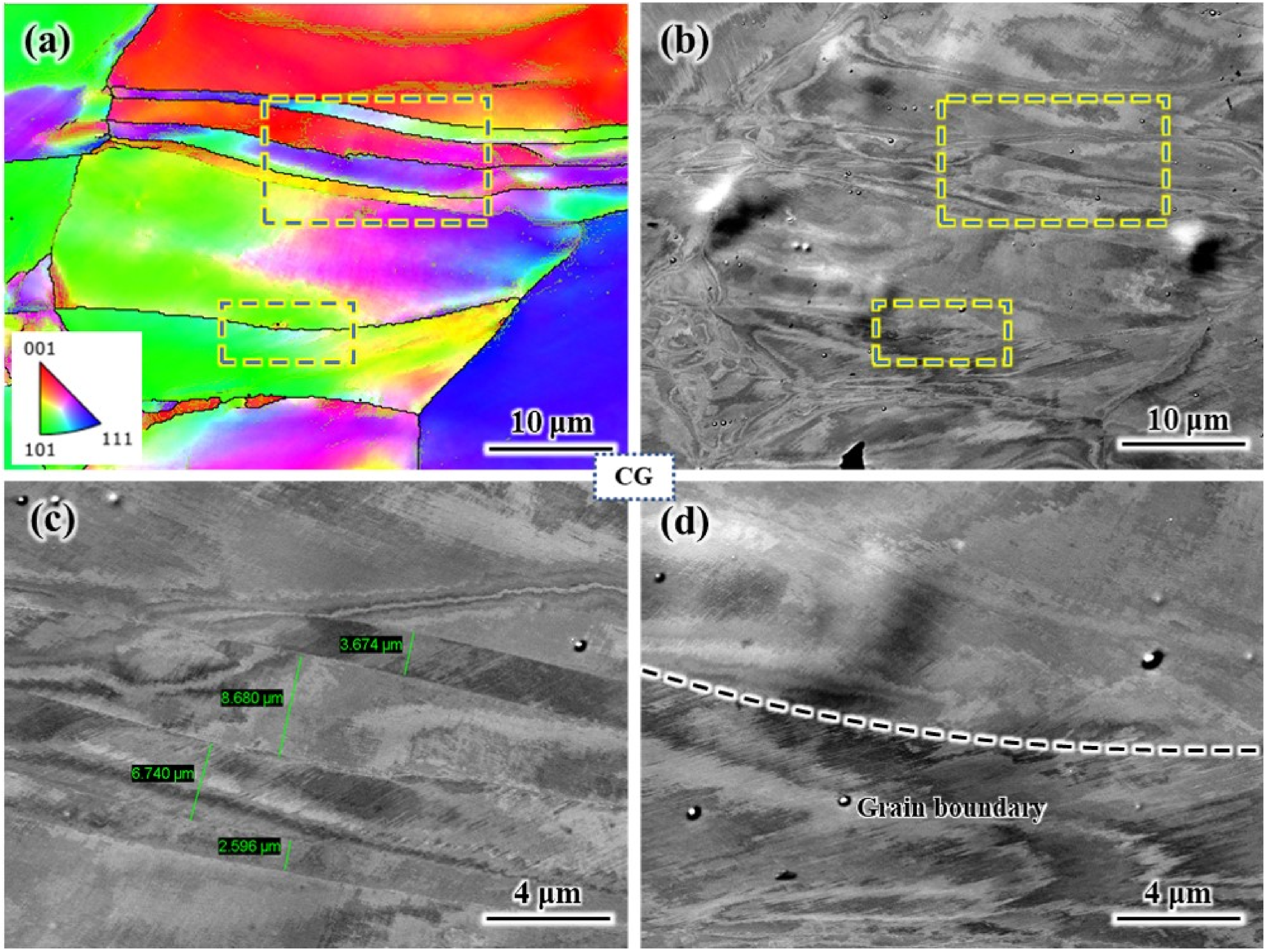
Deformed microstructure of CG specimen: (a) EBSD microstructure; (b) ECCI microstructure; (c) twins; (d) grain boundary.
The pronounced planar-slip behavior observed in the FG alloy is mainly promoted by the presence of fine lamellar nano-twins. In low-stacking-fault-energy FCC alloys such as GH4169, twin boundaries act as strong barriers to cross-slip and confine dislocation motion within the {111} slip planes, thus encouraging planar rather than wavy glide. This confinement results in dislocation pile-ups between parallel twin lamellae, producing strong local stress concentrations that contribute to the observed serrated flow. High-magnification ECCI images (Figure 9) revealed distinct contrast reversals and direction changes across twin boundaries, which directly indicate dislocation pile-ups and planar-slip confinement. Although TEM analysis was not performed, the spatial resolution of ECCI was sufficient to capture these localized slip traces, confirming the nano-twin-induced planar-slip mechanism in the FG specimen.
Furthermore, the consistently larger average serration amplitudes in the FG alloy (Table 4), together with its lower activation energy for serration onset (Section 4.1), indicate stronger pinning–unpinning dynamics during DSA. EBSD-KAM maps (Figure 8) show higher local misorientation in FG, implying a higher dislocation density; high-magnification ECCI (Figure 9) reveals pronounced contrast reversals across lamellar twins, evidencing dislocation pile-ups and planar-slip confinement. Such microstructural conditions are known to intensify the interaction between diffusing solute atmospheres and dislocations, thereby amplifying serration amplitude.37–40
It can thus be inferred that, during initial deformation, the fine lamellar twins and smaller grain size in the FG specimen effectively shorten the planar slip distances for dislocations. Previous studies have indicated that shorter slip distances facilitate dynamic recovery processes such as cross-slip or multiple slip, thereby reducing dislocation accumulation and preventing the formation of higher dislocation densities at the initial stages of deformation in the FG specimen.41,42 Consequently, under most conditions involving higher temperatures and strain rates, the FG specimen requires greater critical strain to accumulate sufficient dislocations for serration onset. However, under conditions of 300 °C-3 × 10−3 s−1, 400 °C-3 × 10−3/3 × 10−4 s−1, due to lower strain rates and insufficient temperatures for extensive dynamic recovery, dislocations in the FG specimen more readily accumulate at obstacles, resulting in lower critical strains compared to the CG specimen.
Conclusion
This present work systematically investigated the effect of initial microstructure on the serrated flow behavior of GH4169 alloy under different solution-treatment conditions. Two distinct microstructures were prepared—fine-grained (FG, ≈19.5 µm) and coarse-grained (CG, ≈96.9 µm)—and their dynamic strain-aging (DSA) responses were analyzed through quantitative serration statistics and activation-energy evaluation. The key findings are summarized as follows:
Both FG and CG alloys exhibit characteristic Type A-C serrations within 300–500 °C, but the FG specimen shows significantly larger serration amplitudes and higher critical strains under most conditions. These trends indicate stronger pinning–unpinning dynamics during DSA. The activation energy for serration formation is lower in the FG specimen (54–60 kJ mol–1) than in the CG specimen (68–73 kJ mol–1), suggesting that serrated flow is more easily triggered in finer-grained alloys. High-resolution EBSD and ECCI analyses reveal that fine lamellar nano-twins in the FG alloy promote planar dislocation glide along {111} slip planes and generate intense dislocation pile-ups. These features amplify dislocation–solute interactions and thereby enhance the serration amplitude. The δ-phase present only in the FG alloy interacts with dislocations via bypass mechanisms and slightly modulates local dislocation density, but its effect on DSA is secondary compared with grain size and twin density. Overall, the dynamic strain-aging behavior of GH4169 alloy is governed primarily by microstructural scale: grain refinement and high twin density facilitate stronger solute–dislocation interactions, leading to more pronounced serrated flow.
Footnotes
Acknowledgements
This work is supported by the State Key Lab of Advanced Metals and Materials in University of Science and Technology Beijing (Grant No. 2022-Z21), and the Natural Science Foundation of Jiangsu Province(Grant No. BK20220548). With particular grateful to Yangtze Delta Region Institute of Advanced Materials for providing equipment support.
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the the State Key Lab of Advanced Metals and Materials in University of Science and Technology Beijing, the Natural Science Foundation of Jiangsu Province, (grant number 2022-Z21, BK20220548).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.