
Abstract
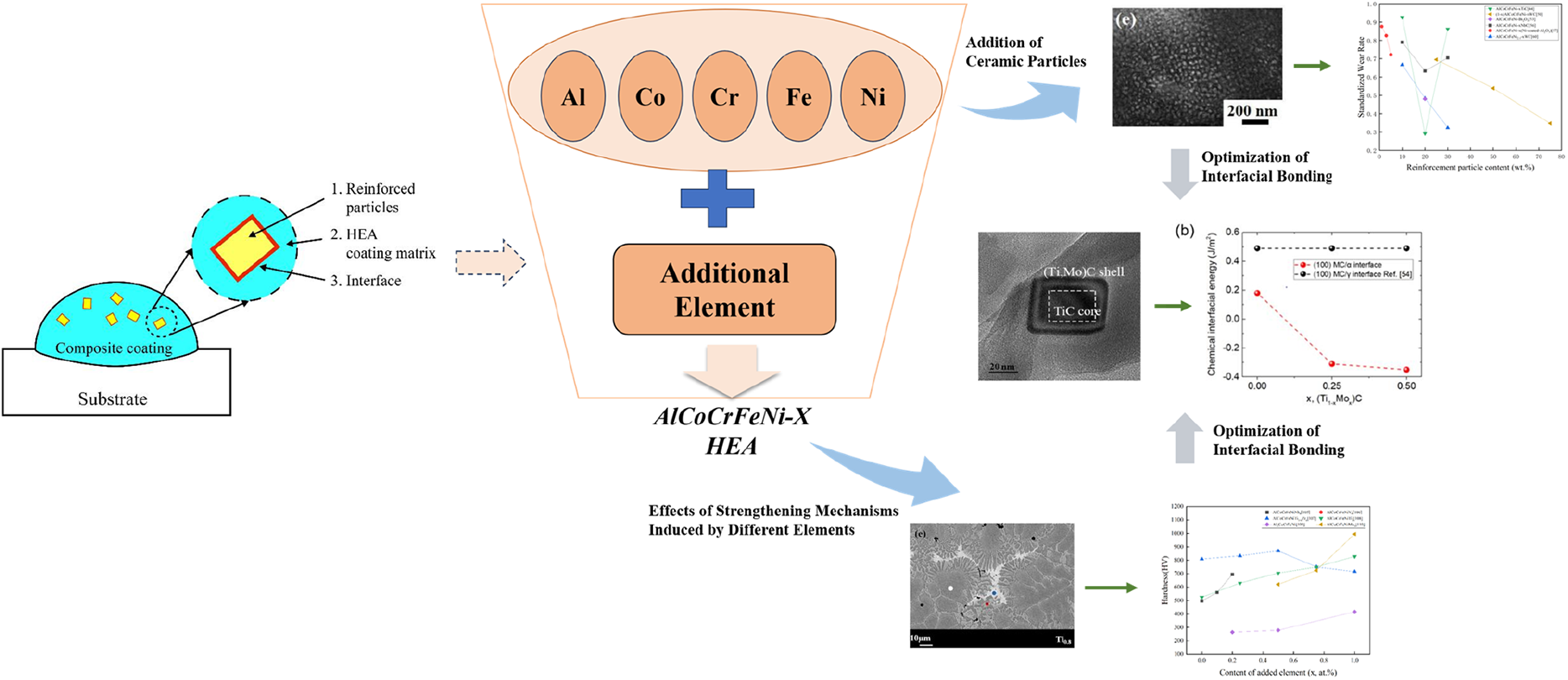
High-entropy alloys (HEAs), exemplified by the AlCoCrFeNi system, have garnered significant interest in materials science owing to their superior mechanical properties, including exceptional strength and hardness, characteristics that render them particularly well suited for wear-resistant applications. Recent developments have demonstrated that the incorporation of ceramic reinforcement phases into AlCoCrFeNi-based matrices represents an effective strategy for enhancing tribological performance via composite coating architectures. This review offers a comprehensive examination of coating systems, including reinforcement phase selection criteria and matrix functionality. A systematic analysis of matrix-strengthening approaches is provided, elucidating fundamental mechanisms and detailing how variations in alloying elements drive microstructural evolution and consequent improvements in wear resistance. Particular attention is devoted to interfacial optimization, offering a detailed discussion of interface characteristics and optimization strategies achieved through adjustments in elemental composition. Finally, the present limitations of AlCoCrFeNi composite coatings are reviewed, and prospective research avenues are suggested.
Alcocrfeni high-entropy alloy composite coatings
In recent years, high-entropy alloys (HEAs) have emerged as a transformative research frontier owing to their compositional complexity, tunable microstructures, and outstanding combinations of mechanical and functional properties.1,2 HEAs are fundamentally defined as metallic systems comprising five or more principal elements in equimolar or near-equimolar ratios, where each constituent element occupies 5–35 atomic percent.3–5 This multi-principal-element design leads to a random distribution of atoms within the crystal lattice, giving rise to four characteristics features of HEAs: (i) high-entropy effects, (ii) sluggish diffusion effect, (iii) severe lattice distortion effect, and (iv) “cocktail” effect. 4 Crucially, the elevated configurational entropy plays a pivotal role in suppressing the formation of intermetallic compounds (IMCs) within specific compositional windows, thereby stabilizing simple solid-solution phases. Consequently, equimolar HEAs often exhibit single-phase structures under appropriate compositional and processing conditions, adopting face-centered cubic (FCC), body-centered cubic (BCC), or hexagonal close-packed (HCP) crystal configurations under equilibrium conditions.
While conventional alloys have been extensively optimized for specific applications, single-phase HEAs consisting solely of FCC or BCC structures often exhibit limitations in achieving a favorable balance between strength and ductility, particularly under demanding service conditions.6,7 This limitation has driven the emergence of complex concentrated alloys (CCAs) as an evolutionary extension of the HEA concept. CCAs extend the original HEA definition through the incorporation of controlled phase complexity, yielding an expanded taxonomy that includes multiphase HEAs, interstitial-alloyed HEAs, and medium-entropy alloys (MEAs), as schematically depicted in Figure 1. To transcend the strength-ductility trade-off inherent in single-phase systems, modern CCAs typically utilize engineered microstructures that integrate multiple solid-solution phases. Notably, recent advancements have intentionally incorporated IMCs into HEA systems via targeted compositional design. Thermodynamically driven alloying enables controlled precipitation of IMCs, thereby providing synergistic reinforcement. These ordered phases effectively improve key mechanical properties, primarily by enhancing strength and work-hardening capacity through dislocation–IMC interactions, while also contributing to improved damage tolerance via crack deflection at phase boundaries. 8
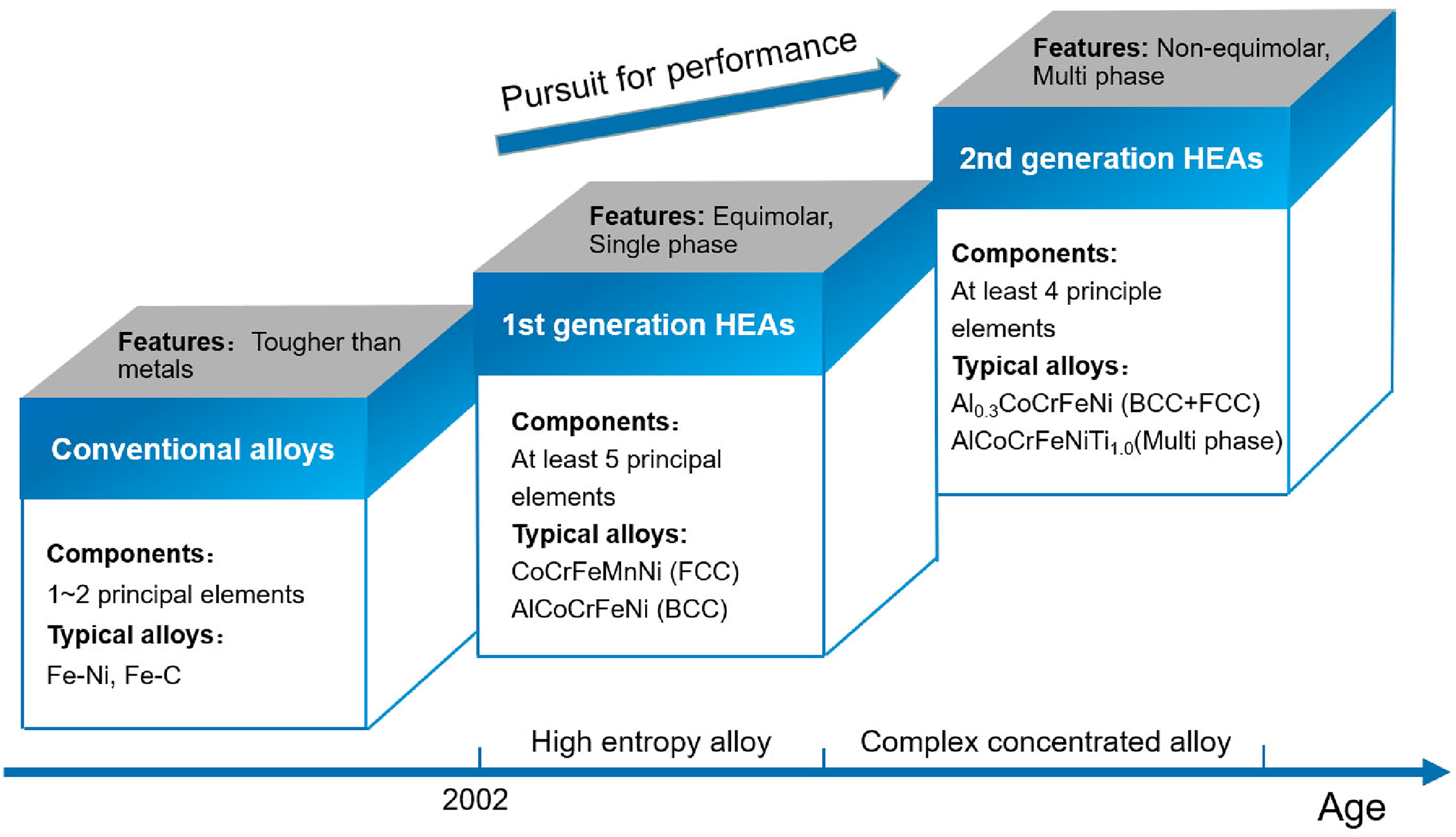
The concept evolution and characteristics of HEAs.
The AlCoCrFeNi alloy system has become a prototypical model for HEA research owing to its unique phase constitution and superior mechanical performance. As a canonical equiatomic HEA, this alloy predominantly adopts BCC microstructures, exhibiting exceptional compressive strength (2976 MPa) while retaining substantial plastic deformation capability (fracture strain: 45.9%). Typical Vickers hardness values range between 500–600 HV, positioning it between conventional structural alloys and specialized wear-resistant materials. Notably, cast AlCoCrFeNi achieves ∼500 HV, 9 whereas laser-cladding (LC) specimens demonstrate enhanced hardness up to 543 HV. 10 LC processing offers notable advantages for surface restoration applications, featuring rapid deposition rates and precise thermal management with minimal heat-affected zones. Accordingly, LC is recognized as an effective surface engineering technique for refurbishing high-performance components. Numerous studies have validated the capability of laser cladding to produce densely adherent HEA coatings,11,12 with AlCoCrFeNi compositions displaying excellent metallurgical coherence through controlled phase formation. 13 Microstructural characterization reveals a BCC-dominant matrix with minor FCC precipitates preferentially located at grain boundaries, as depicted in Figure 2.
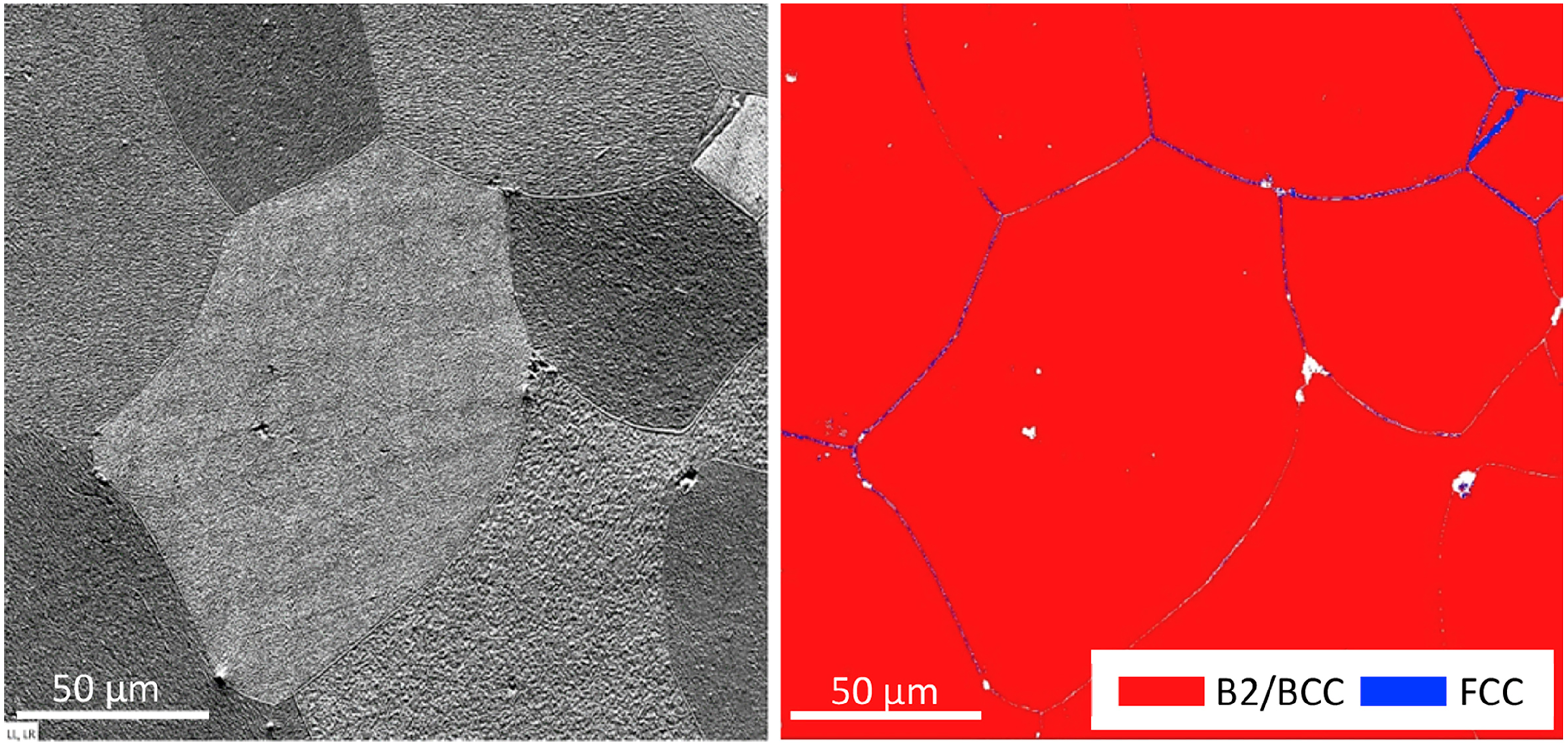
Phase map of AlCoCrFeNi coating 11 .
To address the inherent mechanical limitations of AlCoCrFeNi alloys, conventional strengthening through elemental alloying (e.g., Ti and Nb additions) offers limited improvement. Although hardness can increase to ∼750 HV, overall strength gains remain modest. 14 Moreover, alloying beyond 8 at.% induces excessive IMC precipitation, which (i) reduces plastic strain reduction from 45.9% to <12% and (ii) increases brittle fracture susceptibility via interfacial stress concentration at IMC/matrix interfaces. Furthermore, the rapid solidification kinetics (cooling rate >103 K/s) inherent to laser cladding induce substantial thermal gradients, promoting crack initiation in monophasic coatings. 15 As a solution, an innovative approach involves the synergistic incorporation of alloying elements and ceramic particles to fabricate MMCs, thereby refining coating microstructures and amplifying mechanical performance.
Compared to monolithic metal matrices, MMCs offer notable improvements in strength, stiffness, and weight reduction. 16 As shown in Figure 3, these systems constitute a multi-phase architecture comprising a metallic matrix (e.g., alloy) and discrete reinforcement phases (e.g., carbides), strategically engineered engineered through controlled phase distribution to enable emergent properties inaccessible to individual constituents. 17 Extensive research into the performance of metal matrix composite coatings (MMCCs) based on Fe, Ni, and related systems has demonstrated promising performance, leading to successful industrial implementation.18,19 In contrast, AlCoCrFeNi materials remain relatively underexplored, and studies on their composite coatings are still in the early stages. Existing studies have primarily focused on microstructural characterization and performance analysis,20–22 while systematic investigations into wear resistance and strengthening methods remain insufficient. As a result, enhancing the wear resistance of AlCoCrFeNi composite coatings has increasingly become a prominent research priority.
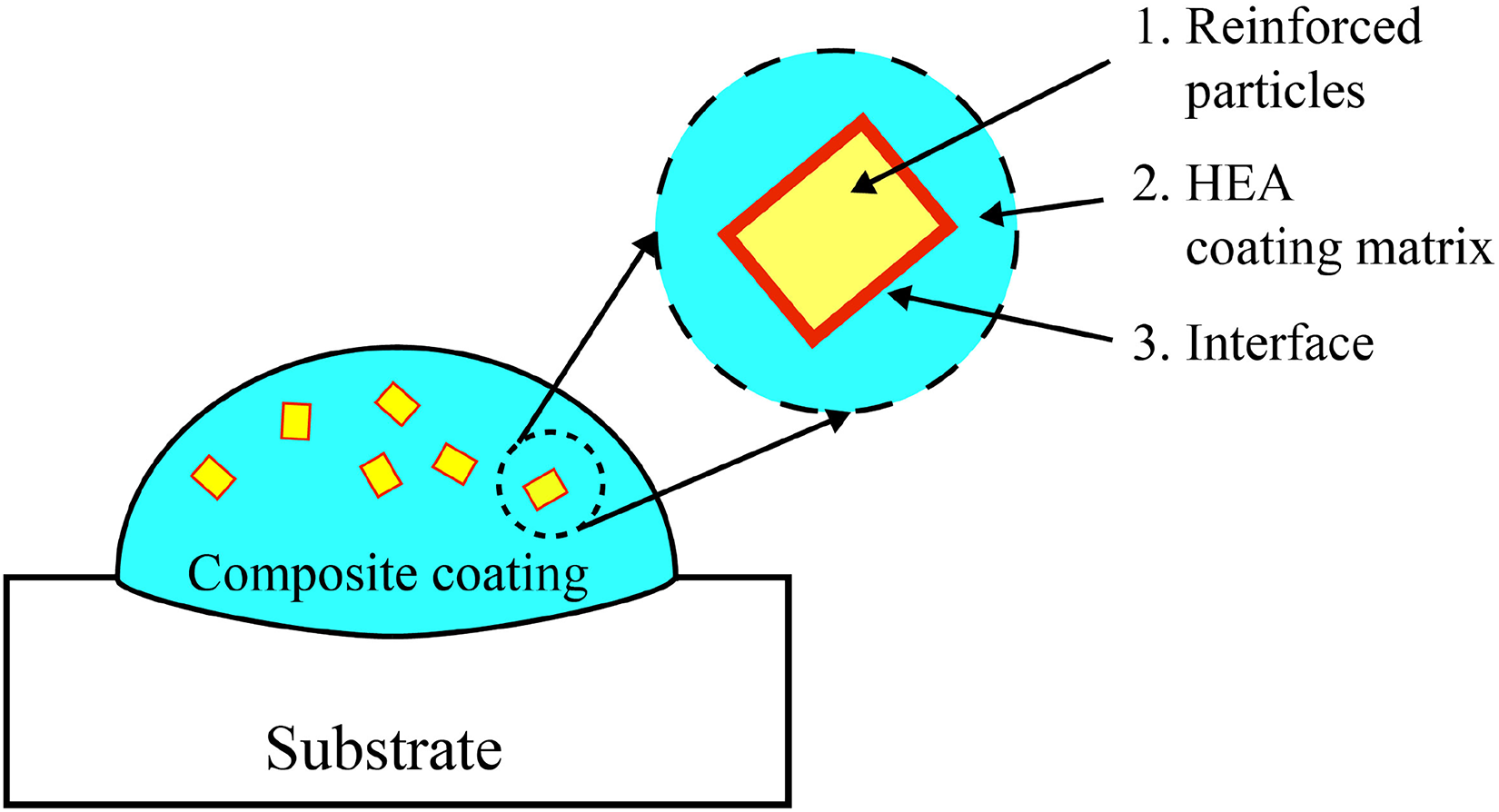
Structural diagram of HEA composite coating.
This study presents a comprehensive review of strengthening strategies for AlCoCrFeNi-based composite coatings as documented in the literature, with a particular emphasis on the influence of reinforcing phase particles, the coating matrix, and interfaces in metal matrix composite coatings. Furthermore, the reinforcement mechanisms operative within AlCoCrFeNi-based composite coatings are thoroughly analyzed. Finally, by identifying current limitations and knowledge gaps, this study outlines future research directions and potential advancements in this emerging field.
Selection of ceramic particle reinforcements
The addition of ceramic particle reinforcements, including carbides and nitrides, markedly enhances the mechanical properties of coatings. Industrially applied methods—such as direct addition or in situ synthesis of reinforcing particles—have been demonstrated to be effective routes for incorporating ceramic reinforcements into coatings and improving wear resistance. The performance of these coatings is strongly influenced by the physicochemical properties of the ceramic particles and their compatibility with the matrix. Achieving compatibility entails minimizing disparities in thermal expansion coefficients and elastic moduli, as well as ensuring optimal wettability and controlled interfacial reactivity between the particles and matrix. 23 In this study, the AlCoCrFeNi alloy serves as the matrix. Its transition metal constituents (e.g., chromium and iron) exhibit high carbon affinity, thereby improving wettability and promoting robust bonding with carbide particles. This interfacial synergy is essential for optimizing load transfer and mechanical durability. Key physical properties of reinforcing particles—particularly density, thermal expansion coefficient, and elastic modulus—significantly influence both the wear resistance and the quality of coating formation. 24 Density alignment minimizes particle segregation during processing, while aligned thermal expansion coefficients reduce residual stresses at interfaces. Furthermore, controlled elastic modulus gradients enhance energy dissipation without inducing crack nucleation. Equally critical is the interfacial bonding strength, which depends on chemical interactions and diffusion kinetics between the particles and matrix. 25
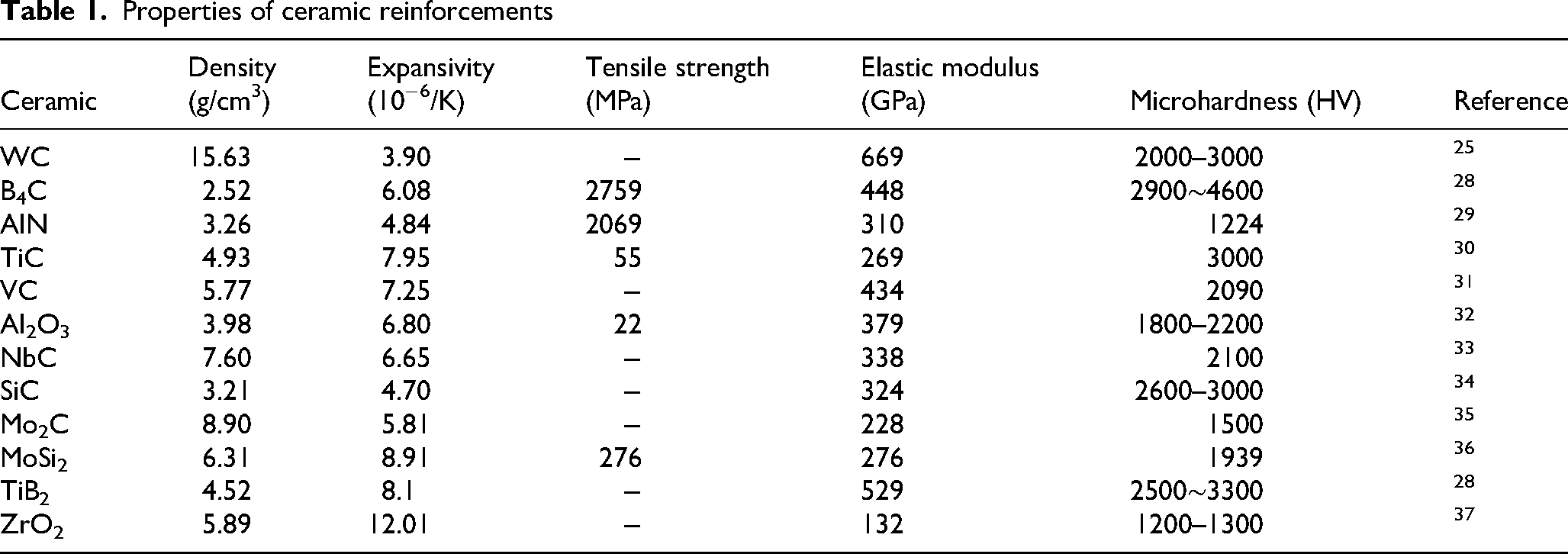
Table 1 summarizes the physical properties of widely utilized reinforcement particulates. In HEAs coating systems, transition metal carbides—particularly TiC, WC, and NbC—are prioritized as reinforcement candidates due to their balanced performance profile. 26 Among these, TiC ceramics exhibit exceptional hardness, superior wear resistance coupled with low density, and thermal stability exceeding 3100 °C, which has led to their widespread adoption as representative reinforcements for MMCs.19,25,27 These characteristics, combined with inherent compatibility within HEA systems, have spurred extensive investigations into TiC-reinforced HEA coatings.
Properties of ceramic reinforcements
The incorporation of TiC particles typically follows two strategies: exogenous addition and in situ synthesis, each with distinct merits and limitations. Exogenous addition enables straightforward processing, flexible composition control, and broad particle selection. Studies have demonstrated that externally introduced TiC particles can enhance HEA coating hardness by approximately 15–30% and reduce wear rates by 40–60%, depending on composition and processing conditions.38–40 Amar et al. 38 reported a 22% increase in tensile strength with 5 wt.% TiC addition, while Cai et al. 41 achieved a 55% wear resistance improvement in FeMnCrNiCo coatings containing 10 wt.% TiC. Nevertheless, this method often induces particle agglomeration and interfacial stress concentrations, predisposing coatings to crack initiation under cyclic loading. 42
In contrast, in situ synthesis facilitates carbide formation through controlled chemical reactions within the molten pool. This method is generally associated with improved thermodynamic stability and superior interfacial characteristics, including defect-free interfaces and enhanced wettability—as the reinforcing particles nucleate and grow coherently within the matrix. 43 Furthermore, in situ synthesized particles typically demonstrate refined sizes and homogeneous distribution, with <15% size variation across the matrix. 44 Despite these merits, systematic studies on the hardness and wear resistance of in situ TiC-reinforced AlCoCrFeNi coatings remain scarce. Liu et al. 45 demonstrated in situ TiC synthesis during laser cladding of AlCoCrFeNiTi coatings on AISI 1045 substrates. However, their reliance on carbon diffusion from the melted steel substrate limited TiC content, which was insufficient for substantial property enhancement. Similarly, Alex et al. 46 achieved only marginal hardness gains (∼40 HV) in Al0.6CoCrFeNi coatings using suboptimal precursor concentrations (3 at.% Ti + 0.25 at.% C), underscoring the critical need for effective carbon delivery strategies. Addressing this challenge, Li et al. 47 pioneered a carbon source engineering approach using Cr3C2 and Ti powder to fabricate a homogeneous AlCoCrFeNi-20 wt.% TiC coating (Figure 4). The in situ synthesized TiC exhibited unique flower-like architectures with Al2O3 nucleation cores, achieving 684.4 HV hardness and approximately fourfold improvement in wear resistance compared to the unreinforced matrix.

Elemental mappings of AlCoCrFeNi-20% TiC coating 47 .
WC particles demonstrate superior metallurgical compatibility with diverse self-fluxing alloy matrices including Fe-, Ni-, and Co-based systems, attributed to their stable interfacial bonding characteristics.48–52 Notably, variations in tungsten content exhibit limited influence on the phase stability of HEA matrices. During the material synthesis process, WC undergoes progressive dissolution within the molten pool, where liberated carbon atoms undergo reactive diffusion with metallic constituents to form thermodynamically stable carbide phases.53,54 This phase evolution follows the principle of negative mixing enthalpy dominance, where atomic pairs with stronger exothermic interactions preferentially combine to create crystalline carbide precipitates such as NbC, as evidenced in AlCoCrFeNiNb0.75 coating systems during solidification.55,56 Figure 5(a) illustrates the relationship between reinforcement particle content and the average microhardness of the material. Different color bands are used to distinguish coatings with different compositions, consistent with the representation adopted in Figure 20. The width of each color band represents the standard deviation associated with the corresponding average microhardness value. As the reinforcement particle content increases, the average microhardness shows a significant enhancement. The increase in hardness is attributed to the strengthening effect of the ceramic particles, which contribute to the formation of a harder and more wear-resistant structure. This trend demonstrates a clear positive correlation between reinforcement particle content and microhardness, indicating that the incorporation of ceramic particles improves the overall mechanical properties of the coating. Figure 5(b) demonstrates the influence of ceramic particle content on the wear behavior of the coatings. Similarly, the color bands are used to differentiate various coating compositions, and the band width indicates the standard deviation of the corresponding normalized wear rate. The normalized wear rate is defined as the ratio of the wear rate of the ceramic particle-reinforced coating to that of the unreinforced substrate. A vertical coordinate greater than 1 signifies a deterioration in wear resistance due to the incorporation of ceramic particles. In contrast, a lower vertical coordinate indicates enhanced wear resistance, corresponding to a reduced wear rate. As observed from the graph, an increase in ceramic particle content leads to a progressive decrease in wear rate, with a pronounced reduction occurring when the ceramic particle content falls within the range of 20% to 30%.
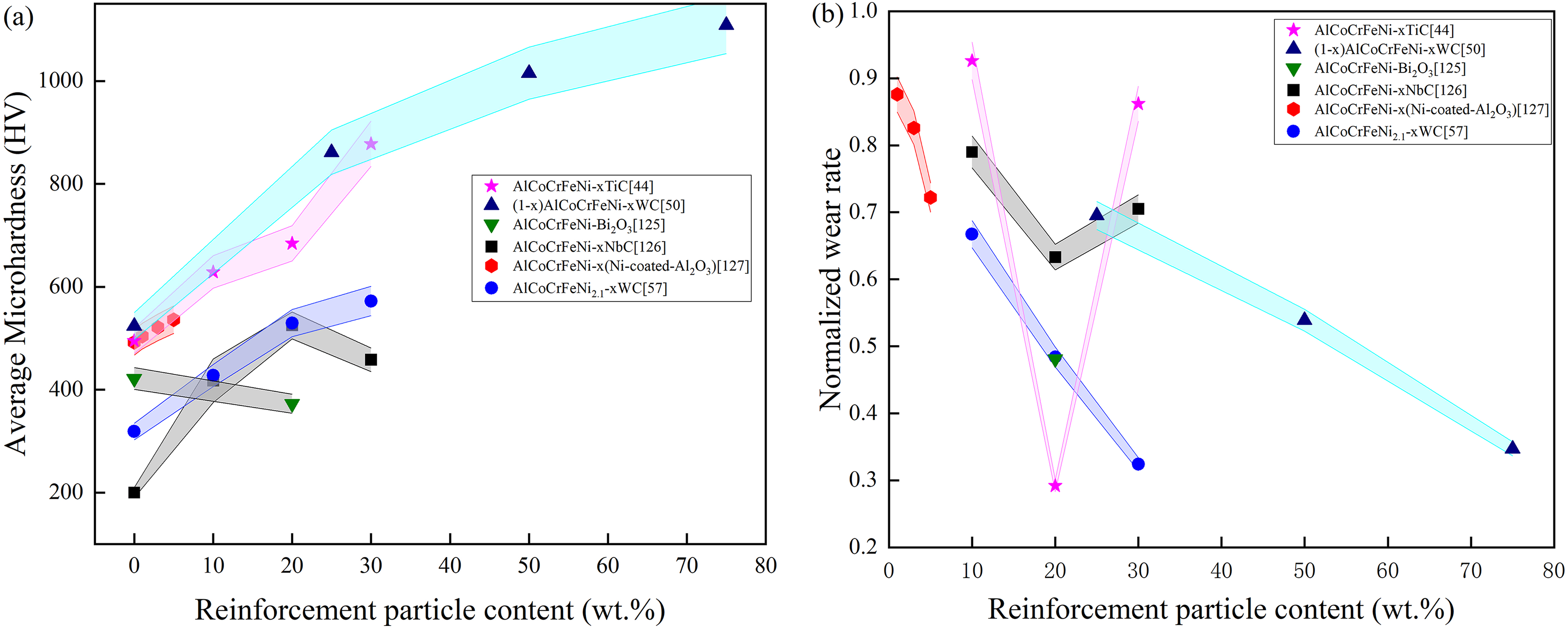
(a) The effect of ceramic particle content on hardness; (b) The effect of ceramic particle content on wear rate.
Utilizing advanced laser cladding technology, Li et al. 57 successfully synthesized AlCoCrFeNi2.1-WC composite coatings, which exhibit a dual-phase matrix structure composed of FCC and BCC phases, with Cr7C3 identified as the predominant carbide phase. This phase evolution is driven by the distinct solute behaviors of WC decomposition products: W atoms preferentially occupy substitutional lattice sites, while C atoms integrate into interstitial positions within the metallic matrix, dictated by their atomic size compatibility. 58 The strong thermodynamic driving force arising from the highly negative Cr-C mixing enthalpy (−61 kJ/mol) facilitates the nucleation and growth of Cr7C3 carbides during solidification. 59 As the WC content increases to 30 wt.%, compositional saturation in the molten pool initiates a secondary carbide precipitation pathway, leading to the formation of Cr21W2C6 phases. This refined microstructure is directly correlated with enhanced mechanical properties, reflected in a 79.6% increase in hardness (from 318.6 HV to 572.3 HV) and an optimized wear resistance of 4.4 × 10−7 mm3N−1mm−1 at peak WC loading. However, high-energy processing conditions tend to intensify carbide dissolution and interfacial decarburization, challenges that can be mitigated through the strategic incorporation of TiC particulates to enhance particle dispersion homogeneity.
Beyond the influence of carbide reinforcement phases (such as TiC and WC) on microstructure and wear resistance, several studies have explored the application of nitrides (e.g., TiN) in AlCoCrFeNi coatings, along with the underlying differences in their mechanisms. Jin et al. 60 successfully fabricated AlCoCrFeNi(TiN) coatings by incorporating TiN into the alloy through plasma spraying and laser remelting. During laser remelting, the majority of TiN melted and re-precipitated as refined particles along grain boundaries, accompanied by the formation of cubic B2-phase nanoprecipitates. As illustrated in Figure 6, the B2-phase distribution varied with TiN content, showing significant grain refinement at higher TiN concentrations. Notably, the B2 particles maintained coherent embedding within the BCC matrix, as confirmed by SAED analysis. This microstructural refinement contributed to a substantial hardness increase from 493 HV to 851 HV in the AlCoCrFeNi(TiN) coating. The tribological behavior exhibited a clear composition-dependent transition: at lower TiN contents (0–0.6 mol), limited hardness promoted plastic deformation and frictional heat accumulation, leading to predominant adhesive wear. With increasing TiN content, wear resistance progressively improved, culminating in a transition to abrasive wear dominance at x = 1.0, where the friction coefficient stabilized at 0.290 (Figure 7). 60
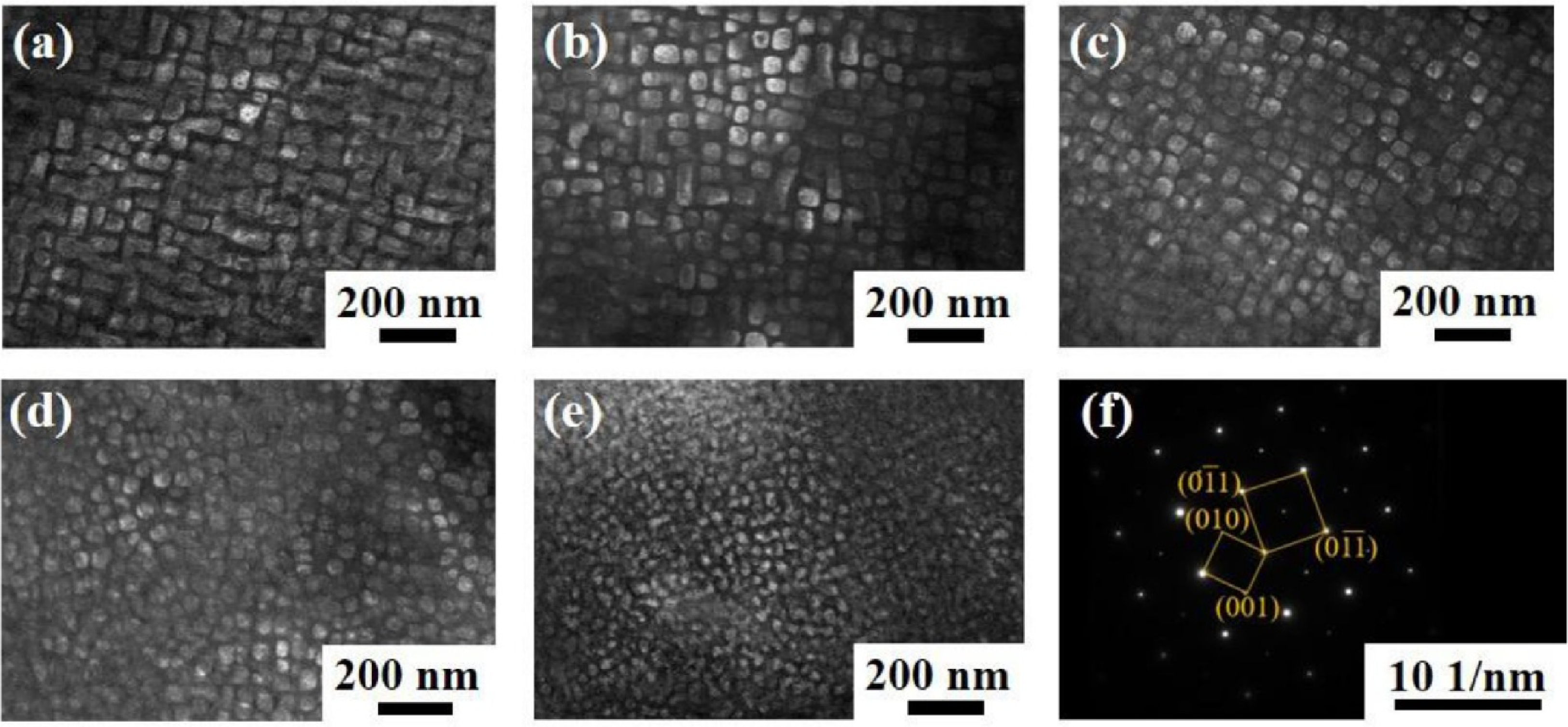
Microstructure of B2 phase in the AlCoCrFeNi(TiN)x HEA coatings. (a) TEM-DF image of x = 0.2, (b) TEM-DF image of x = 0.4, (c) TEM-DF image of x = 0.6, (d) TEM-DF image of x = 0.8, (e) TEM-DF image of x = 1.0 and (f) selected-area electron diffraction of B2 phase and matrix 60 .
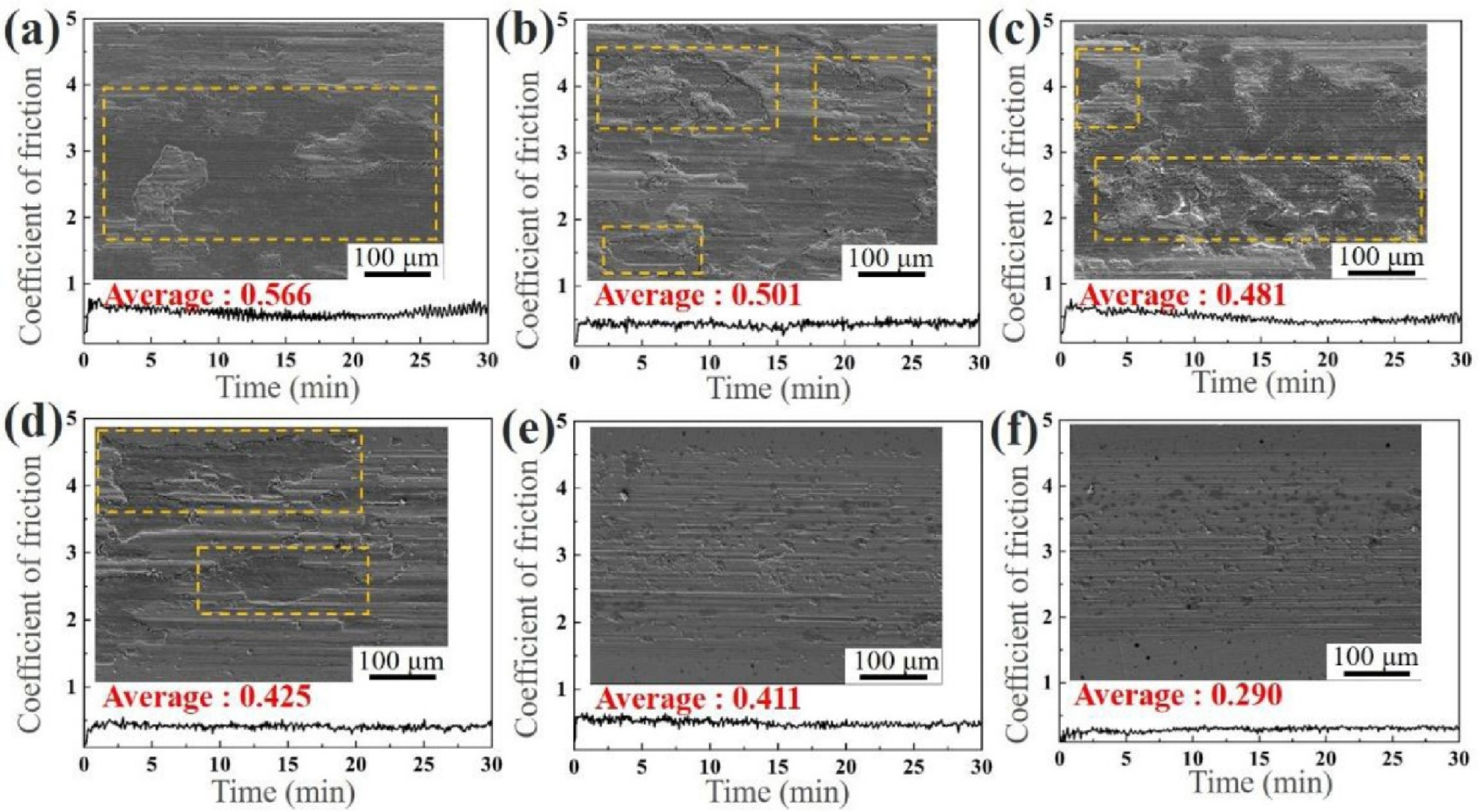
Morphologies after wear test of the AlCoCrFeNi(TiN)x HEA coatings. (a) x = 0, (b) x = 0.2, (c) x = 0.4, (d) x = 0.6, (e) x = 0.8 and (f) x = 1.0 60 .
Beyond investigations into the types and contents of ceramic particles, numerous scholars have also conducted comprehensive studies on the influence of structural configurations of ceramic-reinforced coatings on their mechanical properties. Zhang et al. 61 employed an alternating deposition of AlCoCrFeNi and AT13 (Al₂O₃-13% TiO₂) coatings and observed that the AT13 outer layer (Figure 8(d)) exhibited exceptional hardness and thermal stability, effectively preventing mechanical degradation and thermal softening under extended frictional conditions. This resulted in a reduction of the friction coefficient to 0.1, with wear resistance enhanced by approximately 13-fold relative to pure HEA coatings. However, due to the interposition of the AlCoCrFeNi layer between the AT13 layers, the composite demonstrated relatively weaker bonding under tensile stress, with interfacial strength diminished by 19–23% in comparison to the homogeneous composite structure. Moreover, coatings incorporating ceramic particles exhibit pronounced hardness discontinuities at the material interfaces. These factors contribute to a heightened susceptibility to cracking at the bonding interface. Ma et al. 62 advanced the development of an AlCoCrFeNi/n-8YSZ gradient coating system, which effectively mitigated the aforementioned challenges through a carefully engineered compositional gradient. The gradient coating attained a bonding strength of 34.00 MPa, representing a 2.5-fold increase over the bilayer configuration. Furthermore, the gradient coating demonstrated a seamless hardness transition from 620 HV at the surface to 1080 HV at the substrate interface, offering a compelling strategy for the design of advanced coatings that synergistically combine exceptional wear resistance with enhanced interfacial adhesion. In addition, reinforcement phases such as carbon nanotubes (CNTs), graphene, TiB₂, and Al₂O₃ have been extensively studied and have demonstrated excellent mechanical and physical properties. However, there are still limited reports on the application of these reinforcements in AlCoCrFeNi-based coatings. Therefore, exploring the incorporation of such functional reinforcement phases into LC-HEACs is a promising direction for future research.
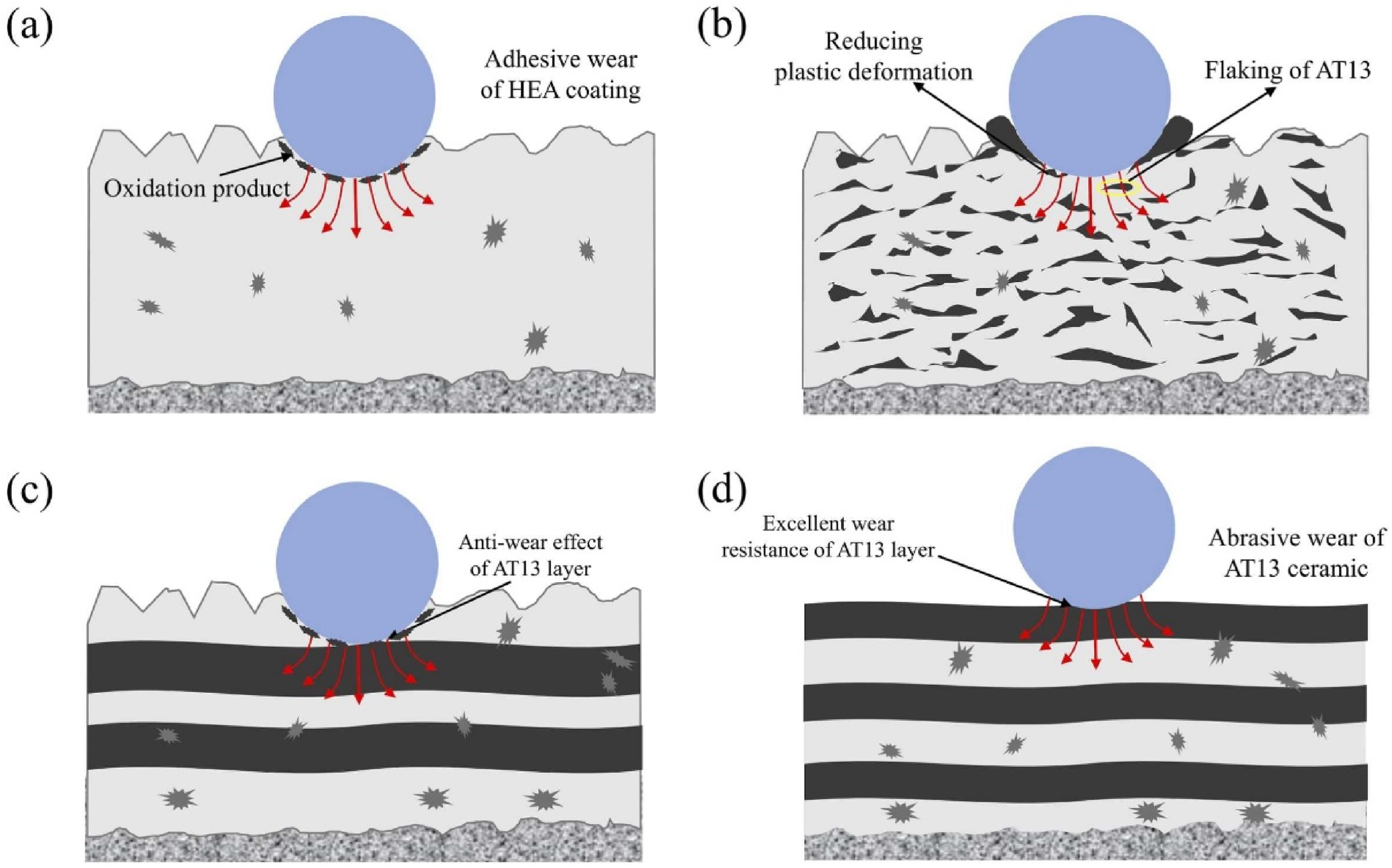
Schematic diagram of friction processes for (a) HEA, (b) HEA-D, (c) HEA-S1, and (d) HEA-S2 coatings 61 .
In conclusion, this chapter provides a comprehensive review of the reinforcement mechanisms and fabrication strategies of ceramic particles, including carbides (TiC, WC, NbC) and nitrides (TiN), within AlCoCrFeNi-based coatings. It critically evaluates the merits and limitations of exogenous addition versus in situ synthesis methods, and offers an analysis of the influence of ceramic particle content on the wear resistance of the coatings. Building upon a thorough understanding of the reinforcement effects of ceramic particles, the subsequent chapter will delve into the impact of alloy element incorporation on the phase composition and microstructural evolution of AlCoCrFeNi coatings. Furthermore, it will examine the optimization of their mechanical and wear properties, offering a systematic and scientific framework for the design of high-performance HEAs.
Reinforcement of the coating matrix (AlCoCrFeNi)
In particle-reinforced MMCs, the metal matrix fulfills two critical roles. Firstly, it anchors the reinforcing particles, maintaining the composite's structural integrity. Secondly, it enables efficient load transfer, thereby augmenting the composite's load-bearing capacity. Under applied stress, the matrix not only stabilizes the hard reinforcement phases but also absorbs a significant portion of the external load. 24 During frictional contact, the matrix mechanically supports the reinforcing particles while withstanding frictional forces. Thus, the strength and intrinsic wear resistance dictate the overall tribological performance of particle-reinforced MMCs.
The mechanical properties of materials are inherently linked to their phase composition. For example, HEAs predominantly composed of FCC phases exhibit exceptional ductility and superior low-temperature toughness, 63 albeit at the expense of high strength. 64 In contrast, HEAs with a BCC-dominated structure demonstrate significantly higher strength but reduced plasticity. AlCoCrFeNi, primarily characterized by a BCC phase, exhibits considerable strength, with a typical hardness of approximately 500 HV. Hardness is commonly used to evaluate wear resistance. To enhance the hardness of AlCoCrFeNi, extensive research has explored the incorporation of alloying elements such as Ti, Nb, Mo, and W. These elements not only contribute to solid-solution strengthening but also facilitate the formation of IMCs within the AlCoCrFeNi matrix, including the σ phase,7,65 μ phase,66,67 and Laves phase.14,68 These IMCs exhibit exceptional hardness and strength, with the σ phase reaching a hardness of approximately 15 GPa. 69 While IMC formation significantly elevates the composite's strength and hardness, their inherent brittleness requires precise control of IMC volume fraction to avoid embrittlement and preserve overall mechanical performance. 70
As previously noted, alloying additions can markedly improve the strength and hardness of AlCoCrFeNi alloys. The underlying strengthening mechanisms in these alloys are akin to those observed in conventional alloys.71–73 In HEAs, these mechanisms include solid-solution strengthening, precipitation strengthening, grain refinement, and dislocation strengthening. 74 Owing to the rapid solidification inherent to laser cladding, AlCoCrFeNi coatings develop ultrafine grains, significantly enhancing grain-refinement strengthening. The primary strengthening mechanisms for AlCoCrFeNi-based HEAs are solid-solution and precipitation strengthening. The alloying elements involved in these mechanisms include aluminum, titanium, niobium, tungsten, and molybdenum. When these elements reach a specific concentration, they can effectively induce the precipitation of IMCs within the AlCoCrFeNi matrix, thereby promoting a substantial precipitation strengthening effect. Furthermore, aluminum plays a key role in solid-solution strengthening, with considerable research focused on the AlxCoCrFeNi alloy systems.75,76 Titanium and tungsten exhibit high solubility in AlCoCrFeNi, with IMC precipitation becoming feasible when the mole ratio x ≥ 0.4.14,62,77,78 Thus, the strengthening effect of titanium and tungsten is primarily attributed to solid-solution strengthening. Conversely, molybdenum preferentially catalyzes σ-phase IMC precipitation at x ≥ 0.2, 65 thus its strengthening effect is chiefly governed by precipitation hardening.
In HEAs, multiple strengthening mechanisms operate concurrently, making it improbable for a single mode to dominate. The relative contribution of each mechanism depends sensitively on alloy composition, microstructural characteristics, and processing methodologies.
Load transfer strengthening
A key distinction between composite coatings and single-phase alloy materials lies in the load transfer strengthening mechanism, wherein the reinforcing phase particles bear the applied load.79,80
When a particle-reinforced composite coating is subjected to external loads, a strong bond between the reinforcing particles and the matrix ensures effective load transfer. This enables the load to be transmitted from the relatively softer matrix to the harder reinforcing particles, thereby enhancing the overall strength of the composite material. Load transfer strengthening can be defined as follows81,82
Song et al. 83 were the first to propose a load transfer efficiency factor based on the interfacial reaction product (Ni,Cr)4W, and constructed a multi-mechanism synergistic strengthening model that incorporates load transfer, grain refinement, thermal mismatch, and solid-solution strengthening. Their study demonstrated that decreasing the size of reinforcement particles led to an increase in interfacial area and bonding quality, thereby significantly enhancing the load transfer efficiency of the composite material. Xi et al. 84 employed laser powder bed fusion to fabricate WC-reinforced AlCoCrFeNi2.1 eutectic HEA composites. The results revealed that WC particles underwent metallurgical reactions with the HEA matrix during high-energy laser processing, leading to the formation of stable interfacial bonding layers and MxC-type strengthening phases (where M = Co, Fe, Ni). These reinforcement phases played a critical role in load bearing and wear resistance during sliding, thereby improving the overall tribological performance of the composite. Uzun et al. 85 conducted a combined analysis using high-throughput nanoindentation and EBSD phase mapping to investigate the strengthening mechanisms in three structurally transforming HEAs. Their results showed that in the Si-HEA system, the brittle σ phase—owing to its high intrinsic hardness—served as a primary load-bearing phase. By quantitatively correlating local phase hardness with plastic deformation behavior, the study revealed the microscale coupling between phase architecture and strain-induced load transfer processes.
In addition, Zhang et al. 86 fabricated a TiN–Al₂O₃–Cr₂B multiphase ceramic in-situ reinforced CoCrFeMnNi HEA coating via plasma cladding, achieving a remarkable 71.9% increase in hardness and significant improvement in high-temperature wear resistance (wear rate reduced to 10.12% of the unreinforced coating at 600 °C). The study highlighted that the in-situ synthesized ceramic phases not only acted as load-bearing and load-transferring agents but also formed well-bonded interfaces with the FCC matrix, effectively mitigating stress concentration and crack initiation. Furthermore, during high-temperature sliding, partial fragmentation and embedding of ceramic particles into the matrix further enhanced the load-carrying capacity of the worn surface, demonstrating excellent thermal stability and synergistic interface strengthening effects.
Grain refinement strengthening
Refining grain size effectively enhances alloy strength by increasing the volume fraction of grain boundaries, which act as barriers to dislocation motion. In accordance with the Hall-Petch relationship, the strength or hardness of an alloy is directly influenced by its grain size and can be expressed as follows.87,88
According to Equation (3), the increase in yield strength due to differences in grain size can be expressed as follows,
Li et al. 89 demonstrated that refining the grain size of Al0.1CoCrFeNi from 47.6 μm to 1.2 μm resulted in a nearly 400 MPa enhancement in yield strength. For alloy materials, precise control over processing parameters—such as cold rolling, annealing, and solidification rate—represents the most effective strategy for achieving grain refinement strengthening. The extent of this strengthening effect is closely linked to the Hall-Petch coefficient, which is influenced not only by alloy composition and crystal structure but also by temperature. Sun et al. 90 systematically studied the temperature dependance of the Hall-Petch relationship in CoCrFeMnNi HEAs. They found that while the Hall-Petch relationship remained valid across all tested temperatures, as shown in Figure 9, the Hall-Petch coefficient k decreased linearly with increasing temperature, following the empirical relationship k(T) = 659−0.39 T. This inverse correlation implies that the effectiveness of grain boundary strengthening becomes less pronounced at elevated temperatures due to enhanced dislocation mobility and reduced shear modulus. The intercept stress (σ₀) also shows an exponential decay with temperature, indicating a combined thermal softening effect.
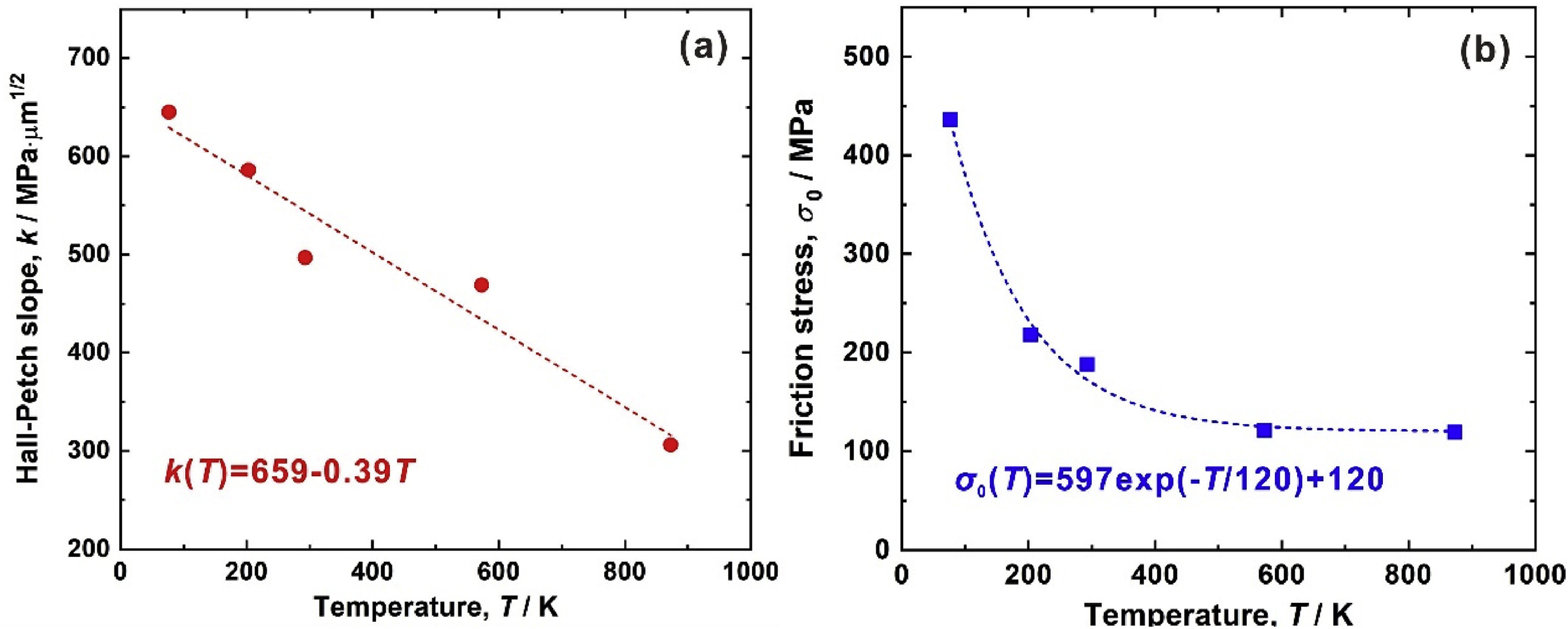
The temperature dependance of Hall-Petch slopes (k) and intercepts (friction stress, σ0) 90 .
Therefore, in the context of HEAs, the design of grain boundary strengthening must consider not only grain size but also the service temperature of the material. Optimizing alloy performance under varying thermal conditions requires a careful balance between microstructural refinement and thermal stability of grain boundaries.
Solid solution strengthening
The incorporation of aluminum and titanium into AlCoCrFeNi induces pronounced lattice distortion, effectively hindering dislocation motion and thereby enhancing mechanical strength. Among these elements, aluminum serves as a pivotal contributor to solid solution strengthening. As aluminum content increases, the AlxCoCrFeNi system undergoes a structural evolution from an FCC to a BCC phase. The relatively large atomic radius of aluminum, coupled with substantial atomic size disparities among constituent elements, generates significant lattice distortion. This distortion not only drives the FCC-to-BCC phase transformation in HEAs but also imposes substantial resistance to dislocation motion, further strengthening the material.
Shao et al. 91 selected the Al0.1CoCrFeNi HEA and directly observed the lattice distortion effect in the HEA system. They found that the residual strain varies at different lattice positions. Although the overall average of the lattice residual strain is nearly zero, its distribution exhibits considerable fluctuations. Chen et al. 92 conducted a quantitative analysis of lattice distortion in multi-principal element alloys. Based on the site-preferred configuration, they compared the distorted and undistorted structures, and the relative lattice distortion of the FCC_CoNiV alloy is 2.54%, whereas that of FCC_CoCrNi is 2.25%—11% lower than that of FCC_CoNiV. In the ground state, both FCC_CoNiV and CoCrNi multi-principal element HEAs are mechanically stable and anisotropic. Moreover, to validate the cocktail effect, the bulk modulus of the multi-principal element HEAs was calculated by weighting the constituent elements, and the results indicate that the bulk modulus is not a simple superposition of the three elements (Table 2).
Variation of bulk modulus B (GPa) under the cocktail effect. 92

He et al. 76 investigated the impact of aluminum on the mechanical properties of CoCrFeMnNiAlx alloys. As the aluminum content increases, the lattice constant of the solid solution phase expands, as shown in Figure 10. The hardness of alloy increases from 176 HV to 520 HV, while its tensile strength rises from 500 MPa to 1100 MPa. Liu et al. 93 demonstrated that aluminum not only improves the wear resistance of CoCrCuFeNiAlx alloys but also enhances their corrosion resistance by forming a protective passive film.
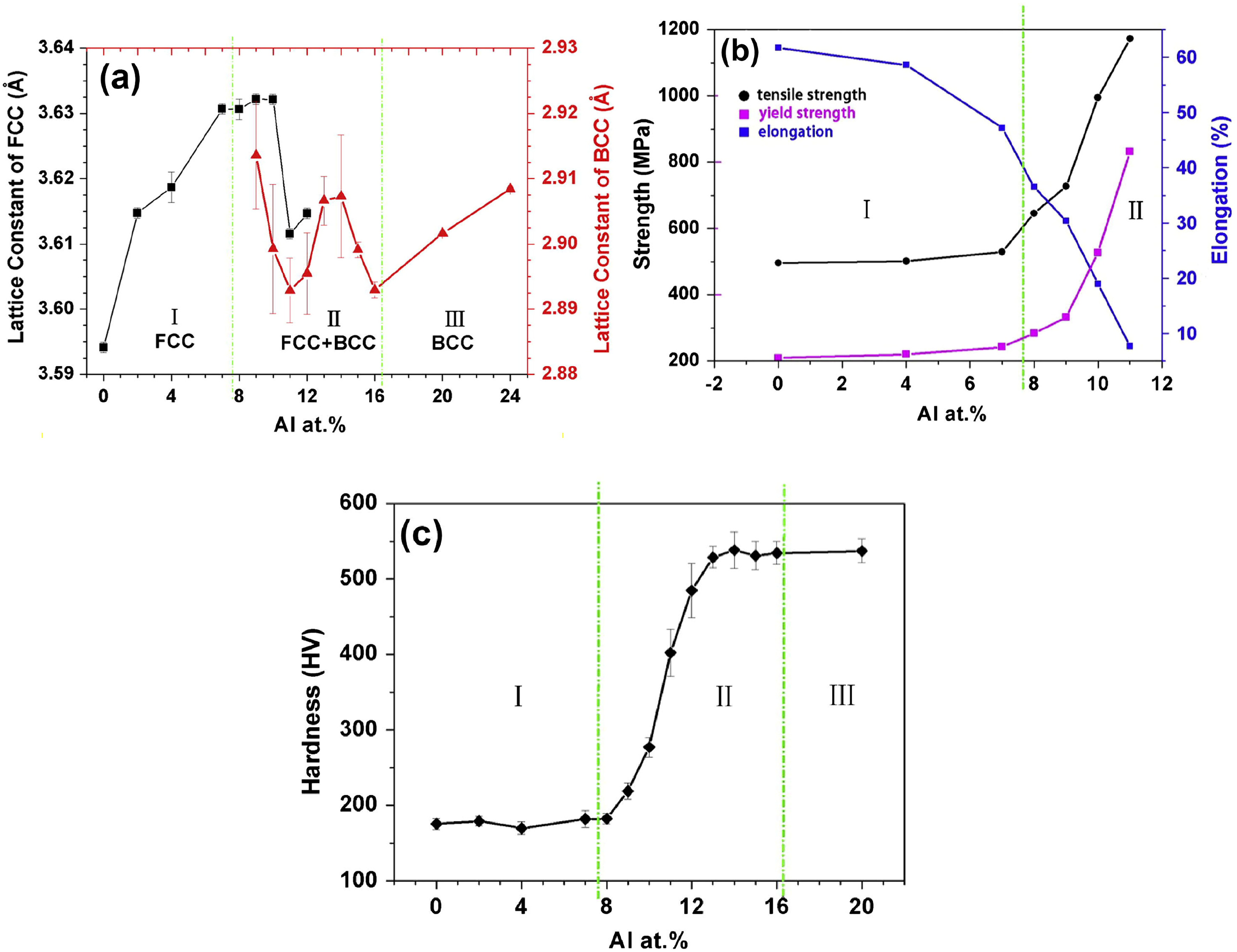
Lattice constant(a), strength (b) and hardness (c) of the AlxCoCrFeNi alloys as functions of Al content 76 .
While aluminum primarily enhances the strength of AlCoCrFeNi through solid-solution strengthening and phase transformation, the strengthening role of titanium is more complex due to its limited solubility and tendency to induce intermetallic precipitation at higher concentrations. The dissolution of titanium into AlCoCrFeNi also contributes to solid solution strengthening; however, the solubility of titanium is limited. When the molar ratio x ≥ 0.4, titanium induces the precipitation of IMCs such as the Laves phase within the alloy. Güler et al. 94 experimentally verified and corroborated Thermo-Calc phase diagram calculations, indicating that the AlCoCrFeNi alloy begins to exhibit the Laves phase when the titanium molar ratio reaches approximately 0.5, as depicted in Figure 11. The crystal structure of the Laves phase is hexagonal close-packed (HCP), with a prototype similar to the C14/MgZn2 type. Upon the addition of titanium, the microstructure of the AlCoCrFeNiTix alloy consists of dendritic structures, resembling an eutectic structure, as shown in Figure 12. The solidified phase (white-marked region) corresponds to a mixture of B2 and BCC phases, while the peritectic transformation region (red-marked region) is identified as the BCC_B2#2 phase. The eutectic region (blue-marked region) consists of a mixture of Laves and disordered FCC phases. At 1087°C, the calculated composition of the liquid phase during the eutectic transformation is 1.22 at% Al, 29.07 at% Co, 19.17 at% Cr, 27.80 at% Fe, 6.84 at% Ni, and 15.88 at% Ti. The EDS analysis of the blue-marked region in Figure 4(f) yielded compositions of 1.88 at% Al, 13.60 at% Co, 27.29 at% Cr, 30.61 at% Fe, 9.88 at% Ni, and 14.97 at% Ti, respectively. It can be observed that the newly formed phase exhibits a higher concentration of Cr and Fe, while the contents of Al and Ni decrease. However, when the titanium molar ratio exceeds x ≥ 0.8, the microstructure begins to develop defects, such as voids and shrinkage.
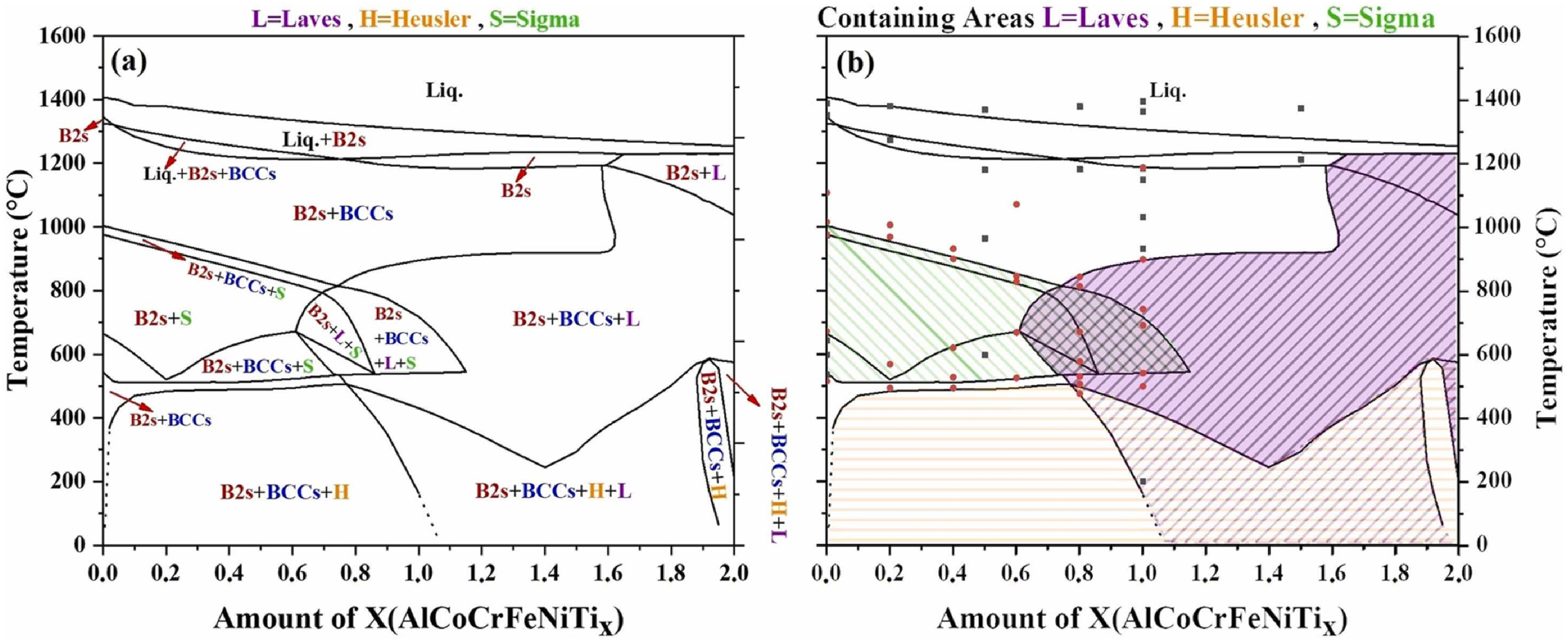
Phase equilibrium diagram of AlCoCrFeNiTix based HEAs plotted by (a) Thermo-Calc software calculations, and (b) experimental results 94 .
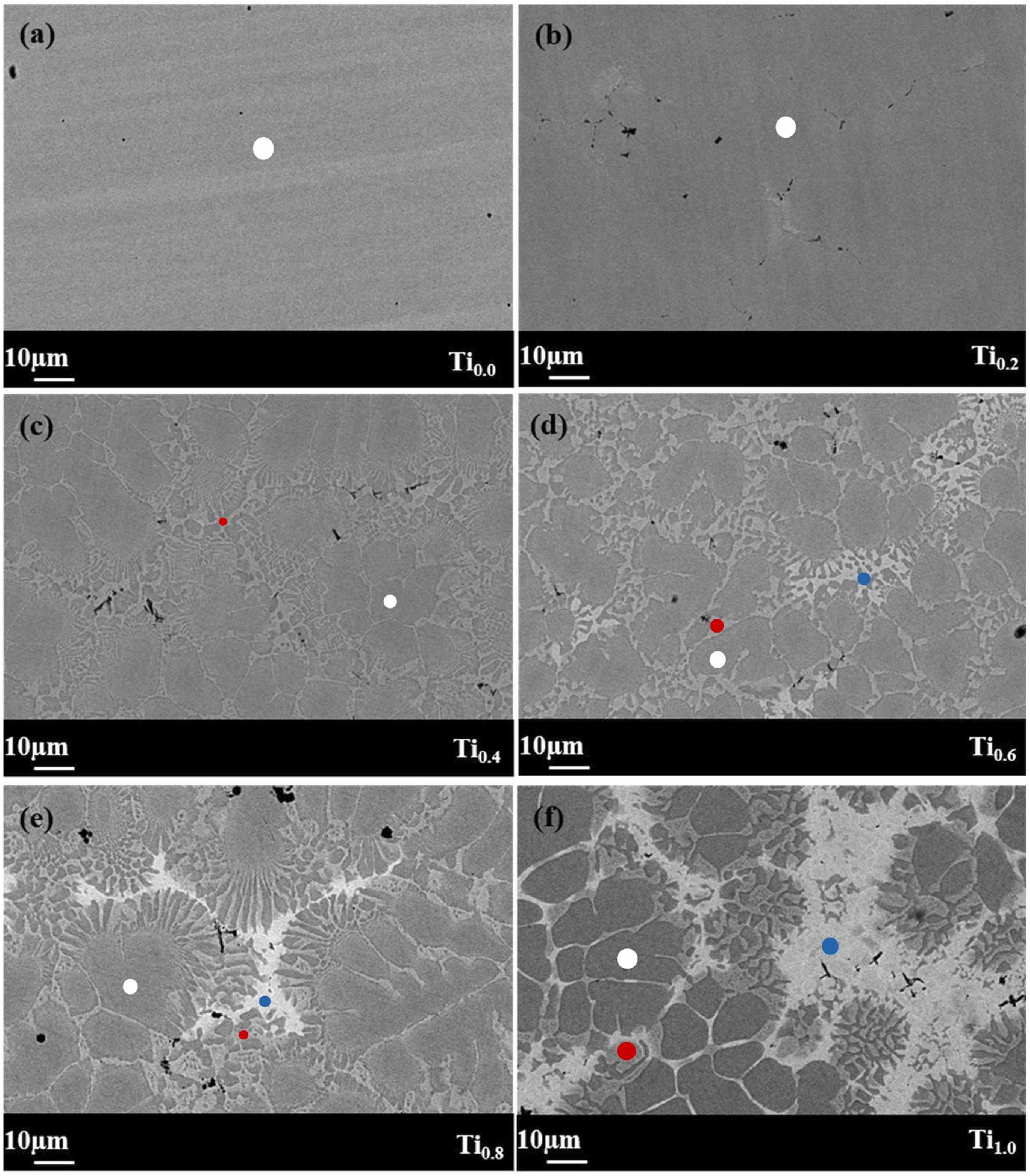
SEM-BE micrographs of as-cast AlCoCrFeNiTiX based HEAs where (a) x = 0.0, (b) x= 0.2, (c) x = 0.4, (d) x = 0.6, (e) x = 0.8, and (f) x = 1.0 94 .
According to the research conducted by Martin et al., 68 the hardness of AlCoCrFeNi is measured at 550 HV, while the hardness of the AlCoCrFeNiTi1.0, after the addition of titanium, increases to 770 HV. However, when the molar ratio x = 1.5, a slight decrease in hardness is observed. Figure 13 presents the results of ball-on-disk wear, vibration wear, and scratch tests for the AlCoCrFeNiTix series alloys, revealing that the AlCoCrFeNiTi0.5 alloy exhibits the best wear resistance. In contrast, the alloy with the highest hardness, AlCoCrFeNiTi1.0, suffers from brittleness, which leads to the formation of cracks during the wear process, resulting in reduced wear performance. And, the addition of Ti significantly enhances both the tensile strength and ductility of the coatings. Specifically, the tensile strength of the AlCoCrFeNiTi0.3 coating increases to 1297 MPa, while the coating exhibits a maximum elongation of 13.5% at the AlCoCrFeNiTi0.15 composition. 95
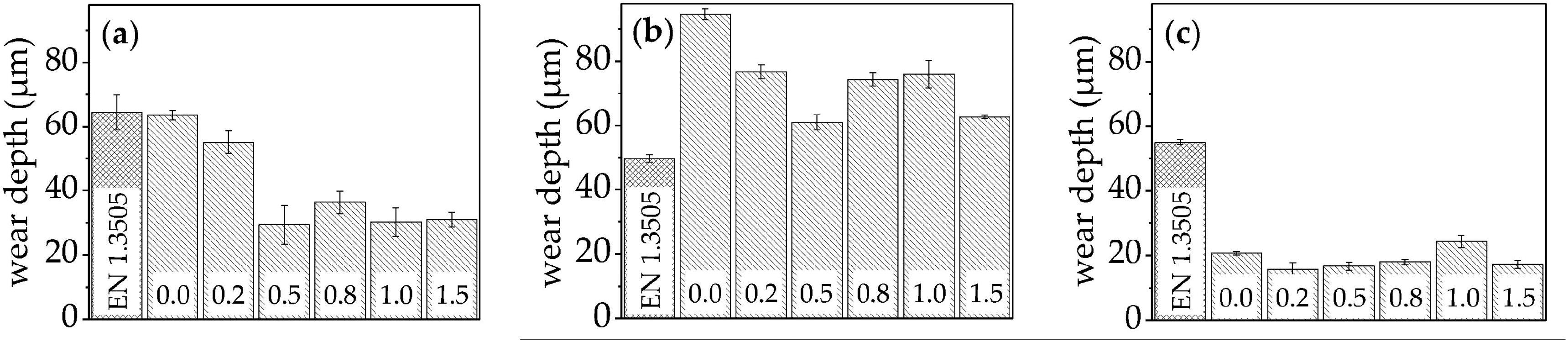
Wear depths of AlCoCrFeNiTix: (a) Ball-on-disk; (b) Oscillating wear and (c) Scratch tests 68 .
Similar to titanium, niobium exhibits limited solubility in the AlCoCrFeNi matrix and readily promotes the formation of Laves-type intermetallic phases, leading to a pronounced strength–ductility trade-off. When the molar ratio of niobium exceeds 0.25, the AlCoCrFeNi alloy begins to form a (CoCr)Nb-type Laves phase.
14
As the niobium content increases, the lattice constant of the BCC phase initially increases before showing a slight decrease. Additionally, the microstructure transitions from a hypoeutectic structure to eutectic and hypereutectic structures with increasing niobium content. The BCC phase and Laves phase alternate in nucleation within the interdendritic regions, forming a continuous network structure. Vickers hardness and compressive yield strength exhibit a nearly linear increase with the increase in niobium content. The yield strength rises from 1373 MPa to 2473 MPa, while the plastic strain sharply decreases from 24.5% to 4.1%. The relationship between Vickers hardness and the molar ratio of niobium is also approximately linear, as shown in Figure 14. Through data fitting, the relationship between Vickers hardness and niobium content can be approximated as,
14

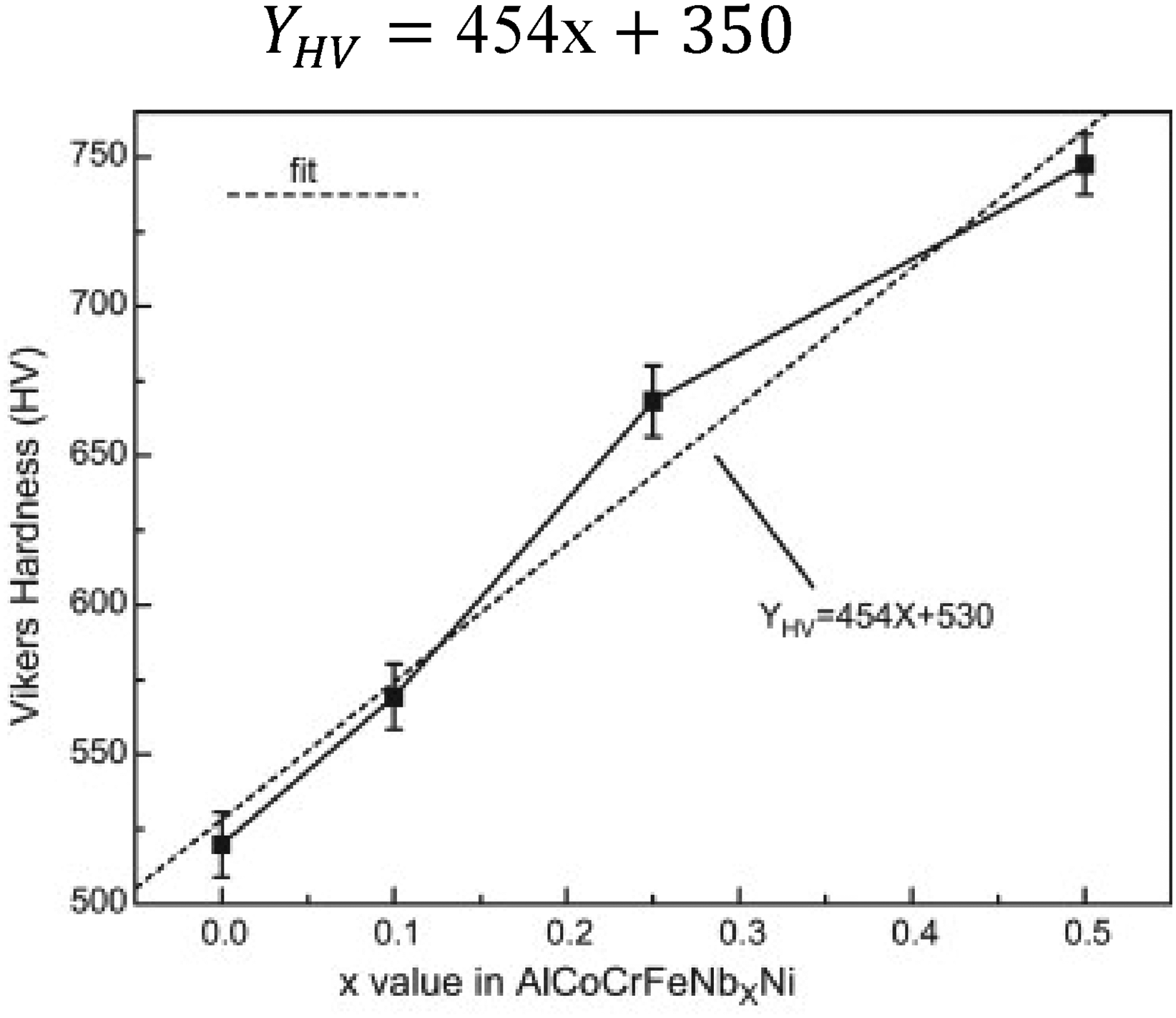
The Vickers hardness curve of the AlCoCrFeNbxNi alloys as a function of niobium contents (x = 0, 0.1, 0.25, and 0.5) 14 .
Extensive microstructural characterizations have revealed limitations in the solubility of tungsten atoms within FCC and BCC solid solutions. In 2017, Poletti et al. 96 synthesized the FeCoCrNiW0.3 alloy through arc melting and substantiated the stability of HEAs using distribution predictive parameters. They posited that the maximum permissible tungsten content in the quaternary FeCoNiCr system is approximately 7 at.%. If only one solid solution phase is present, the tungsten content should not exceed 5.5 at.%. In the microstructure of cast alloys, tungsten exists in a supersaturated state and tends to segregate during dendritic growth, thereby forming (Co-Fe)7W6 IMCs. The incorporation of tungsten into the FCC phase effectively diminishes the stacking fault energy. Due to its markedly low stacking fault energy, this material is anticipated to exhibit enhanced scratch resistance.
Liu et al. 97 fabricated CoCrFeNiWx coatings via laser cladding and observed that the lattice constant of the FCC phase increased with the addition of tungsten. This phenomenon can be attributed to relatively large atomic radius of tungsten (1.367 Å), which dissolves into the FCC lattice, inducing lattice distortion and thereby enhancing the strength of material. When the molar ratio of tungsten reaches x = 0.75, the μ phase begins to emerge within the alloy microstructure, exhibiting a crystal structure similar to that of W6Fe7 (PDF#20-0538, space group R-3 m (166)). Wu et al. 78 prepared AlCoCrFeNiWx cladding layers on H13 tool steel. The microstructure primarily consisted of the BCC phases and W-rich intermetallic compounds. Owing to the significant lattice distortion induced by tungsten in the BCC solid solution phase and the strengthening effect of the W-rich intermetallic precipitates, the AlCoCrFeNiW0.5 cladding layer exhibited the lowest friction coefficient, demonstrating excellent wear resistance at 800 °C, with a wear mass loss of only 12% that of H13 steel. As shown in Figure 15, although the AlCoCrFeNiW1.0 cladding layer contained a higher number of W-rich hard phase particles, larger microcracks developed within the cladding layer.
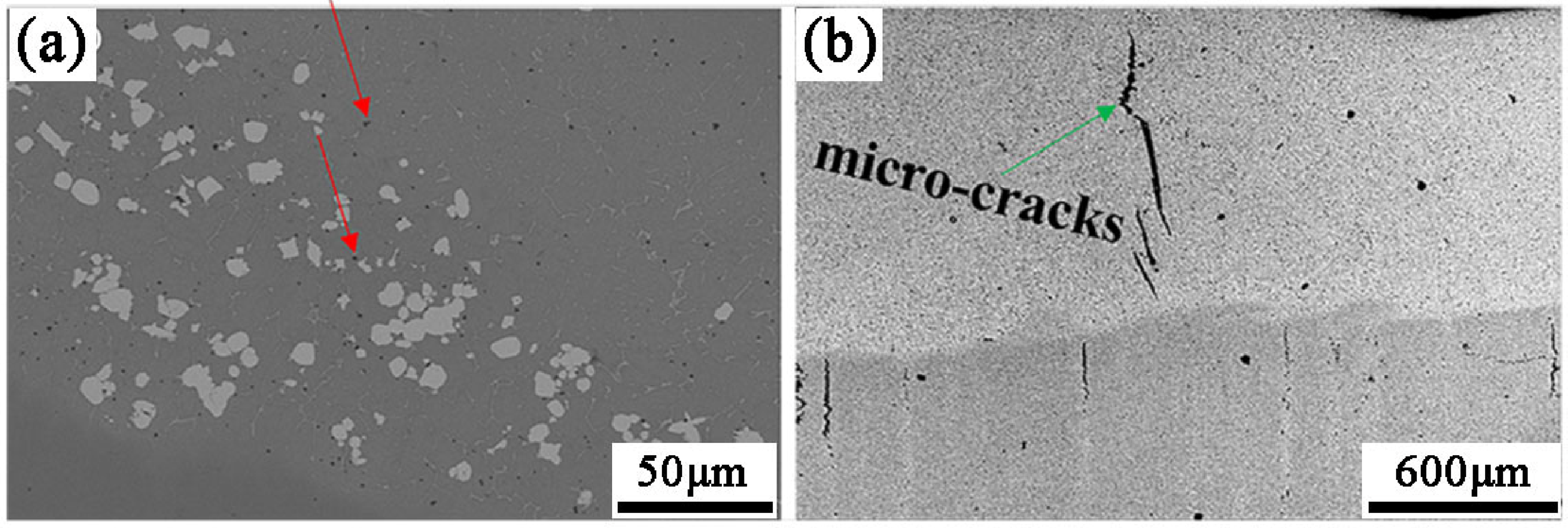
Microstructural characterization of AlCoCrFeNiW1.0 HEA coatings: surface/cross-sectional morphology via field emission scanning electron microscopy 78 .
According to the study by Wang et al., 66 tungsten atoms dissolve in the FCC solid solution phase and can combine with various elements, such as iron and cobalt, to form TCP precipitate phases. At a molar ratio of x = 0.4, the CoCrFeNiWx alloy exhibits the formation of numerous μ-phase precipitates, resulting in a sub-eutectic structure, as illustrated in Figure 16. When x = 0.6, the alloy transitions to a hyper-eutectic structure. The annealed CoCrFeNiW0.4 alloy demonstrates an elongation of 10.5% and achieves a maximum tensile strength of 970.9 MPa, with the primary strengthening mechanisms being solid solution strengthening and precipitation strengthening.
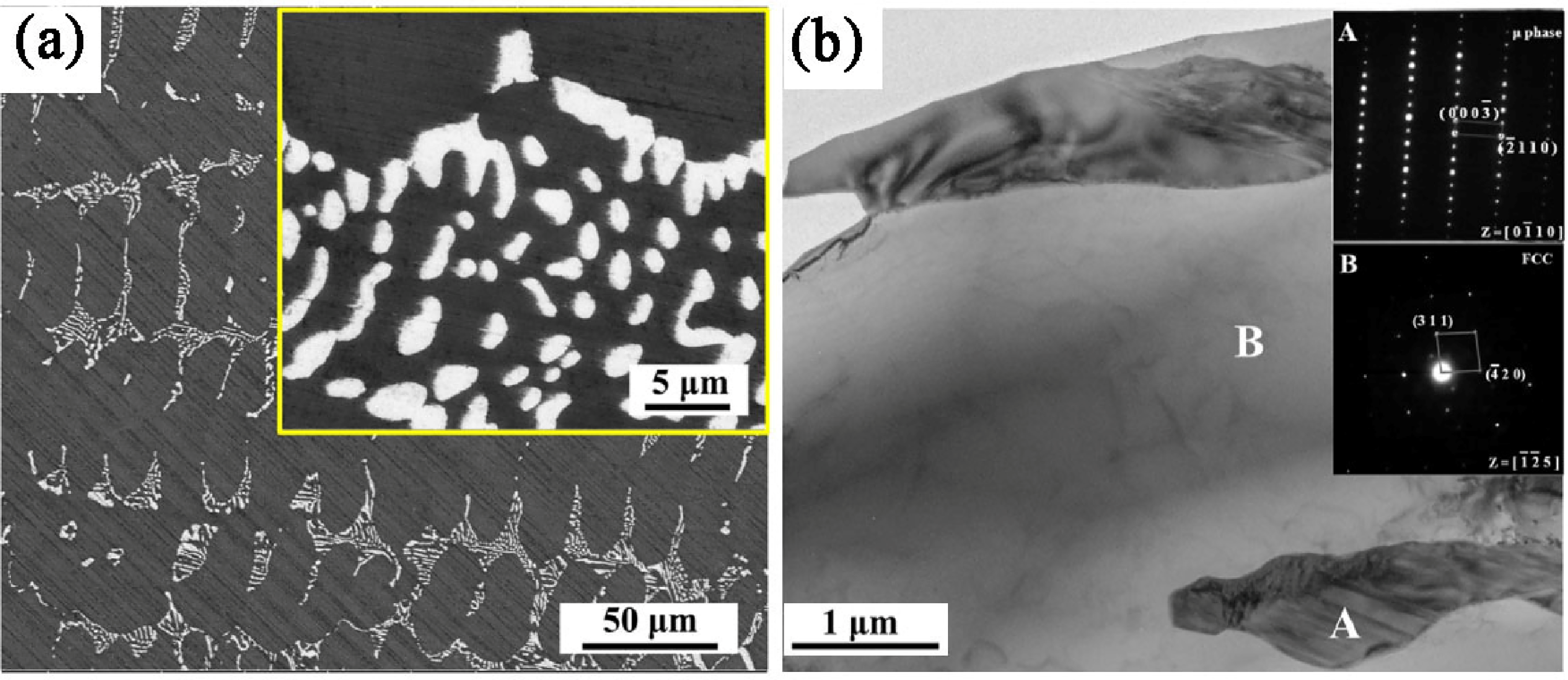
SEM-BSE images (a) and bright-field TEM images with corresponding SAED patterns (b) of the CoCrFeNiW0.4 alloy 66 .
Analysis of Figure 17(a) reveals the presence of numerous fractured μ-phase particles within the CoCrFeNiW0.4 alloy. The FCC phase, characterized by substantial ductility, effectively mitigates crack propagation. This synergy between the ductile FCC matrix and the hard μ-phase particles enables the alloy to achieve both elevated strength and enhanced ductility. Figure 17(b) further illustrates that dislocations are unevenly dispersed throughout the deformed microstructure, with a significant density of dislocations becoming entangled around the μ-phase particles, resulting in dislocation lock-up. Under conditions of high stress, crack initiation occurs within the μ-phase; these cracks are subsequently attenuated by the adjacent FCC phase. The fracture surface of the tensile specimens is comprised of nearly equiaxed dimples, with the presence of μ-phase within these dimples affirming the reinforcement mechanism at play. Notably, the fine precipitated μ-phase in the annealed W0.2 alloy exhibits a more pronounced strengthening effect. The finely precipitated μ-phase can more effectively impede dislocation motion while mitigating stress concentration and crack propagation associated with large-sized precipitates, such as eutectic μ-phase. This nanoscale precipitation contributes to strengthening through the combined effects of the Orowan mechanism and the dislocation shearing mechanism. Compared with W₀.₄ and W₀.₆ alloys, the W₀.₂ alloy exhibits a higher initial supersaturation, leading to a more pronounced precipitation efficiency after annealing. The high-density precipitates effectively compensate for the reduction in solid solution strengthening.
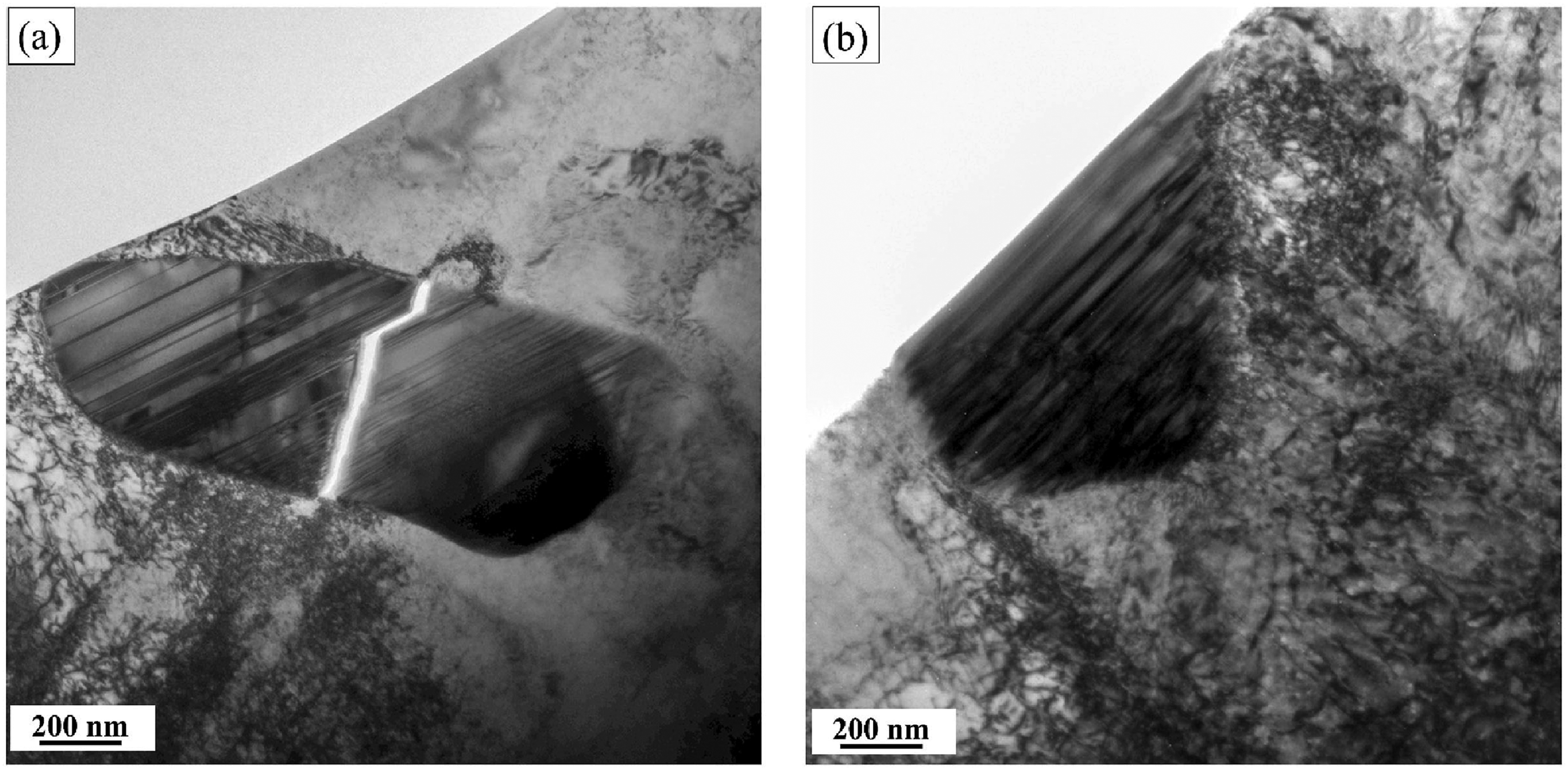
Bright field TEM images of as-annealed CoCrFeNiW0.4 alloy after tensile testing: (a) crack in μ phase particle; (b) dislocation tangles around μ phase particle 66 .
According to the methodology proposed by Gypen and Deruyttere,
98
the enhancement in strength attributable to solid solution strengthening can be expressed by the following equation,
Precipitation strengthening
Precipitation strengthening is an effective strengthening mechanism utilized in HEAs and has been extensively applied in various FCC or BCC dual-phase alloys.22,56,71,100,101 Most precipitate phases are micron-sized and exhibit a blocky morphology. However, with ongoing research, numerous nano-sized precipitates have been identified within these alloy microstructures. Due to the limited solubility of elements such as niobium, titanium, molybdenum, and tungsten in the FCC or BCC solid solutions, combined with the complex chemical environment in HEAs, these elements tend to precipitate out and form precipitate phases when their concentrations exceed their solubility limits. In this section, we will discuss the types of precipitate phases produced by these elements and their effects on strength.
He et al. 71 incorporated small amounts of titanium and aluminum into the FeCoNiCr alloy, resulting in the formation of L12-Ni3(Ti,Al) coherent nanoscale precipitates, which significantly enhanced the strength of alloy without substantially compromising ductility. The yield strength reached 645 MPa, with precipitation strengthening serving as the primary strengthening mechanism, contributing 326.7 MPa to the overall strength. Dislocation strengthening contributed 274.5 MPa, while grain boundary strengthening added 122.6 MPa. The contribution of solid solution strengthening was minimal; according to the computational models by Schuh and He et al.,76,102 solid solution strengthening only enhanced the strength by 25.4 and 14.4 MPa, respectively.
Wu et al. 103 fabricated Al2CrFeNiMox coatings through laser cladding, resulting in a single-phase BCC solid solution. As the molybdenum content increased, the hardness of the coatings correspondingly rose, with the Al2CrFeNiMo2 coating achieving the highest hardness of 678 HV. However, this coating exhibited excessive brittleness, leading to the formation of micro-fatigue cracks during friction, which in turn reduced wear resistance. In contrast, the Al2CrFeNiMo1.0 coating, with a hardness of around 450 HV but lower brittleness, demonstrated the best wear resistance. Zhu et al. 65 investigated the AlCoCrFeNiMox alloys (x = 0, 0.1, 0.2, 0.3, 0.4, 0.5). When the molar ratio of molybdenum exceeds 0.1, plate-like σ phases begin to appear in the alloy, resulting in a layered eutectic structure, as illustrated in Figure 18(a).
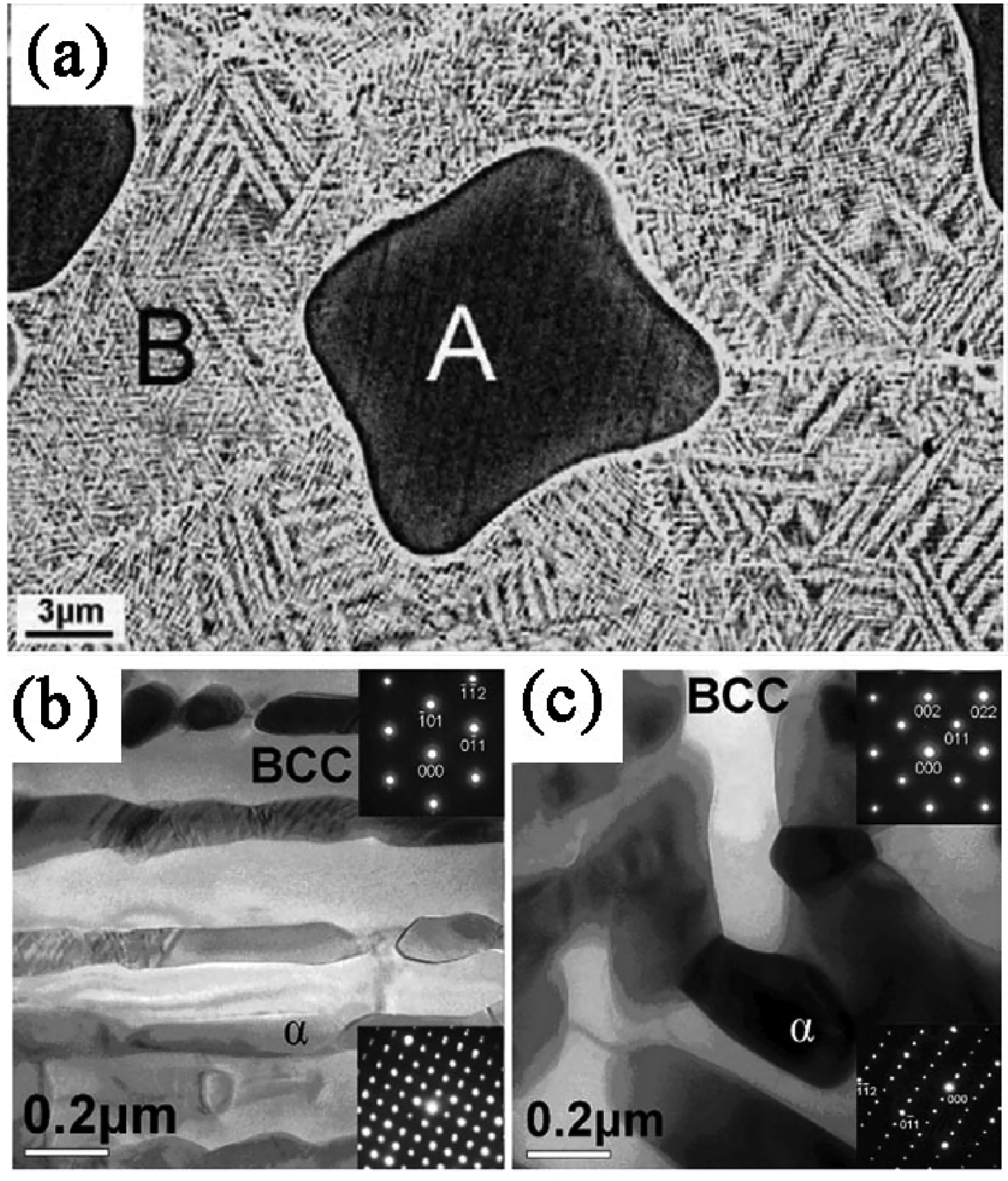
Microstructure of as-cast AlCoCrFeNiMo0.5 alloy: (a) SEM, (b) and (c) bright field images of A and B regions, respectively 65 .
The lattice constant of the BCC phase in the Mo0.1 alloy is greater than that of other alloys, attributed to the solubility of molybdenum atoms. When the molybdenum content exceeds 0.1, the solubility reaches its limit, leading to a eutectic reaction that generates the σ phase. The concentration of molybdenum in the σ phase is significantly higher than in the BCC phase, and its formation effectively alleviates the lattice stress within the BCC solid solution structure. This phenomenon explains why the lattice constant of the BCC solid solution decreases as the molar ratio of molybdenum increases from 0.1 to 0.5.
The σ phase possesses a complex crystal structure, characterized by a lower number of slip systems compared to the BCC structure. Consequently, the ductility of the σ phase is significantly lower than that of the BCC phase, which explains the substantial reduction in the plasticity. As illustrated in Figures 18(b) and 18(c), the interlayer spacing of the σ phase is approximately 100 to 400 nm, and this layered structure substantially increases the phase interfaces, thereby effectively enhancing the strength of alloy. With increasing molybdenum content, the strength of the alloy markedly improves, albeit at the expense of ductility. The yield strength rises from 1051 MPa to 2757 MPa, while the compressive fracture strength increases from 2280 MPa to 3036 MPa. At the molybdenum content of 0.3, the alloy achieves its peak strength, benefiting from both solid solution strengthening by molybdenum and precipitation strengthening from the σ phase, resulting in a compressive fracture strength of 3208 MPa. It is speculated that this alloy possesses excellent high-temperature mechanical properties. Hsu et al. also confirmed the high hardness (725 HV) and excellent wear resistance of the AlCoCrFeNiMo0.5, attributing its outstanding wear resistance to the substantial presence of the hard σ phase within the microstructure. 104 Additionally, this series of alloys exhibits good thermal hardness and resistance to softening. 105 The thermal hardness is significantly higher than that of commercial nickel-based superalloys, such as In718 and T-800, as shown in Figure 18. In addition to the primary strengthening contributions from the hard σ phase and the less hard B2 phase, significant solid solution hardening and lower vacancy mobility also enhance the alloy's resistance to softening (Figure 19).
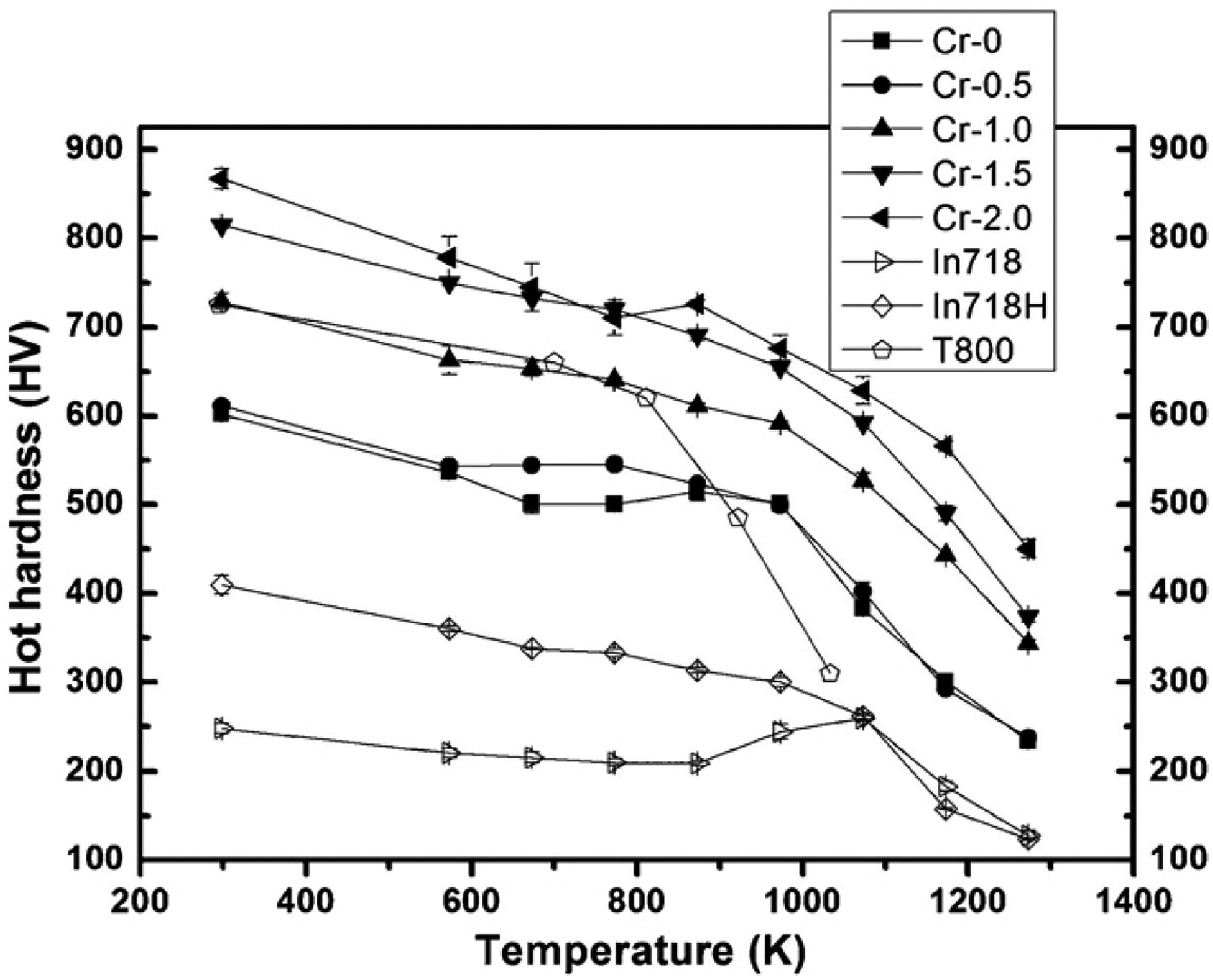
Hot hardness vs. temperature plots for AlCoCrxFeNiMo0.5 alloys (x = 0, 0.5, 1.0, 1.5, and 2.0), In718, In 718 and T-800 alloys from room temperature to 1273 K 105 .
In the AlCoCrFeNi-based HEA system, the incorporation of various alloying elements markedly enhances the hardness, as illustrated in Figure 20. With the gradual addition of Nb, V, Zr, Ti, and Mo, a consistent upward trend in hardness is observed, It indicates that multiple strengthening mechanisms, including solid solution strengthening, precipitation hardening, and grain refinement, all effectively contribute to the enhancement of the matrix. These findings further substantiate the critical role of compositional engineering in optimizing the mechanical performance of HEAs. In Figure 20(b), the effect of different alloying elements on the normalized wear rate of AlCoCrFeNi-based HEAs is presented. The normalized wear rate is calculated as the ratio of the wear rate of the coating after the addition of alloying elements to that of the corresponding coating without alloying elements. The addition of elements such as Nb, V, Zr, Ti, and Mo results in a significant reduction in wear rate, indicating a marked improvement in wear resistance. This trend suggests that the incorporation of these elements enhances the alloy's wear resistance through mechanisms such as solid solution strengthening, phase formation, and grain refinement. In contrast, the addition of Cu leads to a significant increase in wear rate, suggesting that Cu may promote the formation of softer phases, thereby compromising wear performance. The results clearly demonstrate that the addition of different alloying elements has a significant impact on the wear resistance of AlCoCrFeNi coatings.
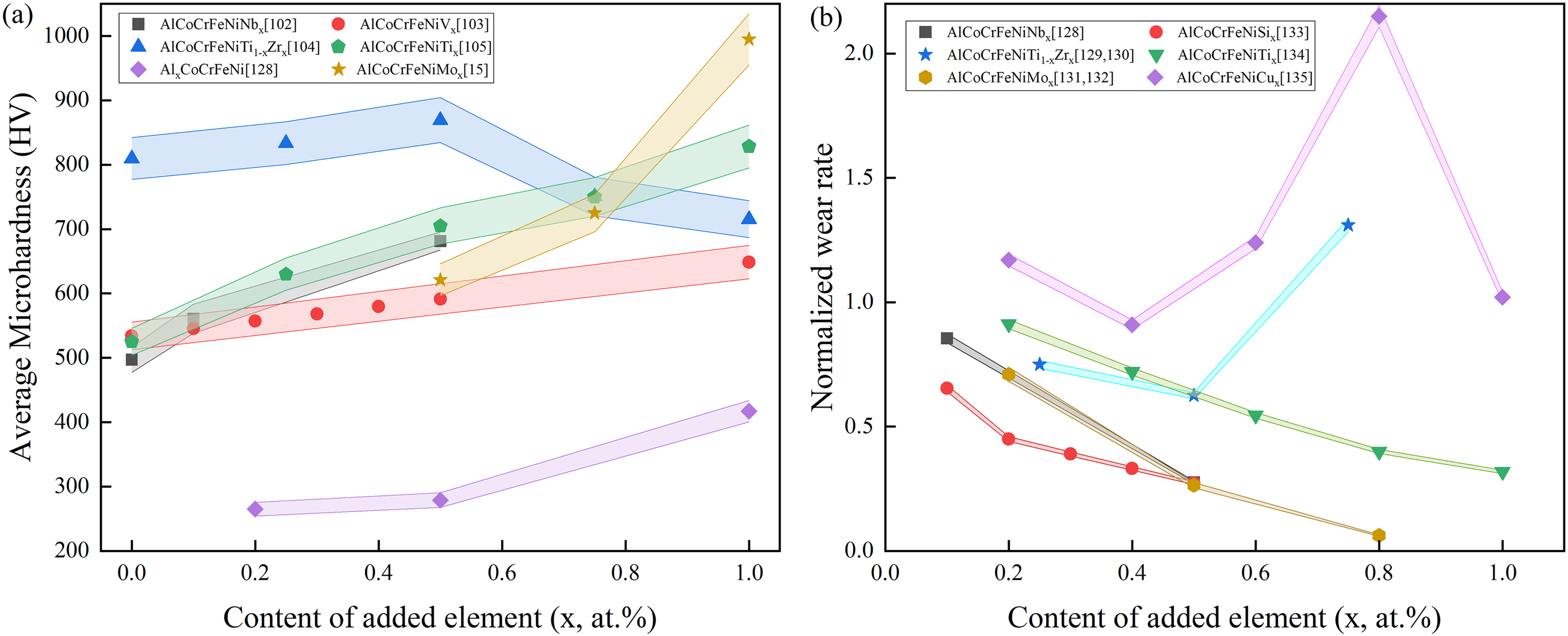
Effect of elemental addition on (a) Hardness; (b) Wear resistance in AlCoCrFeNi-based HEAs.
Optimization of the interface between reinforcing phase and matrix
In composite materials, the interface—the particle–matrix contact region—governs critical performance attributes. The term “interface” generally denotes the junction between two distinct entities across disciplines, but here refers specifically to the bonding surface between reinforcing particles and the metallic matrix. Local discontinuities at this junction manifest as gradients in chemical composition, elastic modulus, thermal expansion coefficient, and chemical potential. 17 Due to the high interfacial area per unit volume in composites, the interface is pivotal for load transfer, residual stress accommodation, and crack propagation resistance.
Interfacial bond quality depends on wettability and chemical affinity between ceramic reinforcements and the metal matrix. For in situ–formed particles, nucleation and growth within the molten matrix produce clean, well-wetted interfaces, a key advantage of this synthesis route. 35 The extent and nature of interfacial reactions are dictated by elemental chemical potentials: optimized reactions enhance interfacial load-bearing capacity, whereas excessive reactions can induce brittle intermetallic phases and stress concentration sites, undermining mechanical integrity. 106 Moreover, uncontrolled interfacial chemistry may generate defects—cracks and voids—that serve as crack initiation sites.
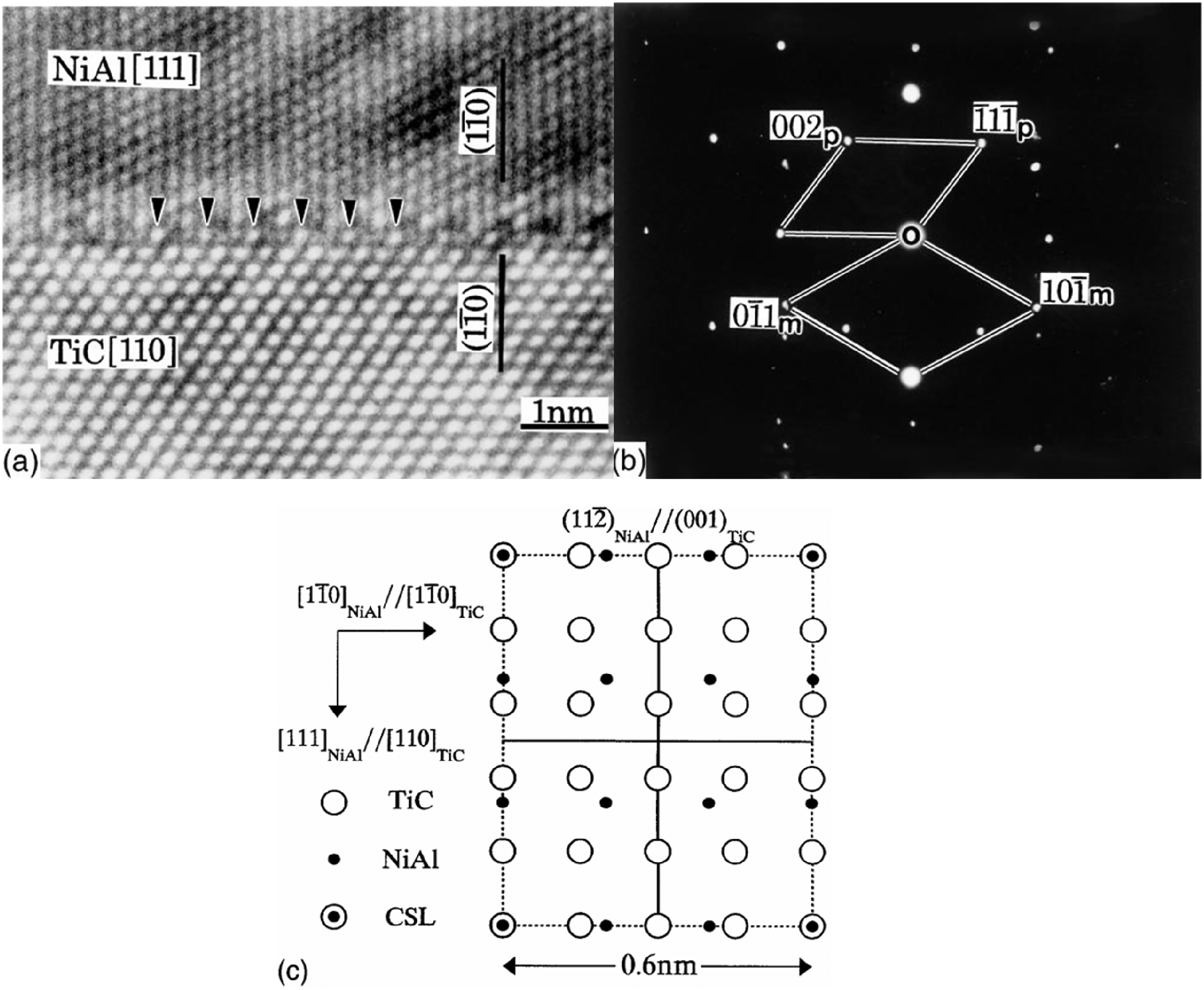
Qualitative and quantitative analyses of the extent of interfacial reactions and products can be conducted using various analytical techniques, including X-ray diffraction (XRD), differential scanning calorimetry (DSC), scanning electron microscopy (SEM), electron probe microanalysis (EPMA), and transmission electron microscopy (TEM).107–109 Among these characterization methods, high-resolution transmission electron microscopy (HRTEM) and selected area electron diffraction (SAED) are frequently employed to visualize the morphology and crystalline structure of the interface at the micro and nanoscale, as illustrated in Figure 21.
However, the physicochemical properties of the interface region are extremely complex, and studies at smaller scales in this area can leverage theoretical calculations. First-principles calculations based on density functional theory (DFT) utilize fundamental physical constants to solve the Schrodinger equation, enabling the calculation of electronic structures and interactions between atoms, thus deriving the material's physical properties. First-principles calculations can be employed to investigate reaction products at the interface, 110 crystallographic orientations, 111 mechanical properties, 112 and other characteristics.
From a crystallographic perspective, the interface between particles and the matrix can be categorized into coherent, semi-coherent, and incoherent interfaces. Coherent and semi-coherent interfaces generally exhibit superior properties, with stronger bonding at these interfaces. 24 Coherent interfaces have minimal lattice mismatch, resulting in lower elastic strain energy at the interface. During the solidification phase of the composite, the growth of the precipitate phase is constrained by the matrix, creating an elastic modulus strain field at the interface. The strain energy and chemical bonding energy at the interface not only influence the interface bonding but also affect the morphology and size of the precipitate phase. 113
Some TiC particles in the melt pool undergo melting, nucleation, and growth. When molybdenum is present in the melt pool, a portion of the molybdenum will dissolve into the TiC lattice, substituting some Ti atoms and forming the (Ti, Mo)C phase. 114 The (Ti, Mo)C phase typically exhibits smaller lattice parameters, which facilitates the reduction of lattice mismatch strain. A ring-like structure forms around the periphery of the TiC particles, as illustrated in Figure 22. 115 This ring-like structure corresponds to an interfacial reaction product, namely the (Ti,Mo)C phase, rather than simple elemental segregation, which contributes to the reduction of strain energy at the interface. Additionally, this phase regulates the excessive growth of primary TiC particles, facilitating particle size refinement. 116 First-principles calculations indicate that the addition of elements such as molybdenum results in an increase in binding energy and a reduction in interfacial energy, as illustrated in Figure 23. It should be noted that the reduction in interfacial energy induced by Mo is primarily attributed to the formation of an interfacial reaction phase rather than simple solute segregation at the interface. During solidification, Mo preferentially dissolves into the TiC lattice and participates in the formation of a (Ti,Mo)C solid-solution phase at the particle–matrix interface.114,115 This interfacial phase exhibits reduced lattice parameters and improved crystallographic compatibility with the matrix, thereby significantly lowering lattice mismatch and elastic strain energy at the interface. 113 Consistent first-principles calculations demonstrate that Mo incorporation increases interfacial binding energy while reducing interfacial energy, indicating enhanced chemical bonding strength.117,118 Although local solute redistribution may occur during solidification, its contribution to interfacial energy reduction is secondary compared with the dominant effect of interfacial phase formation. Therefore, the improved interfacial bonding is mainly governed by phase-formation-induced lattice and energy matching rather than solute segregation. The utilization of molybdenum to regulate the morphology and size of TiC particles, as well as to optimize the interface between TiC particles and the metal matrix, has been extensively studied and validated by numerous researchers.119,120
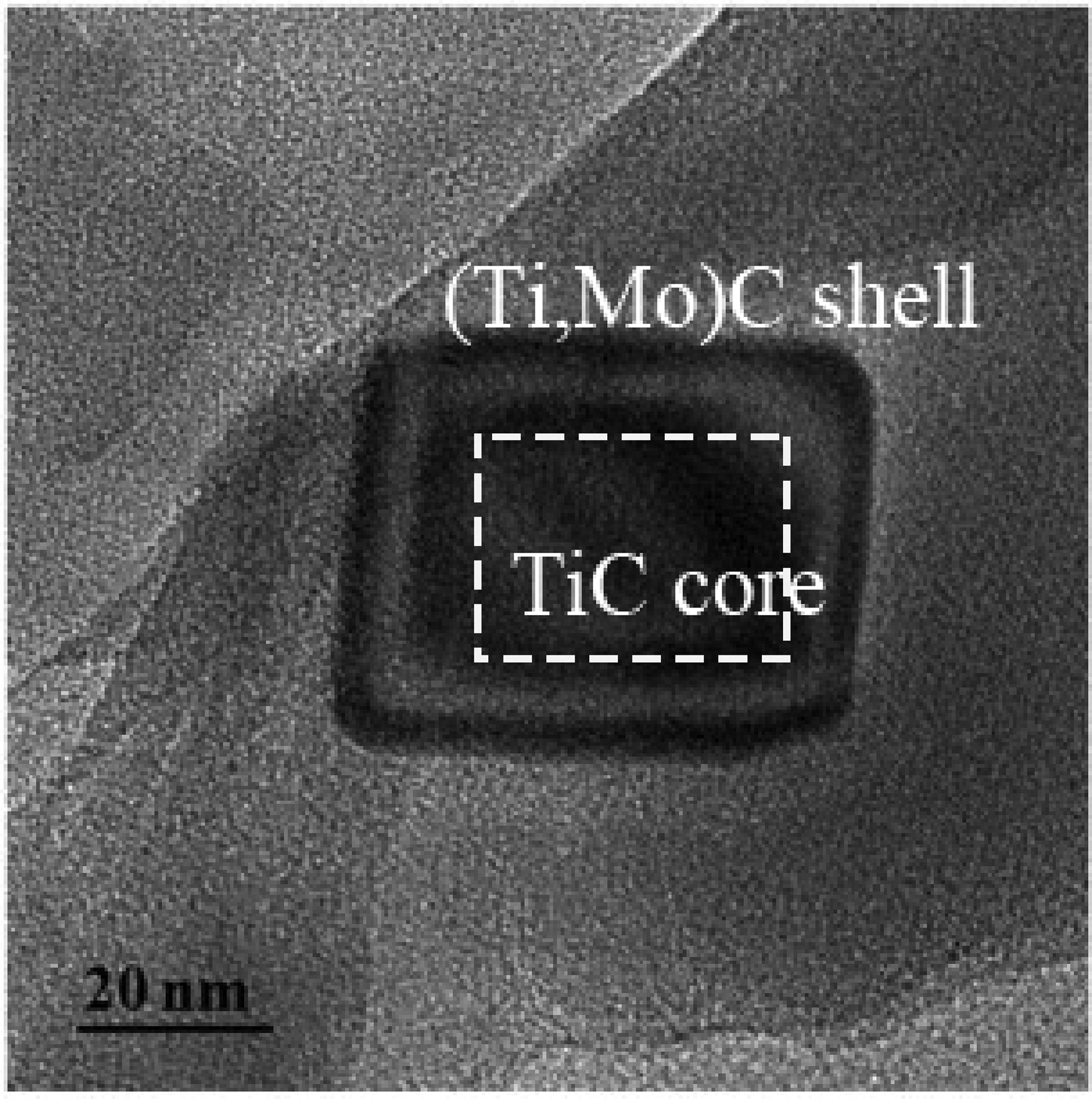
(Ti, Mo)C precipitate morphology 134 .
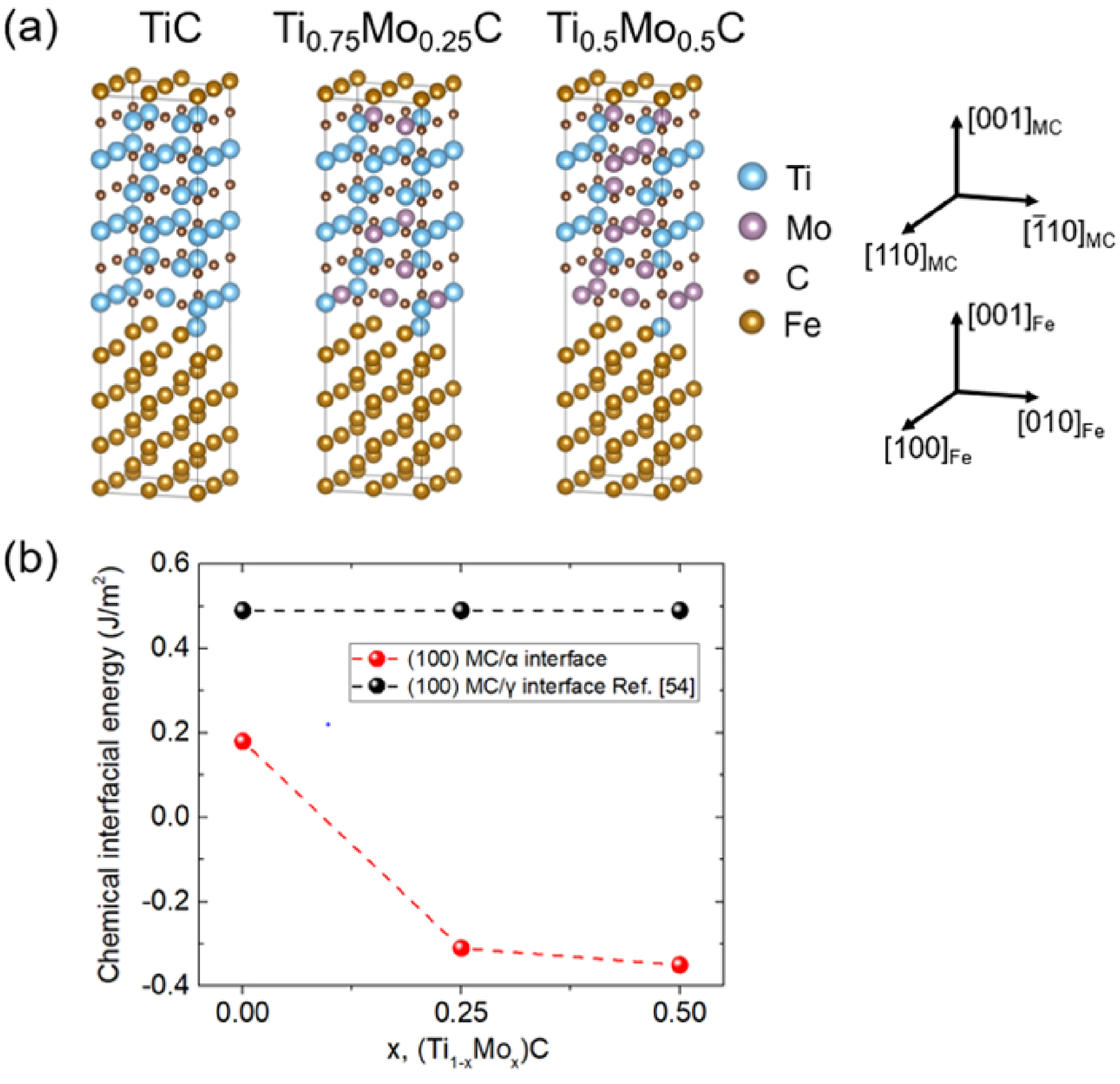
(a) Supercell structures of Fe/MC (M = Ti and Mo); (b) (100) MC/α interface, x denotes the percentage of Mo 117 .
The optimization of the interface between TiC and the matrix by molybdenum occurs primarily in three aspects. Firstly, a reduction in interfacial energy enhances wettability. 117 Secondly, an increase in binding energy improves interfacial adhesion. Binding energy, also referred to as separation energy, reflects the strength of chemical bonds between atoms, thereby providing an indication of the material's strength. 118 Thirdly, the introduction of molybdenum reduces the elastic strain energy at the interface. The solid solution of molybdenum into the TiC crystal lattice induces lattice contraction, thereby decreasing the lattice misfit between TiC and the matrix and reducing elastic strain energy, which favors interfacial bonding. 114
NbC, TiC, VC, and ZrC demonstrate extended mutual solubility and comparable lattice constants due to their structural similarity. 121 Chen et al. 122 systematically analyzed the lattice mismatch characteristics of composite (Nb, M) C carbides (M = Ti, V, Zr) through first-principles calculations (Table 3), revealing that Ti and V incorporation effectively reduces lattice mismatch in the composite carbides, whereas Zr doping induces moderate mismatch elevation. Significantly, all examined configurations exhibited systematically reduced formation energies with negative values across doping conditions, confirming the thermodynamic stability of (Nb0.5M0.5) C solid solutions. Complementary investigations by Sun et al. 123 demonstrated the critical influence of Nb atomic stacking configuration on interfacial architecture, surpassing the effects of Ti substitutional positions. Atomic interdiffusion occurs predominantly within interfacial transition zones, accompanied by electron transfer localized at and proximal to the interface. Central stacking occupation of Nb atoms induces enhanced interfacial cohesion, manifesting as elevated adhesion energy and reduced interfacial spacing. Furthermore, La2O3 exhibits moderate catalytic effects in heterogeneous nucleation of NbC matrix phases. 124 The La2O3/NbC interface achieves semi-coherent bonding through controlled lattice mismatch (7.1%), enabling effective strain accommodation via geometrically necessary dislocations while maintaining chemical bonding integrity, thereby optimizing interfacial stability and mechanical performance.
Calculated performance parameters of (Nb0.5M0.5) C composite carbides. 122

In summary, although the physicochemical characteristics of the interface region are exceedingly complex, the combined application of first-principles calculations and experimental characterization has yielded deep insights into interfacial reaction products, crystallographic orientations, bond strength, and interfacial energy dissipation. By introducing elements such as molybdenum and cerium to tailor the lattice mismatch, binding energy, and elastic strain energy of carbides like TiC and NbC, semi-coherent or coherent interfaces can be achieved, thereby significantly enhancing interfacial adhesion, mitigating stress concentrations, and refining the reinforcing particles. Future work should integrate multi-scale modeling with in situ characterization techniques to quantitatively correlate interfacial structure and performance, guide the design of novel interfaces and engineered interface fabrication, and provide theoretical and technical support for the industrial application of high-performance HEA composite coatings.
Challenges and future research
Despite the excellent wear resistance demonstrated by AlCoCrFeNi-based composite coatings, several critical challenges remain, which also define important directions for future research.
Despite significant advances in fabrication techniques such as laser cladding, plasma spraying, and additive manufacturing, achieving large-scale, uniform, and stable AlCoCrFeNi composite coatings remains challenging. Precise control over the distribution of reinforcement phases, mitigation of metallurgical defects, and long-term stability of mechanical and tribological properties require further investigation.
Moreover, most existing studies are conducted under controlled laboratory conditions, whereas practical industrial applications often involve harsh environments, including high temperatures, strong acids or alkalinity, and high humidity. Therefore, future research should emphasize long-term wear, oxidation, and corrosion behavior under service-relevant conditions.In addition, the synergistic use of advanced processing strategies, such as external magnetic fields, electric fields, or other energy-field-assisted techniques, deserves systematic exploration to optimize coating microstructures and enhance long-term reliability.
The strengthening mechanisms of HEAs involve complex interactions across multiple length scales, encompassing atomic-scale effects as well as macroscopic phenomena such as thermal stress, phase transformations, and grain evolution. Future research should focus on developing robust multi-scale coupling models that integrate atomic, mesoscopic, and macroscopic behaviors, while accounting for the influence of multiple physical fields (thermal, mechanical, magnetic, etc.).
In particular, initial material parameters derived from first-principles calculations and molecular dynamics simulations should be coupled with phase-field modeling and finite element analysis to enable predictive simulation of microstructural evolution and strengthening mechanisms. Furthermore, establishing a closed-loop framework that combines high-precision experimental characterization with computational modeling will be essential to validate and continuously refine theoretical predictions.
Interface optimization between the reinforcement phase and the matrix remains a major challenge due to poor wettability, uncontrolled interfacial reactions, and steep chemical gradients. These issues often lead to brittle transition layers, localized stress concentrations, and premature failure.
Future research should place greater emphasis on elucidating interfacial structures and chemical gradients using advanced in-situ and high-resolution techniques, such as HRTEM and atom probe tomography.In addition, the design of tailored multi-layer or gradient interface architectures, including pre-coatings or intermediate layers, should be explored to alleviate thermal stress and chemical incompatibility, thereby improving interfacial toughness and bonding strength.
Conclusions
This review systematically summarizes the research progress on ceramic particle–reinforced AlCoCrFeNi-based composite coatings in terms of microstructural regulation, strengthening mechanisms, and wear resistance. Particular emphasis is placed on the effects of reinforcement type, matrix alloying strategies, and interfacial characteristics on the overall performance of the coatings. The main conclusions are as follows:
The The incorporation of ceramic reinforcements, including TiC, WC, NbC and TiN, effectively enhances the hardness and wear resistance of AlCoCrFeNi-based coatings. The strengthening efficiency of different reinforcements varies significantly and is strongly influenced by particle content, size, and spatial distribution. The improvement in wear resistance of AlCoCrFeNi-based composite coatings arises from the synergistic contribution of multiple strengthening mechanisms, including load transfer associated with ceramic particle reinforcement, grain refinement induced by rapid solidification, solid-solution strengthening from alloying elements, and precipitation strengthening by secondary phases. These mechanisms interact collectively to govern the mechanical and tribological responses of the coatings. The addition of alloying elements such as Al, Ti, Nb, Mo, and W effectively tailors the phase constitution and microstructural evolution of the AlCoCrFeNi matrix, leading to enhanced hardness, strength, and wear resistance. Controlled interfacial reactions and reduced lattice mismatch contribute to the formation of stable interfacial bonding, which alleviates stress concentration, suppresses crack initiation and propagation, and enhances the reliability of coatings under complex service conditions.
Footnotes
Acknowledgments
Thanks for the supported by the National Natural Science Foundation of China (52205334), and the Science and Technology Innovation Program of Hunan Province (2025RC4004).
Ethical considerations
Not Applicable
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the The Science and Technology Innovation Program of Hunan Province, National Natural Science Foundation of China, (grant number 2025RC4004, 52205334).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The raw data supporting the conclusions of this article will be made available by the authors on request.