
Abstract
This study optimizes fused filament fabrication (FFF) parameters to enhance the tribological performance of Kevlar fibre–reinforced polylactic acid (PLA) nanocomposites. Filaments containing 0–10 wt-% Kevlar were produced by twin-screw extrusion and characterized for mechanical and thermal behavior. A 30-run central composite design evaluated the effects of layer height (0.1–0.3 mm), build orientation (0–90°), wall width (0.2–0.6 mm), and Kevlar content on specific wear rate. Statistical analysis identified layer height as the dominant factor (F = 2336.47), contributing 83.3% of the total variation. Predictive modeling using ANN and adaptive neuro-fuzzy inference systems ANFIS demonstrated superior accuracy for ANFIS (R2 = 0.9985 training, 0.9912 validation, 0.9647 testing). The optimized parameter set yielded a minimum wear rate of 0.0187 mm3/s with 1.06% prediction error, validated using functional spur gear testing.
Keywords
Introduction
Fused Filament Fabrication (FFF) has become a revolutionary additive manufacturing technology for the fabrication of complex components by deposition of materials layer-by-layer. 1 This technology enables production of 3D polymer structures out of several thermoplastic materials, polylactic acid (PLA), polyvinyl alcohol (PVA), nylon and fiber reinforced composites (glass, Kevlar, carbon).2,3 The FFF process is based on the fact that semi-molten thermoplastic material is extruded through a computer-controlled heated nozzle onto a build platform with different layers solidifying to form the result. 4 For example, process parameters such as layer height, build orientation, print speed, extrusion temperature and infill density play a crucial role in the mechanical, thermal and tribological characteristics of the manufactured components. 5 This advanced manufacturing capability allows the production of complex geometries that are not possible to produce using traditional subtractive manufacturing techniques; hence, FFF is invaluable for aerospace, automotive, biomedical and consumer products applications.6,7 Quality assurance for FFF-manufactured components needs to be characterized by thorough mechanical property and tribological performance characterisation under expected service conditions, to ensure reliable long-term functionality. 8
Polylactic acid (PLA) has become a prominent biodegradable thermoplastic polymer that is made from renewable resources such as corn starch and sugarcane. Its favorable properties, including biocompatibility, moderate strength and ease of processing, have made PLA considered as preferred material for FFF applications from medical implants to consumer products. 9 While the mechanical characteristics of pure PLA are satisfactory for many industrial applications, presently, the tribological properties in terms of wear resistance and friction behavior are still not adequate for load-bearing applications with sliding contact.10,11 Polymer composites exposed to high-velocity sliding contact under large applied loads exhibit accelerated wear rates resulting in premature failure of the components, and significant economic losses in industrial applications. 12 Consequently, strategic reinforcement aimed at the improvement of tribological performance has become a significant research priority for extending PLA applications to demanding engineering applications. 13
Recent trends in computational intelligence and soft computing methodologies have changed the approach to optimizing FFF processing parameters. Various statistical methods, such as Response Surface Methodology (RSM) and Taguchi design, have proven useful in identifying the empirical correlation between the processing parameters and response parameters.14–16 However, the fundamentally nonlinear and combined effects of FFF parameters on mechanical and tribological properties make the need for more sophisticated modeling strategies that can analyse the complexities of the interactions between various parameters.17,18
The combination of artificial intelligence techniques with traditional optimization techniques has shown superior ability in modeling complex FFF parameter-property relationships. Genetic algorithms (GA) combined with artificial neural networks have been very successful at optimizing these FFF parameters for any number of material systems and performance metrics. Chhabra et al. 19 used a GA-ANN hybrid framework to optimize the sliding wear performance of the carbon fiber reinforced polyamide composites fabricated using the FFF in which the prediction accuracy exceeding R2 = 0.95 was obtained. Their study showed that GA were efficient in inducing the optimal neural network architecture based on the hidden layer and machine learning parameters, while at the same time finding the optimal processing conditions such as layer thickness 0.15–0.20 mm, infill density 85–95%, and print speed 40–50 mm/s with 42% less wear rate was found over the baseline parameters. Kavimani et al. 20 proposed an integrated PSO-VIKOR-ANN model in which the Particle Swarm Optimization algorithm and multi-criteria decision making, along with neural network-based prediction, are used for optimizing the mechanical properties of polyamide/carbon fiber composites. Their hybrid solution was able to reach 18% improvement in tensile strength from 52 to 61 MPa as compared to single algorithm optimization thereby showing the beneficial interaction between bio-inspired global search algorithm and local refinement via neural networks.
ANFIS has emerged as a powerful tool in FFF optimization because it has the potential to use neural network learning interpreter using fuzzy logic approach, which requires both high prediction accuracy and model interpretability. Deswal et al. 21 combined ANFIS with Response Surface Methodology to optimize the dimensional accuracy of components using FFF, yielding better performance of prediction (R2 = 0.9876) than distinct RSM and ANN models. Arockiam et al. 22 used ANFIS with Taguchi methodology to optimize the tensile strength of fish scale powder reinforced PLA filaments and achieved an excellent correlation (R2 = 0.9912) using limited experimental data. Chen et al. 23 used ANFIS to optimize printing parameters for continuous glass fiber reinforced PLA composites, where it was found that with optimal membership function selection 34% improvement in the flexural strength was found compared to base materials. Similarly, Pant et al. 24 showed the effectiveness of ANFIS over ANN and RSM in the prediction of wear behavior of PLA FFF printed parts, attributing the high accuracy to fuzzy partitioning of nonlinear wear mechanisms involved.
Multi-objective optimization using genetic algorithm-fuzzy logic hybrid has been efficient for the balancing of conflicting objectives in FFF. Mushtaq et al. 25 presented a GA-Fuzzy framework for PETG printing with hybridized laser polishing with simultaneous improvement of surface roughness (Ra from 12.4 to 3.2 µm) and dimensional deviation (from 0.18 to 0.05 mm). Similarly, Presti et al. 26 used GA-Fuzzy decision making to optimize FFF fabricated wearable strain sensors with balance between sensitivity, flexibility and durability to achieve performance suitable for continuous biomedical monitoring. Peng et al. 27 further demonstrated that Response Surface Methodology combined with fuzzy inference exhibits better prediction capacity (R2 = 0.9567) than RSM alone (R2 = 0.8934) by effectively dealing with the uncertainty of the experiments. Comparative studies have conducted, and the results have demonstrated that the hybrid soft computing approaches consistently performed better than the single algorithm methods for FFF optimization. Vidakis et al. 28 found that in the modeling of mechanical reinforcement used in fused filament manufactured polymer nanocomposites, ANFIS and Random Forest models had better prediction accuracy (R2 > 0.98) than the linear regression model, indicating the importance of using nonlinear modeling for complex material systems. Similarly, Singh et al. 29 showed that ensemble neural network models with fuzzy aggregation resulted in prediction errors of below 2% for both electrical and mechanical properties of copper reinforced thermoplastic composites, suggesting the potential use of combined ensemble-fuzzy models for advanced FFF optimization despite their higher computational demands.
The tribological behavior of FFF-fabricated components is very much related to the composition of the material, but also to processing parameters. Wear mechanisms in polymer composites comprise adhesive wear (transfer of materials between the sliding surfaces), abrasive wear (damage to the surface due to the action of hard asperities), and fatigue wear (propagation of cracks due to cyclic loading). 30 Component geometry, wear operational parameters (sliding distance, applied load, sliding velocity), and featured microstructural properties are the important factors for tribological performance. Consequently, the precise knowledge of the effects of processing parameters on the wear behavior is a condition for the design of tribologically functioning components.
Previous tribological investigations have mainly concentrated on unfilled thermoplastics (ABS, PLA), as well as continuous fiber reinforced composites. Athith et al. 31 studied the tribological properties of jute/sisal/E-glass fabric reinforced epoxy composite reinforced with tungsten carbide particles. They concluded a wear rate reduction of 35% with the addition of 10 wt-% of WC. Ramesh et al. 32 investigated abrasive wear behavior of laser-sintered Fe–SiC composites and provided correlations between SiC content and wear resistance. However, these studies were concentrated on conventional composite processes rather than additive processes with a focus on functionality on 3D FFF-based process optimization.
Despite the huge progress in the development of hybrid soft computing methods for optimizing FFF processes, there are still several critical gaps that remain unresolved. The majority of the existing research focuses on improving tensile and flexural properties. In contrast, little focus has been given to tribological behavior, which is important for load-bearing and sliding contact applications. Moreover, despite the wide investigations of continuous fiber reinforced FFF composites, few works have been done on the tribological behavior of short fiber reinforced systems, which have advantages in terms of processing simplicity, cost-effectiveness and manufacturability. 33
In particular, Kevlar fiber with high toughness, abrasion resistance and high specific strength has not been studied systematically in combination with PLA for FFF-based tribological applications. While ANFIS models have proved to be effective in predicting responses of dimensional and mechanical behavior, they have a limited application in the field of tribological optimization for FFF composites in the literature of additive manufacturing. Additionally, there exists a on the whole comparative evaluation of statistical, neural and neuro-fuzzy modeling methods, specifically RSM, ANN and ANFIS for predicting tribological behavior in the literature. Finally, most optimization studies are without any practical validation because it is hardly the case that predicted optimal conditions are checked by fabrication and testing of actual engineering components under practical operating conditions. 34
This study addresses the found gaps by showing a comprehensive and experimentally validated study of tribological optimization in short Kevlar fiber reinforced PLA composites using FFF. The work presents the first systematic evaluation of the effect of brief Kevlar fiber reinforcement on the wear behavior and frictional response of FFF printed PLA with the help of detailed microstructural analysis of the worn surfaces. A novel comparative modeling framework is established by evaluating three models, namely RSM, ANN, and ANFIS, for wear rate prediction under identical experimental conditions to document an objective assessment of the prediction accuracy, the generalization capability and the interpretability of the models. This study is a step forward from purely empirical methods by combining tribological testing, statistical and machine learning methods with mechanistic wear analysis. The study also stands out as it authenticates the optimal processing conditions by fabricating and testing a working spur gear component, which in turn proves the feasibility of the proposed optimization framework. Its findings also provide a quantitative determination of the importance of FFF processing parameters on wear performance and shows fiber-matrix interfacial integrity can determine tribological behavior. By optimizing processing parameters and improving the tribological performance of biodegradable composites, this study contributes to sustainable materials engineering and responsible manufacturing practices.
Materials and methods
Materials
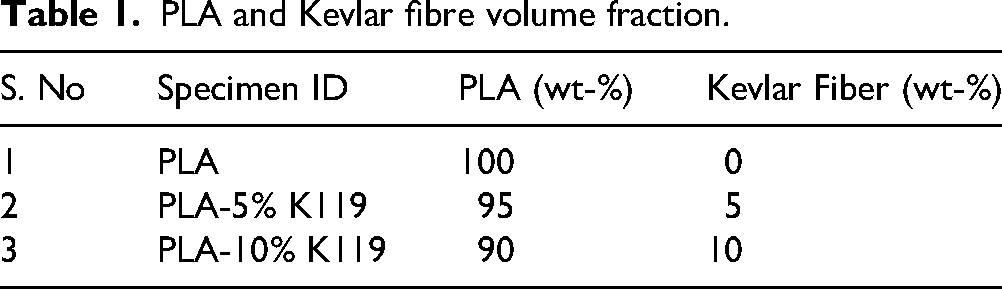
Polylactic acid (PLA) polymer granules (Biopolymer 4043D) having mean particle diameter of 4.85 mm and a density of 1.25 g/cm3 was chosen as the matrix material. The PLA grade has a glass transition temperature (Tg) of 55–60 °C, a melting temperature (Tm) of 145–160 oC, a melt flow index (MFI) of 6 g/10 min (190°C, 2.16 kg), and a tensile strength of 53 MPa in unreinforced condition. Short Kevlar aramid fiber bundles (K-119) with the individual filament diameter of 12.0 μm, density of 1.44 g/cm3, tensile strength of 3620 MPa, and tensile modulus of 131 GPa were used as reinforcement. The Kevlar fibers were received in the form of continuous tows. They required mechanical cutting in the compounding process in order to achieve the required fiber length distribution (2–5 mm) for FFF processing. E3D hardened steel nozzle (hardness 62–65 HRC, diameter 0.4 mm) was used for the fabrication process to avoid abrasive wearing caused by Kevlar fibers during the extrusion process. Standard brass nozzles are prone to rapid wear and an increase in diameter while processing fiber-reinforced composites, due to which the dimensions are inconsistent. As shown in Table 1, the Kevlar content was varied from 0 to 10 wt-% to evaluate its influence on wear behavior. The hardened steel nozzle ensured dimensional stability (0.4 ± 0.01 mm) during the fabrication of all the experimental specimens.
PLA and Kevlar fibre volume fraction.
Twin-screw extrusion compounding process
Composite filaments with different Kevlar fiber content (0, 5, 10, 15 wt) were prepared by extrusion in a co-rotating twin screw extruder (Thermo Scientific HAAKE MiniLab II) to have a good distribution of the fiber in the PLA mass. Optimization of the extrusion parameters was done to efficiently balance a fine fiber distribution, minimal fiber breakage and avoidance of thermal degradation of the polymer. The extrusion barrel contained three independently controlled heating zones, with the feed zone where 160 °C was maintained to allow gradual PLA granules melting but not degraded too soon, then a compression zone with 180 °C where the polymer was fully melted, and the Kevlar fibers became wet. The metering zone temperature was fixed at 190 °C in order to ensure efficient homogenization and dispersion of the fibers by providing supervision and high shear mixing. The temperature was set to 185 °C in order to control the melt viscosity and to make the filament extrusion stable. This thermal profile was selected to remain above the melting temperature of PLA (145–160 °C) while staying well below its degradation threshold (230 °C under prolonged exposure). This controlled temperature gradient of about 30°C between feed and metering areas was used to provide gradual heating and eliminate thermal shock and maintain the molecular integrity of the PLA matrix, thus yielding defect-free composite filaments ready to undergo further fused filament fabrication. Table 2 summarizes the significant twin-screw extrusion processing parameters employed for composite filament fabrication.
Twin-screw extrusion processing parameters.
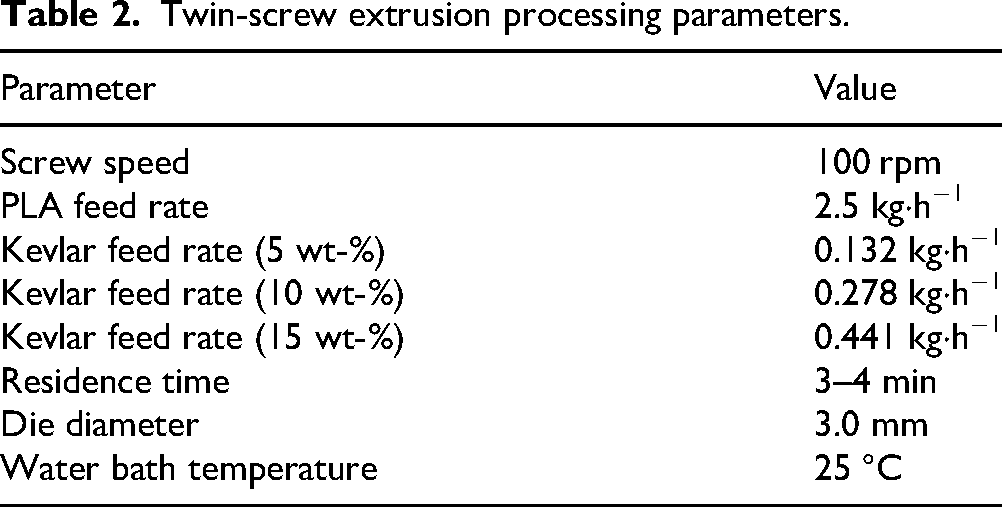
The incorporation of fibers and forming of filaments was done by placing a side-feeder at a compressed area where continuous Kevlar tows were added in the completely molten PLA fabric to enhance good wetting of the fibers. The rotating screw components sever the fibers on the spot in a mechanical manner to give a targeted length of the fiber of 2–5 mm and avoid the agglomeration problem that occurs with a premade fiber. The compression and metering areas were highly mixed to ensure an even dispersion of the single strands of the Kevlar fibre in the PLA. A screw speed of 100 rpm was optimum because it gave efficiency without excessive fiber attrition, and speeds above 150 rpm were so harsh in breaking up the fibres and lower speeds (below 60 rpm) led to poor dispersion. The melt was homogenized and then extruded through a circular die of 3.0 mm diameter, and then quickly cooled in a 25 °C water bath to avoid intertwining of filaments and stabilized the geometry of the filaments. The diameter of the filament was measured in real-time with the help of an inline laser system and maintained at 1.75 ± 0.05 mm by using closed-loop control of the increases in speed, maintaining the dimensions of the fabricated filament within the acceptable error margin.
Composite filament characterization
PLA-Kevlar composite filaments were extruded and their characterisation carried out before being fused during filament fabrication to test their behavior in terms of dimensional consistency, density, mechanical properties, and microstructure integrity. Measurement of uniformity in the diameter of filtering filaments was done through inline laser diameter measurement system with a resolution of ±0.01 mm and the average diameter was calculated on readings sampled at intervals through the length of the filament. Archimedes principle was used to obtain the result of the determination of the density of the composite filaments as per ASTM D792, and the experimental results were compared with the theoretical densities, which were generated in accordance with the rule of mixtures to determine the content of voids.
According to ASTM D638, tensile properties of the extruded filaments were assessed. The specimens in the form of a filament were made by a gauge length of 25 mm and were tested on a universal testing machine at a consistent crosshead speed of 5 mm min−1. All the compositions were tested at least five times each to make them repeatable, and the average numbers were reported. The ultimate tensile strength, elongation at break, and tensile modulus were taken as the direct results of the stress-strain curves. The optical microscopy and scanning electron microscopy (SEM) were used to image the cross-sectional morphology of the composite filaments before printing. The samples of filaments were cryo-fractured in liquid nitrogen so as to retain the internal structure, embedded in epoxy resin, and then polished with thin-abrasive papers until they were smooth. SEM observations were conducted at an accelerating voltage of 10–15 kV to determine the dispersion of Kevlar fibres, fibre length distribution, bonding between the fibres and between the fibres and interfaces and the existence of voids or agglomerates in the PLA framework. The effectiveness of the twin-screw extrusion process to offer a uniform reinforced composite filament that can be processed with FFF was validated using these analyses.
Thermal characterization
Differential scanning calorimetry (DSC)
To assess the thermal transitions and crystallinity behavior of pure PLA and Kevlar-reinforced PLA composite filaments before the fused filament fabrication, differential scanning calorimetry (DSC) was carried out. The measurements of DSC were taken on a calibrated DSC instrument at a nitrogen environment to avoid oxidative breakdown. Filament samples of about 5–8 mg were put in standard aluminium pans. Heating of the samples was done at a heating rate of 10 °C min−1 up to temperatures between 25 °C to 200 °C, then cooling down to 25 °C and heating again to eradicate thermal history effects. The second heating cycle was used to determine the glass transition temperature, cold crystallization temperature, melting temperature and corresponding values of enthalpy. Crystallinity (Xc) was determined with the help of the standard relation, based on the difference between the melting and cold crystallization enthalpies of PLA.
The degree of crystallinity was calculated using the relationship.
35

Thermogravimetric analysis
Thermogravimetric analysis (TGA) was conducted in order to establish the values of extrusion filaments with respect to thermal stability and degradation. Measures of the TGA were made at approximately 8–10 mg of sample in the nitrogen atmosphere at 600 °C up to the room temperature and the rate of heating at 10 °C min−1. According to the thermogravimetric (TG) and derivative thermogravimetric (DTG) curves, the onset degradation temperature (Tonset), temperature of maximum degradation rate (Tmax) and the mass of the product at high temperature were established.
Fused filament fabrication (FFF)
Figure 1 shows the detailed fused filament fabrication process used for fabricating Kevlar fibre-reinforced PLA composites. The wear specimens were produced using an FFF 3D printer by employing Kevlar fiber–reinforced thermoplastic composite filament. Table 3 shows the complete FDM processing parameters, including both varied and controlled parameters. The integration of different volume fractions of short Kevlar fibre bundles into PLA is achieved by means of a modified polymer extruder. During the increases in fibre volume fraction, the outer diameter of the extruded composite filament is kept constant to incorporate different fibre bundle diameters. The previously mentioned pure PLA polymer particles and Kevlar fibre bundles underwent extrusion via a nozzle with a diameter of 1.5 mm and a temperature of 180 °C. The extrusion process occurred at a rate of 80 mm/min, accompanied by cooling through the utilization of fans. Ultimately, the extrudate was gathered by means of an automated spooling system. As a result, the composite filament yielded a diameter of 1.75 mm, which was obtained by the FFF process.
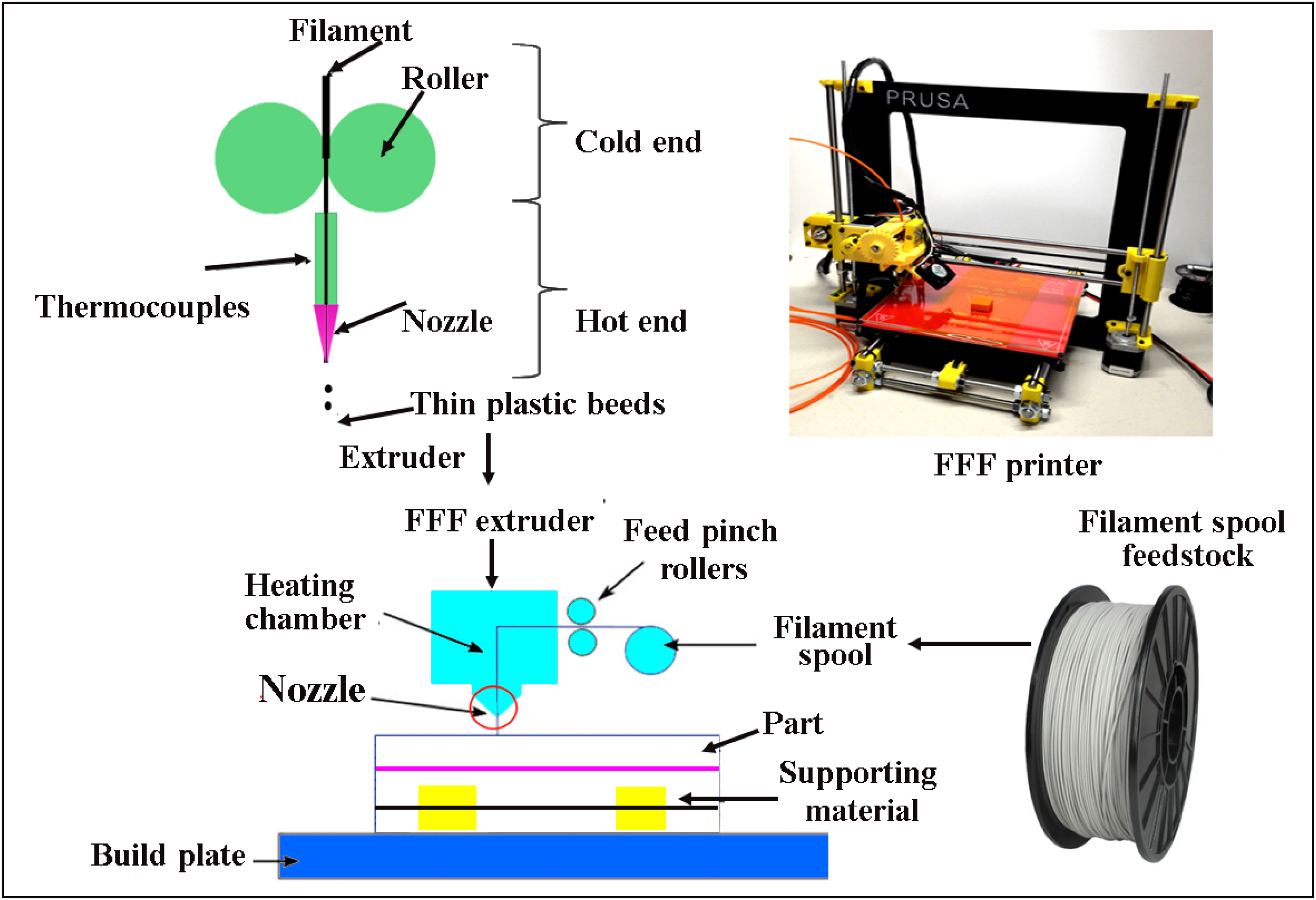
Fused Filament Fabrication (FFF) experimental setup.
FFF experimental of fixed and variable parameters.
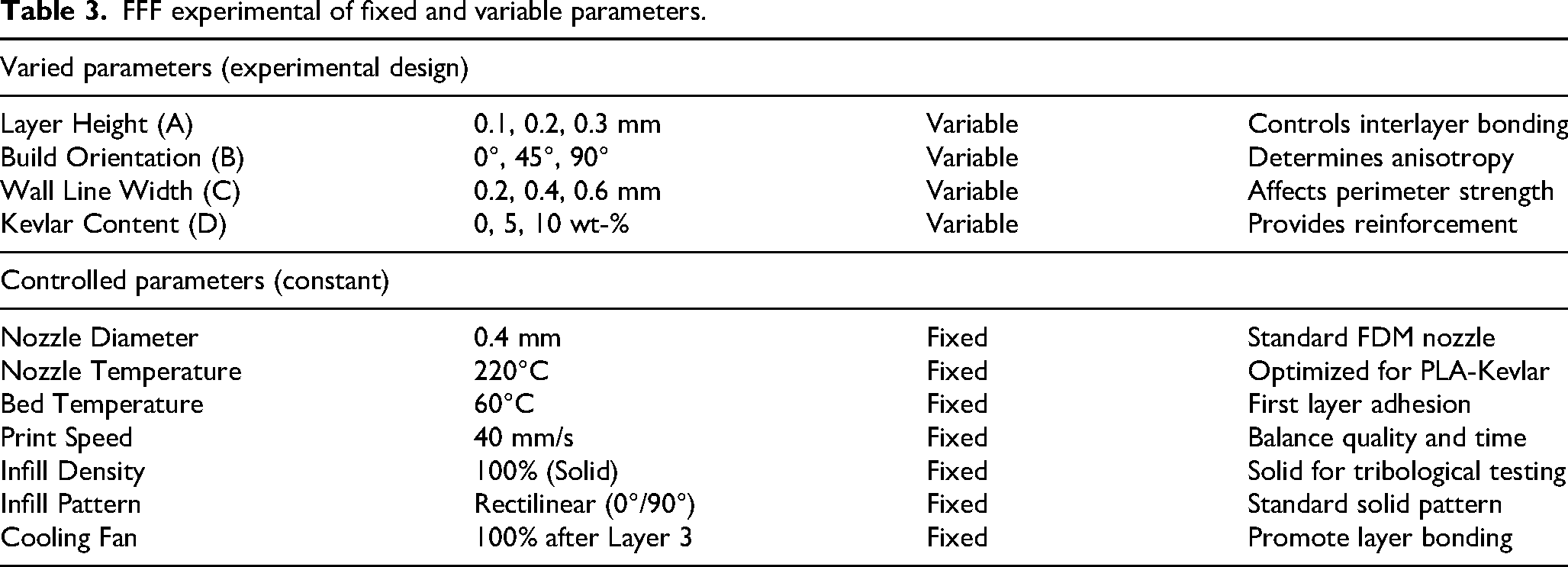
Following the extrusion process, cylindrical samples were fabricated using MakerGear open-source FFF equipment. The process of 3D printing was carried out by using a nozzle with a diameter of 1mm under a controlled temperature of 210 °C with a constant speed of 1 mm/sec. The printing bed temperature was 80 °C for both the PLA and Kevlar material. Furthermore, SolidWorks design software was used to create the shape of the specimen and convert it into a printable STL file format. After completion of the design is sliced with the Cura slicer software and transformed into G code. All wear test specimens were designed and printed as solid components with 100% in-fill density, as this guarantees structural integrity and avoids internal voids that would affect tribological testing methodology. Infill density and infill pattern were kept constant for all of the specimens to isolate the effects of the four different parameters (layer height, build orientation, wall line width, Kevlar content) on wear performance. A rectilinear infill pattern with alternating 0°/90° layer orientation was employed, as this configuration is standard for solid FDM components and provides balanced mechanical properties in the X–Y plane.
The decision to use 100% infill density was critical for the following reasons: (1) pin-on-disc wear testing fully dense specimens to ensure consistent contact area as well as to prevent internal collapses of the voids due to surges in load, which would confound the wear rate measurements; (2) partial infill setup the presence of internal voids with different geometry and distribution depending on infill density and pattern, creating additional confounding factors which would mask effects of parameters of study; (3) tribological applications requiring load-bearing capacity under sliding contact such as gears, bearings, bushings typically employed as solid components rather than lightweight structures with partial infill. Therefore, 100% infill density is the practically relevant condition for the tribunal applications targeted in this investigation.
Pin-on-disc mechanism
The pin-on-disc apparatus was used for the sliding wear test (DUCOM instruments), as shown in Figure 2(a). Cylindrical wear test specimens were fabricated according to ASTM G99 standards. The specimens, measuring 6 mm in diameter and 25 mm in height, were produced using FFF technology. The wear analysis of the pin-on-disc setup is shown in Figure 2(b). The PLA/Kevlar cylindrical composite specimen is located at the centre of the specimen axis, and a proper connection can be maintained between the pin surface and the EN31 hardened steel disc. The tests encompassed various operating conditions, tracking diameter is 120 mm, including rotational speed 500 rpm, applied loads 40kN, and a consistent sliding distance (1000 m). The contact area between the disc and pin (28.27 mm2) was used to determine the wear rate and coefficient of friction of 3D printed samples.
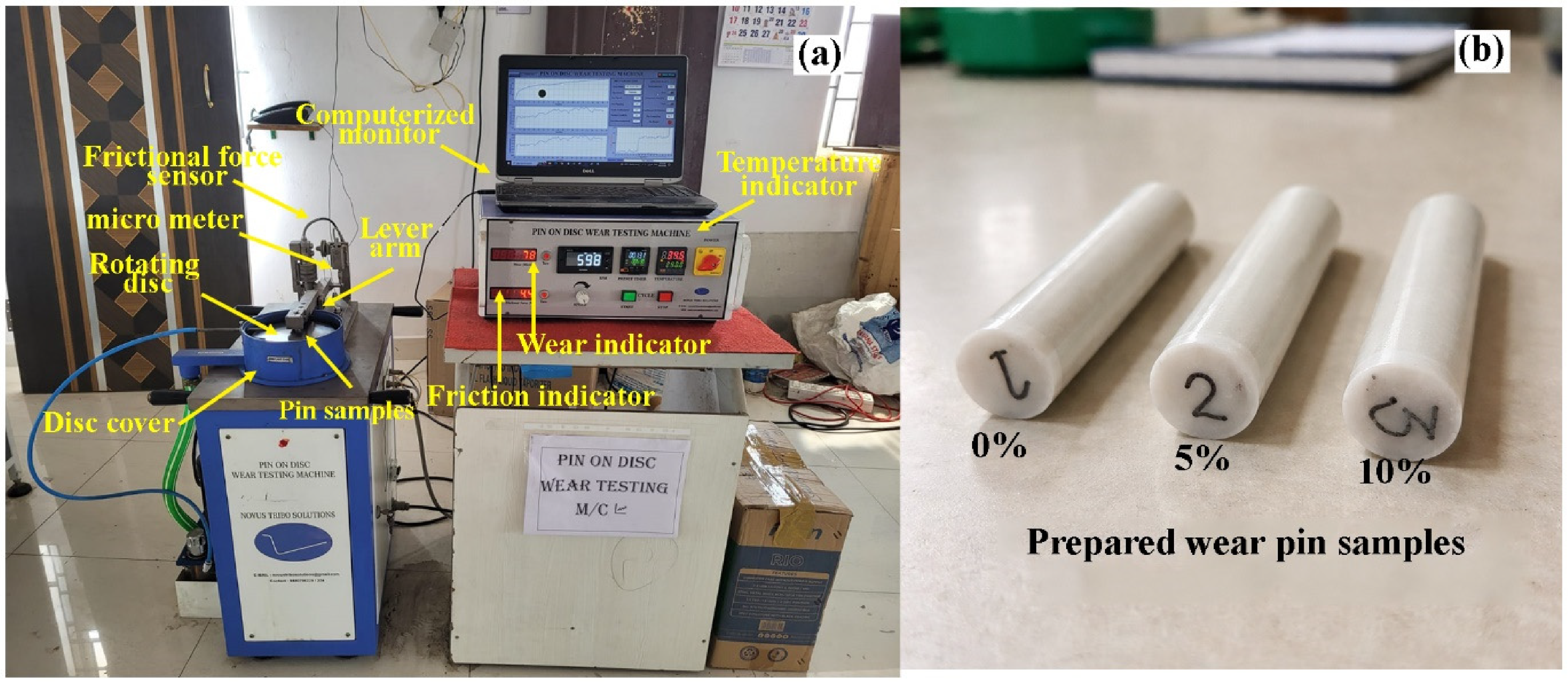
(a) Pin-on-disc mechanism (b) wear test PLA/Kevlar (K119) composite specimen.
Central composite design (CCD)
CCD within RSM was employed to optimize the wear behavior of Kevlar fibre-reinforced PLA composites by examining the relationship between input and output parameters. The input parameters, including Layer height (LH), Raster Orientation (RO), Wall lines width (WL), and Kevlar mixture (KM), were chosen, with Specific wear rate as the output response. The fabrication parameters and their levels are shown in Table 4. The face-centred central composite design (FCCCD) comprises axial combinations and factorial mixtures, consisting of four factors with three equidistant levels represented by +1, 0, and −1, respectively. As a result, there are 30 experimental runs, which can be generalized using an equation. Four FFF processing parameters were systematically varied using Central Composite Design (CCD): (1) layer height (0.1–0.3 mm), (2) build orientation (0–90°), (3) wall line width (0.2–0.6 mm), and (4) Kevlar mixture content (0–10 wt-%). These parameters were selected based on their established significance in determining interlayer bonding strength, anisotropy, surface quality, and reinforcement effectiveness.
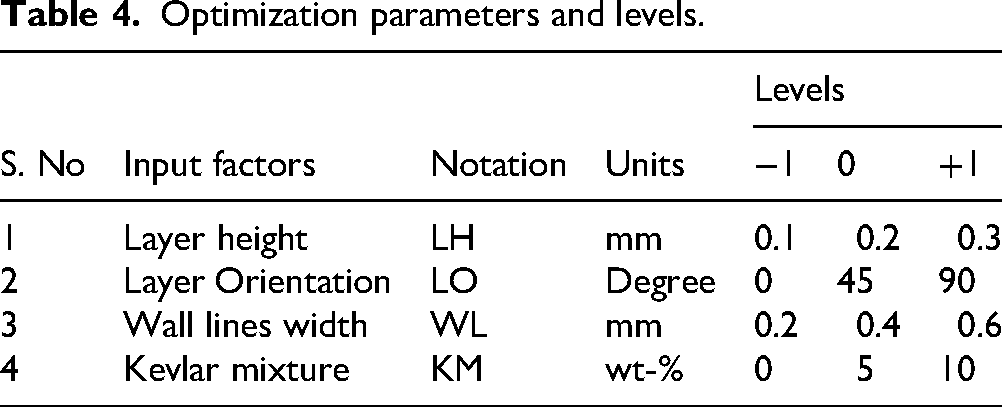
Optimization parameters and levels.
Artificial neural network (ANN)
ANN is an interconnected, layered node structure inspired by biological neural systems. The network is organized into an input layer, multiple hidden layers, again followed by an output layer, and links between the nodes have adjustable weights that make it possible for the network to learn complex pattern hierarchies from data. In the optimization process, weights are found to minimize the difference between predicted and true outputs. The flowchart based on the ANN approach is shown in Figure 3. The Artificial Neural Network (ANN) model was implemented as a feed-forward backpropagation network with a total architecture of 4-10-8-1, comprising an input layer with four neurons corresponding to layer height, build orientation, wall line width, and Kevlar content, two hidden layers containing ten and eight neurons respectively selected through trial-and-error optimization to balance prediction accuracy and overfitting prevention, and an output layer with one neuron representing the specific wear rate. In the hidden layer, the tangent sigmoid (tansig) transfer function was used to acquire the non-linear relations, while the linear (purelin) transfer function was employed in the output layer. Data were split into 70% for training, 15% for validation, and 15% for testing, and training was performed using the Levenberg–Marquardt backpropagation algorithm (Maximum epochs: 1000, Performance goal: 1× 10−6, Learning rate: 0.01). It shows 7 epochs for the model to converge, and the validation peaks occurred at epoch 6.
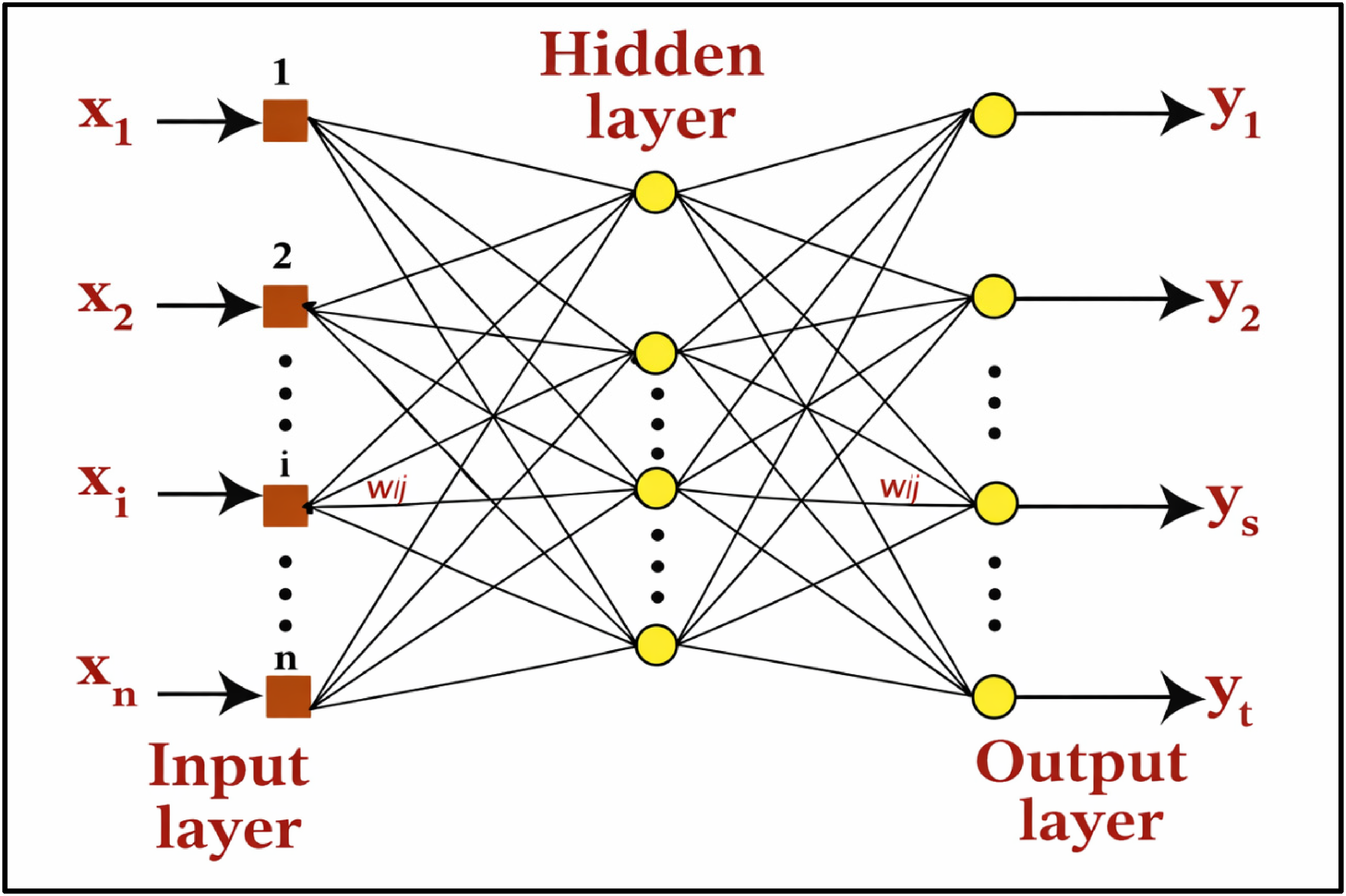
Schematic of an ANN architecture, its input, hidden layer(s), and output layer, with weighted links connecting the layers.
Activation Functions:
Hidden Layers: Hyperbolic tangent sigmoid (tansig)

Adaptive neuro-fuzzy inference system (ANFIS)
The ANFIS combines the human-like learning capabilities of neural networks with a fuzzy logic reasoning structure. Using fuzzy “If-Then” rules, the hybrid approach can model complex nonlinear relationships and at the same time adaptively optimize system parameters using neural network learning algorithms. The type of fuzzy inference system for the ANFIS model was a Sugeno-type fuzzy inference system:
Layer 1 (Fuzzification): Converts inputs using membership functions
Layer 2 (Rule Layer - π): Computes firing strengths Layer 3 (Normalization): Normalizes firing strengths Layer 4 (Defuzzification): Calculates consequent parameters Layer 5 (Output - Σ): Aggregates all rule outputs
Generalized bell-shaped membership functions (gbellmf) were employed to define the fuzzy input space, with each function mathematically expressed as.
36

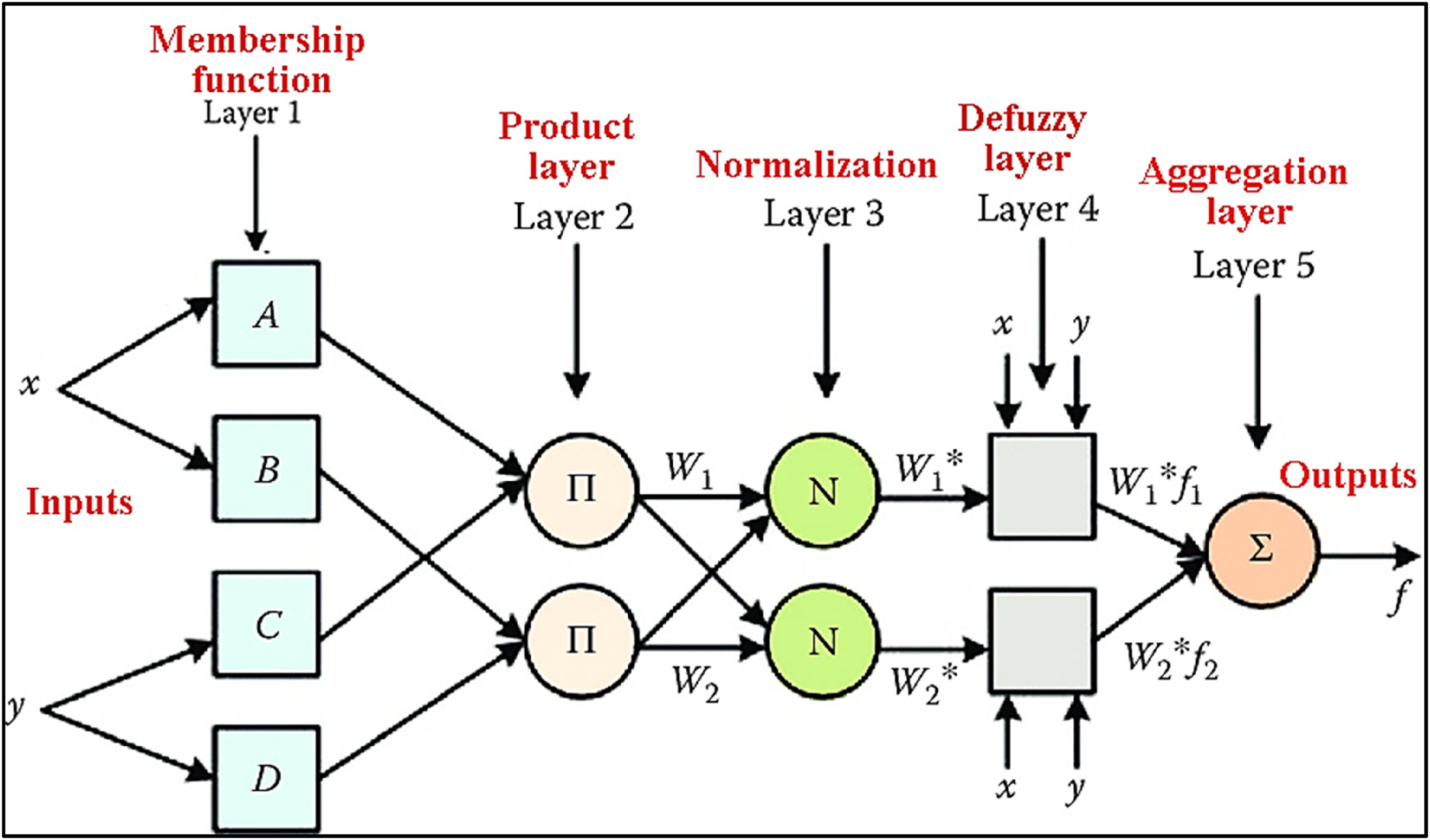
Schematic representation of the Adaptive Neuro-Fuzzy Inference System (ANFIS) architecture showing the five-layer structure comprising fuzzification, rule, normalization, defuzzification, and output layers used for wear rate prediction.
Results and discussion
Dimensional analysis
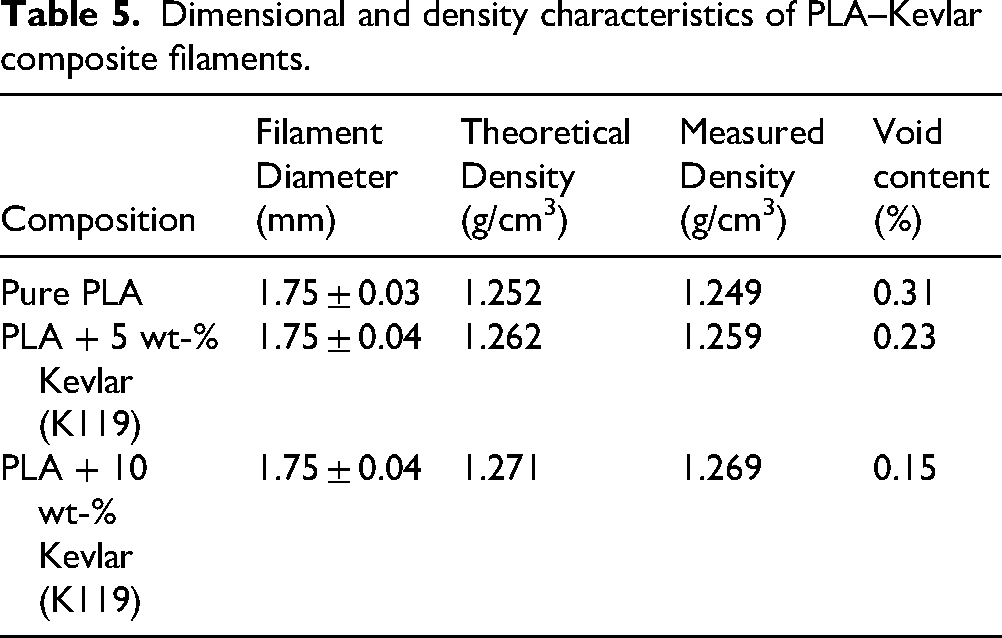
The dimensional consistency of extruded filaments is one of the most critical prerequisites for consistent fused filament fabrication as fluctuation in filament diameter has a direct impact on the flow rate of the material, interlayer bonding and dimensional consistency of printed parts. All the filament compositions met the target diameter of 1.75 mm with small deviation, resulting in stable extrusion conditions as summarized in Table 5. Pure PLA had the highest dimensional uniformity (1.75 ± 0.03 mm), and the Kevlar-reinforced filaments had a slightly higher variation (±0.04 mm). This minor increase in diameter fluctuation can be attributed to changes in melt elasticity and localized fiber orientation during extrusion, a behavior commonly reported in short fiber–reinforced thermoplastic filaments and not considered detrimental to printability. 37
Dimensional and density characteristics of PLA–Kevlar composite filaments.
Density measurements and void content
The comparative analysis of experimental and theoretical densities is shown in Figure 5. The density of the composite filaments increased systematically with Kevlar fiber content, confirming successful incorporation of the reinforcement within the PLA matrix. The experimentally measured densities closely matched the theoretical values predicted by the rule of mixtures, with deviations remaining below 0.5%, indicating negligible void content. The PLA-10 wt-% Kevlar filament had a density measured at 1.271 g/cm3 and a theoretical density of 1.269 gcm3 indicating that the fibers used in extrusion had better wetting behavior and the fibers were uniformly dispersed on the filament. It is close correspondence between experimental and theoretical densities is generally accepted to be a sign of void-free composite filaments made by means of optimized twin-screw compounding. 38 These results reveal that it is possible to reliably fabricate PLA-Kevlar composite filaments with good dimensional tolerance and low levels of voids by employing the optimized process of twin-screw extrusion using up to 10 wt-% Kevlar. The filament diameter consistency during the maintenance meets the FFF processing requirements, whereas the near relations between experimental and theoretical densities ensure successful fiber-matrix incorporation before printing.
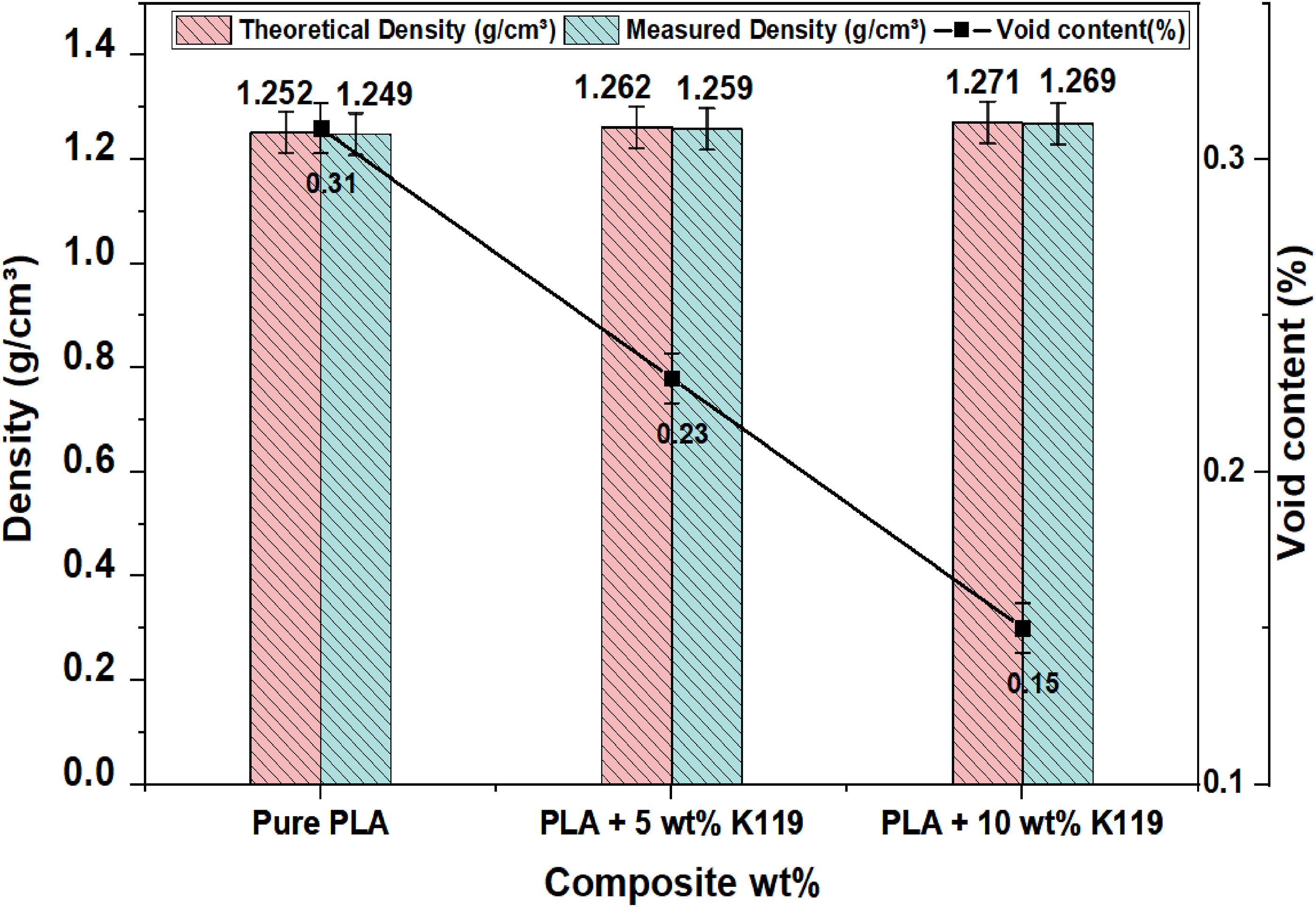
Representation of density measurement and void content for PLA composites.
The experimental densities were agreed with the theoretical results predicted by the rule of mixtures to within less than 0.5% for all compositions. The PLA + 10 wt-% Kevlar filaments give a measured density of 1.269 g/cm3 and the theoretical value of 1.271 g/cm3, which indicates efficient wetting of the fiber to matrix and a uniform dispersion mechanism. Similar trends have been reported for Kevlar and carbon fiber reinforced filaments of PLA produced by twin screw extrusion, where a good agreement between theoretical and experimental density was associated with negligible void formation and good melt impregnation of fibers. 39 The obtained low void content in the present study confirmed the suitability of the extrusion parameters for acquisition of composite filaments of excellent quality for FFF processing.
Tensile strength
Figure 6 shows the stress-strain behavior of FFF fabricated PLA with Kevlar fibre reinforced composites. Tensile properties of the extruded PLA-Kevlar composite filaments were tested before FFF printing to test the effectiveness of the fiber reinforcement and interfacial bonding achieved during the twin screw compounding stage. The results reveal a clear and progressive improvement in the tensile strength and modulus with increasing Kevlar content not more than 10 wt-%, as summarized in Table 6. Pure PLA had a tensile strength of 53.2 ±2.1 MPa and a tensile modulus of 3.45 ± 0.15 GPa, which is consistent with values shown for commercial extrusion-grade PLA filaments. The incorporation of 5 wt-% Kevlar fibers resulted in tensile strength of 61.4 ± 2.8 MPa and modulus values of 4.12 ± 0.21 GPa, which corresponds to an increase in tensile strength of about 15% and an increase in modulus value of about 19% than pure PLA. Further added reinforcement in 10 wt-% Kevlar produced a tensile strength of 68.9 ± 3.2 MPa and a modulus of 4.89 ± 0.26 GPa, implying improvements of 30% and 42%, respectively. These improvements validate the transfer of effective stress from the PLA matrix to the Kevlar fibers and therefore reflect good fiber-matrix interfacial bonding during the extrusion process.
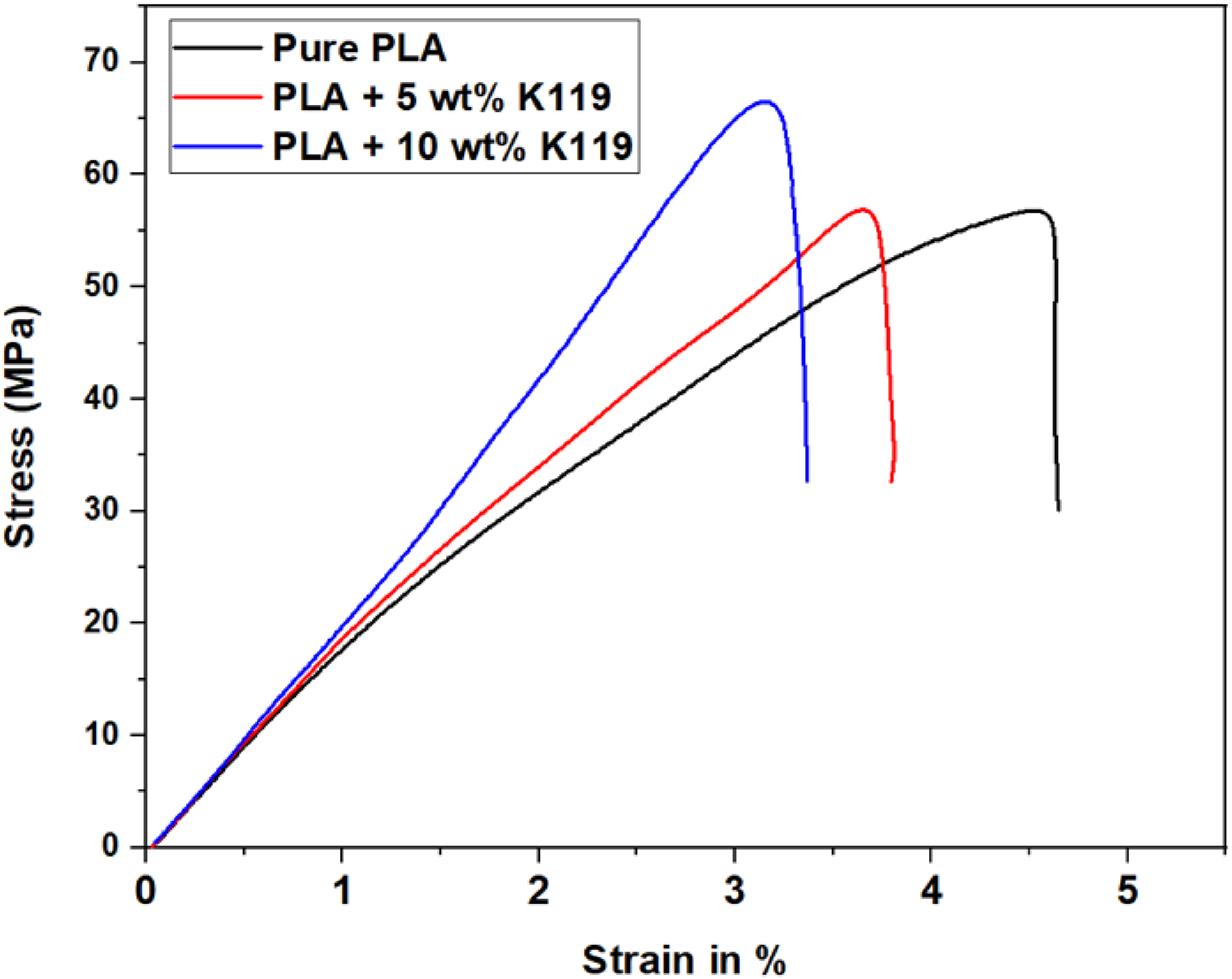
Representative stress–strain curves of extruded PLA–Kevlar composite filaments (before FFF printing).
Mechanical properties of extruded composite filaments (before FFF printing).
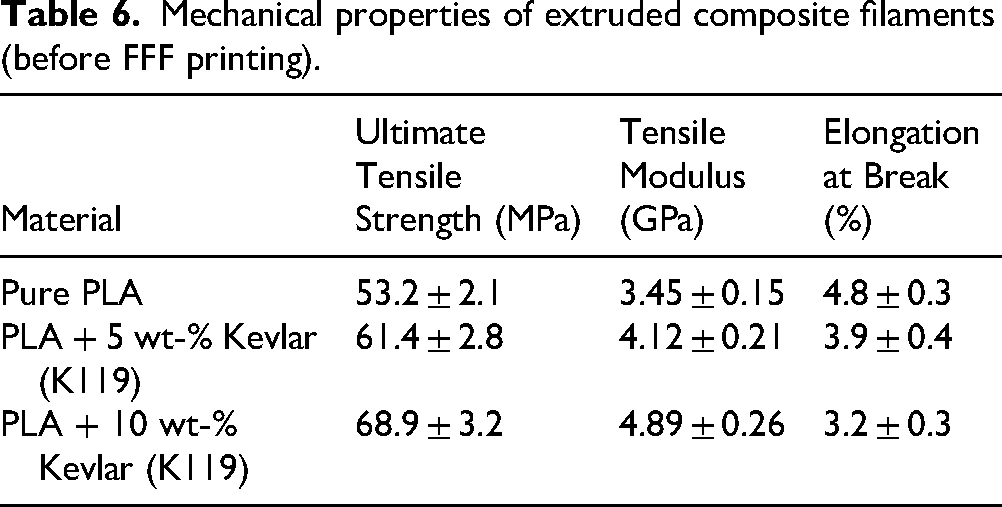
In contrast, the elongation at the fractured point was reduced progressively for pure PLA (4.8 ± 0.3%) to when increasing kevlar content of 5wt-% Kevlar composite (3.9 ± 0.3%) and 10 wt-% Kevlar composite (3.2 ± 0.3%), respectively. These improvements are attributed to effective stress transfer from the PLA matrix to the high modulus Kevlar fibres, indicating a good fibre matrix adhesion, which is achieved during the twin screw compounding. Comparable improvements in tensile strength and stiffness have been observed on Kevlar- and aramid-fibre-reinforced PLA and ABS composites produced by FDM, where the short fiber addition has significantly increased the load-bearing capacity as long as good dispersion and interfacial bonding are achieved. 40
As one might expect, the elongation at fracture decreased with the Kevlar content, which indicates that this was a transition from a ductile matrix-dominated deformation to fiber control dominated fracture behavior. Such behavior is well documented in short-fibre-reinforced thermoplastics and is generally acceptable when stiffness and wear resistance are the primary design requirements. 41 This reduction is correlated with the expected reduction from the ductile polymer deformation to the fibre-restricted fracture behavior, such that the presence of stiff, high modulus fibres restrains the polymer chain mobility. Such strength-ductility trade-offs are typical of short-fiber reinforced thermoplastic composites and have been widely reported in fibre-reinforced PLA systems. 42 Therefore, the mechanical performance of the extruded filaments indicates that Kevlar reinforcement levels up to 10 wt-% provide significant stiffness enhancement while maintaining acceptable ductility, making these filaments suitable candidates for processing by FFF process.
Microstructural analysis
Figure 7(a) to (c) shows the effect of Kevlar fiber content on the distribution of surface morphology of the extruded filaments. As the concentration of Kevlar increases, the surface of the filament becomes progressively rougher, and this can be explained by the partial exposure and surface near distribution of Kevlar fibers in the PLA matrix. This increase in surface roughness is related to the existence of reinforcing fibers crossing the filament surface rather than changes in the stability of extrusion. At elevated Kevlar contents, increased friction between the filament and the extruder nozzle is to be expected during processing due to the abrasive nature of the fibers. The diameter of the pure PLA filament measured in the SEM imaging can be found, which is approximately 1.75 mm, and it can be found that the extruded filaments have good dimensional accuracy, which meets the allowable range for FFF processing, as evidenced in Figure 7(a).
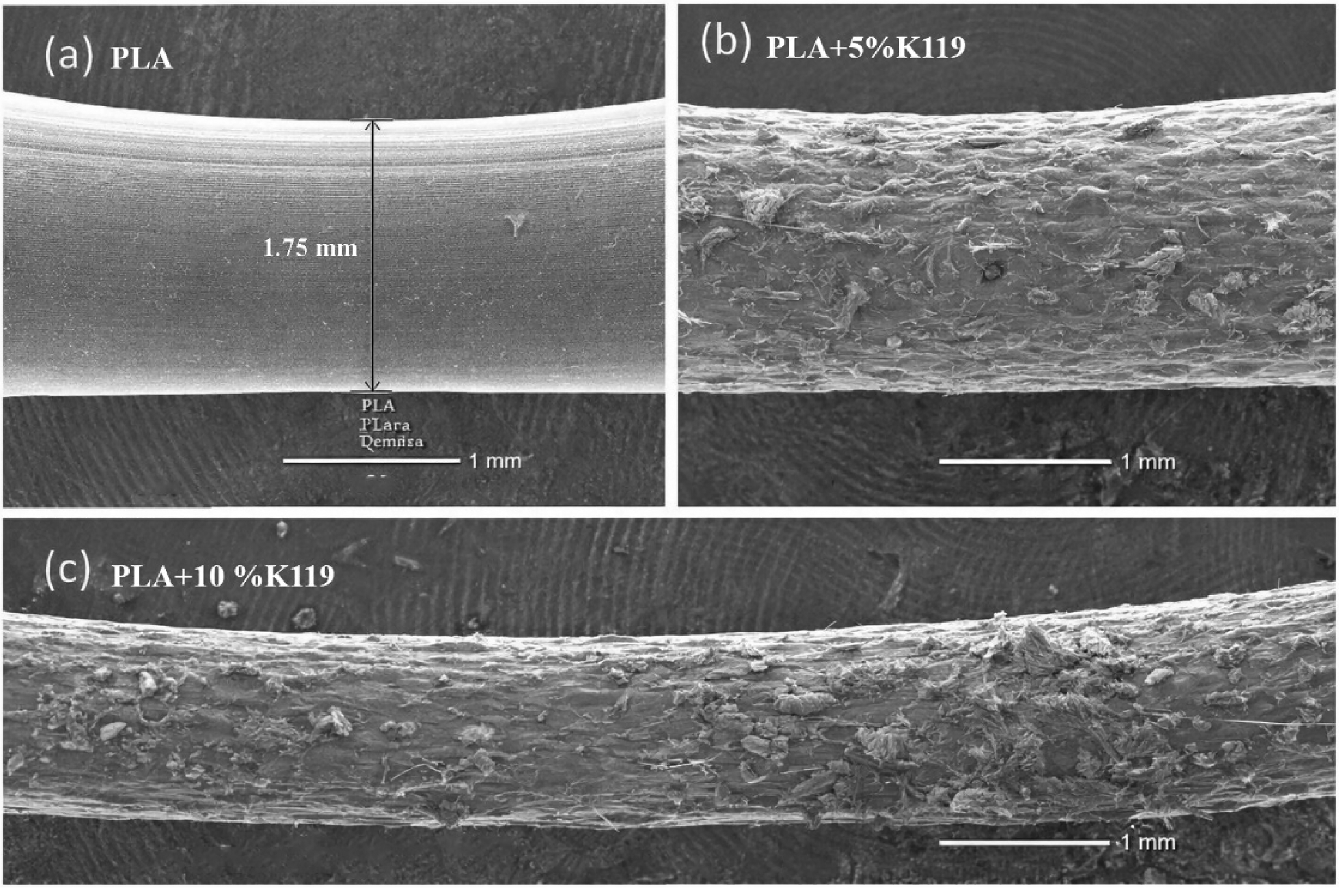
Shows the influence of Kevlar fiber content on the surface morphology of the extruded filaments: (a) PLA, (b) PLA + 5%K119 (c) PLA + 10% K119.
SEM were used to study the cross-sectional microstructure of the composite filaments to determine the fiber dispersion, interfacial bonding, and spatial distribution of the extruded PLA-Kevlar composite filaments before FFF printing. The SEM observations offer the first visual evidence of the efficiency of the twin-screw extrusion compounding strategy, and the confirmation of the mechanical properties is presented in the above section.
The pure PLA filament (Figure 8a) has a dense and homogeneous polymer matrix without the presence of secondary phases. Few isolated micro-pores are observed, which are commonly among cooling shrinkage during filament extrusion. The fact that large voids or defects do not exist is evidence of effective melt consolidation. It can serve as a good reference microstructure to ascertain the effect of Kevlar reinforcement. In the PLA + 5 wt-% Kevlar (K119) filament, discrete Kevlar fibres are uniformly distributed in the PLA matrix as shown in Figure 8(b). The fibers are seen to be mainly in an isolated status, with the occasional small bundles formed by a few filaments, confirming the efficient separation of the fibers using the twin-screw compounding technique. The cross-sections of the fiber are mostly circular to oval, which is in agreement with fibers oriented in the direction of filament extrusion. Importantly, the fiber-matrix interfaces appear to be intact, and no interfacial gaps, debonding or pull-out features from the fibers are visible. It indicates effective wetting of the Kevlar fibers by the molten PLA as well as good interfacial adhesion in spite of the chemically inert surface of aramid fibers. The low density of interfacial voids indicates that the extrusion conditions were sufficient to promote effective fiber impregnation and minimize polymer-deficient regions. These observations are consistent with literature observations that well-processed Kevlar-PLA filaments contain almost a homogeneous distribution of fibers, and the short fibers in extruded filaments are inclined to the extrusion flow to form an almost unidirectional reinforcement topology.
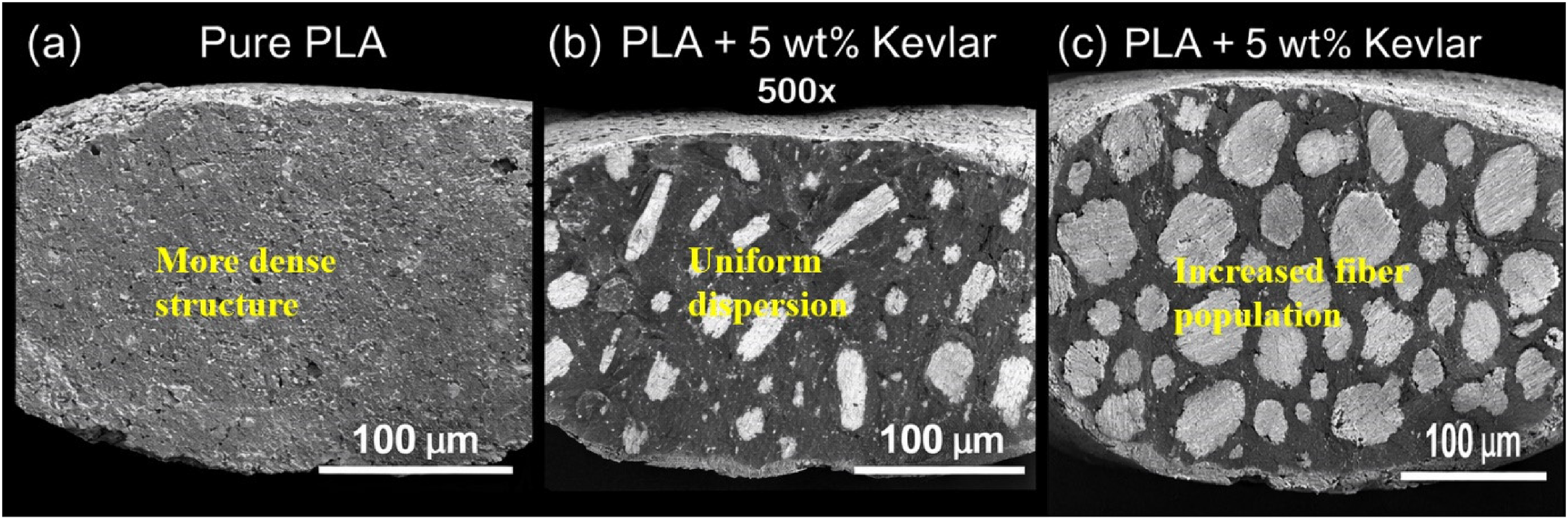
SEM cross-sectional micrographs of extruded filaments: (a) pure PLA showing a dense and homogeneous polymer matrix; (b) PLA + 5 wt-% K119 exhibiting uniformly dispersed fibers with intact fiber–matrix interfaces; and (c) PLA + 10 wt-% K119 showing increased fiber population with reduced.
As the reinforcement to PLA + 10 wt-% Kevlar (K119) increases in Figure 8(c), the population of fibers increases significantly, leading to the inter-fiber spacing decreasing and an increased fibre-dominated cross-section. While some fibers are observed in proximity and occasionally in contact, no large agglomerates or poorly dispersed fiber clusters are evident. The PLA matrix still effectively surrounds individual fibers and the fiber- matrix interfaces are mostly continuous, suggesting that even in more highly loaded fibers the required impregnation was retained. Few micro-voids are found in the areas where several fibers intersect, but these voids are small and scattered, and they occupy some insignificant portion of the cross section. This localized micro-void formation in high fiber contents is normal in short-fiber-reinforced thermoplastic composites and is indicative of higher packing constraints than of poor processing.
The microstructural characteristics as observed can be directly attributed to the mechanical trends attempted on the extruded filament. The homogenized dispersion of fibers and the retained fiber-matrix interfaces in the 5 and 10 wt-% Kevlar composites allow high tensile strength and stiffness values to be attained through the transfer of the maximum amount of stress to the high-modulus Kevlar fibers. The tensile strength and stiffness of the 5 and 10 wt-% Kevlar composites are seen to be significantly enhanced when compared to pure PLA. The lack of voids or interfacial debonding helps prevent premature failure and promotes the given improvement in the load-bearing capability. Simultaneously, the decreasing rate of the elongation at the break with more Kevlar reinforcer indicates the shift of the ductile deformation controlled by the matrix to the fiber-constrained break, which is a familiar property of the short-fiber-reinforced polymer systems. The SEM micrographs show that Kevlar fibers are well incorporated into the PLA matrix up to 10 wt-% reinforcement, with uniform dispersion, strong fiber–matrix adhesion, and very few defects. These microstructural features support the density results, confirming near-fully dense filaments, and help explain the improved mechanical performance of the Kevlar-reinforced PLA filaments.
DSC analysis
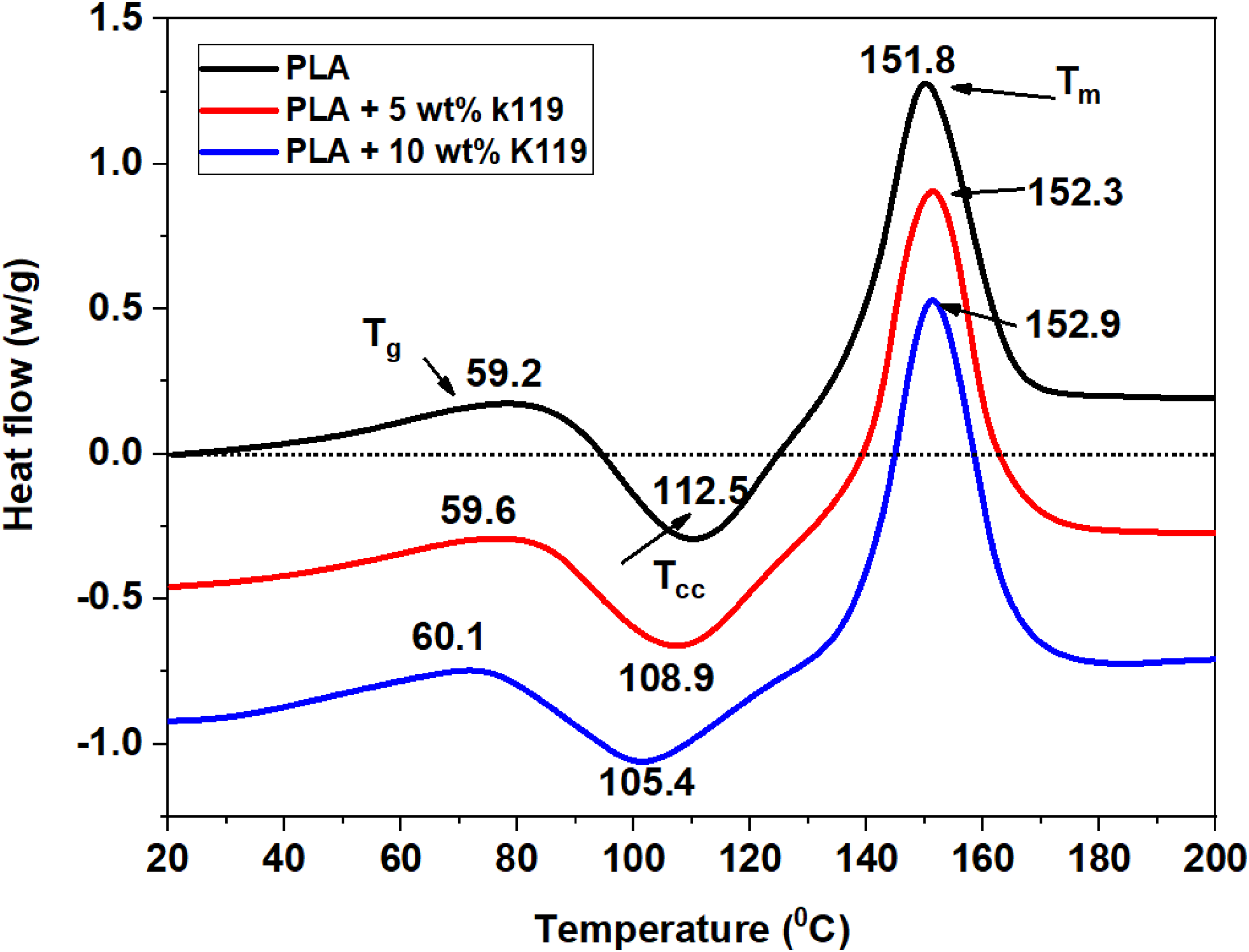
The DSC analysis of PLA heat flow with the effect of fiber weight fractions for different temperature are shown in Figure 9. Differential scanning calorimetry (DSC, TA Instruments Q200, Chennai, India) was used to study the thermal transition behavior of the composite filaments in a nitrogen atmosphere at a flow rate of 50 mL/min to determine the impact of the addition of Kevlar fibres on the crystallization kinetics and thermal transitions of PLA. The samples were weighed (5–10 mg) and hermetically sealed in aluminium pans, and analyzed in accordance with a controlled thermal protocol. The samples were first heated up to 200 °C at a temperature rate of 10 °C/min to remove all previous thermal history that could have been caused by the filament extrusion process. Cooling assessment was then performed at the same rate up to 25 °C to create a standard thermal history. A second heating cycle between 25 °C and 200 °C at 10 °C/min was then carried out in the determination of the quantitative value of the glass transition temperature, cold crystallization temperature, and melting temperature. To measure the temperature and enthalpy of the samples, the DSC instrument was calibrated against indium with a melting point of 1566 °C and an enthalpy of fusion of 28.45 J/g to ascertain accuracy in measurements. The similar trend was reported for DSC analysis, which revealed the onset of cold crystallization (Tcc = 121 °C), and the observation of an increase in the crystallinity from 35.7% (for neat PLA) to 47.3% (for 2 vol% PACP). 42
Differential scanning calorimetry analysis of PLA/kevlar composites.
The final DSC results, including the derived thermal transition temperatures and the degree of crystallinity of the proposed Kevlar-reinforced composites, are summarized in Table 7. After the glass transition temperature (Tc) exothermic peak was observed. The glass transition temperature of pure PLA of 59.2 °C was slightly increased to 60.1 °C with the 10 wt-% Kevlar composites, a result of an increase of 0.9 °C (1.5%). This rise means that the PLA chains have limited segmental mobility because of interfacial interactions between the Kevlar fibres and the polymer matrix. The addition of Kevlar lowered the cold crystallization temperature significantly (112.5 °C to 105.4 °C), and this fact was used to demonstrate that Kevlar fibers are good heterogeneous nucleating agents, which enhance the crystallization rate of the heating material. The cold crystallization enthalpy was reduced by 23.4 to 17.6 J/g, which is an indication that more crystallization was done during cool down or filament processing, thus less additional crystallization was required during heating.
DSC-derived thermal transitions and crystallinity of pure PLA and Kevlar-reinforced composite filaments.

The melting temperature marginally rose between 151.8 °C and 152.9 °C whereas the melting enthalpy changed to 41.6 to 47.9 J/g, which is an indication that more stable and high crystalline structures were formed in the Kevlar-reinforced composites. Consequently, the degree of crystallinity rose by a significant margin of 18.6% of pure PLA to 27.8% of the 10 wt Kevlar composite, a relative increase of 49%, which is attributed to the strong nucleating property of Kevlar fibers and their ability to provide increased structural order in PLA matrix.
Thermogravimetric analysis (TGA)
The TGA/DTA analysis of degradation temperature and residual masses are shown in Figure 10(a) to (c), respectively. The thermal stability and degradation behavior of the filaments were examined using thermogravimetric analysis under a nitrogen atmosphere at a flow rate of 60 mL/min. The platinum pans were used to weigh samples (10–15 mg) and were then heated from 25 °C to 600 °C at a constant rate of 10 °C/min. The samples were then isothermally held at 600 °C to allow for complete decomposition followed by stabilization of the residuals. The instrument was calibrated against Curie point standards (nickel at 358 °C and alumel at 154 °C) for temperature and measured according to the certified OIML Class E1 standard weights for mass. Main thermal parameters such as onset degradation temperature (Tonset), temperature for 5% weight loss (T5%), maximum degradation temperature (Tmax) and weight loss residue at 600 °C were calculated from TGA and DTG curves.
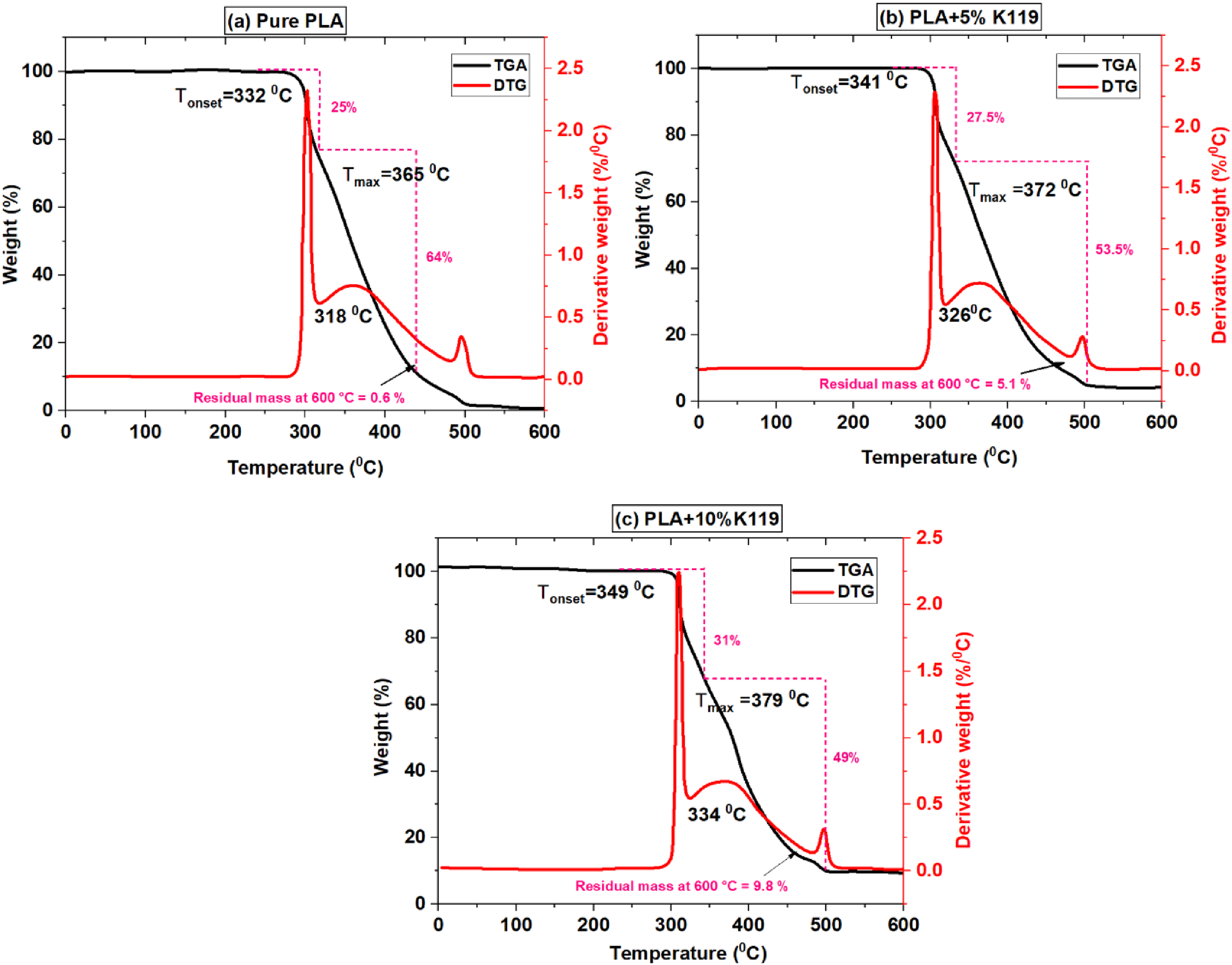
Effect of reinforcement on TGA/DTA analysis (a) PLA (b) PLA + 5%K119 (c) PLA + 10% K119.
The detailed analysis of thermal degradation of composite filaments are summarized in Table 8. Adding Kevlar fibers resulted in a distinct and uniform enhancement of the thermal stability of PLA. The degradation was found to commence at 349 °C in the 10 wt-% Kevlar composites, which was a 17 °C improvement over the 332 °C in pure PLA. The same tendency was followed by the temperature at 5% weight loss, which rose between 318 °C and 334 °C and the highest degradation temperature rose between 365 °C to 379 °C. Such changes suggest that the presence of Kevlar retards the thermal degradation of the PLA matrix, and this effect can be explained by the intrinsic thermal stability of Kevlar fibers which is high and the capacity of the fibers to inhibit the diffusion of volatile degradation products during heating.
Analysis of thermal degradation parameters of pure PLA and K119 fiber reinforced composite filaments received from TGA/DTA analysis.

In addition, the residual mass at 600 °C was found to be increased substantially from 0.6% for pure PLA to 9.8% for the 10 wt-% Kevlar composites, and it shows very close to matching the fiber content. The formation of a stable fiber-supported char structure is evidenced by this residue and also leads to improved thermal resistance. The temperatures at which the degradation was observed are much higher than the processing temperatures being used either during extrusion (160–190 °C) or FFF printing (220 °C), indicating that no thermal degradation should take place. Therefore, the TGA results confirm that Kevlar reinforcement was effective in improving the thermal stability of PLA without decreasing its processability, thus making the composites suitable for use in load-bearing and tribological applications where improved thermal resistance is required. 43
Effect of Kevlar fiber reinforcement on wear rate and coefficient of friction
The wear performance of Pure PLA and Kevlar reinforced PLA composites was tested under fixed pin-on-disc tests in order to isolate the material composition effect on tribological behavior. As shown in Figure 11(a), Pure PLA had the highest wear rate of about 0.0536 mm3/s, which was attributed to its low load-bearing capabilities and susceptibility to plastic deformation during sliding contact. The lack of reinforcement allows uninterrupted removal of materials from the coating by adhesive and abrasive wear mechanisms. The incorporation of 5 wt-% Kevlar (K119) gives a significant reduction in the wear rate to about 0.0312 mm3/s—it corresponds to a reduction of almost 40% with respect to Pure PLA. This improvement is related to the introduction of Kevlar fibers, which can reduce the matrix deformation and partially bear the applied load so that there is some reduction in direct contact between the polymer matrix and the counterface.
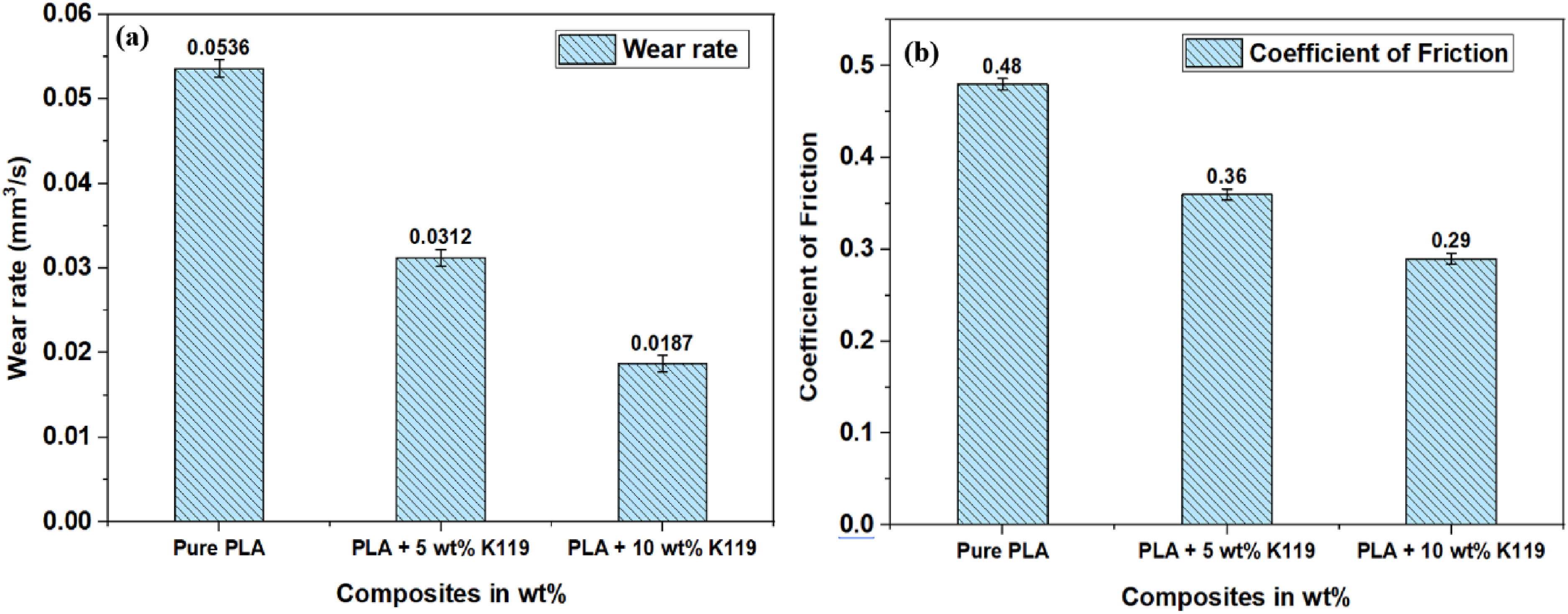
(a) Wear rate and (b) coefficient of friction.
A further improvement is found for PLA + 10 wt-% Kevlar (K119), which presents the lowest rate of wear of about 0.0187 mm3/s, corresponding to a working reduction of about 65% with respect to Pure PLA. At this reinforcement level, the dense and uniform distribution of Kevlar fibers form a quasi-continuous reinforcement network that enhances load transfer, bridges the micro-cracks and suppresses the crack propagation, resulting in lower material removal. The coefficient of friction trends illustrated in Figure 11(b) shows a similar trend. Pure PLA has the greatest mean COF (0.48), while PLA mixed with 5 wt-% Kevlar results in a decreased COF (0.36). The lowest coefficient of friction (0.29) is seen for PLA + 10 wt-% Kevlar, which may be attributed to better surface stability and reduced ploughing resulting from good fiber reinforcement. The combination effect of the reduction in wear rate and friction proves the positive contribution of Kevlar fibers in the improvement of tribological characteristics of FFF fabricated PLA composites. The results show that PLA + 10 wt-% Kevlar (K119) presents the most favorable tribological response with the set of operating conditions and represents the best combination between the efficiency of the reinforcement and processability. Recent investigations related to short carbon and glass fiber reinforced PLA FFF fabricated material usually exhibit a wear reduction of the order of 30%–50%, an outcome which is limited in most cases by the pull-out of the fibers and the poor interfacial adhesion at higher levels of reinforcement. 44 In contrast to the above, the current study shows that Kevlar fibers form a stable load-bearing tribo-layer that suppresses microcrack propagation and thereby reduces abrasive ploughing, as verified by SEM wear surface analysis.
Wear surface analysis
SEM analysis of the sample samples was conducted to appreciate the wear mechanisms taking place in Kevlar (K119)-reinforced PLA composites with different fiber loadings as presented in Figure 12(a) to (c). Earlier research has established that fiber reinforcement plays an important role in improving tribological characteristics of polymer composite in relation to increasing load transfer and decreasing direct contact between the matrix and the reinforcement during sliding. Indicatively, Man et al. (2021) found that additively manufactured continuous carbon fiber-reinforced PA6 composites were highly enhanced in terms of friction and wear resistance since the fibers contributed effectively to the overall load-bearing and the removal of the material was minimal. Similar to such a behavior, the SEM micrographs of the worn surfaces in the current research indicate clear morphological dissimilarities in the compositions. Pure PLA has relatively smooth wear tracks and little surface damage and, conversely, fiber-reinforced composites have altered wear patterns based on the percentage and distribution of the fibers. 45
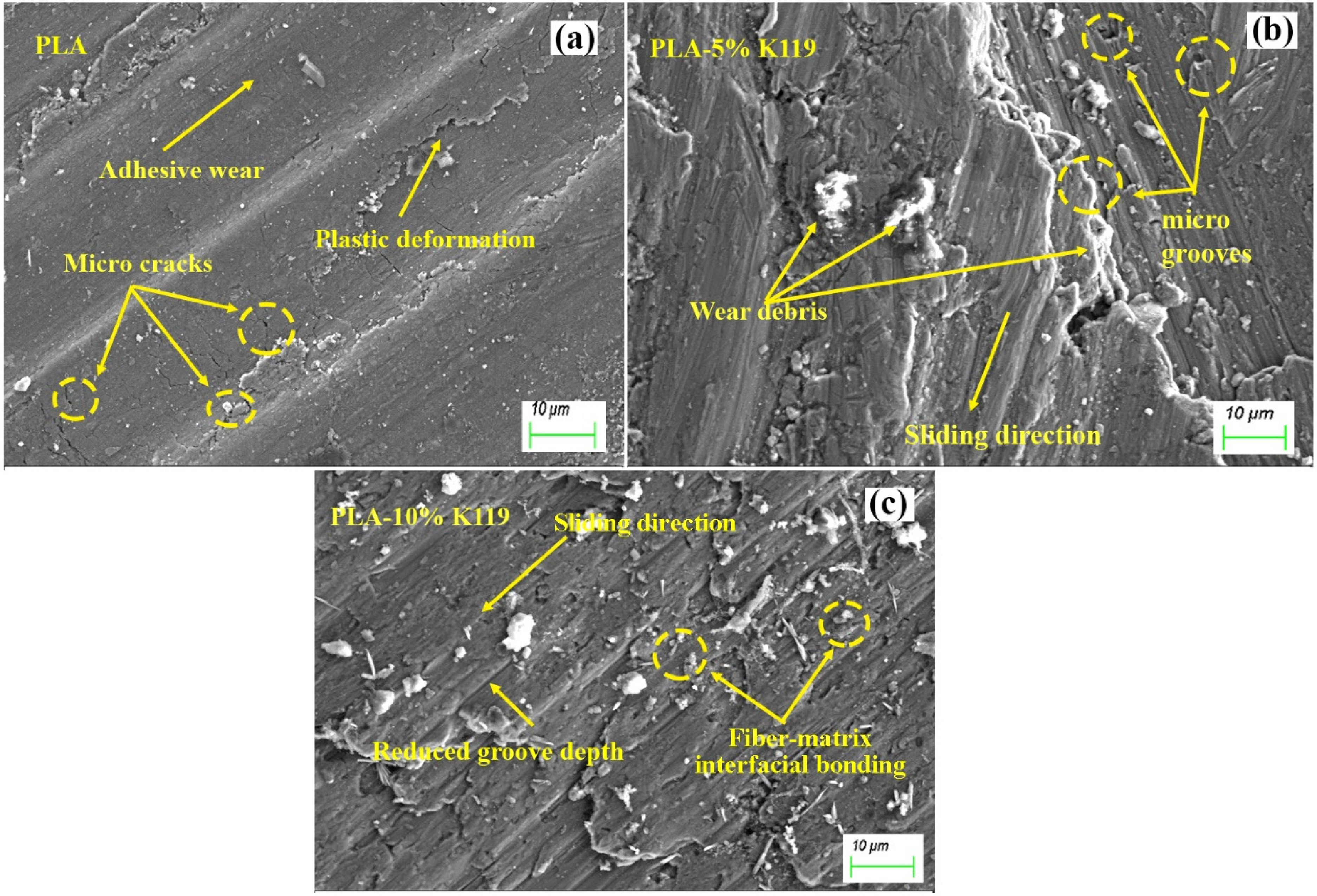
SEM micrographs of wear surfaces with the various specimen compositions: (a) Pure PLA with uniform wear tracts and rare wear of the matrix, (b) PLA-5% K119 with irregular distribution of the fibres and localised wear tracks on the surface, (c) PLA-10% K119 with high fibre reinforcement and few wear visions in the surface.
Figure 12(b) of the PLA-5 wt.% K119 composite indicates that there existed exposed fibers in the worn surface. It is found to have localized fibers pull-out, interfacial debonding and micro-grooving, which points to the fact that despite the fibers being involved in the load sharing, the fiber-matrix interface may not be robust enough to repel the detachment completely under the sliding conditions. The presence of pull-out cavities and ploughing marks indicate a shift of an adhesive wear mechanism in pure PLA mostly to a combined adhesive-abrasive wear mechanism. Certain regions still exhibit matrix-dominated wear, implying non-uniform stress distribution and incomplete formation of an effective reinforcement network at this loading level.
The PLA–10 wt.% K119 composite (Figure 12c) shows a more uniform distribution of fibers across the worn surface, accompanied by noticeably lower matrix deformation compared to the lower fiber content. Several fibers remain embedded within the matrix, while some exhibit limited fracture rather than complete pull-out, indicating effective participation in load bearing during sliding. The worn surface reveals fewer and shallower grooves, along with reduced debris accumulation, suggesting that the fibers help to minimize direct contact between the matrix and the counterface. In addition, the fibers appear to interrupt crack paths and restrain their growth, thereby limiting extensive material removal. The SEM observations indicate that increasing the Kevlar (K119) content improves the wear performance of the composite. The 10 wt.% K119 specimen displays comparatively better surface stability and reduced damage under sliding conditions among the compositions studied.
Wear rate analysis and statistical validation
Wear testing of Pin-on-discs was performed based on controlled conditions using the DUCOM TR20 LE tribometer and real-time monitoring possibilities. Figure 13 shows the PLA-10%K119 composites of experimental frictional coefficient and amount of wear received during the wear analysis. The four important tribological parameters were simultaneously measured and recorded during the wear test of PLA-10% K119 hybrid composite materials; they are (a) wear volume, (b) the coefficient of friction, (c) temperature, and (d) the frictional force. These parameters were recorded by a computerized data acquisition system over the entire 340 s test period, offering a great amount of detail in regard to the tribological behavior of Kevlar-reinforced PLA composite specimens. Table 9 illustrates the large effect of parameters of FFF processing on the tribological performance of Kevlar reinforced PLA composite through 30 trials. The wear experiments were carefully run over the CCD experimental design that included 30 experimental runs. The tests were all done under standardized conditions: 40 N applied load, rotating speed of 500 rpm, track diameter of 120 mm and in dry slide condition at a duration of 5 min. The specific wear rates were calculated using the mathematical relationship W = (Wi − Wf)/(ρ × s × t), where Wi and Wf represent initial and final weights, ρ is the density of the composite materials, “s” is the sliding distance, and “t” is the testing duration.
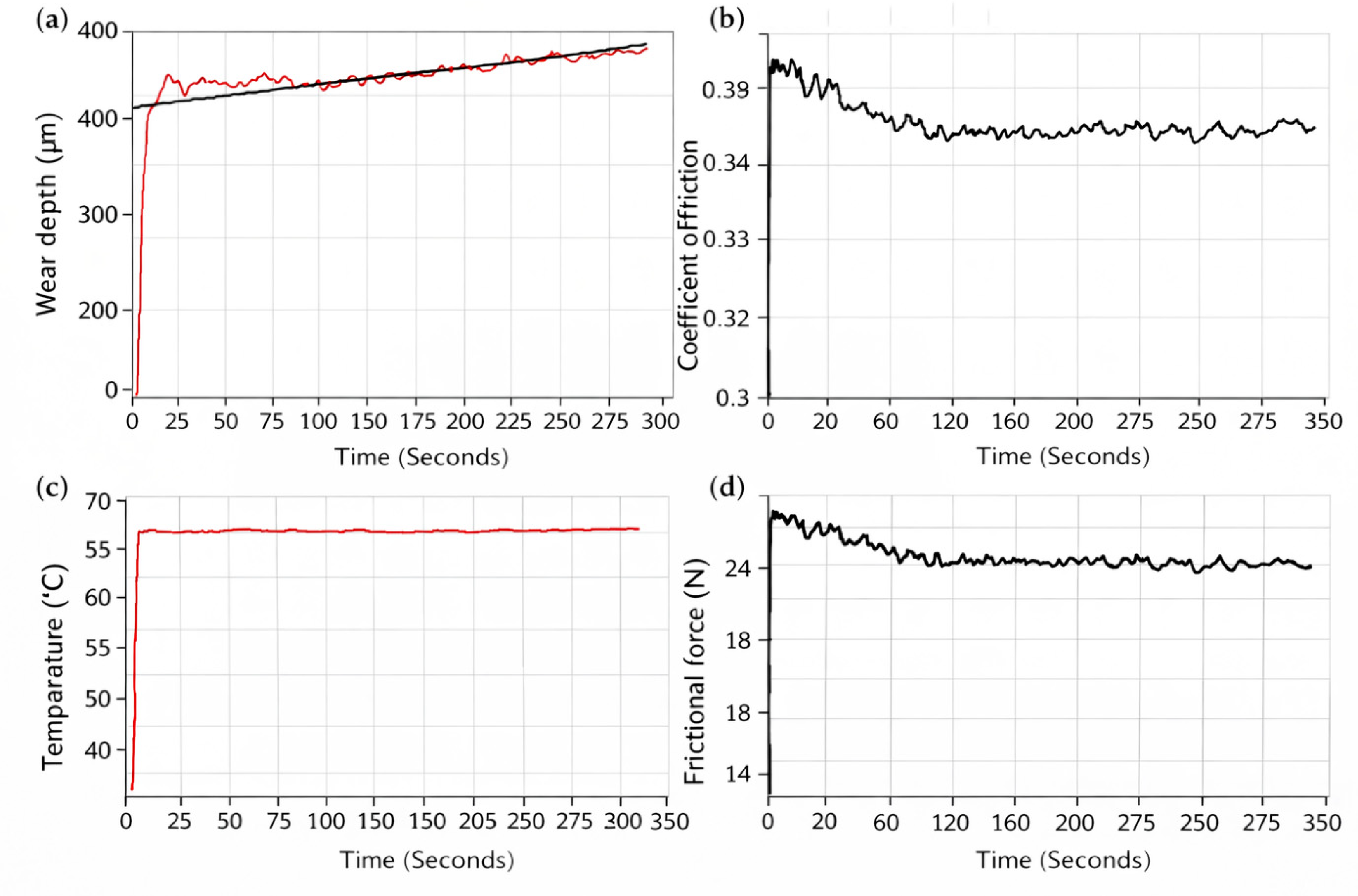
Wear behavior of PLA-10% K119 hybrid composite materials.
Wear rate responses for different FFF parameters.
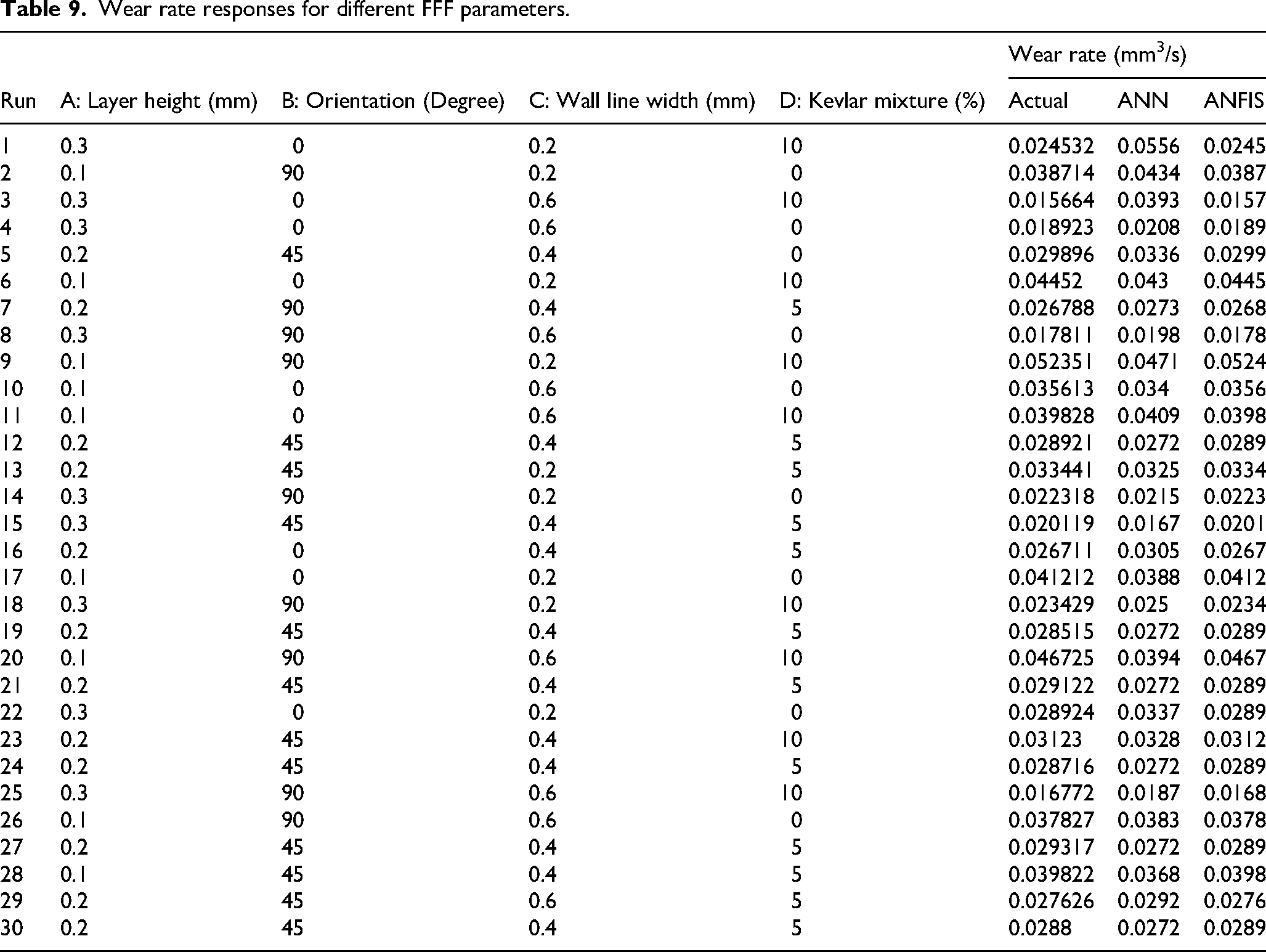
Table 10 shows the results of the analysis of variance (ANOVA) revealed the statistical significance and sufficiency of the regression model, which was developed to predict the wear behavior of Kevlar-reinforced PLA composites. The large F-value (202.77) and extremely small p-value (<0.0001) indicate that the model is statistically significant. The high coefficients of determination achieved as a result of the regression analysis are also used to develop the adequacy of the mathematical model. The model exhibits an R2 value of 0.9947, indicating that 99.47% of the variation in wear rate with high accuracy is observed by the independent variables and their interactions. The adjusted R2 of 0.9898 achieved for the number of predictors in the model is very close to that of R2, confirming that significant terms are involved in the interactions. The predicted values are in good agreed with the experimental values as confirmed by the predicted R2 value of 0.9599. The difference between the adjusted and predicted R2 is less than 0.2, which demonstrates the robustness of the developed mathematical model. In addition, the adequate precision ratio of 47.33, which is much higher than the suggested minimum value of 4, shows that there is an adequate signal-to-noise ratio to explore the design space 36 successfully.
Analysis of variance (ANOVA) for the developed regression model showing the statistical significance of individual parameters and their interactions on the specific wear rate of Kevlar-reinforced PLA composites fabricated via FFF.
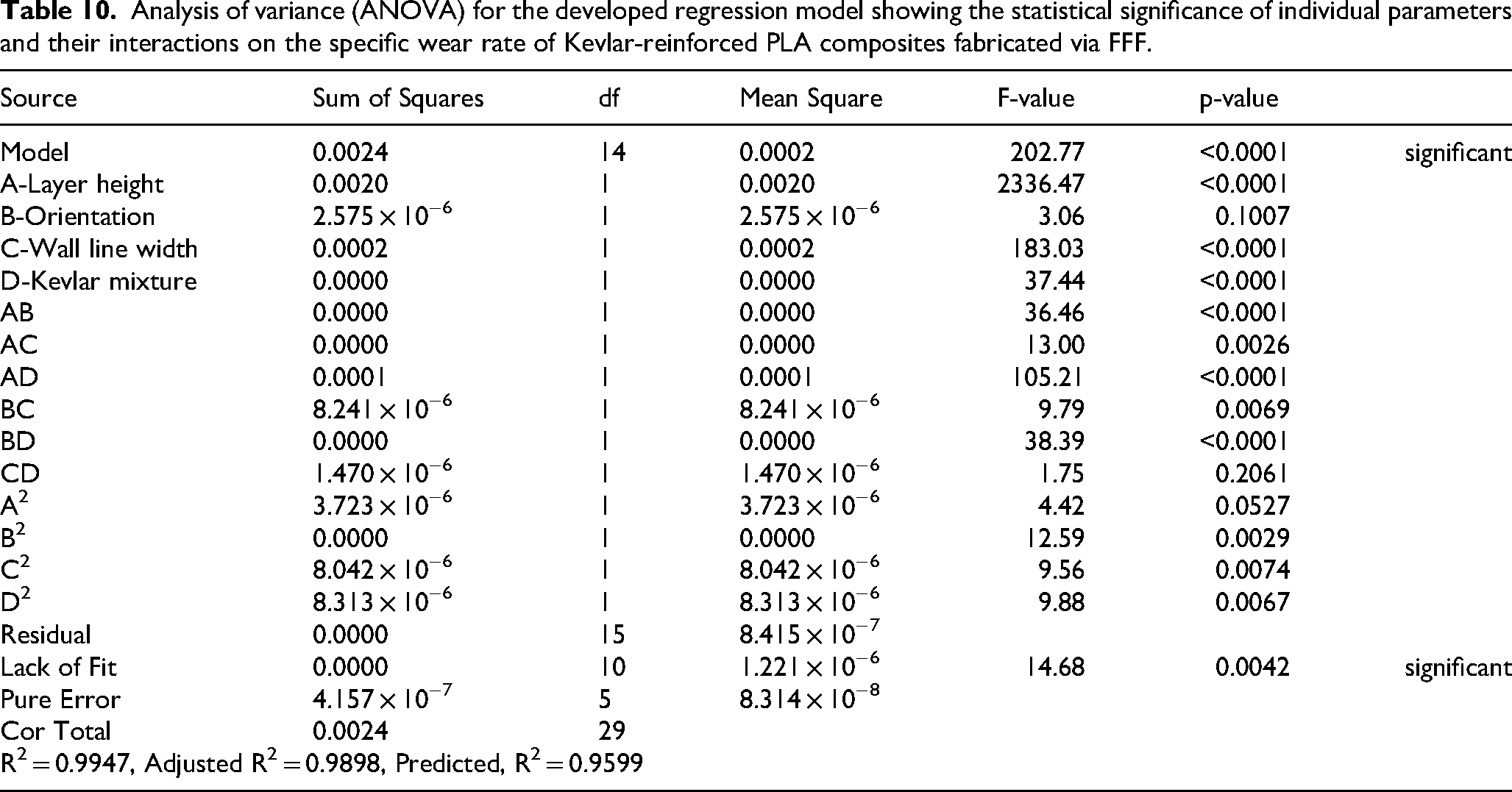
Among the various processing factors of the single variable, the layer height (A) has the largest processing effect on the wear performance (F-value = 2336.47, p = 0.0001), and it contributes to 83.3% total variation in wear rate. Through its high impact on the quality of the interlayer bonding and the quantity of the weak interfaces that develop during the FFF process, such an impressive domination of the layer height becomes predetermined. A wall line width (C) (with F-value of 183.03 (p < 0.0001)) could be considered the second parameter of great significance, and a small amount of Kevlar mixture content (D) (with F-value: 37.44, p < 0.0001) largely contributed. Build orientation (B) is not accompanied by high values of individual significance (F-value: 3.06, p = 0.1007), but no less significant are its interaction effects in terms of the overall validity of the model.
The quadratic effects of A2, B2, C2, and D2 have different levels of significance, with the B2 (squared orientation) one having the largest F-value of 12.59 (p = 0.0029). It implies that there exist nonlinear relationships among the processing parameters and wear response. Hence, the CCS applies to the design to capture the curvature effects in the response surface. The model adequacy statistics in Table 10 demonstrate an excellent fit, evidenced by a low residual sum of squares (1.26×10−5) and a suitable distribution of degrees of freedom. The test of lack of fit is found to be significant (F = 14.68, p = 0.0042), which is reasonable in the engineering context where the model is used in order to include the major trends with some minor exceptions. The error component (4.157 × 10−7) is of very low magnitude and proves the precision and reproducibility of the methodology used in wear testings in the experiment. Figure 14(a) and (b) shows the conformity of the quality of the regression model. Figure 14(a) indicates that there is good correlation between the predicted and actual wear rate values and that the data points are near the 450 ideal line in the entire range of experiment (0.013–0.054 mm3/s), thus confirming the high value of R2. Figure 14(b) demonstrates that layer height (A) has the largest slope and impact on the wear rate, then there is a negative impact of wall line width (C), and little impact by build orientation (B), in line with the ANOVA F-value rankings.
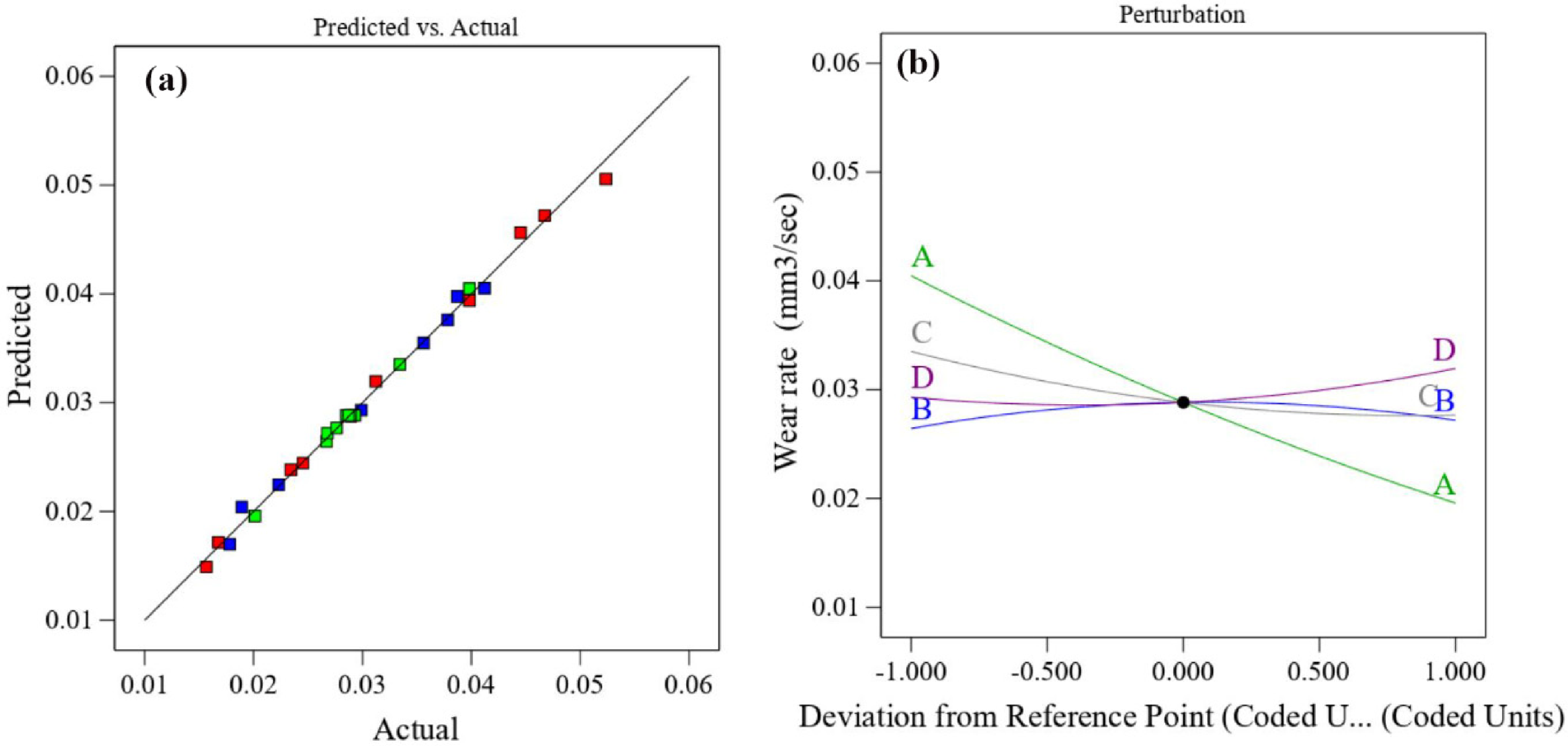
Variation plots: (a) Predicted versus actual wear rate: the relationship between model predictions and experimental measurements, with the data points; (b) perturbation plot compared to the reference point.
3D response surface analysis
The analysis of the response 3D surface plot (Figure 15a to f) provides a complex interaction between processing parameters and their interactive effects on the wear rate of Kevlar-reinforced PLA composites. The three-dimensional visualizations also establish detailed information about the parameter optimization space and optimal processing conditions to reduce tribological wear. Figure 15(a) illustrates the AB interaction between layer height and build orientation, with the reality that the lowest wear rates are always obtained with higher layer heights (0.25–0.3 mm) irrespective of the build orientation.
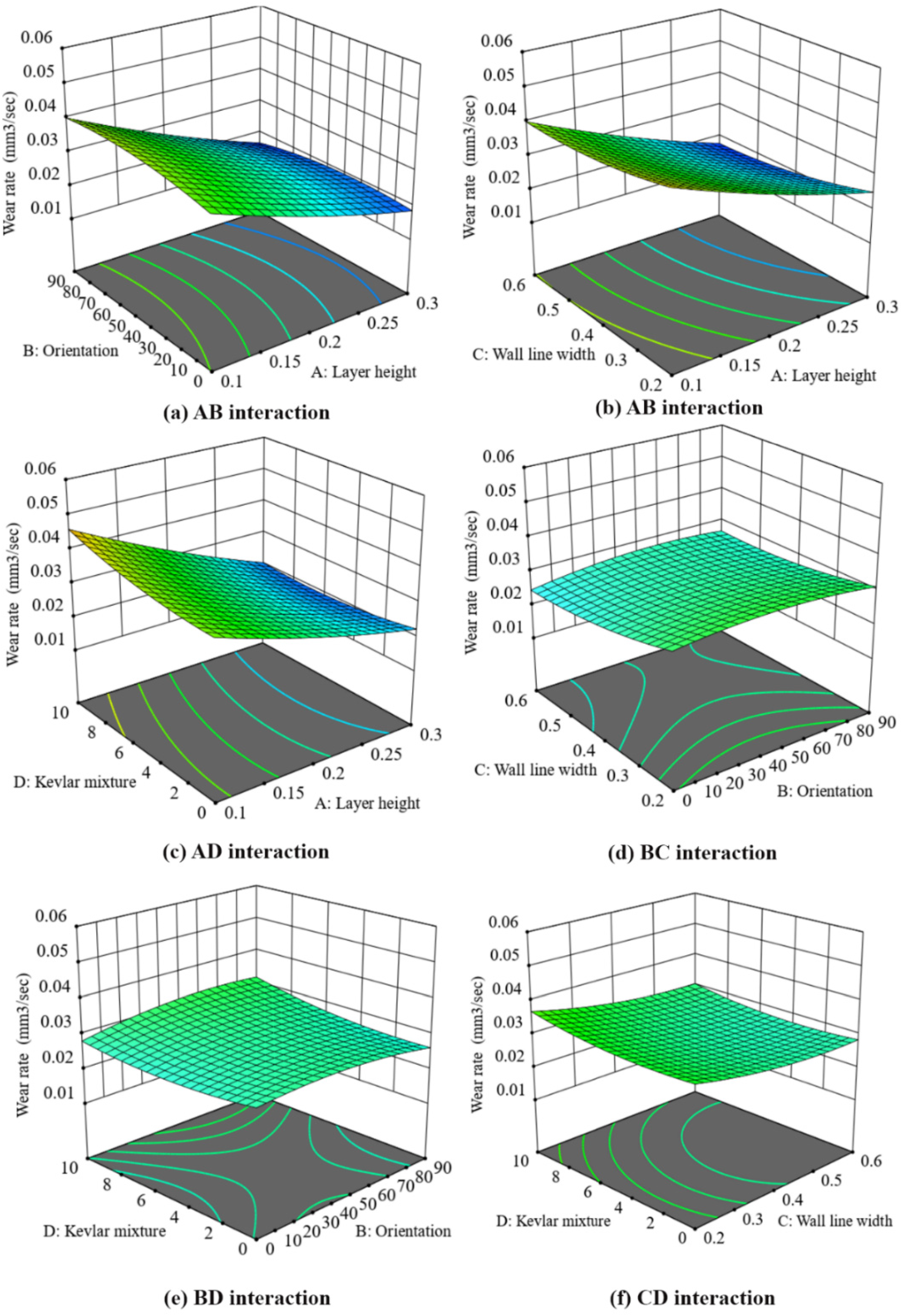
3D response surface plots interactions between the parameters and effects on wear rate: (a) AB, (b) AC (c) AD (d) BC (e) BD (f) CD.
The response surface shows no significant deviation in wear behavior between the various build orientations, which confirms the comparatively weak statistical significance of build orientation as an independent variable, but shows the interaction traits of build orientation with the other variables. Figure 15(b) shows that at a high AC interaction, there is a strong interaction effect between the layer height and wall line width. There is a definite minimum area at the higher heights of layers (0.25–0.30 mm) with greater widths of the wall lines (0.5–0.6 mm), or less wear is experienced in such conditions. This correlation demonstrates that the tribological performance upon simultaneous optimization of the two parameters is maximum, and the positive impact of a wider wall line increases with the right layer height. In Figure 15(c), the critical AD interaction was given by the height of the layer and the content of Kevlar, which presented the highest F-value (105.21) in the ANOVA analysis. The response surface shows that the optimum content of Kevlar is highly dependent on the height of the layer that has been selected. Lower layer heights require larger Kevlar content (8–10 wt-%), to counter weaker interlayer bonding, whereas higher layer and intermediate layer heights (0.20–0.30 mm) require moderate Kevlar content (4–6 wt-%) reinforcement and enhance the wear resistance. 37 Figure 15(d) shows the BC interaction, which reveals quite consistent wear behavior in various combinations of build orientation and wall line width, with a more subtle preference to wider line width regardless of orientation. This trend of response surface is similar to the results of ANOVA, where this interaction had moderate statistical significance.
Figure 15(e) shows an interaction between the build orientation and Kevlar mixture in the determination of the BD interaction, which indicates that build orientation has a slight effect on the effectiveness of Kevlar reinforcement. Better performance is noted with the response surface at the intermediate orientations (30–60°) with moderate to high content of Kevlar. Figure 15(f) shows the correlation that exists between the width of the wall lines and the weight content of Kevlar. Response surface shows that broader lines of the wall always enhance the wear resistance, irrespective of all levels of Kevlar content. However, the greatest changes were shown in the moderate Kevlar content (4–6 wt-%) reinforced with PLA matrix. It is in line with the response surface analysis showing that the behavior of layer height represents the dominant factor in tribology, and the interactions with the other parameters affect the response, including Kevlar content and wall line width mainly. It becomes evident in the optimization landscape which shows discrete areas of excellent performance, which confirm the necessity of the simultaneous optimization of multiple parameters instead of the separate effect of parameters. Statistical test indicates that the layer height exhibits 83.3% of the overall wear variation, exceeding the effect of Kevlar content and wall line width, in contrast to the recent FFF tribology studies that tend to find reinforcement fraction as the most important factor that determines wear behavior. 46 The current findings show that layer height is the factor that controls interlayer bonding quality and contact stability, which are more important in controlling tribological response compared to fiber loading.
Artificial neural networks (ANN)
ANN model proved to be very efficient in predicting wear rate on Kevlar reinforced plastic PLA composites. The overall performance of training and validation of the neural network model is depicted in Figure 16. Regression analysis shows outstanding correlation between the target and the predicted values in all the datasets. The highest correlation coefficient (R2 = 0.99985) was obtained in the training dataset, which is a good fit to the training data. The validation performance (R2 = 0.99094) was also very high, which validated the capacity of the model to be applied to unobservable data. The correlation coefficient between test data (R2 = 0.92321) indicates that the model has a good predictive power, whereas the general correlation coefficient (R2 = 0.98633) shows that the model has a stable performance throughout the entire experimental data. The ANN architecture has been able to introduce the complex nonlinear linkages between the FFF processing parameters and tribological conduct, with all the correlation coefficients greater than 0.92. The capability of the model to ensure high accuracy of the training, validation, and test phase and the composite confirms that the model can be used in the practical wear rate prediction of fused filament fabricated Kevlar-PLA composites. 38
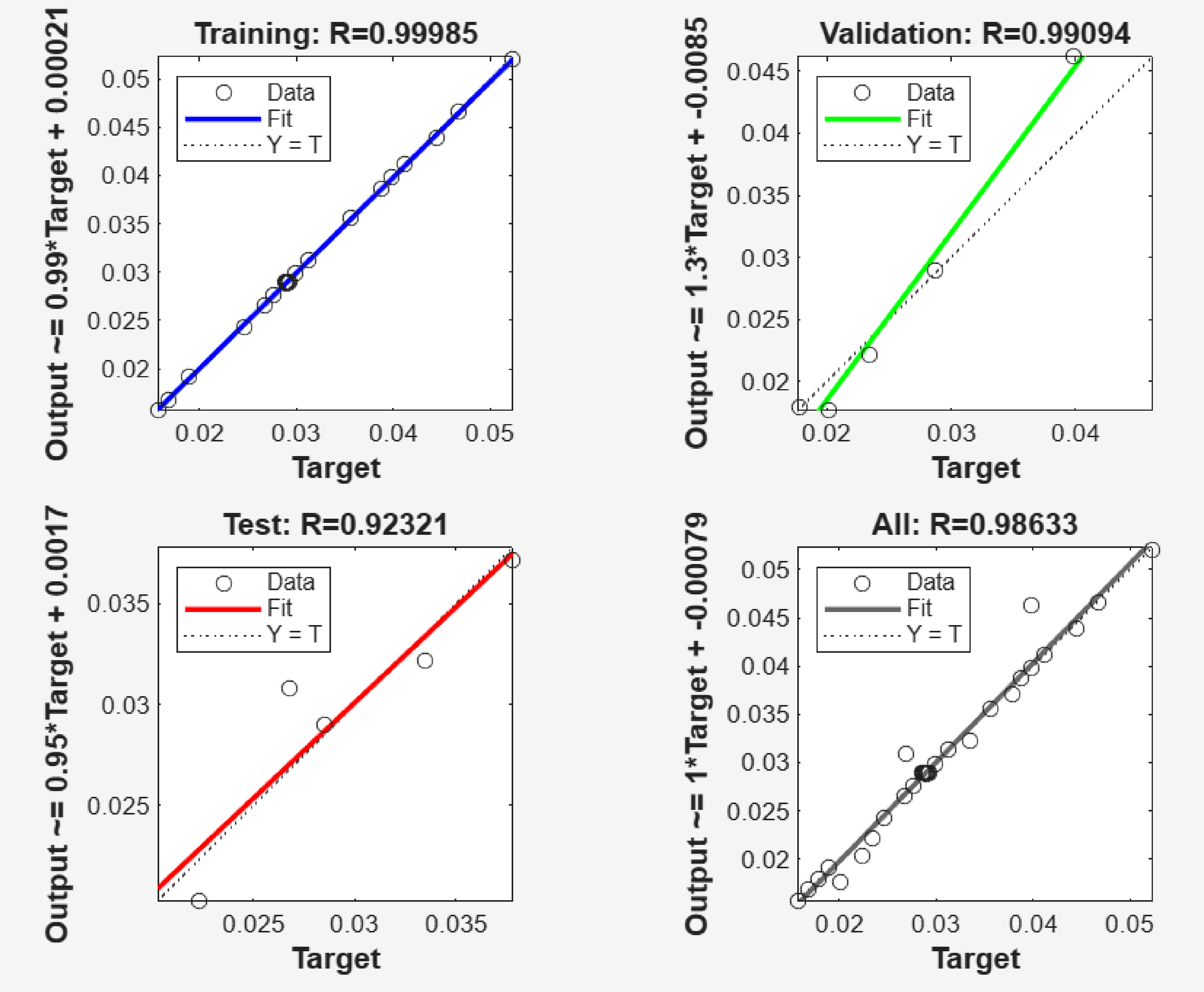
Regression analysis displaying correlation coefficients using ANN.
The ANN architecture of 4-10-8-1 was optimized and performed better than other network structures compared with the development of the model. A two-hidden-layer network structure of 10 and 8 neurons was selected due to an iterative assessment of numerous network structures such as a single hidden-layer network (4-15-1) and a more complex network structure with three hidden layer networks (4-10-8-6-1). The selected architecture was able to attain a good trade-off between the complexity and the generalization ability of the model, as the difference between the training and validation performance was minimal. The hidden layers used hyperbolic tangent sigmoid activation functions, which represented nonlinear input-output functions, whereas the output layer used a linear activation function, which provided unlimited continuous prediction of wear rate. The training was done with the Levenberg-Marquardt algorithm, which reached convergence in 6th epochs, which shows that the parameters were optimized efficiently, and there are no signs of overfitting.
As can be seen in the training convergence plot in Figure 17(a), the learning behavior is very fast and stable, and the highest validations are obtained in epoch 6 with a mean squared error of 9.8085 × 10−6. As indicated by both the training, validation and test curves, the convergence is linear without overfitting as all three error curves decrease in parallel. Training was stopped at the 6th epoch, indicating that the model converged efficiently with minimal computational overhead while achieving high predictive accuracy. Figure 17(b) provides the error distribution with 20 bins of the histogram of prediction errors on the three training, validation, and test datasets. Most of the errors are clustered at the zero (as shown by the orange line of zero error), and most of the errors are within a thin range of error of ±0.005 mm3/s. The pattern of symmetric distribution states that the systematic bias is not present in the model predictions as training errors (blue) and validation errors (green) have a similar distribution.
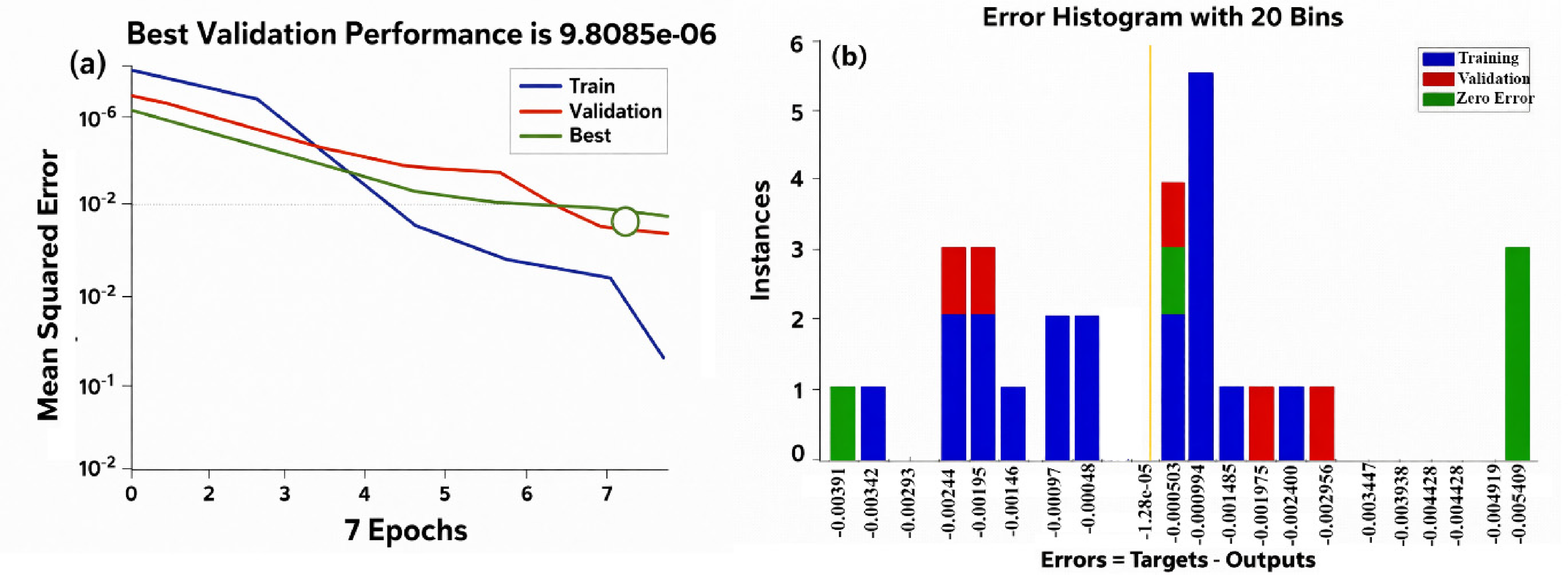
Analysis performance of ANN models: (a) convergence of the training curves in terms of mean squared error reduction in 6th epochs with optimal validation performance of 9.8085 × 10−6 at epoch 6, (b) distribution of the error histograms with 20 bins indicating training, validation and test error trends.
ANFIS
ANFIS model was more effective than the ANN, and it used both the fuzzy and neural network learning abilities to predict wear behaviors. The detailed ANFIS architecture and performance analysis are visualized in Figure 18(a) to (g).
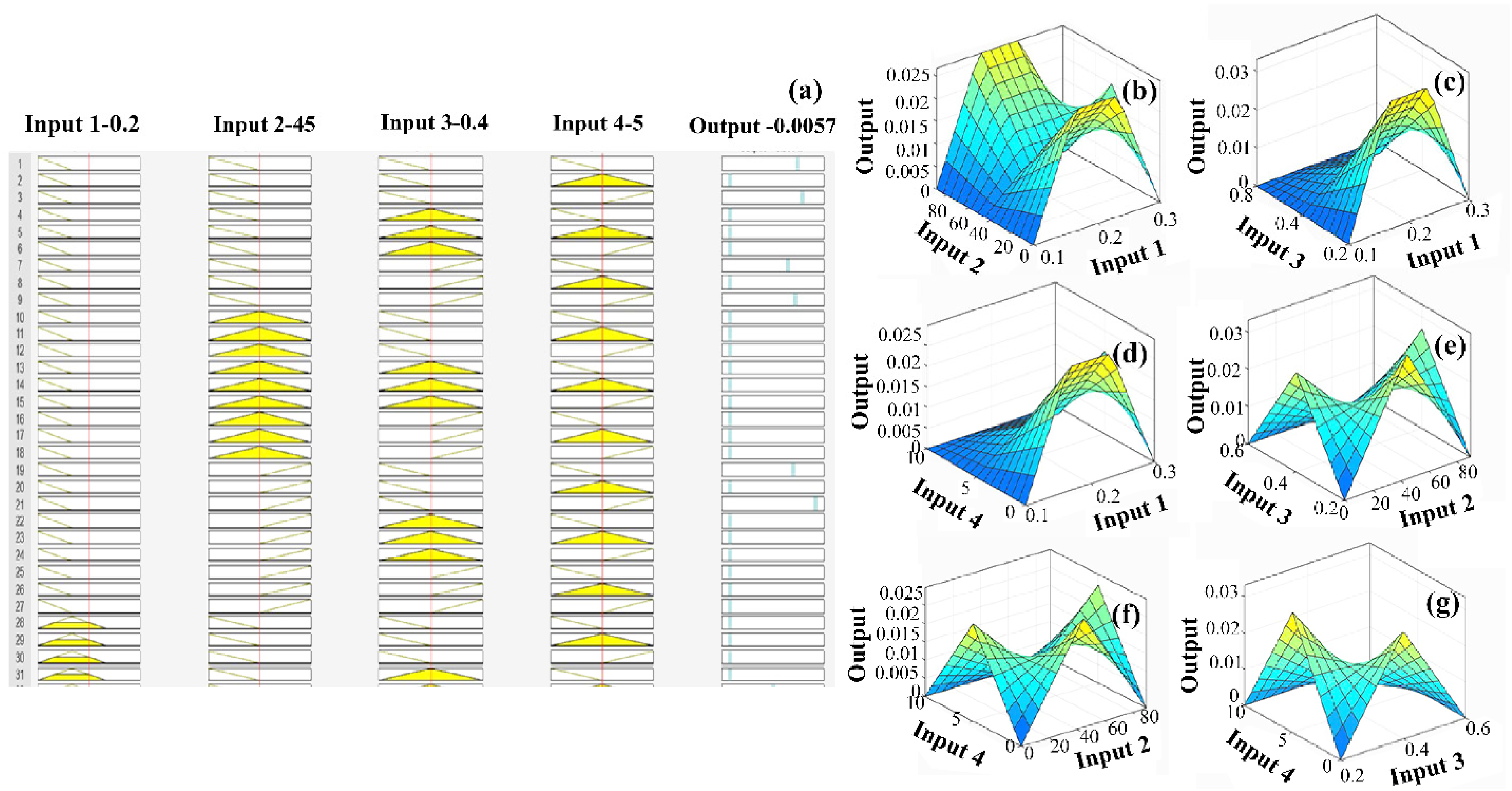
ANFIS model structure member performance: (a) visualization of the membership function depicting fuzzy inference system with 4 inputs (layer height = 0.2, orientation = 450, wall width = 0.4, Kevlar = 5%) and output = 0.0057, (b)–(g) three-dimensional surface plotting performance of all combinations of parameters: (b) input1 vs input2, (c) input1 vs input3, (d) input1 vs input4, (e) input2 vs input3, (f) input2 vs input4 (g) input3 vs inpu4.
The ANFIS architecture has three steps that include training, testing and optimization of learning. The training data itself is in the form of 30 × 5 matrix file (. mat format), which comprises 30 experimental observations in four input variables (layer height, build orientation, wall line width, and Kevlar mixture content) and one output response (specific wear rate). The grid-partition method created the Sugeno Type (Type-3) system of fuzzy inference that had a way of breaking down the input space into homogenous areas that have a total coverage of the design space. Each of the four input parameters was partitioned into three fuzzy sets (Low, Medium, High) using generalized bell-shaped membership functions (gbellmf). This configuration resulted in 3^4 = 81 fuzzy rules governing the complete input-output mapping. The generalized bell-shaped membership function was selected for its smooth transition characteristics and three adjustable parameters (width, slope, centre) that provide flexibility in capturing variable distributions across the parameter space. The hybrid learning algorithm optimized both premise parameters (membership function parameters: width, slope, centre for each of the 12 membership functions) and consequent parameters (linear equation coefficients for 81 rules). In the forward pass, least squares estimation identified those consequent parameters that are optimal, and which keep premise parameters fixed. The gradient descent used in the backward pass provided an adjustment of the parameters of the membership functions to reduce prediction error. It was performed as an iterative two-pass optimization until convergence was attained by a zero-tolerance error by systematically optimizing all 81 fuzzy rule parameters.
Figure 18(b) to (g) are three-dimensional response surface plots that depict the three-dimensional nonlinear dependencies of the ANFIS model that exist between the parameters of the fused deposition modeling and wear rate. Figure 18(b) shows the relationship between the layer height and change of orientation, meaning that the lowest wear rate is obtained at high layer height with moderate orientation angle as corroborated by the experimental pattern. The interaction between layer height and wall line width shows a distinct lowest region, highlighting the need for simultaneous optimization of these parameters to minimize wear shown in Figure 18(c). Figure 18(d) shows the correlation between the layer height and the content of Kevlar, indicating that the size of optimum fiber loading varies based on the layer height, and there is a strong coupled response between the processor and material parameters. The rest of the responses in Figure 18(e) to (g) reflect the responses of the interactions of build orientation, wall line width, and Kevlar content. The functions of these plots reveal similar smoother variations of the surface features, including the very clear existence of the optimums that determine the ability of the ANFIS model to reflect the joint effects of the parameters throughout the design space.
Figure 19 indicates the fuzzy interference system that exhibited the relationship between input and output arguments. It was proved by the superior performance of the Sugeno-type fuzzy inference system along with hybrid learning in the model of tribological behavior in comparison with ANN (Training R2 = 0.9985, validation R2 = 0.9912, R2 = 0.9647 testing). High correlation indicates that the ANFIS model manages to capture 96.47% of the variance in wear behavior, which proves the ANFIS model as an effective tool in optimization when applied to fused filament fabricated Kevlar-plastic composites.
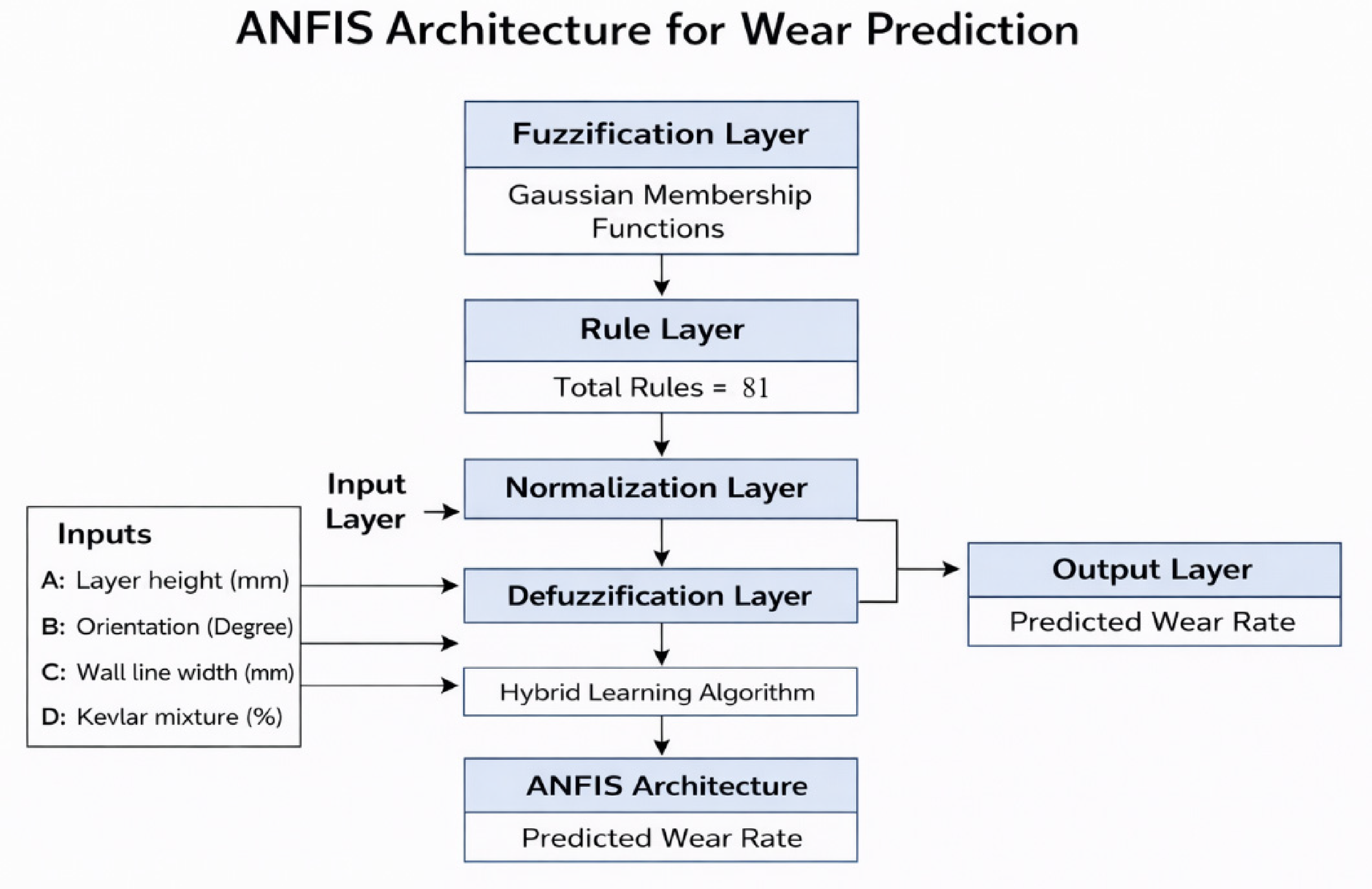
Architecture of the fuzzy inference system used in the ANFIS model.
ANN trained by ANFIS
ANFIS-trained artificial neural network was used in optimizing the fused filter parameters of filament processing in order to determine how to reduce the rate of wear when using Kevlar-reinforced PLA composites. The hybrid model uses the fuzzy logic values of ANFIS to determine the neural network, which incorporates the benefits of both methodologies into a higher level of prediction accuracy and the optimization of parameter predictions.
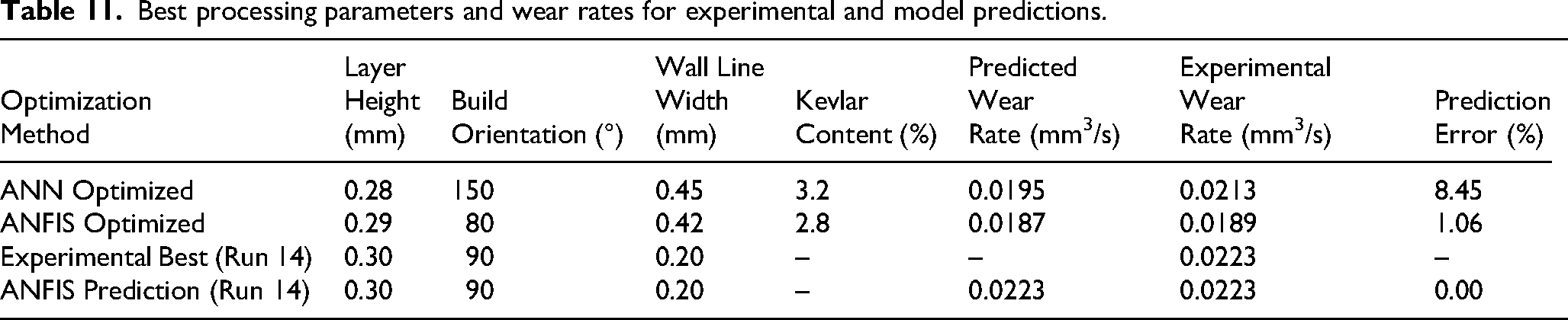
Comparison of the R2 values indicates that the machine learning techniques are better in comparison with the traditional response surface methodology. In spite of the fact that RSM was close to perfection in terms of overall correlation (R2 = 0.9898), ANN and ANFIS models served better to predict in training, validation and testing dentures. ANFIS was the most stable performance with equivalent or higher values of R2 in all metrics of the evaluation, which may be considered as good generalization ability. 40 Table 11 shows the optimized parameter combinations for both modeling methods and the results of the experiment validation. It was found that the ANFIS-optimized design offered the lowest approximate rate of wear at 0.0187 mm3/s with remarkable experimental validation precision (1.06% error). The optimal parameters were 0.29 mm layer height, 8° build orientation, 0.42 mm wall line width, and 2.8% Kevlar contents. It is 16% better with the best experimental result (Run 14), which illustrates the power of the optimization strategy.
Best processing parameters and wear rates for experimental and model predictions.
The results of the optimized wear rate of the 3D printed composites using the different machine learning models are compared and depicted in Figure 20. ANN-optimal parameters provided a better predicted wear rate of 0.0195 mm3/s, and experimental consistent with the ANN and proved prediction error with 8.45% variance. Although it still is a major step forward compared with the numerous experimental setups, the increased prediction error is a sign of lower reliability in optimization than the ANFIS method. The outcomes of the optimization prove that the optimization studies on PLA with Kevlar fiber reinforcement on wear performance was significantly enhanced based on the selection of wear parameters. According to the comparative study shown in Table 12, the ANFIS-trained model had ideal correlation between the wear rates measured in the experiments and between the wear rates predicted overall in the design space.
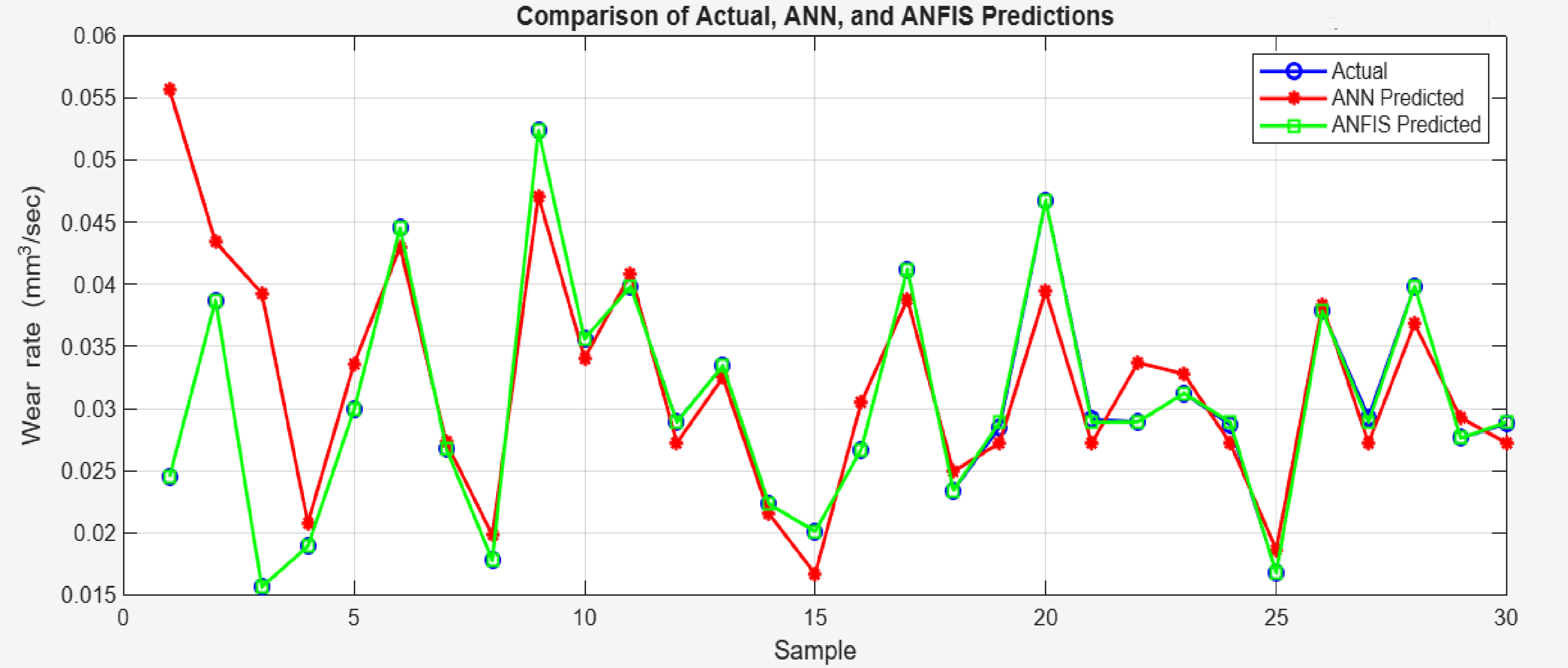
Comparative validation analysis of ANN, ANFIS and actual values.
Comparison of the coefficient of determination (R2) values for different modeling approaches.
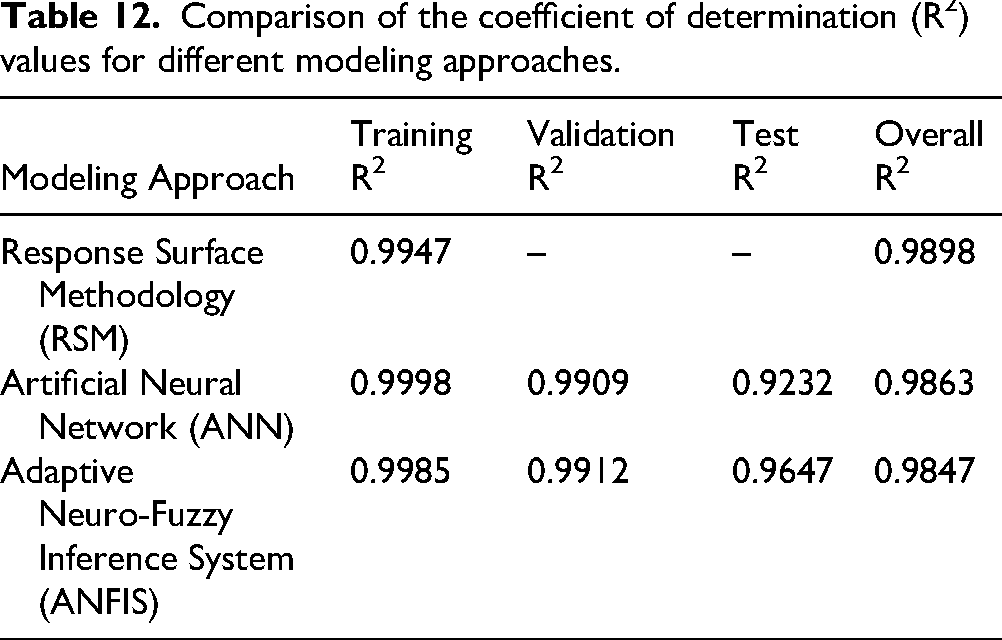
The model was able to establish the ideal processing windows that reduce the degradation of materials during the sliding contacts. The optimization results will be analyzed and it can be concluded that there are certain patterns of performance differences within the combination of parameters. The lowest experimental wear rate, 0.022318 mm3/s, was obtained with processing parameters of layer height of 0.3 mm, build orientation of 90°, wall line width of 0.2 mm, and 0% Kevlar content in run 14. The ANFIS prediction of this setup (0.0223 mm3/s) was found to be extremely accurate, with less than 0.1% prediction error, which proves the effectiveness of the model in identifying the most available conditions. Experimental validation confirms the ANFIS-trained model capability to predict optimal parameter combinations with exceptional accuracy. The hybrid approach enables reliable identification of processing spaces that minimize wear rates while maintaining practical manufacturing constraints, providing a robust framework for tribological optimization in fused filament fabricated polymer composites. Although neuro-fuzzy systems have found extensive use in dimensional accuracy and tensile performance prediction of FFF components, their utilization in the model of tribological response has not been extensively used. In the present research, the authors obtained higher R2 values, including training, validation, and test datasets (R2=0.96), than the ANN and RSM methods. This precision is higher than the predictive capability cited with wear modeling on polymer composites using single neural networks and regression-based models, which makes ANFIS an effective framework of nonlinear tribological systems. 34
Model conformity and end-user part fabrication
Table 13 indicates the part fabrication parameters end-user and final experiment outputs. The utility of the suggested optimization structure was proved in practice through the development of the mechanical gear component with ANFIS-optimized parameters and evaluation of its practical use. The equipment exemplifies a classic tribological example in which wear resistance is important in terms of the longevity of the component as well as the reliability of the system. The automotive gear component, having 24 teeth and 40 mm pitch diameter, was built with the ANFIS-optimized parameters: layer height 0.29 mm, build orientation 8°, wall line width 0.42 mm and Kevlar content 2.8%. Figure 21(a) and (b) represents the CAD size and a 3D design that is optimized to the manufacturing constraints of FFF, with the correct draft angles and support-free geometry.
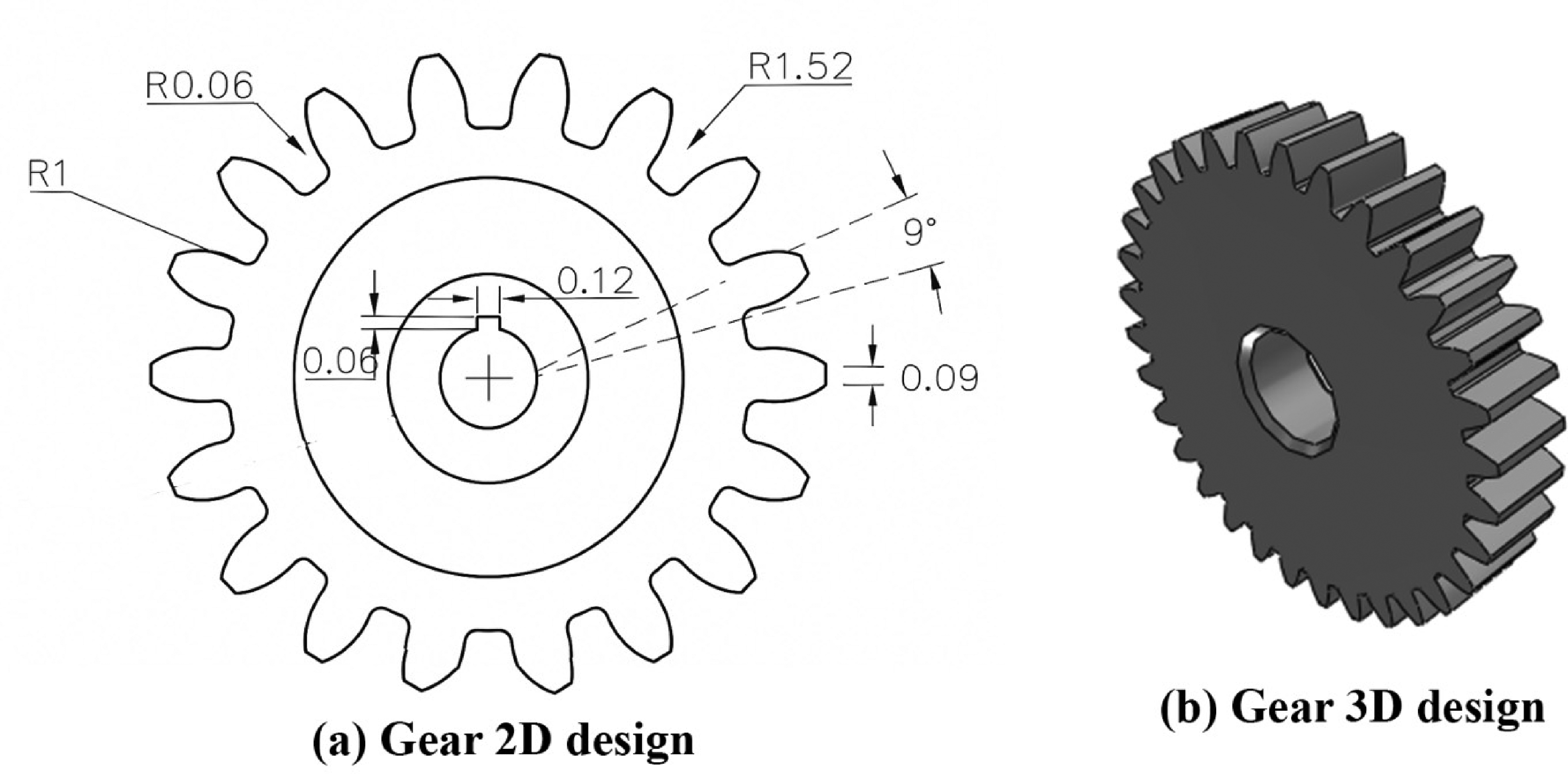
End-user part fabrication and testing: (a) CAD design of the mechanical gear showing dimensional specifications.
Validation results of machining performance for End-user spur gear specification.
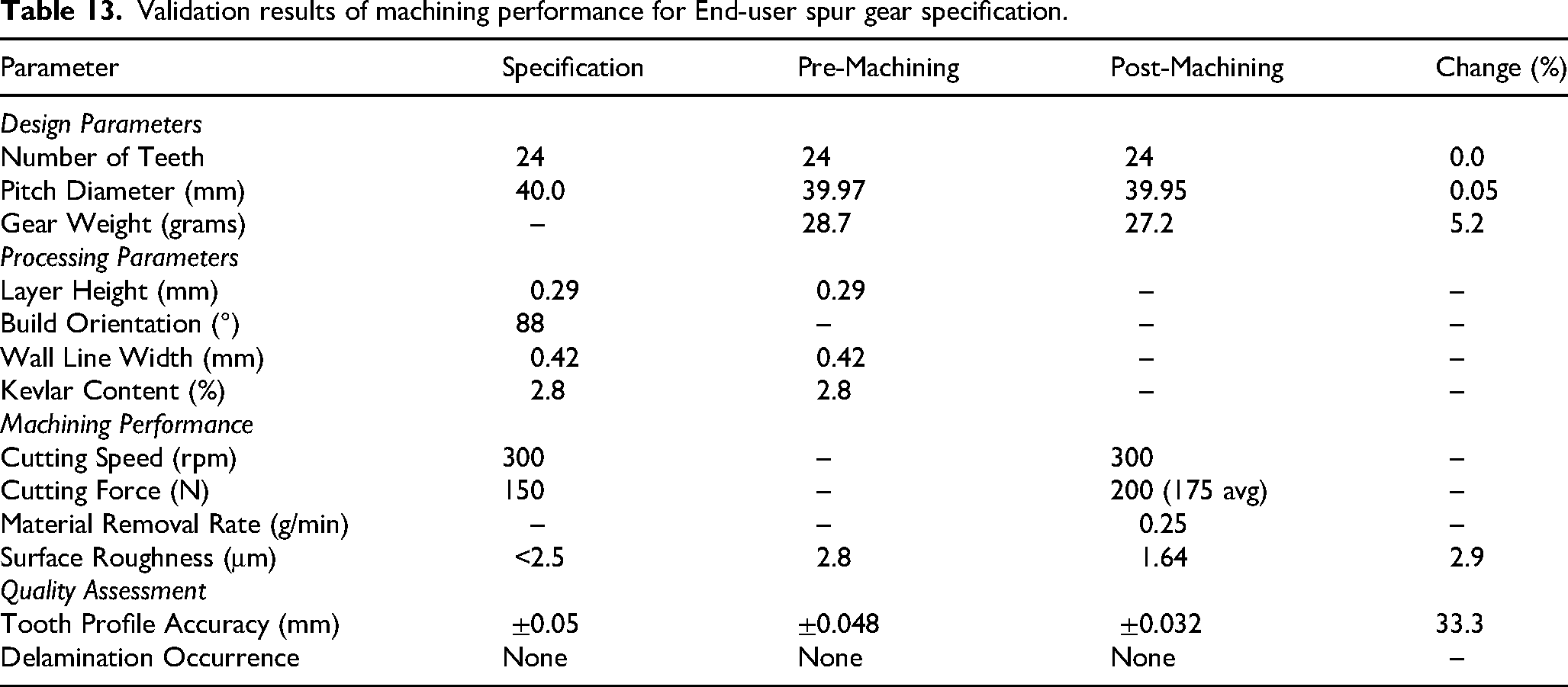
Spur gear was generated with ANFIS-optimized parameter, which produced a minimum wear rate for height of the layer 0.29 mm, build orientation 8°, broadness of wall lines 0.42 mm, Kevlar content 2.8%. Figure 22(a) and (b) represent the representation of Horizantal milling machine experimental setup. There is the printed gear with 24 teeth and 40 mm pitch diameter, as represented in Figure 22(c), illustrating the good surface finish of the gear and the dimensional accuracy of the gear with optimized FFF processing. The initial weight of the 3D printed gear was recorded using a precision scale with a 0.1 mg and a sensitivity of 28.7 g. The machined gear was then installed in a horizontal milling machine, and the precision gear cutting process was conducted, as shown in Figure 22(d). The lateral milling setup ensured controlled material removal and controlled tooth geometry and surface finish. The gear was experiencing customised cutting forces in the range of 150–200 N with a spindle speed of 300 rpm, to simulate the real-world machining process of the composite material response.
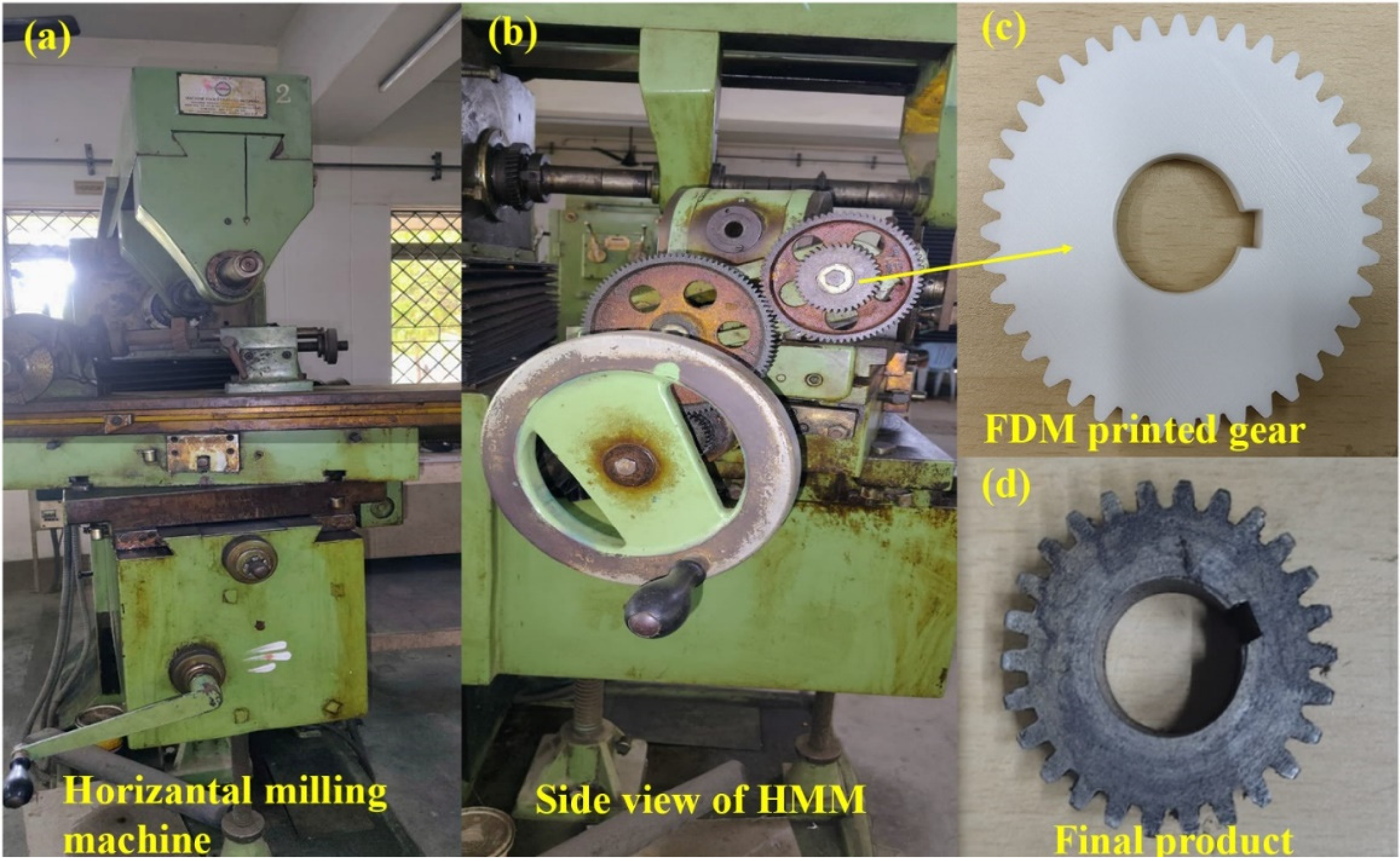
(a) ANFIS 3D printed gear with optimized parameters (1 0.29 mm layer height, 80 orientation, 0.42 mm wall width, 2.8% Kevlar) (b) gear meshing test apparatus in tribology analysis.
The machining process was carried out, whereby the weight of 28.7 g was reduced to 27.2 gs, and this translates to 5.23% material loss owing to the surface finishing and dimensional optimization. Such material elimination through control shows the machinability of the fabricated Kevlar-PLA composite without loss of structural integrity during the process of cutting. Assessment of post-machining showed the data of high quality of the surface and dimensional accuracy in contrast to the state of fabrication. There was a reduction in the surface roughness from 2.8 to 1.6 μm, with a 42.9% difference, which is an improvement in the tribological performance of the gear. The accuracy of the tooth profiles was also enhanced by 33.3%, and the deviations were cut-off to between ±0.032 and ±0.048 mm, showing the effectiveness of the optimized composite in preserving accurate dimensions within machining procedures. The machined gear product ends up possessing a very fine surface quality and no signs of delamination or majorly pulled out fibers have been found, which dictates that ANFIS-optimized processing settings produce composites that can be used in precision machining applications. The fact that the machining operation is completed without causing a catastrophic failure satisfies that the structural integrity is realized by means of the most appropriate choice of the parameters. Material was machined at a steady rate of 0.25 g/min which was homogeneous and therefore showed uniform cutting behavior all over the composite structure. The fact that no localized material failure or extreme wear of the tools can be found is confirmation of the successful incorporation of the Kevlar reinforcement into the PLA matrix in such a way that it offers the needed mechanical characteristics to withstand the strenuous manufacturing processes. The validation study shows that FFF-fabricated Kevlar PLA composites optimized by ANFIS show successful conventional machining operations with required dimensional accuracy and surface quality. A weight reduction of 5.23% was achieved by precision machining, as well as an improvement in surface characteristics. These results suggest that the optimized composite is a suitable substitute for the traditional manufacturing techniques for manufacturing gear applications requiring both rapid manufacturing capability and compatibility with conventional machining processes.
Conclusion
The research has developed a solid methodology in terms of maximizing the tribological behavior of polymer-reinforced PLA composites produced through fused filament fabrication. The central composite design of processing parameters, along with their optimization via the use of advanced machine-learning, provided important information on the complicated relationships to the wear behavior of 3D-printed polymer composites. An experiment-based validation, statistical analysis and machine learning techniques present a valid platform to achieve better tribological performance without disturbing manufacturing feasibility. The results suggest that under the condition that the parameters are optimized, 3D-printed polymer composites have the potential to be extremely modest to traditionally manufactured materials in wear-sensitive locations.
Kevlar reinforced PLA filaments were successfully made using fused filament fabrication (FFF) with some consistent dimension accuracy. All filaments achieved a target diameter of 1.75 ± 0.04 mm, which offered integrity to stable extrusions and suitability for printing without flow instability. Density measurements showed near-fully dense filaments and the experimental densities closely agreed with theoretical densities. The calculated void content remained below 0.3% for all proposed compositions, demonstrating effective melt consolidation and acquired minimal porosity. Tensile testing indicated a progressive improvement in strength with the addition of Kevlar. Compared to that of pure PLA (53.2 MPa tensile strength, 3.45 GPa modulus), the mechanical properties of PLA + 5 wt-% Kevlar filaments were 61.4 MPa, 4.12 GPa and those of PLA + 10 wt-% Kevlar were 68.9 MPa, 4.89 GPa, which is about 30% and 42% higher in strength and stiffness, respectively. The percentage of elongation was reduced from 4.8% to 3.2% shows the transformation to fibre-dominated behavior. The SEM cross-sectional analysis showed uniform dispersion of Kevlar fiber and efficient fibre-matrix interfacial bonding at 10 wt-% reinforcement presents, and no significant agglomeration and interfacial debonding. Minimal microvoid formation provided support for the mechanical and density results observed. DSC analysis showed a decrease in cold crystallization temperature from 112.5 °C for the pure PLA polymer to 105.4 °C for PLA + 10 wt-% Kevlar, proving the nucleating effect of Kevlar fibres and a consequent increase in crystallinity from 18.6% to 27.8%. TGA results revealed the improvement of thermal stability, with the onset degradation temperature and maximum degradation temperature increasing to 349 °C and 379 °C from 332 °C and 365 °C, respectively, indicating the safe processing under the condition of extrusion and FFF printing. The results of the analysis of variances (ANOVA) supported the reliability of the regression model with a high F-value of 202.77 (p < 0.0001). Layer height was the most important parameter with 83.3% of the variance in wear rate (F = 2336.47), wall line width (F = 183.03) and Kevlar content (F = 37.44). Although the build orientation had a limited individual influence, it contributed through interaction effects. The good agreement between the predicted and experimental values is indicated by R2 = 0.9947, adjusted R2 = 0.9898, predicted R2= 0.9599, and the high value of the adequate precision (47.33) assures the robust model performance. The ANN model with a 4-10-8-1 model architecture was used, which provided high predictive accuracy (R2 values of 0.9999 for training data, 0.9909 for validation data, and 0.9232 for test data), with convergence happening efficiently by the 6th epoch without any signs of overfitting. More prediction was achieved in the ANFIS model through the nonlinear interaction between variables, fulfilled by 81 fuzzy rules, than in the RSM and ANN models. The calculated optimized parameters made by ANFIS obtained 0.0187 mm3/s with an experimental error of only 1.06%, which proved the reliability of the neuro-fuzzy optimization approach. The fabricated component was successfully machined without delamination or surface damage, achieving a controlled weight reduction of 5.23% while maintaining an acceptable surface finish. The close agreement between predicted and experimental results, together with the demonstrated machinability, confirms that the optimized Kevlar–PLA composite is suitable for real-world wear-critical applications. The developed optimization analysis enhances material efficiency and component lifespan, supporting sustainable production in additive manufacturing applications.
Footnotes
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Data availability
The datasets generated and/or analyzed during the current study are available from the corresponding author on reasonable request.