
Abstract
In this study, V-microalloying strip-cast hot-stamping steels with 0, 0.04, and 0.1 wt.% V were developed. Slow strain rate tensile tests indicated that V microalloying enhanced hydrogen embrittlement (HE) resistance, with the 0.1 wt.% V steel exhibiting a significant reduction in the HE index from 51.5% to 14.5%. Microstructural analysis revealed that V addition refined the prior austenite grain and promoted the formation of nanoscale VC precipitates which suppressed hydrogen-enhanced localized plasticity, thereby improving HE resistance. Thermal desorption spectroscopy demonstrated that VC precipitates act as irreversible hydrogen traps, reducing diffusible hydrogen concentration. This work provides insights into the role of V microalloying in enhancing the HE resistance of strip-cast hot-stamping steels.
Introduction
Hot-stamping steels exhibit excellent mechanical properties and formability, a combination that has enabled their widespread use in the automotive industry. The development trend of hot-stamping steel is toward higher strength, on the order of 1800 MPa or above. 1 Nevertheless, hydrogen embrittlement (HE) remains a critical challenge limiting their use, as body-centered-cubic (bcc)-based martensite is highly susceptible to HE and the susceptibility of steel to HE increases with higher strength.2,3 To improve HE resistance in hot-stamping steels, strategies including micro-alloying4–6 and thermo-mechanical process optimization7–9 have been investigated. Among these approaches, microalloying with elements such as Nb, V, and Ti is particularly effective, as it leads to the formation of fine precipitates (e.g., carbides or carbonitrides) that can trap hydrogen.10–12 Numerous studies6,10–19 demonstrate that micro-alloying enhances HE resistance of hot-stamping steels by forming single-element or complex carbides which can act as effective hydrogen traps. Jamal et al.17,18 demonstrated that adding 0.12 wt.% Nb, which promoted the formation of abundant NbC precipitates, reduced the diffusible hydrogen content by 14.9% and decreased elongation loss up to 48% in presence of hydrogen. Gao et al. 6 reported that (V, Ti) C complex precipitates exhibited a more effective hydrogen-trapping capability than VC.
As an energy-efficient near-net-shape steel manufacturing technology, strip casting enables direct solidification of molten steel into thin sheets, offering significant advantages over conventional process.20–22 This process can yield final sheet products with only a single hot-rolling pass or even no hot rolling, greatly simplifying the production process of conventional hot rolling. 23 Therefore, strip casting achieves marked reductions in CO2 emission, making it a promising approach for accelerating the steel industry transition to net-zero emissions. 24 To date, the interest of strip casting in steel field focuses on the high strength low alloy steel with yield strength in the range of 380∼690 MPa.25–27 For example, in a strip casting steel with 0.05 wt.% Nb coiling at 650 °C for 3000 s, Huang et al. 27 observed a large number of NbN clusters through high-resolution transmission electron microscope (HRTEM) and atom probe tomography (APT), rather than forming NbN nanoprecipitates typically seen in conventionally processed steels. Other researchers20,28–30 have also found similar phenomena in strip casting microalloying steel. The absence of fine precipitates in strip-cast micro-alloyed steels is attributed to the rapid solidification rate and the limited hot rolling reduction, which provide insufficient time and driving force for microalloying elements such as Nb, V, Ti, and Mo to form nanoprecipitates. 20 In contrast, conventional hot-rolling processes involve multiple deformation passes and controlled cooling (coiling), high density nanoprecipitates could form during coiling.31–33 It is worth noting that most micro-alloyed strip-cast steels studied in the literature have relatively low carbon contents (approximately 0.02–0.05 wt.%).25,27,29,34–36 According to solubility product relations for carbides, the tendency for precipitation depends strongly on both carbon content and microalloying element levels. 37 Therefore, if strip casting is applied to a hot-stamping steel with a higher carbon content (> 0.22 wt.%), the precipitation behavior may differ significantly and could strongly influence HE resistance. However, to the best of our knowledge, research on strip-cast hot-stamping steels (with high carbon content and ultra-high strength) is still scale.
Owing to the high cooling rate (102–104 °C/s) and low coiling temperature (550–600 °C) during strip casting, the microalloying element Nb remained in the matrix or formed cluster, as suggested by Refs.,28,35 which is not conducive to the design of the steel with HE resistance. In this work, we developed a V microalloying strip casting hot-stamping steel and investigated the effect of V on the HE resistance of the strip casting hot-stamping steel. The microstructure and precipitation behavior of this steel were analyzed by scanning electron microscopy (SEM), electron backscatter diffraction (EBSD), transmission electron microscopy (TEM), and the HE susceptibility was evaluated using slow strain rate tensile (SSRT) tests. The results unveil that V microalloying refined the prior austenite grain and promoted the formation of nanoscale VC precipitates, which paves the way for producing strip casting hot-stamping steel with excellent HE resistance.
Materials and methods
Three strip casting hot stamping steels were fabricated through vacuum arc melting and followed by suction casting into a 5-mm-thick water-cooled cooper mould, which can simulate rapid cooling rate during solidification in strip casting process.22,34 Table 1 shows the chemical composition of the tested material. Hereafter, the steels with 0, 0.04 and 0.1 wt.% V contents are referred to as 0 V, 4 V and 10 V, respectively. Following casting, the plates underwent a simulated coiling process at 600 °C for 60 min, subsequently air-cooled to room temperature. The simulated hot-stamping process was conducted by reheating the sheets to 930 °C for 5 min, followed by oil quenching.
Chemical compositions of the three hot-stamping steels (wt.%).
HE resistance was assessed by SSRT tests (MTS E45 testing machine, strain rate of 1 × 10−5 s−1, room temperature) for both uncharged and hydrogen-charged specimens. Before H pre-charging, tensile specimens with 25 × 6 × 1.5 mm3 were progressively ground to a 2000-grit using SiC paper. Electrochemical hydrogen pre-charging was then conducted in 0.1 mol/L NaOH for 24 h at the current density of 1 mA/cm2. To minimize hydrogen escaping during subsequent tensile testing, a zinc (Zn) coating was immediately electrodeposited onto the H-charged specimens at 20 mA/cm2. At least three replicate specimens were examined for each condition to ensure reproducibility.
The microstructures and fracture surfaces of SSRT specimens were characterized using (SEM, TESCAN Mira LMS). Additionally, electron backscattering diffraction (EBSD, Symmetry S2) was utilized to examine the martensite structure and the microcracks near the fracture surface, employing a 0.2 μm step size. The SEM specimens were ground and polished, followed by etching with 4% Nital solution to reveal martensite laths. The EBSD specimens were prepared by electro-polishing 5% perchloric acid ethanol solution at room temperature. The crystallographic structure and dislocation density were characterized by X-ray diffraction (XRD) on a D8 Advance diffractometer (Bruker) with Cu Kα radiation (λ = 1.54056 Å). Measurements were performed in the scanning range of 30–130° with a scan step of 0.02° and a scan rate of 10°/min.
Martensitic microstructure and precipitates were characterized using a JEOL JEM 2100 transmission electron microscope (TEM) equipped with energy-dispersive X-ray spectroscopy (EDX). The carbon extraction replicas samples were prepared by immersing carbon-coated samples in 8% Nital solution until film detachment occurred, followed by transfer to Cu grids. The TEM foils were mechanically thinned to 50 μm, followed by twin-jet electropolishing in a 5 vol.% perchloric acid ethanol solution.
The thermal desorption spectroscopy (TDS) analysis was undertaken to identify the hydrogen trapping behavior. Before testing, electrochemical hydrogen charging was conducted in a higher current density (5 mA/cm2 for 24 h in 0.1 mol/L NaOH) to ensure sufficient hydrogen uptake. The TDS profiles were recorded during heating from 25 °C to 600 °C at 100 °C/h.
Results and discussion
Microstructure and precipitates
Figure 1 summarizes the microstructural characterization of the 0 V, 4 V, and 10 V steels. It is found that all compositions exhibit a fully lath martensite structure with a high-density of entangled dislocations decorating the laths. Notably, the lath width gradually decreased with the increase in V content, dropping from 497 nm in the V-free alloy to 251 nm in the 10 V alloy. Large amounts of acicular ε-carbides, formed by auto-tempering during quenching,38–40 were observed in all steels. Compared to the 0 V steel, some nanosized spherical VC precipitates were identified within the matrix of the V-containing steels (Figure 1h, i), and their number density is markedly higher in 10 V than in 4 V. In contrast to the Nb/V-rich clusters documented in the literature,20,28,35 this result show that VC precipitates form in V-containing hot-stamping steels processed by strip casting.

Microstructure of three experimental steel. SEM micrographs for (a) 0 V, (b) 4 V, and (c) 10 V steels. TEM images for (d, g) 0 V, (e, h) 4 V and (f, i) 10 V steels. (For interpretation of the references to color in this figure legend, the reader is referred to the Web version of this article.)
EBSD was employed to investigate the grain sizes of the 0 V, 4 V, and 10 V steels. Figure 2(d)-(f) shows the IPF maps of the prior austenite grains for the 0 V, 4 V, and 10 V steels, respectively. Quantitative analysis of IPF maps exhibited average PAGS values of 27.3 ± 4.5 μm, 20.9 ± 3.8 μm, and 14.3 ± 3.4 μm, respectively, consistent with the trend in martensite lath width.

EBSD IPF maps for (a) 0 V, (b) 4 V, and (c) 10 V steels. Combination diagram of IPF and band contrast (BC) of the prior austenite grains for (d) 0 V, (e) 4 V, and (f) 10 V steels.
All precipitated particles in hot stamping steels were qualitatively and quantitatively characterized using carbon film extraction replica. Figure 3 shows the TEM observations of particles uniformly distributed in the 4 V and 10 V steels. It is found that the second-phase sphere particles are VC nanoprecipitates in both steels, which could be concluded by EDX spectrum analysis. With increasing V content, the number of precipitates obviously increased. Furthermore, Figure 4 shows the result of statistical size distribution of VC precipitates in 4 V and 10 V steels. Size distributions (Figure 4) reveal mean diameters of 13.0 ± 4.4 nm and 19.1 ± 8.9 nm for 4 V and 10 V, respectively, with the 10 V steel had a higher density of precipitates with sizes ranging from a few nanometers to 50 nanometers. However, the number and size of precipitates in 4 V steel were less and finer. This result aligns with Zhao et al.'s observation, 41 who reported that the ripening rate of VC in the higher V content steel was faster with increasing V content. Such accelerated coarsening at higher V levels agrees with the Lifshitz-Slyozov-Wagner description,42–44 where growth kinetics scale with solute diffusivity and matrix concentration. Therefore, increased V content enhanced precipitation kinetics, as confirmed by these results.
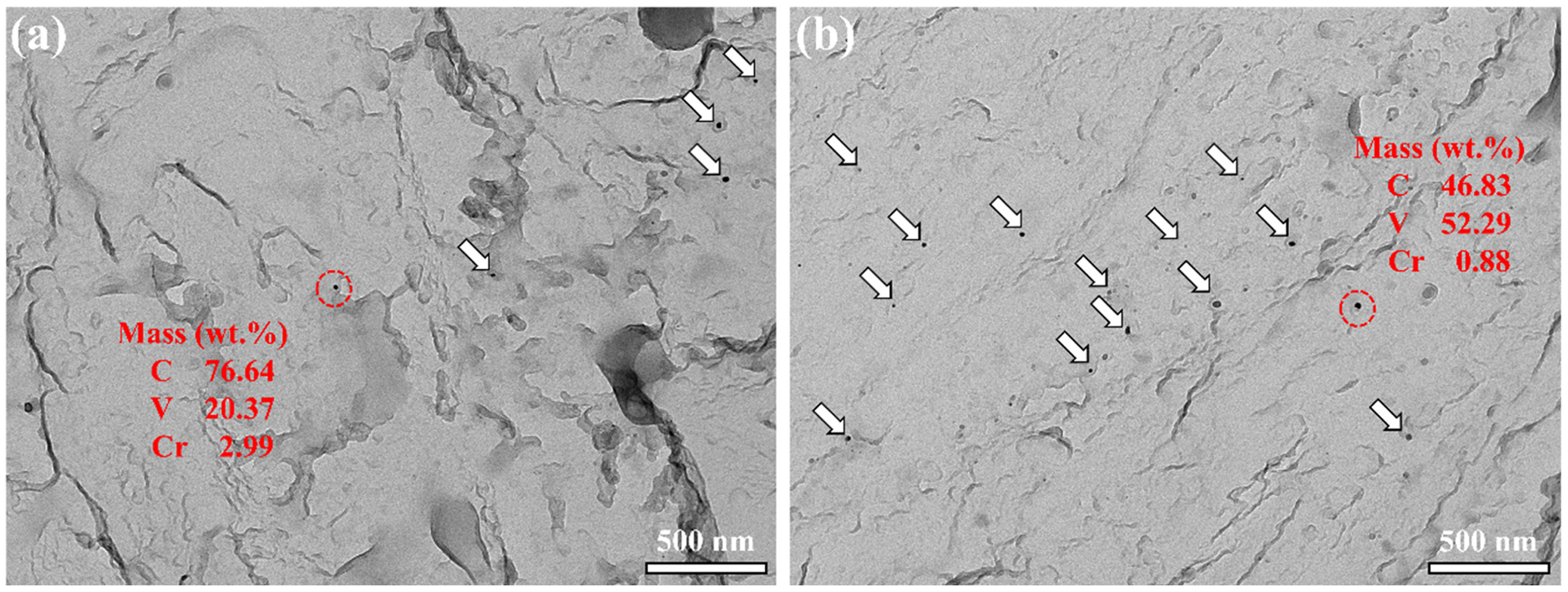
TEM images of the presence and distribution of precipitates by carbon extraction replicas in the (a) 4 V and (b) 10 V steels.
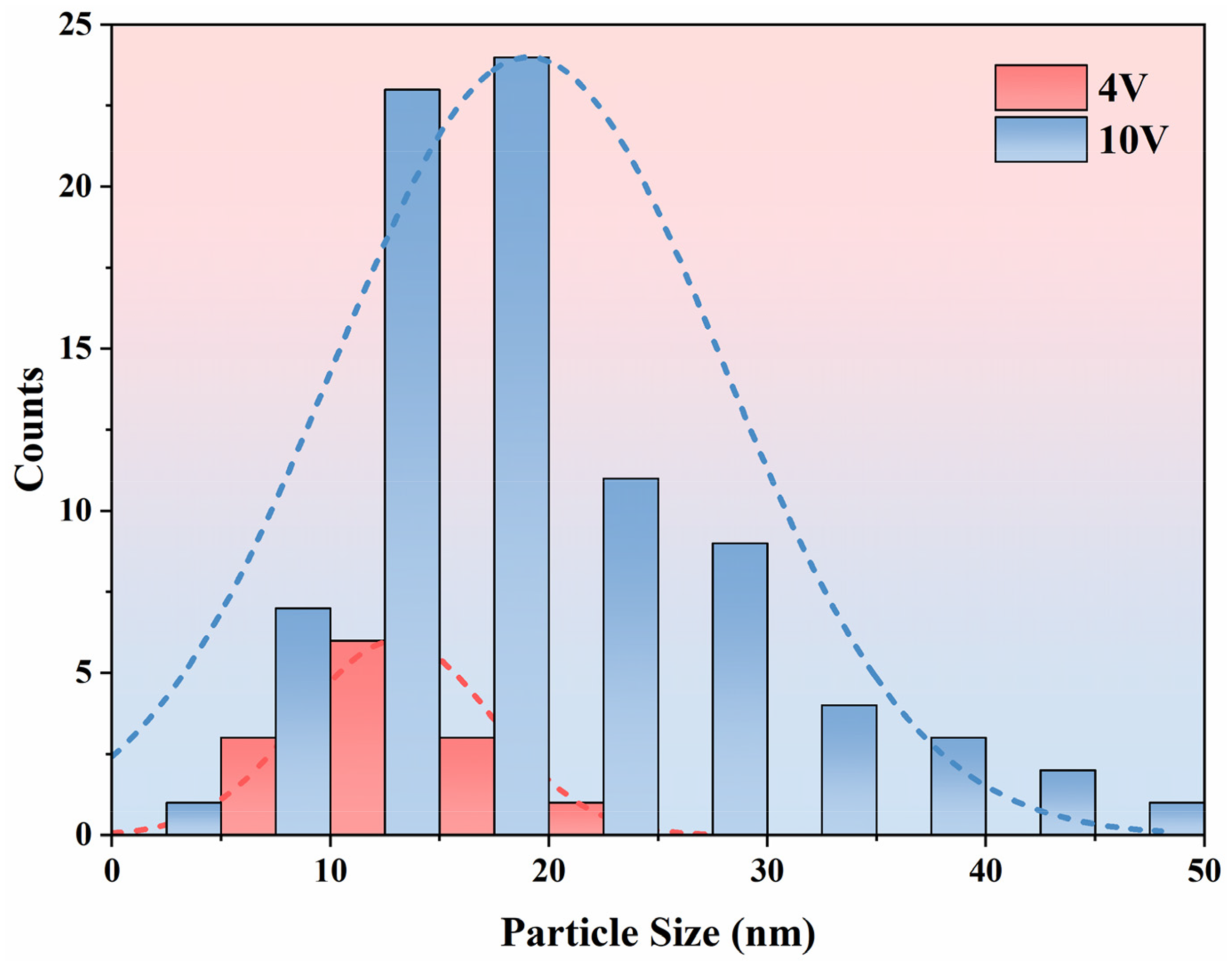
Statistical size distribution of VC precipitates in 4 V and 10 V steels.
The HE resistance and fractography
Figure 5 presents the engineering stress-strain curves of the H-uncharged and H-charged specimens for the 0 V, 4 V, and 10 V steels. The HE index, IHE, which indicates the elongation loss rate after H-charging, could be calculated by:
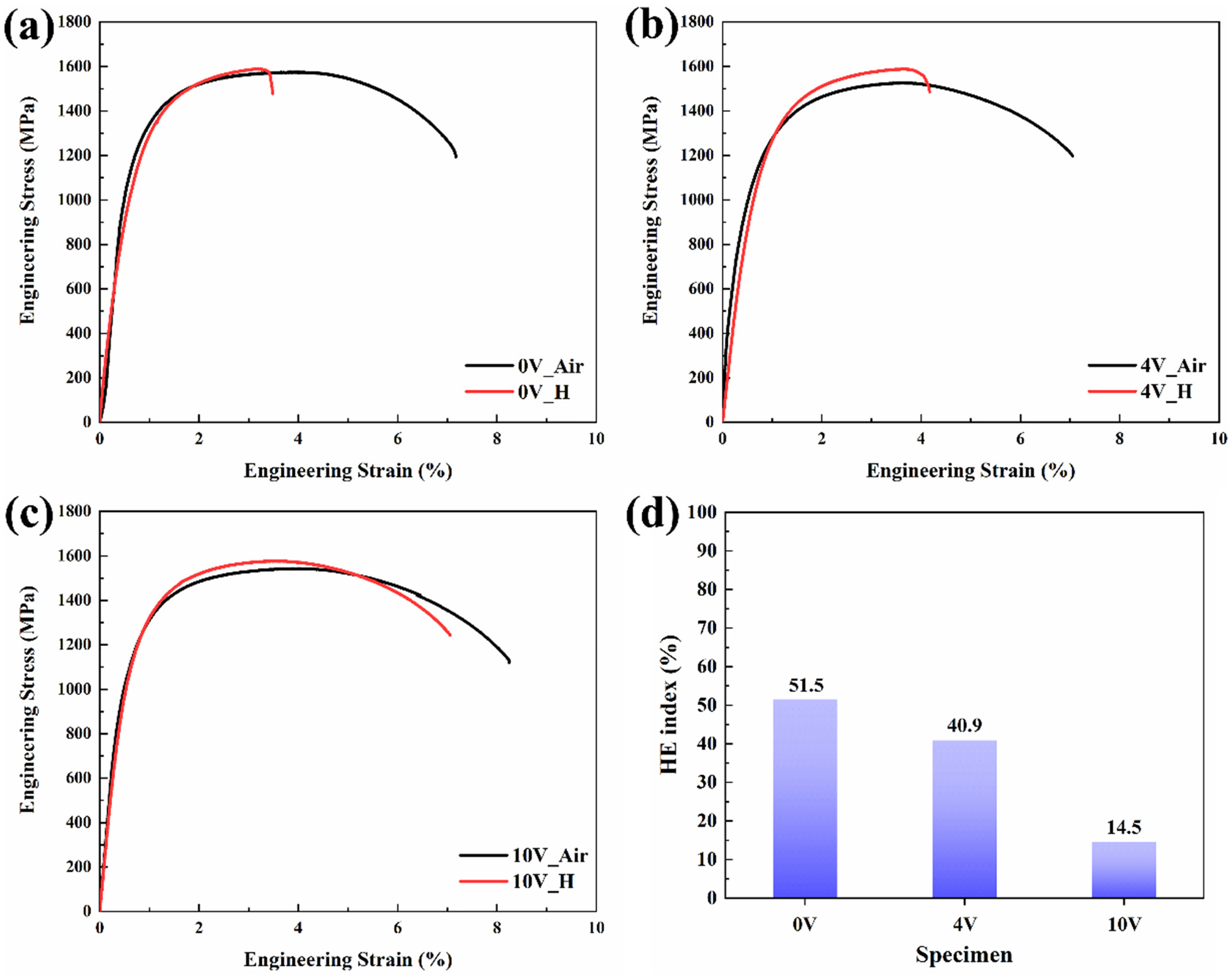
Engineering stress-strain curves of the H-uncharged and H-charged specimens for the (a) 0 V, (b) 4 V, and (c) 10 V steels. (d) HE susceptibility.
SSRT results for the 0 V, 4 V and 10 V steels.
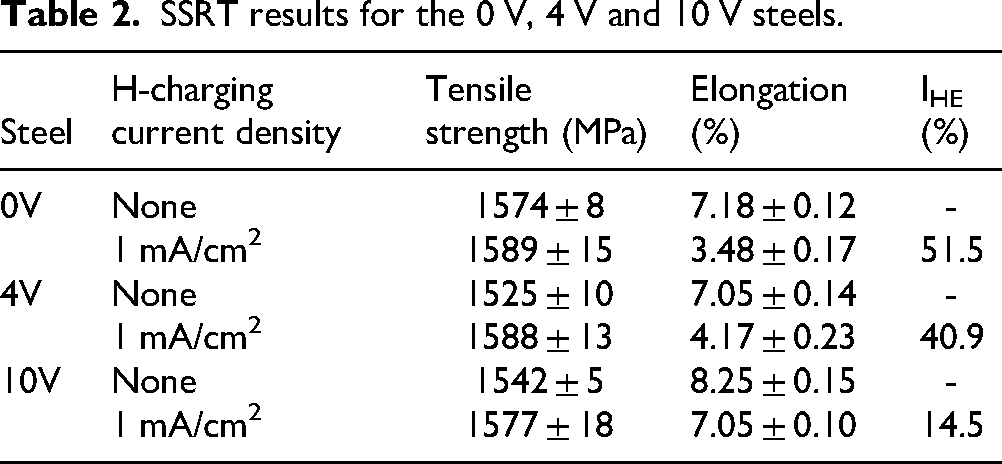
To further investigate the HE resistance, SEM was utilized to examine the fracture morphology after SSRT tests. The ductile fracture surfaces characterized by micro-void coalescence (MVC) dimples were observed in all H-uncharged specimens, as shown in Figure 6a, c, and e. Conversely, all H-charging specimens consistently displayed hybrid fracture modes, featuring distinct brittle zone alongside ductile region. Indications of overview micrography with no necking were observed in the 0 V and 4 V steels, in which the brittle region exhibited quasi-cleavage (QC) features, as illustrated in Figure 6b, d. However, the 10 V steel exhibited a necking phenomenon accompanied by a mixed fracture mode of MVC dimples and QC features within its brittle regions. A quantitative analysis revealed a substantial decrease in the fraction of hydrogen-induced brittle regions with increasing vanadium content. Combined with the IHE and the fracture morphology after H-charging, these results suggest that the 10 V steel demonstrated superior resistance to HE.
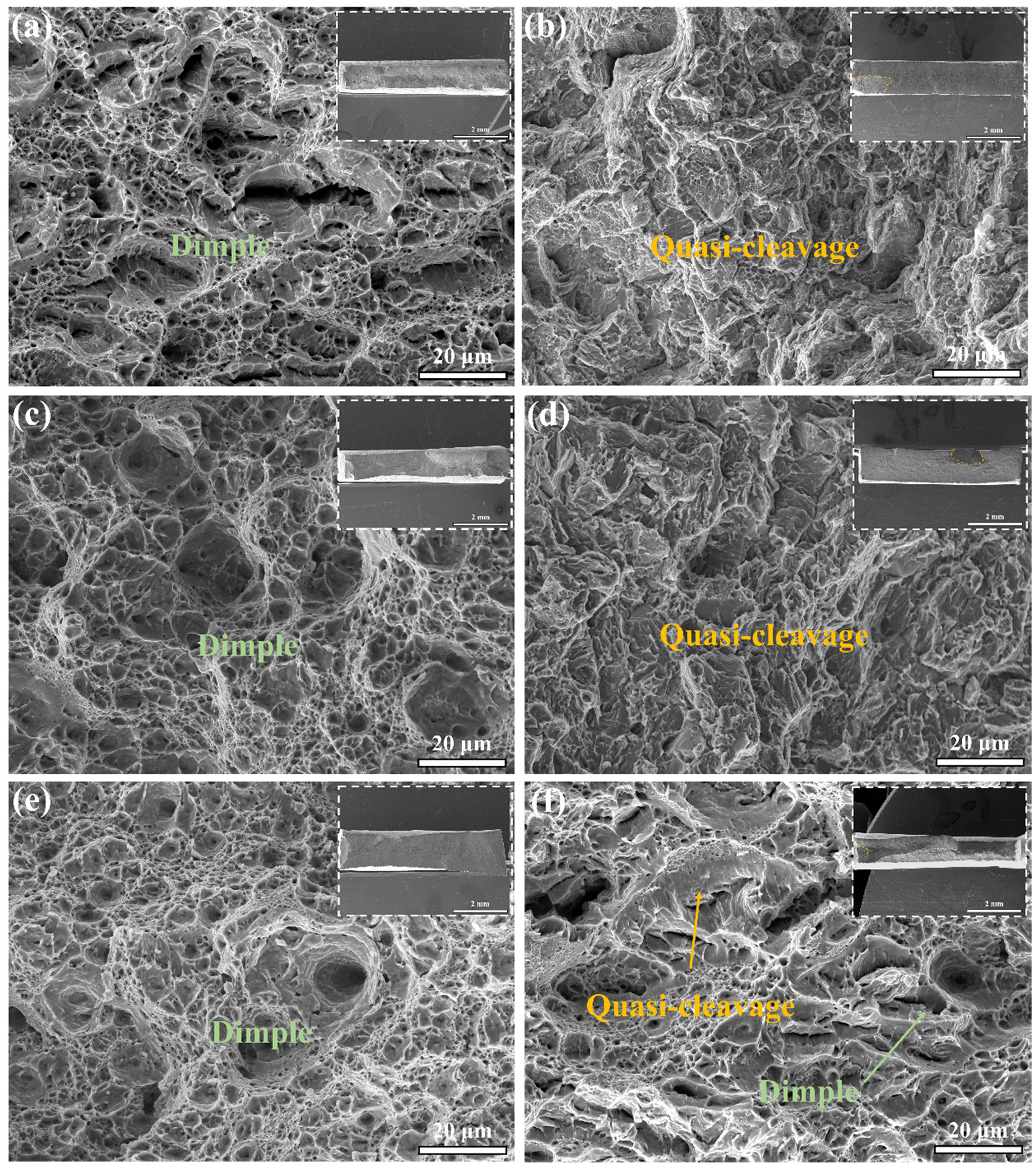
The fracture morphology of the H-uncharged specimens for (a) 0 V, (c) 4 V and (e) 10 V steels and the H-charged specimens for (b) 0 V, (d) 4 V, and (f) 10 V steels. The insets in each image show overview micrograph of each specimen.
Effect of V on the HE resistance
HE resistance is influenced by multiple hierarchical microstructural features, encompassing grain boundaries, dislocation, grain size, and precipitation. 3 All of the specimens examined in this study possessed a martensite lath structure with high density tangled dislocations (Figure 1). However, V addition refined both the PAGS and martensite lath, as shown in Figure 1 and Figure 2. The PAGS was decreased from 27.3 μm to 14.3 μm, and the lath width was concurrently reduced from 497 nm to 251 nm by the addition of 0.1 wt.% V. Compared to the 0 V steel, numerous nanosized VC were dispersed within the matrix in the 10 V steels. The Zener pinning effect from simulated coiling-induced carbides effectively inhibited austenite grain boundary migration during austenitizing. 48 Due to less VC precipitates in 4 V steel, the refinement of the PAGS was not significant compared with 0 V steel. Researchers widely acknowledge that grain refinement can increase the number of grain boundary and reduce the hydrogen concentration per unit grain boundary area, which contributing to suppressing local hydrogen accumulation at PAGBs.6,49
Figure 7 shows the grain boundary distribution maps and the corresponding volume fractions of each boundary in the 0 V, 4 V, and 10 V steels. With increasing V content, the fraction of low-angle grain boundaries (LAGBs) increased slightly, while the fraction of high-angle grain boundaries (HAGBs) showed a slight decrease. This may be attributed to the grain refinement induced by VC. Similar results have also been observed.6,13 HAGBs, which contain a high density of vacancies, could promote hydrogen accumulation, whereas LAGBs demonstrate higher resistance to crack propagation. Therefore, an increased proportion of LAGBs contributes to enhanced HE resistance.

Grain boundary distribution maps of (a) 0 V, (b) 4 V, and (c) 10 V steel, as well as (d) the volume fraction of each type of grain boundary.
Dislocation density also influences resistance to HE. The dislocation densities in the three hot-stamping steels were determined using X-ray diffraction (XRD) based on the method originally developed by Williamson and Hall.
50
Assuming that the internal strain is generated only by dislocations, the relationship between dislocation density and internal strain ε is given by
50
:

The X-ray diffractograms of the three steels are shown in Figure 8(a), reflecting a bcc martensite structure. Figure 8(b) shows that Bcosθ and 4sinθ have a linear relationship, and the internal strains ε can be obtained by taking the slope of the fitted line. The dislocation density of 0 V, 4 V, and 10 V steels are calculated to be 2.87 × 1015 m−2, 2.39 × 1015 m−2, 2.05 × 1015 m−2, respectively. As the V content increases, the dislocation density decreases. We attribute the reduction in dislocation density to the consumption of interstitial C by VC precipitates formed in the martensite matrix. Our recent work 48 also indicated that the dislocation strengthening increment at 0.2 wt.% V is lower than that at 0.04 wt.% V. According to the hydrogen-enhanced localized plasticity (HELP) mechanism, hydrogen facilitates dislocation motion, leading to dislocation pile-up at PAGBs or other defects, thereby promoting crack nucleation. Consequently, the reduction of dislocation density can effectively decrease the susceptibility to HE.
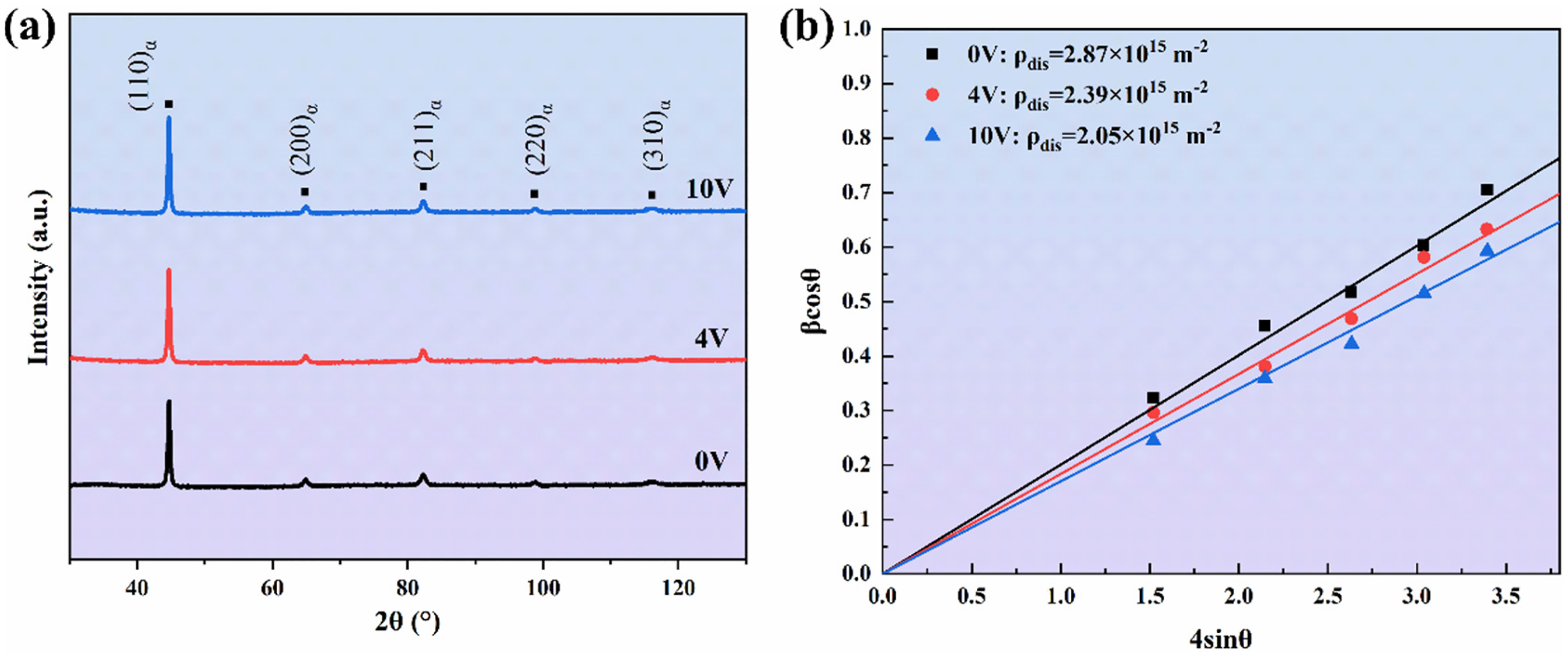
The calculation of dislocation density. (a) The XRD profiles of 0 V, 4 V, and 10 V steels. (b) Williamson–Hall plots.
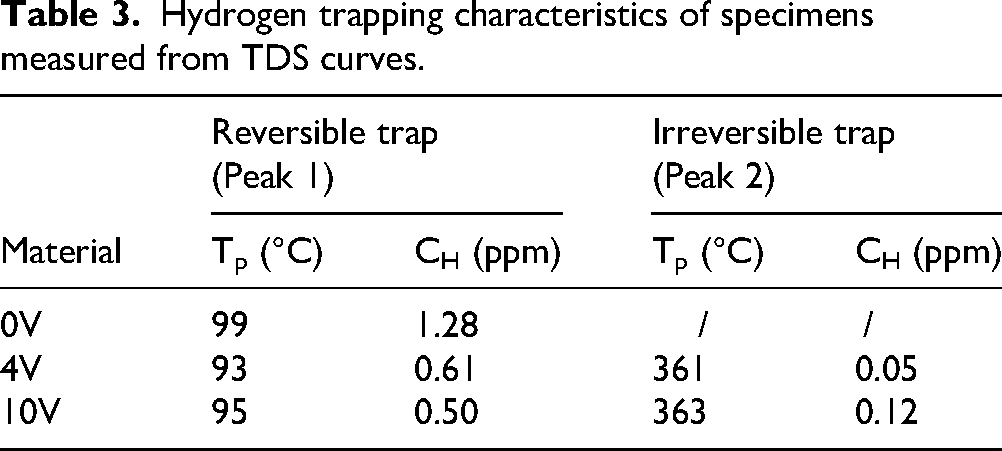
Hydrogen trapping capacity of the 0 V, 4 V, and 10 V steels was characterized by TDS tests, as shown in Figure 9 and Table 3. For the 0 V steel, the TDS curve exhibited a single peak at around 99 °C. However, the two distinct peaks (Peak 1 at ∼95 °C and Peak 2 at ∼363 °C) were observed in the TDS curves of 4 V and 10 V steels. It is well-established that Peak 1 (< 300 °C) originates from reversible hydrogen traps (e.g., grain boundaries, dislocations) with low binding energies. 52 Peak 2 corresponds to irreversible hydrogen trapping at VC nanoprecipitates, as directly evidenced by Takahashi et al. 53 through APT observations of hydrogen segregation at carbon vacancies on (001)VC coherent interface. HE fundamentally arises from the accumulation of diffusible hydrogen at microstructural defects such as grain boundaries, dislocations, and inclusions, where localized hydrogen segregation reduces cohesive strength and promotes crack initiation. 54 It is evident that the Peak 1 intensity of V-alloying steel reduced, corresponding to a lower diffusible hydrogen concentration. Moreover, the 10 V steel shows a higher irreversible hydrogen content (0.12 ppm) compared to 4 V steel (0.05 ppm), which indicates that 10 V steel contained more non-diffusible hydrogen due to its more abundant VC nanoprecipitates. Furthermore, the increase in irreversible hydrogen content correlates with the increased number density of VC observed in Figure 3 and the size distribution in Figure 4, demonstrating that both the amount and size of VC precipitates control hydrogen trapping efficiency. Concurrently, the reduction in both HAGBs and dislocation density decreases the number of reversible hydrogen traps, thereby substantially lowering the overall diffusible hydrogen content in the V-containing steels. Besides the quantity of precipitates, the HE resistance is also related to the size of precipitates. Larger precipitate sizes are associated with an increased density of defects at the precipitate/matrix interface, which promotes the accumulation of hydrogen atoms and facilitates crack initiation. Lee et al. 55 reported that VC precipitates larger than 70 nm in diameter could cause brittle fracture and reduce HE resistance. In our study, the precipitates in 10 V steel varied in size from a few nanometers up to 50 nm, which is insufficient to trigger crack formation. Additionally, the presence of appropriate defects that act as hydrogen traps enhanced the HE resistance. Therefore, the 10 V steel exhibited distinguished HE resistance. Future work will involve aging treatments to systematically investigate the effect of precipitate coarsening on HE resistance.
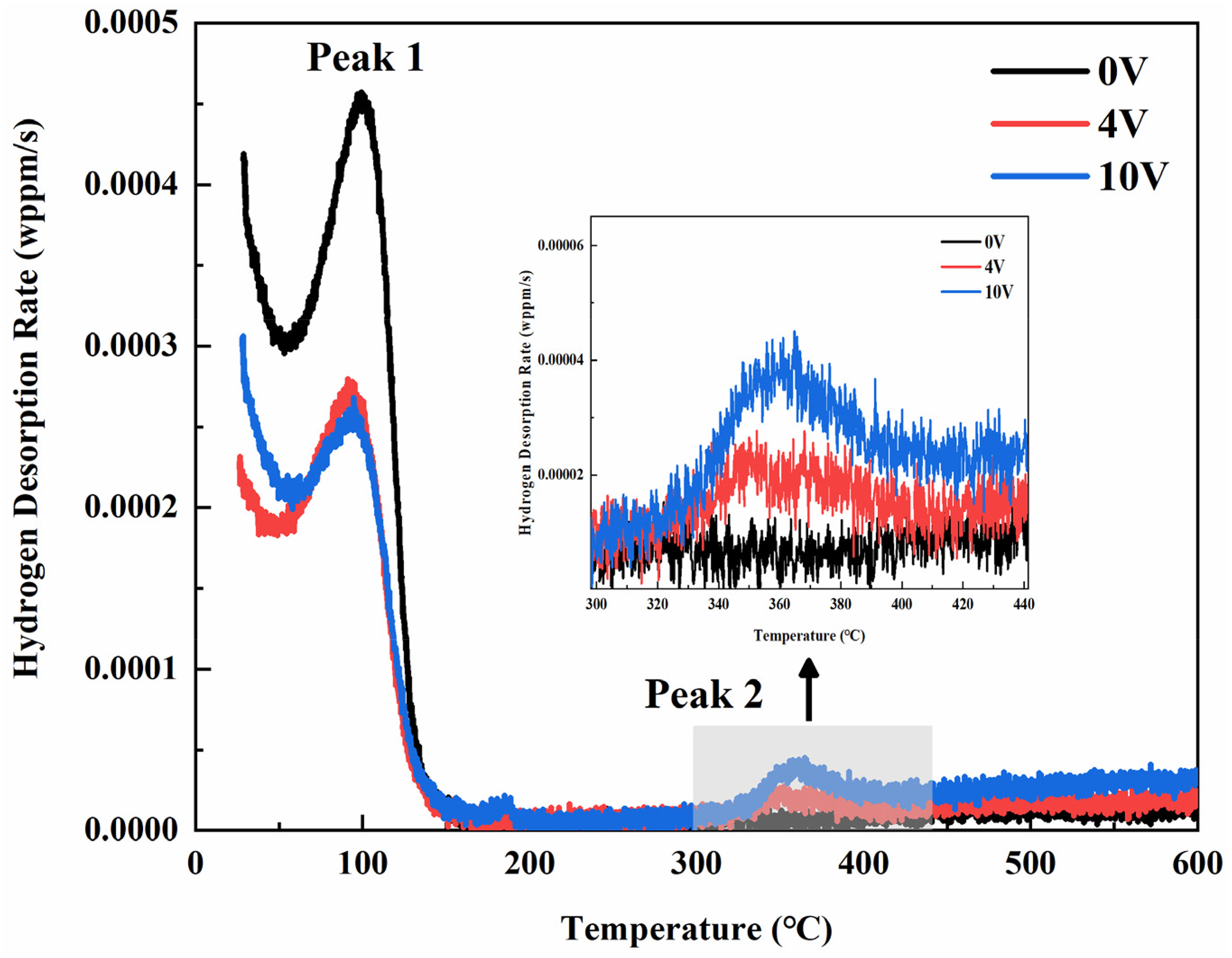
The TDS curves at the heating rate of 100 °C/h for the 0 V, 4 V, and 10 V steels.
Hydrogen trapping characteristics of specimens measured from TDS curves.
To further understand the hydrogen-induced-fracture mechanism of the studied steels, EBSD was conducted on the fracture surface to obtain the characteristics of the microcracks. Figure 10 shows the IPF maps and kernel average misorientation (KAM) of the hydrogen-induced cracks for the 0 V and 10 V steels. In both steels, the microcracks propagated predominantly within prior austenite grains, displaying a characteristic QC fracture (Figure 6(b), f). KAM map is typically used to evaluate dislocation density. 56 The KAM value at the crack tip for the 0 V steel is 1.08, which is larger than that in the crack free area (0.78), indicating that a higher dislocation density at the crack tip, as indicated by the elevated KAM values (marked by the red box). In contrast, the KAM values (0.97) near the crack in the 10 V steel did not exceed those in the crack-free regions (0.98). These results, in accordance with the HELP mechanism,3,57 suggest that hydrogen facilitates dislocation movement in the 0 V steel, leading to accumulation of dislocations in the local region of crack tip. Regarding to the 10 V steel, the HELP mechanism was weakened due to the reduced diffusible hydrogen and the VC irreversible hydrogen traps. Consequently, the 0 V steel fractured quickly before reaching tensile strength, while 10 V steel underwent sufficient plastic deformation.

EBSD analysis of hydrogen-induced microcracks near the fracture surface of SSRT specimens: (a, b) IPF map and KAM map for 0 V steel. (c1, c2) Frequency distribution of KAM values marked in (b). (d, e) IPF map and KAM map for 10 V steel. (f1, f2) Frequency distribution of KAM values marked in (e).
Based on the above analysis, the effect of V addition on the HE resistance can be summarized as follow: Firstly, grain refinement induced by VC pinning the austenite grain boundaries decreases the average hydrogen concentration at grain boundaries. Meanwhile, VC nanoprecipitates act as irreversible hydrogen traps and reduce the diffusible hydrogen concentration, thereby suppressing the occurrence of HELP. As a result, the 10 V steel demonstrates the most pronounced improvement in HE resistance.
Conclusions
This study investigated the efficacy of V microalloying on enhancing HE resistance of a strip casting hot-stamping steel. The major conclusions are as follows:
V could enhance the HE resistance of a strip casting hot-stamping steel. The addition of 0.04 wt.% V does not significantly lower HE susceptibility. When the V content increases to 0.1 wt.%, the HE susceptibility decreases from 51.5% to 14.5%. In the process of simulated strip casting, the 4 V steel has a few number and small size of VC precipitates, resulting in insufficient grain refinement. In contrast, the PAGS reduction was more pronounced by the addition of 0.1 wt.% V, which is attributed to more number and larger size of VC precipitates. The formation of VC increases irreversible hydrogen traps, reduces the content of diffusible hydrogen and inhibits the HELP mechanism, ultimately improving the HE resistance.
Footnotes
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China, Open Fund project of State Key Laboratory of Materials Processing and Die & Mould Technology, (grant number No. 52293395, No: P2024-005).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.