
Abstract
Large-thickness-ratio (LTR) Al/Mg/Al laminated composites were fabricated by single-pass hot rolling with reduction ratios from 33% to 66%. The effects of reduction ratio on interfacial morphology, bonding quality, microstructural evolution, and mechanical properties were investigated. With increasing reduction, both Al and Mg layers thinned, while the Mg/Al thickness ratio peaked at 49%. Differential plastic flow induced wavy interfaces at higher reductions, and continuous, well-bonded interfaces were obtained at reductions ≥49%. Increasing reduction promoted grain fragmentation, shear-band formation, and dynamic recrystallization in the Mg core. Tensile strength varied slightly, whereas elongation was highly sensitive to reduction ratio, reaching a maximum of 26% at 49%. These results provide guidance for optimizing high-performance LTR Al/Mg/Al laminates.
Keywords
Introduction
Magnesium and its alloys are widely used in aerospace and military applications due to their low density, high specific strength and stiffness, excellent damping capacity, electromagnetic shielding capability, and recyclability.1–5 However, their poor corrosion resistance 6 and the limited number of active slip systems associated with the hexagonal close-packed (HCP) structure result in tension-compression asymmetry and unstable plastic deformation, 7 which restrict their processing stability and industrial applicability. Recent studies have shown that severe-plastic-deformation (SPD) techniques, such as the modified tube cyclic expansion extrusion (M-TCEE) process used for AM60 magnesium alloys, can simultaneously enhance strength and ductility through intensive grain refinement and dynamic recrystallization. 8 These findings underscore the critical role of deformation-induced microstructural evolution in improving the mechanical performance of Mg-based materials. While SPD processes improve monolithic Mg alloys, the present work adopts an alternative strategy based on an Al/Mg/Al laminated structure, where constrained deformation and interfacial bonding offer another effective route to achieving enhanced mechanical performance.
A key focus in materials science research is the development and fabrication of innovative composite materials. By integrating two or more metallic materials with distinct physical, chemical, and mechanical properties, new materials with enhanced performance can be achieved. Aluminum and its alloys offer outstanding corrosion resistance and exceptional machinability.9,10 To overcome the limitations of magnesium alloys, 11 Mg/Al laminated composites have emerged as a promising solution.12,13 The Al/Mg/Al laminated composites adopt a sandwich structure, where aluminum alloy layers are applied to the surfaces of the magnesium alloy core. The outer aluminum layers provide dual functionality: they act as a protective barrier to prevent direct exposure of the magnesium alloy to corrosive media, thereby enhancing its corrosion resistance. Additionally, during the forming process, the aluminum layers induce surface tensile stresses, effectively suppressing the initiation of surface cracks in the magnesium alloy. This significantly improves the formability and manufacturing capability of the composite.14,15 Recent studies have further advanced the understanding of deformation and fracture mechanisms in Al/Mg-based laminated composites. A DIC-assisted R-curve investigation of multi-layered Al-Mg laminates revealed strong thickness-dependent crack propagation behavior and demonstrated that interfacial constraint plays a key role in fracture toughness evolution. 16 Other work has shown that post-annealing and ultrasonic vibration can significantly enhance the formability of multilayered Al/Mg laminates by modifying interfacial bonding and activating additional deformation modes. 17 In addition, research on Al/Mg-Li/Al laminates processed by cold roll bonding has highlighted that layer thickness ratios strongly govern crack initiation sites, delamination behavior, and overall fracture response. 18
Roll bonding remains the most economical and scalable technique for fabricating metallic laminates.19–21 However, disparities in deformation capacity between dissimilar material layers during rolling often result in interfacial bonding instability, plate warping, or interlayer fracture, which severely compromise the performance of Mg/Al laminated composites.22,23 The rolling process involves highly nonlinear and intricate deformation mechanisms, 24 making the analysis of interlayer stress distribution and strain evolution exceptionally challenging. 25 Additionally, the rolling bonding mechanism between different metals in laminated composites requires further in-depth research.
With increasing demands for lightweight structural materials in aerospace and defense fields,26,27 enhancing the thickness ratio of the Mg core has become a promising route to improve the load-bearing capability of Mg/Al laminates.28,29 However, critical knowledge gaps persist, particularly regarding the roll-bonding mechanisms of high-strength lightweight Mg/Al laminated composites with thickness ratios exceeding 10:1. The effects of rolling parameters such as reduction ratio, rolling temperature, and surface pretreatment on interfacial bonding and deformation compatibility remain insufficiently explored.
Although considerable progress has been made in Mg/Al laminated composites, most existing studies focus on moderate thickness ratios, multi-pass rolling schedules, or post-processing treatments such as annealing and transition-layer modification. Consequently, the deformation compatibility, interfacial bonding behavior, and microstructural evolution of single-pass large-thickness-ratio (≥10:1) Al/Mg/Al laminates remain insufficiently understood, limiting their process optimization and industrial application. To address this gap, the present work systematically investigates how rolling reduction affects interface morphology, bonding quality, grain evolution, and mechanical performance in LTR laminates. Particular attention is given to identifying the optimal reduction ratio, clarifying the formation mechanism of the wavy interface caused by differential plastic flow, and establishing quantitative correlations between microstructure and tensile/bending behavior, thereby providing guidance for the design and continuous production of high-performance LTR Mg/Al laminated composites.
Materials and experimental methods
Materials
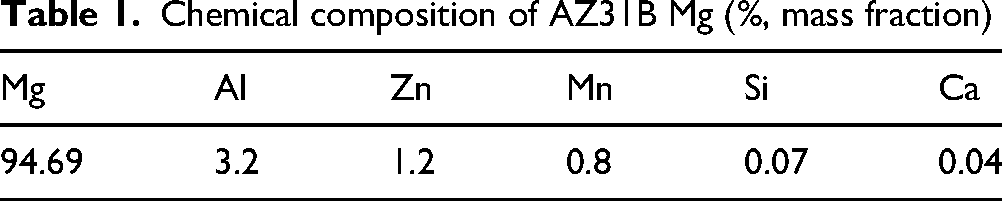
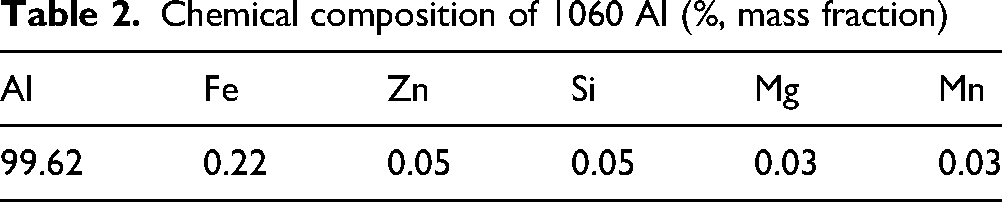
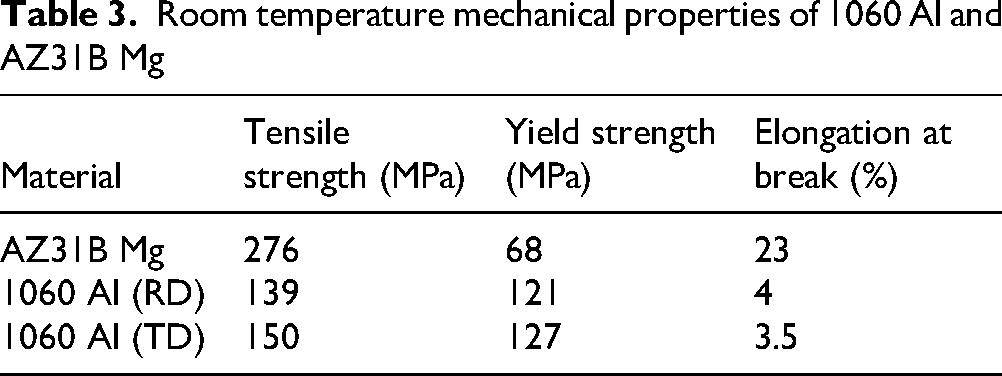
The experimental materials used in this study were AZ31B Mg sheets and 1060 Al strips, whose chemical compositions are listed in Tables 1 and 2, respectively. The AZ31B Mg sheet had nominal dimensions of 100 × 60 × 5 mm3, while the 1060 aluminum strip measured 100 × 60 × 0.2 mm3. Figure 1 shows the engineering stress–strain curves obtained from tensile tests of the as-received AZ31B Mg and 1060 Al, and the corresponding room-temperature mechanical properties are summarized in Table 3.
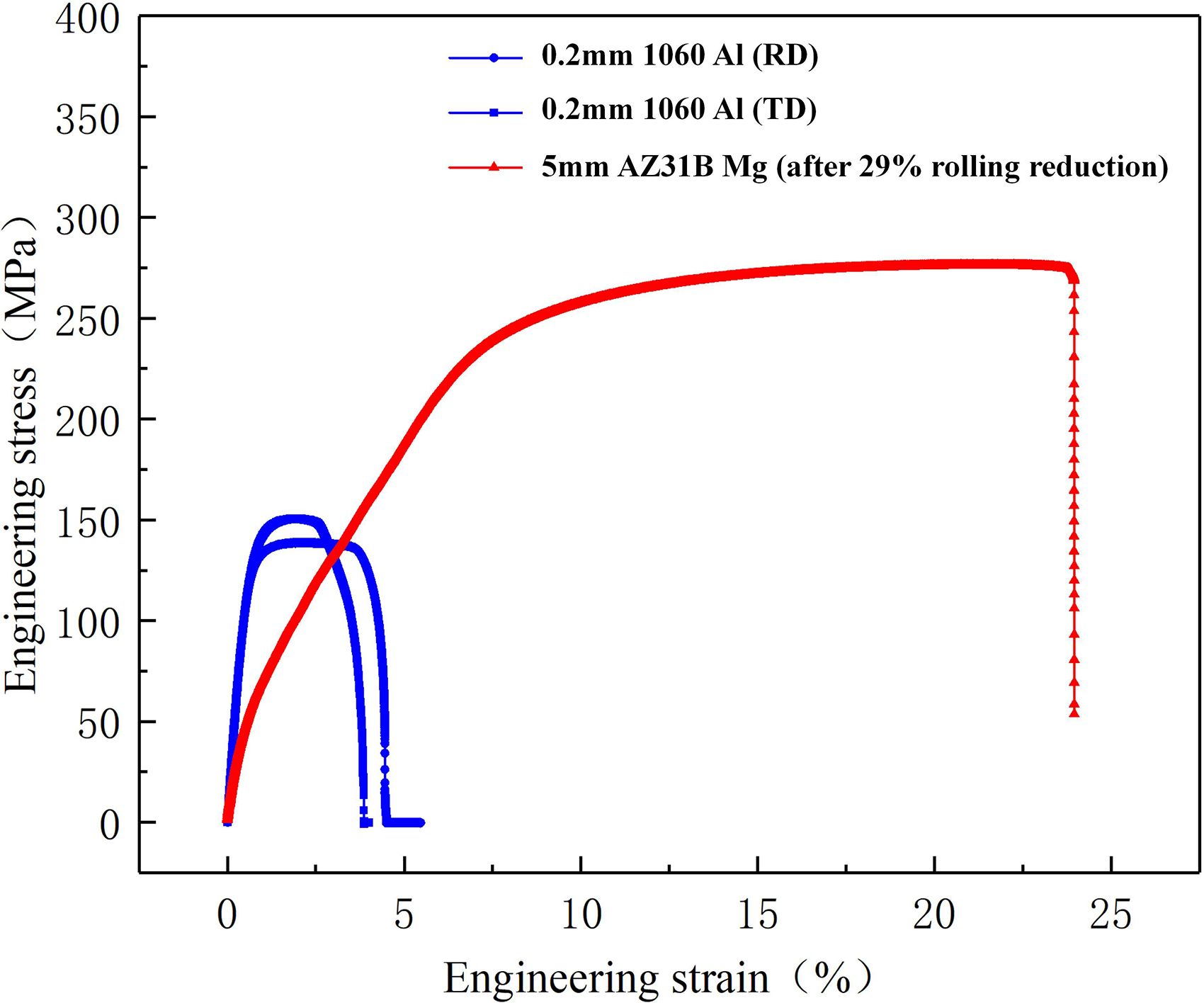
Stress-strain diagram of original aluminum strip and magnesium plate.
Chemical composition of AZ31B Mg (%, mass fraction)
Chemical composition of 1060 Al (%, mass fraction)
Room temperature mechanical properties of 1060 Al and AZ31B Mg
Preparation method of large thickness ratio (LTR) Al/Mg/Al laminate
The hot rolling preparation process of LTR Al/Mg/Al laminate is illustrated in Fig. 2. The specific steps are as follows:
The bonding surfaces of the billets were first cleaned with alcohol to remove oil residues, followed by mechanical polishing with a steel wire brush to eliminate the oxide layer and expose fresh metal. The billets were then assembled by riveting the front end and securing the rear end with iron wire. The assembled billets were placed in a CHY-1700 vacuum tube furnace and heated at 400°C for 10 min under argon protection. Immediately after heating, the billets were transferred to the rolling mill for deformation. Rolling was performed using a mill equipped with 250 mm-diameter rolls at a speed of 0.123 m/s. The reduction ratios were set to 33%, 41%, 49%, 60%, and 66%, followed by air cooling after rolling. The experimental equipment used in the preparation process is shown in Fig. 3.
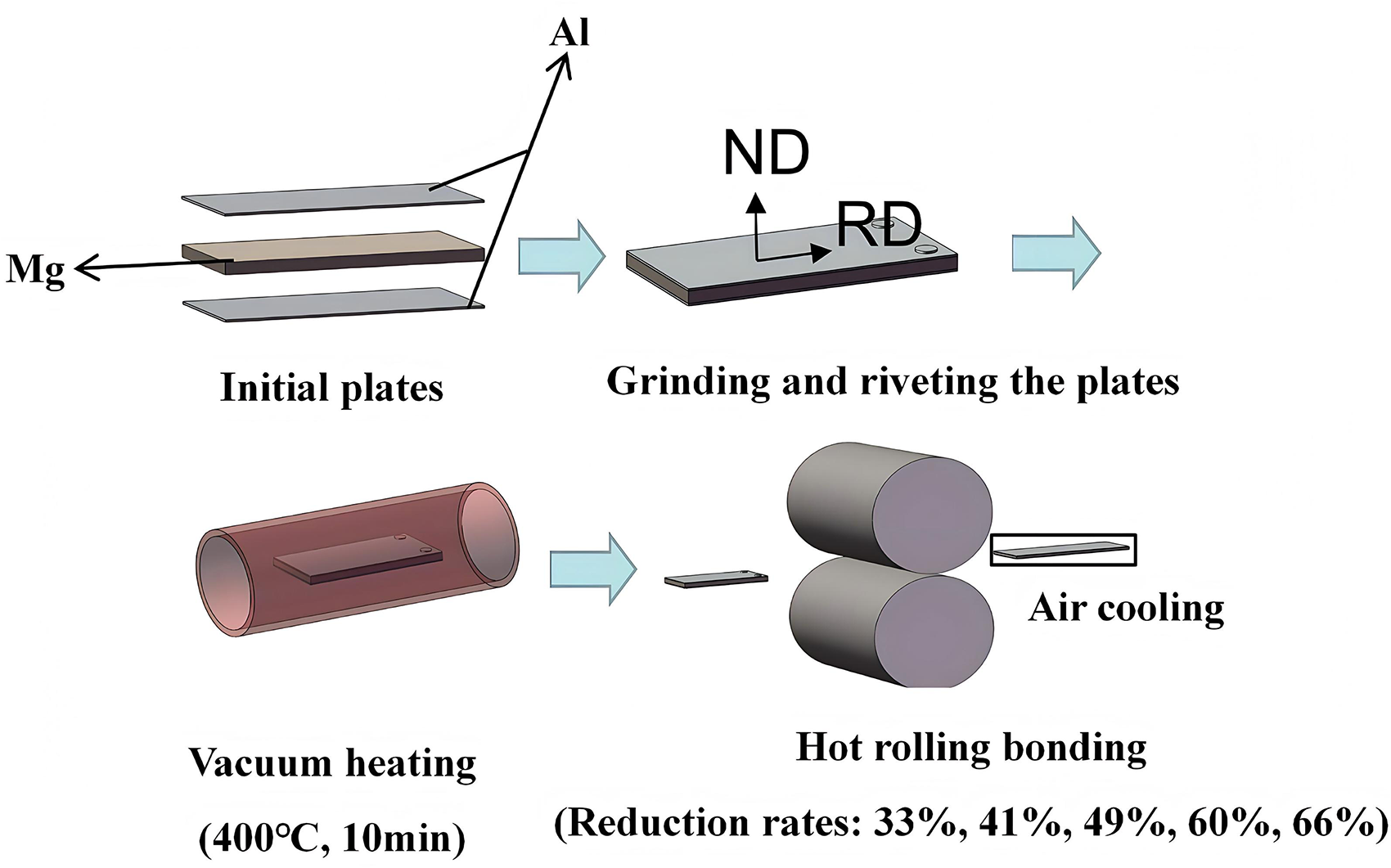
Schematic of rolling process.
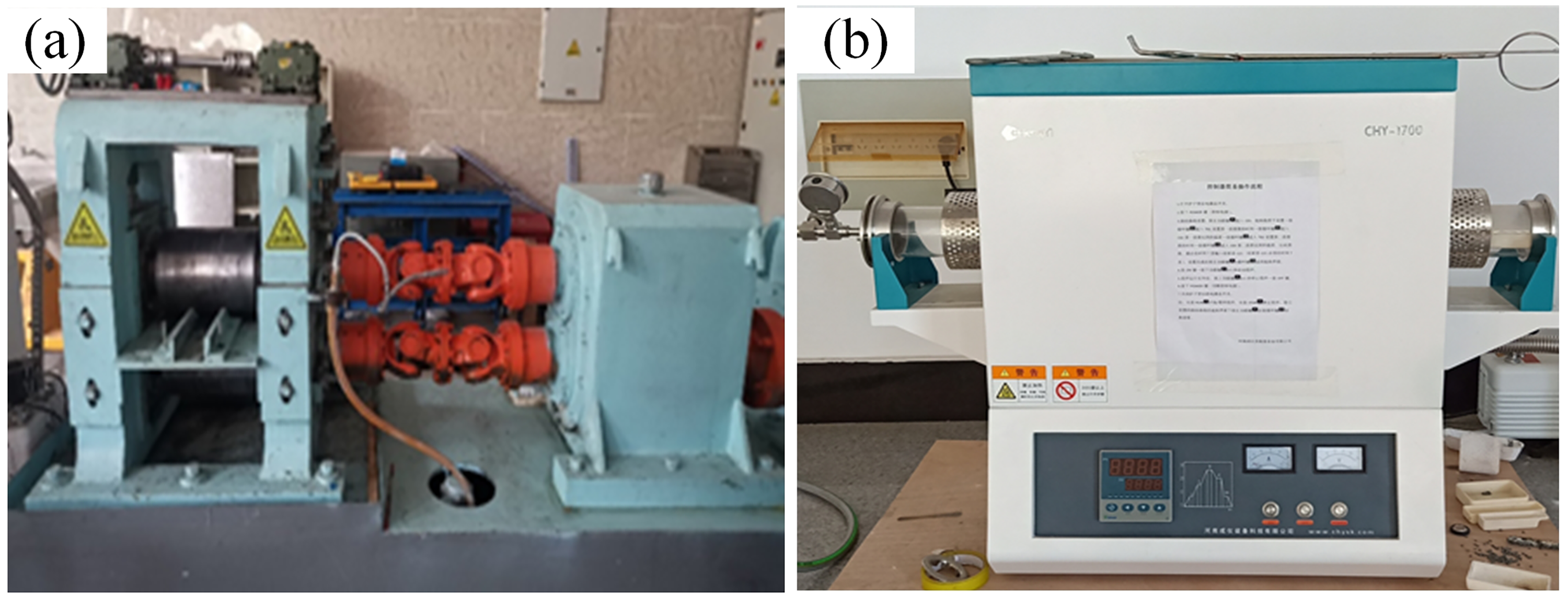
Experimental equipment. (a) Rolling Equipment and (b) Vacuum Tube Furnace.
Characterizations
To characterize the interfacial bonding of the laminates, the rolled LTR Al/Mg/Al plates were sectioned along the rolling direction using an electrical-discharge wire-cutting machine to obtain specimens with dimensions of 10 × 5 mm2. The RD–ND plane (as indicated in Fig. 2) was subsequently prepared by standard metallographic grinding and polishing.
A JSM-IT500 scanning electron microscope (SEM) was employed to examine the interfacial morphology of the laminates. Prior to SEM observation, the polished specimens were etched for approximately 10 s using a chemical solution composed of 5.5 g picric acid, 5 g glacial acetic acid, 90 ml ethanol, and 10 ml water. The microstructure of the magnesium alloy matrix at different rolling reduction ratios was characterized using an optical microscope.
A three-point bending test was conducted using an Instron 5969 universal testing machine to evaluate the bending performance of the laminates fabricated at different reduction ratios. The bending specimens had dimensions of 10 × 50 mm2. A schematic of the three-point bending configuration is shown in Fig. 4, in which the loading span was 30 mm and the punch speed was set to 2.5 mm/min.
Tensile tests were performed in accordance with the GB/T 228.1-2010 standard using an Instron 5969 universal testing machine. The laminates fabricated at different reduction ratios were tested at a tensile rate of 0.5 mm/min. The geometry of the tensile specimens is shown in Fig. 5.
The fracture morphology of the tensile specimens was examined using SEM to assess the influence of the reduction ratio on the tensile behavior of the LTR Al/Mg/Al laminates.
Results and discussion
The effect of reduction ratio on macroscopic morphology
Fig. 6 shows the macroscopic morphology of the LTR Al/Mg/Al laminates under different reduction ratios. At 33% and 41%, the laminates remain straight and uniform, with only a few short edge cracks. However, when the reduction ratio increases to 60% and 66%, pronounced edge cracking appears due to intensified deformation non-uniformity and the resulting additional tensile stresses at the sheet edges.
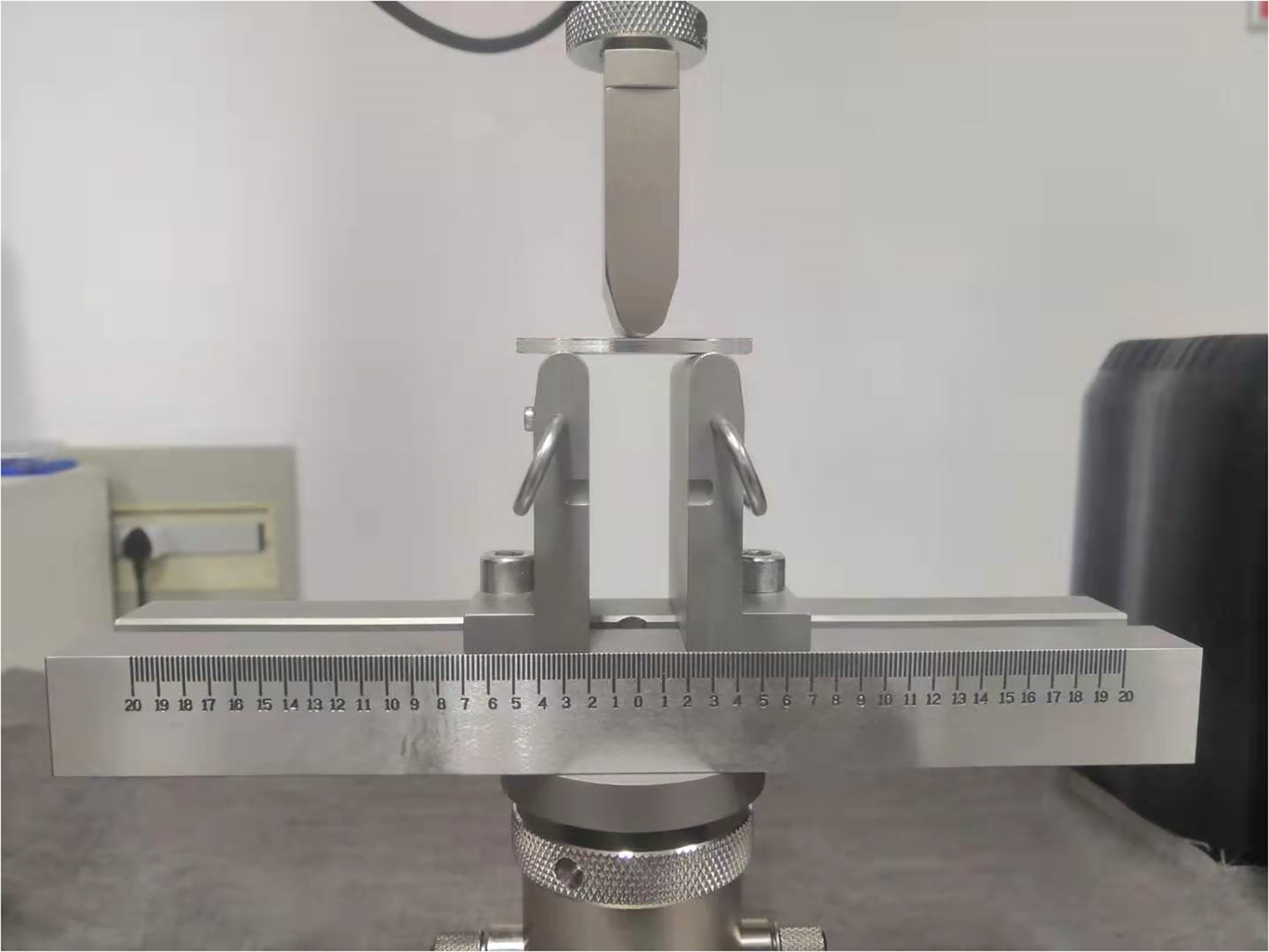
Three-point bending test equipment.
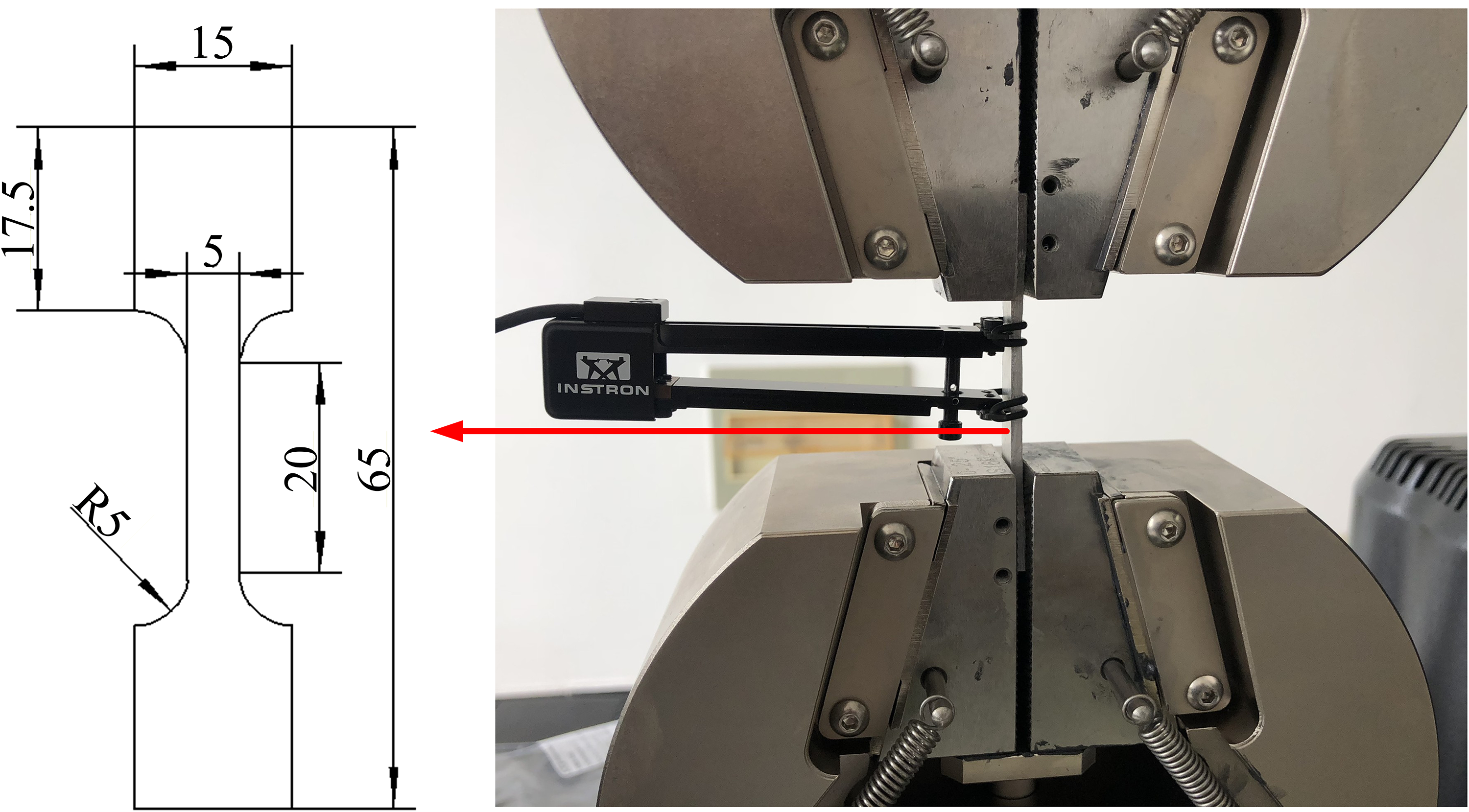
Schematic drawing of tensile specimen.

Comparison of edge cracking at different reduction ratios (a) 33%; (b) 41%; (c) 60%; and (d) 66%.
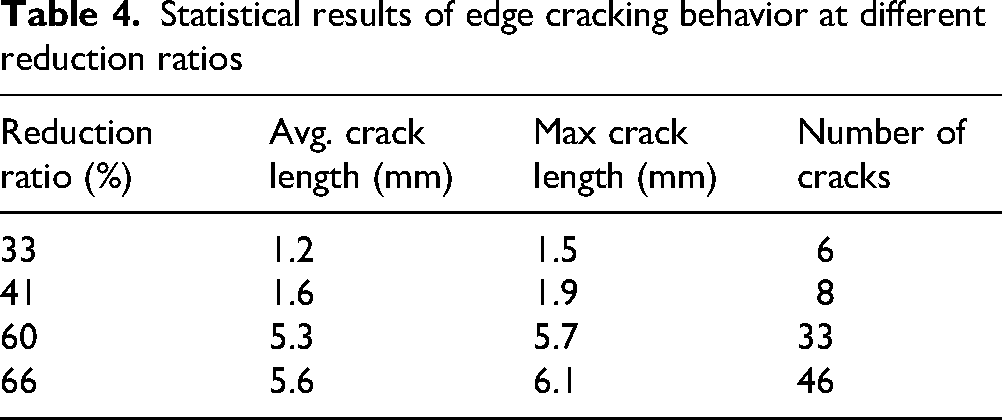
To quantitatively substantiate these observations, statistical crack measurements were conducted, and the results are summarized in Table 4. As illustrated in Fig. 7, both the average crack length and the number of edge cracks increase sharply once the reduction ratio exceeds 50%. The average crack length rises from 1.2–1.6 mm at 33–41% to 5.3–5.6 mm at 60–66%, while the number of cracks increases from fewer than 10 to more than 30 per sample. These quantitative results confirm that higher reduction ratios significantly intensify edge cracking due to increased roll bending, enhanced deformation heterogeneity, and elevated tensile stresses along the laminate edges.
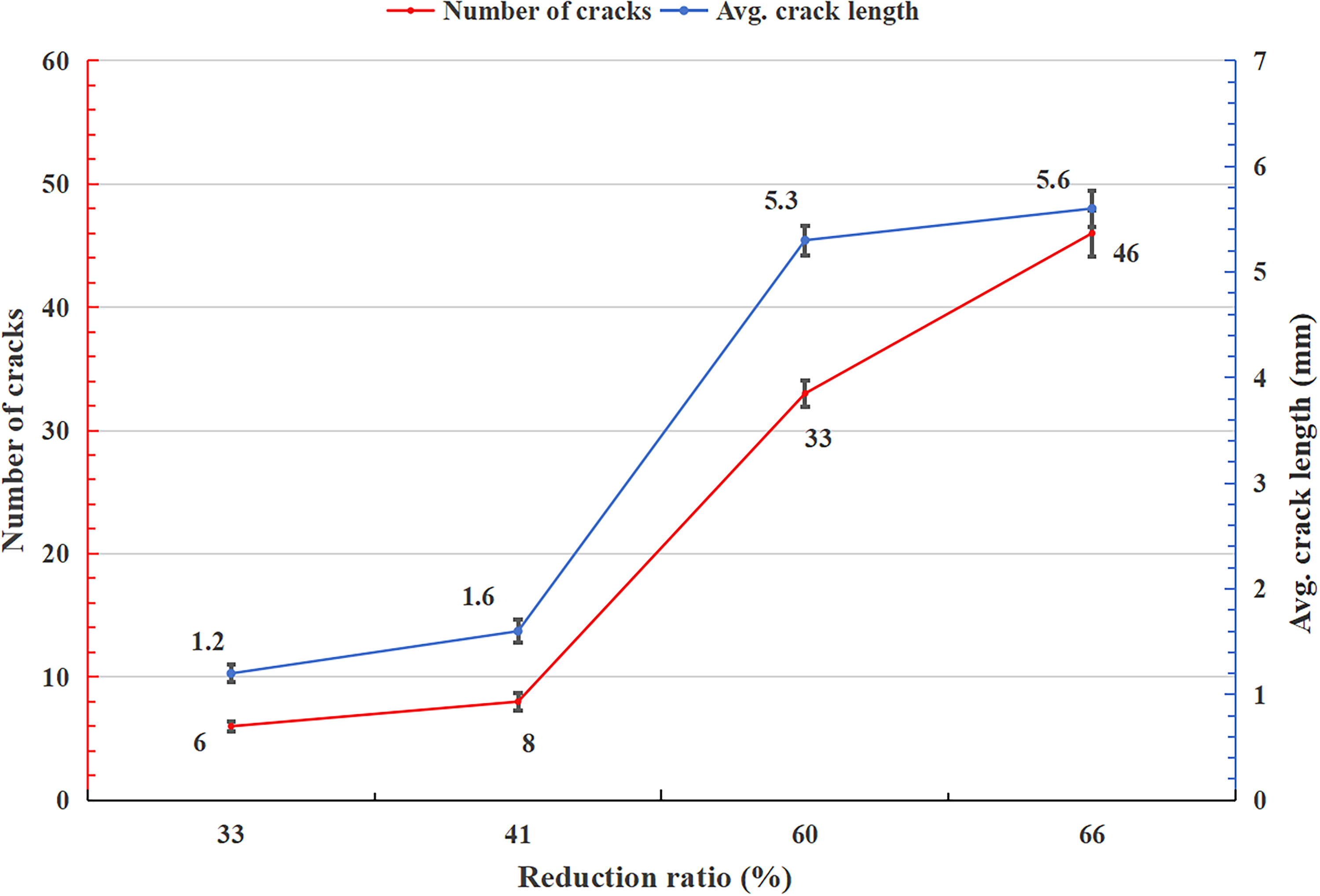
Variation of average crack length and crack number with reduction ratio.
Statistical results of edge cracking behavior at different reduction ratios
In addition to the tensile stress generated by roll bending, edge cracking in LTR Al/Mg/Al laminates results from the combined influence of several deformation mechanisms. First, the significant deformation incompatibility between the soft Al layers and the harder Mg core leads to severe strain localization near the free edges, especially at higher reduction ratios. Second, frictional constraints at the roll-sheet interface create a pronounced through-thickness strain gradient, which further amplifies tensile and shear stresses at the edges. Third, the large equivalent strain imposed during hot rolling promotes the formation of shear-affected zones and local plastic instability along the edges, providing preferential sites for crack initiation. These coupled effects collectively explain the substantial increase in crack length and crack number observed at 60% and 66% reduction ratios.
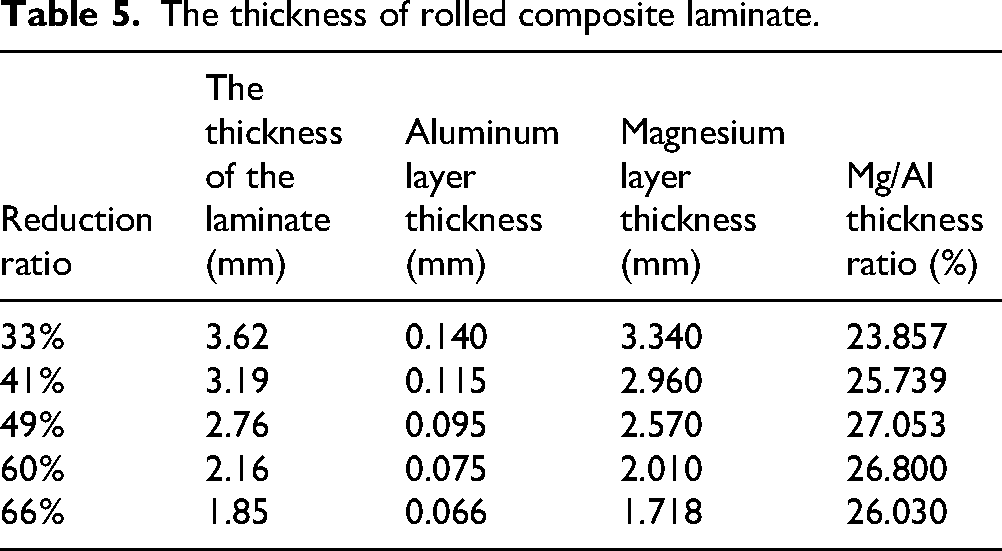
To examine the influence of reduction ratio on the layer thicknesses within the Al/Mg/Al laminate, the total thickness of the rolled laminate and the individual layer thicknesses were measured, as summarized in Table 5. The variations in aluminum layer thickness and the Mg/Al thickness ratio with reduction ratio are presented in Fig. 8.
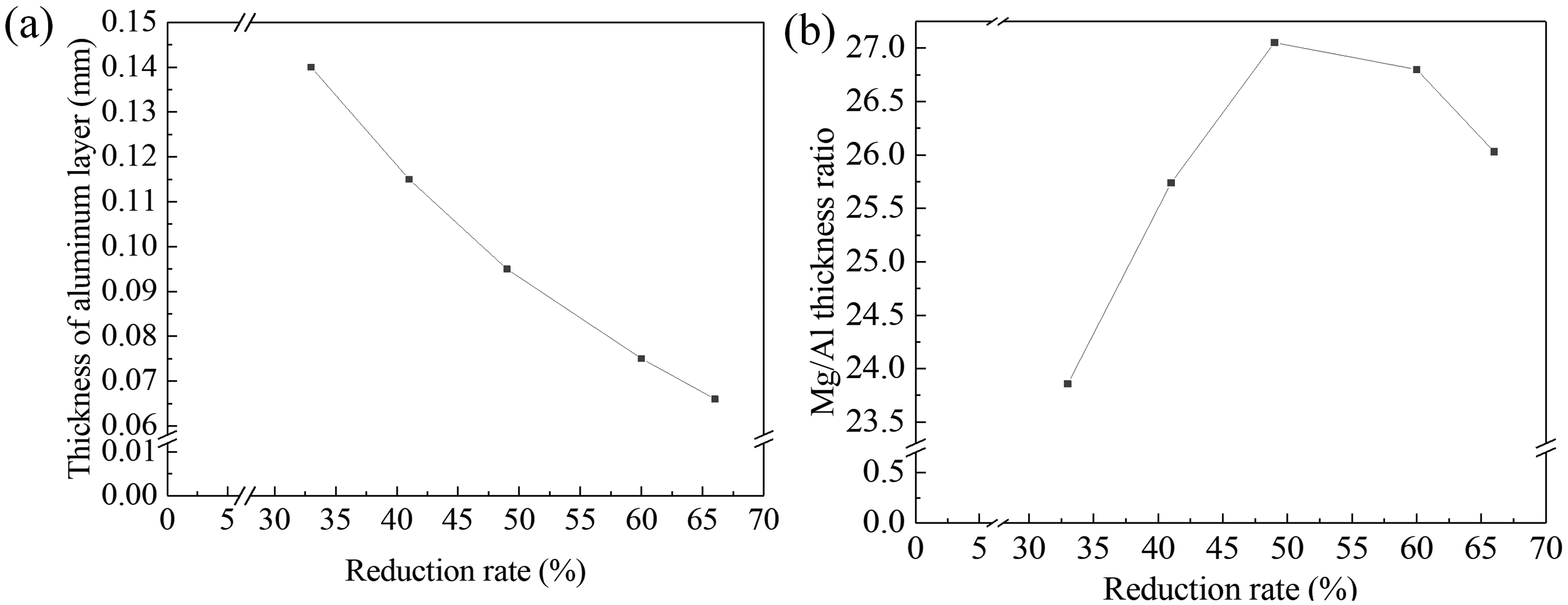
Variation trends of aluminum layer thickness and mg/al thickness ratio with different reduction ratios (a) thickness of aluminum layer; and (b) Mg/Al thickness ratio.
The thickness of rolled composite laminate.
As shown in Fig. 8, the Mg/Al thickness ratio exhibits a non-monotonic trend with increasing reduction ratio, first increasing and then decreasing. This behavior is governed by the distinct deformation characteristics of the Al and Mg layers under hot rolling.
At lower reductions (≤41%), the contact arc of the deformation zone is relatively short, resulting in minimal temperature loss in the aluminum layer. The flow stress of 1060 Al at 400°C is significantly lower than that of AZ31B Mg, and its strain-hardening rate is correspondingly weaker. As a result, the aluminum layer undergoes greater thickness compression than the magnesium layer, leading to an increasing Mg/Al thickness ratio.
When the reduction ratio reaches 49%, the deformation zone becomes longer and the aluminum layer experiences greater thermal loss, which increases both its flow stress and strain-hardening tendency. Meanwhile, the magnesium layer begins to enter a regime of grain fragmentation and dynamic recrystallization, which effectively reduces its deformation resistance. This shift in the relative deformability of the two layers results in a peak Mg/Al ratio at 49%.
At higher reductions (≥60%), the aluminum layer undergoes substantial work hardening, accompanied by grain refinement, which sharply increases its resistance to further deformation. In contrast, dynamic recrystallization in the magnesium core promotes softening and facilitates additional thickness reduction. Consequently, the magnesium layer thins more rapidly than the aluminum layer at high reductions, causing the Mg/Al thickness ratio to decrease.
The effect of reduction ratio on the microstructure
The Al/Mg/Al laminate examined in this study is symmetric with respect to its mid-plane; therefore, only one interface was selected for characterization. For the laminate rolled at a 33% reduction ratio, the interface remained only partially bonded. During mechanical polishing, interfacial separation occurred, preventing SEM characterization. SEM images of the bonding interfaces for reduction ratios of 41%, 49%, 60%, and 66% are shown in Fig. 9. As illustrated in Fig. 9(a), void defects are present at the interface of the laminate processed with a 41% reduction ratio. In contrast, the laminates rolled at 49%, 60%, and 66% exhibit continuous and well-bonded interfaces, as shown in Fig. 9(b)–(d). These observations indicate that hot rolling with a reduction ratio of 49% or higher enables the formation of a well-bonded interface in LTR Al/Mg/Al laminates.
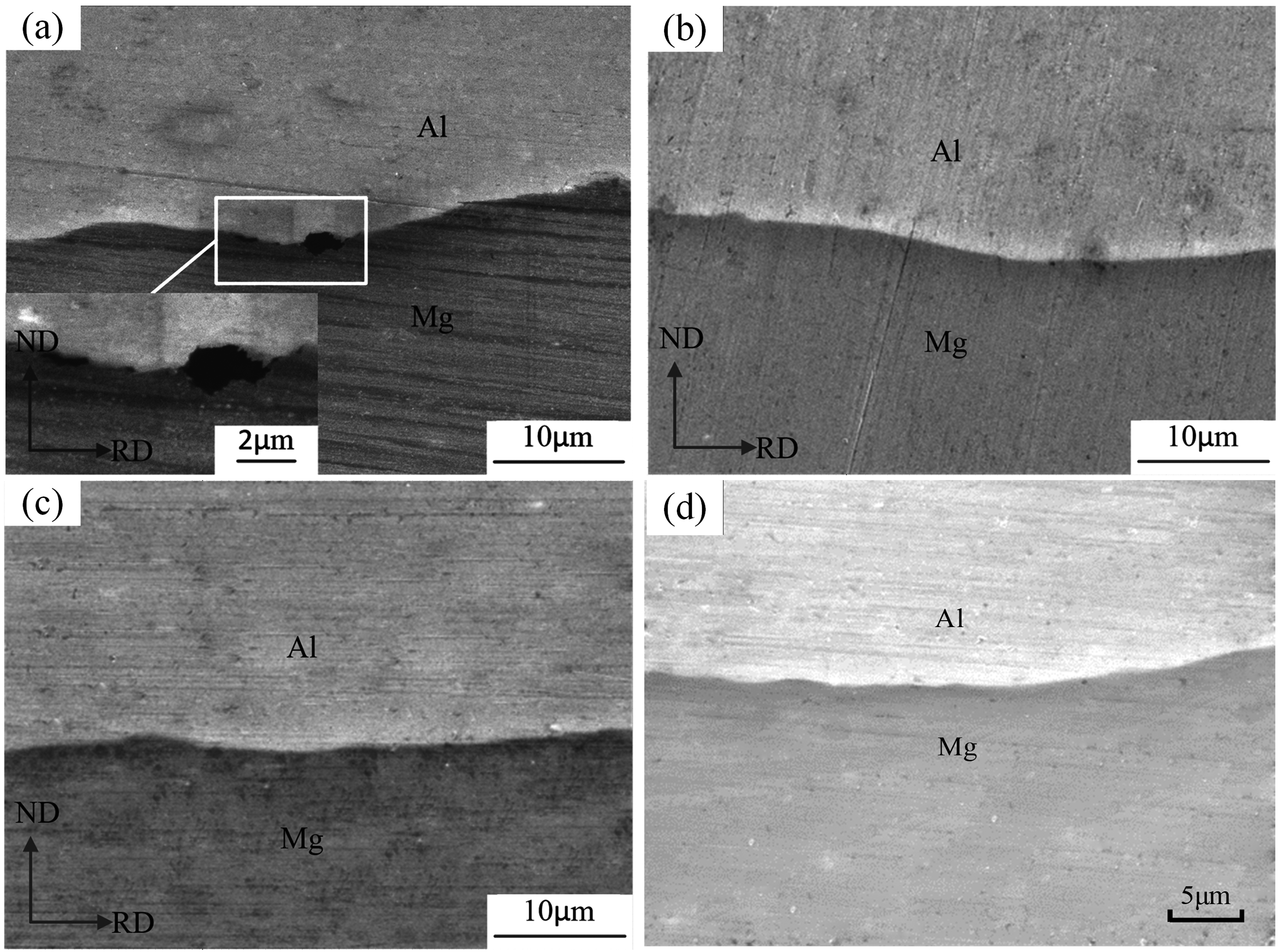
SEM morphology of the bonded interfaces of the Al/Mg/Al laminates, showing the wavy interfacial profile formed as a result of differential plastic flow between the Al and Mg layers during hot rolling. (a)Reduction ratio 41%; (b)Reduction ratio 49%; (c)Reduction ratio 60%; and (d) Reduction ratio 66%.
During the hot-rolling process, the initially flat Mg/Al interface gradually transforms into a wavy morphology, as shown in Figs. 9 and 10. This interfacial waviness is attributed to the plastic instability generated by the severe mismatch in flow stress, work-hardening behavior and deformation rate between the Al and Mg layers. When subjected to large compressive and shear strains, the softer aluminum tends to flow more rapidly, while the harder magnesium resists deformation, resulting in differential plastic flow and periodic shear localization along the interface. Similar instability phenomena have been reported in laminated metals processed by high-pressure torsion (HPT),30–32 where intense shear strains lead to vortex-like interfacial perturbations and roughening of originally planar boundaries. The development of a wavy interface increases the effective contact area and contributes to mechanical interlocking, thereby enhancing metallurgical bonding. However, excessive interface instability may also induce local stress concentration, which accelerates crack initiation during subsequent deformation. Thus, understanding the evolution of interfacial waviness is essential for optimizing the rolling parameters of LTR Al/Mg/Al laminates.
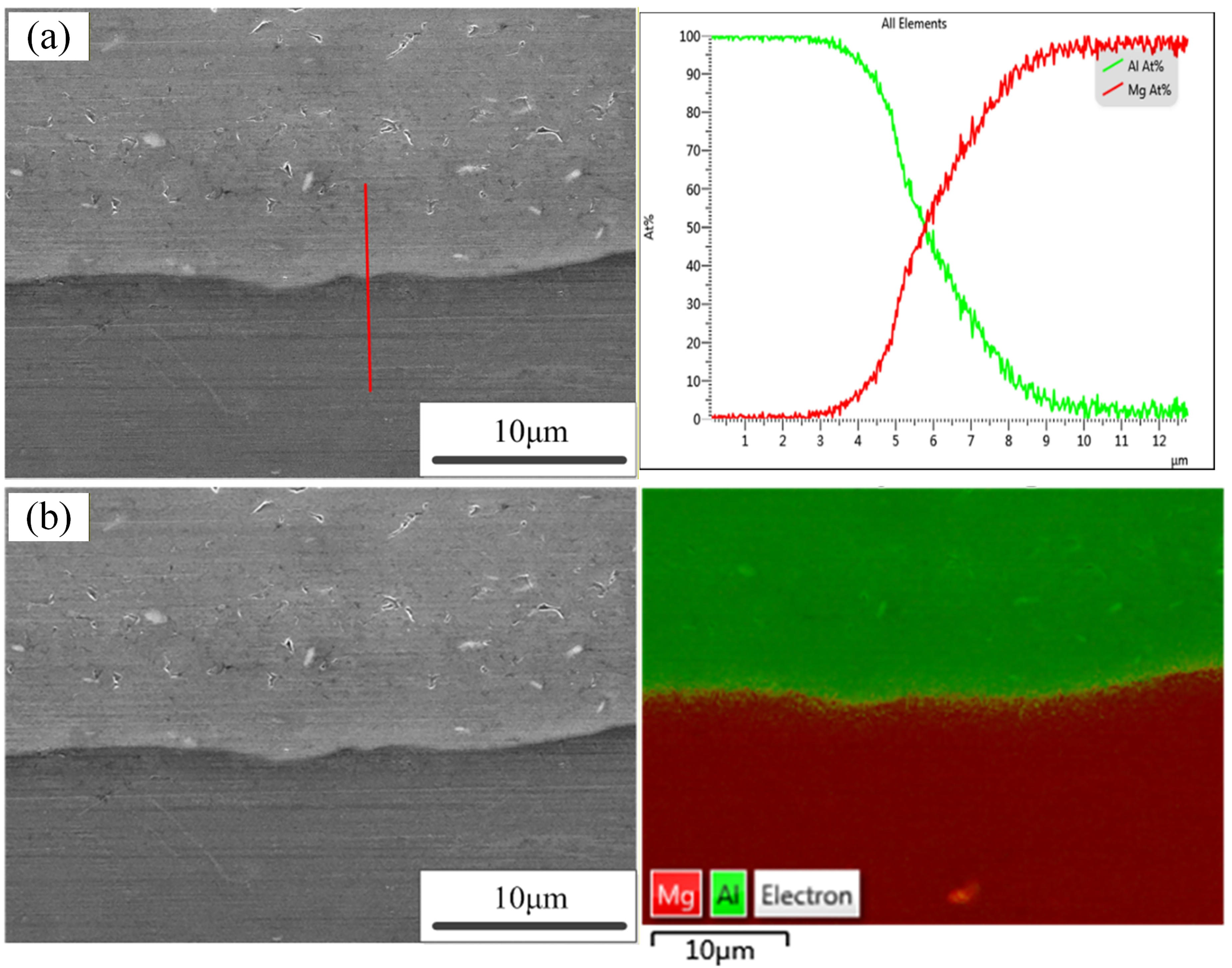
EDS scan results at 49% reduction ratio; (a) EDS line scan results at the interface; and (b) EDS surface scan results at the interface.
In this experiment, a single-pass rolling process was used. To investigate the intermetallic compounds and metal diffusion at the interface, EDS line scanning and mapping were performed on the LTR Al/Mg/Al laminate rolled at a 49% reduction ratio. The scanning results are shown in Fig. 10. The thickness of the diffusion layer at the interface was measured to be approximately 6.5 μm, and no significant intermetallic compounds were observed. This result is consistent with the findings reported in reference. 33
Although no significant intermetallic compounds were detected at the interface in this study, it is important to consider the potential phases that may form in the Al-Mg system. Previous studies have shown that two intermetallic compounds, β-Al3Mg2 and γ-Al12Mg17, are the most common phases formed during the bonding of Mg/Al laminates, typically appearing when the interfacial temperature exceeds ∼450°C or when the materials undergo multi-pass rolling or prolonged thermal exposure. Under the present processing conditions—single-pass hot rolling at 400°C with only 10 min of preheating—the interfacial diffusion time is very short, and the local temperature rise during deformation is insufficient to promote the nucleation and growth of these phases. As a result, only a thin diffusion layer (∼6.5 μm) was observed, and no continuous β-Al3Mg2 or γ-Al12Mg17 layers formed. This is consistent with reports indicating that low-temperature, single-pass rolling tends to suppress IMC formation while still enabling metallurgical bonding.
The formation of the ∼6.5 μm diffusion layer at the Al/Mg interface is governed by the thermodynamic stability and kinetic behavior of Mg-Al interdiffusion at 400°C. According to the Mg-Al binary phase diagram, several intermetallic compounds (IMCs), including β-Al3Mg2 and γ-Al12Mg17, are thermodynamically stable phases in the Mg-Al system. However, their formation requires temperatures typically above 430–450°C or prolonged diffusion times because these phases exhibit sluggish nucleation kinetics and parabolic growth behavior. At 400°C, the diffusion coefficient of Al in Mg (DAl→Mg) is approximately 10⁻13–10⁻12 m2/s, whereas Mg diffusion into Al (DMg→Al) is significantly slower, resulting in an asymmetric diffusion layer dominated by Al penetration into Mg.
In the present study, the preheating time was limited to 10 min and the subsequent single-pass rolling induced rapid deformation and limited thermal exposure. Under these conditions, the extent of solid-state diffusion is restricted to short-range atomic intermixing, which produces only a thin Mg-rich diffusion layer without allowing sufficient time for IMC nucleation and growth. The absence of continuous IMCs in SEM and EDS analysis is therefore consistent with the low processing temperature and short diffusion time.
Furthermore, the severe plastic deformation during hot rolling enhances interfacial bonding by breaking surface oxide films, increasing true contact area, and promoting short-range atomic diffusion. Meanwhile, the rapid deformation–heating cycles and local dynamic recrystallization at the interface disrupt the formation of brittle IMCs by repeatedly fracturing and healing the incipient reaction layer. As a result, a ductile, compositionally graded diffusion layer forms instead of a continuous IMC layer.
This thermodynamic–kinetic framework explains why only a thin diffusion layer is observed at 400°C and why no detectable intermetallic compounds are present in the Al/Mg/Al laminates processed under the current conditions.
During rolling deformation, the microstructure of the metal evolves through the combined effects of grain fragmentation and dynamic recrystallization (DRX). Figure 11 illustrates the grain structures of the magnesium substrate in the initial state and after rolling at different reduction ratios, clearly demonstrating the strong dependence of grain evolution on the applied reduction.

Grain structure of the magnesium substrate at different rolling reductions: (a) initial state; (b) 33%; (c) 41%; (d) 49%; (e) 60%; and (f) 66%.
As shown in Fig. 11(a), the initial magnesium substrate consists of coarse and uniformly distributed grains. At a reduction ratio of 33%, partial grain refinement occurs; however, the grain distribution remains heterogeneous (Fig. 11(b)). When the reduction ratio increases to 41%, the microstructure is characterized by relatively coarse and non-uniform grains (Fig. 11(c)). At a reduction ratio of 49%, significant grain refinement is achieved, resulting in fine and uniformly distributed grains (Fig. 11(d)). With further increasing reduction to 60%, grain refinement continues, but the grain distribution becomes less uniform due to intensified deformation (Fig. 11(e)). Finally, at a 66% reduction ratio, extensive dynamic recrystallization leads to the formation of fine and uniformly distributed equiaxed grains, as shown in Fig. 11(f).
The occurrence of dynamic recrystallization (DRX) in the Mg layer is supported by the microstructural evidence shown in Fig. 11. At 49% and 66% reduction ratios, the Mg substrate exhibits fine equiaxed grains, which are characteristic features of discontinuous DRX (DDRX). In contrast, the microstructure at 60% reduction contains elongated grains and pronounced shear bands, suggesting that the material is approaching the critical strain for DRX initiation. Under the present processing conditions (400°C and large imposed strain in a single hot-rolling pass), the strain–temperature combination is within the regime known to activate DRX in AZ31B Mg, as reported in previous studies. These observations collectively indicate that grain refinement in the present laminates arises not only from grain fragmentation but also from the onset of DRX at higher reduction ratios.
The size and uniformity of grains determine the material properties. To quantitatively analyze grain uniformity, the grain size dispersion coefficient Cv is introduced. The calculation formula is as follows:
The intercept method was used to measure the maximum, minimum, and average grain sizes in Fig. 11. The grain size dispersion coefficient Cv was calculated for different reduction ratios using Equation (1). The results are presented in Table 6.
Grain sizes of rolled magnesium substrate and initial magnesium substrate
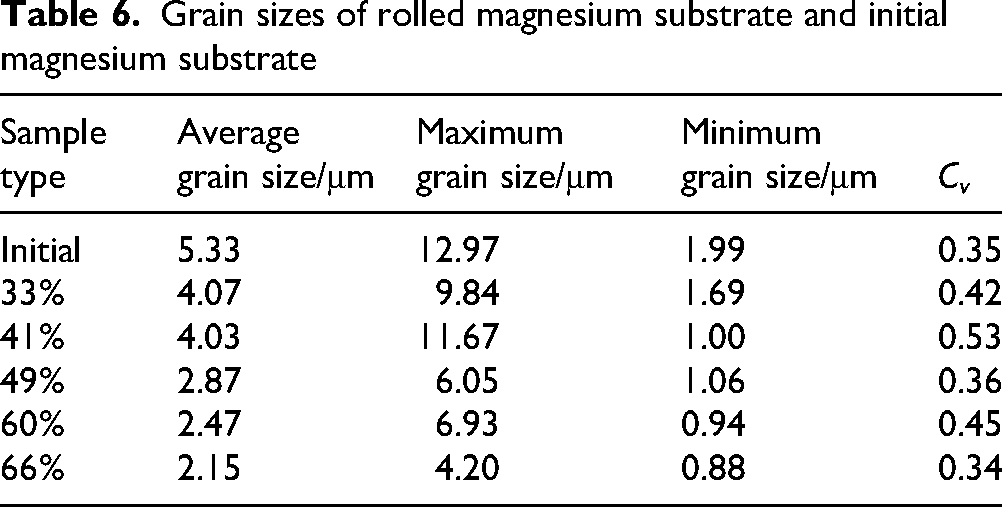
The calculated results are plotted in Fig. 12. As shown in the figure, the average grain size generally decreases with increasing reduction ratio. This trend can be attributed to the fact that, during rolling deformation, the rate of grain fragmentation caused by increased deformation amount and deformation rate exceeds the rate of dynamic recrystallization (DRX).
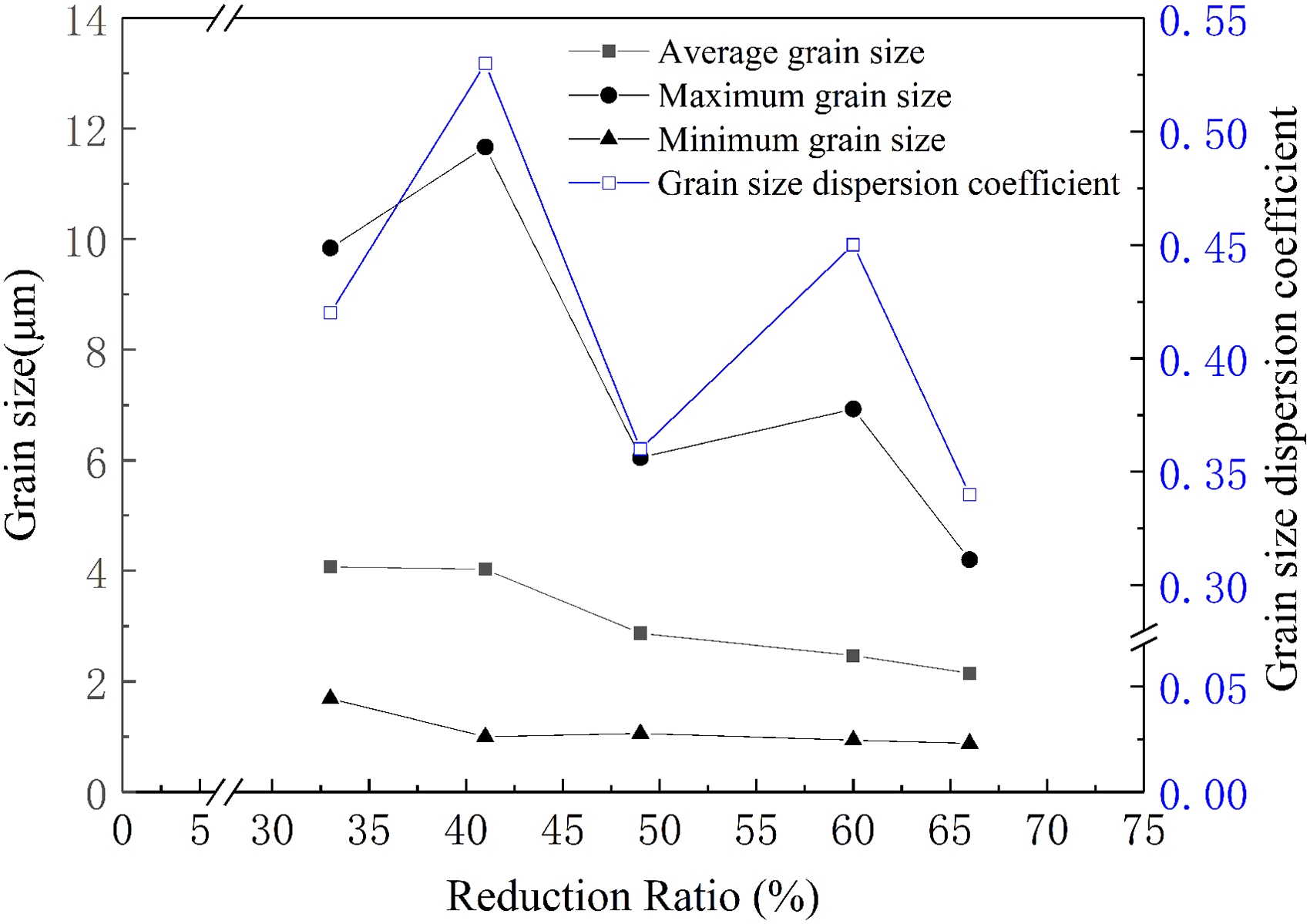
Relation between reduction ratio and grain size of magnesium substrate.
At a reduction ratio of 33%, the grain size dispersion coefficient remains relatively low. The limited deformation results in minimal grain fragmentation, allowing the original uniform grain structure to be largely retained. When the reduction ratio increases to 41%, the grain size dispersion coefficient reaches its maximum. This is because intensified grain fragmentation occurs, while some grains undergo abnormal growth due to localized accumulation of deformation energy.
At a reduction ratio of 49%, the grain size dispersion coefficient decreases again. Continuous grain fragmentation breaks down previously grown grains, and a limited degree of dynamic recrystallization takes place. As a result, most grains become equiaxed and more uniformly distributed, consistent with the microstructure shown in Fig. 11(d).
When the reduction ratio further increases to 60%, the grain size dispersion coefficient rises due to severe and rapid deformation. Significant grain fragmentation and elongation occur, accompanied by a rapid increase in internal temperature. This promotes the formation of numerous shear bands and leads to elongated, fibrous grain structures, as observed in Fig. 11(e).
At a reduction ratio of 66%, the grain size dispersion coefficient reaches its minimum. At this stage, dynamic recrystallization becomes dominant, and a balance between grain fragmentation and recrystallization is established, resulting in a relatively fine and uniform grain structure.
The effect of reduction ratio on mechanical properties
Fig. 13(a) illustrates the engineering stress–strain curves of the Al/Mg/Al laminates prepared at different reduction ratios. The influence of reduction ratio on the tensile properties of the LTR Al/Mg/Al laminate arises from the competing effects of grain refinement, strain hardening, and dynamic recrystallization within the magnesium core. As shown in Fig. 13(b), the yield strength increases steadily with increasing reduction ratio, reaching 84 MPa at 66%. This trend is governed primarily by strain hardening at intermediate reductions (49%–60%) and by grain refinement and emerging recrystallized grains at the highest reduction levels. The gradual increase in yield strength is therefore consistent with the combined contributions of dislocation accumulation and grain-boundary strengthening.
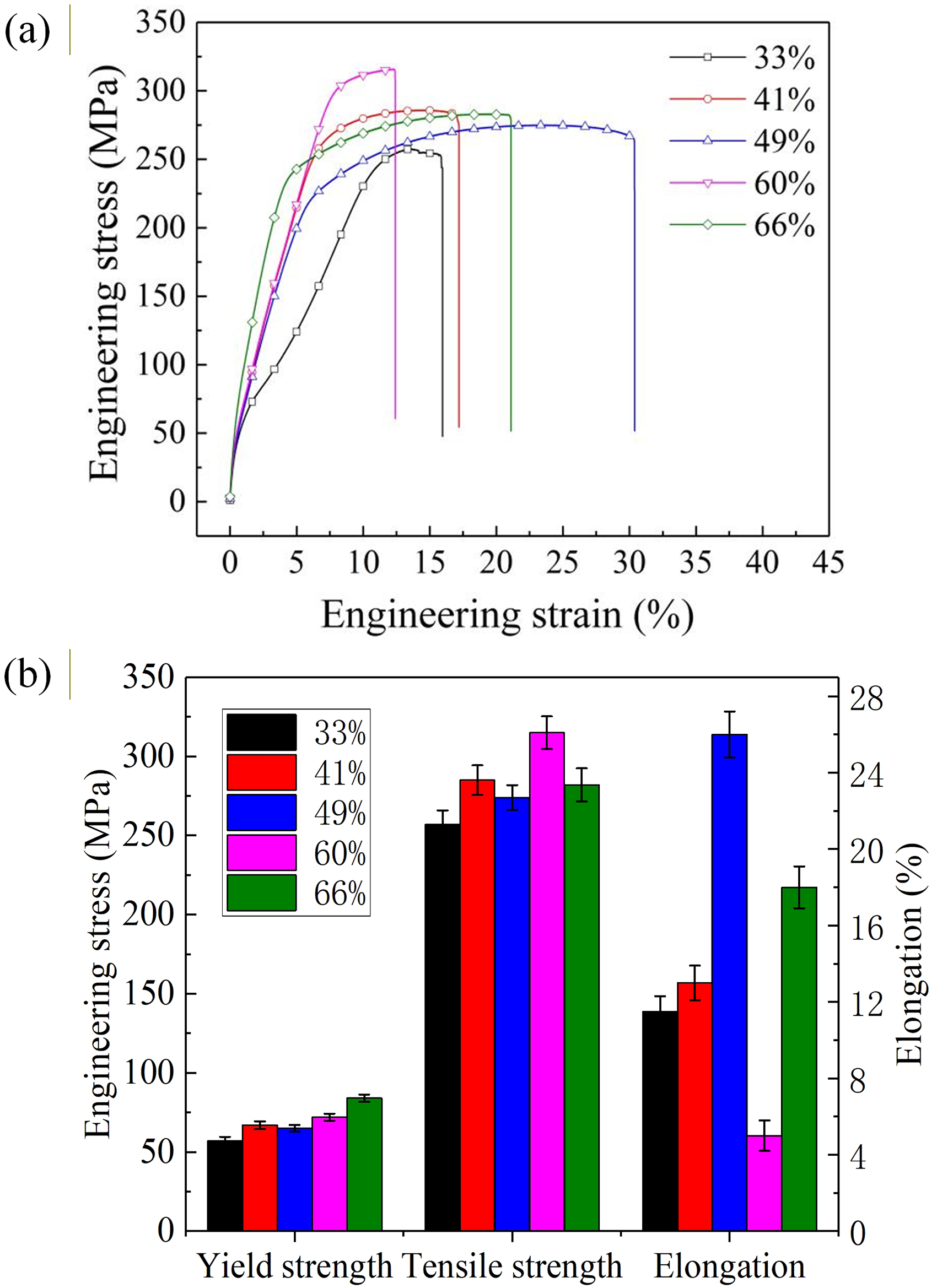
Mechanical properties of LTR Al/Mg/Al laminates at different reduction ratios: (a) engineering stress–strain curves; (b) average yield strength, tensile strength, and elongation (error bars represent standard deviation, n = 3).
For each reduction ratio, at least three tensile specimens and three bending specimens were tested to obtain statistically reliable results. The reported mechanical properties represent mean values, and the error bars indicate standard deviations. The standard deviations of elongation are larger than for strength indexes, reflecting the high sensitivity of ductility to microstructural heterogeneity and shear-band formation under different reduction ratios.
In contrast, the ultimate tensile strength (UTS) exhibits a non-monotonic trend, peaking at 315 MPa at a 60% reduction ratio. The increase in UTS from 33% to 60% reduction (∼30 MPa) is attributable to enhanced strain hardening and the formation of refined, highly fragmented grains that strengthen the magnesium matrix. At 60% reduction, the formation of pronounced shear bands also contributes to increased strain localization, allowing higher maximum load before fracture. However, once the reduction ratio reaches 66%, dynamic recrystallization becomes more dominant, producing a larger fraction of equiaxed recrystallized grains, which reduces work hardening capacity and slightly lowers the UTS.
The variations in ductility are strongly correlated with grain size evolution. At 49% reduction, the magnesium layer exhibits fine, uniformly distributed equiaxed grains (Fig. 11(d)), which increases the strain accommodation ability and results in the highest elongation (26%). According to the Hall–Petch relationship (σy = σ₀ + k·d−1/2), the reduction in grain size from ∼4 μm to ∼2 μm reported in AZ31B Mg typically leads to σy increases of 10–20 MPa, consistent with the observed yield strength rise. The increased grain boundary density also enhances ductility by promoting grain-boundary sliding and suppressing early shear localization.
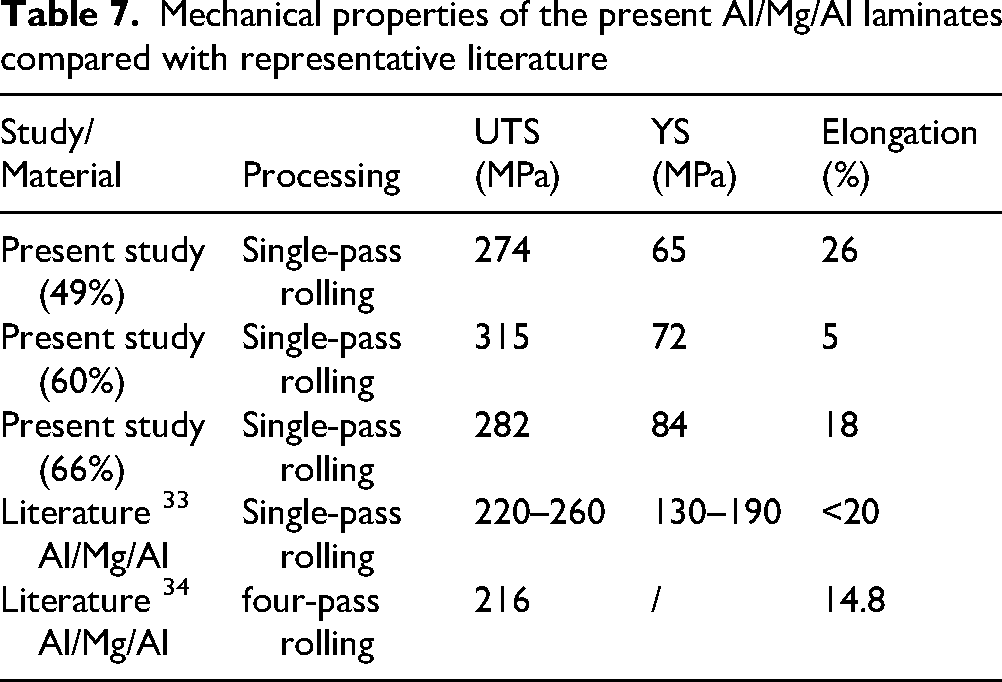
At a 60% reduction ratio, however, the microstructure shows significant grain fragmentation with extensive shear bands, as seen in Fig. 11(e). These bands act as preferred paths for crack initiation and early strain localization, leading to the lowest elongation (5%). At the highest reduction ratio (66%), dynamic recrystallization becomes more pronounced, producing refined equiaxed grains that partially restore ductility but reduce the work-hardening rate, explaining the observed increase in elongation accompanied by a slight drop in UTS.A comparison (as shown in Table 7) with previous studies33,34 indicates that the elongation of as-rolled Mg/Al laminates typically remains around 20%, and values exceeding 20% are rare even after annealing. In contrast, the present laminate achieves an elongation of 26% at the 49% reduction ratio. This improvement highlights the effectiveness of controlling the reduction level to optimize the balance between strength and ductility in large-thickness-ratio Al/Mg/Al laminates.
Mechanical properties of the present Al/Mg/Al laminates compared with representative literature
To further investigate the effects of rolling reduction on the interfacial bonding and tensile fracture behavior of large-thickness-ratio (LTR) Al/Mg/Al laminates, the tensile fracture morphologies of laminates prepared at different reduction ratios were examined by SEM, as shown in Fig. 14. Figures 14(a) and 14(b) present the interfacial morphology on the cross-sectional fracture surfaces and the corresponding dimple distributions on the fracture fronts, respectively.

Interfacial fracture characteristics of Al/Mg/Al laminates at different rolling reductions: (a) interfacial microstructures at 41%, 49%, and 60% reductions; (b) corresponding dimple morphologies and distributions.
As shown in Fig. 14(a), the laminate rolled at a 41% reduction ratio exhibits slight interfacial delamination, with the damage initiation site clearly identified. This indicates that local interfacial separation occurred prior to final tensile fracture. In contrast, the interfaces of the laminates rolled at 49% and 60% reductions remain well bonded after fracture, with the interface at 60% showing relatively stronger bonding than that at 49%. Importantly, a combined analysis of Fig. 14(a) reveals that the laminate rolled at a 49% reduction ratio achieves an optimal balance between high dimple density and sound interfacial bonding, which is favorable for improved ductility.
As shown in Fig. 14(b), ductile dimples are present on the fracture surfaces of all laminates; however, their number and morphology vary significantly with reduction ratio. The laminate rolled at 49% reduction exhibits the highest density of deep dimples, indicating the best plasticity, which is consistent with the tensile test results. The laminate rolled at 41% reduction shows a moderate dimple density and reduced ductility. In contrast, the laminate rolled at 60% reduction exhibits the lowest dimple density and obvious tearing features. This behavior is attributed to the formation of shear bands within the microstructure. During tensile deformation, shear localization promotes void nucleation and early coalescence, leading to reduced elongation but increased strength, in good agreement with the experimental observations.
The bending performance of the laminates is an important parameter for evaluating their overall mechanical behavior. Three-point bending tests were conducted on laminates prepared at reduction ratios of 33%, 41%, 49%, 60%, and 66%. The corresponding bending stress–strain curves are shown in Fig. 15(a), and the key bending parameters are summarized in Fig. 15(b).
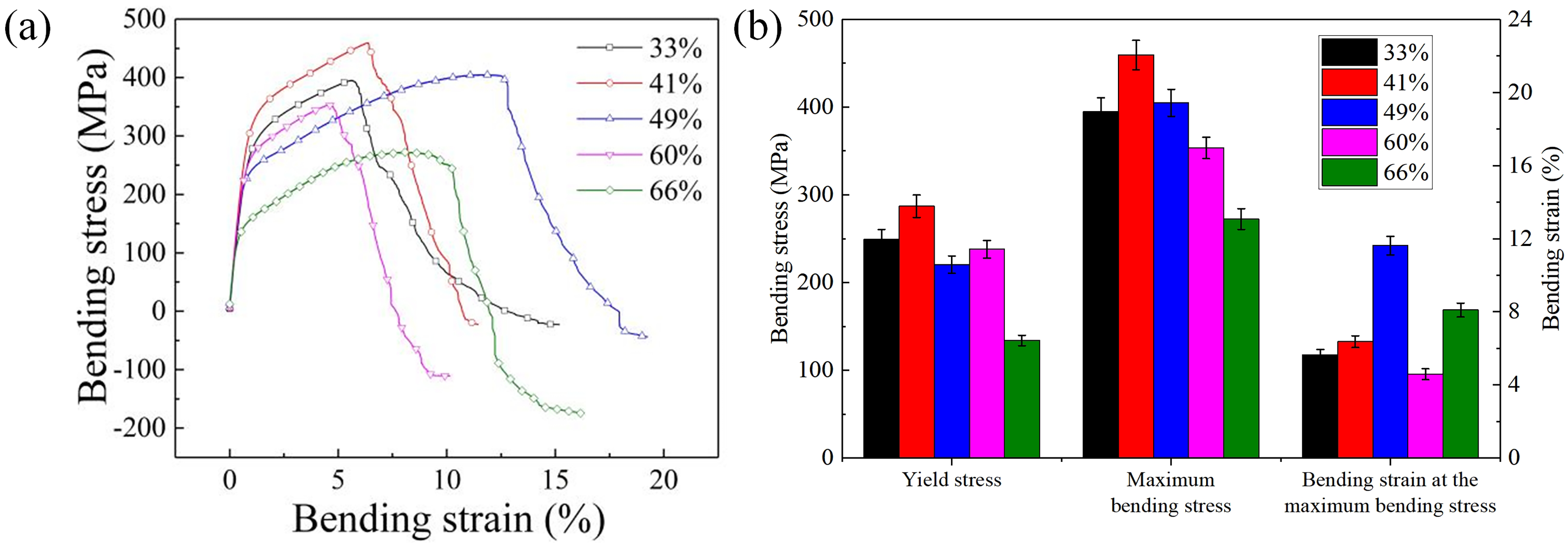
Bending resistance at different reduction ratios. (a) Bending stress-bending strain curve; and (b) Histogram of bending performance parameters.
As shown in Fig. 15(a), the bending curves corresponding to different reduction ratios overlap closely in the initial elastic stage, indicating similar elastic responses. In contrast, noticeable differences emerge during the plastic deformation stage, where the yield stress exhibits significant fluctuations. The highest yield strength (286.96 MPa) is observed at a reduction ratio of 41%, whereas the lowest yield strength (133.96 MPa) occurs at 66%. Overall, the yield stress shows a gradual decreasing trend with increasing reduction ratio.
The maximum bending stress initially increases and then decreases with increasing reduction ratio, reaching a peak value of 459.32 MPa at 41% reduction. At lower reduction ratios, the influence of the initial microstructure limits the maximum bending stress. Conversely, at excessively high reduction ratios, the combined effects of aluminum layer thinning and pronounced work hardening of the magnesium alloy increase the brittleness of the laminate. As a result, cracks tend to initiate at relatively small deformation levels and subsequently propagate, leading to premature fracture.
The bending strain corresponding to the peak bending stress exhibits a trend similar to that of elongation observed in tensile tests. This similarity arises because both parameters are closely associated with the plasticity of the laminate, which is primarily controlled by grain evolution during the rolling deformation process.
In summary, the Al/Mg/Al laminate rolled at a 41% reduction ratio exhibits the highest bending strength, making it suitable for structural components where high strength is prioritized over toughness. In contrast, the laminate prepared at a 49% reduction ratio shows improved toughness with only a slight reduction in strength, and is therefore more appropriate for applications requiring a balanced combination of high strength and enhanced toughness.
Conclusions
In this study, large-thickness-ratio (LTR) Al/Mg/Al laminated composites were successfully fabricated through surface preparation, billet assembly, vacuum heating, hot rolling, and air cooling. The microstructural characteristics and mechanical properties of the fabricated laminates were systematically investigated by SEM observation, tensile testing, and three-point bending experiments. By correlating experimental results with theoretical analysis, the effects of rolling reduction ratio on the microstructure evolution and macroscopic mechanical behavior were clarified, providing guidance for process optimization and performance tailoring. The main conclusions are summarized as follows:
With increasing reduction ratio, the thickness of the aluminum layers in the Al/Mg/Al laminates gradually decreases, while the Mg/Al thickness ratio first increases and then decreases. Interfacial line-scan analyses indicate that no obvious intermetallic compounds are formed at the Al/Mg interface under the present processing conditions. At low reduction ratios, the laminates exhibit insufficient interfacial bonding accompanied by void defects. Increasing the reduction ratio improves the interfacial bonding quality; however, excessive reduction intensifies tensile stresses at the laminate edges, resulting in aggravated edge cracking. An optimal balance between interfacial bonding and surface quality is achieved at a reduction ratio of 49%. The rolling reduction ratio has a limited influence on the yield strength and ultimate tensile strength of the Al/Mg/Al laminates, but it has a pronounced effect on elongation. Laminates rolled at a 41% reduction ratio exhibit higher bending strength, whereas those prepared at 49% reduction show enhanced toughness. Therefore, the rolling parameters should be appropriately selected according to the specific service requirements of structural components.
Footnotes
ORCID iDs
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Natural Science Foundation of Henan (No. 252300420483); Henan Provincial Key Scientific and Technological Research Project (No.252102230049); the Frontier Exploration Projects of Longmen Laboratory (No. LMQYQN202402); HeLuo Young Elite Scientists Sponsorship Program (No. 2024HLTJ16); the Program for Science & Technology Innovation Talents in Universities of Henan Province (No. 25HASTIT007); and Key R&D Special Project of Henan Province High-Efficiency Additive Manufacturing Technology and Aerospace Demonstration Application of New Lightweight High-Strength AluminumLithium Alloy (Project No. 241111231000). 241111231000, 245200810066, LMQYQN202402, 252300420483, 25HAS-TIT00, 2024HLTJ16, 252102230049).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statements
The data supporting the results of this study are not publicly available due to their involvement in ongoing related research. Data may be made available from the corresponding author upon reasonable request after the completion of those studies.