
Abstract
The study examines hydrogen-induced cracking (HIC) susceptibility in two API L415MS steels processed under different thermomechanical conditions. Both steels were reheated at 1200 ± 20°C and finish rolled at 850 ± 20°C, but cooled at different rates: Specimen A at 20–22°C/s and Specimen B at 15–17°C/s. HIC testing showed no cracking in A, whereas B exhibited severe damage. EBSD analysis revealed that A had a higher recrystallized fraction (46% vs. 14.3%), greater high-angle grain boundary density (74.5% vs. 64.1%), dominant {101} texture, finer grain size (12 μm vs. 20 μm), and fewer deformed regions (18.4% vs. 34%). These features reduced hydrogen trapping and crack initiation, demonstrating that optimized processing significantly improves HIC resistance and sour-service pipeline integrity.
Introduction
High-strength low-alloy (HSLA) steels for pipelines are critical for sour gas service, yet their operational longevity is challenged by multiple degradation mechanisms in aggressive environments. HIC poses a critical threat to the structural integrity of linepipe steels used in sour environments. It is primarily driven by hydrogen ingress that localizes embrittlement and propagates cracks along susceptible microstructural features. 1 However, pipeline steels face broader integrity challenges, including stress corrosion cracking (SCC) under combined tensile stress and corrosive media,2–4 hydrogen embrittlement (HE) via irreversible hydrogen trapping at dislocations and carbides, 5 and flow-accelerated corrosion (FAC) or erosion-corrosion in high-velocity fluid environments6–8. These failure modes are exacerbated by fluctuating operational pressures, temperature gradients, and exposure to H₂S/CO₂-rich fluids, necessitating advanced material design and integrity management strategies. Usually, HIC occurs in the absence of externally applied stress and is driven by internal hydrogen accumulation at microstructural traps. In contrast, HE refers to loss of ductility due to hydrogen–dislocation interactions, sulphide stress cracking (SSC) involves stress-assisted cracking in sour environments and SCC arises from the combined effect of stress and corrosive media. 4 Stress-oriented hydrogen-induced cracking (SOHIC) represents a stress-assisted manifestation of HIC characterized by stepwise crack linkage. 9 The present study specifically focuses on HIC under unstressed NACE TM0284 conditions.
Recent advancements in asset integrity management emphasize data-driven approaches. Artificial intelligence (AI) and machine learning (ML) are increasingly deployed to predict corrosion rates, optimize inspection intervals, and classify damage mechanisms.10,11 Although AI/ML approaches are increasingly being explored for corrosion prediction and damage classification, the present study does not directly implement such methodologies. Instead, it provides quantitative microstructural descriptors that can serve as physically meaningful input features for future data-driven modelling frameworks. Concurrently, novel corrosion monitoring techniques, such as electrochemical noise analysis and high-resolution in-situ sensors, enable real-time detection of localized damage. 12 Despite these innovations, the foundation of corrosion resistance lies in microstructure-engineered materials, where processing parameters dictate performance. For instance, the interplay of grain boundary character, crystallographic texture, size and distribution of precipitates and dislocation density governs hydrogen diffusion and trapping, directly influencing HIC susceptibility.13,14 Masoumi et al. and Roy et al. demonstrated that HIC in X70 steel propagates preferentially through fine-grained regions with high dislocation densities, acting as hydrogen traps.15,16 Such insights underscore the need to decode microstructure-property relationships to mitigate hydrogen-assisted failures. While the individual roles of grain size, texture, and precipitation in hydrogen-induced cracking have been widely studied, their integrated and quantitative correlation under industrial thermomechanical processing conditions remains less explored. The present study addresses this gap by systematically correlating EBSD-derived metrics, grain boundary character distribution, recrystallization fraction, and kernel average misorientation, with experimentally measured HIC performance in API L415MS steels. The significance of this work lies in providing a process-sensitive framework that links industrial rolling parameters to measurable microstructural descriptors governing HIC resistance, thereby enabling more informed process optimization in pipeline steel production.
This study focuses on API L415MS grade steel, examining how alloying chemistry and thermomechanical processing tailor microstructural resistance to HIC. While prior work has explored HIC mechanisms, the novelty of this research lies in its systematic correlation of electron backscatter diffraction (EBSD)-derived parameters such as grain boundary misorientation, recrystallization fraction, and {101} texture intensity, with HIC test results across two steel variants. By quantifying the roles of high-angle grain boundaries (HAGBs), deformed vs. recrystallized regions, and crystallographic orientation on crack initiation, this work provides actionable insights for designing HIC-resistant microstructures. The significance of this work lies in providing a process-sensitive framework that links industrial rolling parameters to measurable microstructural descriptors governing HIC resistance, thereby enabling more informed process optimization in pipeline steel production. In an era dominated by AI-driven predictive models, this microstructural perspective remains indispensable for advancing fundamental material science and informing next-generation pipeline steel specifications.
Materials and experimental methodology
Material selection & trial design
Two industrial trials were conducted to evaluate the effect of chemical composition and rolling parameters on HIC resistance in API L415MS grade linepipe steel. The trial samples were produced using the Basic Oxygen Furnace (BOF) process, with slag-free tapping and a low-sulphur, low-phosphorus refining process to enhance cleanliness. The steel was Nb-Ti micro-alloyed, fully killed, calcium-treated, and subjected to vacuum degassing and argon stirring to minimize inclusions. During continuous casting, the superheat was controlled between 20–30°C, with a maximum casting speed of 1 m/min to ensure uniform solidification. Trial 1 (Specimen A) featured a modified composition with lower carbon and higher manganese, specifically 0.04C–1.2Mn–0.05Nb + Ti, while Trial 2 (Specimen B) had a composition of 0.06C–0.9Mn–0.06Nb + Ti. A detailed chemical composition is listed in Table 1. The Nb-Ti microalloying ratios were optimized via its carbide, nitride and carbonitride solubility ((log [Nb][C^0.87 ] = -7250/T + 3.11; log [Nb][N^0.87 ] = -7927/T + 2.86; log [Nb][C+12/14 N] = -6670/T + 2.26; log [Ti][N] = -15490/T+5.19) in order to ensure complete precipitate dissolution during slab reheating while avoiding excessive solute drag effects. Calcium treatment parameters, including Ca/S ratio and argon stirring intensity, were calibrated via industrial trials. Calcium-modified CaO–Al₂O₃–CaS inclusions, typically globular and smaller than 5 μm, replace the detrimental elongated MnS stringer inclusions. These spherical inclusions significantly lower local stress concentrations, with a stress concentration factor of 1.5, compared to 3.2 for MnS. 17 Both trials maintained stoichiometric ratios of Al/N ≥ 2:1 and Ca/S ≥ 1.5 (for S > 0.0015%) to optimize inclusion modification and precipitation control. Calcium treatment transforms inclusions into globular CaO-Al₂O₃-CaS forms, reducing stress concentration and hydrogen trapping compared to traditional MnS stringers, enhancing HIC resistance. Both compositions met the stringent requirements of API 5L (46th Edition) Grade L415MS PSL2, ensuring compliance with industry standards.
Chemical compositions of two API 5L L415MS steels in wt. %

Rolling process parameters
For both trials, the slab reheating temperature was maintained at 1200 ± 20°C, ensuring the sufficient dissolution of microalloy carbides, nitrides, and carbonitrides (NbCN, NbC and NbN). The finish rolling temperature was set at 850 ± 20°C, calculated based on the Ar₃ transformation temperature to prevent dual-phase rolling. The temperature values reported (1200 ± 20 °C for slab reheating and 850 ± 20 °C for finish rolling) reflect industrial operating window. Thermodynamic solubility calculations for Nb and Ti carbonitrides (mentioned in Section 2.1) confirm complete dissolution at 1200°C, even at the lower bound of the reported window. Similarly, the reported finishing temperature range represents inter-stand and throughout the transfer bar (intermediate rough-rolled steel strip) length temperature variations typical of industrial hot rolling. A total reduction ratio of 65–80% was applied during finish rolling to achieve a pancaked grain structure, enhancing mechanical properties. The coiling temperature was controlled at 550 ± 15°C to avoid the formation of undesirable secondary phases during continuous cooling. In Trial 1, a higher cooling rate of 20–22°C/sec was applied, producing Specimen A. In Trial 2, a lower cooling rate of 15–17°C/sec was employed, resulting in Specimen B. By maintaining cooling rates within the 15–22 °C/s range, the transformation of austenite into pearlite is minimized, promoting the development of more favourable microstructures such as polygonal ferrite. The final thickness of the plate for both the trial were in the range of 14–17 mm.
Mechanical & HIC resistance evaluation
Tensile tests were conducted at room temperature following ASTM A370 using a Shimadzu UH-2000 kN universal testing machine. Vickers hardness testing, per ASTM E92, was performed on cross-sectional specimens using a Zwick/Roell Durascan 70 G5 with a 10 kg load for 15 s. HIC tests were carried out in accordance with NACE TM0284–2016 using an acidified H₂S-saturated brine solution (5% NaCl, 0.5% acetic acid). The solution was nitrogen-purged for 1 h (100 mL/min), followed by H₂S purging (200 mL/min/L) for 60 min to achieve ≥2300 ppm H₂S. The pH was maintained at 2.7 ± 0.1 to simulate acidic sour service conditions, enhancing hydrogen ingress and providing a stringent evaluation of HIC susceptibility, and the test was conducted for 96 h at 25 ± 3 °C, with a minimum solution-to-specimen surface area ratio of 3 mL/cm2.
Characterization
For detailed microstructural characterization, the mid-thickness region of the specimen were selected. Optical microscopy studies were performed using an Olympus microscope, followed by advanced sample preparation techniques to ensure surface quality for electron backscatter diffraction (EBSD) analysis. For each specimen, three independent scans were acquired from different locations to confirm statistical reproducibility and minimize local heterogeneity effects. Specimens were meticulously polished using diamond paste and colloidal silica slurry to achieve a defect-free surface, with a 0.5 μm step size and 20 kV acceleration voltage, critical for high-resolution EBSD measurements. A step size of 0.5 μm was employed as a compromise between spatial resolution and acquisition time, enabling accurate grain boundary and orientation analysis without excessive data acquisition overhead. The EBSD acquisition was conducted using an EDAX Hikari detector integrated with a scanning electron microscope (SEM). Post-measurement, the raw EBSD data was processed and analyzed using Orientation Imaging Microscopy (OIM) software to evaluate crystallographic orientation, grain boundaries, and microstructural features. EBSD data were cleaned to achieve high confidence indices (>0.1), to eliminate poorly indexed points and ensure the reliability of the orientation measurements, ensuring reliable KAM analysis. The methodology ensured precise characterization of the specimen's core region, which is critical for assessing through-thickness mechanical performance and hydrogen-induced cracking resistance.
Results & discussion
The compositional analysis revealed that Specimen B, with elevated carbon C but reduced Mn levels relative to Specimen A, demonstrated a deliberate balancing of alloying elements. Both specimens incorporated comparable microalloying additions of niobium and titanium (0.05–0.06 wt. % of Nb + Ti), critical for microstructure refinement. The increased carbon in Specimen B enhanced solid solution strengthening and carbide formation, which nominally elevates strength; however, the reduced Mn content, a key austenite stabilizer and solid solution strengthener, offset this effect, resulting in comparable yield strength (YS ≥415 MPa) and ultimate tensile strength (UTS ≥520 MPa) across both specimens. The microalloying elements Nb and Ti synergistically contributed to precipitation hardening and grain refinement, with Nb forming fine carbonitrides that pinned grain boundaries, and delay recrystallization process, thereby enhancing strength, while Ti mainly suppressed austenite grain coarsening during reheating. Notably, despite the higher carbon content in Specimen B, hardness values remained within the permissible limit (≤250 HV10), attributable to the moderated Mn levels and the homogeneous microstructure enabled by Nb-Ti interactions, which mitigated localized stress concentrations. This equilibrium between C-Mn trade-offs and optimized microalloying underscores a tailored chemistry approach to meet API 5L PSL2 requirements, ensuring robust mechanical performance without compromising resistance to hydrogen-induced cracking or weldability in pipeline-grade steels. As per the optical micrographs (Fig. 1 a, b) the microstructure of both the specimens consists of polygonal and acicular ferrite with traces of pearlite more prominent in Specimen B. No traces of pearlite in Specimen A can be attributed to relatively higher Nb + Ti content (0.06 wt. %) in the same which drive the suppression of the pearlite transformation such that acicular microstructures can be produced. NbC/TiN precipitation lowers carbon activity in austenite, reducing the driving force for pearlite formation during cooling. 18 Also, Nb segregates to austenite grain boundaries, suppressing ferrite nucleation. TiN pins boundaries, delaying γ→α transformation. This shifts CCT curves rightward, avoiding the pearlite nose. 19 Additionally, fine Nb-precipitates and Nb in solution lead to a reduction in hydrogen diffusivity and delay hydrogen transport as well as its accumulation at critical locations. 20 The SEM micrographs (Fig. 1(c), d) further substantiate these observations by clearly revealing the morphology and distribution of ferritic constituents. Specimen A exhibits a comparatively finer and interlocked acicular ferrite structure, whereas Specimen B shows relatively coarser polygonal ferrite along with evident pearlite colonies. However, the varying cooling rates is the primary driver for the microstructural refinement and mechanical properties, while the slight variations in microalloying and C/Mn balance act as secondary factors by modifying the CCT curve during that cooling phase.

Optical (a, b) and SEM micrographs (c, d) showing the microstructural features of specimens A and B at the centre of the cross-section in the as-received hot-rolled condition (pf: polygonal ferrite; af: acicular ferrite; P: pearlite).
The HIC test results revealed significant differences in cracking susceptibility between Specimens A and B. Specimen A exhibited 0% Crack Length Ratio (CLR), 0% Crack Sensitivity Ratio (CSR), and 0% Crack Thickness Ratio (CTR), indicating no detectable hydrogen-related cracks. In contrast, Specimen B demonstrated pronounced cracking with 13% CLR, 1% CSR, and 0.1% CTR, reflecting measurable hydrogen-assisted damage. A detailed HIC image of Specimen B is exhibited in Fig. 2. The presence of NbC-enriched regions suggests potential hydrogen trapping sites; however, their direct role in crack initiation cannot be conclusively established from the present observations alone. In the unetched optical micrograph (Fig. 2(a)), multiple dark, elongated cracks are distinctly visible along the rolling direction, directly supporting the measured 13% CLR and confirming the presence of significant hydrogen-assisted cracking. The SEM–EDS analyses shown in Fig. 2(b)–(d) reveal Nb- and C-enriched regions corresponding to NbC precipitates, which serve as preferential hydrogen trapping and crack-initiation sites. These localized chemical heterogeneities explain the onset of microcracking but do not fully account for crack continuity. The etched microstructures at higher magnifications (Fig. 2(e) at 1000× and Fig. 2(f) at 2000×) demonstrate that crack propagation is associated with elongated ferritic grains aligned along the rolling direction, indicative of anisotropic grain morphology resulting from incomplete recrystallization. The presence of elongated grains, mid-thickness segregation and inclusion-rich regions provides continuous low-strength paths that facilitate crack coalescence. Collectively, Fig. 2(a)-(f) confirms that while NbC precipitates initiate cracking, it is the overall banded and elongated grain structure of Specimen B that enables sustained hydrogen-assisted crack propagation, fully consistent with the quantitative HIC results.

Optical micrograph of Specimen B in the unetched state (a); SEM-EDS analysis of designated regions (b–d); etched microstructure captured at 1000X (e) and 2000X (f) magnifications.
Therefore, to understand the microstructural evolution and its impact on mechanical properties and HIC test in hot-rolled steel specimens the optical micrographs, EBSD IPF maps, IPF orientation distributions, and cumulative area fraction of grain size as presented in subsequent figures were studied. It is to be noted that all the studies were carried out in the centre of the cross-section for both the specimen A & B. While the EBSD analysis provides valuable insight into relative differences between the specimens, larger area scans would further improve statistical representativeness. In thicker gauge linepipe steels, the centre of the cross-section plays a crucial role in determining through-thickness mechanical integrity and fracture resistance. This region typically undergoes the least deformation during rolling, often resulting in coarser grains, retained deformation structures, and incomplete recrystallization, which can adversely affect properties such as toughness and ductility. Additionally, segregation of alloying elements and accumulation of inclusions tend to concentrate near the mid-thickness, promoting microstructural banding and serving as potential crack initiation sites. These factors contribute to reduced hydrogen cracking resistance, especially in demanding service conditions such as low temperatures or high-pressure environments. Since mechanical anisotropy is more pronounced in thicker plates, with the core often being the weakest zone, achieving a uniform and refined microstructure through the thickness particularly at the centre is critical.
Figure 3(a) and (b) present the EBSD IPF maps, providing insight into grain orientation, while Fig. 3(c) and (d) show the corresponding IPF orientation distribution density, which capture the crystallographic texture, an essential factor in evaluating anisotropy in HIC resistance. Literature indicates that grains with a dominant {101} plane are more resistant to hydrogen-related crack propagation compared to {001} or {111} planes, and grain boundaries between {101} and {111} planes further enhance resistance to hydrogen degradation. In the present study, both steel specimens (A and B) exhibit a less pronounced {001} texture. However, Steel A has a higher proportion of grains with {101} orientation, whereas Steel B shows a greater fraction of {111}-oriented grains, as seen in Fig. 3(c) and (d). The {101} crystallographic plane is particularly advantageous in body-centred cubic (BCC) steels, as it facilitates homogeneous plastic deformation through active <111 > slip systems, thereby reducing stress concentrations where hydrogen tends to accumulate. {111} planes are close packed with high atomic density which facilitate easy slip (slip system: ⟨110⟩{111}), promoting dislocation pileups and hydrogen accumulation at slip intersections. Whilst {101} plane has lower atomic packing density (74% vs. 91% in {111}). Fewer slip systems (⟨111⟩{101}), reduce dislocation mobility and hydrogen trapping. Hydrogen diffusion is slower along {101} due to larger interstitial site radii (0.36 Å vs. 0.29 Å in {111}). The {101} texture in Specimen A reduces hydrogen trapping and diffusion compared to Specimen B's {111} texture, which has higher atomic packing and more active slip systems, promoting hydrogen accumulation and crack initiation. Additionally, {101} planes resist cleavage fracture under hydrogen exposure and enhance hydrogen trapping at dislocations and grain boundaries, thereby reducing the mobility of hydrogen and mitigating its detrimental effects.
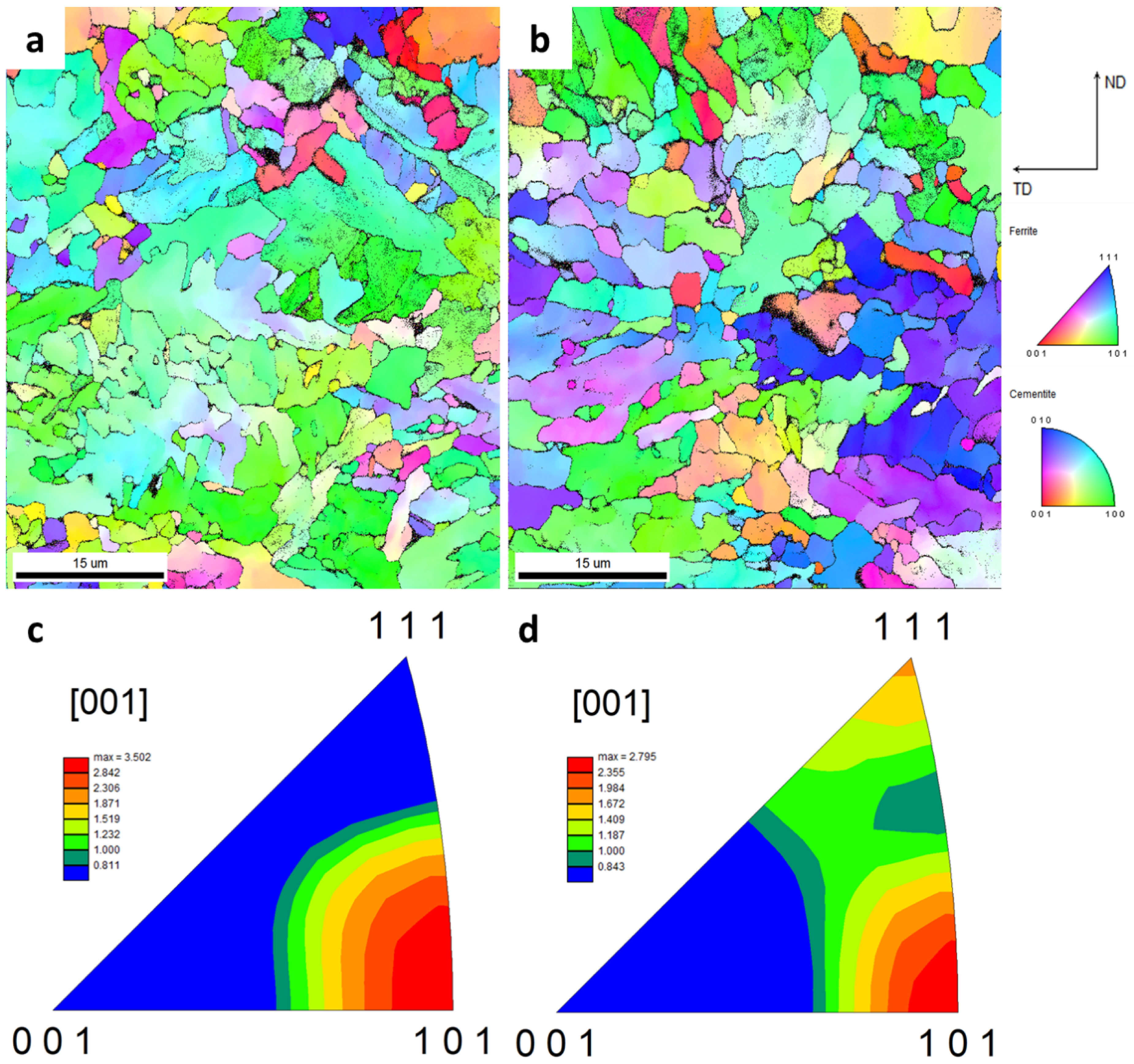
EBSD IPF (inverse pole figure) map (a, b), IPF orientation distribution (c, d) of as-received hot-rolled steel specimen A & B at the centre of cross section (IPF map with respect to nd).
Figure 4 represents the cumulative area fraction of grain size providing a quantitative evaluation of grain refinement and uniformity. As displayed, Specimen A exhibited lower grain size of max 12 µm in comparison to Specimen B of max 20 µm. Fine grain size significantly reduces HIC susceptibility in steels through multiple interconnected mechanisms. Firstly, the increased density of grain boundaries in fine-grained structures acts as effective traps for hydrogen atoms, immobilizing them and preventing their accumulation at critical stress points. This trapping reduces the diffusible hydrogen available to weaken atomic bonds, thereby lowering crack initiation risks. Additionally, the Hall-Petch effect enhances both yield strength and toughness in fine-grained materials, improving resistance to crack propagation by requiring more energy for fractures to navigate the tortuous path through densely packed grains. Uniform plastic deformation in such microstructures distributes stress more evenly, mitigating localized concentrations that could otherwise nucleate cracks. Furthermore, shorter diffusion pathways between grain boundaries hinder hydrogen migration, while high-angle boundaries act as barriers, slowing hydrogen movement. Moreover, complementary etching studies were applied but found no indication of M/A presence in either specimen. This is consistent with the alloy design and cooling conditions used, which did not favour M/A transformation. Finally, a homogeneous microstructure with fine grains suppresses the formation of large, brittle phases like martensite-austenite constituents and minimizes defects, further reducing crack initiation sites. 21 Collectively, these attributes, enhanced hydrogen trapping, improved mechanical properties, balanced stress distribution, restricted hydrogen diffusion, and microstructural uniformity make fine-grained steels exceptionally resistant to HIC, particularly in demanding environments such as sour service pipelines.
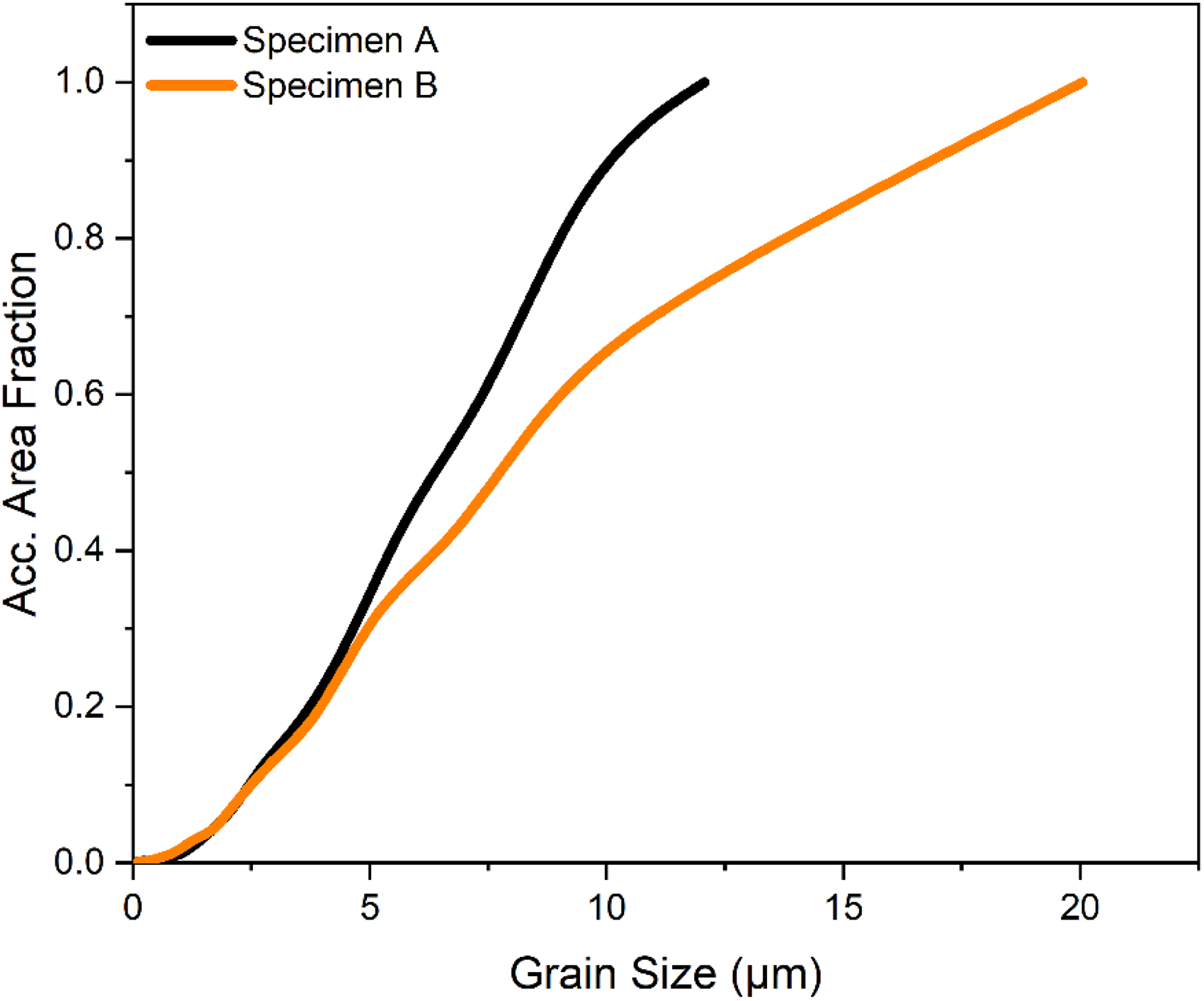
Cumulative area fraction of grain size at the centre of cross section of as-received hot-rolled steel specimen A & B.
Moreover, it is imperative to understand the effect of grain boundaries on the HIC susceptibility of pipeline steels and to properly engineer them to improve their performance in sour/acidic environments, thus Fig. 5 (a, b) represents EBSD reconstructed grain boundary map highlighting the distribution of high angle grain boundaries (HAGBs), medium angle grain boundaries (MAGBs) and low angle grain boundaries (LAGBs) in both specimens collected from centre of thickness. A grain boundary with a misorientation angle of 15⁰<62.5⁰, 5⁰<15⁰ and 1⁰<5⁰ is considered as a HAGB, MAGB and LAGB, respectively.

EBSD reconstructed grain boundary map highlighting LAGBs, MAGBs, and HAGBs (a, b) of the as-received hot-rolled steel specimen A & B.
Further quantification of these grain boundaries are presented in Fig. 6. Specimen B exhibits higher susceptibility to HIC compared to Specimen A due to differences in their grain boundary distributions. Specimen B contains a lower proportion of HAGBs (64.1% vs. 74.5% in A), which are critical for trapping hydrogen due to their disordered atomic structure. These boundaries act as strong barriers, immobilizing hydrogen and reducing its ability to migrate to stress-concentration sites like inclusions or voids. Conversely, Specimen B has a higher fraction of low-angle grain boundaries LAGBs (24.5% vs. 15.9% in A), which are less effective at hydrogen trapping and provide fast diffusion pathways, allowing hydrogen to accumulate at vulnerable regions. Moreover, higher LAGB content shows the recrystallization process is not complete in these regions. Additionally, Specimen B's slightly elevated medium-angle grain boundaries (MAGBs) (11.4% vs. 9.6% in A) further exacerbate hydrogen mobility, as MAGBs are less efficient hydrogen traps than HAGBs. This combination of fewer HAGBs to immobilize hydrogen and more LAGBs/MAGBs to facilitate its diffusion, enables hydrogen to concentrate at defects, weaken atomic cohesion, and initiate cracks. Moreover Specimen B due to its higher fraction of low-angle grain boundaries, promotes hydrogen diffusion and trapping, and its lower high-angle grain boundary content reduces resistance to crack propagation. Additionally, its higher carbon content increases hydrogen solubility, further raising susceptibility to embrittlement. Although both specimens contain similar Nb and Ti levels for hydrogen trapping, the less favourable grain boundary network and composition in Specimen B make it more vulnerable to HIC. Moreover, higher cooling rate in Specimen A promoted the formation of fine, equiaxed grains with high fraction of HAGBs, which not only interrupt hydrogen diffusion pathways but also impede crack initiation and propagation.
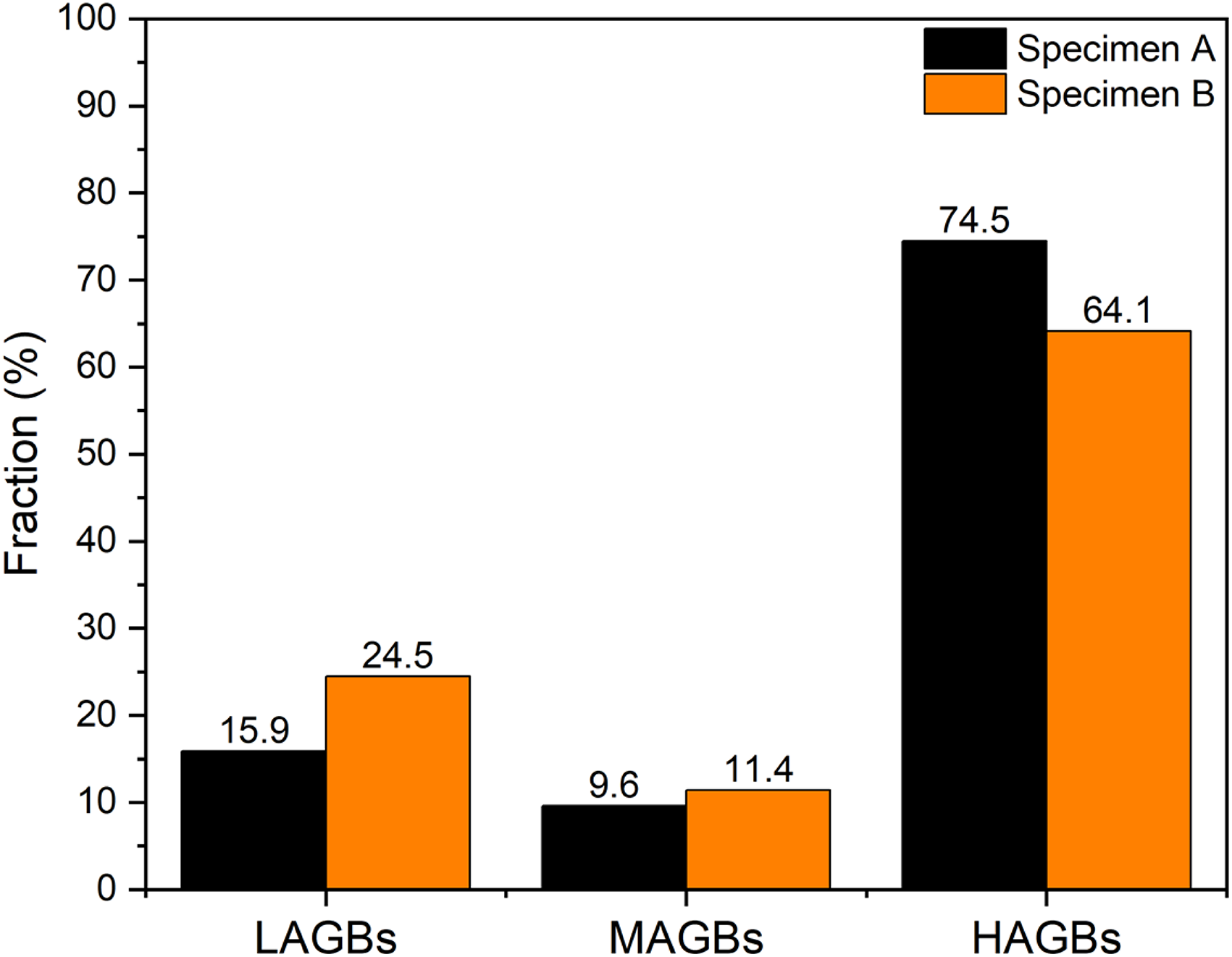
EBSD reconstructed grain boundary map highlighting LAGBs, MAGBs, and HAGBs (a, b), along with corresponding kernel average misorientation (KAM) maps (c, d). Volume fraction distribution of grain boundaries by misorientation angle (e) and KAM angle (f) at the cross-sectional centre of the as-received hot-rolled steel specimen A & B.
Figure 7 (a, b) displays the Kernel Average Misorientation (KAM) maps for Specimen A and B respectively. KAM quantifies the average misorientation angle (<5°) between a point and its neighbouring points within the same grain, serving as an indicator of localized plastic strain in the specimens. Moreover, it also displays variations in dislocation density and deformation distribution, with color-coded maps illustrating these misorientation angles to visualize strain patterns. However, KAM maps were utilized to qualitatively/semi-quantitatively assess local lattice misorientation and strain heterogeneity associated with geometrically necessary dislocations, rather than as a direct quantitative measure of absolute dislocation density. The analysis revealed distinct differences between both the samples, including variations in the spatial distribution of KAM values, which collectively highlight disparities in their microstructural responses.

Kernel average misorientation (KAM) maps (a, b) of the as-received hot-rolled steel specimen A & B at the cross-sectional centre of thickness.
Further to understand the lattice distortion within the grain, the KAM values were categorised in three different categories Low KAM (<0.5⁰), Medium KAM (0.5⁰ to 3⁰) and High KAM (3⁰ to 5⁰) which is quantified as presented in Fig. 8. Elevated LAGBs and high KAM values in Specimen B reflect increased dislocation density and strain localization, providing abundant hydrogen trapping sites and promoting crack initiation under hydrogen exposure. The values of Specimen A and B directly correlate with their resistance to hydrogen-assisted cracking through their influence on hydrogen trapping and strain localization. Specimen A, with 78.6% low KAM, 21% medium KAM, and minimal 0.4% high KAM, exhibits a homogeneous microstructure characterized by low dislocation density and uniform plastic strain distribution. This minimizes hydrogen accumulation at dislocations and reduces stress concentrations, thereby enhancing HIC resistance.22,23 In contrast, Specimen B's higher 28.1% medium KAM and 3.5% high KAM (compared to A's 21% and 0.4%) tending to greater localized strain and dislocation density, creating abundant hydrogen-trapping sites and stress-concentration zones. These features promote hydrogen segregation, recombination and crack initiation, while the 68.4% low KAM fraction in Specimen B further indicates a higher strain heterogeneity. Consequently, Specimen B's microstructure, dominated by medium/high KAM regions, increases susceptibility to HIC by amplifying hydrogen assisted damage and crack propagation, and whereas Specimen A's low KAM dominance ensures superior resistance through microstructural homogeneity and reduced hydrogen. 24 These grain boundaries provide important insight into potential hydrogen trapping behaviour; however, their influence on HIC must be interpreted in conjunction with other microstructural factors, such as local strain distribution characteristics. Since hydrogen accumulation and crack propagation are governed by the combined effect of these features, further detailed investigations involving recrystallized, substructure, and deformed regions were carried out to better understand the localized microstructural response and trapping behaviour.
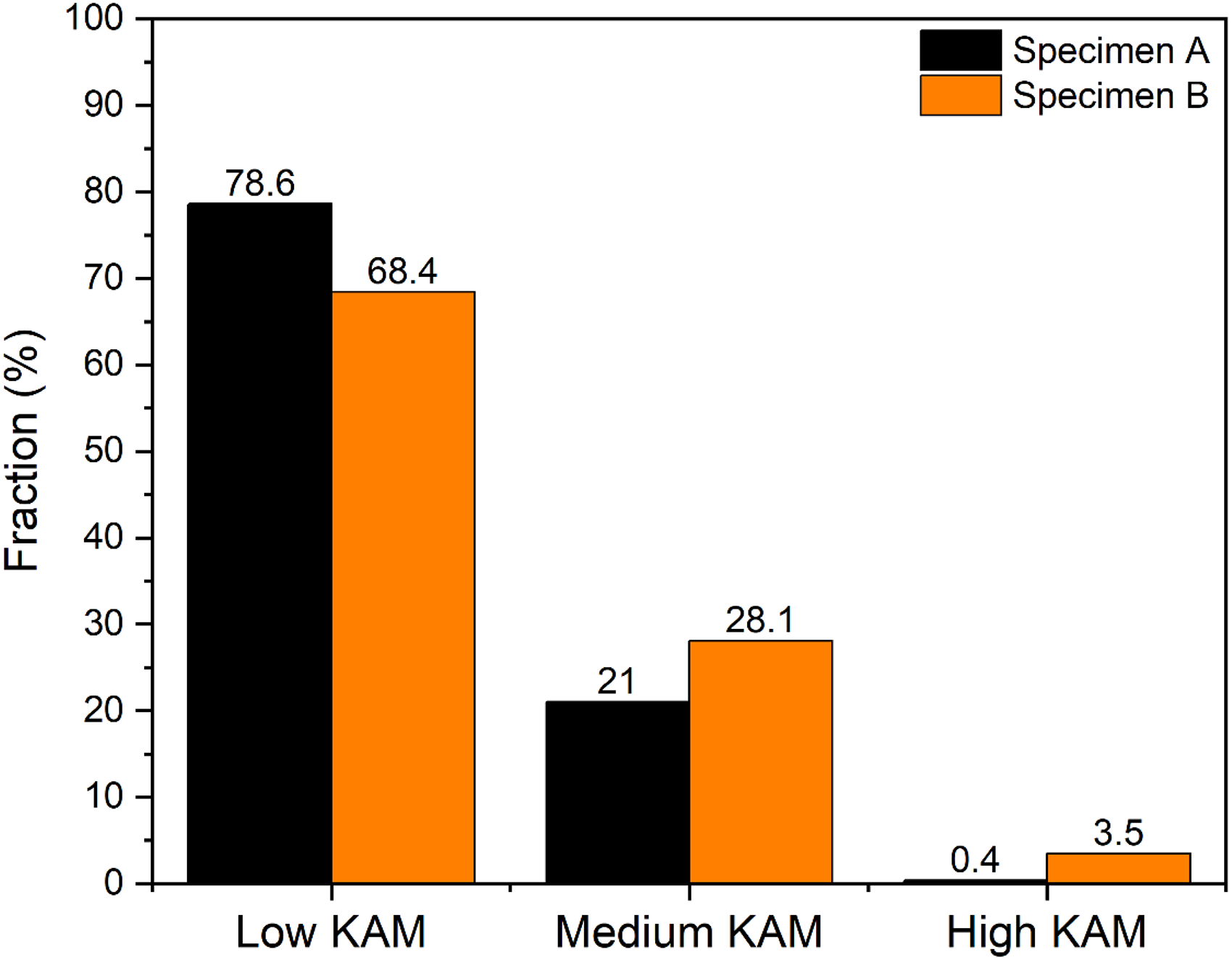
Volume fraction distribution of grain boundaries by KAM angle at the cross-sectional centre of the as-received hot-rolled steel specimen A & B.
Figure 9 highlights the recrystallization fraction map of the steel specimen A & B (a, b), along with the corresponding quantification of recrystallized, substructured and deformed region (c). Distinction between the recrystallized, substructured and deformed region can be done in a set of plastically deformed grains by the grain orientation spread (GOS) method. The GOS of a recrystallized grain is usually less than 1⁰ and that of substructured grains is between 1 to 5⁰ whilst that of deformed grains is more than 5⁰. Comparing these regions between the two specimens helps identify which processing route results in a more favourable grain structure, correlating directly with performance in demanding service environments. Recrystallized grains are typically equiaxed and low in dislocation density, enhancing toughness and resistance to hydrogen trapping. Substructured regions, with retained dislocations, can act as hydrogen diffusion paths, while deformed regions indicate high internal stress and strain accumulation, making them more susceptible to crack initiation. Specimen A, with 46% recrystallized grains (strain-free regions), 35.6% substructured (partially recovered with moderate dislocation density), and 18.4% deformed (high dislocation density), exhibits a microstructure dominated by recrystallized grains. These recrystallized regions have low dislocation density, reducing hydrogen-trapping sites and minimizing localized stress concentrations. The limited deformed fraction further restricts hydrogen accumulation and crack initiation. In contrast, Specimen B's microstructure is dominated by 51.6% substructured and 34% deformed regions, with only 14.3% recrystallized grains. The high deformed fraction introduces dense dislocation networks and strain-localized zones, which act as potent hydrogen recombination sites and stress concentrators, promoting hydrogen segregation and crack nucleation. Additionally, substructured regions in B retain residual dislocations, further facilitating hydrogen diffusion and embrittlement. The scarcity of recrystallized grains in B exacerbates these issues, as strain-free zones (which resist hydrogen related cracking) are minimal. These dislocations serve as reversible hydrogen traps, concentrating hydrogen and facilitating its diffusion along networks that feed the crack tip, thereby accelerating HIC. The predominance of deformed and substructured grains in Specimen B thus provides favourable conditions for hydrogen accumulation and crack propagation. In contrast, the strain-free, recrystallized grains in Specimen A limit hydrogen trapping and support a more uniform, tough microstructure that resists crack initiation and growth. The predominance of recrystallized grains in Specimen A minimizes hydrogen trapping and enhances microstructural homogeneity, while Specimen B's deformed and substructured regions promote hydrogen accumulation and crack initiation. Although both specimens were processed under similar TMCP conditions, the primary difference lay in their cooling rates. Specimen A's higher cooling rate (20–22°C/s) enhanced recrystallization, favouring {101} texture, while Specimen B's slower rate (15–17°C/s) retained {111} texture due to limited recrystallization kinetics. This limited the time available for static recovery and facilitated the nucleation of strain-free grains, thereby increasing the recrystallized grain fraction. Conversely, Specimen B underwent slower cooling, which allowed dislocations to rearrange into substructures and form LAGBs, resulting in a higher fraction of retained deformed grains. These deformed regions can act as hydrogen recombination sites, adversely affecting HIC resistance. Thus enhancing the cooling rate in Specimen B could therefore be a viable strategy to increase the recrystallized fraction and improve its resistance to hydrogen-induced cracking.
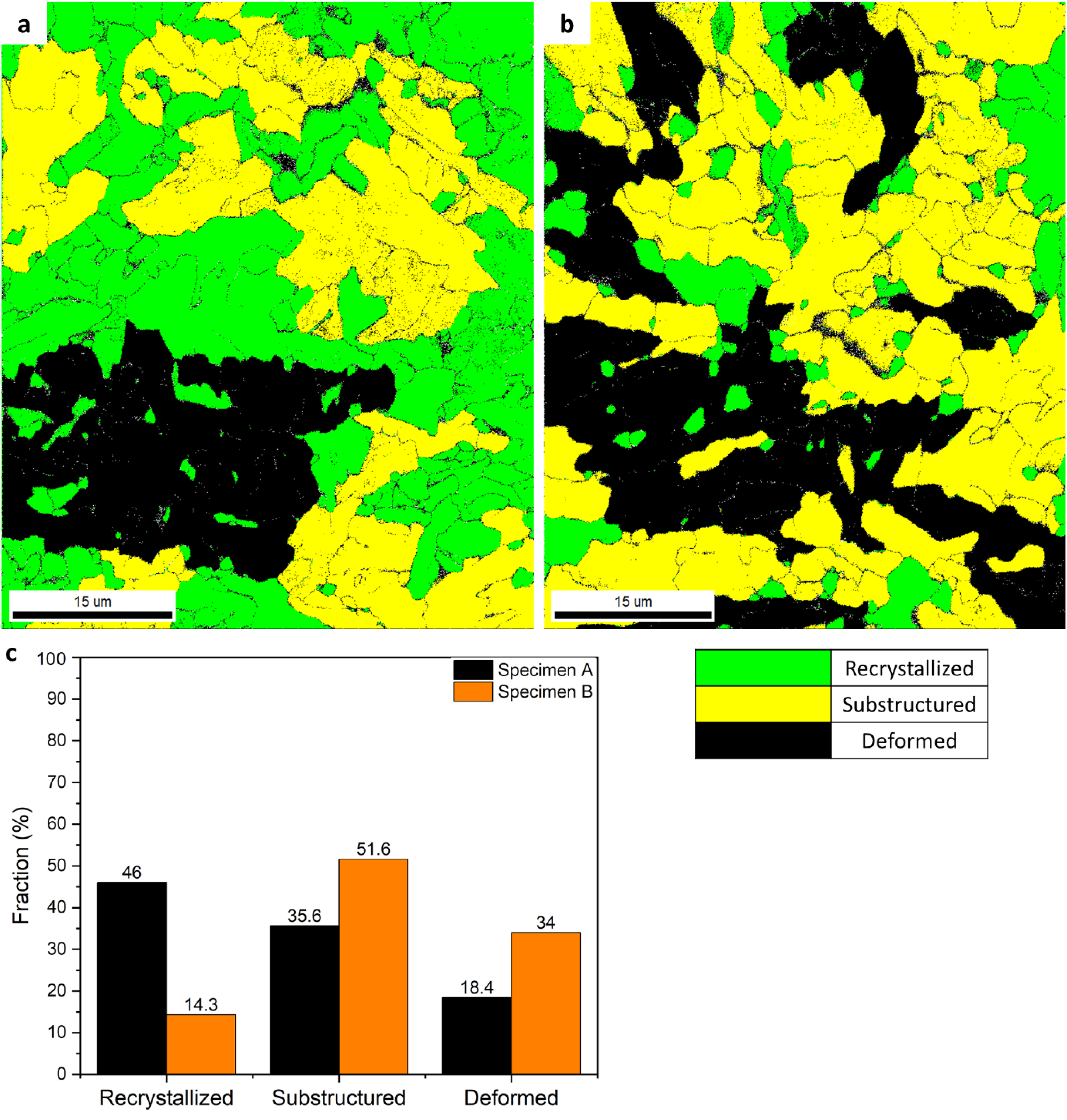
EBSD recrystallization fraction map at the cross-sectional centre of the as-received hot-rolled steel specimen A & B (a, b), along with the corresponding quantification of recrystallized, substructured and deformed region.
Conclusions
The study demonstrates that microstructural tailoring is pivotal in enhancing hydrogen-induced cracking (HIC) resistance in API L415MS grade linepipe steels. By balanced chemical composition, a Nb-microalloying and thermomechanical processing, Specimen A achieved superior HIC performance (0% CLR, CSR, CTR) compared to Specimen B (13% CLR, 1% CSR, 0.1% CTR), attributed to its refined microstructure and favourable grain boundary characteristics:
Fine Grain Structure: Specimen A's smaller grain size (max ∼12 µm vs. max 20 µm in B) increased grain boundary density, enhancing hydrogen trapping and reducing diffusible hydrogen. Grain Boundary Engineering: A higher fraction of HAGBs (74.5% vs. 64.1% in B) immobilized hydrogen and resisted crack propagation, while fewer LAGBs minimized hydrogen diffusion pathways. Recrystallization Dominance: Specimen A's microstructure (46% recrystallized grains) reduced dislocation density and localized stress, whereas Specimen B's deformation-dominated structure (34% deformed regions) amplified hydrogen trapping and crack initiation. Crystallographic Texture: The prevalence of {101} oriented grains in Specimen A promoted homogeneous deformation and suppressed hydrogen embrittlement, unlike B's {111} orientation.
These findings underscore that microstructural homogeneity, achieved through controlled cooling rates (20–22°C/s), balanced alloy design, Nb-microalloying, intense secondary metallurgy with sulphur-reduction to lowest level and grain refinement, is critical for mitigating HIC in sour service environments. The results advocate for industrial adoption of Specimen A's processing route to produce pipeline steels with robust mechanical integrity and exceptional resistance to hydrogen-assisted degradation.
Footnotes
Acknowledgements
Author wish to express their sincere gratitude to Mr Devasish Mishra of JSW Steel Ltd Vijayanagar Works for their invaluable assistance and granting permission to publish the findings of this research. Their expertise and support were essential to the successful completion of this study. Additionally, the authors appreciate characterization team of JSW Steel Vijayanagar Works for their assistance in conducting the analysis.
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: Subhnit Kumar Roy reports was provided by JSW Steel Limited. Subhnit Kumar Roy reports a relationship with JSW Steel Limited that includes: employment. If there are other authors, they declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.