
Abstract
This work reveals the precipitation behavior in an Mg-3Al-5Zn-3Ca alloy during isothermal aging (without prior solution treatment) and its effects on mechanical properties and thermal conductivity. Significant precipitation of micro-scale C15-Al2Ca Laves phase occurs within the grains only when the temperature reaches 350 °C. During the initial aging stage, the precipitation fraction, number density, and size increase with aging time, while the solute-enriched zones near the grain boundary Ca-containing second phases are gradually consumed by nearby precipitation. Peak aging is achieved after 20 h. Upon further aging to 60 h, the volume fraction and average size of the precipitates continue to increase, exhibiting a balanced combination of properties. Dissolution of the grain boundary phases and precipitates occurred after 100 h.
Introduction
Magnesium alloys are recognized as promising lightweight structural materials owing to their low density, high specific strength, and excellent damping properties.1,2 They have been adopted in the aerospace and automotive industries according to some reports, contributing to reduced structural weight, improved maneuverability, and lower carbon emissions.3–6 Among all commercial Mg alloys, Mg-Al-based alloys are the most extensively used cast alloys with mature preparation process, low cost and good castability, occupying a dominant position in industrial applications.7,8
For Mg-Al-based alloys used in thermally loaded structural components, both mechanical reliability and efficient heat dissipation capability are important. Ca is a critical alloying element for improving the high-temperature performance of Mg-Al-based alloys because it promotes the formation of thermally stable Ca-containing intermetallic phases, which can enhance grain-boundary stability and creep resistance. Meanwhile, high thermal conductivity is beneficial for reducing localized heat accumulation during service, thereby helping to maintain microstructural stability and component reliability. Therefore, achieving a balanced combination of mechanical properties and thermal conductivity is of practical significance for Ca-containing Mg-Al-based alloys.9,10 To improve the overall performance of Mg-Al-based alloys, Ca and Zn have become attractive non-rare-earth alloying elements owing to their low cost and remarkable strengthening effects. Ca has an extremely low equilibrium solid solubility in the α-Mg matrix (only 0.1 wt.% at room temperature) and tends to form thermally stable C14-Mg2Ca, C15-Al2Ca and C36-(Mg,Al)2Ca Laves phases with Al during solidification. Zn can promote the formation of Ca-Zn co-clusters and Ca2Mg6Zn3 intermetallic compounds and accelerate the age-hardening kinetics of the alloy.4,11 In the as-cast state, these Ca/Zn-containing second phases are mainly distributed continuously along grain boundaries and dendrite boundaries to form a rigid skeleton structure, which can effectively bear external loads, pin grain boundaries and impede dislocation motion, significantly improving the strength and creep resistance of the alloy while maintaining low cost.12,13 However, the solute atoms responsible for strengthening may also increase lattice distortion and electron/phonon scattering, making it difficult to simultaneously optimize mechanical properties and thermal conductivity.
Despite the strengthening advantages, the as-cast Mg-Al-Zn-Ca quaternary alloy still has a certain degree of solute supersaturation in the α-Mg matrix, with residual Al, Zn and Ca solute atoms causing severe lattice distortion. Numerous studies have confirmed that the thermal conductivity of Mg alloys is strongly positively correlated with the purity of the α-Mg matrix — solute atoms and lattice distortion will strongly scatter electrons and phonons, reduce their mean free path, and lead to a significant decrease in thermal conductivity, which becomes a key bottleneck for the synchronous improvement of strength and thermal conductivity.9,14 The traditional method to purify the Mg matrix is solution treatment followed by aging process, which can promote the precipitation of second phases and consume supersaturated solutes. However, solution treatment will dissolve or break the continuous grain-boundary second-phase skeleton formed during casting, and this structural damage cannot be restored during subsequent aging, resulting in the loss of grain-boundary strengthening and the deterioration of mechanical properties. Upon direct aging (without prior solution treatment), intragranular precipitation of C15 Al2Ca has been reported in a concentrated Mg-Al-Ca alloy, which results in far less severe decomposition of grain-boundary phases compared with conventional solution treatment.15,16
Therefore, if direct aging is adopted for Mg-Al-Zn-Ca quaternary alloys, it is expected to partly retain the grain-boundary second-phase skeleton strengthening of the as-cast alloy, and simultaneously introduce intragranular dispersion precipitation strengthening by precipitating fine precipitates in the α-Mg matrix.17,18 Meanwhile, the precipitation behavior can consume supersaturated solutes in the matrix, alleviate lattice distortion and purify the Mg matrix, so as to realize the synergistic improvement of mechanical properties and thermal conductivity. In this work, a Mg-3Al-5Zn-3Ca (AZX353) cast Mg alloy is taken as the research object, and the effects of direct aging temperature and holding time on the precipitation behavior of intragranular precipitates and the evolution of grain-boundary second phases are systematically investigated. The regulation mechanism of microstructure evolution on room-temperature mechanical properties and thermal conductivity is revealed, and the optimal direct aging process is clarified. This study aims to provide theoretical guidance and experimental basis for the microstructural design and performance optimization of low-cost, high-strength and high-thermal-conductivity Ca-containing casting Mg alloys.
Experimental
The Mg-3Al-5Zn-3Ca cast ingot, designated as AZX353, was prepared from high-purity Mg, Al, and Zn (>99.99 wt.%) and Mg-20Ca (wt.%) master alloy using a resistance furnace under a high-purity argon atmosphere. The melt was refined with RJ-6 flux at 720–730 °C, held at 740 °C for 30 min for purification, and then cast into a preheated stepped steel mold (250 °C), as illustrated in Figure 1. Specimens were extracted from the locations indicated in the figure for aging. Direct aging without prior solution treatment was conducted in a muffle furnace, where the specimens were aged at temperatures of 250 °C, 300 °C, 350 °C, and 400 °C for durations of 2.5 h, 5 h, 10 h, 20 h, 35 h, 60 h and 100 h, followed by water quenching.
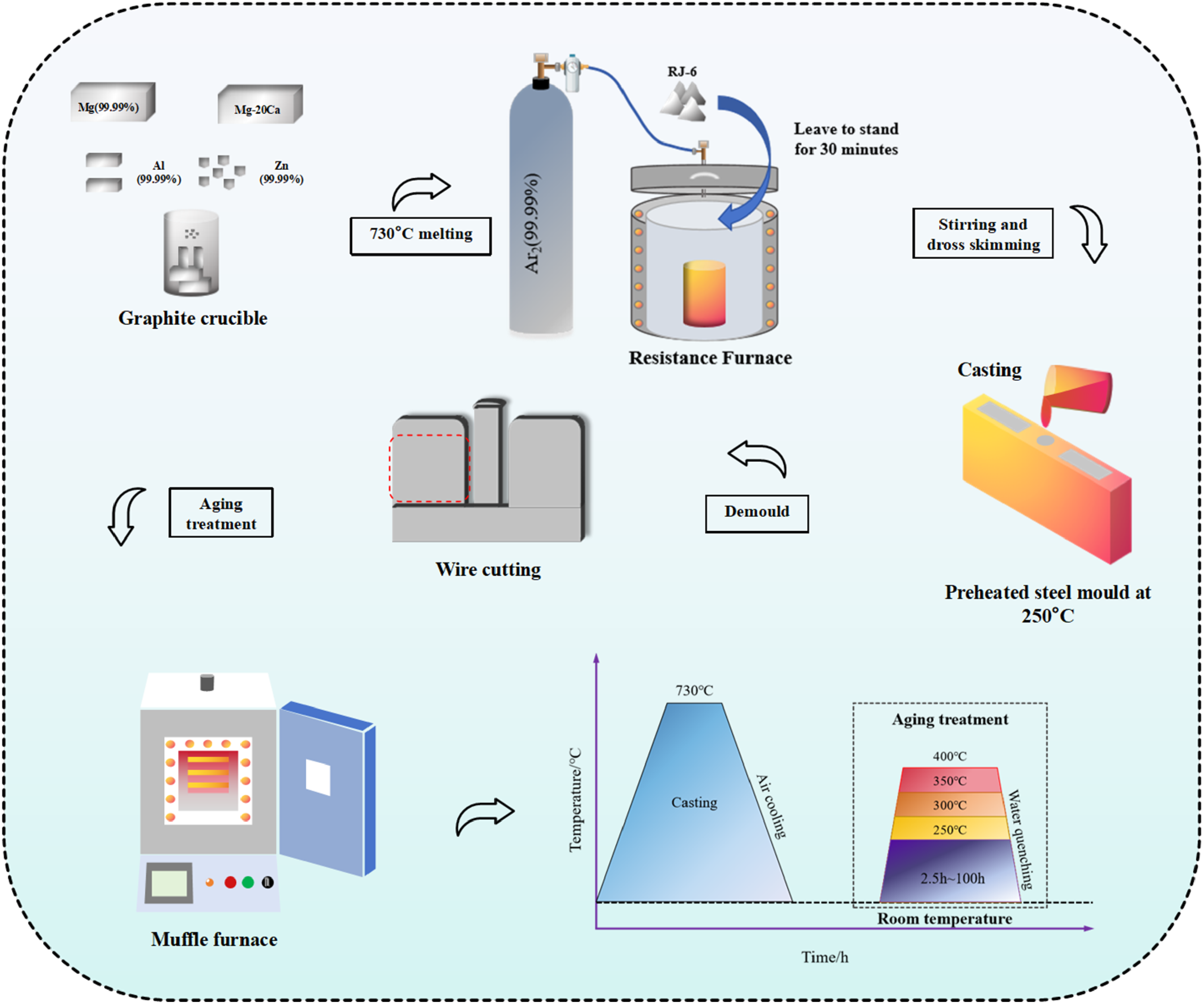
Flowchart of the sample preparation.
Differential thermal analysis (DTA) was performed on as-cast alloy using a Diamond DTA instrument at a heating rate of 10 °C/min from room temperature (RT) to 650 °C. The flat dog-bone-shaped tensile samples with gauge length of 10 mm, width of 6.0 mm, and thickness of 2 mm were machined from the same position of the ingots. Tensile tests were performed three times at RT on a CMT5105 universal testing machine in accordance with the GB/T 228-2002 standard using an initial strain rate of 1.7 × 10−4 s⁻1. At least 10 microhardness measurements were taken for each specimen by using an HVD-10AP tester under loads of 10 gf and 100 gf with a dwell time of 30 s. Thermal diffusivity (α) was measured with a NETZSCH LFA 467 HyperFlash apparatus. Each sample was measured three times, and the thermal conductivity (λ) was calculated using the following equation:

Results
Microstructure of as-cast alloy
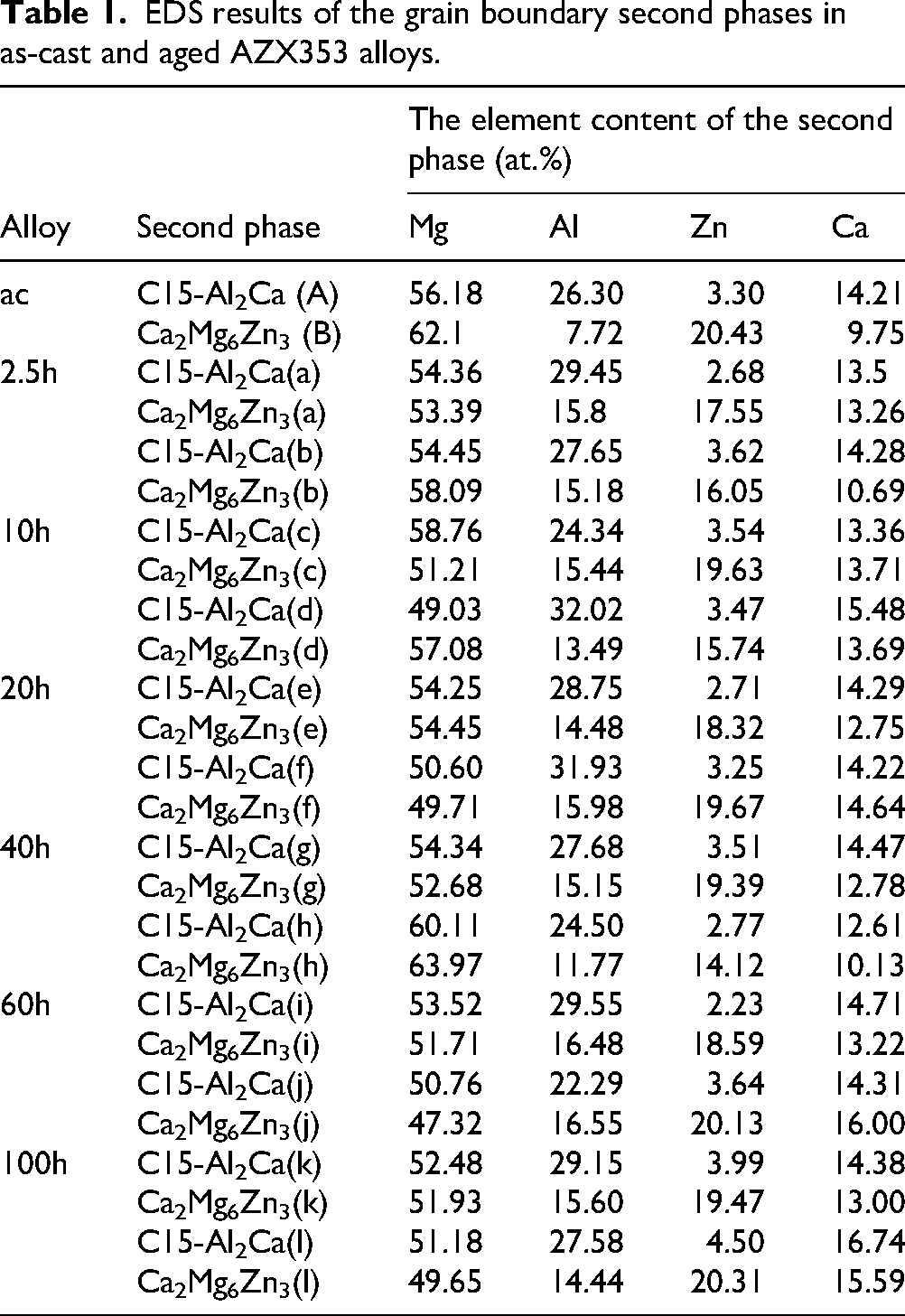
Figure 2(a) presents the BSE image of as-cast AZX353 alloy, which shows a typical dendritic structure with a secondary dendrite arm spacing (SDAS) of 14.65 ± 3 μm. The distinct contrast in the image indicates the presence of at least three different phases. Figure 2(b) depicts the DTA heating curve of AZX353 alloy, which exhibits two endothermic peaks at approximately 447 °C and 491 °C, suggesting the melting of two types of secondary phases formed during solidification. Based on the EDS results (Table 1) and XRD pattern (Figure 3), the dark gray background is identified as the α-Mg matrix, the gray intermetallics as C15-Al2Ca Laves phase, and the bright white intermetallics as Ca2Mg6Zn3 phase (indicated by arrows in Figure 2(a); detailed phase identification in Section 3.2, with additional SAED evidence for Ca2Mg6Zn3 provided in Figure S1). Both C15-Al2Ca and Ca2Mg6Zn3 phases form a continuous network skeleton along the dendrite boundaries, with a total volume fraction of approximately 15.56%. The two secondary phases exhibit distinct morphologies. C15-Al2Ca has a lamellar eutectic morphology, while Ca2Mg6Zn3 displays an island-like divorced eutectic morphology. The morphological difference is attributed to their distinct crystal structures and the different partitioning behaviors of Al, Zn, and Ca atoms between the α-Mg matrix and the secondary phases. 20 In terms of composition, the α-Mg matrix contains a solid solution of trace amounts of Al, Zn, and Ca, among which Al and Zn have higher concentrations. The C15-Al2Ca phase contains a certain amount of Zn, while the Ca2Mg6Zn3 phase incorporates a certain amount of Al, which is consistent with previous reports. 17
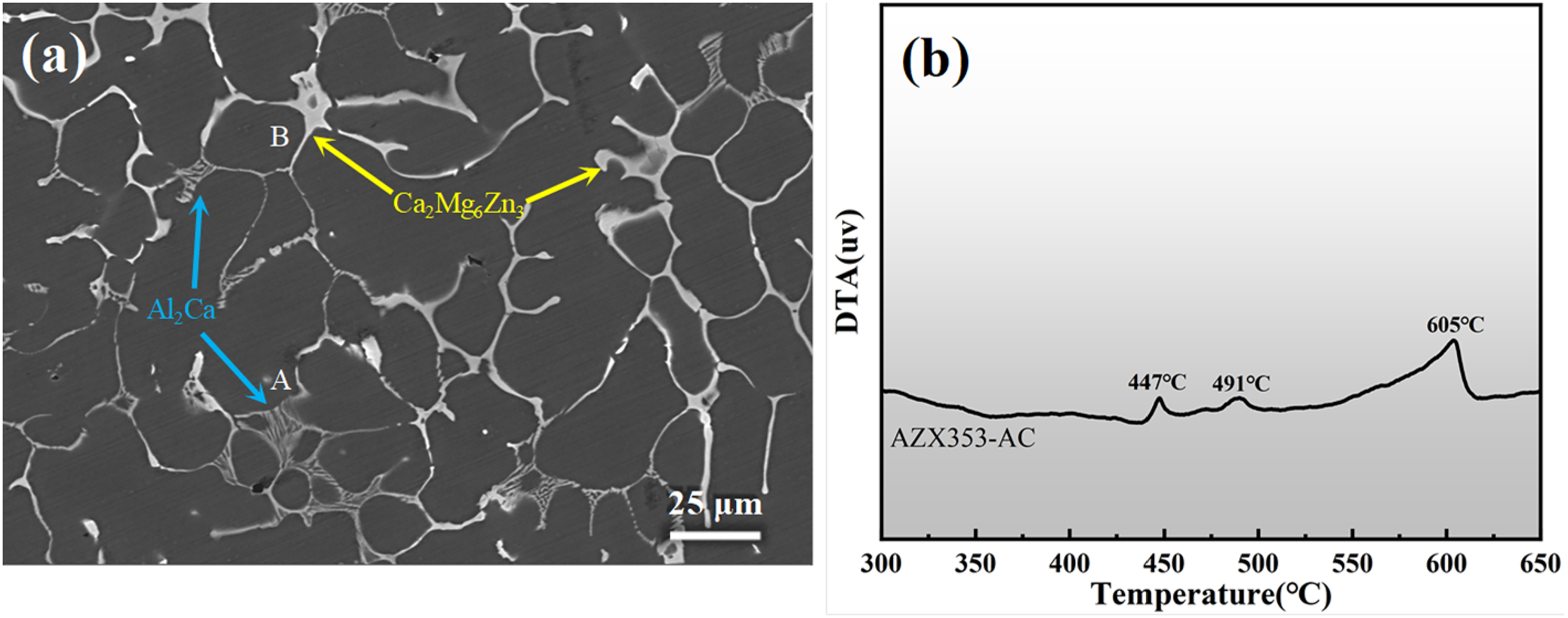
(a) BSE image and (b) DTA heating curve of as-cast AZX353 alloy.
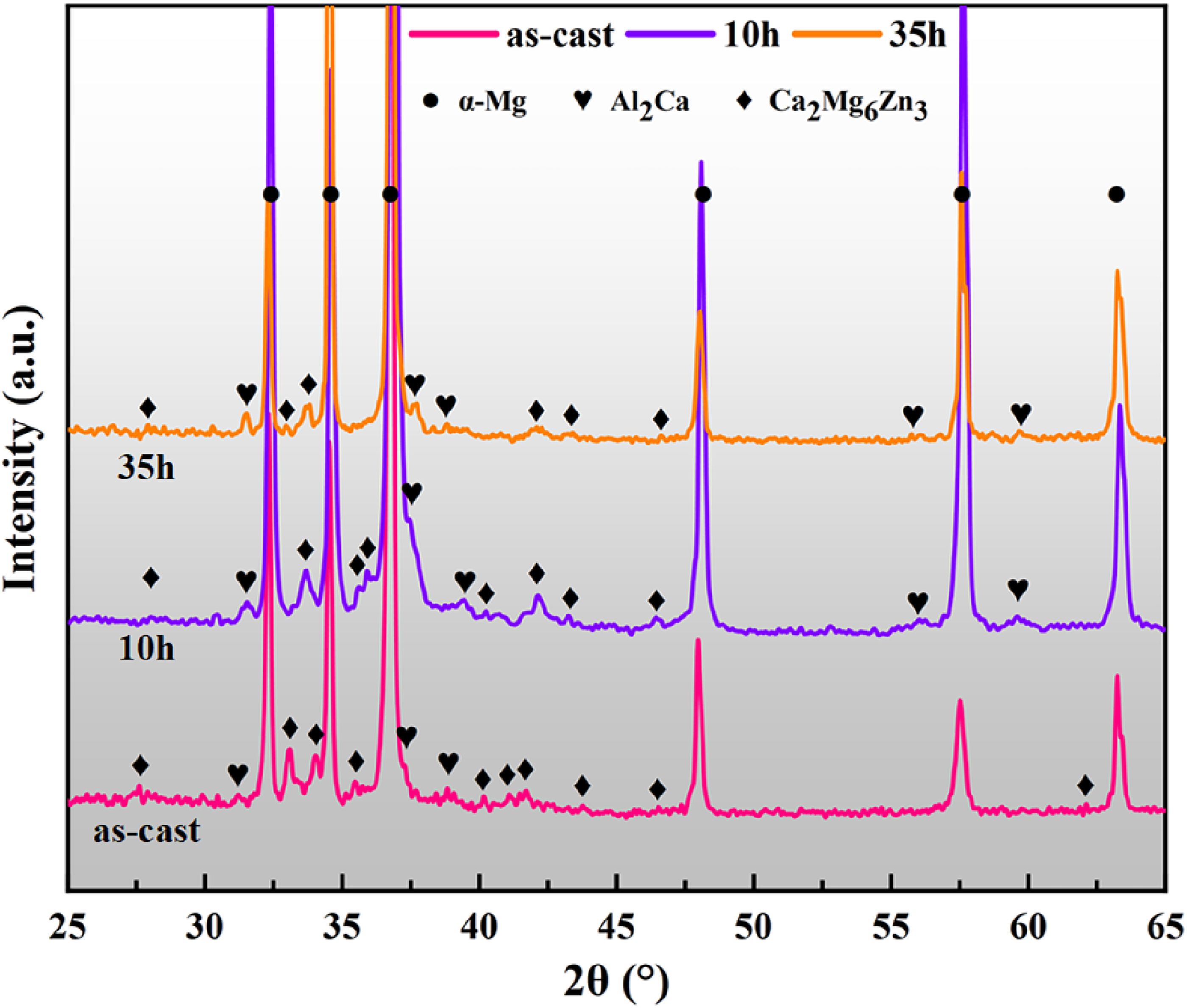
XRD patterns of as-cast and aged AZX353 alloys at 350 °C.
EDS results of the grain boundary second phases in as-cast and aged AZX353 alloys.
Microstructure of the aged alloys
Microstructures at different aging temperatures
Figure 4 shows the SEM images of as-cast AZX353 alloy aged at different temperatures for 20 h. As the temperature increased from 250 °C to 300 °C (Figure 4(a) and (b)), a small amount of fragmentation occurred in the grain boundary second phases, while no precipitates were observed within the grains. When the temperature was raised to 350 °C (Figure 4(c)), more grain boundary second phases underwent fragmentation and even spheroidization. Simultaneously, a large number of precipitates formed within the grains, predominantly exhibiting a short rod-shaped morphology, with a smaller fraction appearing as long rods. As the temperature further increased to 400 °C, the fragmentation and spheroidization of the grain boundary second phases intensified. Concurrently, the number density of intragranular precipitates decreased substantially. Figure 3 presents the XRD patterns of as-cast alloy and the alloy aged at 350 °C. The results reveal that, compared to the as-cast condition, the diffraction peak intensity of the C15-Al2Ca phase increased after aging at 350 °C. Notably, the intensity of the diffraction peak at 37.6°, corresponding to the (311) plane of the C15 phase, increased significantly, especially with prolonged aging time. This indicates that the precipitates are C15-Al2Ca and that the aging time significantly influences the precipitation behavior.
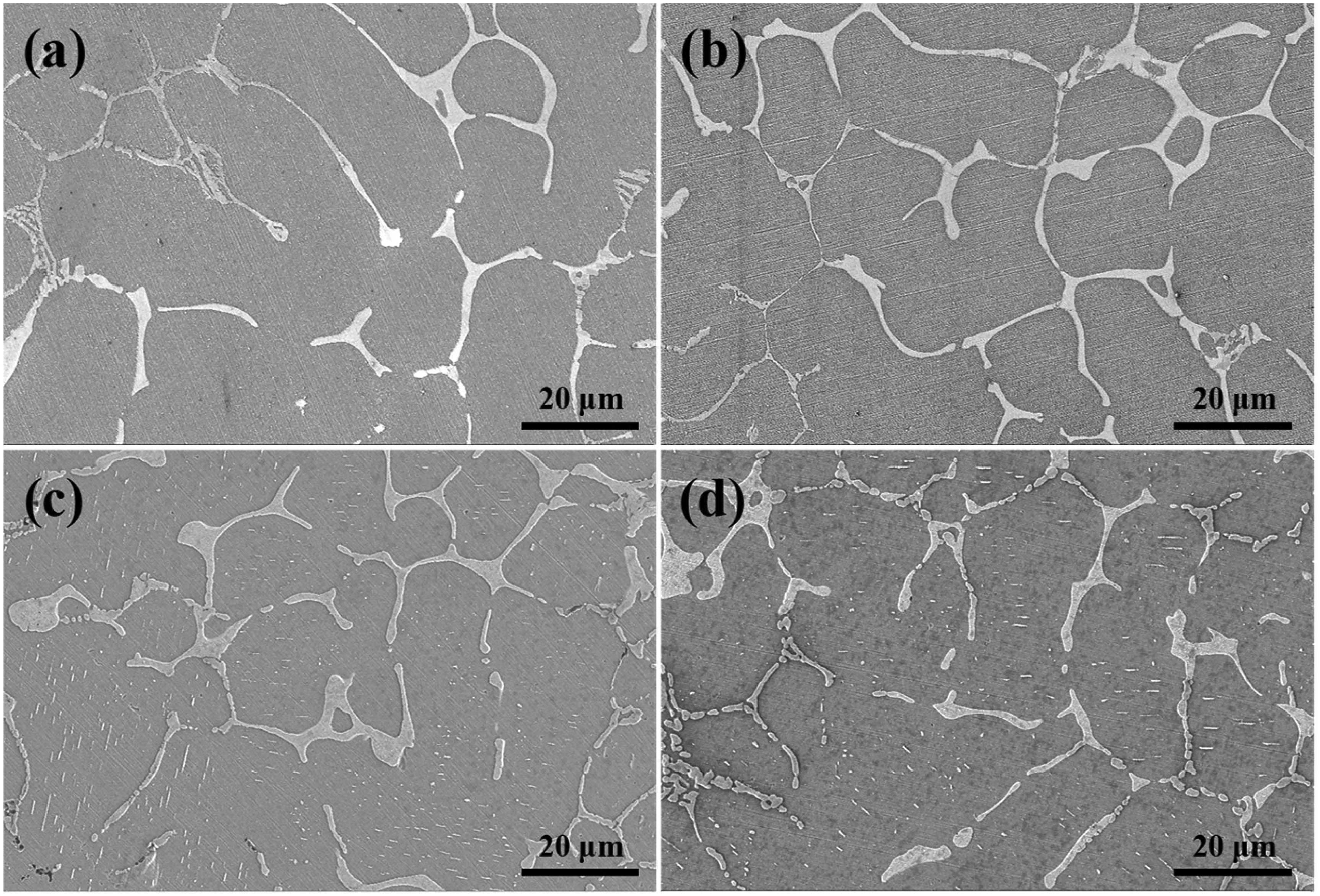
SE images of as-cast AZX353 alloy aged at (a) 250°C, (b) 300°C, (c) 350°C, and (d) 400°C for 20 h.
Microstructures after different aging times
Figure 5(a)–(f) and (g)–(l) display the SE and BSE images of the aged AZX353 alloy at 350 °C, respectively, where the corresponding EDS mapping results are also provided. Additionally, the EDS point analysis results of the grain boundary second phases in the as-cast alloy and aged alloys are listed in Table 1. Except for the aged alloy held for 2.5 h, all other samples exhibited pronounced precipitation. As seen in Figure 5(a)–(e), extending the aging time from 2.5 h to 20 h led to a remarkable increase in the number density of intragranular C15-Al2Ca precipitates and a continuous increase in their size. Additionally, Figure 5(f) reveals that the grain boundary C15 phase became increasingly susceptible to fragmentation or spheroidization with aging time. The variations in the number density and size with aging time are quantified in Figure 6(a). The precipitate growth shows a non-monotonic trend with aging time. After 20 h at 350 °C, the number density of C15-Al2Ca precipitates reached a peak of approximately 0.16 N/μm2, with an average length of 1.29 μm. Further extending the aging time to 100 h resulted in a decrease in number density to 0.08 N/μm2. The precipitates formed after 20 h were primarily distributed in the 0–1 μm and 1–2 μm size ranges. After 100 h, the size distribution shifted predominantly to 1–2 μm range, while the average size of the precipitates showed a slight decrease. The area fraction of precipitates (Figure 6(b)) reached a maximum of about 6.55% after 60 h and then decreased to 3.82% after 100 h, again exhibiting a trend of initial increase followed by a decrease.

SE images, BSE images and EDS mapping results of the as-cast AZX353 alloy aged at 350 °C for (a, g) 2.5 h, (b, h) 10 h, (c, i) 20 h, (d, j) 40 h, (e, k) 60 h, and (f, l) 100 h.
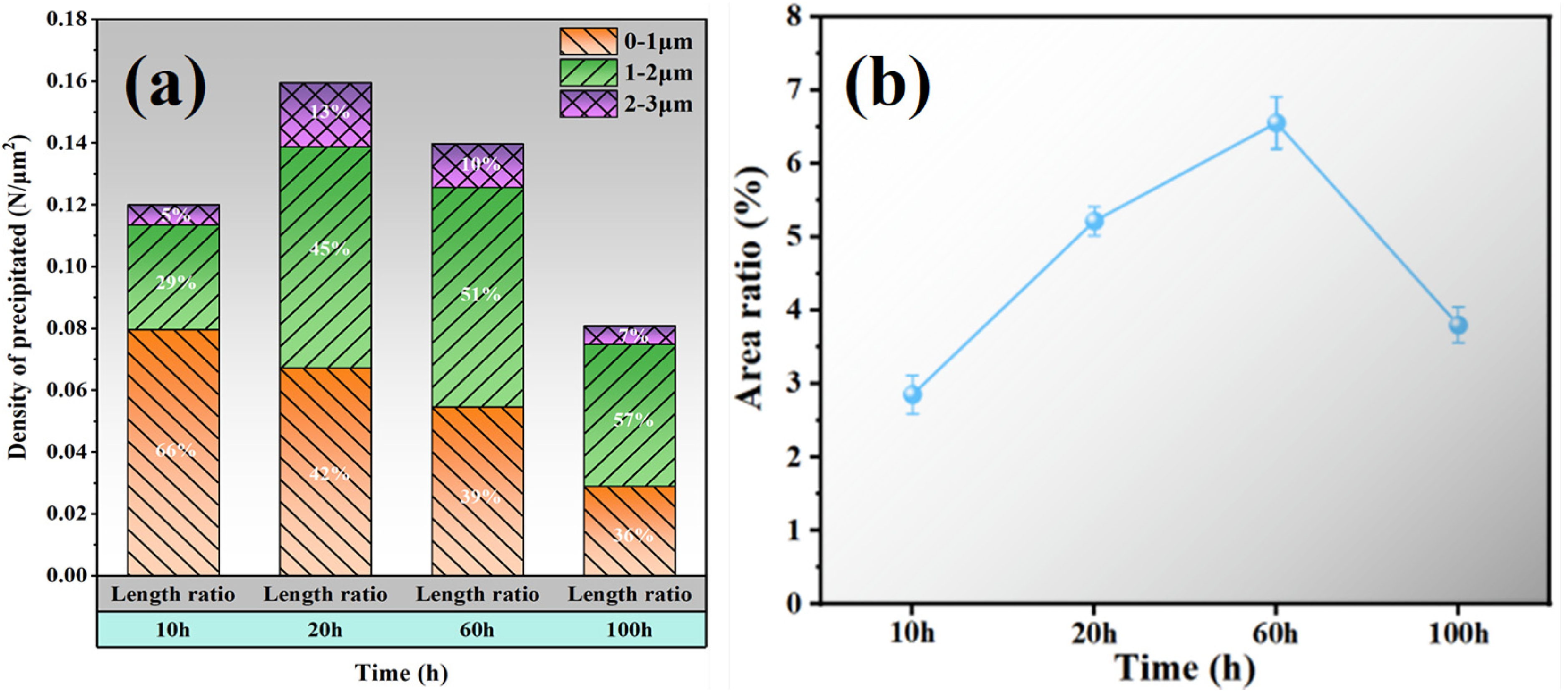
(a) Number density and size distribution of C15-Al2Ca precipitates as a function of aging time; (b) variation of the precipitation area fraction with aging time.
Figure 7 shows the high angle annular dark field (HAADF)-STEM image, corresponding elemental distribution maps, EDS results, and selected area electron diffraction (SAED) patterns of the grain boundary second phases for the AZX353 alloy aged at 350 °C for 10 h. The phase identification results are consistent with the SEM and XRD analyses. The image clearly shows that the eutectic C15-Al2Ca and Ca2Mg6Zn3 phases are interconnected, forming a continuous network skeleton. The regions susceptible to fragmentation and spheroidization are primarily located within the C15-Al2Ca phase. Figure 8(a)–(d) show the TEM bright-field (BF) images and corresponding EDS elemental maps of the precipitates in the alloy aged at 350 °C for 60 h, revealing the formation of nanoscale C15-type precipitates within the α-Mg matrix. Figure 8(f) presents the high-resolution transmission electron microscopy (HRTEM) image of the region shown in Figure 8(e), which exhibits a high degree of atomic matching at the interface between the C15 precipitate and the α-Mg matrix. As can be seen from the fast Fourier transform (FFT) diffraction pattern in Figure 8(g), the orientation relationship between the α-Mg matrix was determined to be (
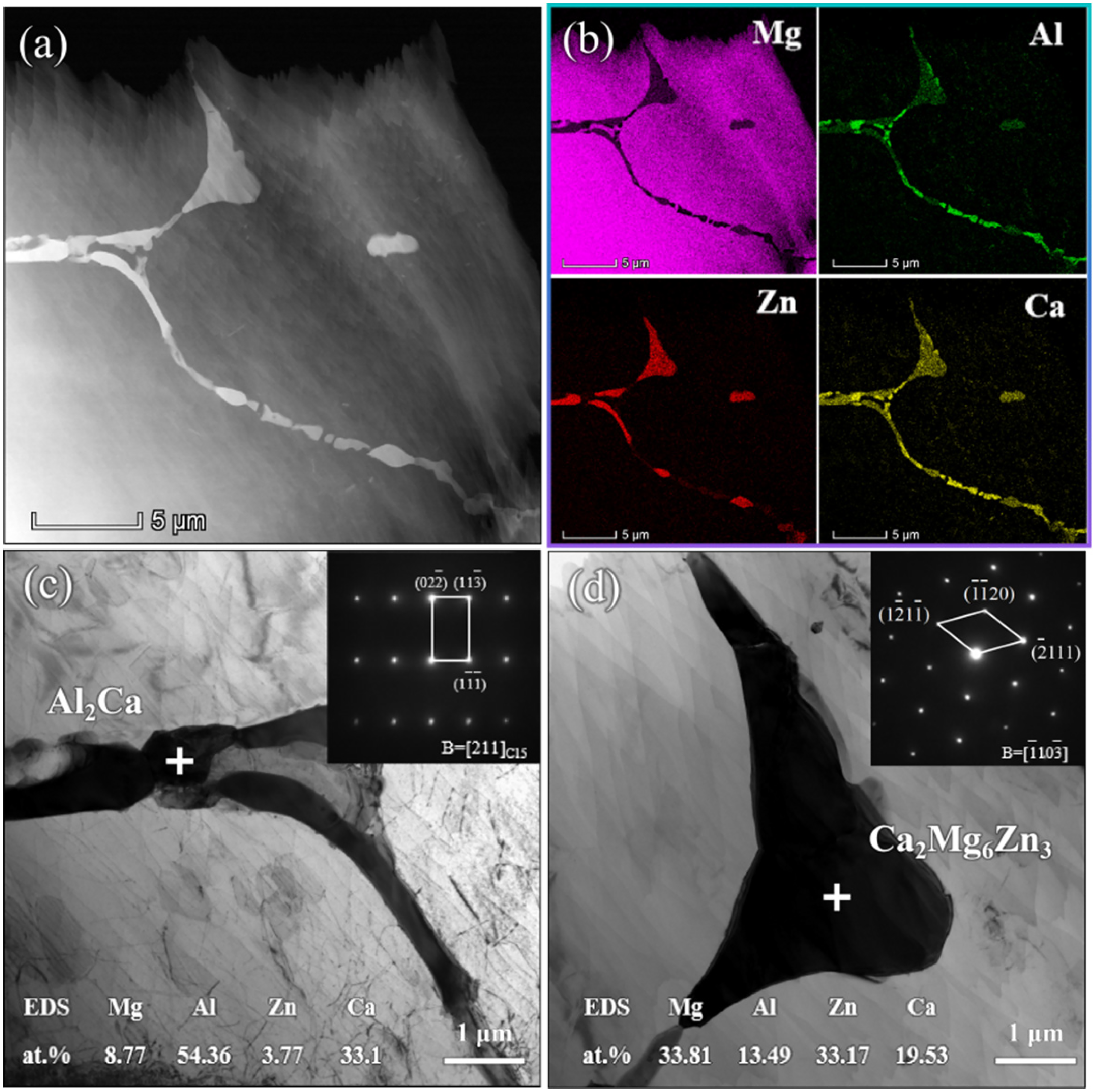
TEM characterization of the grain boundary secondary phases in the alloy aged at 350 °C for 10h: (a) HAADF-STEM image; (b) corresponding elemental maps of the region in (a); (c) bright-field TEM image and corresponding SAED pattern of C15-Al2Ca phase;(d) bright-field TEM image and corresponding SAED pattern of Ca2Mg6Zn3 phase.

TEM characterization of the precipitates in the alloy aged at 350 °C for 60h: (a, c) BF images and SAED patterns of C15-Al2Ca precipitates at different locations; (b, d) corresponding EDS elemental maps; (e) BF image of intragranular precipitates; (f) HRTEM image of the precipitate marked by the arrow in (e); (g) FFT diffraction pattern from the dashed box region in (f).
Mechanical properties and thermal conductivity of the aged alloys
Figure 9(a) and (b) show the age hardening curves of the alloy aged at different temperatures under 10 gf and 100 gf indentation loads, respectively. Under the conventional test load of 100 gf, no obvious precipitation hardening effect was observed in any aged alloy (Figure 9(b)). Under the load of 10 gf, age hardening occurred as early as 2.5 h in the aged alloys at 350 °C to 400 °C, where precipitates were confirmed. Increasing the aging temperature from 350 °C to 400 °C shortened the time to peak hardness from 20 h to 5 h. In addition, the 250 °C aged alloy also achieved age hardening after 60 h of aging. Figure 9(c) depicts the RT tensile curves of the as-cast and aged alloys, and Figure 9(d) illustrates the corresponding column charts for comparing the mechanical properties between these alloys. With increasing aging time, the yield strength (YS) remains relatively stable at approximately 100 MPa, while both the ultimate tensile strength (UTS) and elongation (El) are enhanced. Specifically, the UTS increases from 149 MPa in the as-cast condition to 164 MPa after 60 h of aging, and the elongation increases from 3.1% to 4.2%.
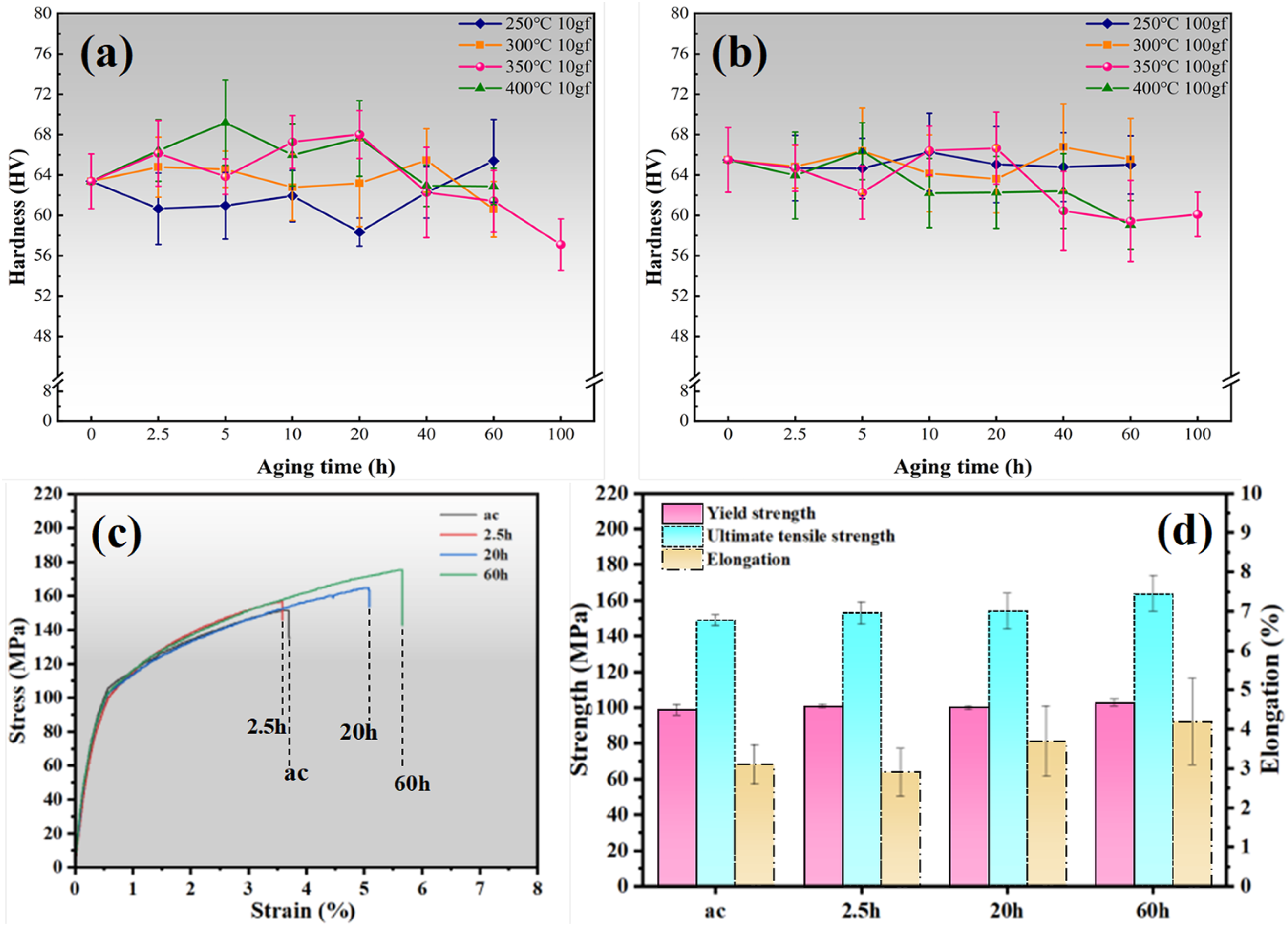
Mechanical properties of the as-cast alloy and aged alloys: age hardening curves at various aging temperatures measured under an indentation load of (a) 10 gf and (b) 100 gf, respectively; (c) RT tensile stress-strain curves; (d) the corresponding column charts of yield strength, ultimate tensile strength, and elongation (note that the x-axis in the age hardening curves (a, b) is an equally spaced indexed scale for visual clarity).
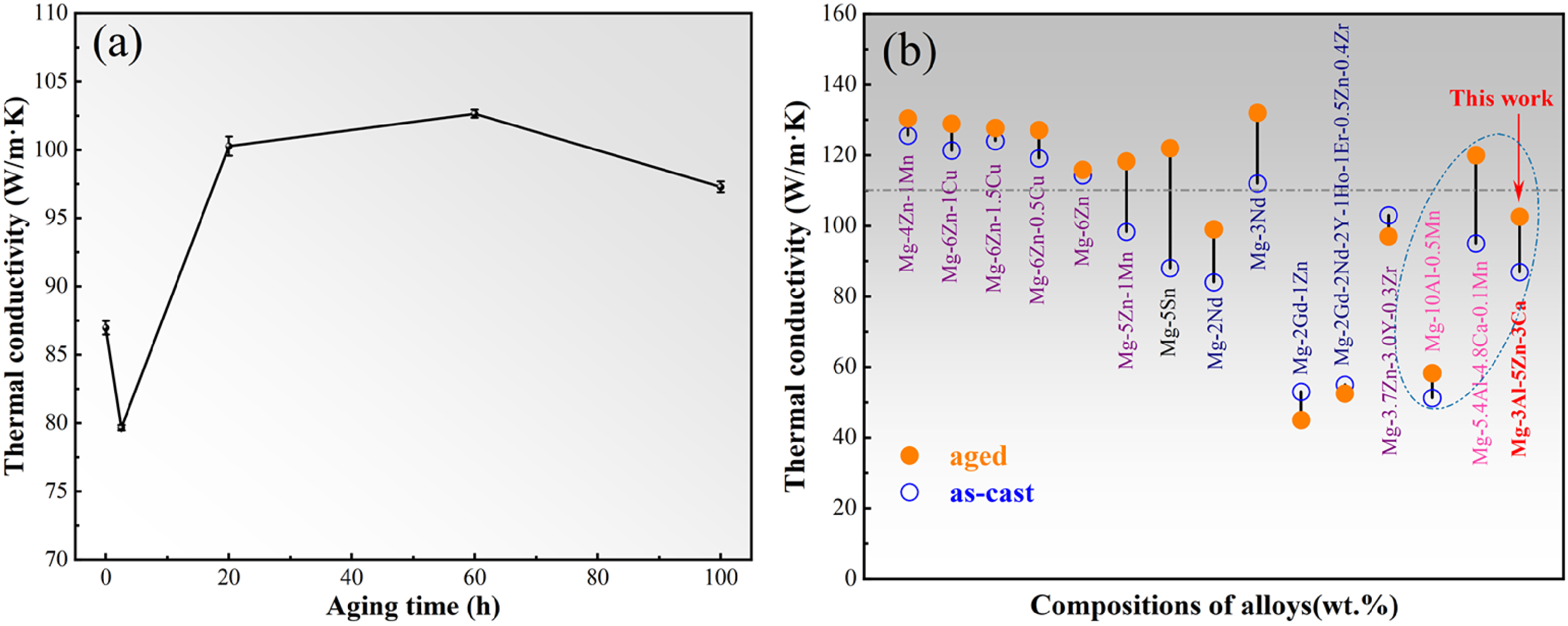
Figure 10(a) illustrates the evolution of the RT thermal conductivity of as-cast AZX353 alloy with aging time at 350 °C. The thermal conductivity of the as-cast alloy was 86.9 W/(m·K). It rapidly decreased to 79.6 W/(m·K) after 2.5 h of aging, followed by a sharp increase to 100.3 W/(m·K) after 20 h. Upon further prolonging the aging time to 60 h, the conductivity increased only marginally by 2 W/(m·K). Aging for 100 h resulted in a gradual decrease of the conductivity to 97.3 W/(m·K), corresponding to a reduction of 5.3 W/(m·K). Figure 10(b) compares the thermal conductivity of typical as-cast and aged magnesium alloys. It can be observed that after aging, the Mg-Zn alloy shows the highest thermal conductivity; the addition of Ca significantly improves the thermal conductivity of the Mg-Al alloy. However, the thermal conductivity of the aged alloy in this work fails to exceed 110 W·m⁻1·K⁻1. Its thermal conductivity may be further enhanced through precipitation of Mg-Zn phase at a lower aging temperature (e.g., ∼150 °C), which requires further investigation.
Discussion
The precipitation mechanism
The precipitation response is strongly dependent on aging temperature. Among the investigated temperatures, 350 °C is the most favorable for producing abundant intragranular precipitates, while significant precipitation with a rod-shaped morphology occurs in the AZX353 alloy when direct-aged at temperatures ≥ 350 °C (Figure 3). As shown in Figure 5(b), precipitation forms along the grain boundaries during the initial aging stage, which indicates the feature of discontinuous precipitation, while some precipitates form within the grains, showing the feature of continuous precipitation. 32 With prolonged aging, precipitates grow and eventually achieve a uniform distribution in the α-Mg matrix. Figure 11 shows the EDS point results of the matrix located at different distances up to approximately 6.5 μm from grain boundary phases in the alloy aged at 350 °C for different times (as shown in Figure 5). Since the thickness of these second phases is less than 1 μm (see Figure 7(c) and (d)), the SEM-EDS results measured at 0 μm, corresponding to the grain-boundary phases, may include signals from the surrounding matrix. For the adjacent regions away from the grain boundary phases, the EDS point analysis is mainly used to reveal the relative variation trend of solute elements rather than to provide precise matrix compositions. Additional TEM-EDS analysis of the alloy aged at 350 °C for 60 h is provided in Supplementary Figure S2, showing a local compositional distribution generally consistent with the trend shown in Figure 11(b).
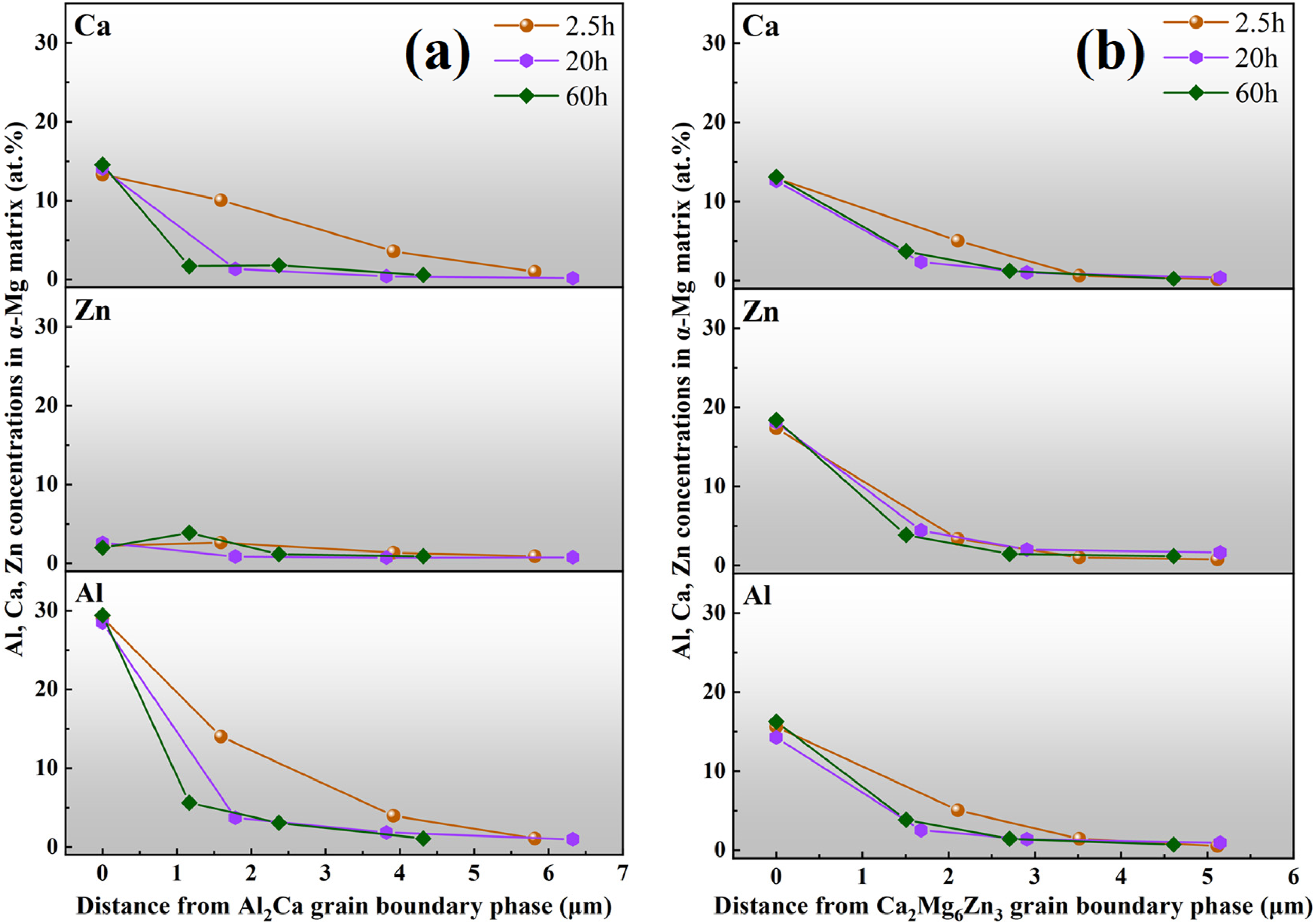
EDS point analysis of the matrix at different locations near (a) Al2Ca and (b) Ca2Mg6Zn3 grain boundary phases (as shown in Figure 5(a), (c), and (e)) of the as-cast AZX353 alloy aged at 350 °C for 2.5 h, 20 h, and 60 h.
In the early stage (350 °C, 2.5 h), solute-enriched zones are observed near the grain boundary phases (Figure 11). The region adjacent to Ca2Mg6Zn3 shows enrichment of Al, Zn, and Ca atoms, while that near the C15 phase exhibits higher Al and Ca concentrations but lower Zn content. As the aging time increases, the Al and Ca concentrations near the grain boundary phases decrease significantly, particularly near the C15-Al2Ca phase. This suggests that these solute-enriched zones provide favorable sites for the nucleation and growth of intragranular C15-Al2Ca precipitates. In contrast to the decreasing Al and Ca, the Zn content remains relatively stable during prolonged aging, possibly due to the fragmentation of C15-Al2Ca and decomposition of Ca2Mg6Zn3. 33 Previous work by Tomas 34 on sand-cast Mg-5Al-3Ca-0.7Sr-0.2Mn as-cast alloy similarly observed intragranular C15-Al2Ca precipitates, where the slow cooling rate facilitated the growth of C15-Al2Ca precipitates to SEM detectable dimensions. This indicates that the nucleation of C15-Al2Ca precipitates likely occurs during eutectic solidification. In the present study, rapid cooling rate resulted in extremely fine intragranular C15-Al2Ca, making them difficult to be detectable by SEM. Therefore, temperatures below 350 °C proved insufficient to promote their growth (Figure 3(a) and (b)).
In the over-aged condition of 60 h, coalescence of precipitates and further absorption of solutes from the matrix are apparent, leading to the formation of many elongated precipitates. Such microstructural evolution reduced the number density of precipitates while increasing their area fraction (Figure 6(b)). Given that the C15-Al2Ca can dissolve a certain amount of Zn atoms, prolonged aging may increase the Zn content within it. The increased Zn content potentially reduces the thermal stability of the precipitates, leading to decomposition behavior similar to that observed in the grain boundary C15-Al2Ca phase, consequently decreasing the total volume fraction and size of the precipitates when aging time is as long as 100 h.
The effects of direct aging on mechanical properties
The interconnected second phase skeleton at grain boundaries is favorable to strengthening by sharing the load applied to the softer α-Mg matrix in Ca-containing magnesium alloys.11,12 In Figure 9, the indentation response under different loads reflects distinct strengthening mechanisms. Under 100 gf, the indentation area encompasses both the α-Mg matrix and the grain boundary second-phase skeleton (Figure 9(b)), thus revealing the combined effects of grain boundary strengthening and precipitation strengthening. The fragmentation and spheroidization of the second phases are more pronounced at temperatures above 350 °C (Figure 3(b) and (d)), resulting in a reduced load-bearing capacity. The relatively stable HV values at such high temperatures, where precipitation behavior occurs, indicate that such strength loss is partially compensated by precipitation strengthening. The intragranular age hardening response is captured under 10 gf load, where the age-hardening response is evident at temperatures above 350 °C (Figure 9(a)). After peak aging, prolonged aging promotes further fragmentation and spheroidization and overaging induced by the Orowan mechanism, which increases the strength loss, leading to decreased HV values at the later aging stage. It should be mentioned that age-hardening occurs at temperatures below 300 °C with no obvious precipitates observed via SEM in Figure 3(a) and (b), which implies the existence of nano-scale precipitates. Such nano-precipitates generally exhibithigh strengthening efficiency yet weak capacity to purify the matrix, which will be discussed in our further work. Therefore, the different age-hardening responses at various temperatures should be attributed to the combined effects of intragranular precipitation behavior and the stability of the grain-boundary second-phase skeleton. In general, abundant effective intragranular precipitates together with a stable grain-boundary second-phase skeleton are beneficial for strengthening the alloy.
As a thick skeleton is harmful to ductility, C15-Al2Ca phase with a slenderer morphology than Ca2Mg6Zn3 phase contributes more to elongation. 17 Moreover, C15-Al2Ca skeleton is more susceptible to spheroidization during aging, reducing its interconnectivity. This spheroidized C15-Al2Ca phase reduces dislocation pile-ups and stress concentration during deformation, thereby improving the crack propagation resistance. Figure 12 shows the tensile fracture surfaces of the alloy in four states: as-cast, underaged (2.5 h), peak-aged (20 h), and overaged (60 h). The as-cast alloy exhibits primarily cleavage facets, indicating the poorest ductility. After 2.5 h of aging, with minimal skeleton fragmentation, some river patterns appear and elongation improves. After 20 h and 60 h, increased skeleton fragmentation and spheroidization led to the appearance of dimples, and their density increased with aging time. This resulted in a 10% increase in elongation in the alloy aged at 60 h compared to the as-cast alloy.
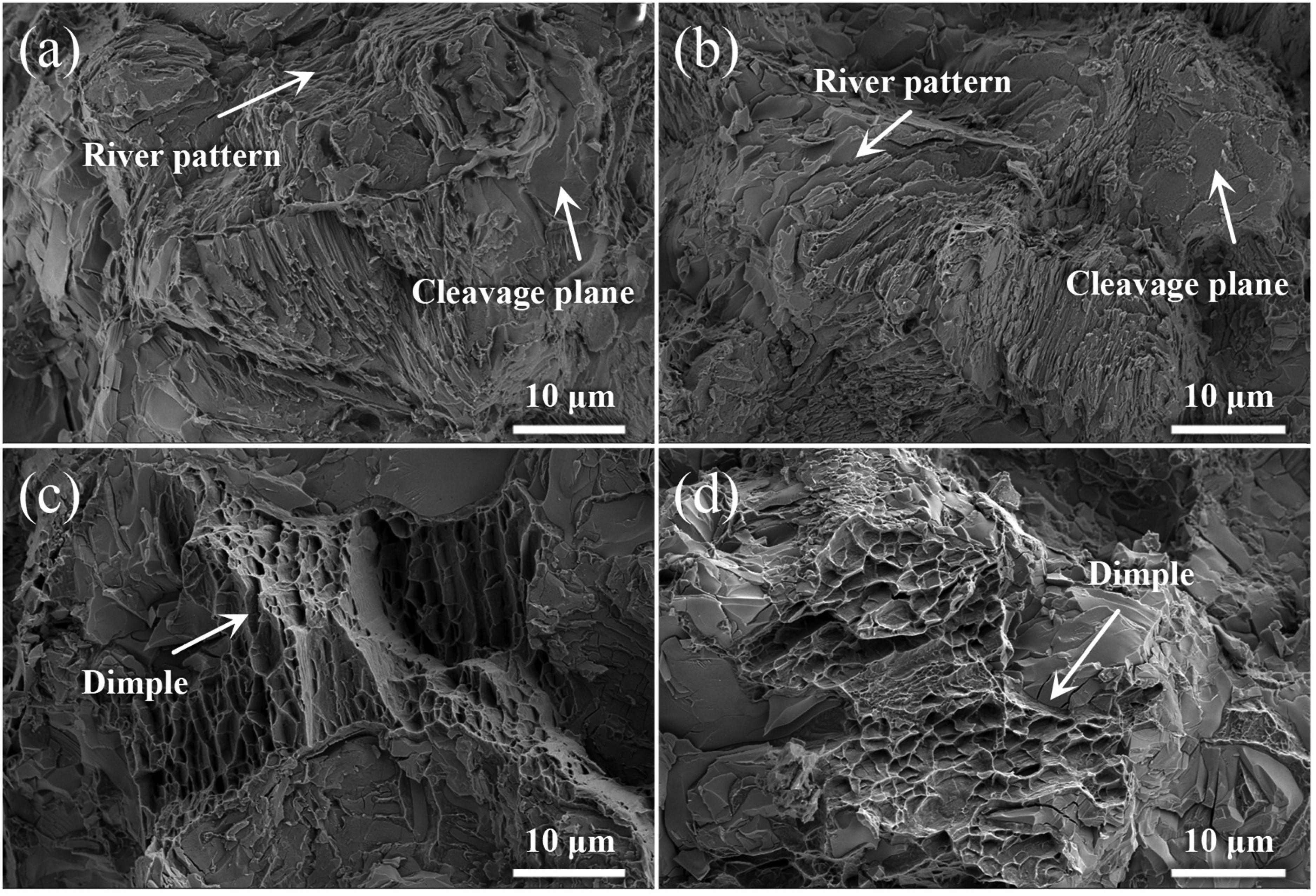
SEM fractographs of the as-cast and aged AZX353 alloys after tensile test: (a) as-cast; (b) 350 °C for 2.5 h; (c) 350 °C for 20 h; (d) 350 °C for 60 h.
The effects of precipitation behavior on thermal conductivity
In cast metal materials, the interfaces between the matrix and grain boundary secondary phases, as well as solute atoms within the grains, impede the movement of electrons and phonons, which reduces the mean free paths of these carriers and thus causes a low thermal conductivity.9,35 The secondary phase skeleton in AZX353 alloy exhibits a highly continuous interface surrounded by solute-enriched regions, making it challenging to achieve a high thermal conductivity. After aging at 350 °C for 2.5 h, partial fragmentation of the skeleton occurred, which might otherwise have increased the mean free paths of electrons and phonons. However, the increased thermal diffusion at this elevated temperature simultaneously promoted the expansion of solute-enriched zones. At this early stage, precipitation was insufficient to consume these solute elements, ultimately leading to a further decrease in thermal conductivity (Figure 10(a)).
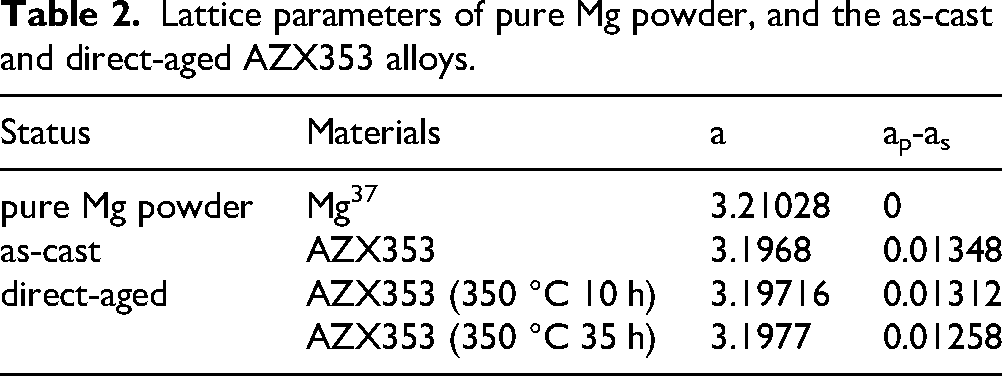
Solute atoms accelerate lattice distortion of the α-Mg matrix, which reduces the mean free paths of electrons and phonons. 36 Based on the XRD results and literature values, the lattice parameters of pure Mg, as-cast AZX353 alloy, and the alloy aged at 350 °C are listed in Table 2. The difference δ between the lattice parameter of the as-cast alloy (ap) and that of the aged alloy (as) serves as an indicator of lattice distortion. A larger δ corresponds to a higher degree of lattice distortion. The as-cast alloy has a δ of 0.01348, which decreased by 6.68% to 0.01258 after 35 h of aging. This indicates that beyond 20 h of aging, precipitation consumed a significant amount of solute atoms (Figure 13) and hence alleviated the lattice distortion.
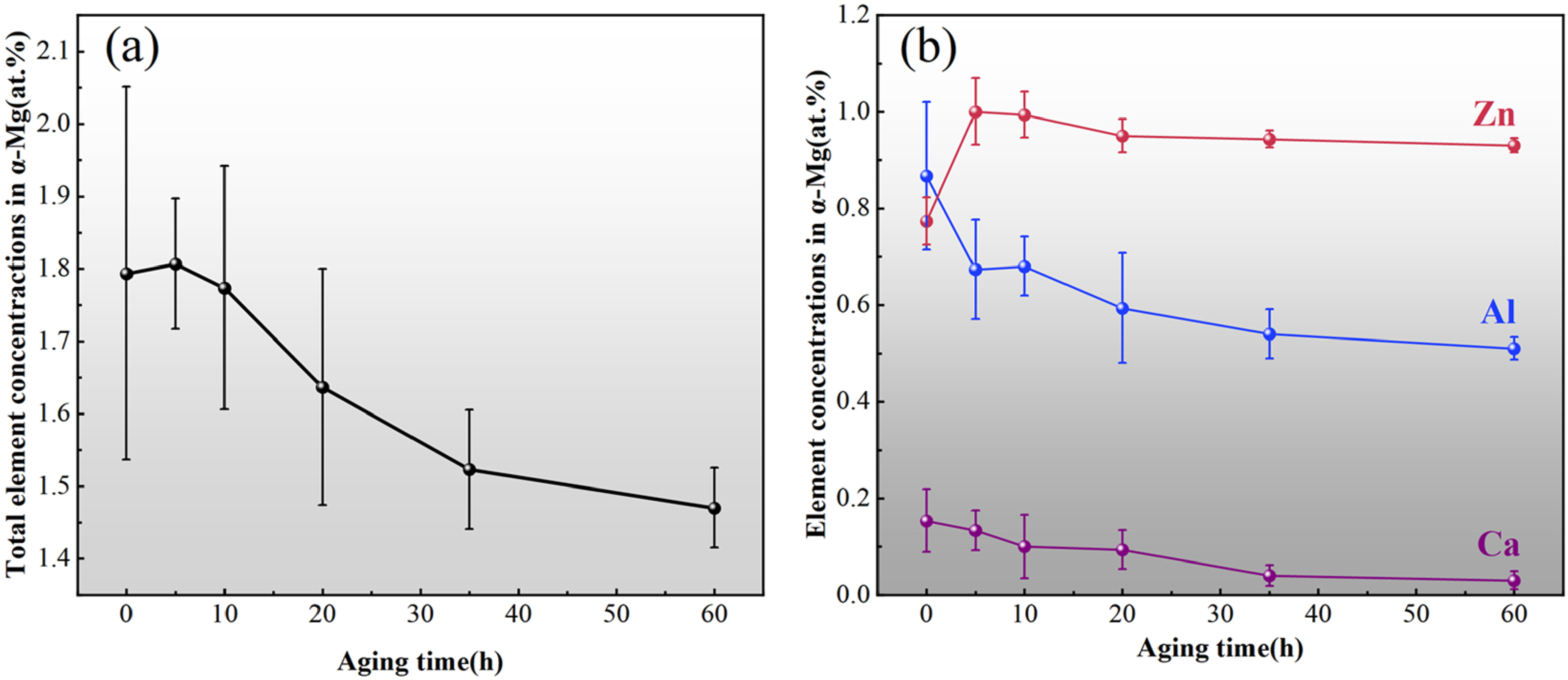
Variations of solute contents with aging time in the α-Mg matrix of AZX353 alloy: (a) total solute elements; (b) the individual solute elements (Al, Zn, and Ca).
Lattice parameters of pure Mg powder, and the as-cast and direct-aged AZX353 alloys.
Moreover, the interfaces between the C15-Al2Ca precipitates and the α-Mg matrix exhibit a high degree of coherency. Although new interfaces are introduced, this coherent structure minimizes the scattering of electrons and phonons.37–39 In addition, the continuity of the secondary phase skeleton is significantly disrupted by fragmentation and spheroidization during prolonged aging. These factors collectively contribute to the notable increase in thermal conductivity for aging times longer than 20 h. However, excessively long aging times (e.g., 100 h) induce dissolution of both the skeleton and the precipitates, causing a renewed decrease in thermal conductivity.
From the viewpoint of aging temperature, limited intragranular precipitation at lower temperatures implies less consumption of supersaturated solutes in the α-Mg matrix, which may maintain stronger electron/phonon scattering. At excessively high aging temperature, such as 400°C, severe fragmentation/spheroidization of grain-boundary second phases may also promote solute redistribution back into the α-Mg matrix, potentially weakening the beneficial effect of aging on thermal conductivity.
Conclusions
This study examines the precipitation behavior of an Mg-3Al-5Zn-3Ca magnesium alloy under the direct aging process with varying temperatures and holding durations, and its corresponding effects on mechanical properties and thermal conductivity. The as-cast alloy exhibits a typical dendritic microstructure with an interconnected grain boundary skeleton composed of C15-Al2Ca and Ca2Mg6Zn3 phases. The skeleton and adjacent solute-enriched zones play critical roles in governing precipitation behavior and the associated properties. The main conclusions are as follows:
Precipitates of C15-Al2Ca can only be detected via SEM at aging temperatures of 350 °C or above, exhibiting a typical discontinuous precipitation. The nucleation of the precipitates probably originates from eutectic reactions during solidification, while the growth of the precipitates occurs at elevated aging temperatures, which is primarily governed by diffusion in regions adjacent to the grain boundary phases. The orientation relationship between the precipitates and the α-Mg matrix is ( The number density of the precipitates during aging at 350 °C increases to a peak of 0.16 N/μm2 at 20 h and then decreases gradually to 0.08 N/μm2 at 100 h. Excessively long aging times (e.g., 100 h) lead to the dissolution of precipitates, reducing their area fraction. The precipitation hardening compensates for the strength loss caused by the fragmentation and spheroidization of the second phase skeletons, showing no significant change in the yield strength with aging time. The alloy aged at 60 h, with less interconnected second phase skeletons, exhibits a 10% increase in elongation and a higher fraction of tensile dimples compared to the as-cast alloy. After direct aging at elevated temperatures (e.g., 350 °C), the decrease of solute atoms in the α-Mg matrix, which is caused by the high density of precipitates, and the less interconnected second phase skeletons lead to enhanced thermal conductivity. A 15% increase is observed in the peak-aged alloy (20 h) compared to the as-cast alloy. In contrast, the under-aged alloy (2.5 h) yields the lowest thermal conductivity of 79.7 W/(m·K), primarily due to solute diffusion expanding the solute-enriched regions. The direct-aged alloy can achieve a balanced combination of mechanical properties and thermal conductivity. After 60 h of aging, the alloy exhibits a yield strength of 103 MPa, an ultimate tensile strength of 164 MPa, an elongation of 4.2%, and a thermal conductivity of 102.6 W/(m·K).
Supplemental Material
sj-docx-1-mst-10.1177_02670836261463860 - Supplemental material for Effects of direct aging on precipitation behavior, mechanical properties and thermal conductivity of an Mg-3Al-5Zn-3Ca alloy
Supplemental material, sj-docx-1-mst-10.1177_02670836261463860 for Effects of direct aging on precipitation behavior, mechanical properties and thermal conductivity of an Mg-3Al-5Zn-3Ca alloy by Qinwen Li, Fang Wang, Lixi Tian, Changchun Cai, Tian Yan and Haitao Yang in Materials Science and Technology
Footnotes
Acknowledgements
This work is financially supported by the Natural Science Youth Foundation of Jiangxi Province (20212BAB214035), Natural Science Foundation of Jiangxi Province (20232BAB214029, 20242BAB25214), and National Natural Science Foundation of China (52361018).
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of Jiangxi Province, National Natural Science Foundation of China, (grant number 20212BAB214035, 20232BAB214029, 20242BAB25214, 52361018).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.