
Abstract
Long term exposition and high temperature in the petrochemical industry pose challenges for metal materials, especially for the AISI 1020 steel, which is a type of carbon structural steel. The creep damage is therefore particularly important. However, few researches focus on this type of material owing to the limit service temperature is not high. In this paper, the study focuses on AISI 1020 steel furnace tubes service that have been in service for over 20 years at 218 oC. Microstructural observations and mechanical properties tests are conducted on the tubes. The results indicated that the furnace tube exhibited pearloid spheroidisation after service. The hardness of the lower section of the tube characterized by a large grain size was below 140 HV0.3. Compared with a new furnace tube, the ultimate tensile strength (UTS) of the furnace tube after service decreased by 18.93%、23.56% and 6.93% at room temperature, 600 °C, and 650 °C, respectively. The carbides in the furnace tube mainly include Fe3C and Cr7C3. At a given stress level, the steady-state creep rate increases with increasing temperature, and the creep life decreases. Such results provide a theoretical basis for designing and manufacturing furnace tubes in similar working conditions, controlling material deterioration, and developing preventive measures.
Introduction
Modern energy equipment and processes are moving towards high temperatures and high pressures to improve energy conversion efficiency. The increasingly harsh service environment increases the risk of premature failure of high-temperature equipments. 1 The typical failure behaviors of furnace tubes are overheating, dust corrosion, erosion, hydrogen embrittlement, 2 carburizing cracking, 3 creep cracking 4 and thermal fatigue cracking, 5 resulting in the actual service time being less than the design life. Creep cracking often occurs and accumulates in the interior of the furnace tube. It is difficult to see the signs before failure, leading to catastrophic accidents and ultimately huge losses.6–8 Damage assessment of furnace tubes is crucial to the safe and reliable operation of high capacity conventional boilers. Obtaining timely information on the mechanical property of furnace tubes in service is of significant economic and engineering value in improving the level of major equipment in the industry and ensuring its safety and reliability.
In recent years, in order to guarantee the stable operation of furnace tubes, various researches regarding the deterioration of furnace tubes in service have been reported. Kiran et al. 9 carried out a failure analysis of cracks in reformer furnace tubes after a service life of 135000 h, and the results showed that the primary cause of cracking was due to creep embrittlement. Yang et al. 10 investigated the oxidative carburization behavior of HP40Nb furnace tubes after 100000 h service in a high temperature and strong carburization environment, and the results showed that the microstructures of the tubes deteriorated significantly, especially in the inner wall and the outer wall regions. Zhu et al. 11 investigated the high temperature corrosion and microstructure deterioration phenomenon of KHR35H radiant tubes after a service life of approximately two years in the annealing state. The results revealed that deterioration in mechanical properties of the radiant tube was caused primarily by significant growth of precipitates during high temperature service. Wang et al. 12 investigated the damage situation of the furnace tube for 25Cr35NiNb alloy along the thickness direction. The results showed that microstructures, chemical elements, and hardness of the in-service furnace tube changed in the thickness direction, and the damage on the inner and outer regions was more severe than that on the intermediate region. Guo et al. 13 investigated the influence of the microstructure on the mechanical property of the heat-resistant steel of 35Cr45NiNb pyrolysis furnace tubes serviced for five years. The results showed that a chromium-depleted zone was formed in the oxide layer, and the M23C6 carbides transformed into M7C3 carbides.
In order to improve the properties of AISI, researchers have investigated various heat treatment methods. Liu et al. 14 compared the hydrogen-assisted cracking behavior of AISI 420 martensitic stainless steel subjected to different heat treatments. The results showed that the sample treated with the quenching-ferrite/martensite duplex tempering- tempering process exhibits the highest resistance to hydrogen embrittlement. Meng et al. 15 inverstigated the microstructure evolution and mechanical properties of of AISI 430 steel following dual-phase zone annealing. The result showed that appropriately increasing annealing time or temperature enhance the strength and hardness of 430 steel. Bharare et al. 16 investigated the effects of different heat treatment times and temperatures on various material grades. The result showed that hardness of the material grades improve in the outermost layer of the sample and same pertain to the microstructure.
In summary, most researches focused on analyzing the causes of cracking, creep property deterioration, and life evaluation of heat resistance steels such as HP40Nb, KHR35H and 25Cr35NiNb. While few studies focused on the microstructure and mechanical property degradation for the carbon constructional quality steel. In this study, the AISI 1020 steel furnace tubes after long term service are sampled, analyzed and evaluated for mechanical properties. The microstructural aging state and the mechanical property degradation degree of the furnace tube are systematically analyzed. However, the research results are mainly applicable to AISI 1020 steel furnace tubes under the medium temperature service condition of 218°C, and the universality to furnace tubes under other temperature gradients and service environments needs to be further verified. The study fills the research gap in the field of performance degradation of long term serviced carbon structural steel furnace tubes. The study of high-temperature equipment failure and creep behavior will provide theoretical guidance for quantifying the service life of equipment, which is of great significance for improving the quality and extending the service life for the petrochemical industrial equipment.
Materials and experiments
The long-term high-temperature furnace tubes were selected from heating furnace tubes that had been in service for more than 20 years. The material used in this study was the AISI 1020 steel. A series of material characterization and mechanical property tests were conducted on the furnace tube to determine the microstructures and properties deterioration. The cutting location and dimension sizes of testing samples are shown in Fig.1. The furnace tube was cut along the radial direction and divided into two parts: the upper tube section and the lower tube section. The selection of the cutting location of the test samples fully considers the actual service conditions of the heating furnace tube. During the operation of the furnace tube, the lower section is the first to be subjected to the thermal radiation and convection heat transfer of the burner, with the most serious thermal aging. The upper section is far away from the heat source, and the material degradation is relatively slight.
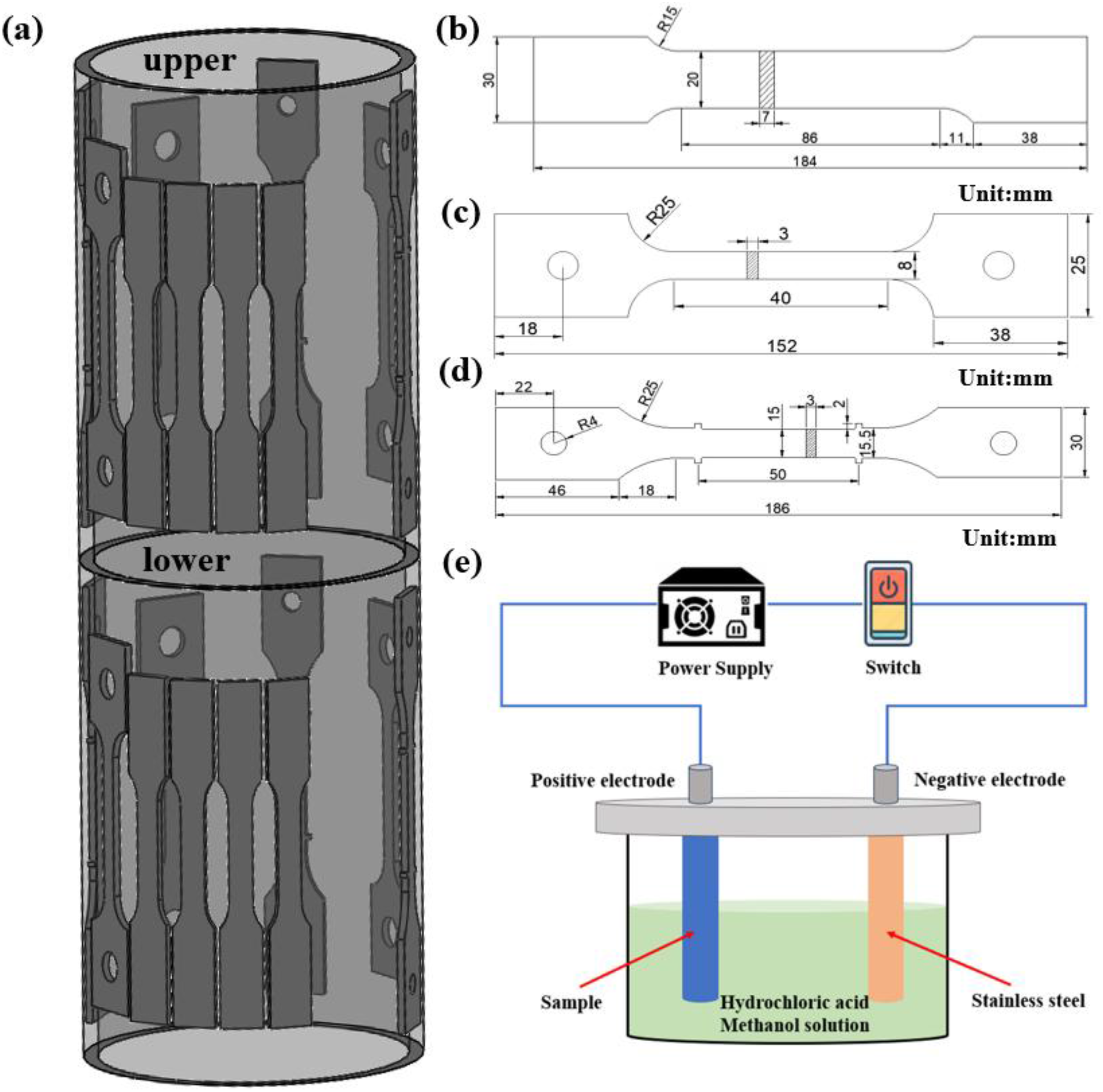
(a) The cutting location of test samples; (b)-(d) the dimension of the room and high temperature tensile and creep test; (e) schematic diagram of carbide extraction device.
Long serviced furnace tubes at medium temperature (218°C) in this work often lead differences in chemical composition or the absence of primary elements. The chemical compositions of furnace tube were carried out by atomic emission spectroscopy and the results were listed in Table 1. The elemental analysis shows that the furnace tube after long term service still meets the requirements, while the Ni content is relatively low, compared to the ASTM-A53 standard. The decrease in Ni content has a negative effect on the stability of austenite. 17
The chemical compositions of furnace tube (wt.%).

Metallographic specimens were prepared according to standard laboratory techniques including grinding, polishing and etching with a 4% alcoholic nitric acid solution. All samples were cleaned in ethanol by ultrasonic vibration, dried, and observed for analysis. The microstructures of the samples was analyzed using an optical microscope (OM, Olympus DSX510). Vickers hardness tests with a load of 300N were used to obtain the hardness profile in the thickness direction of the samples. The average value of the three test results was taken as the final hardness value of the point, so as to eliminate the accidental error in the test process. The MTS 311.32 electro-hydraulic servo mechanical properties testing machine was used for a room-temperature tensile test and the loading speed was 2 mm/min. The MTS E45.105-B low-strain rate electronic universal testing machine was used for high-temperature tensile testing. The creep test was carried out on the RD-50 electronic high-temperature creep durability testing machine. Each test was repeated three times to ensure accuracy and account for variability. The dimensions of room temperature, high temperature tensile and creep specimens are shown in Fig.1 (b), (c) and (d), respectively.
The fine microstructure observation and the fractographies of the samples were analyzed with a scanning electron microscope (SEM, Tescan Clara S8000). The second phase of the sample was analyzed using energy dispersive spectroscopy (EDS) to trace chemical analysis. The carbides were obtained through the extraction method to confirm the chemical composition of the precipitated phases. The schematic diagram of the carbide extraction is shown in Fig.1 (d). The test device uses a DC power supply with a constant voltage of 6 V. A small amount of precipitate residues for X-ray diffractometer (XRD, smartlabTM3 kw) measurement were electrolytically extracted in a solution containing 10% hydrochloric acid, and 90% methyl alcohol under current of 0.8–1.0 A and at the temperature not exceeding 20°C.
Results and discussion
Metallographic microstructures
Furnace tube condition has a significant effect on the microstructure and mechanical property variation. There is no significant difference for the metallurgical microstructures along the length of furnace tube. Microstructures of the not serviced tube compared to the long term serviced tube are shown in Fig.2. As can be seen from Fig.2 (a) and (b), the microstructures of the not serviced tube are ferrite and pearlite colonies, which are uniformly mixed and distributed. The microstructures of the long term serviced tube consists of ferritic grains with coarse carbide particles (Fig.2(c)-(d)). Long-time exposure of ferritic steels to temperatures below 600 oC does not transform to austenite, but it will cause pearlite dissolution and carbide spheroidization. This is due to the lower interfacial free energy of spherical carbide boundaries with ferrite than plate-form carbide-ferrite boundaries. 18 Under the effect of long-term high temperature, the atomic diffusion is strengthened so that part of the lamellar carburite is gradually converted to spherical carburite. This phenomenon is called pearlite spheroidization. Spheroidization after servicing at high temperature will induce degradation in mechanical properties of the steel, which affects the operation safety of the equipment.
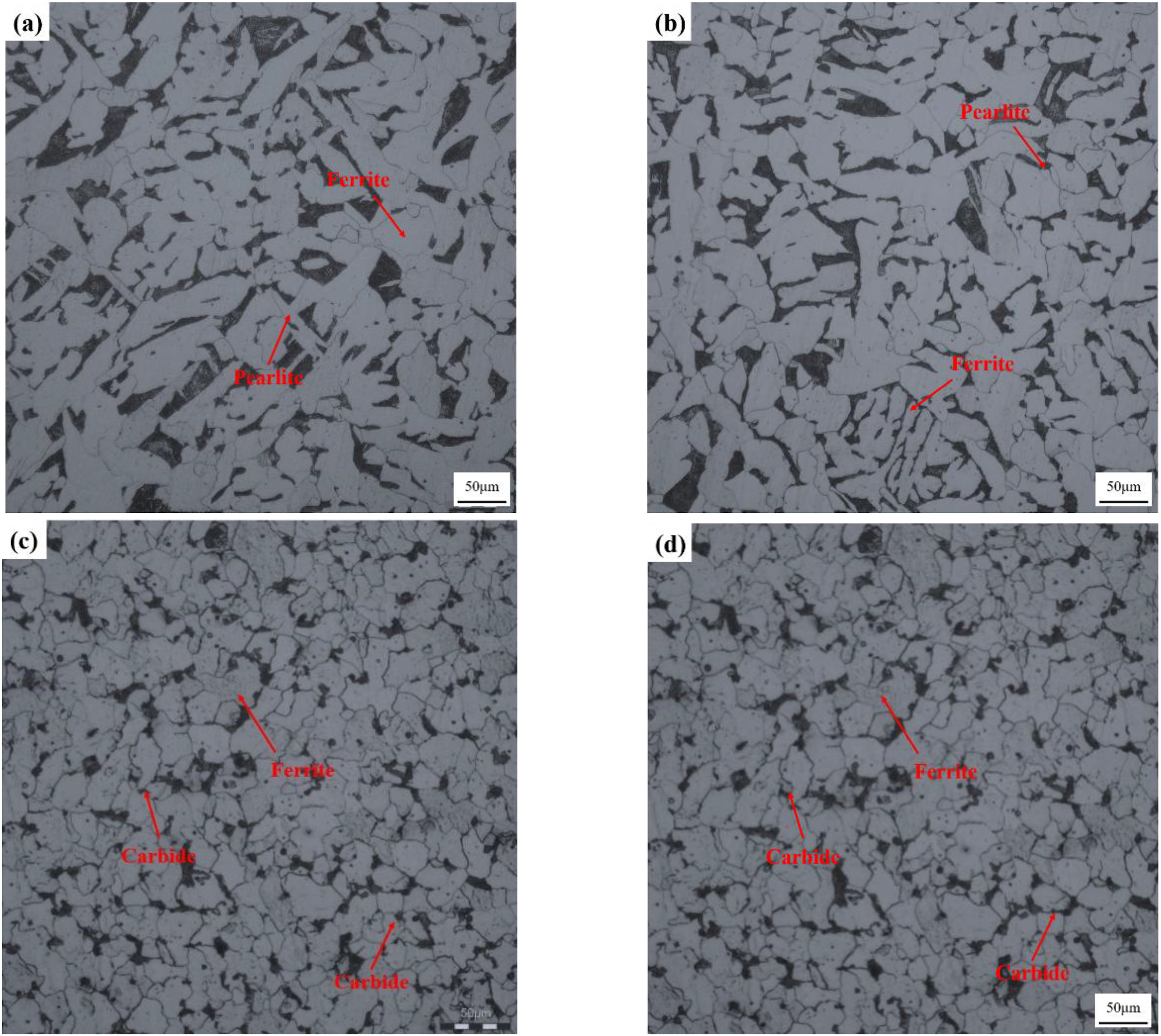
Optical microstructures of ((a)-(b)) not serviced tubes and ((c)-(d)) long term serviced tubes.
Fine grains reduce the crack initiation points, which slow down the crack propagation rate and increase the service life of the furnace tube. 19 The average grains size of the AISI 1020 steel furnace tube was measured by the ASTM E112–2013 standard, using the intercept method. The grain size statistics are shown in Fig.3. The grain size around the circumference of the furnace tube is calculated, including the fireward side (sample 1) and backfire side (sample 5). The average grain size of the furnace tube is 17.46 μm, while the original material achieves grain sizes below 10 μm. 20
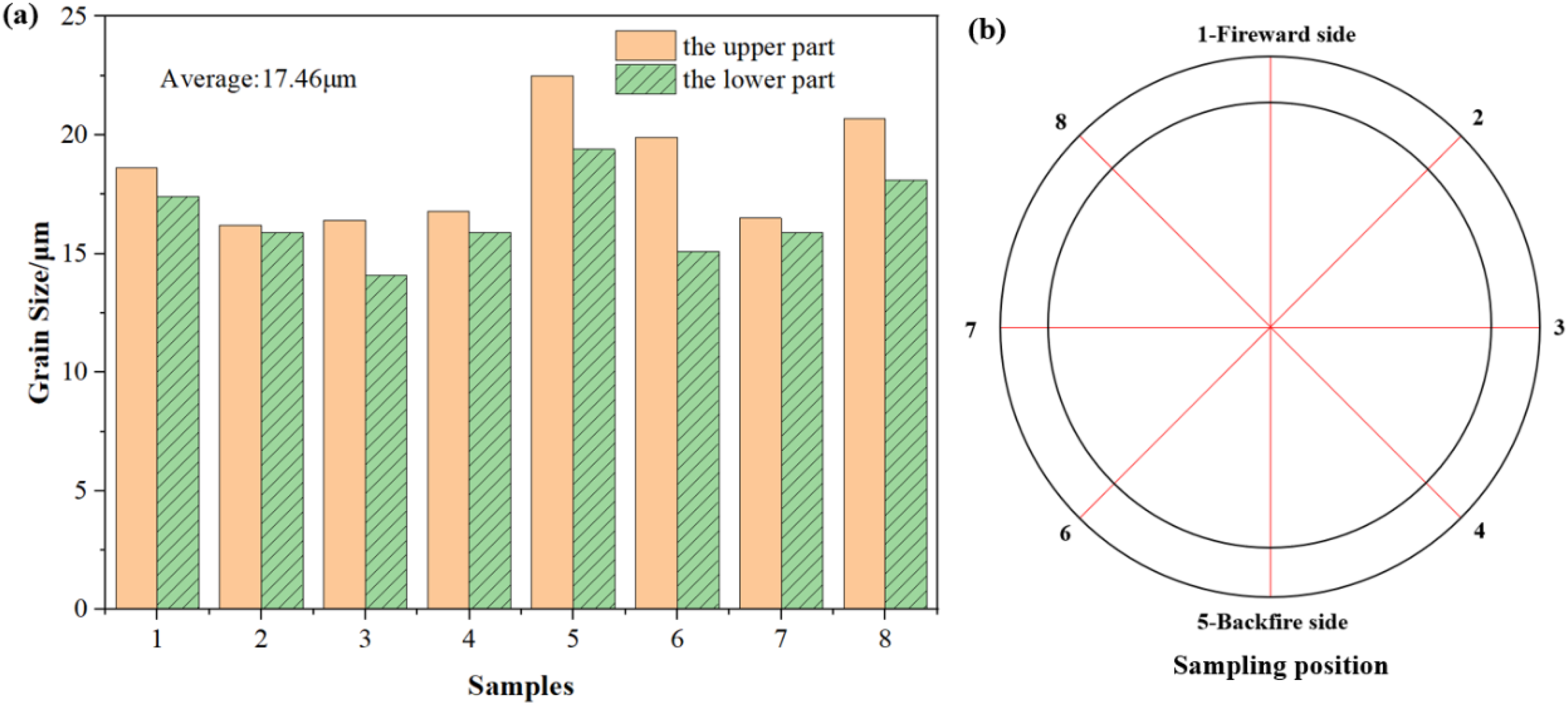
(a) Statistical results of grain size for the AISI 1020 steel furnace tube and (b) sampling diagram.
Mechanical properties
The hardness is related to the creep resistance of the material, which can be used as an essential indicator of creep life. It can be observed from Fig.4 that the maximum hardness values of close to 200 HV0.3 occur in the lower tube section. The upper section of the hardness is lower than 140 HV0.3. This is because the lower section of the tube is close to the end of the burner, the first to be subjected to heat. According to the Hall-Petch relationship, the Vickers hardness value is inversely proportional to the square of the grain size, so the larger the grain size, the smaller the hardness value. The hardness results are in good agreement with the grain size statistics, with a relatively small grain size in the upper tube section (see Fig.4).
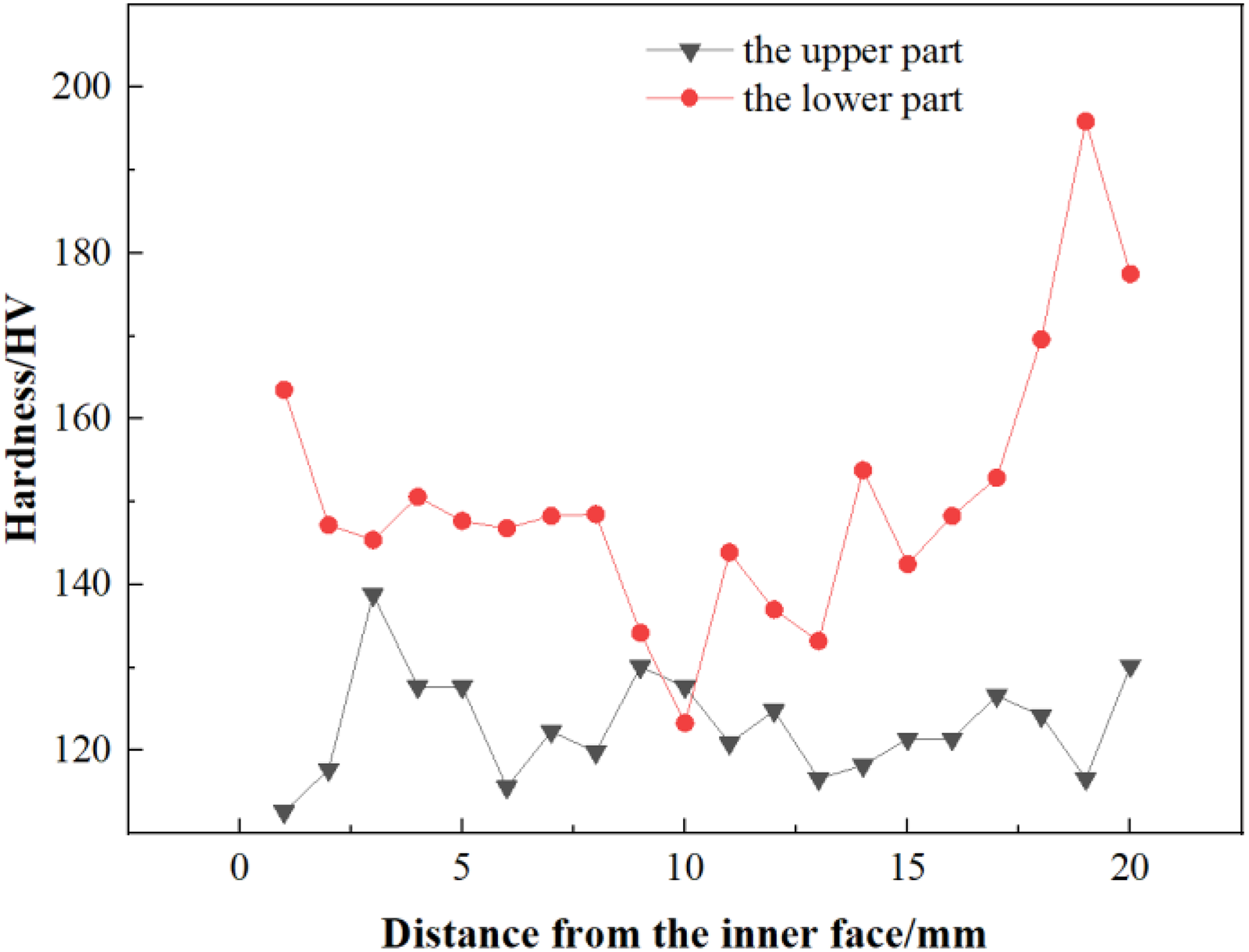
Radial hardness distribution for the long term serviced the AISI 1020 steel furnace tube.
Fig.5 (a) shows the results of the tensile test of the furnace tube after service at room temperature. The average ultimate tensile strength (UTS), yield strength (YS), and elongation (EL) for the specimens are 272.07 MPa, 387.2 MPa and 35.42%. The mechanical properties meet the standard requirements. Compared with the not serviced furnace tube, the UTS of the furnace tube after long term serviced decreased by 18.93%.
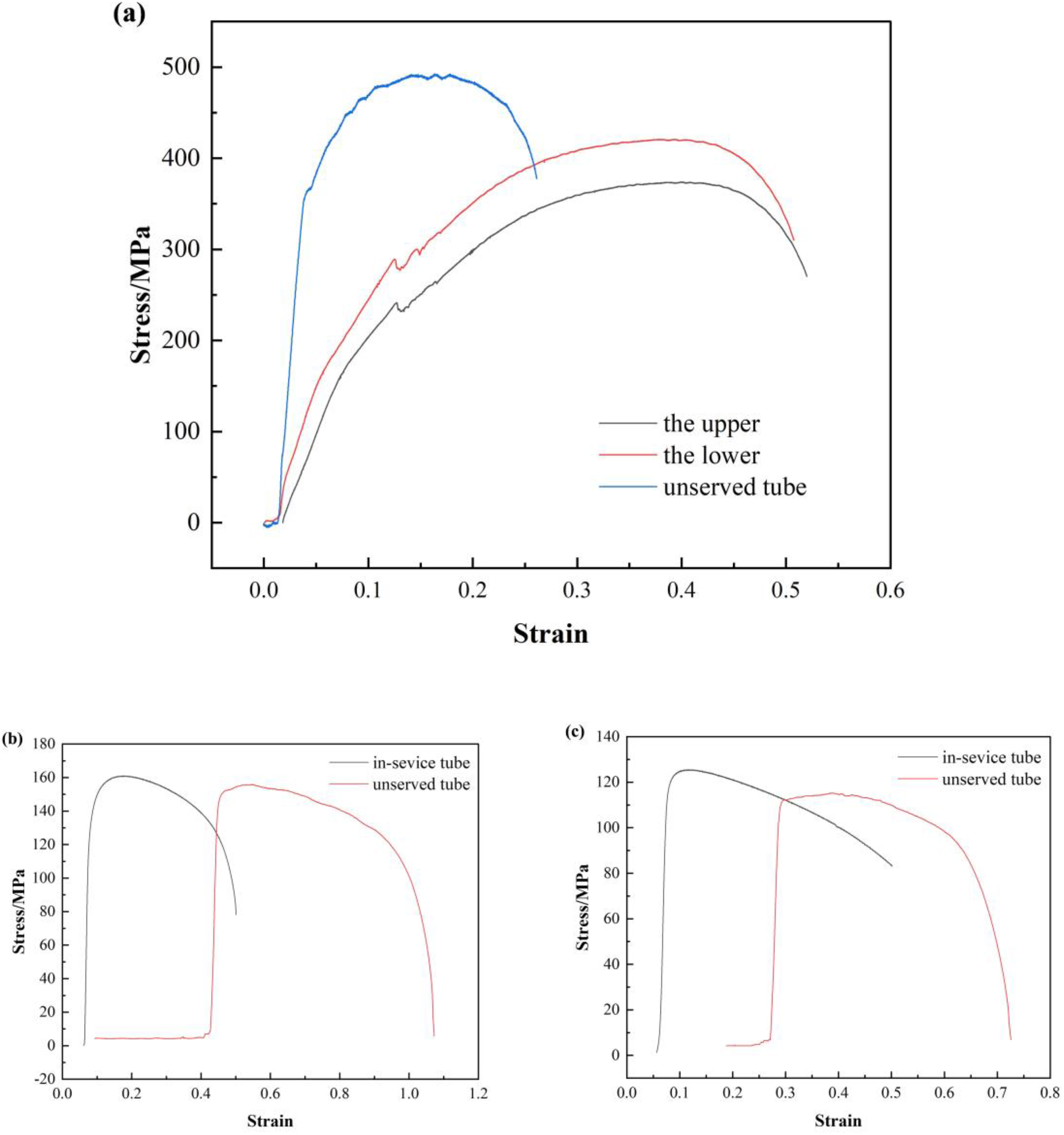
Ultimate tensile strength (UTS), yield strength (YS) and elongation (EL) for long term serviced and not serviced of the AISI 1020 steel furnace tubes at (a) room temperature, (b) 600 oC and (c) 650 oC, respectively.
Fig.5 (b) and (c) show the results of mechanical properties for the furnace tube after long term serviced and the not serviced furnace tube at 600 oC and 650 oC. The average UTS, YS and EL of the furnace tube after long term serviced at 600°C are 123.84 MPa, 161.80 MPa and 31.58%, respectively. While at 650°C are 106.09 MPa, 124.14 MPa and 32.02%. Compared with the not serviced furnace tube, the UTS of the furnace tube at 600°C and 650°C after long term serviced decreased by 23.56% and 6.93%. Mechanical properties of ferrite-pearlite low alloy steel are strictly determined by the mechanical properties of ferrite and pearlite phases. The service time of the furnace tube causes different degrees of pearlite spheroidisation. The UTS, YS of the long term serviced furnace tube decrease significantly owing to the degree of spheroidisation increased.
Precipitation phases
Fig.6 (a)–(d) show the fractrographies for tensile samples at room temperature. The fracture surface consists of ligaments and dimples, which can be judged that the fracture mechanism is ductile fracture. The cross section of the tensile fracture is conical with apparent constriction and stratification. The microstructural morphology can observe obvious precipitation phase particles, which mainly exist at the bottom of the dimples. EDS was performed to analyze the chemical composition of the secondary particles. The locations of EDS were shown in Fig.6 (a)-(b), and the results were listed in Fig.6 (c)-(d). EDS results show that the precipitates have a complex composition including Fe, Na, Al, Mn, and Co. The element Mn has a great influence on oxidation, with the presence of Mn leading to a faster growth of oxides. 21
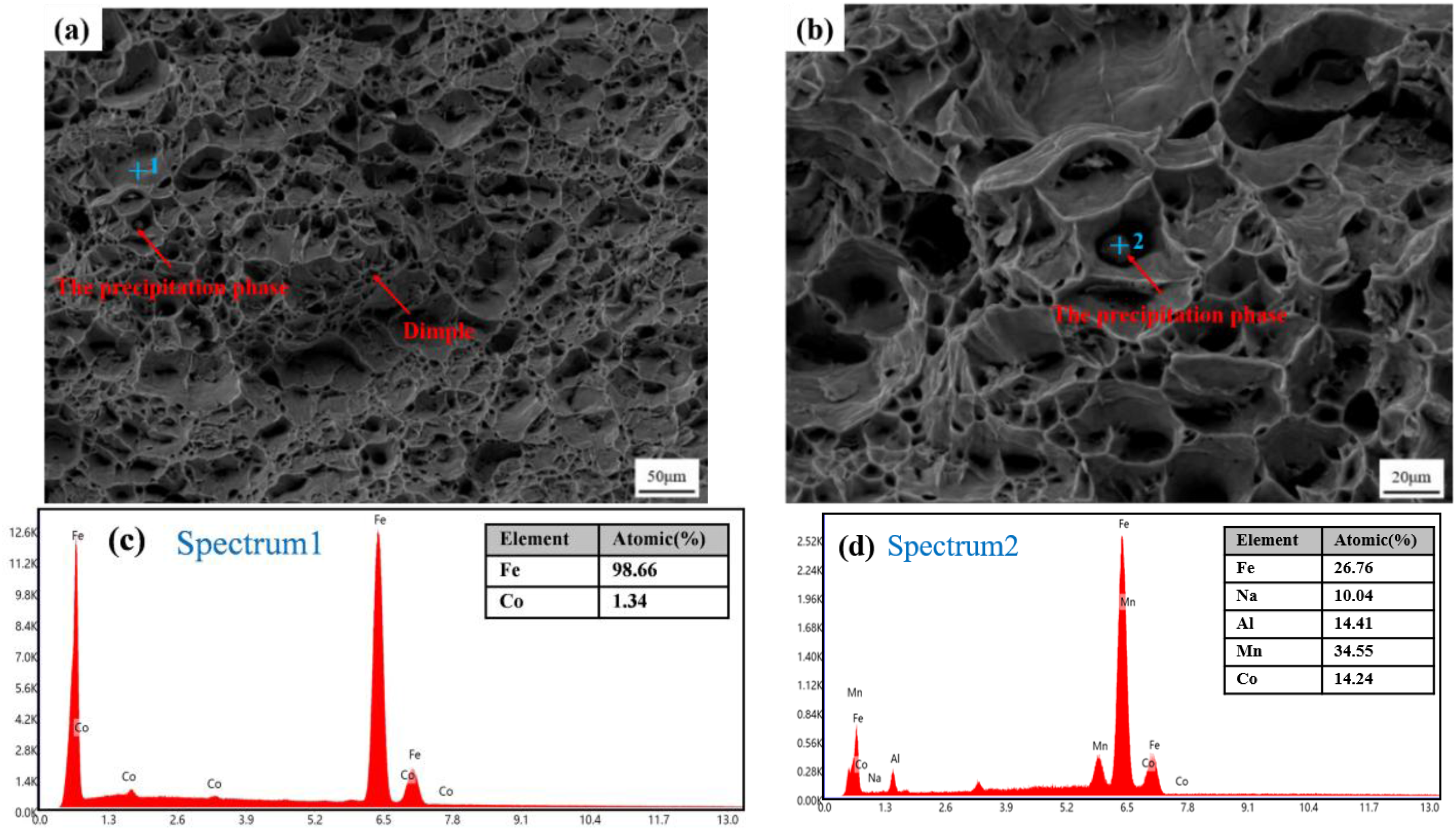
(a)-(b) Fractures morphologies of tensile samples at room temperature and (c)-(d) their EDS analysis.
To better understand the microstructures and the precipitated phases evolution, the equilibrium phase diagram of the AISI 1020 steel furnace tube was calculated with general steel database by JmatPro software (Fig.7(a)). The primary precipitated phases are M7C3 and G phase in thermodynamic equilibrium. When the temperature reaches 600 °C, the precipitated phases are Fe3C and M7C3. To further identify the structure of the precipitates, XRD was used to characterize the structure of the phases. The XRD spectrum is shown in Fig.7(b). The carbides in the second phase mainly include Fe3C, and Cr7C3, and some Fe3C-type carbides partially overlap with Cr7C3, indicating that the pearlite decomposes into carburite precipitates at the ferrite grain boundaries. Precipitates in 9%-12% Cr steels have an important effect on creep fracture strength, and the reduction in chromium content affects the oxidation and the corrosion resistance of the material and reduces the heat resistance of the furnace tube. 22 Precipitates coarsening leads to a reduction in the pinning effect at sub-granular boundaries, and the carbides rich in Cr element act as the growth path of cracks which will reduce the strength and ductility of the material. 23
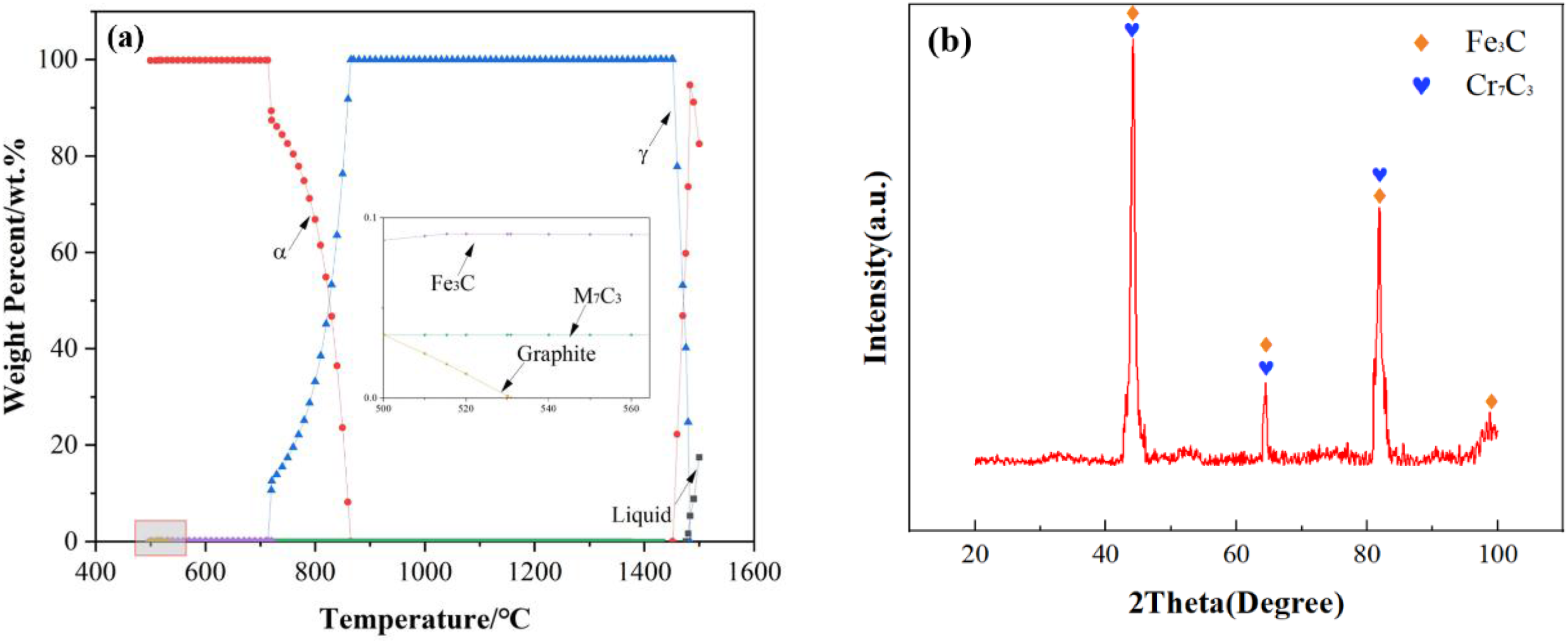
(a) Equilibrium phase diagram for the AISI 1020 steel furnace tube and (b) XRD analysis for the long term serviced furnace tube.
Creep tests
The creep failure of materials is affected by four main factors: creep strength, temperature, stress and service time. 24 There are two types of creep damage, including crystal penetration damage and intergranular damage. Intergranular dislocations lead to crystal penetration damage when they are generated at high stresses and low temperatures. Microcracks and cavitation occur at grain boundaries and triple phase points at high temperatures and low stress conditions, leading to intergranular damage. 25
According to the metallic materials-uniaxial creep testing method in tension, the creep test is conducted at 600°C and 650°C with four stress levels of 30 MPa, 50 MPa, 80 MPa and 100 MPa. The test results and the variation of creep strain versus time are presented in Fig.8. At the same temperature, the creep rupture time decreases with the increase in applied stress. As shown in Fig.8, the material under various applied stresses presents three typical creep stages: the primary and tertiary creep stage of the creep time is shorter, and the secondary creep stage time is longer. The distinctive feature of the secondary creep stage is the steady creep strain rate, commonly attributed to the dynamic balance between the strain hardening by dislocation and the softening by microstructure degradation and recovery. The duration of the steady-state creep phase plays a crucial role in the creep life of the material. Steady-state creep (secondary) is a major design prerequisite for high-temperature applications and accounts for most of the total creep lifetime. At a given stress level, the steady-state creep rate increases with increasing temperature, and the creep life decreases. The fracture times of the in- service tube in this work at 80 MPa and 50 MPa are about 1/2 and 7/8 of the furnace tube at 180 MPa and 190 MPa, 26 respectively, indicating that the creep properties of the material have decreased after service. The reason for this is the spheroidisation of the pearlite and the decrease in tensile properties after service, leading to a reduction in the creep life of the material.27,28
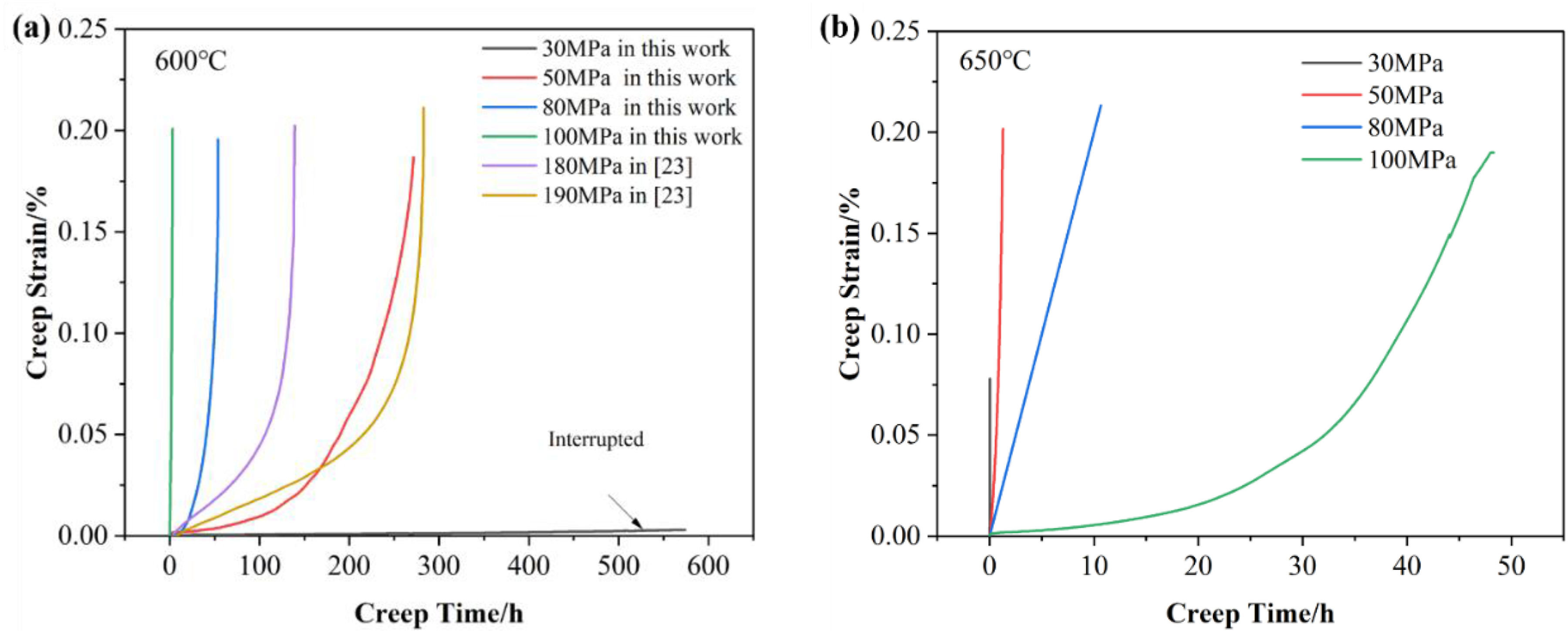
Comparison of experimental creep strain curves under applied stresses for the studied 20-steel and P91 steel (Wang L et al. 24 at (a) 600°C (b) 650°C.
Conclusions
In this study, the mechanical properties degradation for the AISI 1020 steel furnace tube after long term service was investigated through chemical composition analysis, microstructural analysis, mechanical property testing and creep test. The main conclusions are summarized as follows.
Compared with the not serviced furnace tube, the in-service one showed carbide dispersion and aggregation at grain boundaries, with a spheroidisation degree. As the degree of spheroidisation of the pearlite increases, the UTS of the furnace tube after service at room temperature, 600 °C and 650 °C decreased by 18.93%、23.56% and 6.93%. The total grain size of the furnace tube was 8.0–9.0 grade. The hardness value of the upper section of the tube was close to 200 HV0.3. The hardness of the lower section of the tube with a larger grain size was below 140 HV0.3. The carbides in the second phase mainly include Fe3C, and Cr7C3. Some Fe3C-type carbides partially overlap with Cr7C3, indicating that the pearlite decomposed into carburite precipitates at the ferrite grain boundaries. At the same temperature, the creep rupture time decreased with increased applied stress. At a given stress level, the steady-state creep rate increased with increasing temperature, and the creep life decreased with increasing temperature. The fracture times of the in- service tube in this work at 80 MPa and 50 MPa are about 1/2 and 7/8 of the furnace pipe at 180 MPa and 190 MPa.
The study focuses on the pearlite spheroidization, grain coarsening and creep damage in AISI 1020 carbon structural steel furnace tubes, providing a theoretical basis for the safety assessment and life prediction of in-service equipment of the same type. However, this study lacks practical engineering solutions for the identified material problems and full-life-cycle dynamic monitoring data. Therefore, future research should focus on several aspects such as optimizing the heat treatment process of AISI 1020 steel to improve its high-temperature stability, developing protective coatings to inhibit carbide aggregation, and establishing a life prediction model for AISI 1020 steel furnace tubes based on creep test data.
Footnotes
Acknowledgment
The authors are grateful for support from the National Natural Science Foundation of China (Grant No. 52401052), Natural Science Foundation of the Jiangsu Higher Education Institutions of China (No. 2020240518), and the Postgraduate Research & Practice Innovation Program of Jiangsu Province (No. KXCX25_1741).
Author contribution(s)
Declaration of interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.