
Abstract
This study investigates the corrosion mechanism of TA2/304SS dissimilar laser welds with a Cu interlayer, with a focus on the synergistic effects of post-weld heat treatment (PWHT). While Cu interlayers are known to improve mechanical properties, their electrochemical role and the impact of PWHT on corrosion behavior remain unclear. The results show that PWHT at 700 °C for 30 min transforms dendritic structures into equiaxed grains, significantly reduces residual stress, and decreases the corrosion current density by nearly an order of magnitude. A unique reticulated Cu2O film forms, which seals micro-cracks and acts as a physical barrier. This work elucidates the synergistic sequence of “microstructural homogenization → protective film formation → self-sealing,” offering a design strategy for durable Ti/steel joints in marine environments.
Introduction
The fabrication of reliable dissimilar joints between titanium (Ti) alloys and stainless steels (SS) holds significant promise for advanced engineering applications in marine, aerospace, and chemical industries, where the combination of Ti's exceptional specific strength and corrosion resistance with SS's mechanical robustness and cost-effectiveness is highly sought after.1,2 However, achieving sound and durable Ti/steel welds remains a formidable challenge due to their intrinsic metallurgical incompatibility. The large differences in physical properties, such as melting point, thermal conductivity, and coefficient of thermal expansion often lead to severe residual stresses and solidification defects.3,4 More critically, the limited mutual solubility between Ti and Fe gives rise to the formation of brittle intermetallic compounds (IMCs), predominantly Fe–Ti types (e.g., FeTi, Fe2Ti), at the weld interface. These IMCs, characterized by extreme hardness and negligible ductility, act as preferential sites for crack initiation and propagation, drastically compromising the joint's mechanical integrity.5,6
To circumvent the formation of detrimental Ti–Fe IMCs, the strategy of inserting a functional interlayer has been extensively adopted and proven effective. The interlayer acts as a physical and chemical barrier, inhibiting direct atomic interaction between Ti and Fe. Among various interlayer candidates, copper (Cu) has emerged as a particularly favorable material due to its excellent ductility, good compatibility with both Ti and Fe, and high thermal conductivity which helps mitigate thermal stress.7,8 Numerous studies have confirmed that a Cu interlayer can significantly suppress the formation of brittle Fe–Ti phases, thereby markedly improving the tensile strength and fracture toughness of Ti/steel joints compared to direct bonding.9,10 Recently, advanced welding techniques like oscillating laser welding have been synergistically applied with interlayers. The beam oscillation promotes melt pool agitation, leading to refined microstructures, improved element distribution, and reduced defect concentration–factors beneficial for joint performance.11,12
Despite these advancements in mechanical performance, a critical and underexplored aspect persists: the long-term corrosion behavior and underlying degradation mechanisms of Ti/Cu/steel ternary systems in aggressive service environments. This knowledge gap constitutes the primary motivation for the present study. Firstly, while the role of Cu in enhancing mechanical properties is well-documented,13,14 its electrochemical function within the Ti–Cu–Fe system exposed to corrosive media is poorly understood. The significant differences in standard electrode potentials among Ti, Cu, and Fe can establish intricate micro-galvanic couplings, potentially leading to accelerated localized corrosion despite improved mechanical integrity–a paradoxical scenario that warrants in-depth investigation. Secondly, post-weld heat treatment (PWHT) is a common practice to relieve residual stresses and homogenize microstructures.15,16 However, its specific impact on the corrosion mechanism of Ti/Cu/SS joints, particularly how it alters the electrochemical activity of Cu and the stability of interfacial phases, remains largely unclear. A mechanistic understanding of how PWHT-induced microstructural evolution governs the corrosion pathways is essential for predicting joint longevity.
Therefore, this study systematically investigates the corrosion mechanism of TA2/Cu/304SS dissimilar laser welds with a synergistic focus on post-weld heat treatment. This work aims to: 1) characterize the microstructural evolution induced by PWHT, with emphasis on grain refinement, interfacial phase transformation, and residual stress relief. 2) evaluate the electrochemical corrosion performance in simulated seawater, correlating microstructural metrics with corrosion kinetics and interfacial resistance and 3) elucidate the synergistic corrosion inhibition mechanism, linking homogenized microstructure to the in-situ formation of a self-sealing Cu2O film.
By establishing a clear process-structure-property-performance linkage, this work provides mechanistic insights for designing durable titanium-steel joints in marine environments.
Experimental procedure
Materials and welding process
TA2 commercially pure titanium (0.02Fe-0.01C-bal.Ti, wt.%) and 304 austenitic stainless steel (0.53Si-1.07Mn-18.08Cr-8.24Ni-bal.Fe, wt.%) sheets (100 × 100 × 1.2 mm3) were used as base materials. A 0.6 mm thick pure copper strip (99.9% Cu, 120 × 1.2 mm2) served as the interlayer. The schematic of the experimental setup is illustrated in Figures 1(a)-(c). Welding was performed using an integrated fiber laser system (CWX-3000, IPG) equipped with a beam oscillation module. The welding parameters were optimized through pre-tests by varying laser power (1800–2400 W), welding speed (200–280 cm/min), and beam offset (0–+6 mm) while keeping the oscillation diameter constant at 0.1 mm (Figure 1(d)). The beam offset was defined relative to the Cu/304SS interface, with +4 mm toward the 304SS side. The criteria for selection were weld appearance, full penetration, and tensile strength. The optimized parameters (2200 W, 240 cm/min, +4 mm offset) produced a defect-free weld with a maximum tensile strength of 332 MPa.7,9 The penetration depth was measured to be approximately 1.8 mm, exceeding the 1.2 mm plate thickness due to melting of the 0.6 mm Cu interlayer. The Ti base metal was not directly irradiated; it was melted by heat conduction through the molten Cu interlayer, taking advantage of the high thermal conductivity of Cu (∼400 W/m·K). This resulted in a thin molten Ti layer (∼10–20 μm), sufficient to form a sound Ti–Cu IMCs reaction layer without excessive brittle phase formation, as confirmed by temperature field simulations. 10 The overlap ratio between adjacent oscillation cycles was sufficiently high to ensure uniform heat distribution and a stable melt pool.
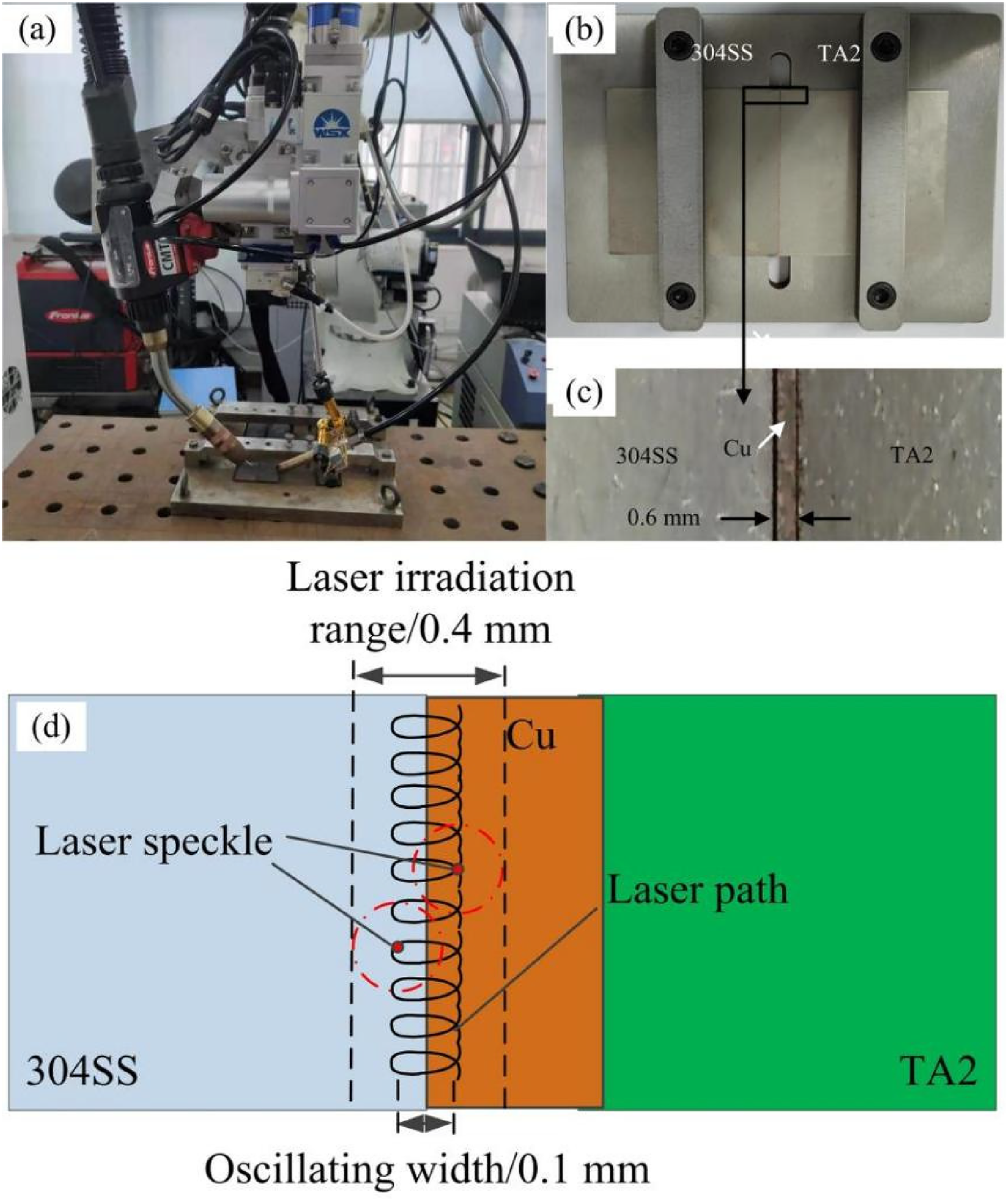
Schematic of the experimental setup for oscillating laser welding: (a, b) device configuration, (c) welding path and beam offset strategy.
Post-Weld heat treatment (PWHT)
A subset of as-welded samples was subjected to PWHT in an argon-protected tube furnace. The treatment consisted of heating to 700°C, holding for 30 min, and subsequently air cooling. This thermal profile was selected based on previous optimization studies 7 to promote elemental interdiffusion and stress relief without causing excessive grain growth.
Microstructural characterization
Cross-sectional specimens were prepared using standard metallographic procedures and etched with Kroll's reagent (for Ti side) and aqua regia (for steel side). Microstructural analysis was conducted using scanning electron microscopy (SEM, Zeiss ULTRA 55) coupled with energy-dispersive X-ray spectroscopy (EDS) for chemical analysis. To quantify microstructural changes, the average dendritic arm spacing in as-welded specimens and the equiaxed grain size in PWHT specimens were measured from multiple SEM images using image analysis software. Residual stress distributions across the weld joints were determined using the X-ray diffraction (XRD) sin2ψ method.
Corrosion testing and analysis
Corrosion tests were performed in synthetic seawater prepared according to ASTM D1141 standard. Specimens with dimensions of 10 mm × 10 mm × 1.2 mm were cut from the welded joints, with the weld seam positioned at the center. For immersion tests, each specimen was fully immersed in a 500 mL glass beaker containing 300 mL of synthetic seawater; the beakers were left open to air without active aeration to simulate natural dissolved oxygen conditions in static seawater. The seawater was replaced every 720 h to maintain stable composition. Samples were immersed for up to 2160 h (90 days). Electrochemical measurements were conducted using a CS2350 M potentiostat with a three-electrode cell: sample as working electrode (1.0 cm2 exposed area centered on weld), saturated calomel electrode (SCE) as reference, and platinum mesh as counter electrode. All tests were performed in triplicate. Potentiodynamic polarization curves were obtained by scanning from −0.5 V to +0.5 V vs. open circuit potential (OCP) at 1 mV/s. Electrochemical impedance spectroscopy (EIS) was measured at OCP over 105 to 10−2 Hz with a 10 mV perturbation amplitude. Surface and cross-sectional morphologies of corrosion products at different immersion intervals were examined using SEM/EDS.
Results and discussion
Microstructural evolution
The cross-sectional microstructure of the as-welded TA2/Cu/304SS joint is presented in Figure 2(a). The weld zone exhibits characteristic solidification patterns resulting from the oscillating laser process, which induces complex fluid flow and rapid cooling. 17 A quantitative assessment of the dendritic structure was performed by measuring the secondary dendritic arm spacing (SDAS) from multiple SEM images (n = 50 measurements). The statistical distribution (Figure 3) reveals an average SDAS of 14.6 ± 3.2 μm, with values ranging from 8 to 22 μm. This significant variation in arm spacing directly contributes to microstructural heterogeneity. 18

Microstructural and elemental characterization of the as-welded specimen: (a) SEM overview image, (b) dendritic morphology at Ti-Cu interface, (c-f) EDS elemental mapping of (c) Fe, (d) Ti, (e) Cr, and (f) Cu.
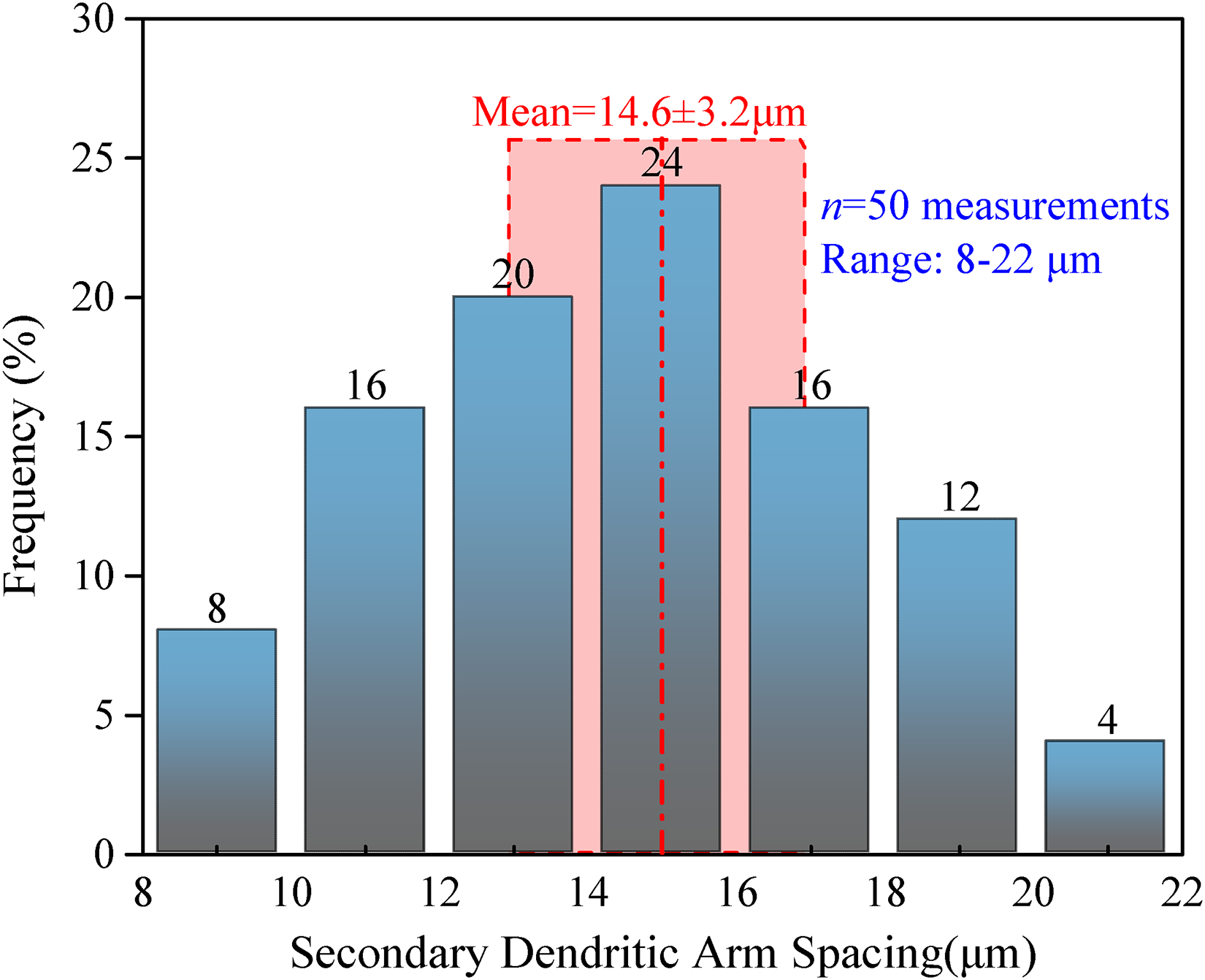
Dendritic arm spacing distribution of the as-welded specimens.
Elemental mapping analysis (Figure 2(c)-(f)) provides critical insights into distribution patterns. Iron (Fe) has diffused extensively into the weld zone, with concentrations in some circular regions comparable to the 304SS base metal (Figure 2(c)). In contrast, titanium (Ti) shows limited diffusion, remaining predominantly concentrated near the Ti interface (Figure 2(d)). This uneven distribution establishes a concentration gradient that can drive galvanic corrosion. Chromium (Cr), known for its passivation capability, shows moderate diffusion into the weld (Figure 2(e)), potentially offering some corrosion benefit. The round patches marked in Figure 2(a) are Cu-interconnected channels. This is supported by the Cu element map (Figure 2(f)), which reveals a network-like distribution of Cu, and by EDS point 3 in Table 1 (79.8 at.% Cu, α-Cu solid solution). The formation mechanism involves the oscillating laser-induced melt flow: molten Cu (low viscosity, high thermal conductivity) encapsulates and circulates partially melted Fe-rich fragments. Owing to the immiscibility of Fe and Cu, liquid-phase separation occurs during rapid solidification, forcing Cu to be expelled from Fe-rich zones and to form continuous, interconnected channels. A detailed discussion of this mechanism is provided in our previous work. 10
EDS point analysis (at.%) at Ti/Cu interface in as-welded specimen.
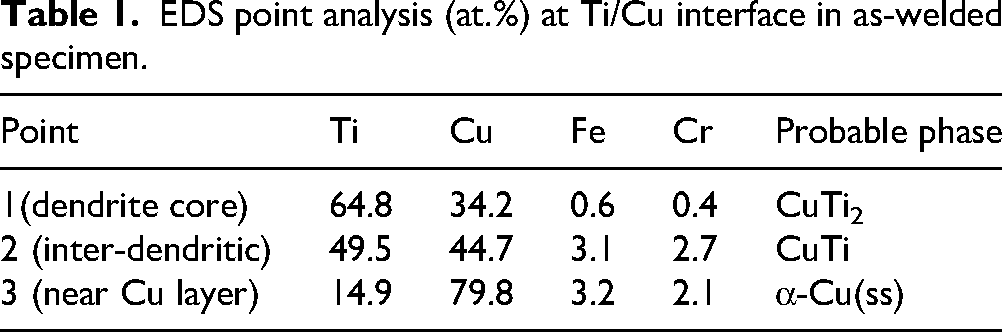
Furthermore, at the Ti/Cu interface (Figure 2(b)), a distinct dendritic layer approximately ∼10 μm thick is observed. To quantify phase formation at this critical interface, point EDS analyses were performed at three strategic locations (Table 1). Point 1 (within dendrites) shows ∼65 at.% Ti and ∼35 at.% Cu, approximating the CuTi2 phase. Point 2 (inter-dendritic region) exhibits ∼50 at.% Ti and ∼45 at.% Cu, consistent with CuTi phase. Point 3 (adjacent to Cu layer) shows ∼85 at.% Cu and ∼15 at.% Ti, indicating residual α-Cu solid solution. These findings align with the Ti-Cu binary phase diagram, where CuTi2 and CuTi are stable intermetallics with limited solid solubility. 19
Following PWHT at 700 °C for 30 min, dramatic microstructural changes are evident (Figures 4(a)-(c)). At the Ti/Cu interface, the dendritic Cu–Ti intermetallic compound (IMCs) layer has completely transformed into fine equiaxed grains after PWHT, as shown in Figure 4(c). The interfacial reaction layer has also undergone substantial evolution (Figure 4(b)). The previously dendritic Cu-Ti intermetallics have been replaced by more uniform reaction zones. EDS line-scan analysis across this interface (Figure 4(d)) reveals two distinct transition regions: Zone I, approximately 11 μm wide, is predominantly composed of the CuTi2 phase, while Zone II, about 8 μm wide and closer to the Ti base metal, consists mainly of the CuTi phase.
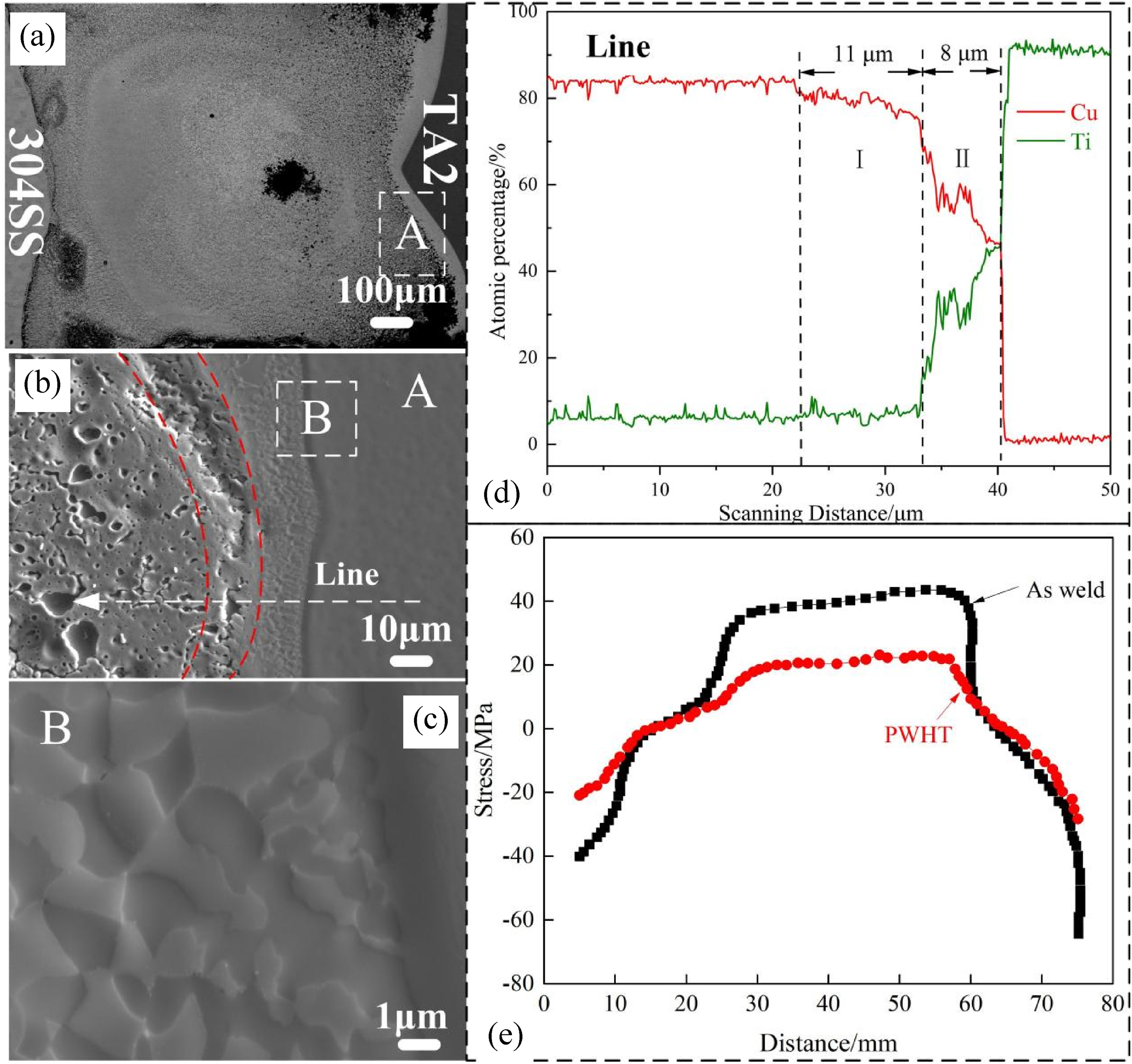
Microstructure characterization and residual stress analysis of PWHT specimen: (a) SEM overview image, (b) high-magnification SEM of Ti-Cu interface, (c) equiaxed Cu–Ti IMCs grains at the Ti/Cu interface after PWHT, (d) EDS line-scan profile (corresponding to line in b) with marked zone I (CuTi2) and Zone II (CuTi), (e) residual stress distribution across weld joint measured by XRD sin2ψ method.
Residual stress analysis using the XRD sin2ψ method (Figure 4(e)) demonstrates that PWHT significantly reduces the tensile residual stress in the weld zone. This stress relief is critical for mitigating stress corrosion cracking susceptibility in chloride-containing environments. 20
While the Ti/Cu interface is the primary site for IMCs formation, the interface between 304SS and the Cu interlayer exhibits a distinctly different characteristic. As shown in Figure 5, due to the high mutual solubility between Fe and Cu and the absence of stable Fe-Cu intermetallic compounds, the 304SS/Cu interface is predominantly characterized by interdiffusion and solid solution formation. For the optimal 0.6 mm Cu interlayer condition used in this study, the intermixing zone at this interface is primarily composed of a γ-Fe (austenite) matrix with dissolved Cu atoms and an α-Cu solid solution with dissolved Fe atoms, without the formation of a continuous brittle compound layer. This metallurgically stable and ductile interface contributes to the mechanical integrity of the joint but presents a different electrochemical scenario. The potential difference between the Cu-rich solid solution and the 304SS base metal, though smaller than that at the Ti/Cu IMCs, still constitutes a part of the complex galvanic couple network within the weld. 21 However, its influence on the overall corrosion process, especially after PWHT, is considered secondary compared to the more active and defective Ti/Cu IMCs region, which is the focus of the following corrosion analysis.
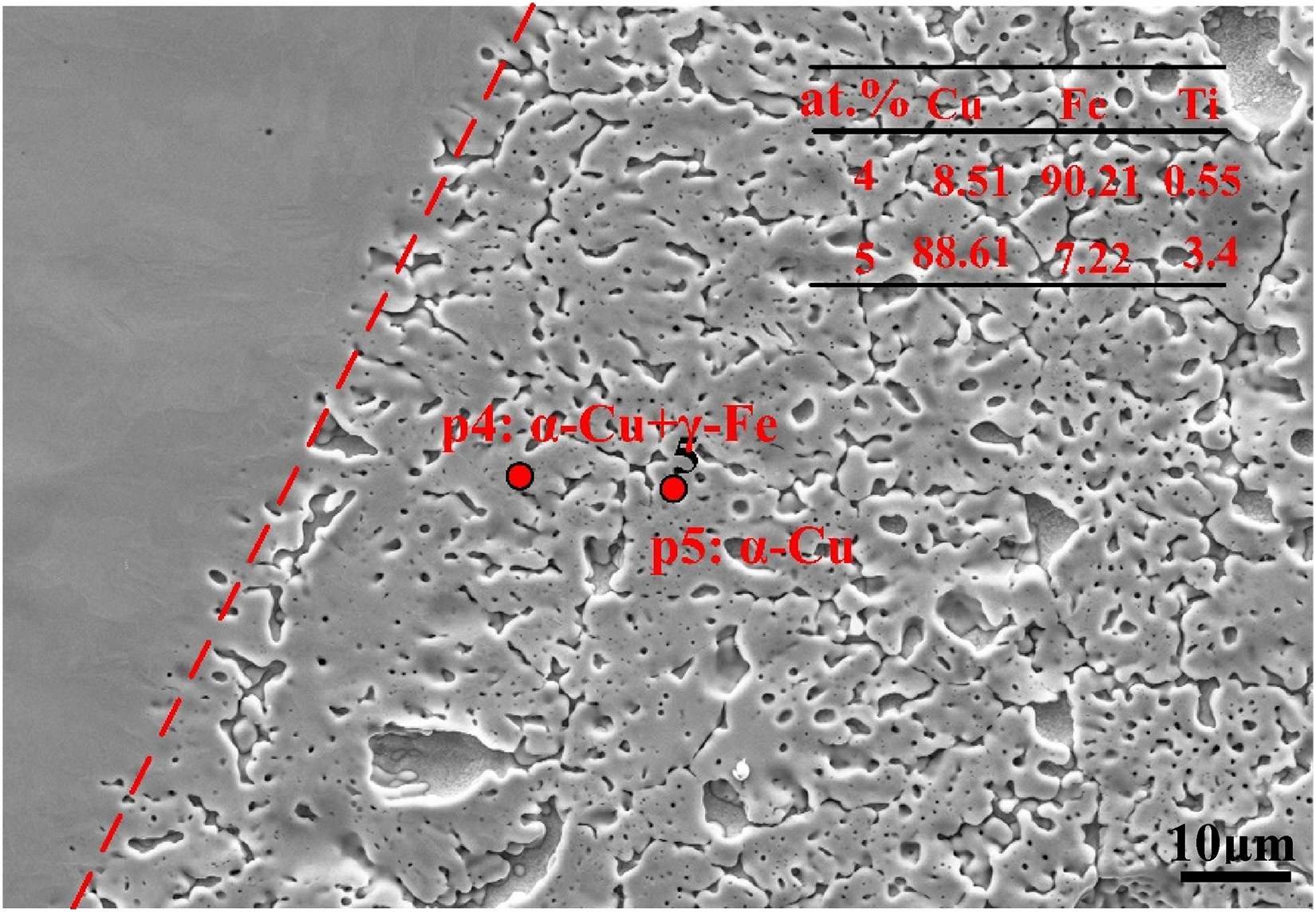
Microstructure and elemental composition at the 304SS/Cu interface.
Electrochemical corrosion behavior
Potentiodynamic polarization curves (Figure 6(a)) reveal a stark contrast in the electrochemical behavior of the as-welded and PWHT specimens. Both specimens exhibit similar corrosion potentials (Ecorr ≈ −0.25 V vs. SCE), indicating comparable thermodynamic tendencies for corrosion initiation. However, significant differences emerge in kinetic parameters, as summarized in Table 2.
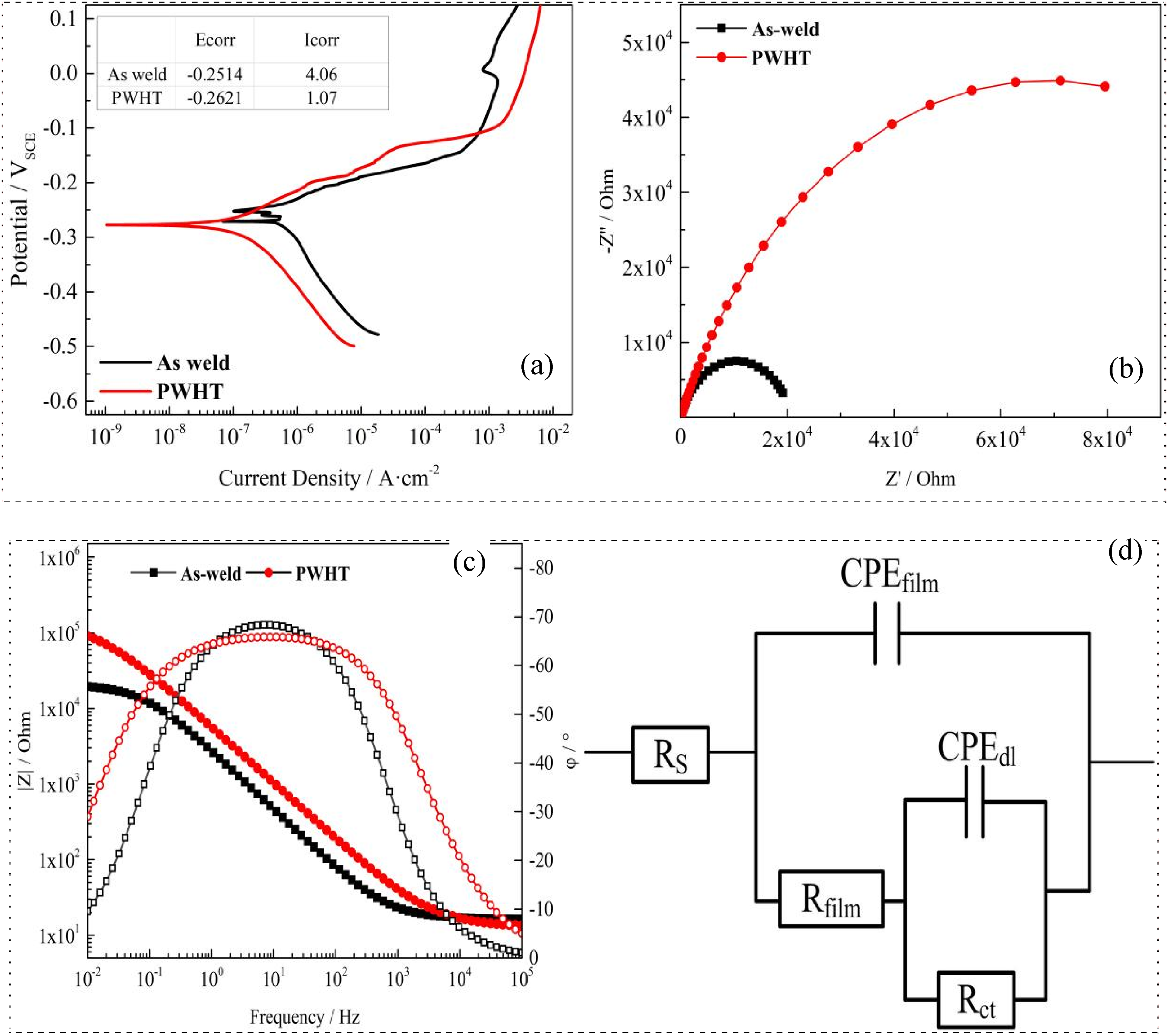
(a) Tafel polarization plots, (b) Nyquist plots, (c) Bode plots, (d) Electrochemical equivalent circuits for the as-weld and PWHT specimens.
Electrochemical parameters derived from polarization curves.

Ecorr: corrosion potential (V vs. SCE); icorr: corrosion current density; βa: anodic Tafel slope (mV/decade); βc: cathodic Tafel slope (mV/decade).
The corrosion current density (icorr) decreased by nearly an order of magnitude after PWHT, indicating a substantially slower corrosion rate. Using the Stern-Geary equation with the measured Tafel constants, the corrosion rates were calculated:
22

A direct comparison of the calculated corrosion rates reveals the significant impact of PWHT: while the as-welded joint corroded at 0.142 ± 0.022 mm/year, the heat-treated specimen showed a drastically lower rate of 0.017 ± 0.002 mm/year. This 88% reduction quantitatively confirms the substantial enhancement in corrosion resistance achieved through microstructural homogenization. To validate the corrosion rates derived from the polarization curves, a comparison was made with the actual weight-loss corrosion rates obtained from the 2160-hour immersion tests in synthetic seawater. For the as-welded specimen, a weight-loss corrosion rate of 0.17 mm/year was measured after 720 h of immersion, which is in good agreement with the calculated value of 0.142 mm/year. For the PWHT specimen, the weight-loss corrosion rate was found to gradually decrease to 0.033 mm/year after 2160 h, whereas the polarization-derived rate was calculated as 0.017 mm/year. This slight difference can be attributed to the progressive formation and thickening of the protective Cu2O film on the PWHT specimen during prolonged immersion, which further reduces the corrosion rate over time. The consistency between the two methods is considered to confirm the reliability of the electrochemical measurements. The observed reduction in residual stress (Figure 4e) correlates with the 88% decrease in corrosion rate, indicating that stress relief significantly mitigates localized corrosion initiation
The Nyquist plots (Figure 6(b)) show markedly different impedance responses. The PWHT specimen exhibits a substantially larger capacitive loop diameter, indicating significantly higher charge transfer resistance. 23 The Bode plots (Figure 6(c)) provide additional insights: the PWHT specimen displays a broader phase angle maximum with a higher peak value compared to the as-welded specimen. This suggests the formation of a more stable and protective surface film with fewer defects. 24
The impedance data were fitted to the equivalent circuit shown in Figure 6(d), and the Fitted EIS parameters were shown in Table 3, where Rs is solution resistance, Rfilm and CPEfilm represent the protective film, and Rct and CPEdl correspond to the charge transfer process at the film/electrolyte interface.
The constant phase element (CPE) exponent n deserves particular attention. The n value ranges from 0 to 1, where n = 1 represents ideal capacitive behavior. 25 The increase in nfilm from 0.73 to 0.79 after PWHT indicates a more homogeneous and less defective protective film. Similarly, the increase in ndl from 0.85 to 0.88 suggests a smoother and more uniform electrochemical interface. These improvements directly correlate with the observed microstructural homogenization (Figure 4), where the elimination of dendritic structures and network-like Cu distribution reduces surface heterogeneity. The increase in Rfilm from 50.94 to 180.58 Ω·cm2 suggests that the Cu2O film formed after PWHT is not only thicker but also more compact, effectively blocking electrolyte penetration. 26
Corrosion product characterization
The evolution of surface corrosion products on weld specimens immersed in synthetic seawater was systematically tracked via SEM/EDS at intervals of 720, 1440, and 2160 h (Figures 7(a)-(c)). The corrosion process initiates preferentially at pre-existing micro-cracks and microstructural heterogeneities, which are prevalent in the as-welded condition (Figure 7a, arrowed). These sites act as stress concentrators and provide facile pathways for the ingress of corrosive Cl− ions, triggering localized attack.
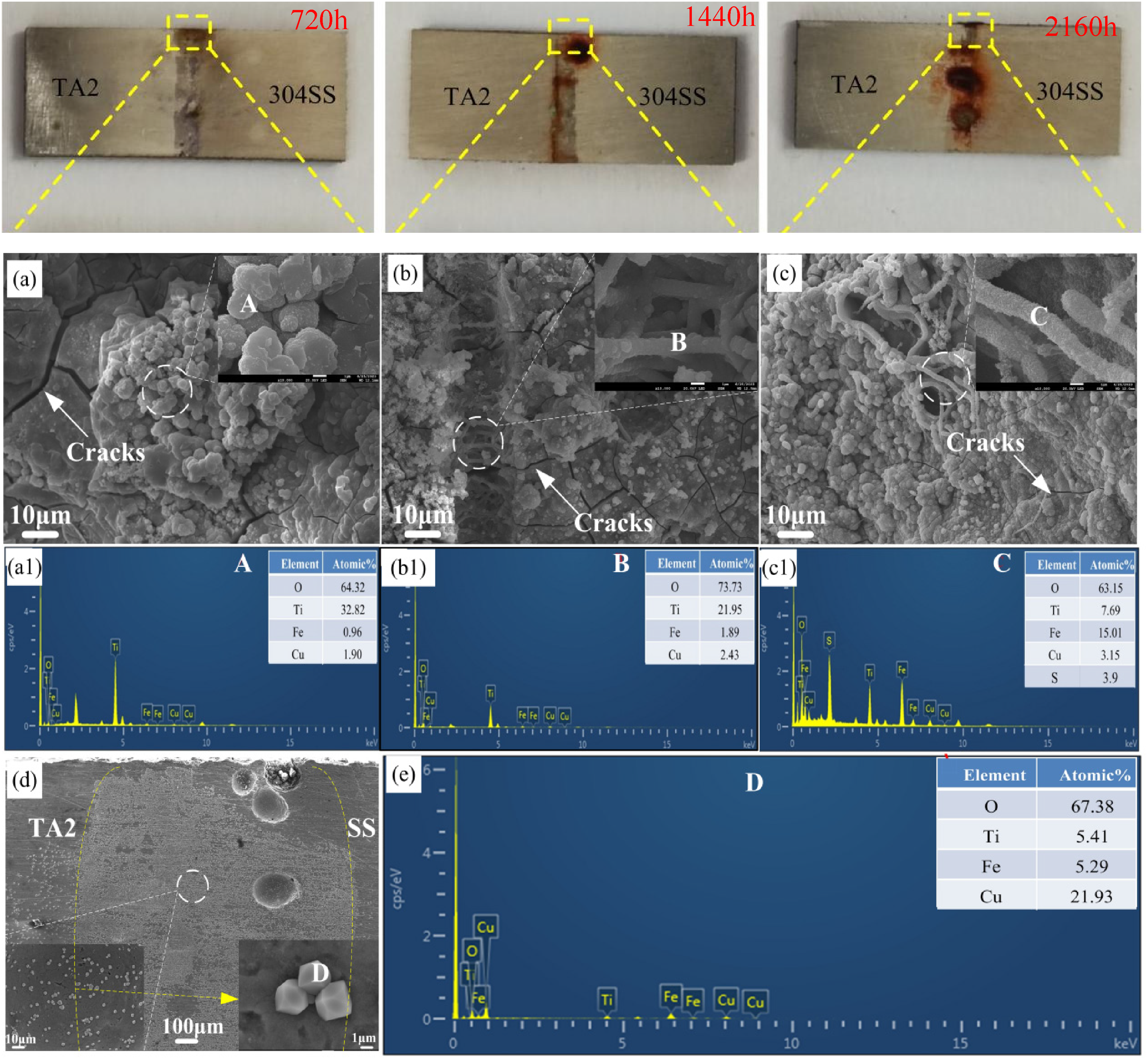
SEM images and EDS analysis of corrosion products on weld surface post synthetic seawater immersion (a) 720 h, (b) 1440 h, (c) 2160 h; (d) weld surface after corrosion product removal; (a1), (b1), (c1), and (e): EDS Spectra of corresponding points.
EDS point analyses performed at representative locations within the corrosion product layer reveal a clear and progressive evolution in chemical composition over the immersion period (Figures 7a1-c1). The atomic percentage of copper (Cu) exhibits a marked increase from a baseline of ∼1.9 at.% at 720 h to approximately 3.15 at.% after 2160 h of immersion. Concurrently, the titanium (Ti) content shows a significant decrease from ∼32 at.% to merely ∼7 at.% over the same duration. This inverse correlation strongly indicates a process of selective dissolution and subsequent re-deposition and suggests a sustained Cu dissolution–precipitation process, supporting the self-sealing mechanism. 27 The Cu-rich phases within the weld matrix, particularly the network-like Cu channels and Cu-Ti intermetallics (Figure 2(f), Table 1), are electrochemically more active in the chloride environment and dissolve preferentially. The released Cu⁺ ions then migrate and precipitate at the metal/electrolyte interface or within cracks as corrosion products.
High-magnification SEM imaging provides critical insight into the morphology and growth mechanism of these products (insets in Figure 7(b)-(c)). The corrosion deposits do not form a simple planar layer but develop into an intricate, three-dimensional reticulated network. This skeletal structure nucleates within micro-cracks and progressively grows, effectively bridging and spanning these defects. Such a morphology suggests a growth mechanism governed by localized precipitation and offers significant mechanical interlocking with the underlying substrate, enhancing film adhesion.
The chemical identity of the primary corrosion product can be inferred from the EDS composition (dominantly Cu and O) and the known corrosion chemistry of copper in chloride-containing, aerated aqueous solutions. The combination of anoxic conditions within micro-crevices and the local pH shift favors the formation of cuprous oxide (Cu2O, cuprite). The observed reticulated morphology is characteristic of Cu2O films formed under certain conditions. The presence of chlorine in the EDS spectra from later stages (e.g., Figure 7c1) suggests the possible co-formation of minor amounts of copper hydroxychlorides (e.g., atacamite, Cu2(OH)₃Cl), which are common in marine environments. Crucially, the absence of significant Ti or Fe oxide peaks in the surface EDS spectra (Figure 7a1-c1) confirms that the outer protective layer is predominantly Cu-derived, acting as a barrier that shields the underlying Ti and Fe-based substrates.
This conclusion is further substantiated by examining the substrate after carefully removing the corrosion products (Figure 7(d)). The exposed surface exhibits localized pitting at the original defect sites but shows no evidence of widespread uniform corrosion. This observation confirms that the developed Cu-enriched reticulated film effectively functioned as a protective barrier, isolating the bulk metal from the aggressive electrolyte and arresting the progression of generalized corrosion. In addition to the Cu2O network, the EDS spectra (Figures 7a1–c1) also show the presence of Ti, suggesting the formation of a TiO2-containing passive layer, particularly on regions near the titanium side. This TiO2 component is known to contribute to the overall passivation of the weld surface, although the Cu2O network is considered to play the dominant role in the self-sealing mechanism.
Furthermore, the Ti/Cu interface (Figures 2 and 4) contains dendritic Cu–Ti IMCs (CuTi2, CuTi) in the as-welded state, which become equiaxed after PWHT. Localized corrosion preferentially initiated at this interface during early immersion due to galvanic coupling between the Cu matrix and the less noble IMCs. Dissolution of IMCs released Cu⁺ and Ti4⁺, forming a Cu2O/TiO2 passive film. PWHT reduced galvanic sites via microstructural homogenization, thereby improving corrosion resistance.
Corrosion mechanism
Based on the comprehensive experimental evidence from microstructural characterization and electrochemical measurements, a synergistic corrosion protection mechanism for the PWHT-treated TA2/Cu/304SS dissimilar welds in marine environments is proposed, as schematically illustrated in Figure 8. This mechanism operates through three interconnected stages: (i) microstructural homogenization and defect mitigation induced by PWHT, (ii) selective dissolution of Cu-rich phases and protective film formation during corrosion exposure, and (iii) establishment of a self-sealing barrier that significantly enhances long-term durability.
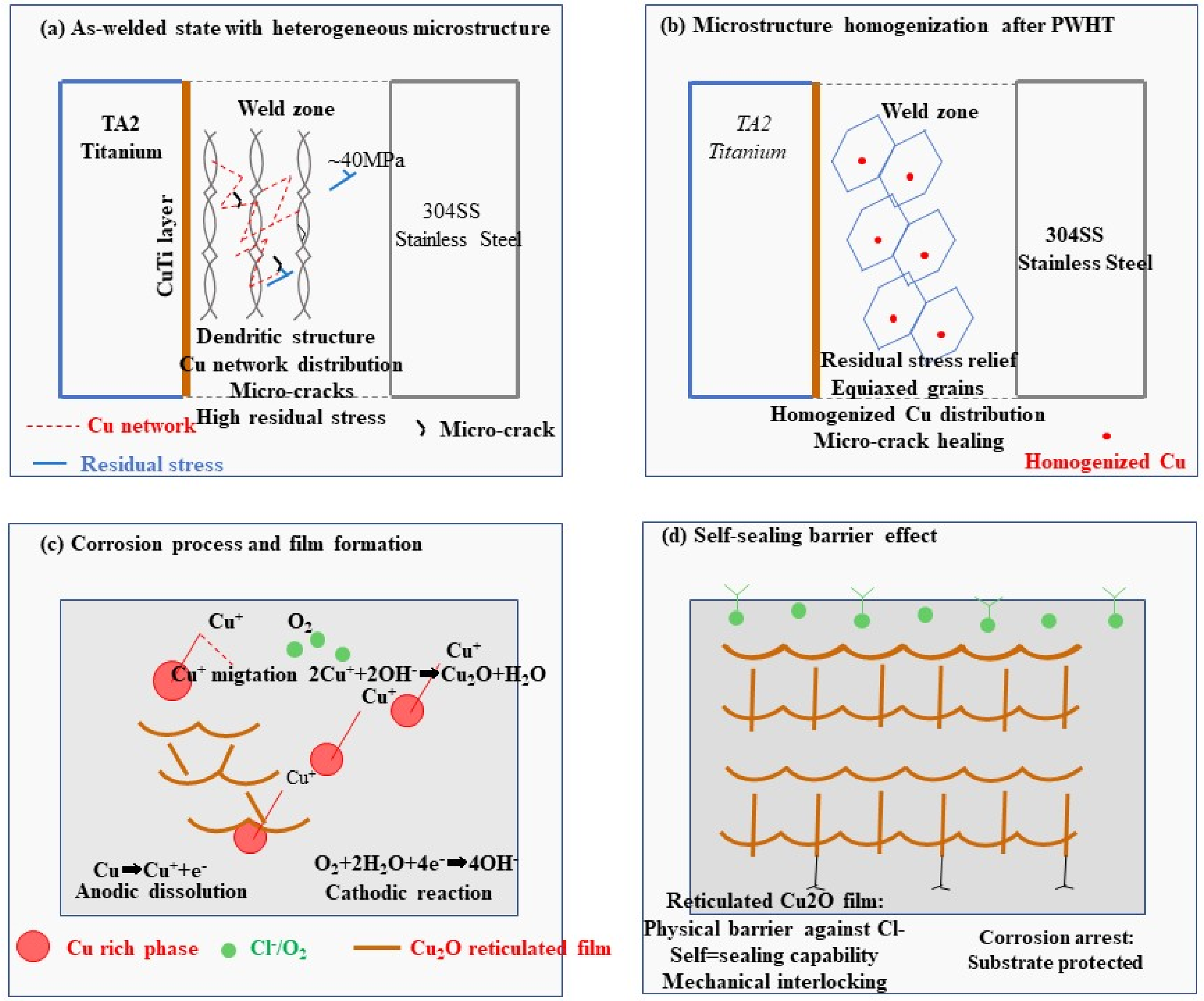
Schematic illustration of the synergistic corrosion mechanism for TA2/cu/304SS dissimilar welds.
In the as-welded state (Figure 8(a)), the weld zone exhibits significant microstructural heterogeneity characterized by dendritic solidification structures (average secondary dendritic arm spacing: 14.6 ± 3.2 μm, Figure 3), network-like distribution of Cu forming interconnected channels (Figure 2(f)), and residual micro-cracks. This complex microstructure establishes numerous micro-galvanic cells where Cu-rich phases (including the identified CuTi2 and CuTi intermetallics, Table 1) serve as local anodes due to their relatively noble electrochemical potential compared to the surrounding Ti/Fe matrix. The crack networks provide direct pathways for chloride ion ingress, while residual tensile stresses (Figure 4(e)) further promote stress corrosion cracking susceptibility in the chloride-containing environment.
Post-weld heat treatment at 700°C for 30 min induces a critical microstructural transformation (Figure 8(b)). The dendritic structure at Ti-Cu interface completely evolves into fine equiaxed grains with reduced size variation. Elemental distribution becomes more homogeneous, particularly the Cu network which transforms into uniformly dispersed Cu-containing phases. Residual stress decreases significantly, effectively healing many micro-cracks and minimizing stress concentrators. At the Ti/Cu interface, EDS line-scan analysis (Figure 4(d)) reveals two distinct reaction zones: Zone I (∼11 μm) predominantly composed of CuTi2 and Zone II (∼8 μm) of CuTi. This homogenization fundamentally alters the electrochemical landscape by diminishing potential differences across the weld zone, thereby reducing the driving force for galvanic corrosion. No evidence of chromium carbide formation was detected by EDS. Even if minor precipitation could theoretically occur, the high thermal conductivity of the Cu interlayer would limit sensitization, making any potential impact on corrosion behavior negligible.
During corrosion exposure in simulated seawater (Figure 8(c)), the homogenized microstructure facilitates the formation of an effective protective barrier. The still slightly more active Cu-containing phases undergo selective anodic dissolution (Cu → Cu⁺+e−), releasing Cu⁺ ions into the electrolyte. Concurrent cathodic oxygen reduction (O2+2H2O+4e− → 4OH−) occurs at adjacent regions, generating hydroxide ions. These Cu⁺ ions migrate toward the metal/electrolyte interface and react with OH− to form cuprous oxide (2Cu⁺+2OH− → Cu2O+H2O).
The resulting Cu2O film exhibits a unique reticulated three-dimensional network morphology (Figures. 7(b)–(c)), rather than a simple planar layer. This skeletal structure preferentially nucleates within remaining micro-defects and grows both laterally and vertically, eventually creating a continuous film that bridges and seals micro-cracks. The electrochemical impedance spectroscopy results provide quantitative support for this model: the significant increase in film resistance (Rfilm∼ from 50.94 to 180.58 Ω·cm2) and charge transfer resistance (Rct from 20.8 to 137.4 kΩ cm2) after PWHT (Table 3) directly correlates with the formation of this more compact and less defective protective layer. The increase in constant phase element exponents (nfilm from 0.73 to 0.79; ndl from 0.85 to 0.88) confirms the improved homogeneity and capacitive behavior of both the film and the electrochemical interface, consistent with the observed microstructural homogenization. In addition to the Cu2O network, EDS analysis (Figure 7) indicates the presence of a TiO2-containing passive layer, particularly near the titanium side. Although Cu2O plays the dominant role in the self-sealing mechanism, the TiO2 component further contributes to the overall passivation of the weld surface.
EIS data of the samples on the basis of fitted equivalent circuits.

A key feature of this mechanism is its self-sealing capability (Figure 8(d)). As corrosion progresses slowly, continued but limited Cu dissolution provides a sustained source of Cu⁺ ions that reinforce the protective film at vulnerable sites. This dynamic process creates a positive feedback loop: initial film formation slows corrosion → reduced corrosion rate stabilizes the film → stabilized film further protects the substrate. The reticulated Cu2O film acts as an effective physical barrier that mechanically interlocks with the substrate and actively repels chloride ion ingress, as evidenced by the marked reduction in corrosion current density (from 1.34 × 10−6 to 1.63 × 10−7 A cm−2, Table 2) and calculated corrosion rate (88% decrease).
The synergy between microstructural homogenization and protective film formation thus provides dual protection: (i) the homogenized substrate minimizes intrinsic corrosion susceptibility by eliminating galvanic couples and stress concentrations, and (ii) the Cu-derived reticulated film provides an active physical barrier with self-sealing functionality. This combined mechanism explains the exceptional long-term performance observed in the 2160- h immersion tests, where the PWHT specimens maintained their protective characteristics without significant degradation. The established “microstructural homogenization → stable passive film formation → physical barrier effect” synergy offers a robust strategy for enhancing the longevity of titanium-steel dissimilar joints in marine engineering applications, with potential extensions to other aggressive service environments.
Conclusions
Post-weld heat treatment at 700 °C for 30 min fundamentally alters the microstructure of TA2/Cu/304SS dissimilar welds, transforming dendritic structures into fine equiaxed grains and significantly reducing residual stress. This homogenization significantly decreases microstructural heterogeneity and variations in electrochemical activity.
Electrochemical tests in synthetic seawater demonstrate that PWHT enhances corrosion resistance by nearly an order of magnitude, reducing corrosion current density from 1.34 × 10−6 A/cm2 to 1.63 × 10−7 A/cm2. EIS analysis confirms the formation of a more stable and less defective protective film, with film resistance increasing from 50.94 to 180.58 Ω·cm2 and charge transfer resistance increasing from 20.8 to 137.4 kΩ·cm2.
Copper corrosion products form a unique reticulated Cu2O film that actively seals pre-existing micro-cracks, creating an effective physical barrier against chloride ion ingress. The film's three-dimensional network structure provides mechanical interlocking with the substrate and exhibits self-sealing capability during prolonged exposure.
A synergistic protection mechanism is established: PWHT-induced microstructural homogenization reduces galvanic corrosion susceptibility, while the in-situ formed Cu2O film provides active defect sealing. This dual approach offers a robust strategy for enhancing the longevity of titanium-steel dissimilar joints in marine environments, with potential applications extending to other aggressive service conditions.
Footnotes
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
Data will be made available on request.