
Abstract
Distinguished from anisotropic electrochemical polishing, isotropic electrochemical polishing (IEP) belongs to a novel polishing technique with the advantages of high polishing efficiency and superior surface quality, which has made extensive use in the field of metal surface treatment. Here, this work firstly studied the effects of different parameters including processing temperature, current density, electrolyte composition and polishing time on the polishing effect of TC4 titanium alloy. The breakdown of passivation film formed on the surface and the uniform etching of metal inside etched holes constituted two basic steps of the IEP process. Adjusting viscosity or adding halogenated elements into electrolyte could enhance mechanical properties and surface quality of substrates after polishing. Based on different etching stages, suitable power parameters were selected to form segmented pulse regulation, thereby improving polishing quality as well as processing stability. The experimental results revealed the mechanism of IEP and its great potential for industrial application.
Keywords
Introduction
With the rapid development of aerospace industry, there is a need for materials that have good mechanical properties under extreme conditions. Titanium, an ideal lightweight material with a density of 4.5 g/cm3, has received widespread attention due to its high ductility. 1 Compared to aluminum that has a lower density, titanium is three times stronger and even exhibits the highest specific strength among all materials. As one of the most widely used titanium alloys, TC4 consists of densely packed hexagonal α-phases and body-centered cubic β-phases, which gives it better specific strength, excellent corrosion resistance, and good biocompatibility. 2 To achieve application in harsh environments such as aerospace, marine, biomedical, and other industries, the surface of TC4 titanium alloy must meet extremely strict requirements for different fields.3,4 For instance, the life, functionality, and stability of a turbine are directly impacted by the surface morphology of its blades; the corrosion and wear resistance of artificial skeletons and submersibles are directly correlated with the surface quality of their shells. In general, surface rough structures in the forms of bumps and pits are the main culprits for workpiece failure. Thus, removal of these defects is essential to improve the surface quality of TC4 titanium alloy, which will significantly increase the resistance to wear and corrosion as well as extend the workpiece's service life under such harsh conditions.
To date, various polishing strategies have been proposed to improve metal's surface quality. Mechanical polishing refers to the removal of raised portions of a surface via utilizing the mechanical interaction between abrasives and metal surface. 5 However, polishing efficiency is severely restricted due to the extreme strength and hardness of TC4 titanium alloy, leading to increased costs, surface damage like micro-scratches and embedded abrasives. Chemical-mechanical polishing, which utilizes micron-sized abrasive particles to remove elevated areas and corrosive liquids to flat surface, is regarded as a promising alternative. 6 The employment of corrosive liquids and abrasives simultaneously reduces the risk of surface damage such as micro-scratches; however, there still remains a challenge to process metal parts with intricate structures. Laser polishing is another efficient processing approach, during which surface raised area is molten by a laser beam and flows into recessed area. However, only when the melting area is accurate can a surface with very high quality be attained, and this is strongly connected to the pulse width of laser. Reducing laser pulse width can improve surface quality, e.g. with femtosecond lasers, but processing costs will increase significantly. Plasma polishing utilizes the formation of a plasma on workpiece surface at a high voltage, accompanied by a series of electrochemical reaction to remove excess material during polishing process. Although surface quality obtained by this approach is quite good, polishing big components is challenging due to the high voltage needed for creating a plasma.
Electrochemical polishing is a special processing technology involving redox reaction, in which the workpiece to be polished as anode, stainless steel, graphite, or other non-reactive conductive materials as cathode, and selective dissolution occurs on anode surface under the action of an applied electric field, achieving polishing effect.7,8 There are two categories of theoretical mechanisms based on the selective disintegration of anode material, and the sticky film theory is the most well-known.9,10 According to this theory, the dissolved metal ions diffuse in two modes during electrochemical etching process, one attaching to anode surface and the other diffusing to cathode. The former are much more than that of the latter, resulting in the formation of a sticky film that will hinder etching process on anode surface.11,12 The mucous membrane at raised area is thinner than that at recessed area, which makes the electrochemical etching easier to occur and improves the local etching rate. With the electrochemical reaction continuously, the raised area is dissolved in large quantities and finally reaches the same plane as the recessed area, achieving the polishing of whole surface. Based on this, a suitable electrolyte viscosity should be chosen so as to boost the polishing effect by promoting the enrichment of metal ions in anode surface.
Isotropic electrochemical polishing (IEP) is a new processing method that relies on a different polishing mechanism compared to traditional electrochemical polishing, i.e. when a metal surface is immersed in a electrolyte with strong oxidization such as concentrated H2SO4, a dense passivation film with a thickness of approximately 1–10 nm will be formed.13–16 After connecting to the positive pole of a DC power supply, thin area of the passivation film is first penetrated, and then metal inside is dissolved continuously under electrochemical reaction. Due to the impediment of the passivation layer, it is difficult for the dissolved metal to diffuse into electrolyte, thus inhibiting stray corrosion and forming isotropic etching. As reaction proceeds, the etched holes continue to expand and intersect, and eventually the passivation film detaches because of lack of support, creating a smooth surface.17,18 IEP has the advantages of being less susceptible to stray corrosion, high stability, high efficiency, and high universality.19,20 However, based on this new polishing method, only a few materials have been studied, such as high-temperature alloys, and the parameters used for polishing are relatively fixed and need to be further explored.
As a method of scientifically planning experiments and analyzing experimental data, full factor experimental design can greatly improve experimental efficiency, optimize experimental parameters, and ensure the stability of experimental results, which is of great significance in engineering applications. In order to make a full factorial experiment easier and more accurate, some statistical concepts were applied. For example, using a better sampling method in the process of full factor experiment will greatly improve the optimization efficiency. If Sobol sampling is adopted, the factor distribution is more uniform and fills the whole space better than that of the BB design experiment, which greatly improves the optimization speed and effect. 21 Furthermore, when constructing the machine learning model and comparing it with the experimental data, the multi-objective Bayesian optimization method can be used. 22 While ensuring the optimization effect, this method can significantly reduce the calculation time and the number of model calls, reflecting its advantages in the optimization process. The use of machine learning to establish the model program plays a key role in the field of process optimization. For example, the neural network method and Kriging interpolation method are used in the model construction.23,24 The calculation efficiency and result accuracy are greatly improved by designing the optimal architecture of the neural network and reducing the number of function calls. During the experiment, there will be uncertain parameters, which will complicate the model establishment and prediction results. At this time, the neuro fuzzy c-means clustering method can be used to determine the optimal number of clusters in the space. The performance index and sample number of this method are better than those of the traditional sampling method and closer to the ideal situation. 25
In this work, we investigated the impact of processing temperature, current density, and other parameters on the polishing effect of TC4 titanium alloy and determined the circumstance under which anisotropic etching transformed into isotropic etching. To investigate the relationship between surface quality and passivation film deterioration, halogen elements capable of destroying the film were subsequently added to the electrolyte. 26 Finally, according to different stages of IEP, pulse parameters were adjusted to verify the evolution mechanism of IEP and improve the surface quality. 27
Materials and methods
Materials
TC4 titanium alloy used was forged, and the surface elements were determined at random location using an energy dispersive spectrometer (EDS), as listed in Table 1.
Basic chemical composition of experimental TC4 titanium alloy.
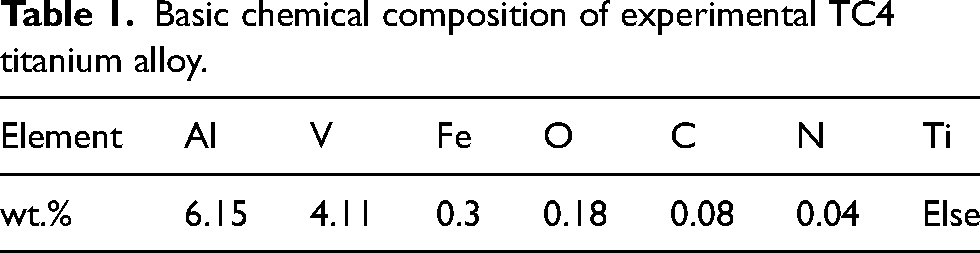
Figure 1(a) and 1(b) display the EDS spectrum and metallographic organization of the TC4 titanium alloy employed, respectively, which indicated that the TC4 titanium alloy was a dual-phase α+β type titanium alloy with β-phase distributed uniformly between α-phase and the content of α-phase was significantly higher than that of β-phase. It can be also seen from the spectrum that in addition to Ti, the titanium alloy contained approximately 4% V and 6% Al. The presence of Al can strengthen α-phase in crystalline phase, and V can stabilize β-phase at room temperature. The alloy is endowed with good comprehensive mechanical properties by the densely arranged hexagonal α-phase and excellent machinability by the body-centered cubic β-phase. During electrochemical polishing process, the β-phase might be preferentially dissolved, leading to precipitation of the α-phase, which determined the effect of electrochemical polishing. Therefore, the main issue encountered in electrochemical polishing process was how to control the dissolution rate of different auriferous phases in the TC4 titanium alloy.
(a) EDS spectrum and (b) metallographic organization of the TC4 titanium alloy.
Experimental methods
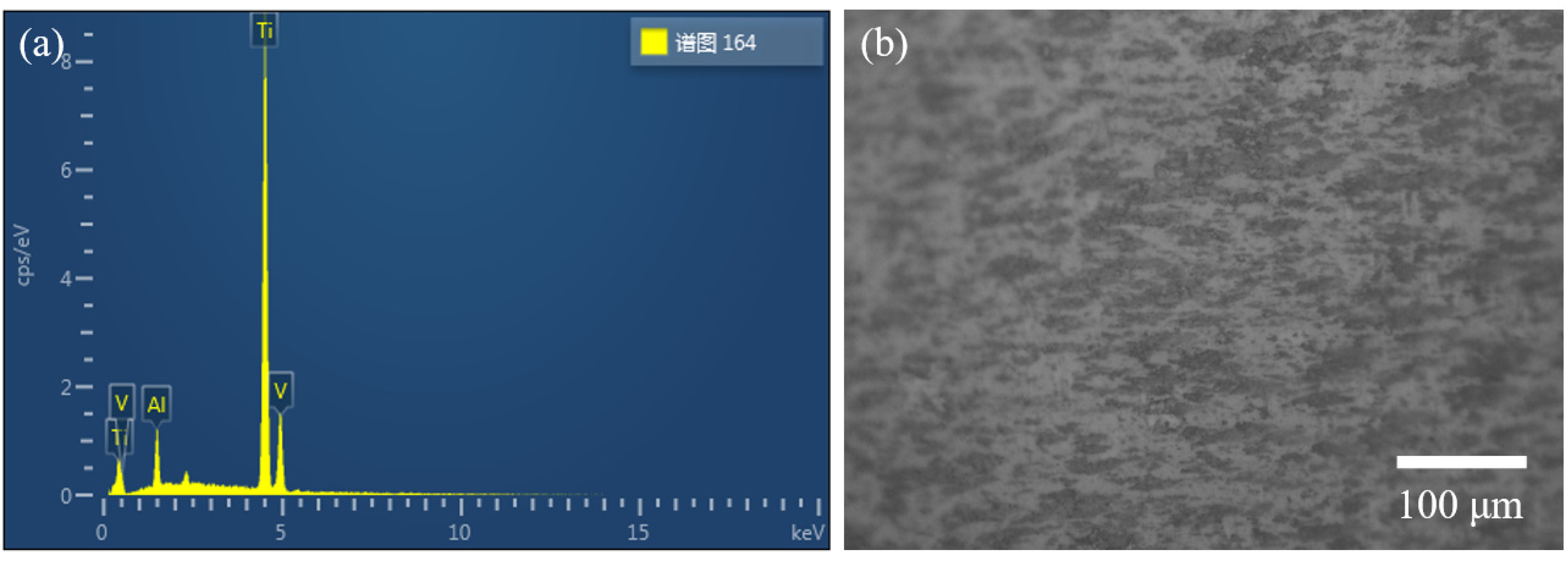
TC4 titanium alloy plates were prepared with a dimension of 10 mm × 10 mm × 2 mm. First, the substrates were abraded using 400 grit SiC sandpaper to remove surface imperfections created during cutting and casting processes. To get rid of impurities introduced during processing, the substrates were ultrasonically cleaned for five minutes in deionized water, anhydrous ethanol and acetone, respectively. Then, a plate was clamped in a polytetrafluoroethylene holder and connected to the positive pole of a power supply, while the negative pole was attached to a 10 mm × 10 mm platinum sheet. After that, electrochemical reaction was conducted inside a glass reaction cell and the machining gap between two electrodes was set as 50 mm. Figure 2 displays the schematic diagram and photo of the experimental setup. For electrolyte, a mixture of 99.5% CH3OH and 98% concentrated H2SO4 was used, where concentrated H2SO4 served as a strong oxidizing and passivating agent while CH3OH acted as a passivation film de-stabilizing agent.28,29 Reaction equations were as follows:


(a) Schematic diagram and (b) photo of the experimental setup.
Characterization
Basically, metal corrosion is always related to electrochemical reaction, where metal creates a potential difference with environmental corrosive medium, and then a redox reaction is initiated. Therefore, the corrosion resistance of a metal can be determined mainly by electrochemical characterization, and the primary techniques for this purpose include open circuit potential (OCP), potentiodynamic polarization curve (Tafel) and electrochemical impedance spectroscopy (EIS). A three-electrode system was created and comparative analysis was carried out with the help of an electrochemical workstation. 3.5 wt.% NaCl was used as test solution, and a saturated calomel electrode, a platinum electrode and the workpiece to be tested were regarded as the reference electrode, the auxiliary electrode and the working electrode in the three-electrode system, respectively. EIS tests were performed in an electrochemical workstation in the frequency range of 10-2-105 Hz. Tafel test was performed at a scanning speed of 0.01 V/s to obtain a complete electrochemical characterization.
Polishing effect could be quantified in surface profile, and scanning electron microscopy (SEM) was used to record surface profile's progression. A roughness measuring device was used to detect surface roughness Ra. Five distinct locations were randomly selected for surface roughness measurement, and the results were then evaluated to produce surface morphology data.
Surface hardness was measured by obtaining indentation load-depth curve, which included the depth relative to the first contact between the indenter and the surface. The Vickers hardness values were obtained by loading, holding for 10 s, and unloading a force of 1000 μN each.
Results and discussion
Effect of processing parameters on IEP of TC4 titanium alloy
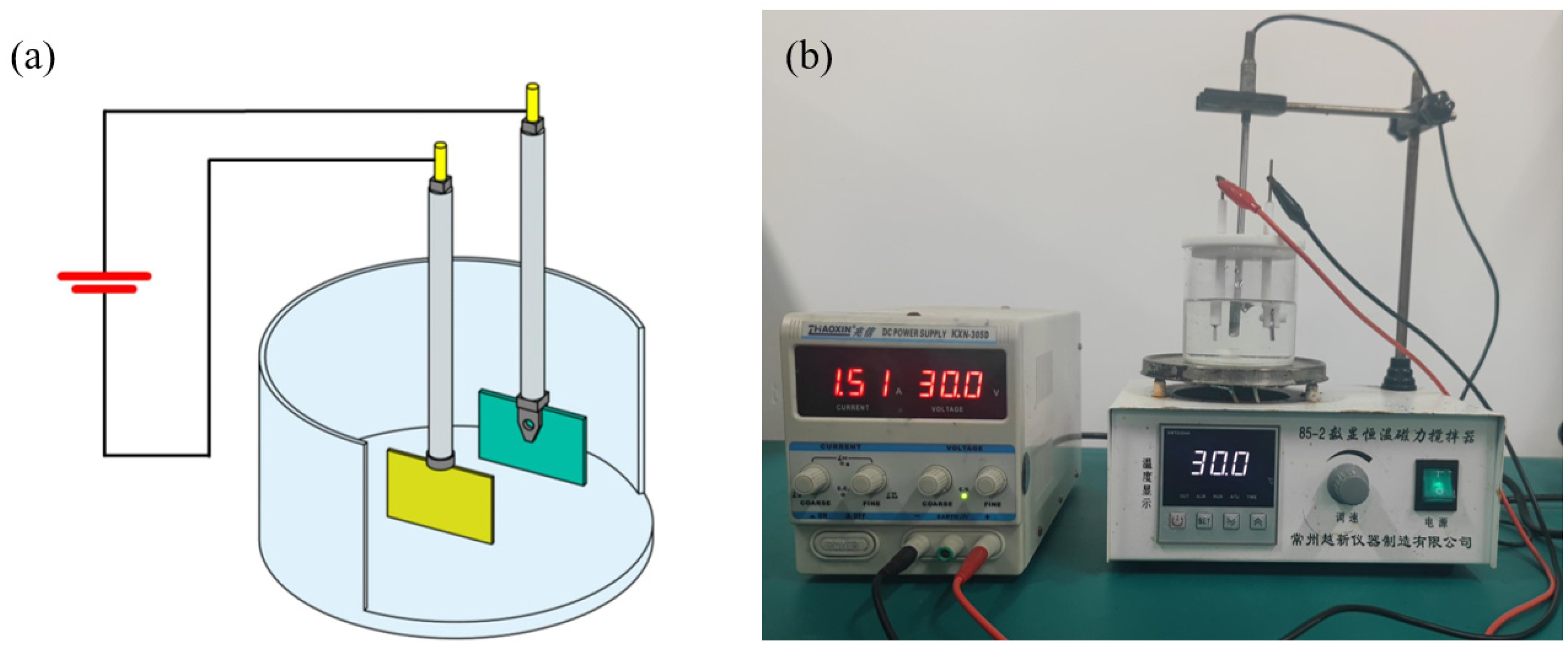
The breakdown of passivation film during the polishing process of TC4 was beginning of the etching process, which was an extremely important step and determines whether the subsequent etching reaction was isotropic or anisotropic etching. It is known that α-phase and β-phase within TC4 titanium alloy had different dissolution rates in H2SO4-CH3OH electrolyte, resulting in anisotropic etching. If processing parameters were appropriately adjusted during etching, each crystalline surface would dissolve uniformly, and thus isotropic etching was achieved and a smooth surface with high quality could be obtained. However, H+ ion concentration in electrolyte had a major impact on the conversion from anisotropy to isotropy etching. Figure 3 shows the SEM images of the etched holes on the surface polished at a current density of 0.5 A/cm2 for 30 s in H2SO4-CH3OH electrolyte. When the concentration of H2SO4 was 5%, the holes were etched anisotropically, as shown in Figure 3(a)-(c). The anisotropic etching was characterized by non-uniform shape of the obtained holes, which was attributed to the difference in dissolution rate of metallographic phases. It is noticed that isotropic etching was generated and the etched holes exhibited uniformly hemispherical when the volume ratio of concentrated H2SO4 increased to 20% (Figure 3(d)).
Surface morphology of electrochemical polishing for 30 s at H2SO4 with a volume ratio of (a)-(c) 5% and (d) 20%, respectively.
To investigate the effect of crucial variables on IEP process, different parameter combines were tested, including current density, volume ratio of H2SO4 in electrolyte, processing temperature and polishing time, and Figure 4 shows the experimental results. Ra, surface line roughness, was used to examine the polished surface. For electrolyte, when the concentration of H2SO4 in electrolyte was less than 10%, the workpiece surface only eventually undergone selective dissolution, resulting in anisotropic etching. Increasing H2SO4 concentration larger than 20% could guarantee the electrochemical etching process was isotropic. However, as H2SO4 concentration continued to increase, the surface quality gradually deteriorated even with a slower rate (Figure 4(a)). Figure 4(b) shows the effect of processing temperature on electrochemical polishing, and it could be seen that at 5 °C, the surface roughness was larger than those at 30 and 55 °C. When the temperature was too low, the passivation film formed on metal surface could not be penetrated. As a result, few and deep etched holes were generated, leading to anisotropic etching and a poor-quality surface. When the processing temperature ranged about 30°C, a superior surface roughness could be obtained. In addition, similar to the trend affected by the concentration of H2SO4 in electrolyte, the implication was much greater at low temperature. Figure 4(c) shows the variation of surface roughness with current density. It can be seen that when the current density was less than 0.5 A/cm2, surface roughness maintained at a high level. The current density was too small to penetrate the passivation film during electrochemical etching, thus resulting in the formation of small and sparse etched holes on the surface. When the current density was higher than 2 A/cm2, the surface quality was also affected although the dense etched holes with large size were formed.
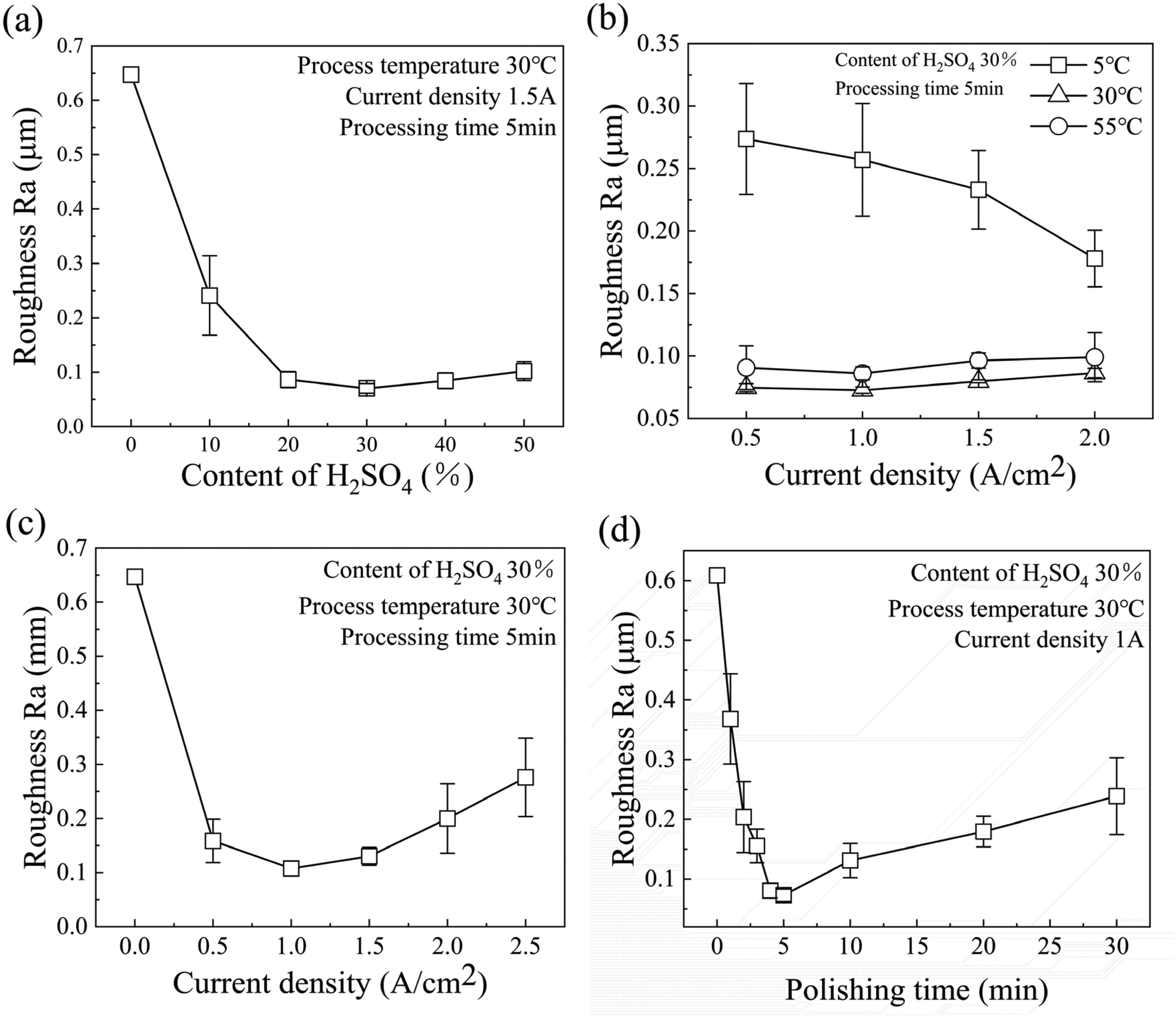
The relationship between each factor and surface roughness Ra. (a) Volume ratio of H2SO4 in electrolyte. (b) Processing temperature. (c) Current density. (d) Polishing time.
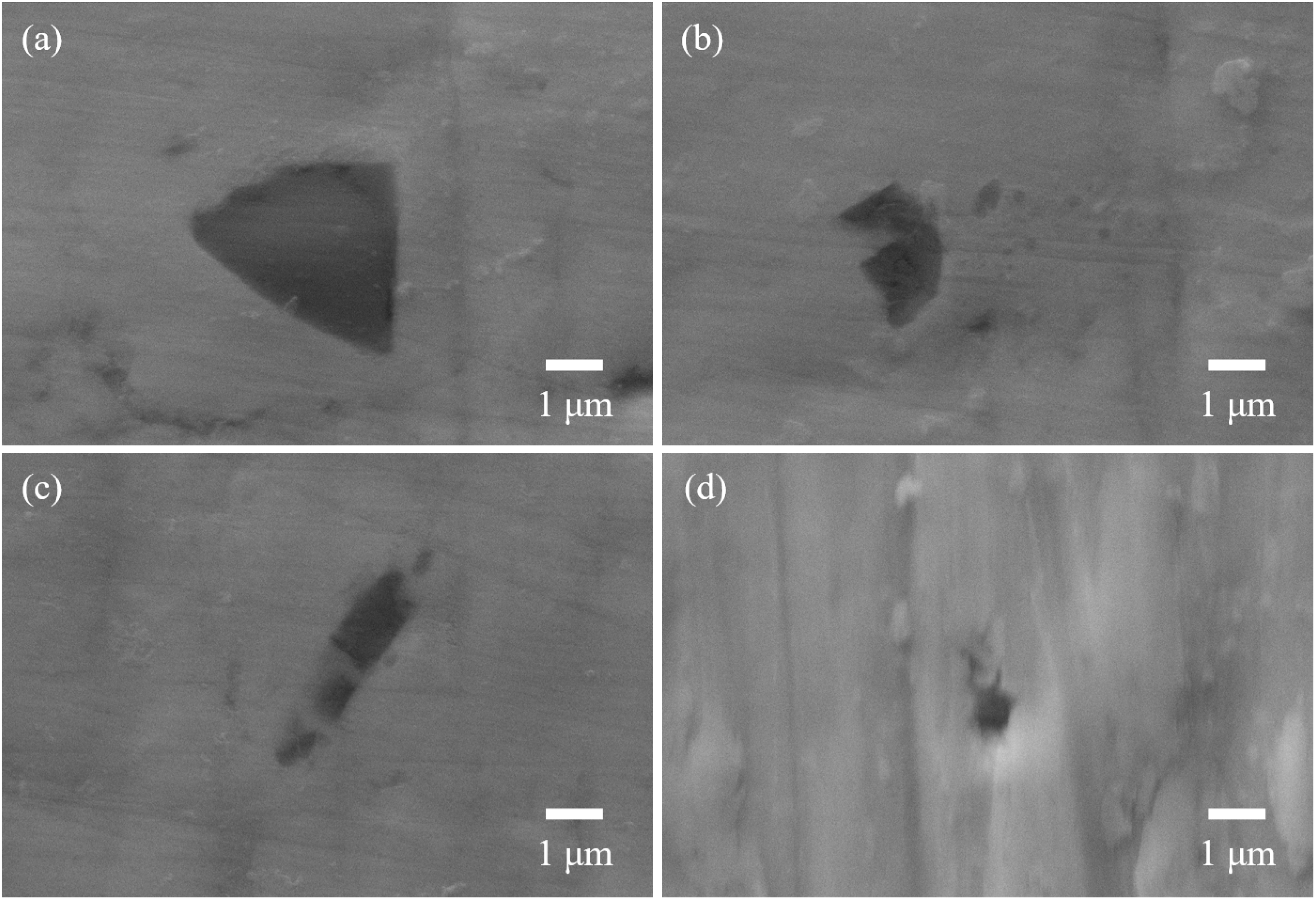
Figure 4(d) shows the relationship between processing time and surface roughness, and it is clear that the highest surface quality was obtained when the polishing time was close to 5 min. Figure 5 shows the SEM images of a surface polished in H2SO4-CH3OH electrolyte with 20% H2SO4 at a current density of 0.5 A/cm2 for 5 s, 30 s, 1 min, and 2 min, respectively, which was regarded to demonstrate the IEP mechanism. At the beginning of etching, metal ions precipitated and accumulated on the surface, and the process eventually converted to isotropic etching with the generation of hemispherical etched holes. These holes would keep intersecting as reaction proceeded, finally forming a smooth surface. For the processing time, only the etching process stopped in the stage of complete integration of etched holes could a smoothest surface be got. If the etching process went beyond this stage, stray corrosion caused by excessive etching would reduce the surface quality, as shown in Figure 6(d). Therefore, controlling the polishing time became crucial during the electrochemical polishing process due to its easy controllability compared to other contributing elements, and a surface with better quality could be achieved by appropriately adjusting the processing time once other influential elements had been determined.
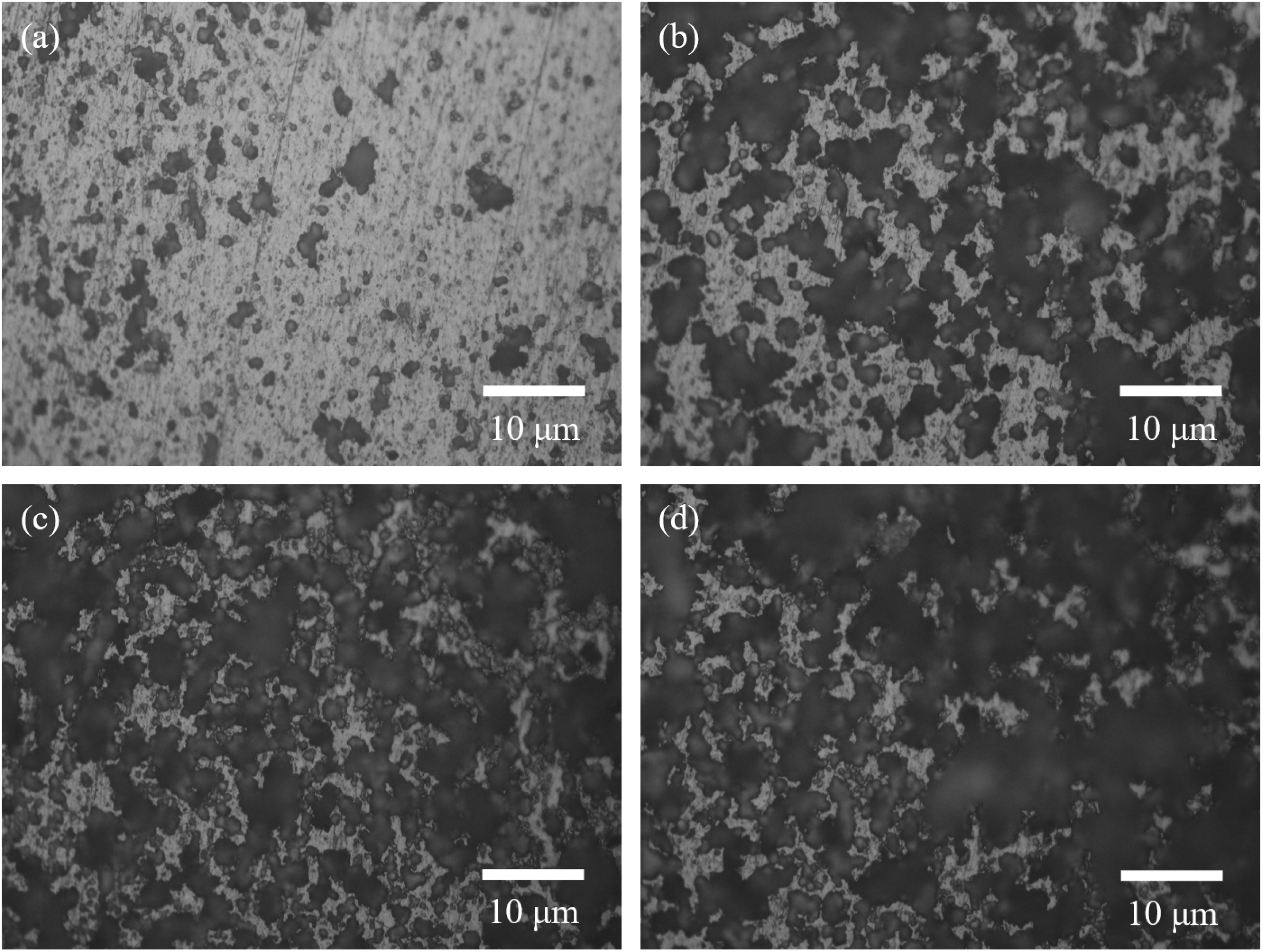
Surface morphology of TC4 at polishing time of (a) 5 s, (b) 30 s, (c) 1 min and (d) 2 min, respectively.
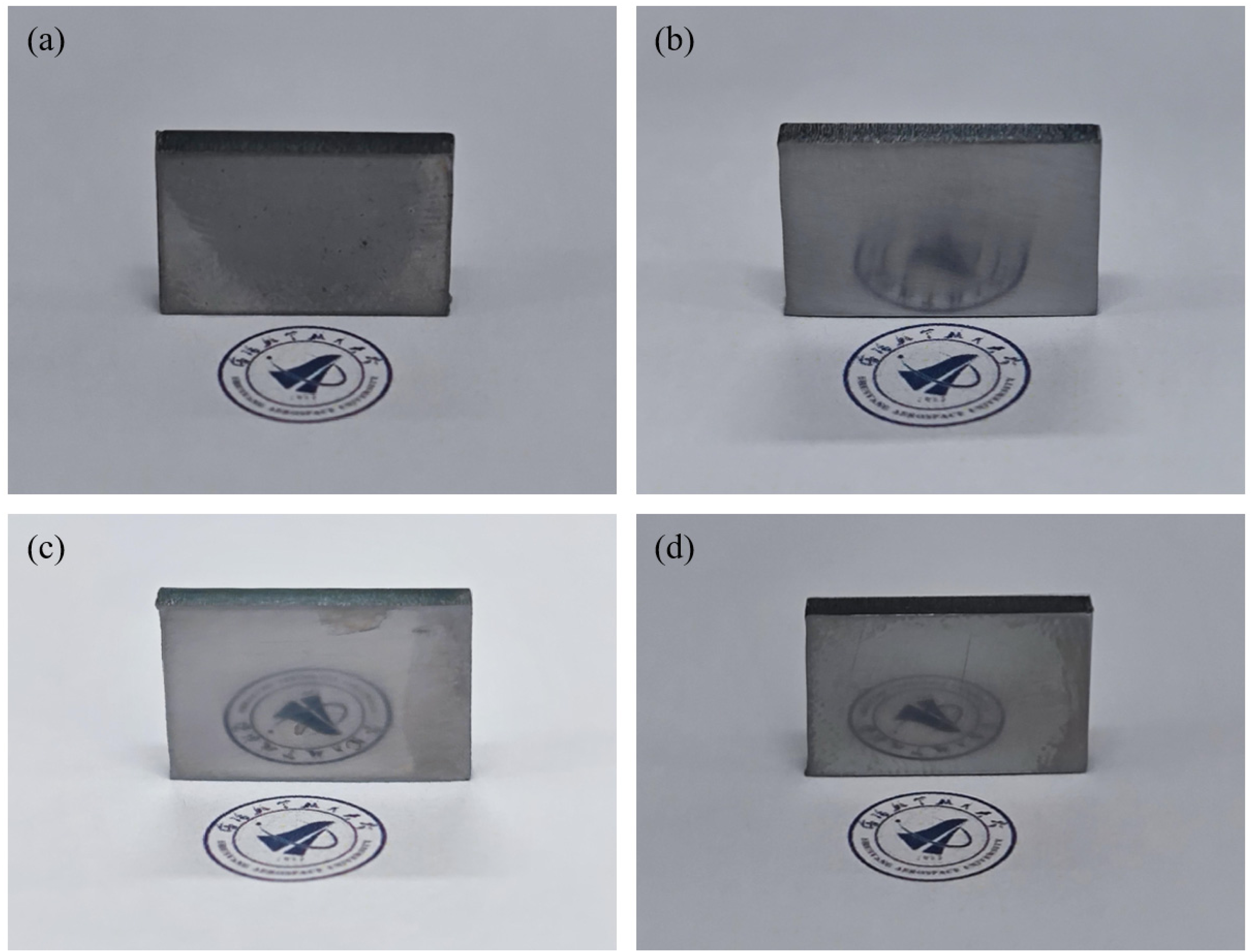
Photos of TC4 surfaces before and after IEP. (a) Initial surface. (b) Sandpapered surface. (c) Surface after IEP. (d) Surface after excess IEP.
A full factor experimental design was carried out to optimize the response model, setting the four objectives of H2SO4 content, processing temperature, current density, and processing time as optimization variables, with constraints for each optimization variable as shown in Table 2, with the objective function adopted:
Range of constraints for each optimization condition.
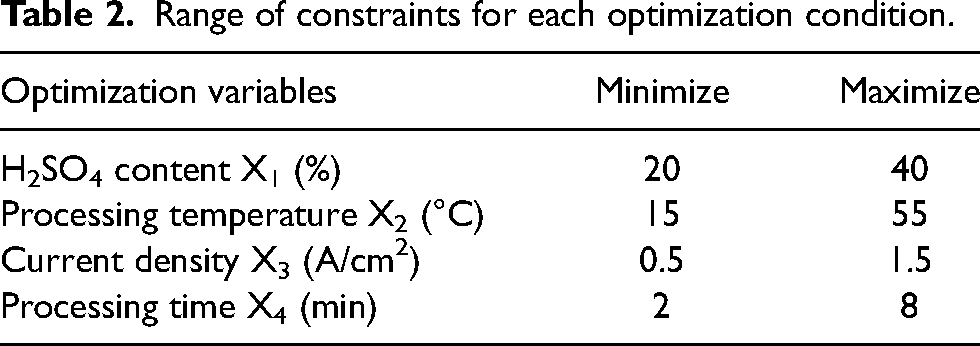
It was observed that most of these parameters had little effect on surface roughness, so the six parameters that had the greatest effect on the results were selected to reformulate the regression equation. The regression equation is: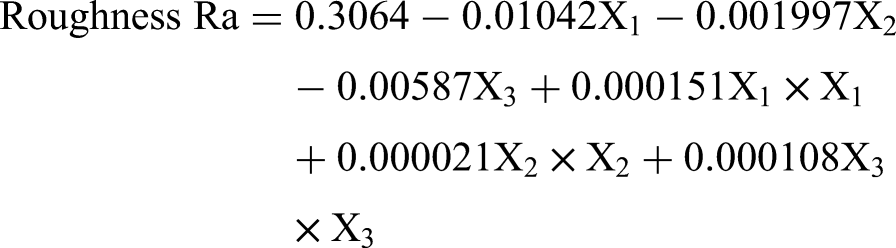
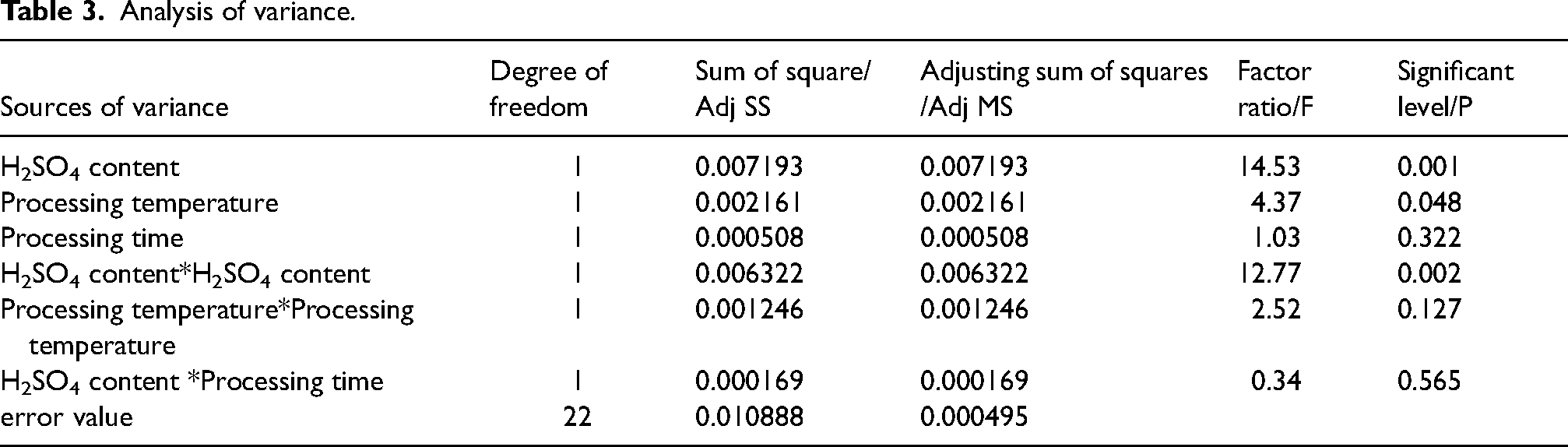
Analysis of variance was performed on the response surfaces, resulting in an analysis of variance table as shown in Table 3. As the concentration of sulfuric acid is the most important influence factor, the curved surface and contour plots of the concentration of sulfuric acid with each influence factor are shown in Table 4.
Analysis of variance.
Surface and contour maps of H2SO4 content and influencing factors.
The optimization results show that when H2SO4 content reached 30%, processing temperature was 45°C, circuit density was 1.2 A, and processing time was 330 s, the polishing effect was the best, with the surface roughness of less than 0.06 μm. Using these parameters, an experiment was performed to verify the gap between the experimental results and the optimization results. The results of five sets of parallel tests were averaged to obtain a final surface roughness of 0.0624 μm, with a standard deviation of 0.0067. The error between the experimental data and the optimization results is about 4%, which proves that the optimization process is effective.
The effect of viscosity of the solution and the mass of the passivation film destabilizer
Although the mechanism of IEP was different from that of conventional electrochemical polishing, the viscous film theory in conventional electrochemistry still applied to the polishing process. Based on this theory, the greater the viscosity of the electrolyte the better polishing effect within a certain range. 30 H2SO4 was a strong oxidizing and passivating agent with large viscosity, in line with the viscous film theory, so there was no need to adjust. Previous research have shown that the use of non-aqueous solutions was conducive to enhancing the surface quality of polished titanium alloys.31,32 Hence, CH3OH was replaced by C2H5OH and (CH2OH)2 that exhibited a larger viscosity, so that the surface quality could be further improved. Besides, halogenated elements Cl− and F− added to the electrolyte could be set as passivation film destabilizer, and thus the role of CH3OH was replaced. On the basis of this, appropriate additives such as brighteners, leveling agents, and complexing agents were also added to obtain a better surface finish.
During the preparation of electrolyte, the volume ratio of H2SO4 was kept constant, and the proportion of other components were adjusted. Due to little conductivity of CH3OH, heat was easily built up in the processing area, resulting in uncontrollability of the reaction. Therefore, selecting a more viscous mixture of CH3OH, C2H5OH, and (CH2OH)2 as electrolyte base solution not only increased conductivity of electrolyte, but also allowed for a better implementation of the viscous film theory and ensured IEP was carried out smoothly, which was conducive to the improvement of surface quality. The data in Figure 7 demonstrated that using the electrolyte base solution could enhance both polishing stability and quality compared to using H2SO4-CH3OH as electrolyte. The best polishing effect was obtained under an electrolyte composed of 25% CH3OH, 50% C2H5OH, and 25% (CH2OH)2 (Total: 30% H2SO4, 17.5% CH3OH, 35% C2H5OH, and 17.5% (CH2OH)2) by volume.
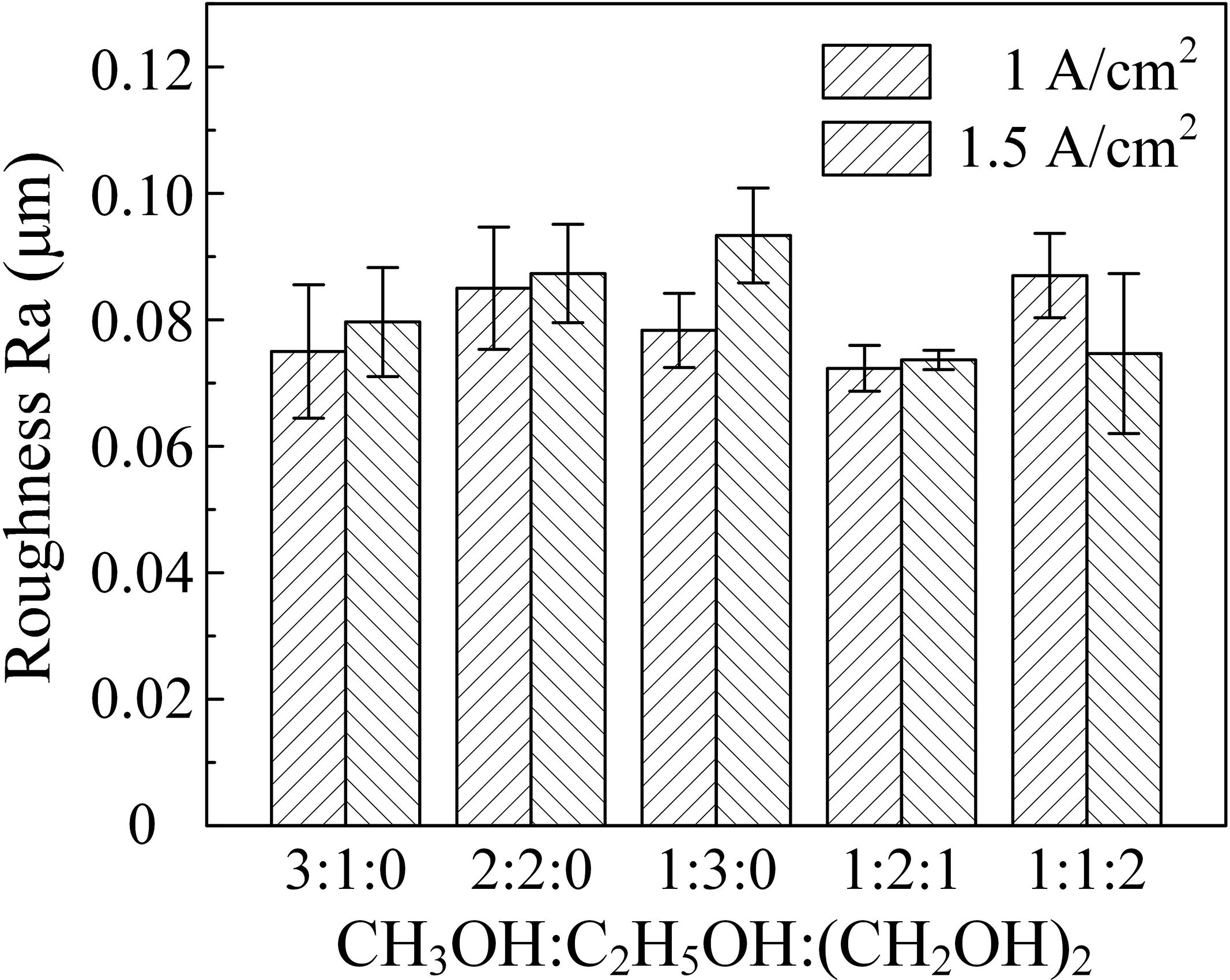
Effect of electrolyte base solutions with different ratios on surface roughness.
On the other hand, as a passivation film destabilizer, a reduction in the proportion of CH3OH in electrolyte brought new problem for the breakdown of passivation film. The addition of halogenated elements in the electrolyte was an excellent solution for destroying the passivation film, but how to ensure good polishing quality was the primary problem. As shown in Figure 8(a), adding Cl− to the solution significantly enhanced the ability of electrolyte to destroy the passivation film compared to the original electrolyte shown in Figure 3(d). However, the final polishing results would be affected due to the excessive etching. Therefore, in order to ensure surface quality, additives with less destructive ability was necessary, such as F−. When halogenated elements Cl− and F− with equivalent mass fractions were added to the electrolyte (ion content 4 g/L), as indicated in Figure 8(b), the surface obtained the optimum polishing effect. Figure 9 shows the polishing results of adding halogenated elements with different content to the electrolyte. Compared to the average surface roughness Ra of 0.1 μm with H2SO4-CH3OH as electrolyte, the surface roughness Ra after being polished in new electrolyte was reduced to 0.08 μm. However, the damage to the passivation film by halogenated elements reflected not only in the stage of IEP, but also at the end of the reaction, during which the passivation film induced by a strong oxidant and capable of strengthening the mental surface was destroyed, leading to a decreasing mechanical properties after polishing.
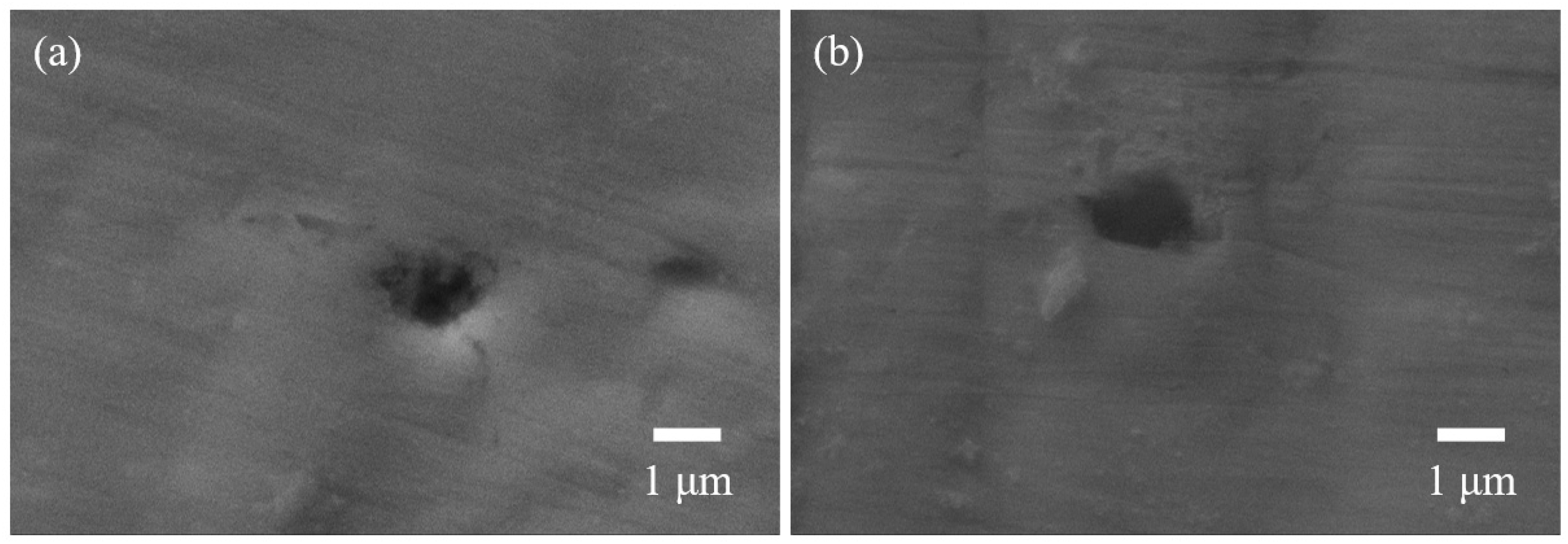
Etched holes formed under the electrolyte with halogenated elements. (a) Cl−. (b) Cl− and F−.
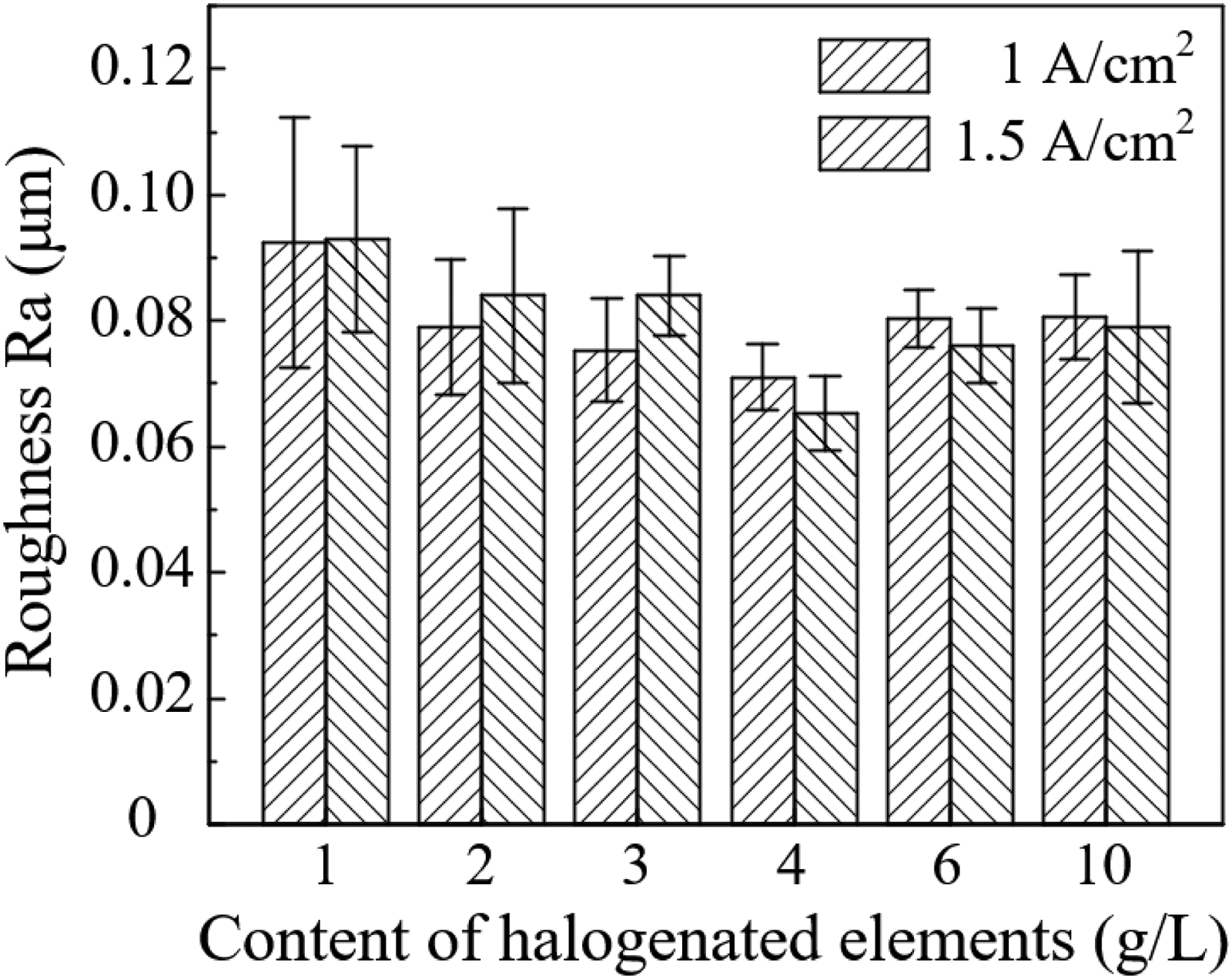
Effect of electrolyte with variable content of halogenated elements on surface roughness.
For the selection of passivation stabilizers, the thickness of the passivation film could be an important reference. By measuring, the thickness of the passivation film on the unpolished TC4 was about 15 nm, as shown in Figure 10. The mass of TiO2 in the passivation film was deduced to be about 6.39 × 10−5g by passivation film thickness. By the reaction equations for Cl−, F−, and TiO2, it could be deduced that the mass of zinc chloride and ammonium fluoride needed for the reaction was at least 1.75 × 10−4g and 6.06 × 10−5g.

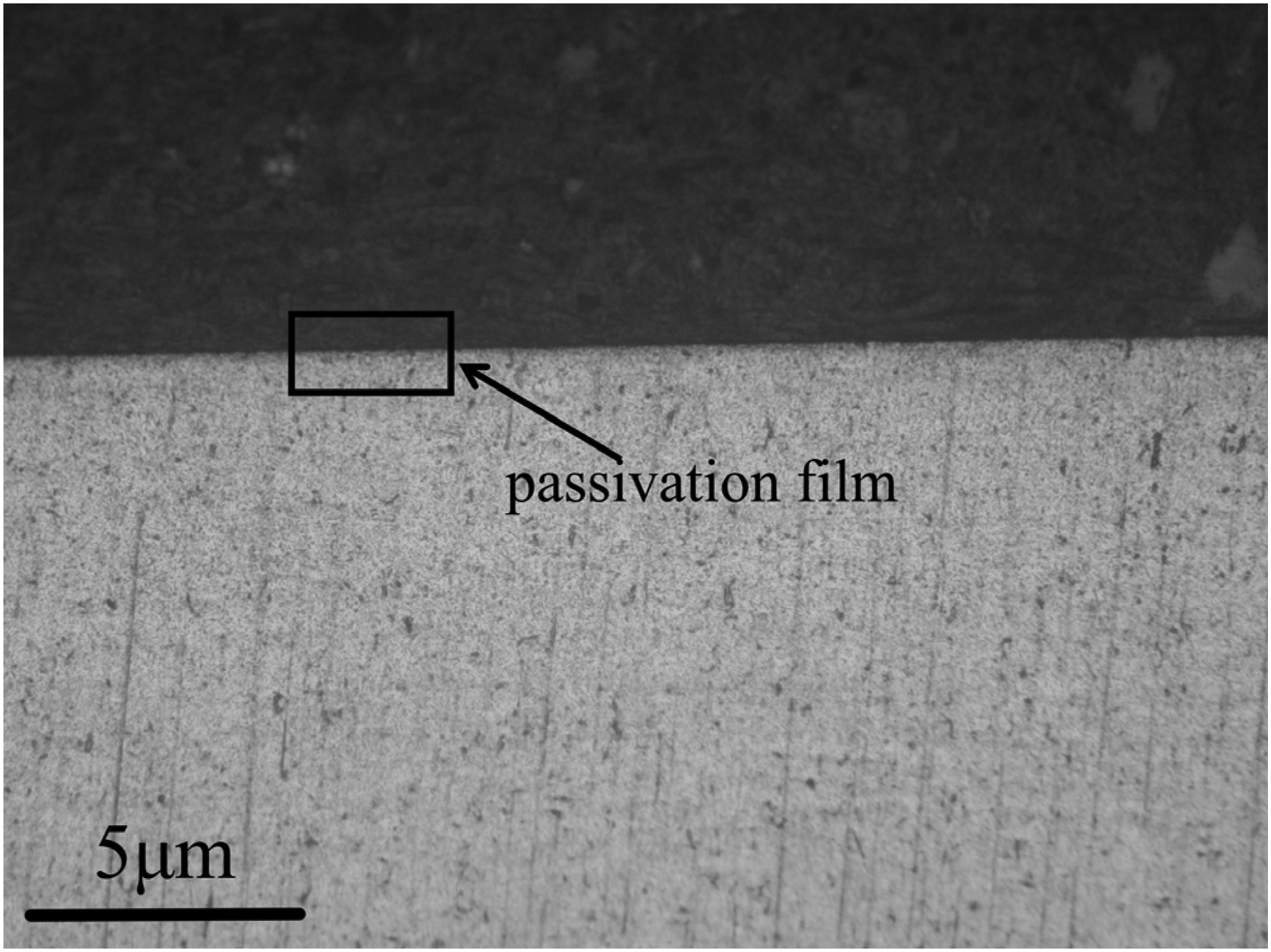
Passivation film thickness at initial conditions.
Considering the contact area of metal surface with the solution during the reaction, the fact that halogens still played a facilitating role in the formation of etched holes. Because the optimal surface quality was obtained at solution concentration of 4 g/L, the mole mass of halogens in the solution was finally selected as 1 mol/L. The experiments were carried out with Cl− and F− in 1:1, 2:1, 3:1, 1:2, 1:3, respectively. The etched time was 30 s, which was the passivation film destruction stage. The metal morphology was observed to obtain the best composition ratio of the passivation film destabilizer. As shown in Figure 11(a)-(e) below, complete destruction of the passivation film could be observed, but at high Cl− content, the surface became more cratered. The Cl− exhibited a stronger destructive power than F−, and further affected the final surface quality. Figure 11(f) shows the thickness of the passivation film without the addition of halogens. Although the thickness decreases significantly compared to that without the addition of the passivation film destabilizer, it was still elevated compared to the original surface. Therefore, the ratio of Cl− and F− was chosen as 1:2, and the mole mass of the halogens in the solution was 1 mol/L.
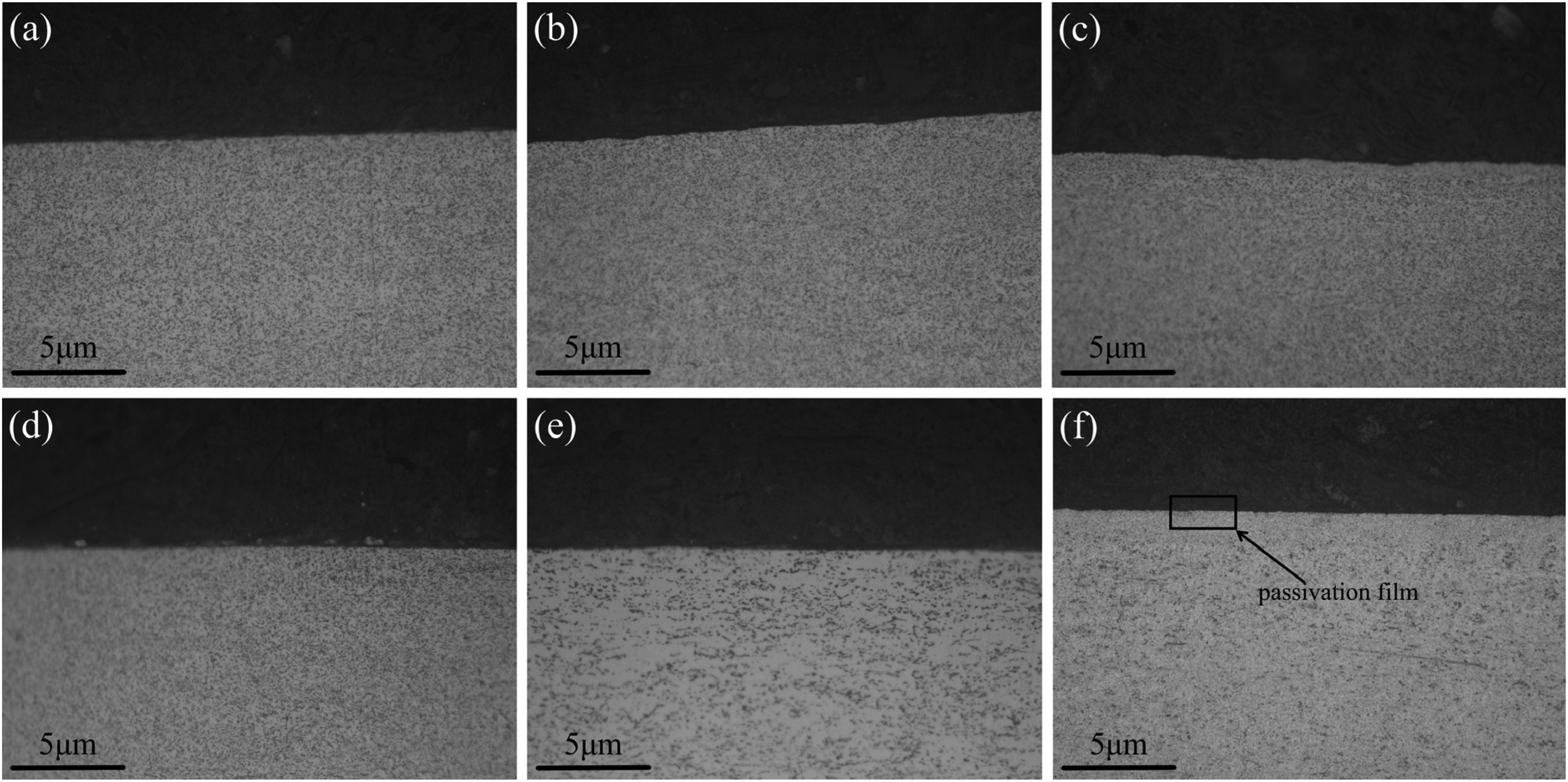
Metal morphology at different ratios of solution (a) 1:1, (b) 2:1, (c) 3:1, (d) 1:2, (e) 1: 3, and (f) passivation film thickness.
The highest surface quality was obtained when the processing parameters were 30% H2SO4 content, 30°C processing temperature, 1 A current density, and 5 min processing time. The best surface quality was obtained when the etched depth was estimated to be 8 μm. Using this as a benchmark, the erosion rates at the time of adjusting the viscosity of the solution and adding the passivation film destabilizer were calculated respectively. By matching the erosion depth to obtain the best surface quality, the erosion time needed for polishing was estimated. The average removal rate was 1.2 μm/min after adjusting the viscosity of the solution, and it could be deduced that the best surface could be obtained at 6–7 min. After adding halogens as the passivation film destabilizer, the average removal rate was 1.9 μm/min, and the best surface would be obtained when the polishing time was 4 min.
Besides, to avoid yellow and blue passivation film and increase the brightness of polished surface after IEP, a small amount of brightener was added to the electrolyte. The metal surface would then turn silver-white and showed a higher brightness. After conducting the polishing studies of main brighteners independently, vinylthiourea was regarded as the best brightener for IEP. Figure 12 shows the change in surface quality after adding different brighteners.
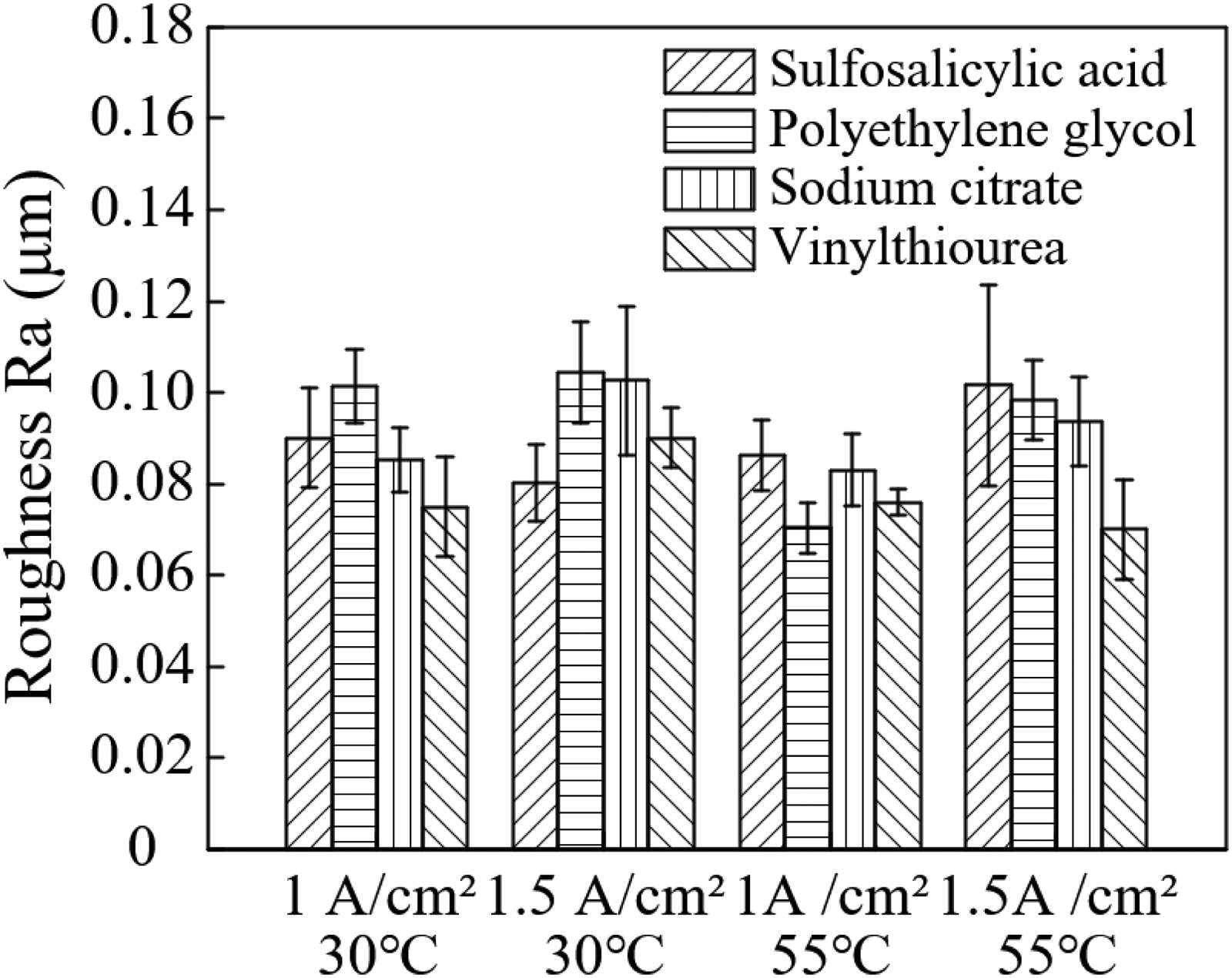
Variation of surface roughness with brighteners under different polishing conditions.
Optimization of IEP process based on segmented pulse regulation
Another way to improve the quality of electrochemical polishing was to employ a pulsed power supply, which could be achieved by adjusting the two primary factors, duty cycle and pulse frequency. 33 Under pulsed signals, metal ions and compounds produced on anode surface could be taken away by flow field, which encouraged the polishing reaction to be carried out completely and thus improved the surface quality. However, the disadvantage that metal ions were carried away with flow field in the initial stage of etching reaction could lead to difficulties in realizing the sticky film theory and IEP. Theoretical analysis revealed that IEP process was divided into different periods, so appropriate pulse parameters was selected at different stages to realize various goals.
The primary stages of IEP included the development of etched holes in the first stage and the merging of etched holes in the middle stage. For the former, it was necessary to make dense and uniform etched holes appear, and for the latter, it was necessary to promote the formation of smooth surfaces through uniform merging of the etched holes. Thus, surface roughness was used to characterize the etching effect after adjusting the pulse frequency and duty cycle, in which front pulse referred to the polishing process with 30 s time and back pulse represented the polishing process with 5 min time, as shown in Figure 13. It can be noticed that the surface could obtain highest surface roughness at 30 kHz pulse frequency and 10% duty cycle, which could be regarded as the pulse parameters in initial stage to promote the formation of dense etched holes, as shown in Figure 13(a) and
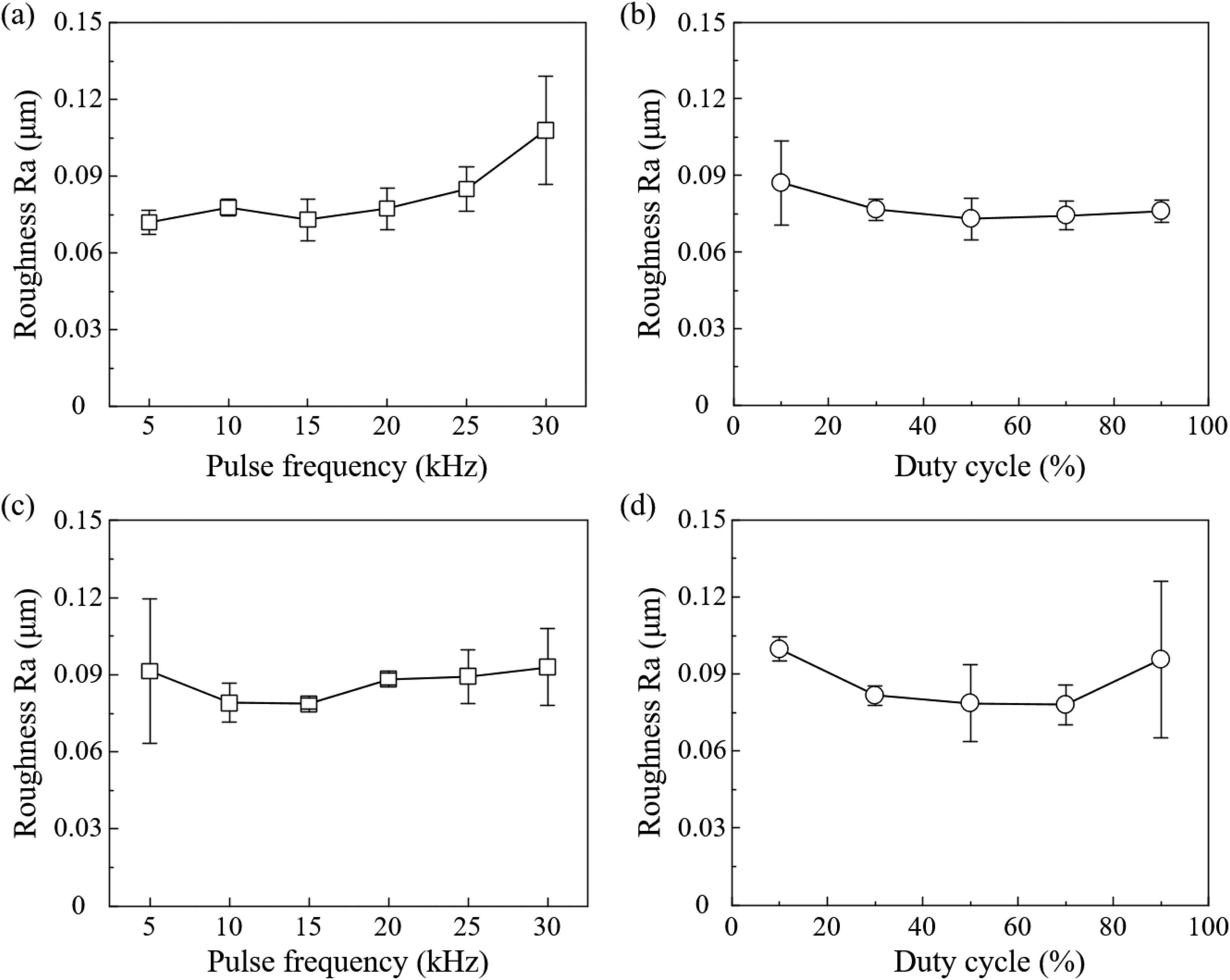
Relationship between pulsed parameters and surface roughness. (a) (b) Front pulse. (c) (d) Back pulse.
In the second stage of hole merging, better surface quality was required. Figure 13(c) and
From the above, it can be seen that the surface quality is best when the depth of the etched reaches 8 μm. By calculating, the etched rate after adding the pulse signal was about 1.55 μm/min, therefore the best surface could be obtained at 5 min. The reason for the fast rate of etchings was that halogens not only participated in the breakdown phase of the passivation film, but also facilitated the formation of etched holes. Etching rates were somewhat reduced after the addition of pulses, because that a slight passivation reaction of the metal surface occurred when there was no current applied, preventing the reaction from proceeding.
Surface element
EDS spectra were used to reveal the change of surface elements in TC4 titanium alloy before and after IEP under optimum polishing parameters, as shown in Figure 14. Table 5 displays the content of surface elements, and the results indicated that the content of Ti was reduced drastically while the content of O and Al increased significantly after polishing. During electrochemical reaction, Ti element on the surface was converted into the ionic form of Ti2+, resulting in a decrease in its content. Following the entire reaction of TC4 titanium alloy, a dense passivation film consisting primarily of Al2O3 and TiO2 was generated on the surface, resulting in a considerable increase in the concentration of O and Al elements.
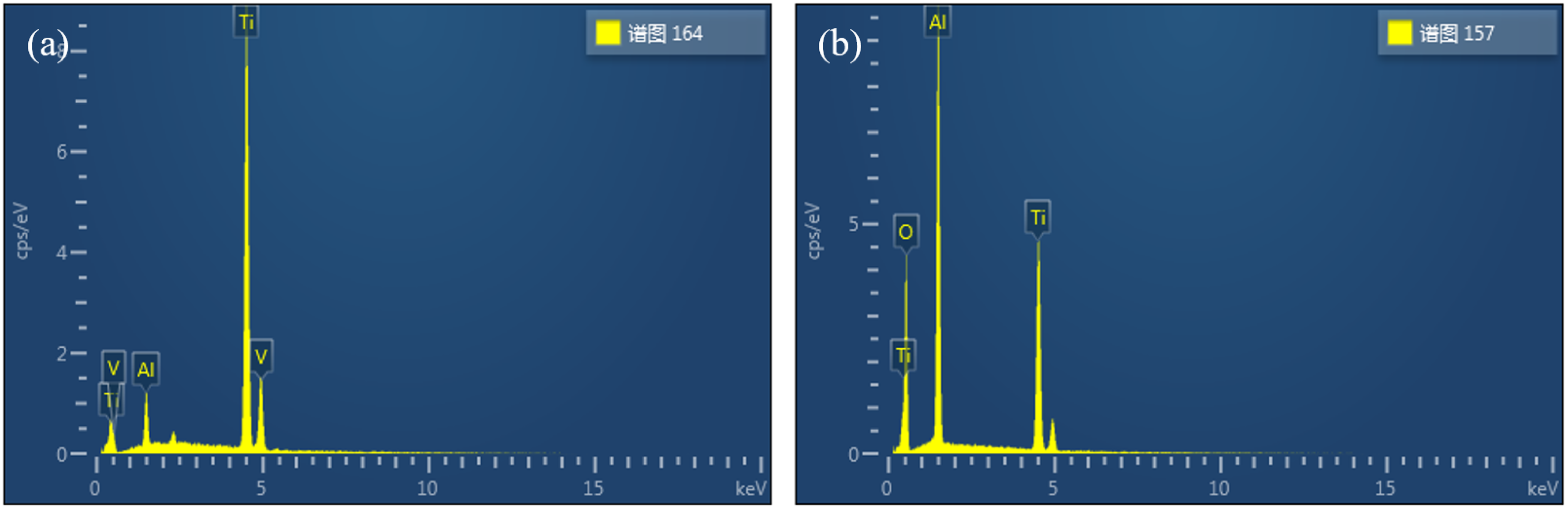
EDS spectra of (a) the original surface, and (b) the surface processed under modified polishing parameters.
Elemental content of pristine and IEP polishing surface of TC4 titanium alloy.

Corrosion resistance
The corrosion current density and voltage were used to assess the corrosion resistance of the surface, and the polarization curves of TC4 titanium alloy processed under different conditions are shown in Figure 15.
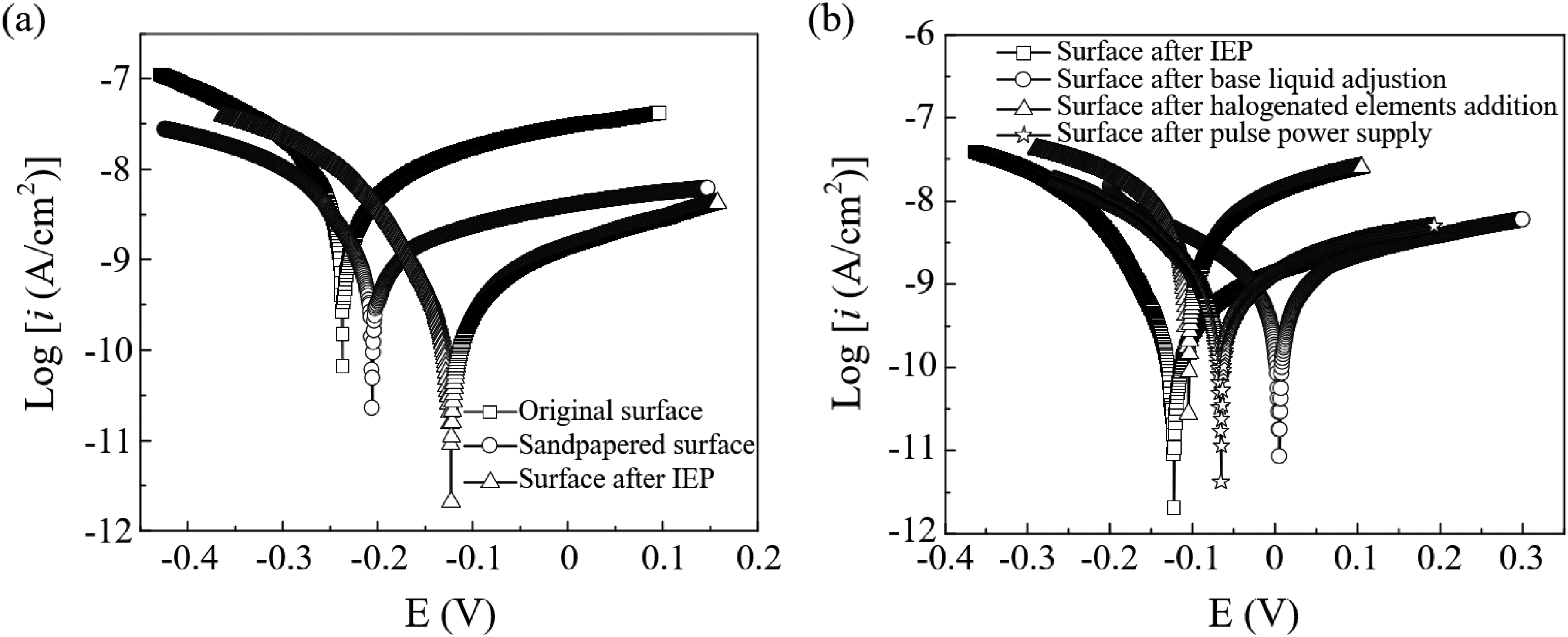
Polarization curves of TC4 titanium alloy treated with different conditions.
It is evident that the corrosion voltage of TC4 titanium alloy both increased, and that the corrosion current density decreased compared to untreated samples, which suggested that IEP could improve the corrosion resistance of TC4. After switching the electrolyte base solution from CH3OH (H2SO4-CH3OH electrolyte) to the mixture of CH3OH, C2H5OH and (CH2OH)2 (H2SO4-CH3OH-C2H5OH-(CH2OH)2 electrolyte), this improvement peaked. The presence of CH3OH in electrolyte contributed to the instability of the passivation film during etching, whereas the lower content of CH3OH in the adjusted electrolyte made the passivation film become more stable and corrosion-resistant. After adding halogenated elements to the electrolyte, the corrosion voltage were dramatically reduced, and the corrosion current density increased, which was attributed to the damage of halogenated elements to the passivation film. However, compared to the use of H2SO4-CH3OH electrolyte for IEP, the corrosion resistance of the polished surface could still be increased by adjusting the composition of electrolyte.
Figure 16 shows the Nyquist and Bode graphs based on the spectrum data of AC impedance under various processing scenarios. It can be seen from the Nyquist plot that in comparison to the arc resistance of surface before polishing, the radius of arc resistance grew dramatically after IEP. For the Bode graph, the impedance value of the surface at the lowest frequency following IEP was likewise higher in the Bode plot than that of the surface before polishing, which was in line with the results obtained from the polarization and OCP curves. Besides, compared to initial electrolyte, corrosion resistance rose during the subsequent electrolyte optimization process, demonstrating that optimizing the electrolyte composition was a useful strategy for boosting polishing effect.
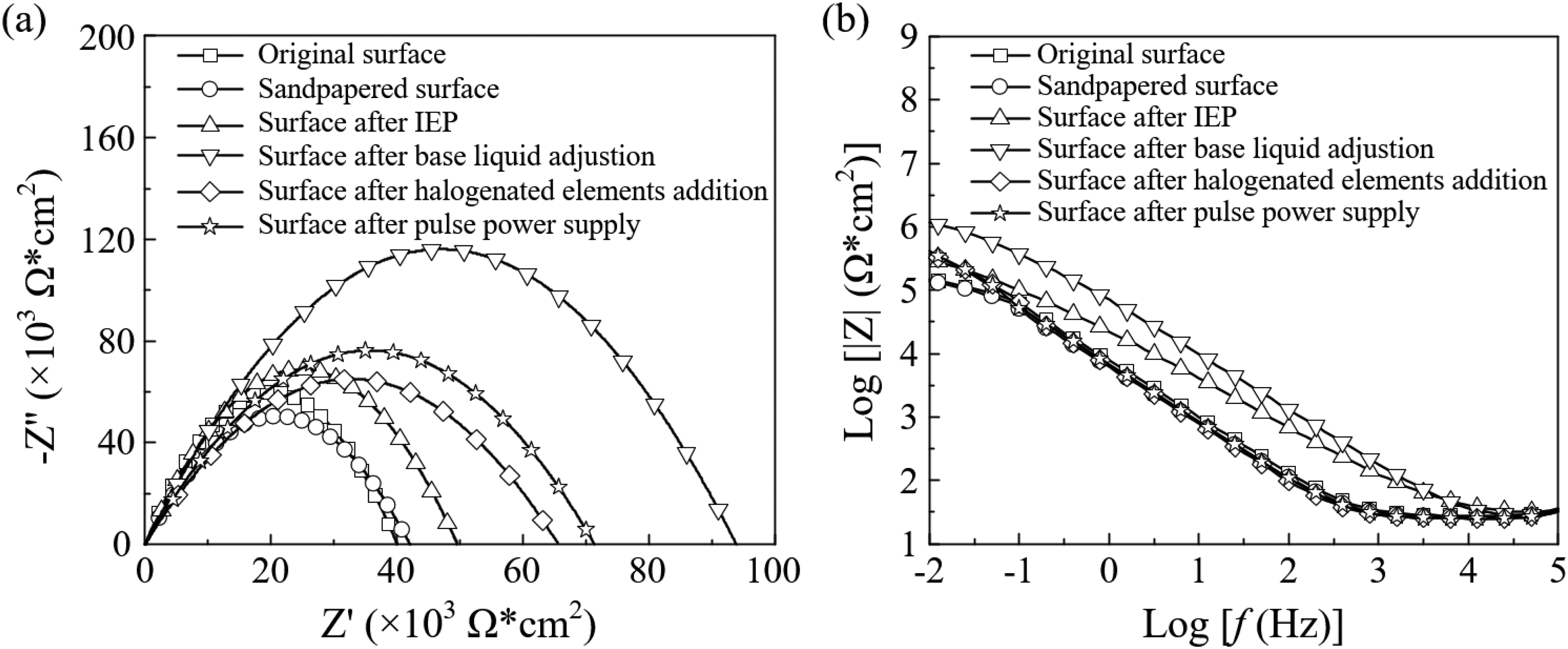
(a) Nyquist and (b) Bode plots obtained under different processing conditions.
Surface hardness
IEP greatly increased the surface hardness of TC4 titanium alloy, and the experimental results are displayed in Figure 17. It can be seen that the hardness of the surface etched isotropically was much higher than that of the original surface, which was attributed to the dense passivation film formed on the surface during polishing process. Similar to the electrochemical properties mentioned above, the surface hardness increased after the electrolyte was adjusted and slightly decreased with the addition of halogenated elements to electrolyte. Despite this, the hardness of polished surface was still higher than that of the surface polished with unadjusted electrolyte, suggesting that the passivation film produced was responsible for the improvement in mechanical properties of the TC4 surface.
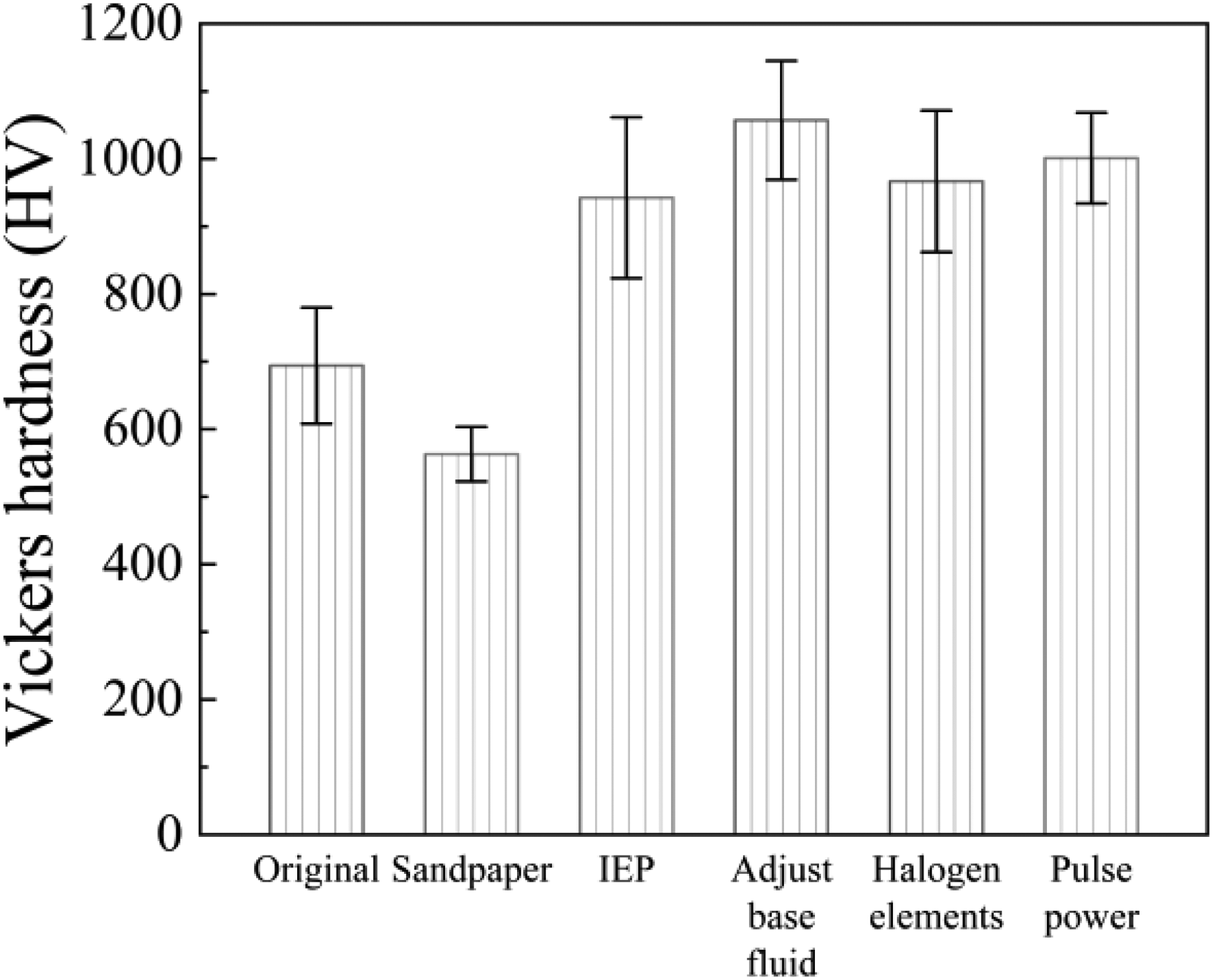
Variation of the Vickers hardness of TC4 titanium alloy processed under different conditions.
Conclusions
There is a challenge for polishing TC4 titanium alloy electrochemically due to variable dissolving rates of metallographic phases (α and β). IEP is capable of not only improving surface quality but also forming a dense passivation film that can improve the chemical and mechanical properties of the substrate on the surface. In this paper, the effect of different parameters on the electrochemical polishing of TC4 titanium alloy and the transformation of polishing mechanism from anisotropic to isotropic was illustrated. To be more consistent with the viscous film theory and obtain a high-quality surface, electrolyte composition was adjusted by adding solutions with larger viscosity or conductivity as well as adding brightener. Finally, according to different periods of isotropic etching during the polishing process, appropriate power parameters were selected to realize segmented pulse regulation. The primary conclusions are as follows:
Four processing parameters all exhibited similar trend of influence on the surface roughness of polished TC4 titanium alloy, which not only controlled the surface quality, but also determined whether the etching process was isotropic or anisotropic. Adjusting electrolyte from H2SO4 + CH3OH to the mixture of H2SO4, CH3OH, C2H5OH and (CH2OH)2 with a larger viscosity and lower conductivity could promote creation of the viscous film theory during polishing process, thus improving the surface quality. Besides, using Cl− and F− instead of CH3OH as more stable passivation film destabilizers could improve the stability of the polishing results to some extent. After adjusting electrolyte composition, the roughness Ra of the polished surface could be kept below 0.08 μm. Segmented pulse regulation was used to meet the unique requirements of each stage of IEP. Holes were etched under a pulse voltage with a low duty cycle and a high pulse frequency, while a pulse voltage with more stable parameters was used to merge the etched holes in the next stage. As a result, the polishing process was more stable and the surface quality obtained was higher. After IEP, surface hardness as well as corrosion resistance of the surface were significantly improved, and both reached the maximum in the modified electrolyte base solution, which was attributed to the most dense passivation film formed on the surface.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China (No. 52475482), and the Fundamental Research Funds for the Universities of Liaoning Province (No. LJ212410143025).
Author contribution
Ning Ma: methodology, writing original draft, support, supervision, review. Yuanzhuo Peng: investigation, experiments, collected data. Yang Chen: review. Juhe Sun: investigation, methodology.
Data availability
The datasets used or analyzed during the current study are available from the corresponding author on reasonable request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.