
Abstract
Biodegradable magnesium alloys are promising materials for temporary orthopedic implants, but their clinical performance is often compromised by poor tribological behavior. During implant insertion and post-operative micromotion, friction and fretting wear can generate debris and accelerate local material degradation, leading to premature mechanical failure. In this study, hydroxyapatite (HAp) and a ternary HAp–Al2O3–TiO2 composite coating were deposited on Mg–1 wt% Ca alloy via electrophoretic deposition (EPD) and systematically compared to elucidate microstructure–mechanical–tribological relationships. SEM revealed a porous morphology for HAp, whereas the composite coating exhibited a denser and more uniform structure; EDS and XRD confirmed successful incorporation of Al2O3 and TiO2 into the HAp matrix. The composite coating significantly improved hardness, Young's modulus, and adhesion strength (0.39 GPa, 10.07 GPa, and 9.49 MPa) compared with HAp alone (0.23 GPa, 7.48 GPa, and 7.48 MPa). Under identical fretting conditions, the composite achieved a lower specific wear rate (1.52 × 10−3 mm3/N·m) than HAp (1.74 × 10−3 mm3/N·m). The novelty of this work lies in demonstrating a tribology-driven composite coating strategy for magnesium-based implants, moving beyond corrosion-focused surface modifications and directly addressing wear-related degradation relevant to in vivo mechanical loading.
Introduction
Magnesium (Mg) alloys have attracted considerable attention as biodegradable orthopedic implant materials due to their mechanical compatibility with bone. The Young's modulus of Mg (40–45 GPa) is higher than the typical range reported for cortical bone (10–30 GPa), but still substantially lower than that of 316L stainless steel (110 GPa) and Ti-based alloys (190–200 GPa)..1,2 This reduced stiffness mismatch helps to mitigate stress shielding, a condition in which the implant bears excessive mechanical loads, leading to bone resorption. Additionally, Mg plays a vital role in bone formation and cell adhesion, and its biodegradability eliminates the need for secondary surgery.3,4However, rapid degradation of Mg alloys in physiological environments remains a challenge, compromising mechanical integrity during healing. For instance, AZ91 alloy has shown a 40% loss in mechanical strength after five days in simulated body fluid (SBF).5–7 To overcome this, hydroxyapatite (HAp) coatings have been applied to improve the mechanical and corrosion properties of Mg alloys.8,9
Electrophoretic deposition (EPD) is an effective and scalable method for producing uniform and adherent HAp coatings, even on complex geometries.10,11 HAp-coated Mg alloys demonstrate improved hardness, wear resistance, and adhesion. For example, HAp-coated Mg–3Zn alloys showed higher fracture toughness and elastic modulus, resulting in better adhesion in nano-scratch tests. 12 Similarly, alumina coatings deposited via EPD enhanced the hardness and scratch resistance of Mg alloys. 13 Akram et al. reported that EPD-deposited HAp coatings provided adequate wear resistance and adhesion for medical applications. 14 Moreover, uniform EPD-HAp coatings effectively control corrosion rates. 15 Composite coatings incorporating Al2O3 and TiO2 have shown further mechanical and tribological improvements. Wu et al. used a layered double hydroxide base with Al2O3 nanoparticles, achieving maximum wear and corrosion resistance at specific concentrations. 16 Liu et al. reinforced HAp coatings with SiC nanowires, reducing wear rate by 68.2%. 17 In vitro studies also confirmed the biocompatibility of coated Mg alloys, showing normal cell proliferation and high viability. 18
Although prior research has demonstrated the benefits of HAp and ceramic composite coatings, limited studies have investigated the combined effects of HAp–Al2O3–TiO2 coatings on Mg alloys, particularly in relation to mechanical properties and fretting wear. Furthermore, the use of EPD to deposit such composite coatings remains underexplored.
This study focuses on developing pure HAp and HAp–Al2O3–TiO2 composite coatings on Mg–1%Ca alloy using EPD, where the composite contains 40 wt% HAp, 30 wt% Al2O3 and 30 wt% TiO2 in the starting powder blend. The overall aim is to enhance bioactivity, hardness, and fretting wear resistance for temporary orthopedic implants. EPD was selected due to its ability to coat complex geometries with a simple, scalable, and cost-effective setup. The incorporation of Al2O3 and TiO2 into the HAp matrix is expected to significantly enhance mechanical performance without compromising biocompatibility. In our first part of the work 19 on the same Mg–1%Ca alloy and HAp–Al2O3–TiO2 coating composition, we have already characterised the corrosion behaviour in detail by potentiodynamic polarisation, electrochemical impedance spectroscopy and immersion tests in Hanks’ solution at 37 °C. That study showed that the composite coating reduces the corrosion rate from 399 mpy (HAp) to 88 mpy and lowers the corrosion current density Icorr from 4.61 × 10−3 A cm−2 (HAp) to 2.75 × 10−4 A cm−2, demonstrating significantly improved electrochemical protection compared with both HAp and bare Mg–1%Ca.
Materials and methods
Materials and electrophoretic deposition
The experimental investigation utilized industrially pure Mg-1%Ca alloy as the substrate, with the following composition: of 98.95% magnesium, 0.91% calcium, 0.09% aluminum, 0.04% silicon, and 0.01% manganese. Specimens measuring 12 mm × 11 mm × 6 mm were sectioned and followed by grinding and polished to achieve a smooth surface finish. To ensure surface cleanliness, the samples underwent ultrasonic cleaning in acetone followed by deionized water. For coating preparation, hydroxyapatite (HAp), aluminium oxide (Al2O3), and titanium dioxide (TiO2) nano-powders were procured from Trixotech Advanced Materials Pvt. The HAp–Al2O3–TiO2 composite powder, containing 40 wt% HAp, 30 wt% Al2O3 and 30 wt% TiO2,was synthesized by mechanically blending HAp, Al2O3, and TiO2 in a ball mill for 12 h at a rotation speed of 20 RPM. To formulate the HAp suspension, 1 g of nano-hydroxyapatite was dispersed in 50 mL of C2H5OH (ethanol). A separate composite suspension was produced by combining 1 g of the composite nanopowder with C2H5OH (50 mL), iodine (0.18 g L−1), and 0.2 mL of polyethylenimine (PEI). PEI acts as a cationic polyelectrolyte that adsorbs on particle surfaces, increasing their positive charge and hence electrophoretic mobility. HNO3 was added to both the suspensions to lower the pH, followed by 20 min of magnetic stirring and a further 20 min of ultrasonic treatment. Electrophoretic deposition (EPD) was performed using a controlled DC power source. The coating process was conducted at room temperature for 2 min with a constant voltage of 22 V. A 2 cm separation was kept between the electrodes, with stainless steel functioning as the anode and the Mg-1% Ca alloy specimen as the cathode. After EPD, the coated samples were heat-treated at 250 °C for 2 h, a temperature selected to remove residual solvents, improve coating adhesion and crystallinity, and at the same time avoid HAp decomposition and minimise oxidation of the Mg substrate.
Microstructure characterization
The microstructure and elemental composition of the samples were characterized using FESEM coupled with EDS analysis ((SUPRA 40, Zeiss SMT AG, Germany). Surface roughness was measured using optical profilometer (Contour GT, Bruker). Phase investigation of the coatings was performed using X-ray diffraction (XRD) with Co-Kα radiation (Philips X'Pert PRO Diffractometer, PANalytical).
Nanoindentation test
Nanoindentation was performed using a Hysitron TI 950 Tribo-Indenter with a Berkovich indenter with applied load 8 mN and indentations were performed on polished cross-sections of the coated samples.
. The reduced elastic modulus (Er) was calculated from the unloading curve slope (S) and projected contact area (Ap) using the equation:

Hardness (H) was determined as the ratio of maximum load Pmax to projected contact area, H = Pmax / Ap. The projected contact area was obtained using the Oliver–Pharr method through the calibrated area function
The Young's modulus (E1) was determined using the Oliver-Pharr equation:

Adhesion strength measurement
The adhesion strength of the coating was measured using a pull-off test, where a 20 mm diameter dolly was bonded to the coating surface using a polymer adhesive and allowed to cure at ambient temperature. The test was performed by applying a uniaxial tensile load at a constant rate of 0.1 MPa until the coating detached from the substrate. Pull-off adhesion tests were performed 3 times for each condition. The reported adhesion strength is presented as mean ± standard deviation.
Adhesion strength (σ) was calculated using the formula:

Fretting wear test
Fretting wear tests were carried out on a POD-4.0 DUCOM fretting tribometer under dry-air conditions at room temperature. A 10 mm-diameter 316L stainless-steel ball was used as the counterbody and was brought into contact with the coated Mg–1%Ca samples under a normal load of 2 N for 15 min, with a sliding frequency of 10 Hz and a stroke length of 0.5 mm. Mass loss was measured using an analytical balance (VWR analytical Balance (611–2263)], readability (5-digit accuracy). Loss in mass was used to evaluate volumetric wear (mm3) using the formula given below:

Where, V = volumetric wear (mm3), Δ m = mass loss due to wear, ρ = density of the coating
The theoretical density was estimated by rule of mixtures using densities (HAp = 3.16 g/cm3; Al2O3 = 3.95 g/cm3; TiO2 = 3.9 g/cm3), giving 3.62 g/cm3 for the composite coating.
Again, the specific wear rate (Ks) was evaluated using the equation shown below:

Moreover, based on Archard's law, the volume loss (V) caused by wear correlates directly with the sliding distance (S) and normal load (P), and inversely with the hardness (H) of the material as provided by the equation no. (6)


Where

Where,
Results and discussions
Microstructural characterization
Figure 1 presents SEM micrographs of (a) HAp and (b) HAp–Al2O3–TiO2 composite coatings deposited onto an Mg alloy via electrophoretic deposition (EPD). In Figure 1(a), the pure hydroxyapatite (HAp) coating exhibits a relatively porous structure with presence of agglomerated cluster and spherical particles. These morphological characteristics—especially the high porosity combined with an irregular particle distribution—indicate significant local heterogeneity in the coating's microstructure. Specifically, randomly distributed voids and clusters create mechanical inhomogeneities, weakening stiffness and inducing stress concentration zones. These pores serve as initiation points for cracks and channels for abrasive debris, accelerating wear and shortening fatigue life. 21 Porous structure is beneficial for improvement in bioactivity. In contrast, Figure 1(b) shows that the HAp–Al2O3–TiO2 composite coating forms a substantially denser, more homogeneous layer. The porosity is markedly reduced, agglomerates are less frequent, and only minor microcracks are visible. Such densification likely reflects the reinforcing impact of hard ceramic particles (Al2O3 and TiO2), which improve particle packing and hinder pore formation during deposition and drying. A denser structure with fewer defects enhances mechanical properties (hardness, stiffness, cohesion), extends fatigue and wear life, and improves corrosion resistance. While the HAp coating has a porous but bioactive morphology, 22 the composite coating provides better densification and smoother surface, offering superior mechanical durability and corrosion protection. 23 EDS maps of the HAp coating (Figure 2(a)) show uniformly distributed Ca, P, O, and sparse Mg patches. It provides evidence of successful HAp deposition/stabilization, continuous coverage, and sufficient thickness with minimal substrate exposure. For the HAp–Al2O3–TiO2 composite (Figure 2(b)), Al and Ti are uniformly dispersed from electrophoretic deposition, and O overlaps all ceramic phases, confirming oxide matrices throughout. The near-absence of Mg signals indicates superior surface coverage and effective shielding of the Mg substrate. Adding Al2O3 and TiO2 produces pronounced gains in microstructural integrity and element dispersion. The HAp coating contains pure HAp, whereas the composite is HAp-Al2O3-TiO2. Elemental analysis shows Ca/P = 1.67 (HAp) and 1.69 (composite), both near the stoichiometric 1.67, confirming successful HAp incorporation, the slight increase likely reflects HAp–ceramic interactions yet remains within the bioactive range. EDS corroborates improved surface properties for the composite: a diminished Mg signal versus pure HAp indicates a more effective barrier over the Mg substrate, implying superior corrosion protection for biodegradable Mg implants. 24 The surface roughness was measured as Ra ≈ 0.5 µm for the polished Mg–1%Ca substrate, Ra ≈ 4.0 µm for the HAp coating, and Ra ≈ 4.3 µm for the HAp–Al2O3–TiO2 composite. It had been reported that the optimum surface roughness (Ra) for orthopedic implants to promote osseointegration and cell attachment generally ranged from 1 to 25 µm. Rougher surfaces were often preferred for bone fixation because they enhanced bone–implant mechanical interlocking.25,26 In the present study, the measured Ra values for the HAp and composite coatings fell within this broader range.
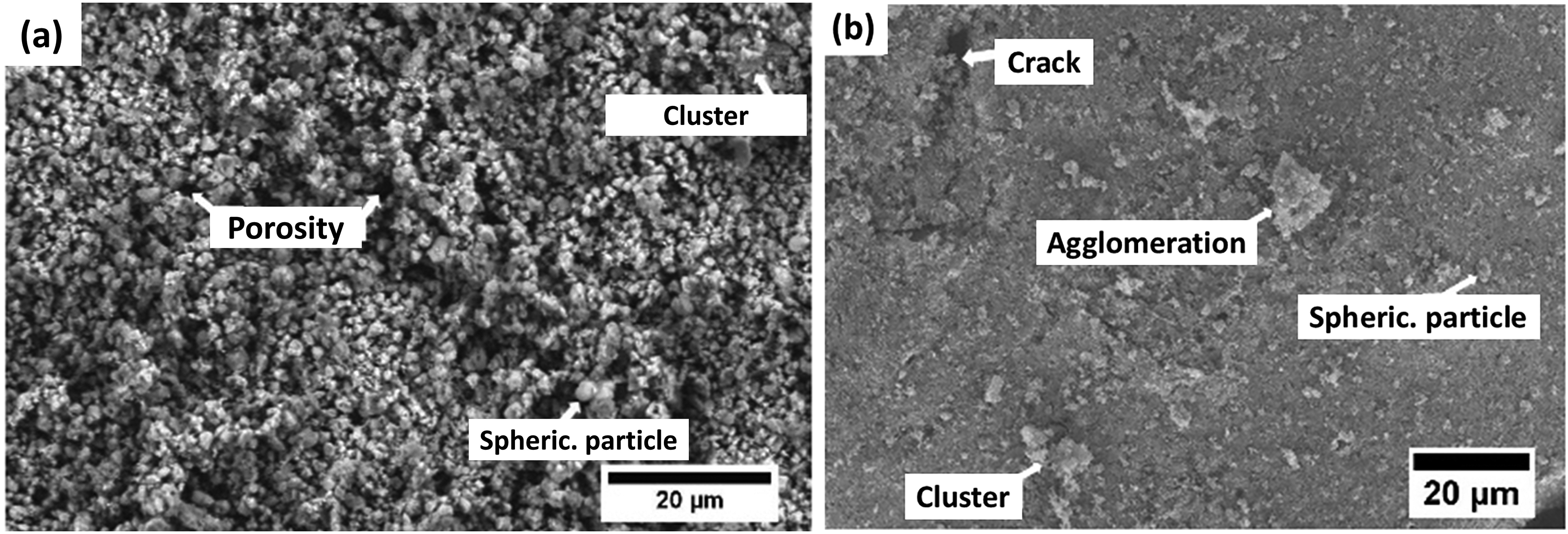
SEM micrographs of (a) HAp and (b) HAp–AAl2O3–TiO2 composite coatings deposited onto an Mg alloy via electrophoretic deposition (EPD).

EDS maps of the (a) HAp coating and (b) HAp–Al2O3–TiO2 composite coating.
Phase identification by X-ray diffraction (XRD), confirms crystalline HAp in the pure HAp coating and HAp, α-Al2O3, anatase TiO2 in the composite, indicating successful incorporation. α-Al2O3 (chemically inert; hardness 18–20 GPa) raises hardness/tensile strength by 30–60% and improves wear resistance. It mitigates HAp/Mg thermal-expansion and lattice mismatch to reduce residual stresses, promotes Ca–Ti–O interfacial bonds, and increases pull-off and nano-scratch adhesion by 50%. 27 Under load, TiO2 forms a low-shear TiOx tribofilm that, with alumina, suppresses fretting wear. HAp remains the bioactive phase, supporting cell adhesion, proliferation, and bone bonding. Similarly, HA/TiO2-modified surfaces have been reported to support osteoblast adhesion and related cell responses in separate biological studies. 28 These improvements confirm that the composite's mechanical and protective enhancements are achieved without sacrificing its biofunctional performance.
In summary, the HAp–Al2O3–TiO2 composite coating offers a synergistic combination of mechanical durability, corrosion resistance, and bioactivity, making it a promising candidate for surface modification of magnesium-based biomedical implants.
Nano-mechanical properties
As shown in Figure 3, the HAp–Al2O3–TiO2 composite exhibits a shallower indentation than the reinforcement-free HAp coating, indicating higher surface hardness. Oliver–Pharr analysis yields hardness/Young's modulus of 0.230 ± 0.02 GPa/ 7.48 ± 0.60 GPa for HAp and 0.390 ± 0.020 GPa/ 10.07 ± 0.40 GPa for the composite. The values of the mechanical properties are summarized in Table 1. These enhancements arise from Al2O3 and TiO2 reinforcements that increase stiffness and load-bearing capacity, in line with prior studies. Similarly, Asgari et al. 29 reported significant improvements when HAp was reinforced with Al2O3 and YSZ, where the hardness increased from 107 HV for pure HAp to 213 HV for the composite coating. These results are consistent with the present findings and confirm that ceramic reinforcements such as TiO2 and Al2O3 substantially enhance the mechanical performance of HAp without compromising its functional characteristics. In addition, Farrokhi-Rad et al. 30 reported hardness values in the range of 0.235–0.27 GPa for HA–chitosan–CNT coatings deposited on 316L stainless steel. This places the pure HAp coating of the present study within a comparable hardness range, while the reinforced composite achieves a distinctly higher hardness level. Conversely, Drevet et al. 31 reported a maximum hardness of 153.5 MPa for thermally treated nano-HAp electrophoretic deposition (EPD) coatings on Ti–6Al–4 V, which remains lower than the hardness values obtained for both coating of the present work. At the upper end of the spectrum, Khalili et al. 32 achieved hardness values as high as 1.9 GPa for sintered electrophoretic hydroxyapatite–silicon–multi-walled carbon nanotube composite coatings on NiTi, demonstrating the substantial mechanical enhancement achievable under high-temperature consolidation conditions.
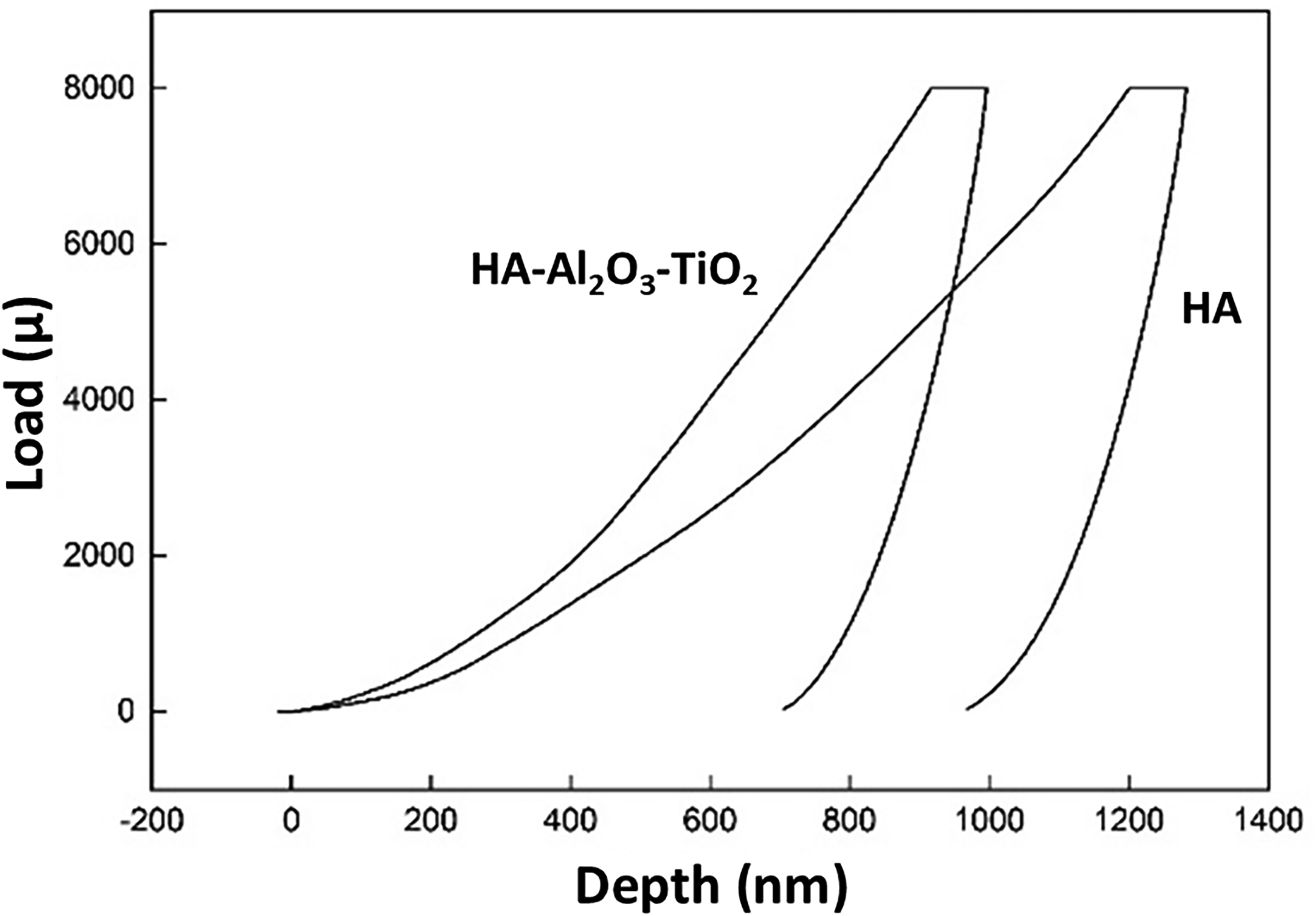
Load Vs displacement plot of HAp coating and HAp–Al2O3–TiO2 composite coating.
Summary of mechanical properties of the both coated samples.
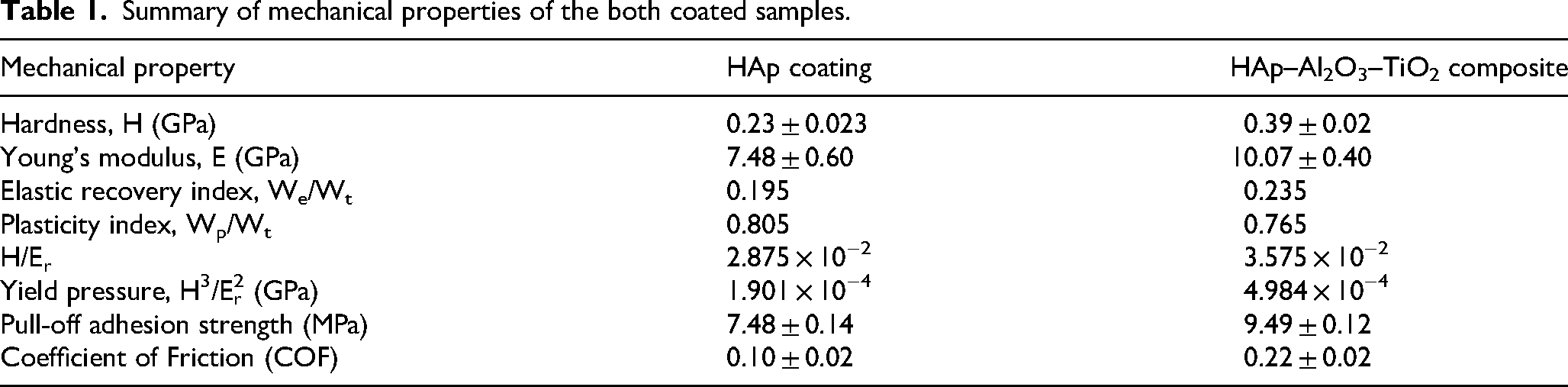
The load–displacement analysis from nanoindentation revealed that the total work energy (WT) decreased from 4.28 × 10−9 J for the HAp coating to 3.396 × 10−9 J for the HAp–Al2O3–TiO2 composite. The elastic work energy (WE) was similar: 0.837 × 10−9 J (HAp) vs. 0.798 × 10−9 J (composite), while the plastic work energy (WP) dropped notably from 3.445 × 10−9 J to 2.598 × 10−9 J. This indicates that the composite coating dissipates less energy through plastic deformation. Elastic recovery index (WE/WT) rising from 0.195 (HAp) to 0.235 (HAp–Al2O3–TiO2) and the plasticity index (WP/WT) falling from 0.805 to 0.765. This indicates improved elastic recovery and reduced plastic deformation, confirming that Al2O3/TiO2 incorporation enhances stress tolerance without permanent deformation. 33
Nanoindentation shows nanohardness rising from 0.23 GPa (HAp) to 0.39 GPa (HAp–Al2O3–TiO2). The H/Er ratio (elastic strain-to-failure) increases from 2.875 × 10−2 to 3.575 × 10−2, indicating greater elastic deformation before failure. This results in better stress distribution, and improved crack resistance, thus enhancing durability and wear resistance. 34 The yield pressure (H3/Er2) increase from 1.901 × 10−4 to 4.984 × 10−4 GPa, signifying much higher resistance to plastic flow and wear under cyclic loads. The HAp–Al2O3–TiO2 composite's higher hardness, greater elastic recovery, lower plasticity index, and elevated yield pressure (H3/Er2) collectively boost resistance to plastic deformation and improve wear performance. These enhancements also strengthen adhesion to the Mg substrate, since adhesion depends on microstructure, friction behavior, and deformation resistance, providing better long-term protection against wear and delamination. 35
Adhesion strength
The adhesion strength of the coatings applied to magnesium alloy substrates was evaluated using a pull-off test, as illustrated in Figure 4. During testing, failure was observed to be predominantly cohesive within the coating layer for both HAp and composite coatings. A substantial amount of coating material remained attached to both the dolly and the substrate after detachment. Only a few regions exhibited exposure of the underlying Mg substrate. The results showed that the pure hydroxyapatite (HAp) coating exhibited an adhesion strength of 7.48 ± 0.14 MPa. The composite coating comprising HAp, Al2O3, and TiO2 demonstrated an improved adhesion strength of 9.49 ± 0.12 MPa, compared to the pure HAp coating. This improvement is likely due to the incorporation of TiO2 and Al2O3 nanoparticles within the HAp matrix, which enhance interfacial bonding through both mechanical interlocking and increased surface roughness. These reinforcement phases contribute to a denser and more cohesive microstructure, which in turn improves load transfer across the coating–substrate interface and enhances resistance to delamination under tensile stress. The observed increase in adhesion strength highlights the effectiveness of composite reinforcement in improving the mechanical stability of surface coatings for biodegradable magnesium-based implants. For comparison with reported literature, Saadati et al. 36 deposited hydroxyapatite (HA) on a biodegradable Mg–4Zn–4Sn–0.6Ca–0.5Mn alloy via electrophoretic deposition (EPD) and reported a maximum adhesion strength of 2.8 ± 1.1 MPa. This value is considerably lower than the adhesion strengths obtained in the present study, indicating improved coating–substrate bonding. Similarly, Asgari et al. 29 reported a bond strength of 10.8 MPa for pure HAp coating, which increased significantly to 35 MPa for HAp–Al2O3–YSZ composite coatings. This substantial improvement with ceramic reinforcement.
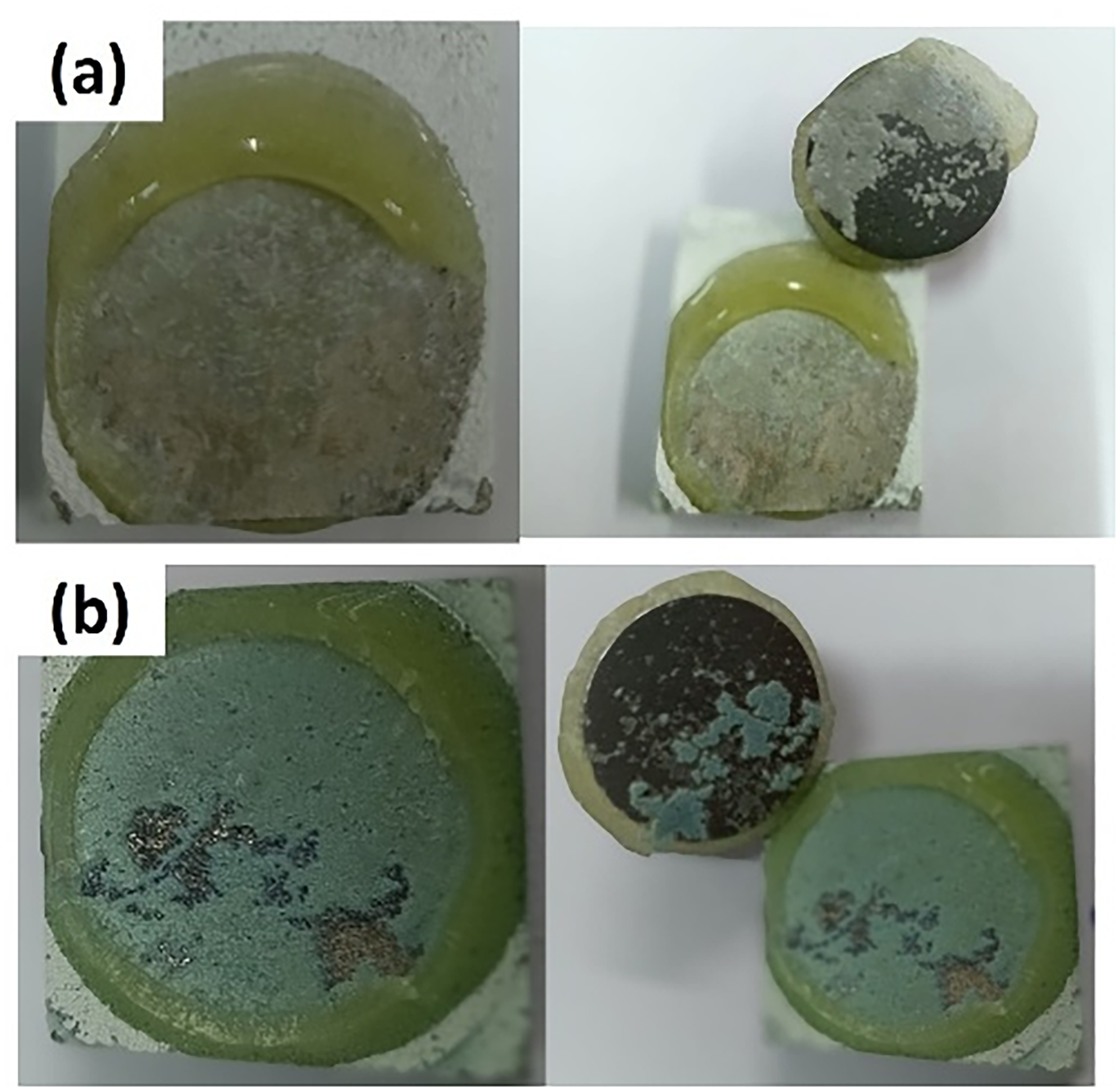
pull-off adhesion test image of (a) HAp coating and (b) HAp–Al2O3–TiO2 composite coating.
Fretting wear analysis
Figure 5 illustrates the evolution of the coefficient of friction (COF) over time for (a) HAp and (b) HAp–Al2O3–TiO2 composite coatings under identical dry-air fretting conditions (2 N, 10 Hz, 0.5 mm stroke, 25 °C). The pure HAp coating initially exhibited a stable COF of ∼0.25 for approximately 300 s, followed by a sharp drop to 0.10 ± 0.02. This initial plateau likely indicates the formation of a stable tribolayer or consistent surface interactions, typical of brittle ceramic coatings with inherent surface roughness. The subsequent drop may result from surface smoothing, tribofilm formation, phase transformation, or environmental effects such as humidity acting as a lubricant. In contrast, the composite coating displayed a different frictional profile. The COF rose quickly to ∼0.55 within the first 50 s, suggesting initial asperity interlocking or abrasive contact due to the reinforcing phases. This was followed by a steady decline to 0.22 ± 0.02, likely due to wear-induced polishing, formation of a compacted third-body layer, and microstructural changes in the coating. It has been reported that the COF between implant materials and bone typically ranged from 0.3 to 0.95, depending on implant design and testing conditions, with higher friction desirable for temporary fixation devices to minimize micromotion and improve stability.37,38 In this study, the measured COF values were 0.25 for HAp and 0.42 for the HAp–Al2O3–TiO2 composite, indicating improved tribological performance and acceptable frictional behavior for implant coating applications. Figure 6 presents the wear depth progression for both coatings. Maximum wear depths reached ∼55 µm for HAp and ∼45 µm for the composite. Initially, the HAp coating exhibited slightly better wear resistance, but beyond 200 s, its wear depth increased more rapidly. This suggests faster degradation under prolonged sliding. Conversely, the composite coating maintained a more consistent wear trend, attributed to the reinforcement effect of TiO2 and Al2O3 particles. The initial higher wear may result from polishing of hard phases, followed by improved resistance due to refined third-body formation and enhanced hardness. This is consistent with previous reports linking higher H/E ratios and oxide additions to superior wear behavior. 39 Similar improvements have been observed in functionally graded HAp–Al2O3–TiO2 coatings on Ti–6Al–4 V and sol–gel-derived HAp + (TiO2 + Al2O3) coatings on 316L stainless steel.40,41 Subsequently, the specific wear rate (ks) was computed using Eq. (5), yielding values of 1.74 × 10−3 mm3/N·m for the hydroxyapatite (HAp) coating and 1.52 × 10−3 mm3/N·m for the HAp–Al2O3–TiO2 composite coating (Figure 6(b)). Wear coefficients determined using Eq. (6) were 0.40 × 10−3 for HAp and 0.59 × 10−3 for the composite coating. The HAp–Al2O3–TiO2 composite was predicted to have a fretting wear lifetime 2.2 times longer than that of HAp under the same conditions (Eq. 7). The lower specific wear rate of the composite indicated reduced volumetric material loss during fretting. However, the Archard-type wear coefficient (K) was higher for the composite, reflecting the different normalization methods used for these parameters. While ks directly represented actual material loss per unit load and sliding distance (ks = V/FNL), K incorporated hardness (K = VH/FNL). In this study, the addition of Al2O3 and TiO2 increased nanohardness from 0.23 to 0.39 GPa (∼70%), whereas volumetric wear decreased by ∼13%. As K scales with hardness, the higher hardness outweighed the reduction in wear volume, yielding a higher calculated wear coefficient despite improved fretting resistance. Similar behavior was reported by Firlej et al., 42 where materials with lower specific wear rates exhibited higher Archard-type coefficients due to hardness contributions, demonstrating that ks is a more direct and reliable indicator of actual wear performance. The HAp-Al2O3-TiO2composite coating dissipates 82% more energy than pure HAp coating (Eq. 8) (5.58 J vs. 3.06 J) due to its higher friction coefficient. Barkallah et al. 43 have reported that the wear and friction performance of the composite (Al2O3-10 wt% TCP) had greatly improved by the inclusion of 5 wt% TiO2. However, when the titania content surpasses a value of 5 wt% TiO2, the COF starts to rise. 43
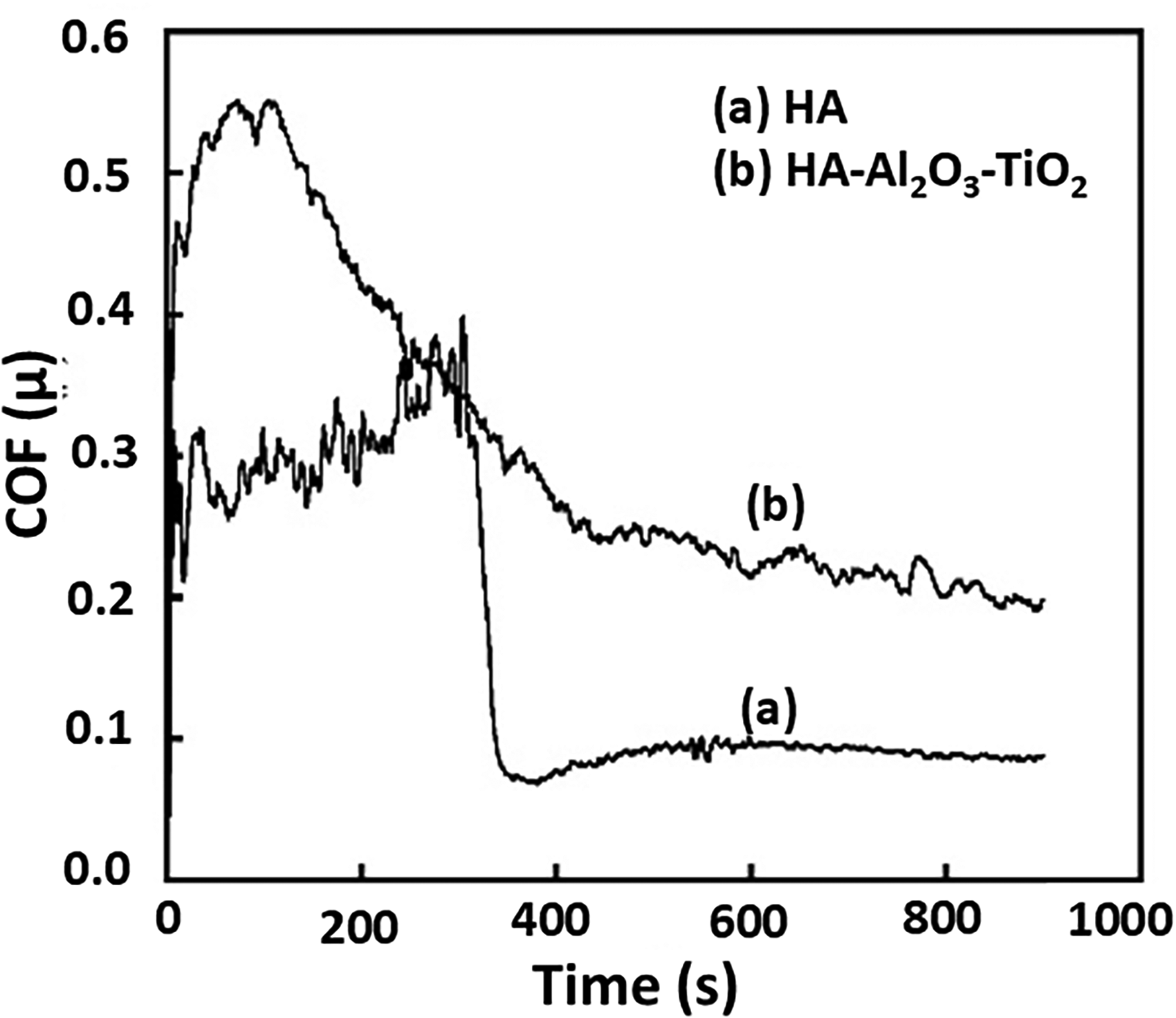
Coefficient of friction (COF) over time plot for (a) HAp and (b) HAp–Al2O3–TiO2 composite coatings under identical dry-air fretting conditions (2 N, 10 Hz, 0.5 mm stroke, 25 °C).
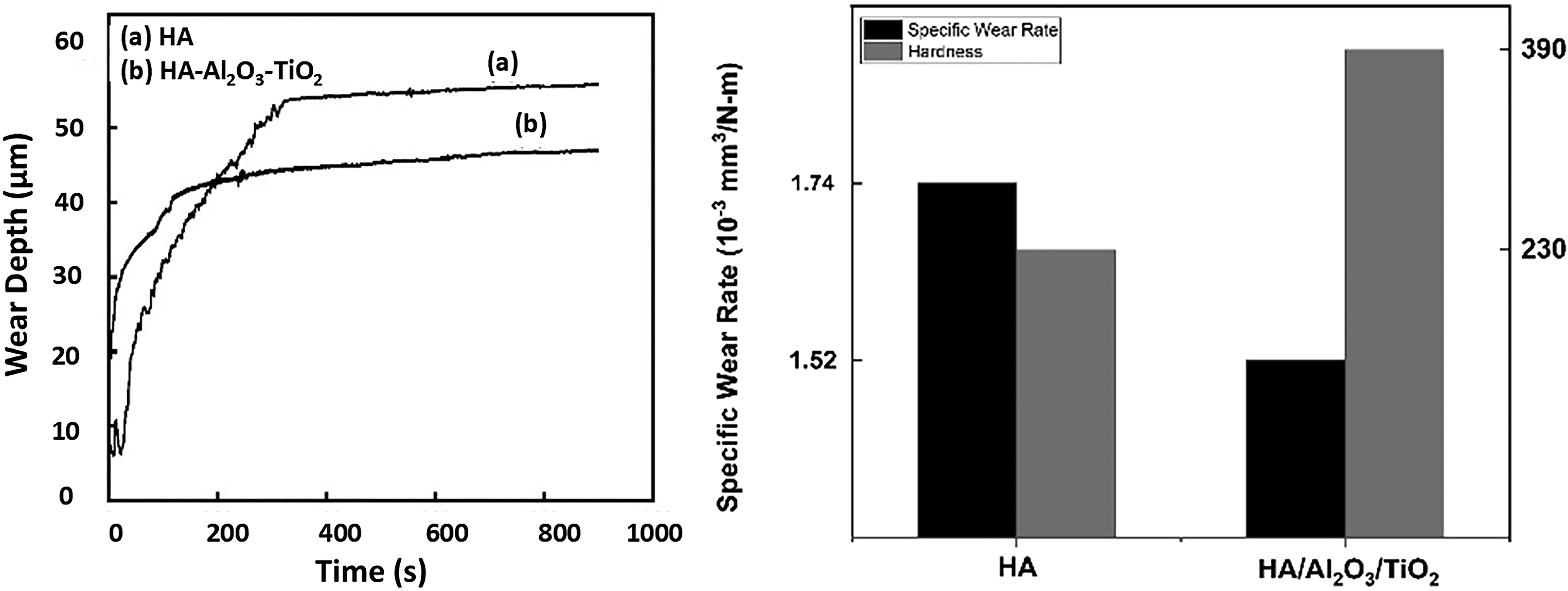
Wear depth over time plot for (a) HAp and (b) HAp–Al2O3–TiO2 composite coatings under identical dry-air fretting conditions (2 N, 10 Hz, 0.5 mm stroke, 25 °C).
Figure 7(a-d) presents the worn surface morphologies of the HAp and HAp–Al2O3–TiO2 coatings following wear testing. In both coatings, the worn grooves are predominantly oriented parallel to the sliding direction, indicating the influence of directional mechanical action during wear. Accumulation of wear debris is evident along the groove surfaces, which is more pronounced in the HAp coating. Higher magnification views, particularly in Figure 7(b) and 7(d), reveal several distinct surface features, including grooves (arrowhead 1), wear debris (arrowhead 2), cracks (arrowhead 3), porosity (arrowhead 4), delamination zones (arrowhead 5), and plastically deformed regions (arrowhead 6). A detailed comparison between Figure 7(b) and Figure 7(d) indicates a higher area fraction of wear debris in the HAp coating relative to the HAp–Al2O3–TiO2 composite coating. This suggests that the pure HAp coating undergoes more severe material removal during wear, likely due to its lower mechanical integrity and weaker resistance to surface damage. Overall, the wear mechanism in both coatings can be characterized as a combination of adhesive and abrasive wear. However, the incorporation of Al2O3 and TiO2 particles into the HAp matrix appears to reduce the extent of surface degradation, likely by enhancing load distribution, increasing hardness, and reducing the susceptibility to crack propagation and delamination.
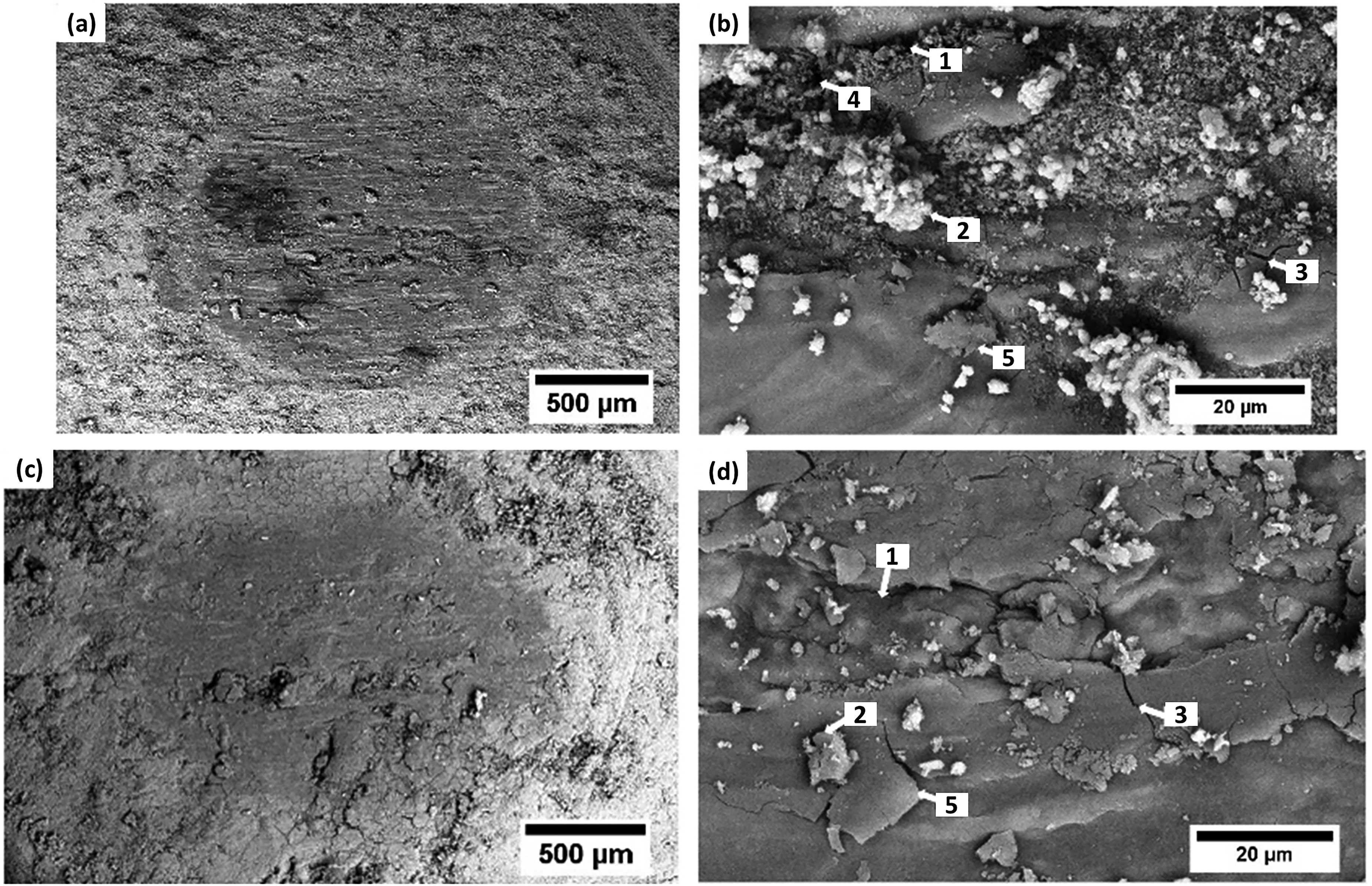
Worn surface morphologies of the (a,b) HAp and (c,d) HAp–Al2O3–TiO2 coatings following wear testing.
Conclusions
This study investigated the structural, mechanical, and tribological properties of hydroxyapatite (HAp) and HAp–Al2O3–TiO2 composite coatings deposited on Mg alloy via electrophoretic deposition. The following conclusions were drawn:
The pure HAp coating exhibited high porosity and structural heterogeneity, whereas the HAp–Al2O3–TiO2 composite coating was denser, more uniform, and showed improved particle packing with fewer defects. EDS mapping confirmed uniform elemental distribution in both coatings, with effective incorporation of Al and Ti in the composite. The Ca/P ratios in both coatings remained close to the stoichiometric value, indicating stable and successful HAp deposition. XRD analysis confirmed crystalline HAp in the pure coating, while the composite coating exhibited a multiphase structure comprising HAp, Al2O3, and TiO2, demonstrating successful integration of ceramic phases. The HAp–Al2O3–TiO2 composite coating exhibited significantly enhanced mechanical properties, with hardness and Young's modulus increasing to 0.390 ± 0.020 GPa and 10.07 ± 0.40 GPa, respectively, compared to 0.230 ± 0.023 GPa and 7.48 ± 0.60 GPa for the pure HAp coating. The composite coating showed marginal improvement in adhesion strength (9.49 MPa) compared to the pure HAp coating at 7.48 MPa, highlighting improved interfacial bonding. The specific wear rate of the composite coating (1.52 × 10−3 mm3/N·m) was lower than that of the pure HAp coating (1.74 × 10−3 mm3/N·m), indicating enhanced wear resistance due to the ceramic additions.
Footnotes
Acknowledgments
The authors express gratitude to the CRF, IIT Kharagpur, and Tata Steel, Jamshedpur, for their support in conducting certain characterization.
Ethical approval and informed consent
Not applicable- this study did not involve human participants or live animals.
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Not applicable.
Other identifying information
None that would compromise anonymity in peer review.