
Abstract

The origin of thermal spray technology is often traced back to a symbolic image rather than a laboratory experiment. At the start of the twentieth century, Dr Max Ulrich Schoop circulated what is widely regarded as the first photograph of metallisation, an image that later earned the evocative description “Mucius reborn” [Figure 1]. The phrase alluded to the ancient Roman tale of the possibly mythical Gaius Mucius Scaevola, who was said to have thrust his hand into fire without flinching. Schoop's work on melting and spraying lead and zinc onto surfaces laid the foundation for thermal spraying as a practical surface protection method.
Dr Max Ulrich Schoop's iconic metalization photo. Image restored from 1 .
Plasma spraying represents a significant advancement in thermal spray technology, extending well beyond the capabilities of conventional flame and arc spraying. The use of extremely high-temperature plasma jets, often exceeding 10,000 K, enables refined control over coating composition, microstructure, and functional performance.
These developments are particularly relevant for oil and gas applications, where dense, low-porosity coatings are required to withstand corrosive multiphase environments and cyclic thermal loading.Without adequate surface protection, such degradation can pose safety risks, lead to unplanned shutdowns, and result in significant economic losses. Studies on plasma-sprayed WC–Cr₃C₂–Ni coatings on SS 316L demonstrate substantial reductions in wear under both dry and fluid-mediated loading compared with uncoated substrates [Figure 2]. 2 The coatings alter the dominant wear mechanism from severe adhesive damage to controlled abrasive wear, reflecting improved surface integrity and load-bearing capacity.
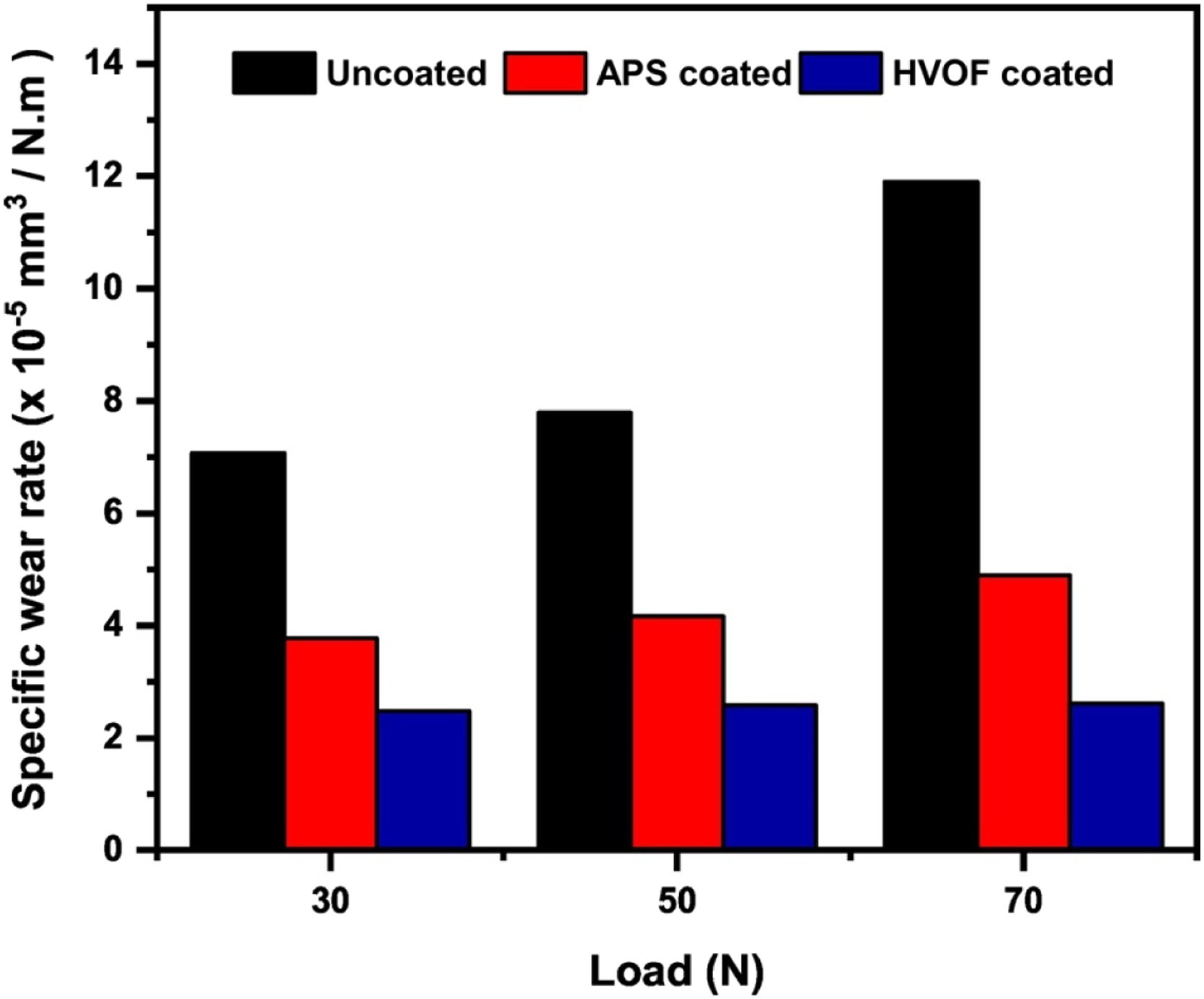
Wear rates for uncoated, APS-coated, and HVOF-coated specimens in dry conditions. Image and caption reproduced without modification from 2 .
Despite the promise, focused academic research on plasma-sprayed coatings tailored to oil and gas service environments remains relatively limited, with much of the existing literature focused on aerospace and power-generation applications. Nevertheless, some oxide ceramics such as alumina, zirconia, titania, chromia, silica, and yttria have been successfully applied to carbon steel in oilfield equipment to mitigate erosion, cavitation, fretting, and corrosion. 3 Among these, Al₂O₃–TiO₂ composite coatings are particularly attractive, offering high abrasion resistance, thermal stability, low friction, and the ability to withstand temperatures up to 540 °C. 4 These composites lend themselves naturally to plasma spray deposition, enabling controlled microstructure development.
An early study comparing plasma spray and High Velocity Oxy-Fuel (HVOF) techniques on Alumina-Titania (Al₂O₃–TiO₂) coatings on C45 carbon steel found that plasma spraying produced more fully melted, homogeneous coatings due to higher process temperatures, while HVOF resulted in partially melted structures. Corrosion testing in simulated seawater showed that plasma-sprayed coatings offered superior resistance, although both methods effectively reduced substrate degradation [Figure 3 4 ]. Such coatings can be used in pipelines, elbows, separators, and slurry-handling equipment, offering combined erosion and corrosion resistance
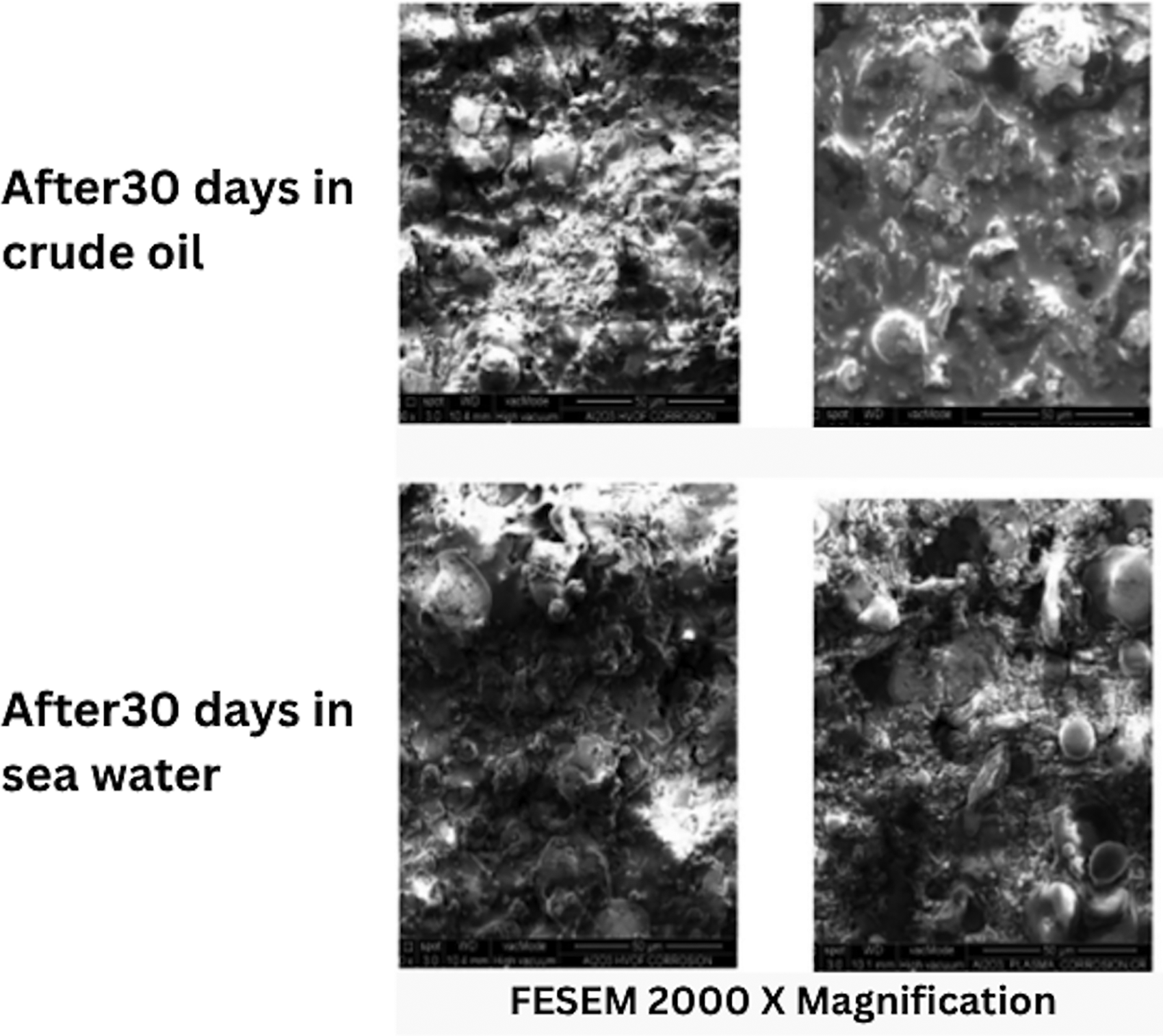
Corrosion protection of plasma-sprayed versus HVOF-coated carbon-steel pipes. Image Adapted from 4 .
Carbide-based ceramics, such as SiC, can also enhance the corrosion protection of carbon steel, with studies showing that SiC-coated metals exhibit significantly higher polarization resistance and lower weight loss than uncoated metals. 5 While amorphous SiC is conventionally produced by magnetron sputtering, plasma spraying offers a promising alternative. Atmospheric plasma spraying of SiC- and Si₃N₄-containing composite powders enables the formation of thick coatings while embedding ceramic particles in a matrix without oxidation or decomposition [Figure 4]. Feedstock powders can be prepared by attrition and sintering, sieved to below 125 µm, enabling effective deposition despite partial vitrification and inherent coating porosity. 6
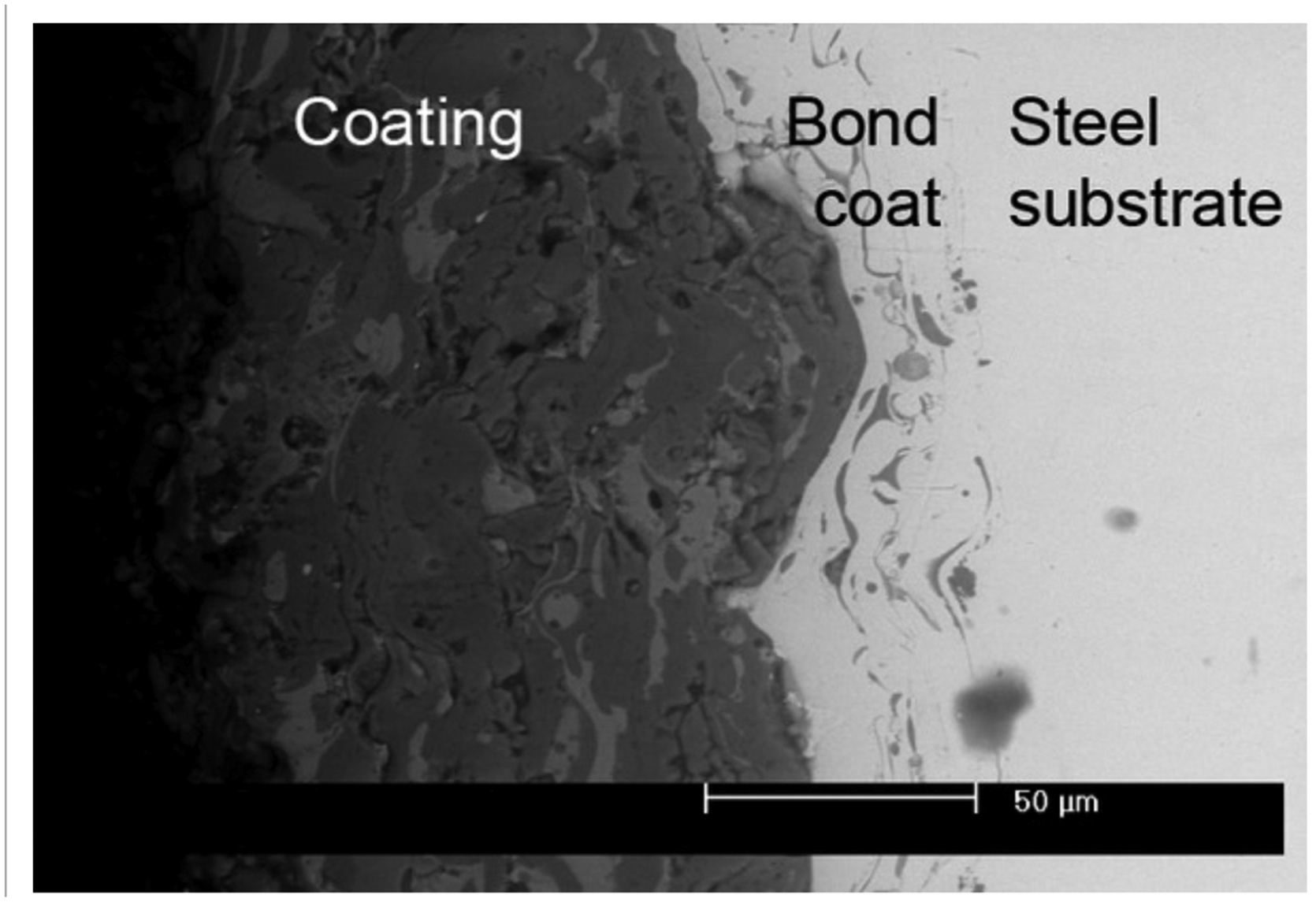
SEM image of the cross-section of SiC composite coating produced by plasma spray. Image reproduced without modification from Ref. 6 .
The versatility of plasma spray deposition allows the application of ceramic, cermet, and metallic coatings tailored to specific operational demands. In practical oil and gas operations, coating selection depends strongly on whether the primary requirement is abrasion resistance, high-temperature stability, or corrosion protection. Tungsten carbide-based cermet coatings, particularly WC–Co and WC–CoCr systems, remain among the most widely used protective coatings for drill components, pump housings, valve seats, and slurry-handling equipment because of their exceptional hardness, impact resistance, and resistance to erosive wear. For elevated-temperature applications, chromium carbide coatings such as Cr₃C₂–NiCr are often preferred due to their superior oxidation and corrosion resistance under thermal loading.
Plasma spraying is also extensively employed for ceramic thermal barrier coatings, including alumina and yttria-stabilized zirconia systems, which provide thermal insulation and electrical isolation in gas turbines, heat exchangers, and downhole sensing systems. In severe oxidative and chemically aggressive environments, MCrAlY overlay coatings based on nickel, cobalt, chromium, aluminum, and yttrium compositions are increasingly used to improve hot-corrosion resistance and high-temperature durability in turbine and combustion components. Although atmospheric plasma spraying is used for these coating systems, high-velocity oxy-fuel (HVOF) processing is often preferred for carbide coatings where lower porosity and higher carbide retention are required. 7
An early investigation into water-stabilized plasma (WSP) spraying of WC-17Co coatings on steel substrates showed the influence of spray parameters and substrate thermal conductivity on coating microstructure and wear performance. Plasma-sprayed coatings achieved high hardness and good abrasion resistance, with thicker coatings on less conductive substrates performing better due to slower cooling. Although WSP coatings were somewhat brittle and exhibited higher porosity than HVOF counterparts, they matched or exceeded hard chrome in wear resistance under dry and wet conditions. 8
Plasma-sprayed metallic and alloy coatings, such as cobalt-based Stellite, 9 nickel–chromium, 10 and molybdenum sulfide, 11 can potentially enhance corrosion resistance, wear durability, and lubricity on valves, shafts, and moving components.
While conventional plasma-sprayed ceramic, cermet, and metallic coatings have long enhanced the durability of components in oil and petroleum operations, increasingly harsh service conditions are challenging traditional microstructured systems. Plasma spray techniques offer the potential to produce nanostructured coatings, where refined grain sizes, higher interface density, and controlled defect architectures can improve wear resistance, corrosion protection, and thermal stability. By building on established deposition methods, plasma-sprayed nanostructured coatings could provide thinner, more resilient barriers that address the complex mechanical and chemical stresses characteristic of oil and gas infrastructure.12,13
Rising corrosion-related losses have driven the oil and gas sector to explore nanostructured coatings as alternatives to conventional protection systems. Nanomaterials offer enhanced wear resistance, corrosion protection, and thermal performance, enabling improved drilling efficiency and more durable assets. Materials such as silicon carbide, alumina, zirconia, graphene, and carbon nanotubes are increasingly incorporated into protective layers. Several commercial deployments already exist, with nanocoatings being applied to drilling components, pipelines, tanks, and vessels, signalling a shift toward broader industrial adoption.
Within the broader adoption of nanostructured coatings, studies on plasma-sprayed nano-oxide systems provide useful insight into process–property relationships. In one such investigation, agglomerated and sintered nano-TiO₂ powders were plasma-sprayed onto A-36 mild steel. Plasma power and powder feed rate emerged as the dominant parameters governing coating quality and mechanical performance, while stand-off distance primarily influenced surface roughness. 14 In a similar study, carbon steel substrates coated with a Ni60 bond layer and Al₂O₃ or ZrO₂ ceramic topcoats exhibited improved corrosion resistance in simulated seawater, with Al₂O₃ outperforming ZrO₂ due to its denser, less defective microstructure. 15
A key challenge in plasma spraying is controlling coating microstructure. Recent plasma spray research increasingly emphasizes the production of highly dense and hermetic coating microstructures through optimized plasma gas chemistry, nozzle design, and feedstock engineering. Careful control of plasma gas composition and anode geometry can significantly reduce coating porosity and improve coating cohesion. 16 Such advances are especially important for oil and gas infrastructure, where interconnected porosity can accelerate electrolyte penetration, localized corrosion, and coating delamination under high-pressure saline exposure.
Process variables such as spray gun design, spraying conditions, powder characteristics (size, shape, agglomeration), particle flight behavior (temperature, speed, melting), substrate surface, and ambient factors (pressure, oxygen) directly affect particle impact and spreading [Figure 5]. Agglomerated powders can cause uneven melting and porosity, while excessive substrate preheating may induce residual stresses and cracks. These factors influence microstructure, mechanical and thermal properties, and service performance. Flattened particles, or splats, are crucial, as their morphology depends on flight and substrate conditions. Understanding splat formation and spreading is vital for optimizing coatings and developing advanced systems. 17 Current research also incorporates numerical modeling and real-time process diagnostics to correlate in-flight particle temperature, velocity, and oxidation with final coating performance, enabling more predictive optimization of industrial plasma spray processes. 18
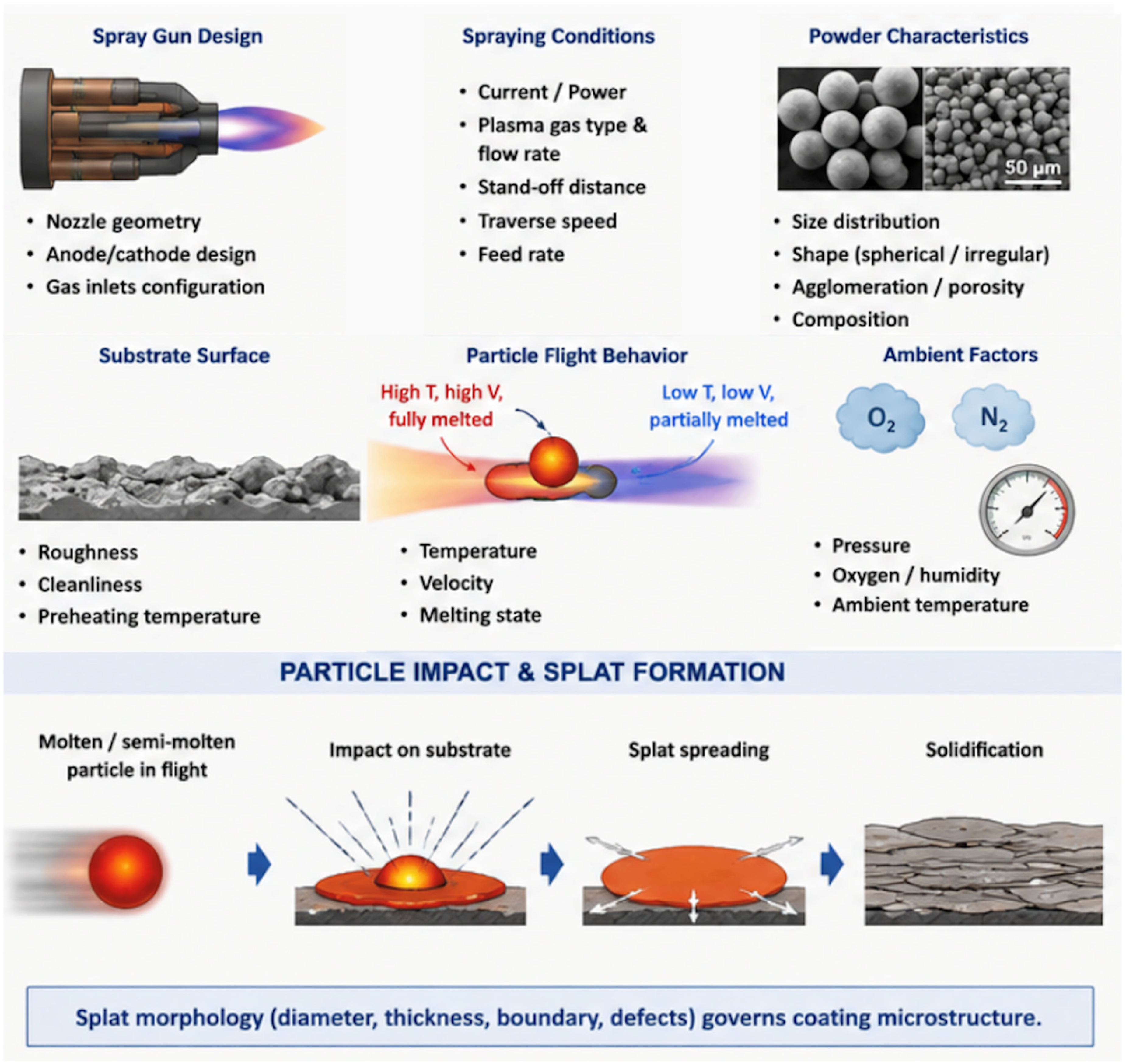
Controlling microstructure in plasma sprayed coatings.
Recent developments in plasma spray technology have focused on improving coating density, reducing oxide formation, and achieving greater process stability through advanced torch architectures and optimized plasma gas control. A recent review in the Journal of Thermal Spray Technology highlighted the growing adoption of multi-electrode and cascaded-nozzle plasma torches, which improve arc stability and coating reproducibility compared with conventional single-cathode systems. 19 These developments are particularly relevant for oil and gas applications, where dense, low-porosity coatings are required to withstand corrosive multiphase environments and cyclic thermal loading.
Plasma spray coatings provide critical protection for carbon-steel assets in oil and gas operations, including downhole tubulars, slurry pipelines, pump sleeves, valve seats, and refinery nozzles, where abrasive slurries, multiphase flows, and high-salinity or H₂S-laden environments accelerate wear and corrosion.
Beyond conventional mechanical protection, advanced coating technologies are increasingly being explored for broader energy and industrial infrastructure applications, including power generation systems, energy storage facilities, and high-density computing environments. As modern energy networks integrate sensitive electronics, battery systems, AI-driven control platforms, and data infrastructure operating under thermally and chemically aggressive conditions, protective coating systems are being developed to improve resistance against corrosion, moisture ingress, thermal cycling, vibration, and environmental degradation. These developments reflect a broader industrial trend toward multifunctional coating architectures capable of simultaneously enhancing structural durability, thermal management, and long-term operational reliability.
While extensively used across industry, few studies systematically address plasma-sprayed coatings under these oilfield conditions. Optimizing deposition parameters and microstructure, including potential nanostructuring, can produce dense, durable layers that extend maintenance intervals, reduce unplanned shutdowns, and improve operational reliability, directly addressing the unique mechanical and chemical stresses of hydrocarbon production and processing infrastructure. Emerging advances in torch design, process diagnostics, nanostructured feedstocks, and dense microstructure engineering are likely to accelerate the deployment of plasma-sprayed coatings in next-generation oil and gas systems operating under increasingly aggressive mechanical, thermal, and corrosive conditions.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.