
Abstract
This study systematically investigates the adhesion mechanism of zinc powder in the wet mechanical plating process. A multidimensional characterization system integrating open-circuit potential (OCP), morphological features, and dynamic behavior was established. This system combines real-time OCP monitoring, high-speed imaging, and scanning electron microscopy (SEM) to enable in situ analysis of the zinc powder adhesion process on iron/zinc substrates. The results demonstrate that the dynamic OCP response effectively characterizes the synergistic interaction between activators and adhesives. Specifically, activators disrupt the passivation layer on the zinc powder surface by generating an acidic microenvironment, whereas adhesives induce plastic deformation of the zinc powder by modulating the solution rheology. Interfacial micromorphology analysis reveals that both the surface roughness of the zinc powder and the substrate surface energy jointly determine the mechanical interlocking strength. Mechanistic investigation confirms that the adsorption process follows a three-stage “activation–adhesion–interlocking” model. Initially, acidic activators remove the ZnO layer; subsequently, Sn-bearing structures form on the zinc powder surface under the action of a stannous sulfate adhesive; finally, mechanical interlocking is achieved through stochastic collisions that induce geometric adaptation. The proposed “potential–morphology–kinetics” correlation model provides a theoretical foundation for the development of mechanical plating processes, particularly for mechanically deposited aluminum and titanium coatings. Furthermore, it offers experimental support for applying the “making materials plain” concept in metal powder-based surface modification.
Keywords
Introduction
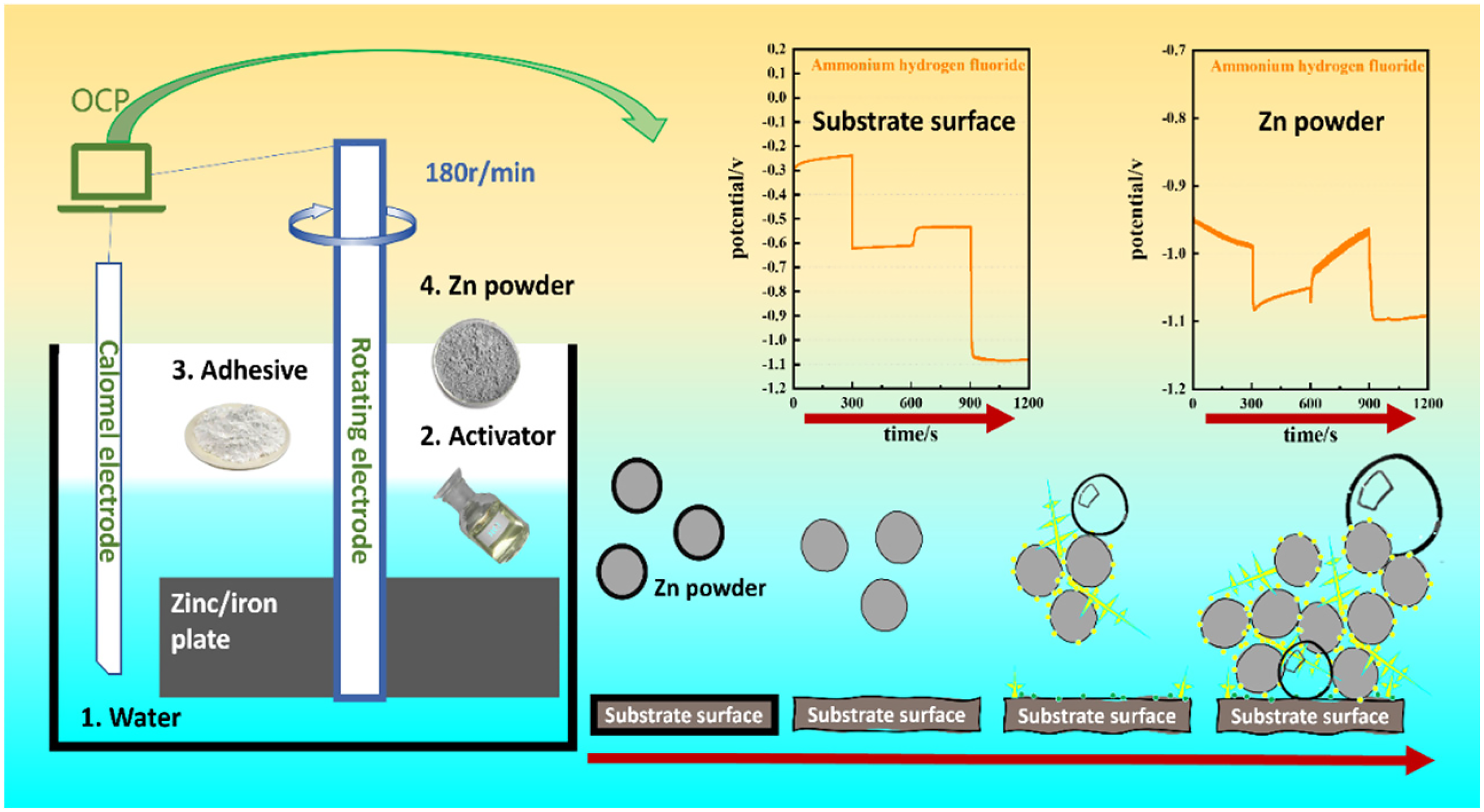
Zinc and zinc alloy coatings constitute an important and effective approach in steel corrosion protection technology. 1 Current corrosion protection methods for zinc and zinc alloy coatings include hot-dip galvanizing, 2 zinc electroplating, 3 sherardizing, 4 spray galvanizing, 5 dry mechanical galvanizing, wet mechanical galvanizing, 6 and zinc-rich coatings. 7 Among these, wet mechanical galvanizing is an effective surface treatment process for preventing corrosion of small hardware components. In this process, activators and adhesives are added to promote a series of mechanochemical reactions on the surface of the zinc powder, resulting in the formation of aggregated zinc powder clusters that adhere to the steel substrate and ultimately form a coating under the mechanical action of the load, as illustrated in Figure 1.
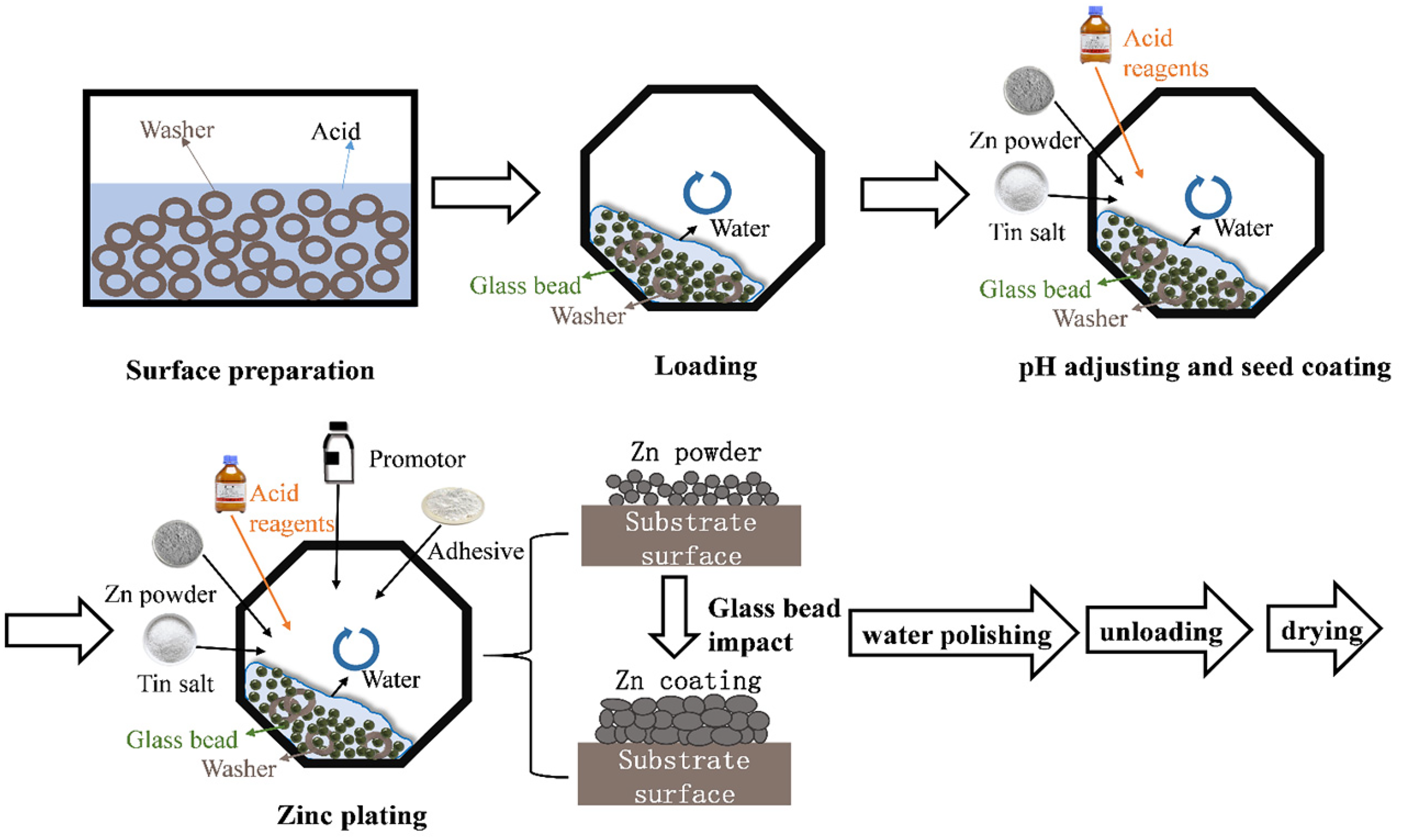
Wet mechanical galvanizing process.
The theoretical research on wet mechanical galvanizing lags behind its practical application, and multiple theoretical models coexist with substantial uncertainties in key mechanistic interpretations. 8 Nevertheless, several points of consensus have been established.9–15 First, metal particles that form the coating selectively adhere to the surface of the steel substrate in the plating solution. Second, the metal particles adhered to the steel substrate form a coating under the impact of mechanical load. Third, metal particles rely solely on mechanical impact and cannot form a coating on the steel substrate otherwise. Furthermore, to enhance corrosion resistance, coatings produced by this process are increasingly being developed as alloyed systems.16–19 Considering these consensus points, the primary challenge in alloying coatings via wet mechanical galvanizing lies in achieving selective adhesion of alloy particles onto the steel substrate. Conventional approaches, typically based on alloying element doping or multiphase compositing, increase production costs and structural complexity while complicating recycling, thereby conflicting with current sustainability objectives in materials science.
In recent years, the concept of “making materials plain” introduced by Yang et al. 20 has gained significant attention in the field of sustainable materials science. Its core principle involves enhancing material properties by engineering defects (e.g., vacancies, dislocations, grain boundaries) without altering the chemical composition, thereby reducing reliance on scarce alloying elements and simplifying recycling. While a structural-focused strategy that modifies zinc powder surfaces rather than relying solely on alloying could advance wet mechanical plating, the integration of the “making materials plain” concept with the adhesion mechanism remains largely unexplored.
Typically, research on micro- and nano-sized powders aims to improve dispersibility. 21 In wet mechanical galvanizing, however, controlled agglomeration of micron-sized zinc powder is required. Literature searches have not revealed relevant theoretical studies. Particularly in the wet mechanical galvanizing process, zinc powder and the substrate coexist in a dynamic solution environment, which makes direct observation or detection challenging. Nevertheless, since all components are in solution, electrochemical methods can be employed. In electrochemical measurements, the potential difference between the unloaded working electrode and the reference electrode is termed the open-circuit potential (OCP). When the surface of the working electrode reaches a stable state in the solution, its OCP also stabilizes. Therefore, monitoring the OCP allows real-time tracking of changes in the metal surface state.22–25 The environment inside the galvanizing drum is complex, but it can be simplified as the coupled interaction between the substrate and powder under the effects of fluid impact, glass bead collision, and chemical reactions. To investigate the adhesion behavior of zinc powder, only the impacts of the aqueous solution and chemical reactions on the powder are considered. A zinc plate is used to simulate the binding between zinc powder particles, while an iron plate is employed to simulate the binding between the steel substrate and zinc powder. Surface state changes of both metals under solution flow and reagent addition are explored using a self-designed dynamic OCP measurement system.
Based on the above, the key challenge in the lateral extension of wet mechanical galvanizing lies in clarifying how the metal powder can be plated and deposited onto the iron substrate. Guided by the adhesion behavior of zinc powder in mechanical galvanizing, and guided by the “making materials plain” principle of structural regulation without compositional alteration, this work systematically investigates the modification of zinc powder using different activators and deposition agents with the aid of OCP trends analysis. It summarizes governing principles of adhesion, deposition, agglomeration, and attachment of modified zinc powder, establishing a correlation model of “potential–morphology–kinetics.” This study provides a theoretical basis for the development of mechanical plating processes for mechanically deposited aluminum and titanium coatings.
Materials and methods
Materials
Powder: The surface morphology and particle size of the zinc powder used for activation are shown in Figure 2(a). The metallic zinc content of the zinc powder exceeds 97.9%. Elemental mapping in Figure 2(b) detects only the metallic zinc component. The surface of the zinc powder is smooth without protrusions and exhibits an overall regular spherical shape. The particle size distribution is uneven, with statistical analysis indicating that a significant proportion of zinc powder particles range from 2 to 6 μm. Some larger particles were observed to have smaller zinc particles (<1 μm) adhering to their surfaces.
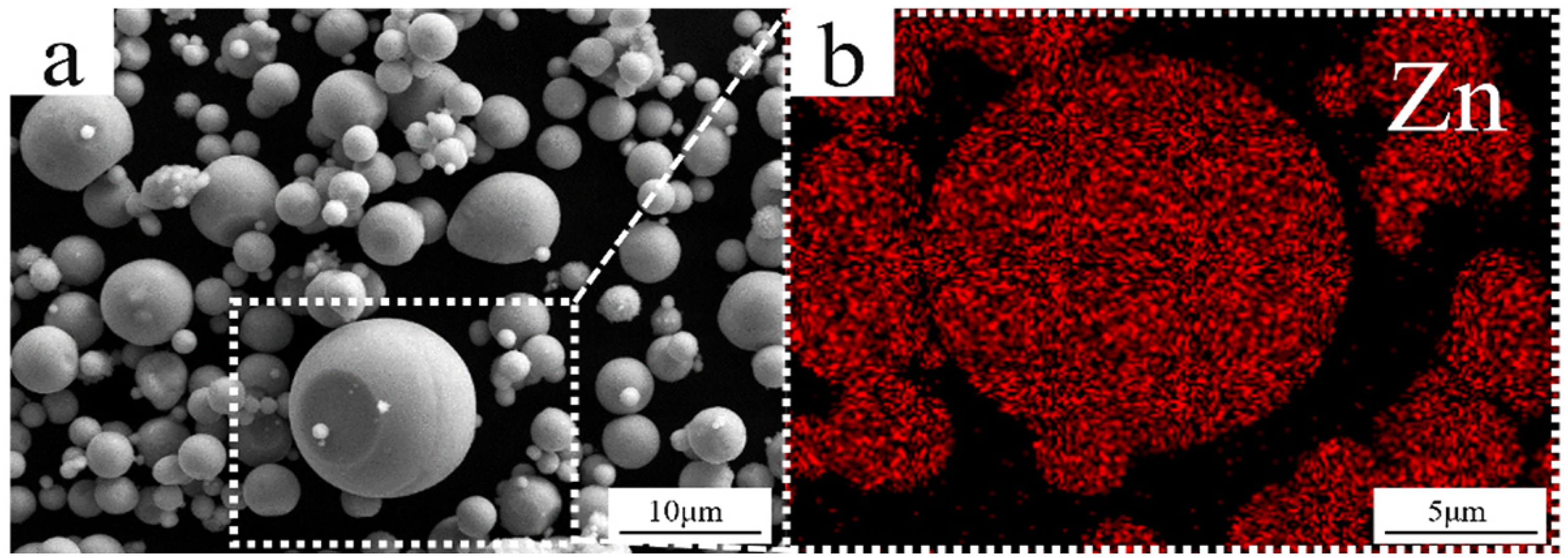
(a) SEM image of zinc powder; (b) mapping image of zinc powder.
Substrates: The substrates used for adhesion tests after powder activation included a pure iron metal plate (hereafter referred to as the “iron plate”) and a pure zinc metal plate (hereafter referred to as the “zinc plate”), as shown in Figure 3. The dimensions of both substrates are 50 mm in length×15 mm in width×1 mm in thickness.
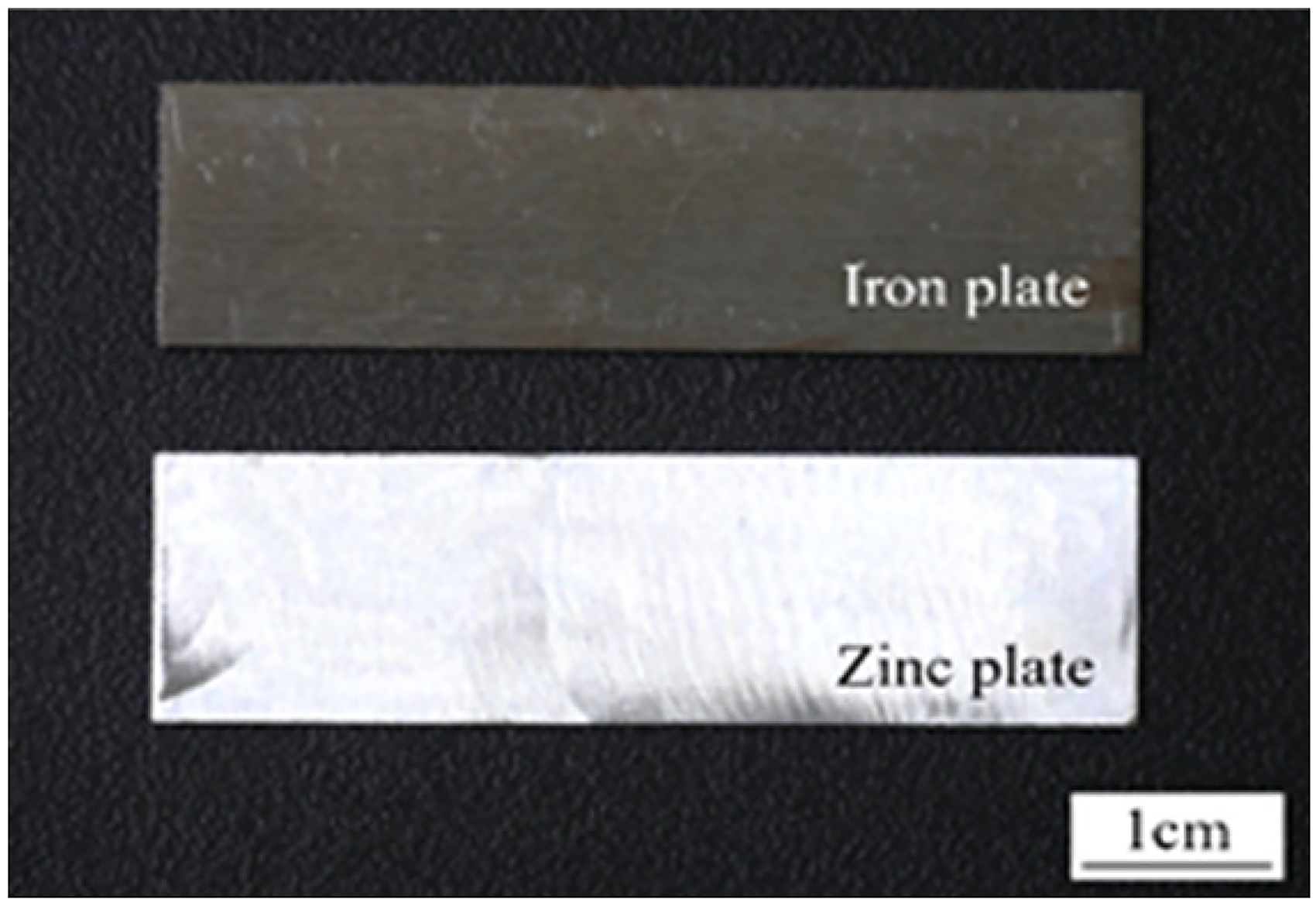
Pure iron metal plate and pure zinc metal plate.
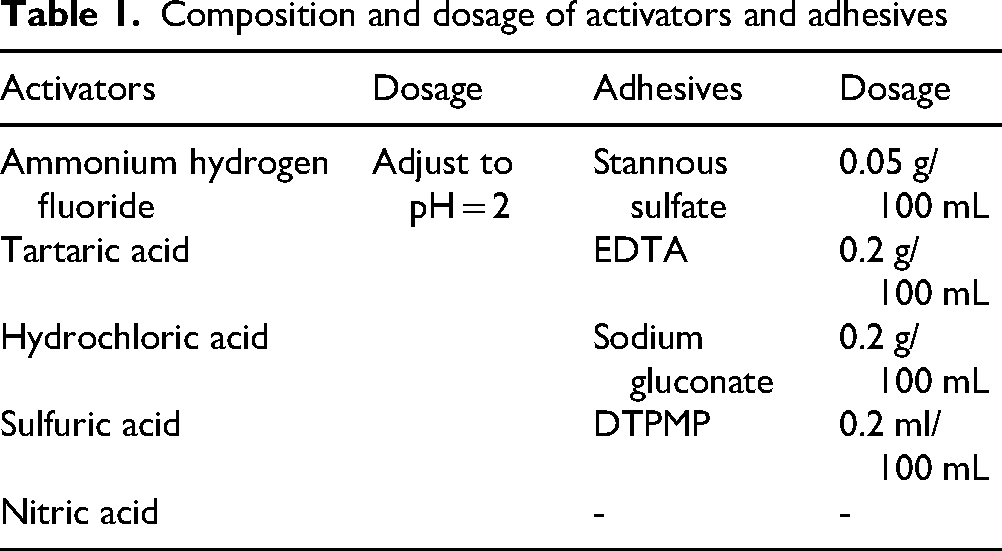
Activator and Adhesive: Both the activator and adhesive employed in this study are of chemical purity. The specific components and quantities are detailed in Table 1. The amount of activator added is based on achieving a solution pH of 2 after addition.
Composition and dosage of activators and adhesives
Electrochemical measurements
A CHI604E electrochemical workstation was used, with a saturated calomel electrode serving as the reference electrode and a rotating electrode composed of iron and zinc plates serving as the working electrode. A dual-electrode system was employed to measure the open-circuit potential (OCP) of the working electrode. The designed and fabricated device for measuring the OCP of metal surfaces in a dynamic environment is illustrated in Figure 4. The working area of the rotating electrode exposed only the iron and zinc plates. The electrode was rotated at a speed of 180 rpm by a motor to agitate the solution in the electrochemical cell. At room temperature, 300 mL of water, activator, adhesive, and 2 g of zinc powder were sequentially added to the electrochemical cell. The activator and adhesive quantities followed Table 1, with one of each added per cycle, resulting in a total of 20 combinations between activators and adhesives. To acquire continuous OCP data, the test was conducted over 1200 s, with additions of activator at 300 s, adhesive at 600 s, and 2 g of zinc powder at 900 s. After the OCP measurement reached 1200 s, potentiodynamic polarization curves of the iron and zinc plates were measured at a scan rate of 1 mV/s.
Open-circuit potential measuring device.
To isolate the individual effects of mechanical aggregation, activator, and adhesive, three test conditions were established using the same OCP measurement device: (1) blank group (deionized water only); (2) activator only group (ammonium hydrogen fluoride, pH = 2); and (3) adhesive only group (stannous sulfate, 0.05 g/100 mL). Experiments were conducted on both iron and zinc plates following the same procedure described above.
Following these tests, the working electrode was removed for surface morphology analysis. Zinc powder adhering to each electrode surface was collected. If no powder was observed on the working electrode surface after testing, zinc powder was collected by filtering the mixed solution. The collected zinc powder was subjected to multiple rinses with deionized water, followed by ultrasonic dispersion in ethanol. The surface morphology of the zinc powder was observed and analyzed using a Zeiss Sigma 300 field emission scanning electron microscope (FESEM), and the elemental composition of the zinc powder surface was analyzed using an Oxford Xplore 30 energy-dispersive X-ray spectroscopy (EDS) instrument.
Adhesion process observation
In the microscopic observation experiment, 0.1 g of zinc powder was mixed with 3 mL of deionized water in a centrifuge tube, ultrasonically dispersed, and then placed on a glass slide. A droplet containing ammonium hydrogen fluoride and stannous sulfate was added. The agglomeration behavior of the zinc powder was continuously recorded using a digital camera coupled with an optical microscope.
In contrast, a macroscopic observation experiment was conducted by separately fixing iron and zinc plates in a beaker containing 300 mL of water. Ammonium hydrogen fluoride (as an activator) and stannous sulfate (as an adhesive, added at 0.4 g/100 mL for enhanced visual tracking) were successively introduced, followed by 2 g of zinc powder. A digital camera was used to continuously record the movement and adhesion of the zinc powder within the beaker. To simulate dynamic fluid conditions and facilitate image capture, a spatula was gently swayed back and forth at the bottom of the beaker, inducing an up-and-down circulating flow in the solution. The surfaces of the iron and zinc plates were subsequently examined using SEM and EDS to analyze their surface characteristics.
Adhesion-time relationship
Repetition potentiometric measurement experiment. The activator was fixed as ammonium hydrogen fluoride, and the adhesive as stannous sulfate. The iron plate working electrode was removed at 4, 6, 8, 10, 20, 40, 80, and 160 s. Subsequently, the surface deposits on the iron plate were thoroughly wiped off using filter paper, which was then dried. The difference in mass of the filter paper before and after this procedure was taken as the mass of zinc powder adhered on the iron plate.
Results and discussion
Open-circuit potential and powder adsorption
Figure 5 presents the SEM morphologies of zinc powder under the influence of the classic adhesive stannous sulfate, categorized into three groups corresponding to the five activators. In Figures 5(a-c), under the influence of ammonium hydrogen fluoride, tartaric acid, and hydrochloric acid, respectively, the zinc powder maintains a spherical shape. However, compared to the smooth original zinc powder particles (Figure 2), these particles exhibit numerous contact points and flocculent structures, presenting a cauliflower-like surface. This morphology suggests that strong activators effectively remove the ZnO passivation layer and induce microscopic defects (pits and protrusions) on the zinc surface. Figure 5(d) illustrates zinc powder under the influence of sulfuric acid, displaying a slightly smoother surface with no distinct protrusions, indicating a milder etching effect. Nevertheless, compared with the original zinc powder, the surface still appears rougher and displays a scale-like morphology. In Figure 5(e), under the influence of nitric acid, the zinc powder surface exhibits only a few contact points, presenting a relatively regular and flat surface. Overall, the surface roughness of the zinc powder follows the order: ammonium hydrogen fluoride = tartaric acid = hydrochloric acid > sulfuric acid > nitric acid, indicating that the activators differ in their effectiveness in removing the oxide layer and generating surface defects.
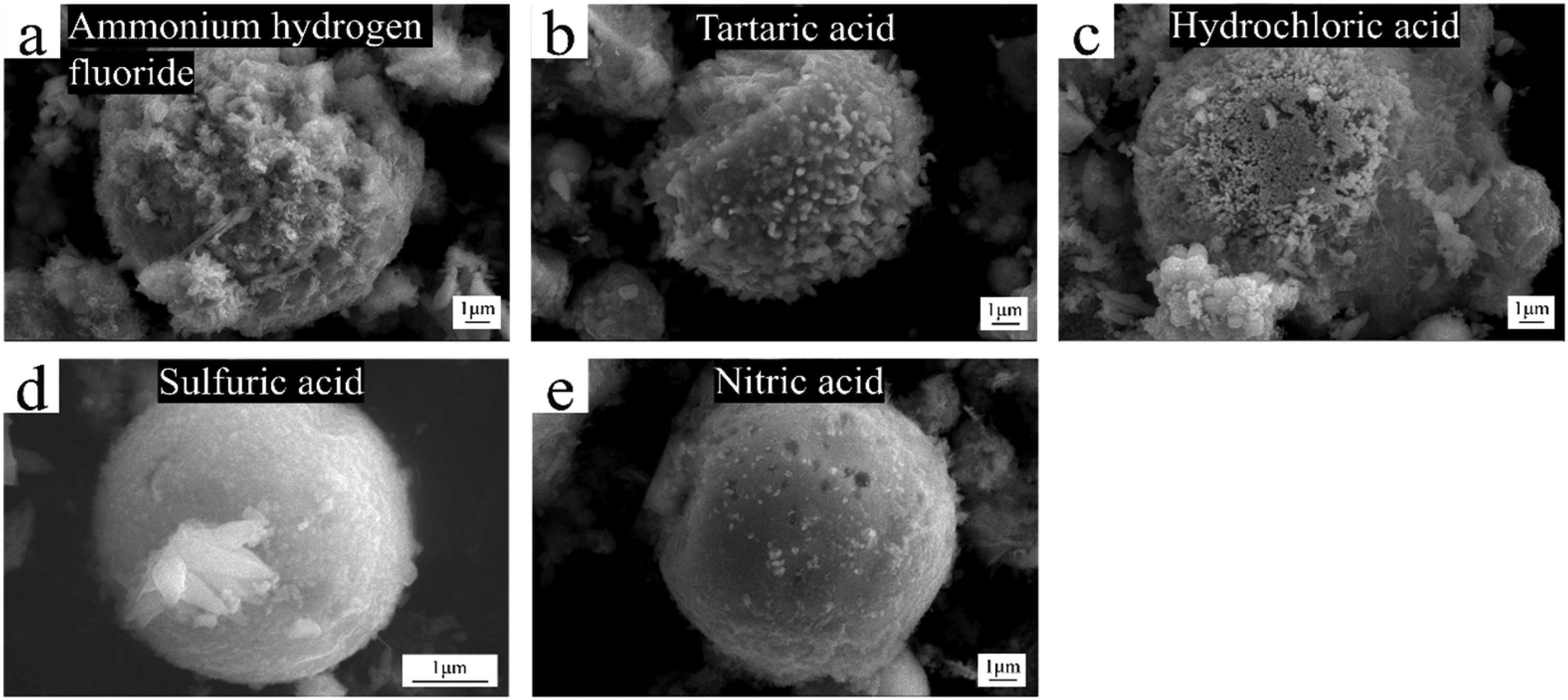
SEM images of zinc powder under the action of adhesive stannous sulfate: (a) ammonium hydrogen fluoride group; (b) tartaric acid group; (c) hydrochloric acid group; (d) sulfuric acid group; (e) nitric acid group.
Since the characteristic protrusions on the surface of the micron-sized zinc powder in Figure 5 are at the nanometer scale, XRD analysis cannot precisely characterize them. Therefore, selective EDS-mapping tests were conducted on the surfaces of zinc powder under all combinations listed in Table 1. Figure 6(a) shows the mapping for the hydrochloric acid-stannous sulfate group, Figure 6(b) for the sulfuric acid-DTPMP group, and Figure 6(c) for the nitric acid-DTPMP group. Except for Figure 6(a) hydrochloric acid-stannous sulfate group, the oxygen-enriched zones fully overlap with the characteristic protrusions on the zinc powder surface. No corresponding relationship was observed between the enrichment zones of other elements and the surface morphology of the zinc powder.
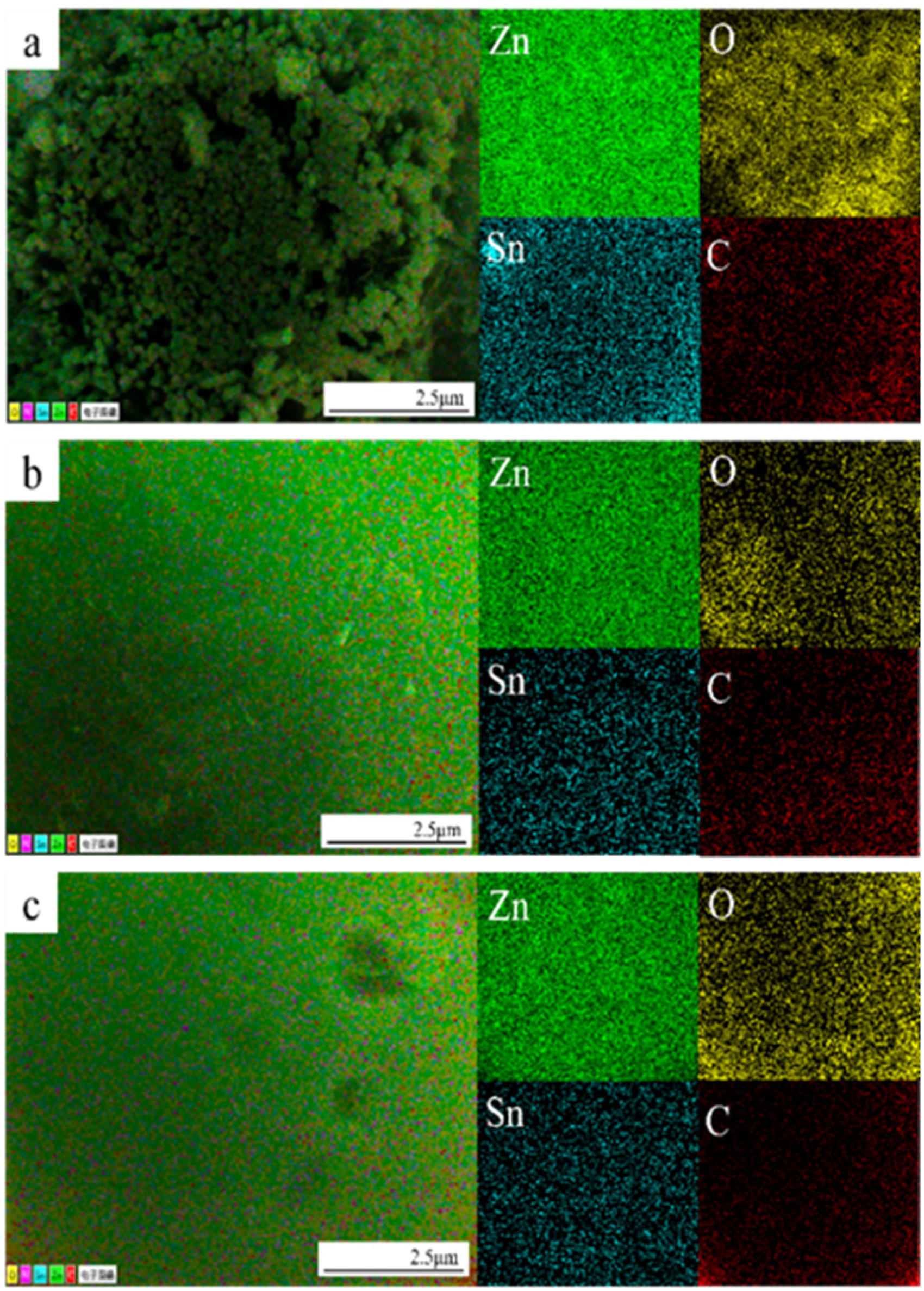
Surface mapping of zinc powders: (a) hydrochloric acid-stannous sulfate group; (b) sulfuric acid-DTPMP group; (c) nitric acid-DTPMP group.
Interestingly, the elemental abundance displayed in Figure 7 for zinc powder surfaces under all 20 combinations in Table 1 reveals that even in cases with morphologies closely resembling the original zinc powder, such as the sulfuric acid-DTPMP and nitric acid-DTPMP groups, the surfaces contain a significant amount of carbon and oxygen. These elements form a shell-like encapsulation structure absent in the original zinc powder (Figure 2(b)). Based solely on SEM morphology, one might erroneously conclude that no reaction occurred on the zinc powder during the experiment or that only minor point-like structures were generated on the surface.
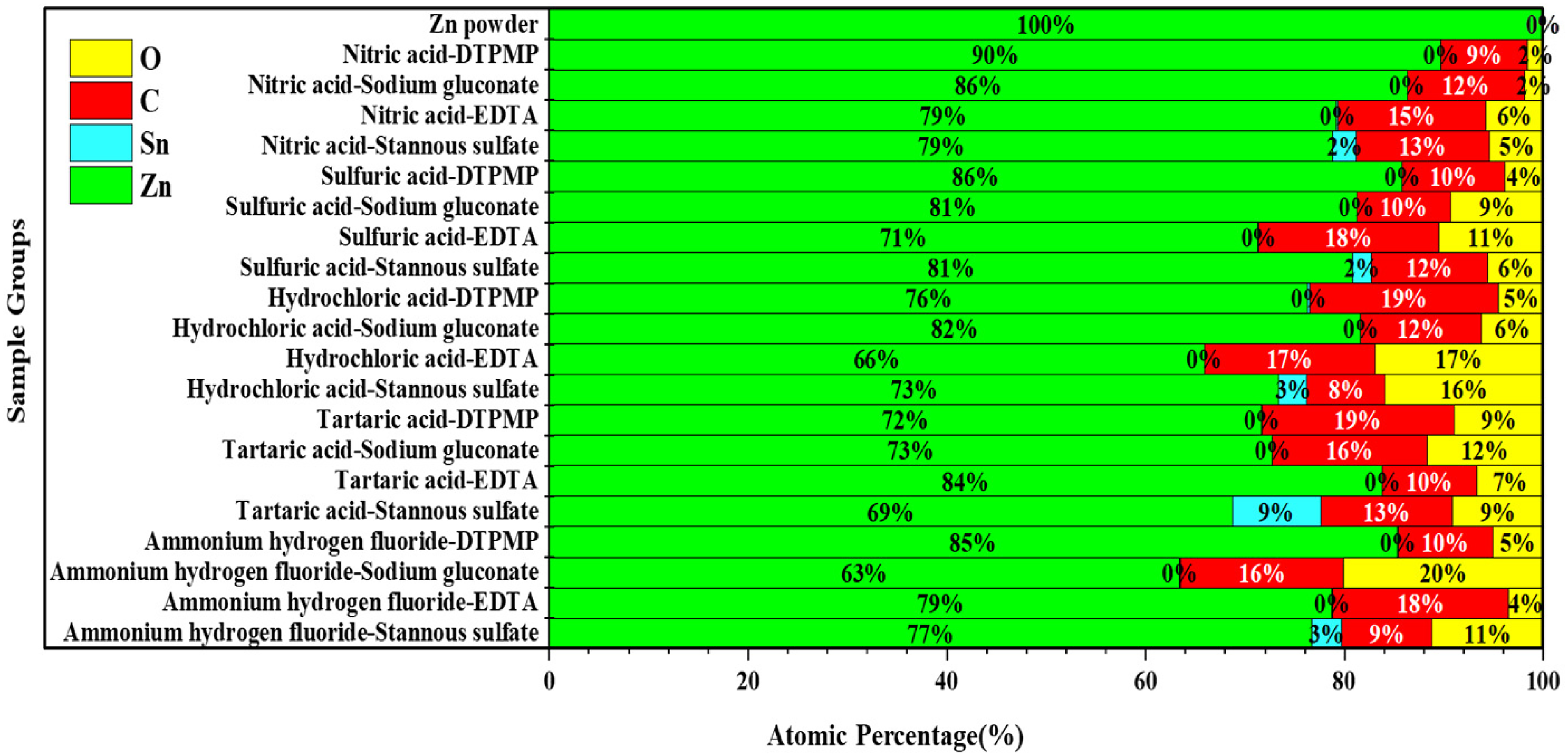
20 sets of mapping element abundance.
As shown in Figures 8(a-b), using stannous sulfate (0.05 g/100 mL) as the base adhesive, the effects of five activators—nitric acid, ammonium hydrogen fluoride, tartaric acid, sulfuric acid, and hydrochloric acid—on the OCP of Q235 steel and pure zinc plates were systematically investigated. In the initial stage (0–300 s), the OCP of the metal substrates in the neutral medium exhibited a differentiated steady-state distribution (Fe substrate: −0.35 to −0.28 V; Zn substrate: −1.02 to −0.95 V). This phenomenon originates from the surface-energy gradient induced by 400-grit sandpaper polishing and the resulting differences in electric double-layer reconstruction kinetics.
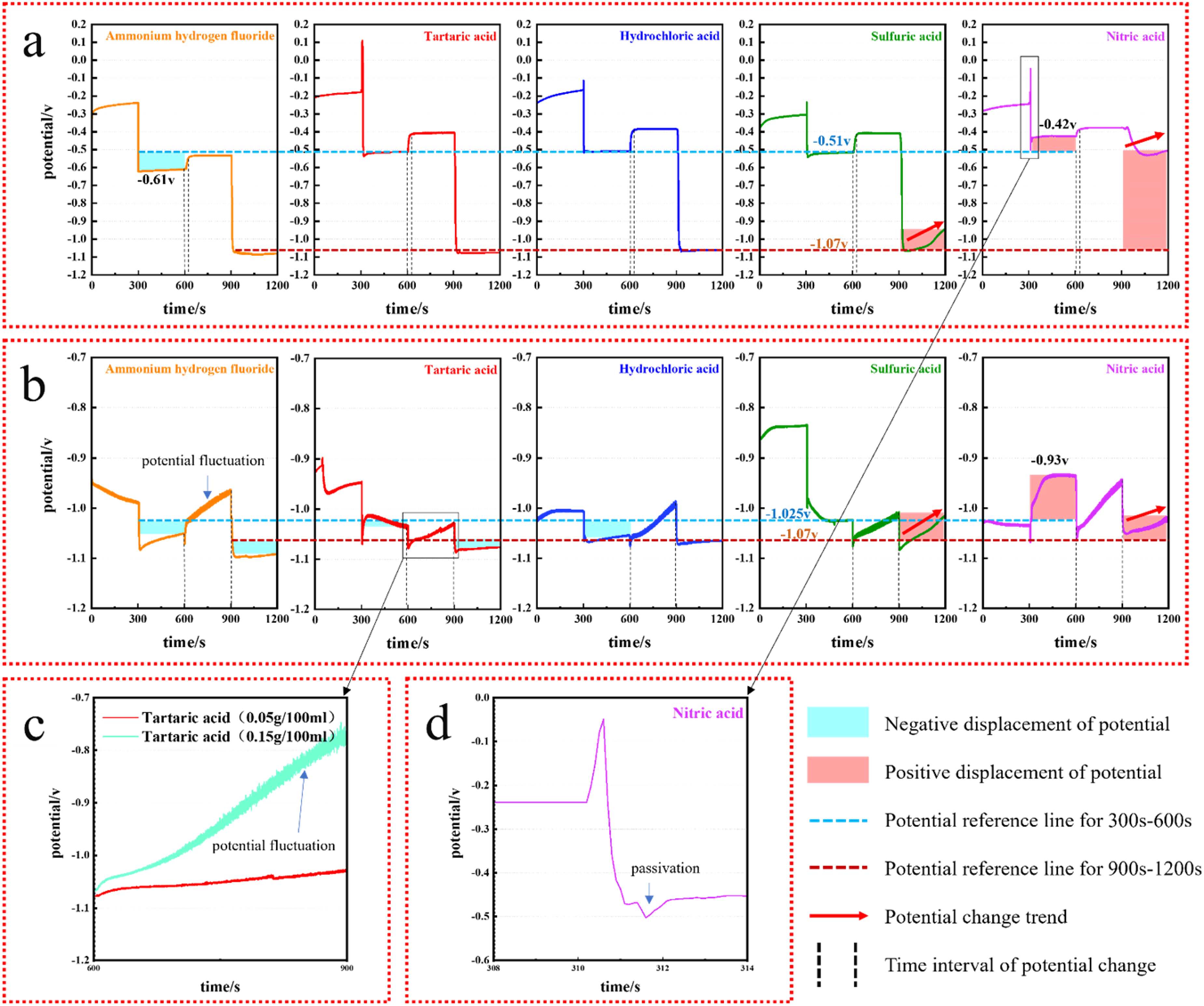
Open circuit potential under the action of adhesive stannous sulfate: (a) OCP-iron plate; (b) OCP-zinc plate; (c) OCP-zinc plate surface at 600 s-900 s under different concentrations of tartaric acid; (d) OCP-iron plate surface at 308 s-314 s under nitric acid action.
After the addition of activators at 300 s, the iron-based system exhibited an instantaneous positive shift in OCP (ΔV = + 0.15 to +0.22 V) for all activators, followed by significant negative polarization, stabilizing within 60 s. Ammonium hydrogen fluoride demonstrated the strongest activation capability, with a final OCP value of −0.61 V, while nitric acid exhibited the weakest effect at −0.42 V. The tartaric acid, sulfuric acid and hydrochloric acid groups exhibited intermediate characteristics (−0.51 ± 0.02 V). In the zinc-based system, nitric acid induced anomalous anodic polarization, raising the OCP from −1.05 V to −0.93 V. Compared with Figure 8(d), a brief positive shift in surface potential was also observed on the iron substrate after nitric acid addition, likely due to passivation of the iron surface by nitric acid. 26 In contrast, the other activators caused continuous negative shifts in OCP to −1.025 ± 0.005 V.
Given the metal composition, stannous sulfate, and acidic activators, it is inferred that substitution reactions (Formulas 1 and 2) occur on the working electrode surface. From a thermodynamic perspective, the standard electrode potentials (E°(Sn2+/Sn) = −0.14 V, E°(Fe2+/Fe) = −0.44 V, E°(Zn2+/Zn) = −0.76 V) indicate that the displacement of Sn by Zn is more spontaneous than by Fe, accounting for the more pronounced Sn deposition observed on the Zn substrate. Since the rate of a chemical reaction generally depends on ion concentration, temperature, pressure, and catalysts,
27
a control experiment was conducted using the tartaric acid group, which exhibited the smallest positive OCP shift on the zinc plate surface, to verify the existence of these displacement reactions. When the concentration of stannous sulfate adhesive at 600 s was increased from 0.05 g/100 mL to 0.15 g/100 mL, a significant rise in the OCP of the zinc plate surface was observed. After addition of the stannous sulfate adhesive at 600 s, the iron substrate showed a sharp OCP increase of 0.25–0.35 V within 30 s before stabilizing, consistent with the kinetics of the displacement reaction in Formula 1. The zinc substrate exhibited a gradual upward OCP trend (ΔV = 0.12–0.18 V), accompanied by characteristic potential oscillations (amplitude <10 mV). When the concentration was increased to 0.15 g/100 mL, as shown in Figure 8(c), the tartaric acid group showed a 214% enhancement in OCP, and dendritic structures formed on the surface, as shown in Figure 15(b), confirming that the reaction in Formula 2 dominates the surface reconstruction.

After the addition of zinc powder at 900 s, the OCP of the ammonium hydrogen fluoride, tartaric acid and hydrochloric acid systems rapidly shifted negatively to below −1.07 V and stabilized, corresponding to the formation of effective mechanical interlocking. In contrast, the sulfuric acid and nitric acid systems exhibited a continuous anodic polarization trend, indicating that the interfacial reactions failed to reach a steady state. Notably, in the nitric acid system, the OCP of the zinc substrate rebounded to −1.05 V by 1200 s.
To distinguish the independent contributions of mechanical aggregation, activator, and adhesive, three test conditions were established: (1) blank group (deionized water only) to evaluate the pure mechanical aggregation effect; (2) activator only (ammonium hydrogen fluoride, pH =2) without adhesive; and (3) adhesive only (stannous sulfate, concentration 0.05 g/100 mL) without activator. These tests were conducted on both iron and zinc substrates, following the same procedures described above.
For the iron plate (Figure 9(a)), the blank group exhibited a positive OCP shift followed by a decrease after Zn addition at 900 s, indicating negligible mechanical aggregation. The activator only group exhibited a significant OCP decrease after addition of ammonium hydrogen fluoride at 300 s, with further decline after Zn addition at 900 s, stabilizing at −0.8 V, notably higher than the −1.07 V achieved with activator-adhesive synergy. The adhesive only group displayed a slight OCP decrease after adding stannous sulfate at 600 s, followed by a sharp drop after Zn addition.
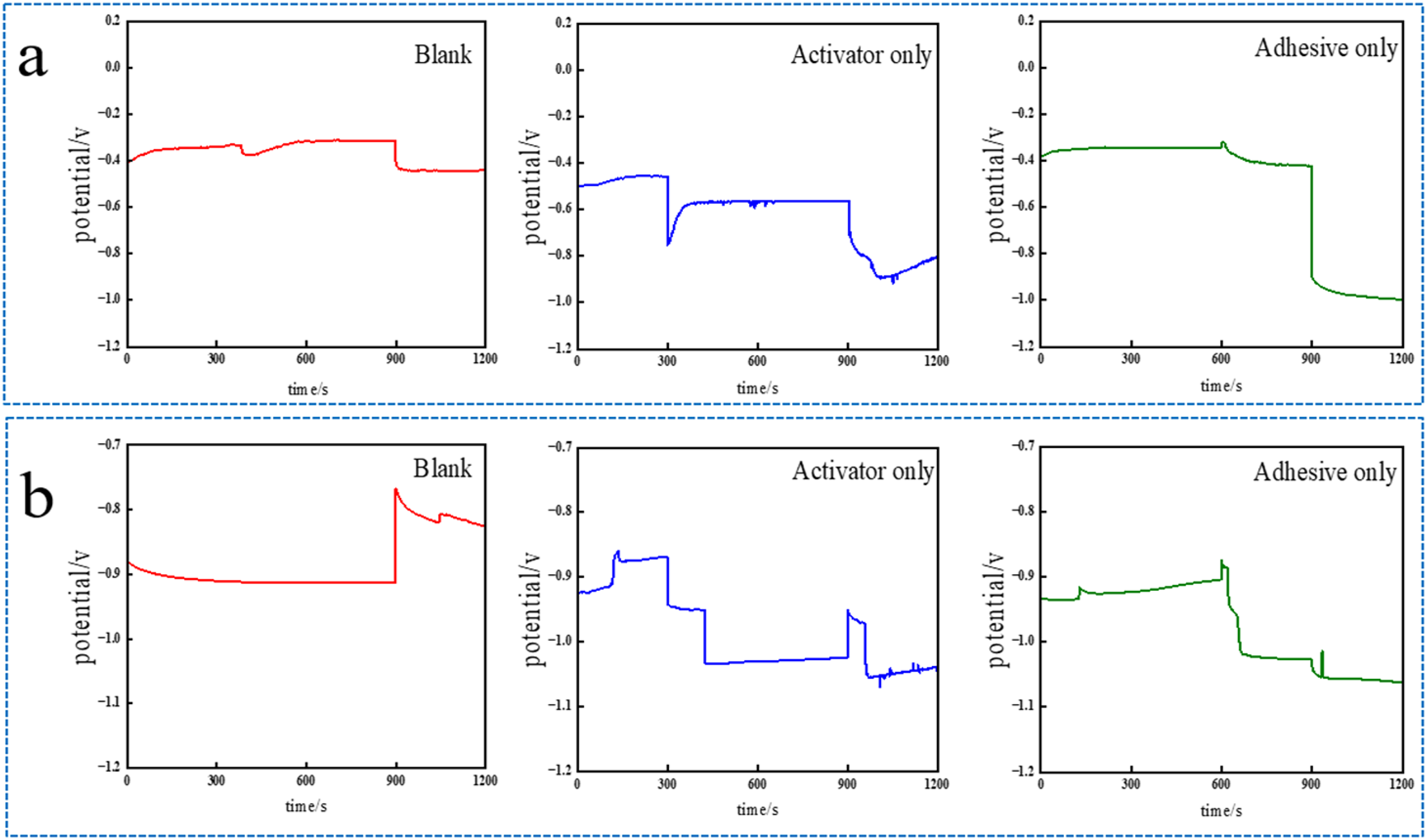
Open-circuit potential under different conditions:(a) OCP-iron plate; (b) OCP-zinc plate.
For the zinc plate (
Overall, single-component treatments (activator or adhesive only) produced limited zinc deposition, with maximum OCP negative shifts of 0.3 V for iron and 0.18 V for zinc. In contrast, the synergistic system in Figure 8 achieved an OCP negative shift exceeding 0.5 V and formed effective mechanical interlocking. This confirms that neither activator nor adhesive alone enables efficient Zn deposition; only their combination produces a pronounced OCP response and strong adhesion, validating the essential synergy in the “activation–adhesion–interlocking” mechanism.
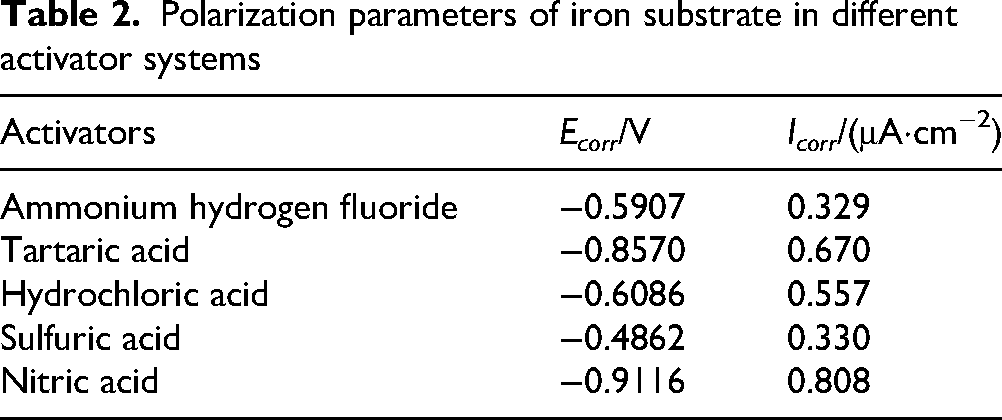
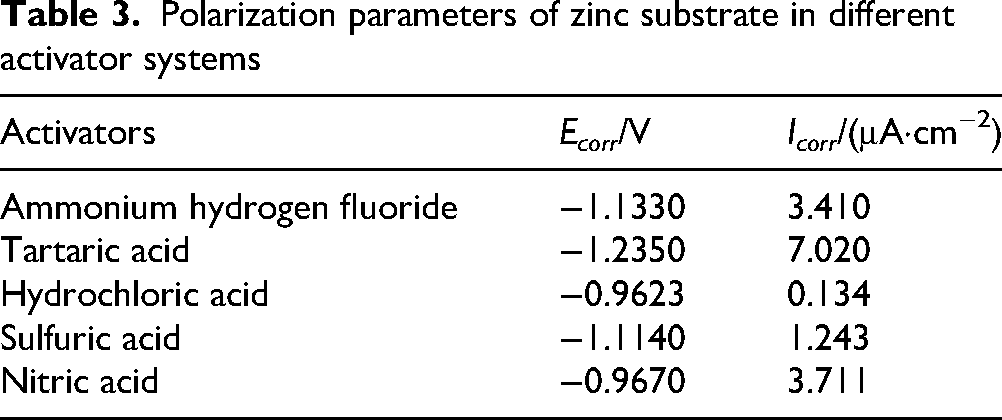
Figure 10 presents the polarization curves of iron and zinc plates under the influence of five activators (ammonium hydrogen fluoride, tartaric acid, hydrochloric acid, sulfuric acid, and nitric acid) with stannous sulfate (0.05 g/100 mL) as the base adhesive. The polarization parameters, including corrosion potential (Ecorr) and corrosion current density (Icorr), were determined using the Tafel extrapolation method and are summarized in Tables 2 and 3.
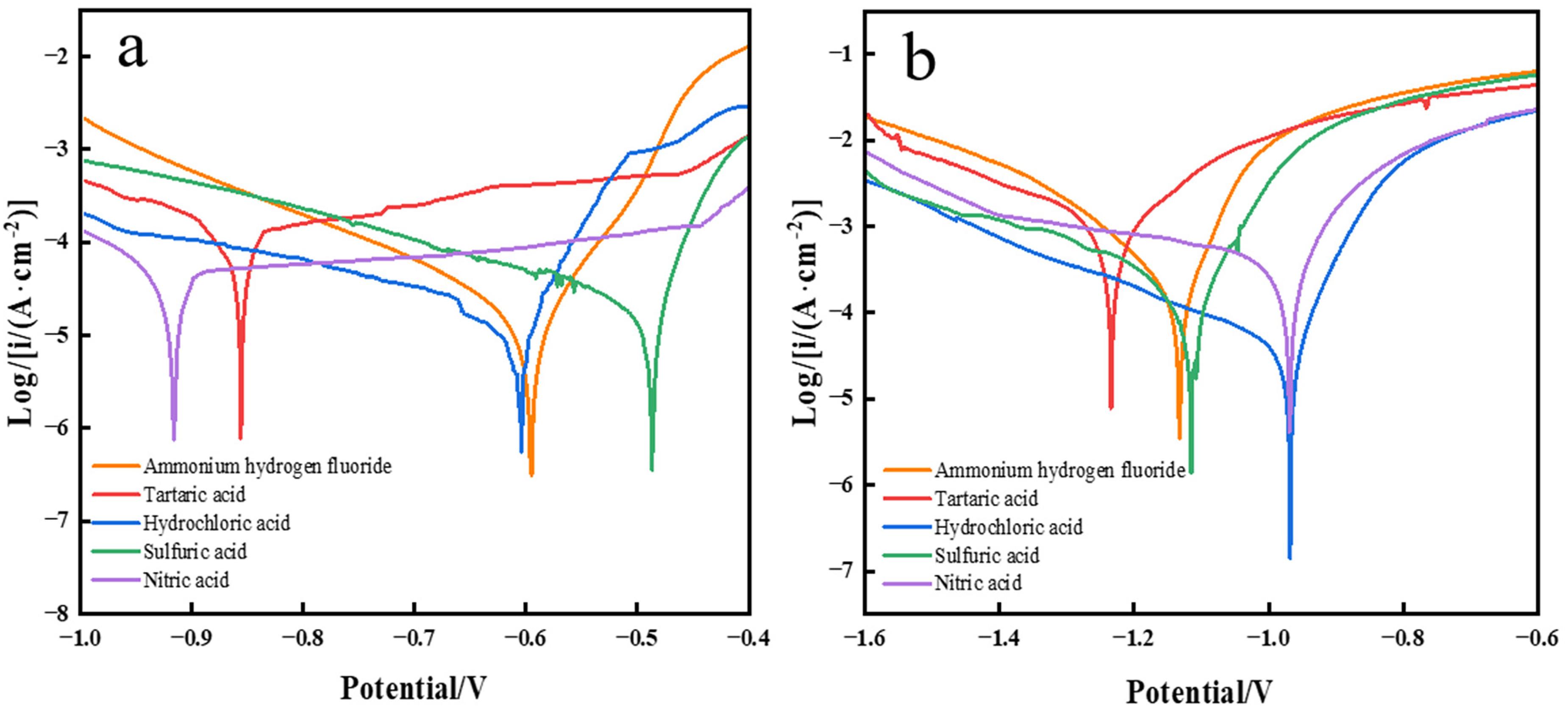
Polarization curves under the action of adhesive stannous sulfate: (a) iron plate; (b) zinc plate.
Polarization parameters of iron substrate in different activator systems
Polarization parameters of zinc substrate in different activator systems
The PDP test results reveal the electrochemical behavior of key systems. On the iron plate, the ammonium hydrogen fluoride system exhibits a corrosion potential shift to −0.5907 V, an extremely low corrosion current density of only 0.329 μA/cm2 (corresponding to a relatively low corrosion rate). This suggests that, following effective removal of the oxide layer, the surface rapidly undergoes Sn displacement reactions, and the deposited Sn-bearing structures layer inhibits further substrate dissolution, consistent with the OCP trend of potential stabilization after the negative shift. The tartaric acid and nitric acid systems show corrosion potentials of −0.8570 V and −0.9116 V, respectively, both with relatively high corrosion current densities corresponding to faster corrosion rates. This indicates effective oxide layer removal and active substrate dissolution, providing sufficient active sites for the Sn displacement reaction. The sulfuric acid system exhibits the most positive corrosion potential (−0.4862 V) and a relatively low corrosion current density (0.330 μA/cm2), corresponding to a slow corrosion rate, with the current originating primarily from internal dissolution of the oxide film rather than substrate activation.
On the zinc plate, the hydrochloric acid system shows an extremely low corrosion current density of 0.134 μA/cm2, indicating that Cl− effectively removes the oxide layer and forms a highly stable surface, providing a clean interface for the Sn displacement reaction, consistent with OCP characteristics. Tartaric acid exhibits the most negative corrosion potential (−1.2350 V) and the highest corrosion current density (7.020 μA/cm2), corresponding to the fastest corrosion rate, confirming its strong activation effect on zinc through complexation, consistent with its behavior on iron.
The PDP test results provide quantitative electrochemical support for the interfacial behaviors observed in OCP measurements. The “potential negative shift with current inhibition” characteristic of the ammonium hydrogen fluoride system on iron confirms the formation of a Sn-bearing structures layer after activation, providing direct evidence for the displacement reaction. The positive potential and low current of the sulfuric acid system verify its passivation tendency, consistent with the anodic polarization trend in OCP. The extremely low current density of the hydrochloric acid system on zinc indicates that Cl− effectively strips the oxide layer to form a stable surface.
Figure 11 illustrates the surface conditions of the metal plates under the influence of the adhesive stannous sulfate. Based on the adherence of zinc powder on the surface, these five activators can be classified into three categories: ammonium hydrogen fluoride, tartaric acid, and hydrochloric acid are considered the most effective activators, sulfuric acid is a moderate activator, and nitric acid is deemed an ineffective activator.
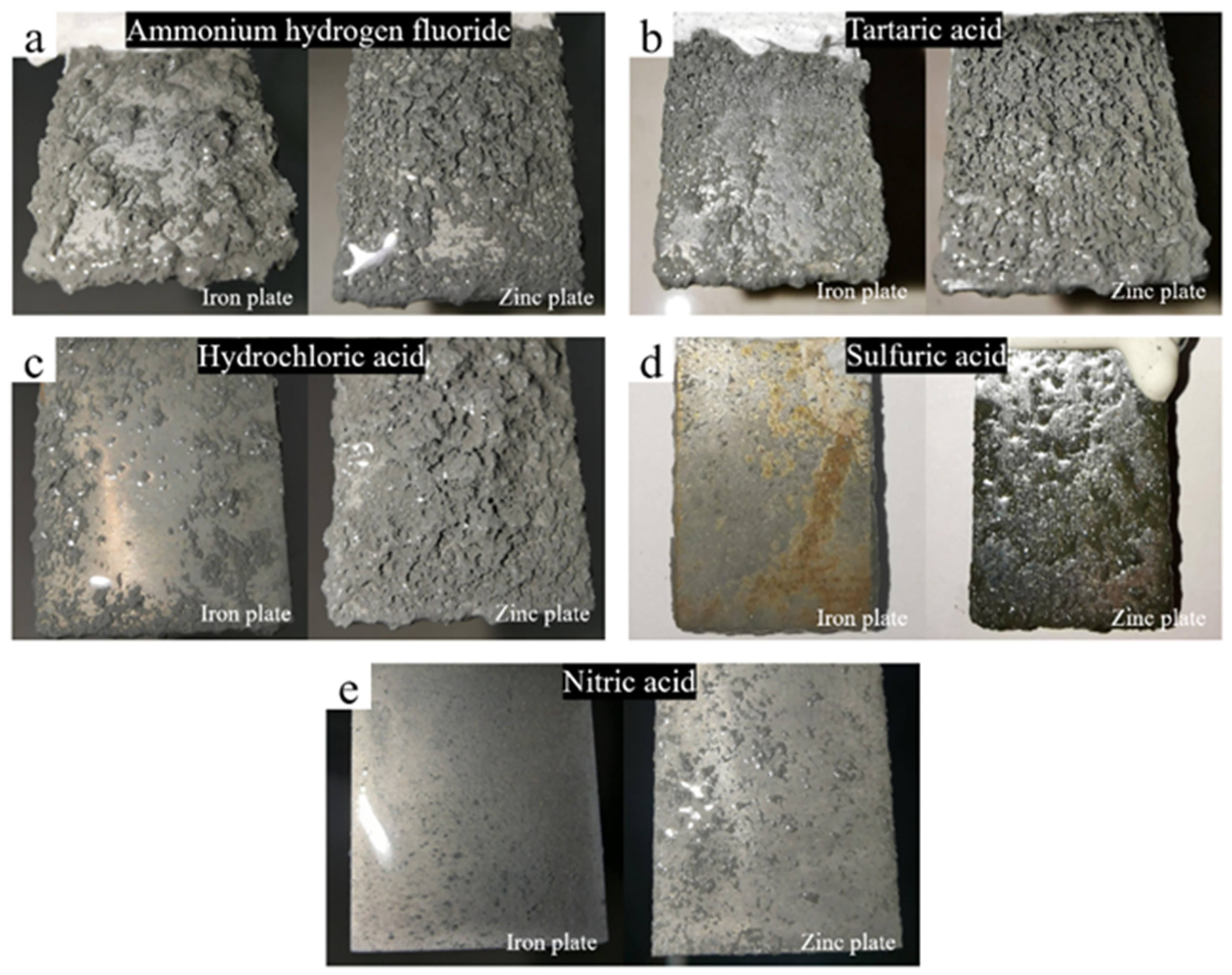
Surface state of metal plate under the action of adhesive stannous sulfate: (a) ammonium hydrogen fluoride group; (b) tartaric acid group; (c) hydrochloric acid group; (d) sulfuric acid group; (e) nitric acid group.
Under the influence of ammonium hydrogen fluoride, tartaric acid, and hydrochloric acid, the surface of the iron plate was densely covered with a large amount of adhered zinc powder. When exposed to sulfuric acid, small zinc powder clusters were scattered on the surface and corners of the iron plate. In the case of nitric acid, only sporadic, tiny zinc powder clusters were observed on the iron plate surface, with no zinc powder found in the corners. The zinc plate exhibited a similar pattern of zinc powder adherence: under ammonium hydrogen fluoride, tartaric acid, and hydrochloric acid, the surface was completely covered with a loose, porous layer of zinc powder; under sulfuric acid, larger zinc powder clusters were present on the surface; under nitric acid, only scattered, tiny zinc powder clusters were observed. Notably, under the same activator, zinc powder adherence on the zinc plate was significantly higher than on the iron plate. The results indicate that the effectiveness of passivation layer removal from the zinc powder surface decreases in the following order: ammonium hydrogen fluoride, tartaric acid, and hydrochloric acid > sulfuric acid > nitric acid.
Additionally, under the influence of nitric acid, the solution appeared grayish-black, with zinc powder remaining dispersed in the solution. In contrast, under the influence of ammonium hydrogen fluoride, tartaric acid, hydrochloric acid, and sulfuric acid, the solution remained clear, with zinc powder either distributed on the surfaces of the metal plates or settles in large clusters at the bottom of the solution.
Figure 12 illustrates the SEM morphology of zinc powder under the influence of organic adhesive agents. In Figures 12(a-c), the activators are hydrochloric acid (a), sulfuric acid (b), and tartaric acid (c), respectively. Each subfigure shows the adhesives from left to right as follows: (1) EDTA, (2) sodium gluconate, and (3) DTPMP. In Figure 12(a), the complexity of the zinc powder particle surfaces decreases from left to right.

SEM images of zinc powder under the action of organic adhesives: (a1) hydrochloric acid-EDTA group; (a2) hydrochloric acid- sodium gluconate group; (a3) hydrochloric acid- DTPMP group; (b1) sulfuric acid-EDTA group; (b2) sulfuric acid- sodium gluconate group; (b3) sulfuric acid- DTPMP group; (c1) tartaric acid-EDTA group; (c2) tartaric acid- sodium gluconate group; (c3) tartaric acid- DTPMP group.
In Figure 12(a2), numerous white point-like structures smaller than 100 nm appear on the surface. In Figure 12(a3), only a few 10-nanometer-sized point-like structures are observed. Similarly, the zinc powder surface in Figure 12(b) exhibits white, dot-like structures smaller than 100 nm. The abundance of these structures decreases from left to right, and the surface undulation diminishes accordingly. Figure 12(c) displays somewhat unique characteristics: from left to right, the surface undulation of the zinc powder particles decreases, yet white point-like structures are observed only in the sample shown in Figure 12(c2).
The use of organic compounds, including EDTA, sodium gluconate, and DTPMP as adhesives, introduces no metallic alloying elements, yet facilitates the formation of either layered coatings or nanoscale dot-like structures on zinc powder surfaces solely via coordination effects. This non-alloying strategy for surface structure regulation effectively expands the application scope of the “making materials plain” concept.
Figures 13(a-c) depict the OCP of iron plates under the influence of hydrochloric acid, sulfuric acid, and tartaric acid as activators, with the three organic compounds serving as adhesives. Hydrochloric acid, sulfuric acid, and tartaric acid are commonly used as activators in the mechanical galvanization process. However, EDTA, sodium gluconate, and DTPMP have not previously been utilized in mechanical galvanization. This section primarily investigates the impact of adhesives on zinc powder adhesion and OCP.
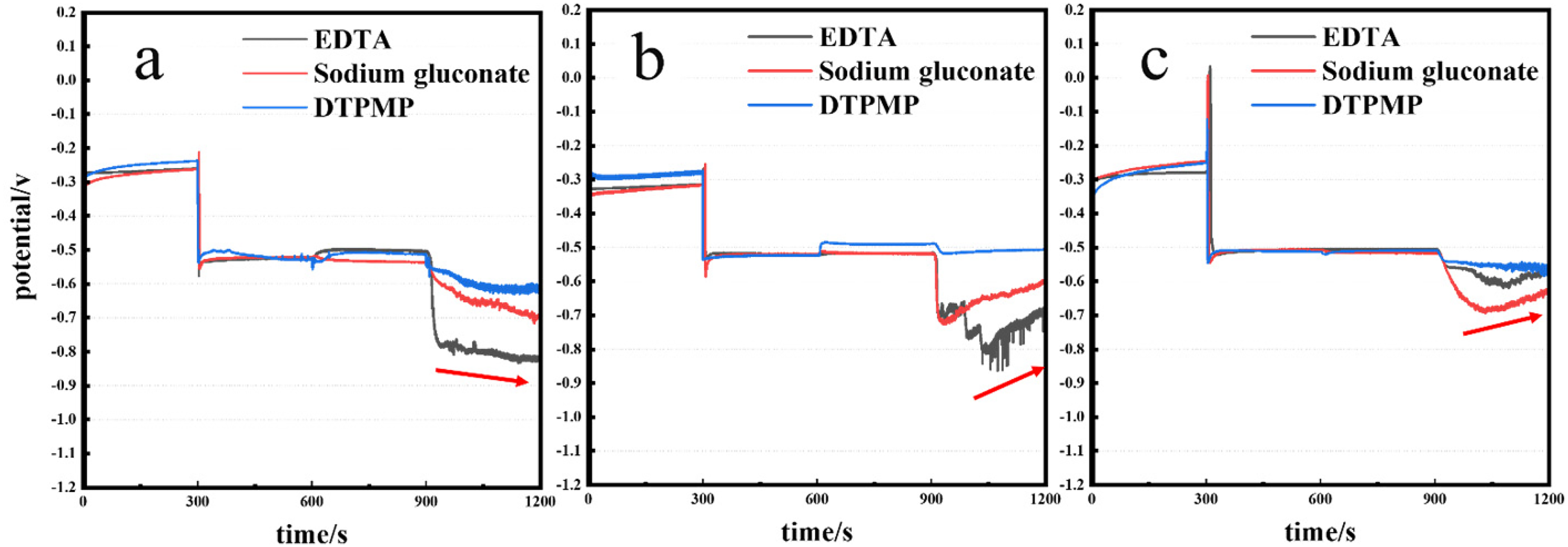
Open circuit potential of iron plate surface under the action of organic adhesives: (a) OCP- hydrochloric acid; (b) OCP- sulfuric acid; (c) OCP- tartaric acid.
During the initial 600 s, the trend in the OCP of the iron plate corresponds to Figure 8(a). After 600 s, organic adhesives—namely EDTA, sodium gluconate, and DTPMP—were introduced. At this point, the potential exhibited minor transient shifts or remained stable due to the combined effect of the activator and adhesive. These responses are attributed to changes in solution composition, which induce subtle modifications on the metal surface, including ion adsorption and charge transfer..28–30 These changes result in a certain modification of the metal surface state, manifesting as shifts in OCP.
At 900 s, the introduction of zinc powder resulted in significant changes and distinctions in OCP within the same activator groups. In Figures 13(a) and (b), the trend of the negative potential shift follows: EDTA > sodium gluconate > DTPMP. This reveals the selection principle for organic activators: through the establishment of a coordination chemistry–electrochemistry coupling model, the superiority of EDTA in the iron–based system stems from its octahedral coordination geometry, which strongly chelates Fe2+, whereas the α-hydroxycarboxylic acid structure of sodium gluconate is better suited for the tetrahedral coordination preference of Zn2+. In Figure 13(c), the negative shift of the potential is observed as: sodium gluconate > EDTA > DTPMP. Concurrently, under sulfuric acid, both the iron and zinc plates exhibit a potential transient characterized by an abrupt negative shift at 900 s, followed by a gradual positive shift. This phenomenon is absent under hydrochloric acid. This behavior is primarily attributed to the anion effect. The sustained anodic polarization in the sulfuric acid system, coupled with a localized pH increase, leads to passivation behavior, whereas the hydrochloric acid system remains in an active dissolution state due to the penetration effect of Cl− ions.
Adhesion dynamics and morphology
To further investigate the adhesion mechanism of zinc powder, the dynamic process of zinc powder adhesion was observed. Figure 14 depicts the evolution of zinc powder aggregation under an optical microscope. In the initial stage of the reaction (Figure 14(a)), the zinc powder consists of several aggregates distributed across the surface of the glass slide. Upon adding a droplet containing ammonium hydrogen fluoride and stannous sulfate to the water–zinc powder mixture, as seen in Figures 14(b) and (c) a few seconds later, bubbles begin to form within the zinc powder. As these bubbles grow, they interact with the zinc powder aggregates, forming bubble–zinc powder composite structures that move collectively under the influence of the bubbles. As illustrated in Figure 14(d), newly formed and expanding bubbles continuously adhere around zinc powder aggregates and tend to aggregate the zinc powder clusters. When multiple zinc powder aggregates meet under the influence of the bubbles, a larger, loosely bound zinc powder cluster is formed. It is important to note that the generation and enlargement of these clusters do not occur simultaneously. In Figure 14(d), the purple area represents loosely bound clusters, whereas the orange area indicates aggregates where no reaction has occurred. In Figure 14(e), the purple area evolves into densely packed, elongated clusters due to the merging and growth pressure exerted by the bubbles, while the orange area shows renewed accumulation of unreacted aggregates. In Figures 14(f) and (g), the evolution of zinc powder cluster aggregation is evident in the blue area, where two small clusters merge into a larger one.

Steps of zinc powder clustering under optical microscope: (a) initial state; (b) bubble precipitation; (c) bubble growth; (d) generation of zinc powder cluster; (e) evolution of cluster; (f) dendritic crystal; (g) dendritic crystal growth; (h) densification of cluster.
Simultaneously with the introduction of the mixed solution, fine dendritic crystals begin to grow from the surfaces of the zinc powder. This phenomenon is subtle in the early stages of the reaction. By 30 s, as observed in Figure 14(e), the presence of dendritic crystals becomes apparent. As the reaction progresses, these dendritic crystals continue to enlarge and develop, forming numerous elongated, branch-like structures that envelop the internal zinc powder. Concurrently, internal reactions persist, continuously generating bubbles. However, due to the interlocking of the branch-like crystals, the bubbles become trapped within the zinc powder clusters. As shown in Figure 14(h), the growth of internal bubbles within the zinc powder cluster leads to further densification and the formation of a large, consolidated mass. Under optical microscopy, the pores within the zinc powder cluster significantly diminish. At this stage, the zinc powder clusters are visible to the naked eye.
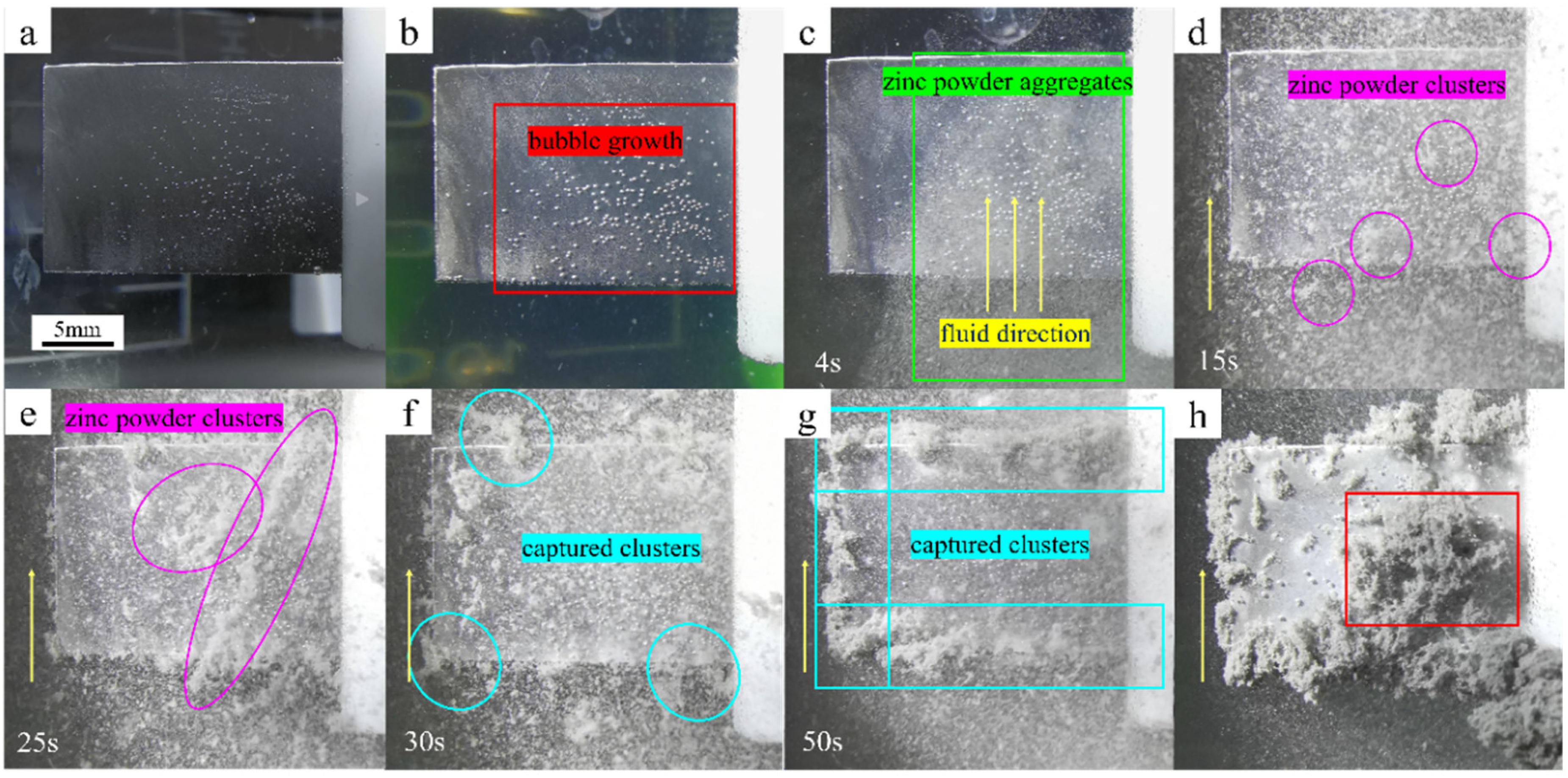
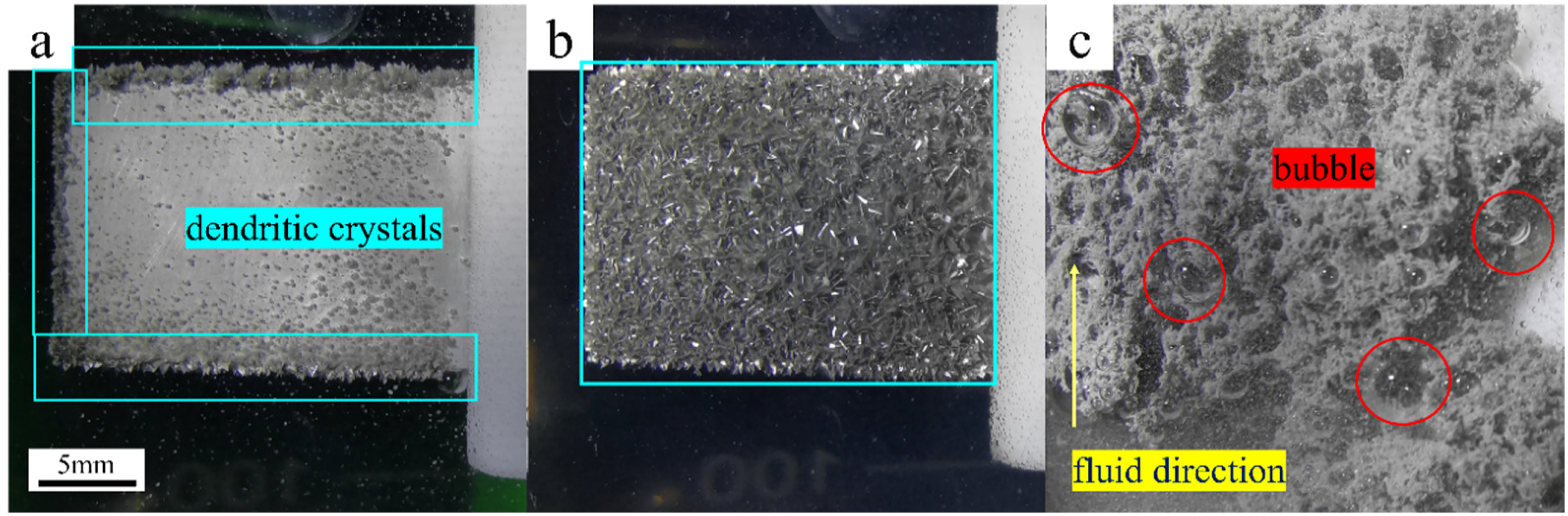
Figure 15 illustrates the macroscopic observations of zinc powder adhering to an iron plate during the experiment. In Figure 15(a), upon the addition of ammonium hydrogen fluoride, the surface of the iron plate exhibits the formation and attachment of a small number of bubbles. Figure 15(b) displays the state of the iron plate after the addition of excess stannous sulfate, where, apart from slight bubble growth, no significant changes are observed on the surface. Figure 15(c) shows the state at 4 s, after zinc powder addition, where numerous zinc powder particle aggregates, similar to those in Figure 15(a), gradually disperse throughout the solution under the back-and-forth motion of the spatula. By 15 s (Figure 15(d)), the zinc powder aggregates coalesce into clusters within the solution, resulting in a substantial reduction in the number of individual aggregates, while the formation of flocculent clusters becomes prevalent, mirroring the aggregation process observed in Figures 14(a-d).
After 15 s, the uniformly distributed flocculent clusters in Figure 15(d) gradually separate and re-aggregate, forming larger zinc powder clusters by 25 s, as shown in Figure 15(e). Simultaneously, zinc powder clusters colliding with the edges and corners of the iron plate are captured by it. As indicated in the blue area of Figure 15(f), these zinc powder clusters stay attached to the iron plate and do not detach under flow with the water stream.
As time progresses, the zinc powder clusters gradually aggregate and increase in size. An increasing number of clusters collide with the iron plate and are captured around its perimeter, as shown in Figure 15(g). By 50 s, a complete ring of zinc powder clusters adheres around the iron plate, with clusters adhering at different times interconnecting. Small clusters that remain unattached continue to flow with the solution. Upon increasing the vibration frequency and amplitude of the spatula, the zinc powder clusters move rapidly with the water flow, as shown in Figure 15(h). Following the water stream, numerous zinc powder clusters sequentially anchor and connect, forming a massive aggregated zinc powder cluster. It should be noted that within the red box area in the middle section of Figure 15(h), the zinc powder clusters are only connected to the lower clusters and are not adhered to the central part of the iron plate.
Figure 16 depicts the macroscopic observations of zinc powder adhering to a zinc plate during the experiment. In contrast to the iron plate, which showed no significant reaction after the addition of excess stannous sulfate (Figure 15(b)), the zinc plate exhibits a pronounced response. As illustrated in Figure 16(a), following the addition of excess stannous sulfate, numerous crystals form around the perimeter, and over time, the outer surface of the zinc plate becomes completely covered with a layer of dendritic crystals, as shown in Figure 16(b). This surface layer exhibits partial bright white reflections under light illumination.
Steps for zinc powder adhesion on the surface of iron plate: (a) add ammonium hydrogen fluoride; (b) add stannous sulfate; (c) add zinc powder; (d) generation of zinc powder cluster; (e) evolution of cluster; (f) captured cluster; (g) captured cluster; (h) final state.
Steps for zinc powder adhesion on the surface of zinc plate: (a) add stannous sulfate; (b) crystal growth; (c) final state.
Upon the addition of zinc powder, the aggregation of zinc powder particles follows a pattern consistent with Figures 15(c-h) due to the similarity in solution composition. However, the external morphology of the zinc plate is significantly altered by the presence of the crystal layer, providing numerous anchoring points for the zinc powder clusters. This results in a sharp increase in the adhesion rate of zinc powder clusters. By 30 s after the addition of zinc powder (Figure 16(c)), the particles aggregate into a large zinc powder cluster adhering to the zinc plate surface, completely covering it. Due to the rapid aggregation rate and ongoing reactions, numerous bubbles form within the cluster. Under the compressive action of the bubbles, the zinc powder cluster densifies, enhancing the stability of the binding between zinc powder clusters.
Figure 17(a) presents the initial surface SEM morphology of the iron plate. Analysis reveals numerous scratches remaining from early-stage polishing. Figure 17(b) shows the SEM morphology of the iron plate surface after the addition of the activator, ammonium hydrogen fluoride. In contrast to Figure 17(a), the bright white scratch edges are no longer visible, indicating that the scratches have been eroded. Figure 17(c) shows the SEM morphology of the iron plate surface after the addition of the adhesion agent stannous sulfate, where spherical particles have grown on the surface.
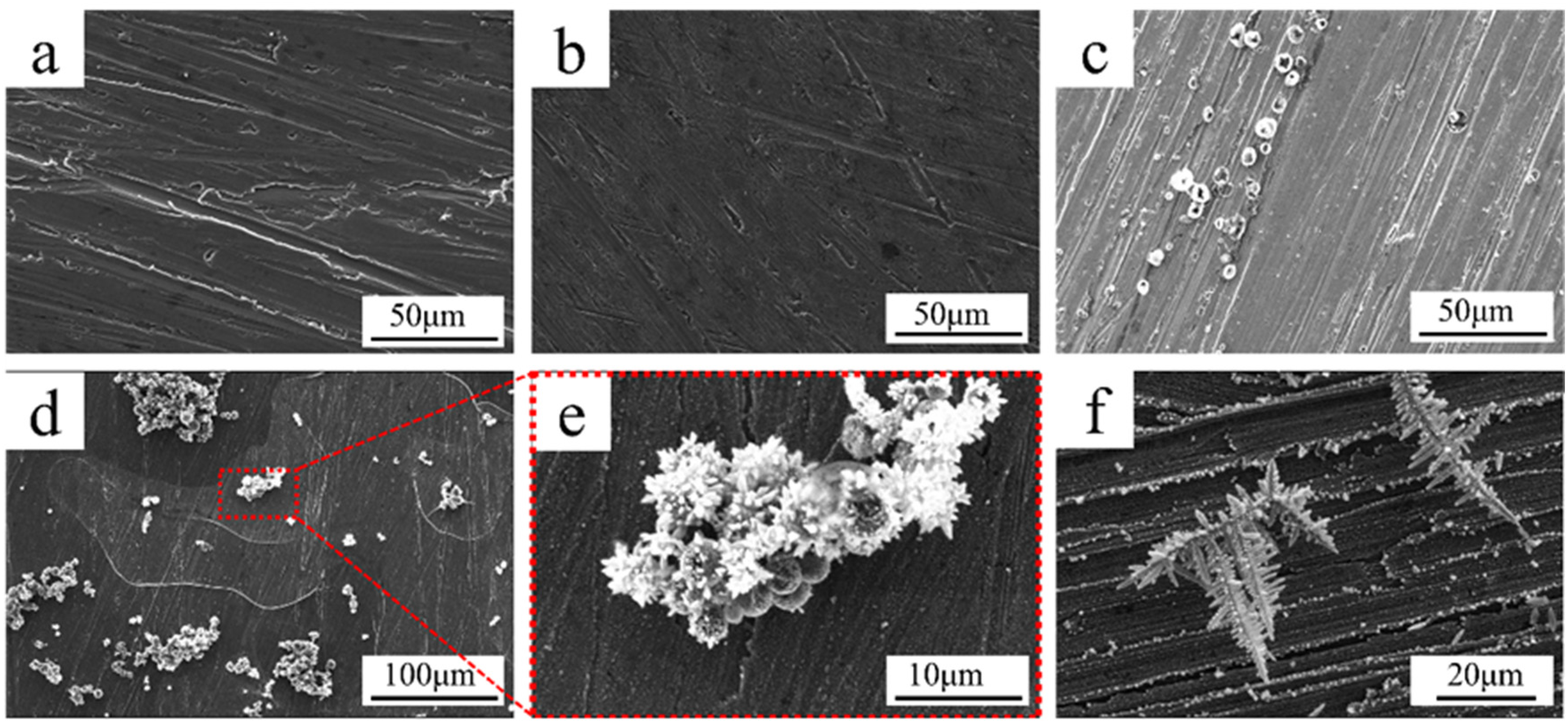
SEM images of iron plate surface: (a) iron plate initial state; (b) add ammonium hydrogen fluoride; (c) add stannous sulfate; (d) add zinc powder; (e) partial enlargement of figure d; (f) zinc plate surface.
Upon careful examination in Figure 18(a), the spherical particle region shows an enrichment of oxygen (O) elements, a deficiency of fluorine (F) elements, a dilution of iron (Fe) elements, and no enrichment of tin (Sn) elements. This analysis confirms that the spherical particles are iron oxide compounds. While mapping in this area did not detect any Sn elements, their appearance is unrelated to the addition of the adhesion agent and instead emerges after the introduction of stannous sulfate. Figure 17(d) shows the surface morphology of the iron plate after the addition of zinc powder, where zinc powder clusters have adhered to the surface. A magnified view in Figure 17(e) reveals numerous protrusions grown on the surface of the zinc powder particles. Figure 18(b) shows that Zn, O, and Sn elements are uniformly co-distributed at the interface between the zinc powder and the substrate, with no obvious aggregation of any single element, indicating the formation of Sn-bearing structures at the interface. This confirms the earlier inference that Sn ions replace Zn, demonstrating that the elongated branch-like crystals observed under optical microscopy and camera recording contain tin. Figure 17(f) displays the surface morphology of the zinc plate in the same solution environment as Figure 17(c). At the tips of polished scratches, tin-containing contact points identical to those on the zinc powder surface are observed. In some regions, elongated tin-containing dendritic crystals have grown, significantly modifying the surface morphology of the zinc plate. In this solution environment, the Zn–Sn substitution reaction is much more pronounced than the Fe–Sn substitution reaction. This is evident at the macroscopic level: Figure 15(b) shows no change on the iron plate surface, whereas Figure 16(b) displays the formation of tin-containing crystals on the zinc plate surface. Furthermore, cross-scale comparison between Figure 16(a) and Figure 17(f) indicates that the substitution reaction preferentially occurs at metal tips due to the locally stronger electric field, which facilitates the reaction.
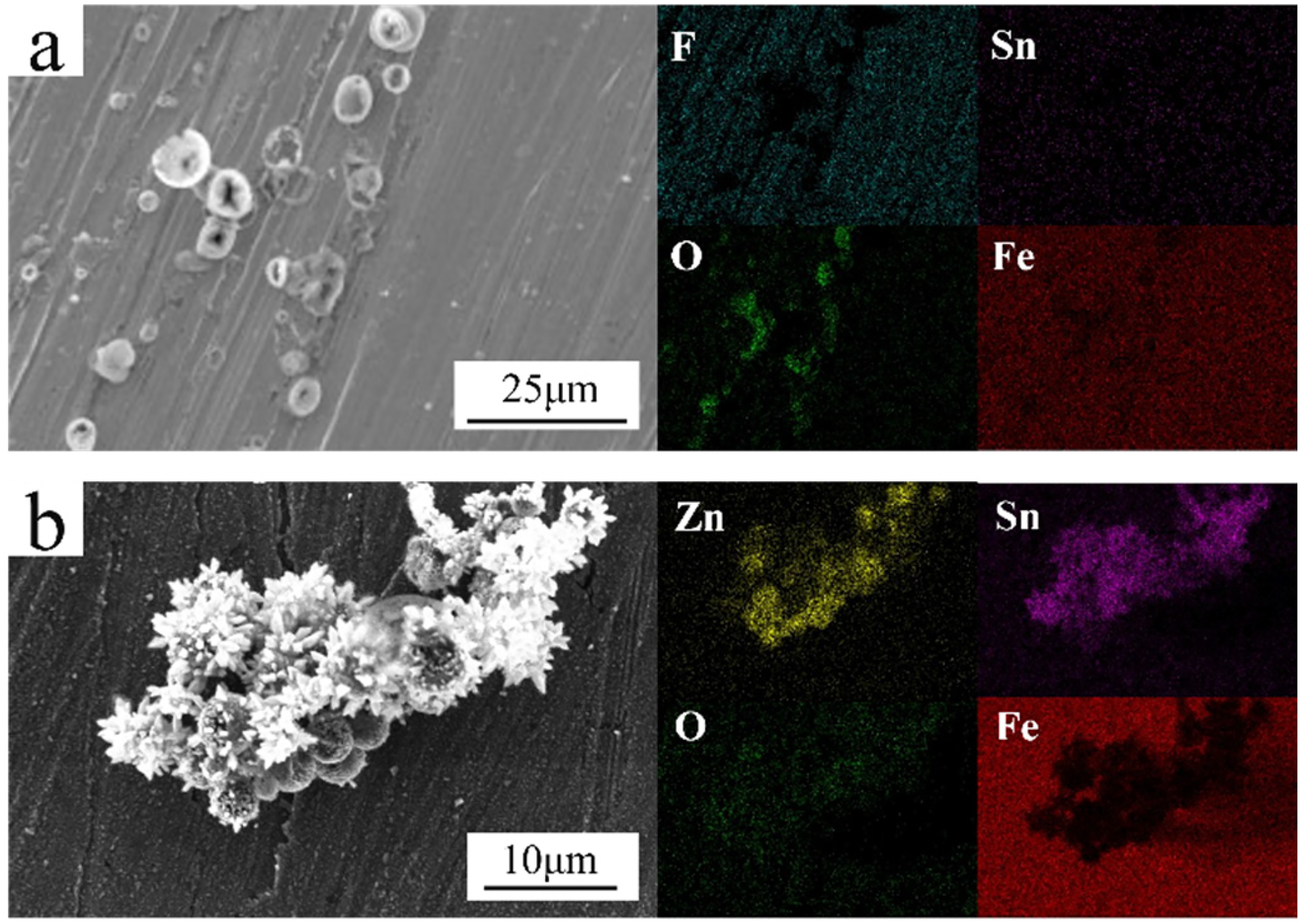
Mapping of some areas on the surface of the iron plate: (a) add stannous sulfate; (b) add zinc powder.
Adsorption-deposition mechanism
Based on the previously observed data patterns, the adhesion of zinc powder and the associated changes in OCP can be explained as follows: 1. The activator disrupts the oxide layer on the surface of the zinc powder and provides an acidic environment. Under the action of tin sulfate, Sn-bearing structures form on the surface of the zinc powder. The greater the activator's ability to disrupt the zinc surface oxide layer, the more complex the morphology of the Sn-bearing structures generated. This complex morphology facilitates the coalescence of zinc powder and its firm adhesion to the substrate surface, thereby forming a stable attached layer. 2. The OCP reflects the degree of metal activation by the activator, the rate of chemical reaction, and the extent of powder adhesion. When the metal surface is completely covered by zinc powder, the metal's OCP shifts fully to the value corresponding to the zinc powder. Conversely, when adhered zinc powder detaches from the metal surface, this change is also recorded in the potential.
In place of tin sulfate, which is conventionally used in mechanical galvanizing, EDTA, sodium gluconate, and DTPMP were selected as adhesives. All three compounds are organic. Previous studies on mechanical plating have neither employed these chemicals as adhesives nor considered the rough surfaces generated by displacement reactions. Combining the surface morphology of the zinc powder shown in Figure 12 with the OCP data in Figure 13 verifies this conclusion. When contact points appear on the zinc powder surface or surface roughness increases, the negative shift of the OCP on the pure iron plate at 900 s is more pronounced, the amount of zinc powder adhered to the substrate is higher, the zinc powder exhibits stronger agglomeration, and the amount of suspended zinc powder in the solution is reduced. As shown in Figure 12(c2), a few contact points are present on the sodium gluconate sample surface. Compared with Figure 12(c1) of the EDTA sample, although the surface is overall more regular with smaller fluctuations, the surface contact points are unique to it, which is reflected in the OCP trend as a greater negative shift after 900 s. Non-metallic ionic organic adhesives can also serve as single-component adhesives for zinc powder adhesion, a phenomenon not previously reported. Furthermore, after excluding displacement reactions, the abrupt negative shift in the potential of iron and zinc plates after 900 s under sulfuric acid, followed by a slow positive shift, is mirrored under hydrochloric acid, consistent with the behavior of tin sulfate as an adhesive. Together, this indicates that the choice of activator is more critical than the choice of adhesive, and the effect of zinc powder adhesion originates from the surface complexity. The conclusion that the driving force for zinc powder adhesion originates from the surface complexity is consistent with a large number of particle adhesion studies, which indicate that the surface roughness of particles has a decisive influence on their adhesion. However, these studies are based on single particles or in gaseous environments,31–34 which differs substantially from the solution environment.
In previous studies on the forming mechanism of mechanical galvanizing coatings, the adsorption and deposition of zinc powder were primarily attributed to charge attraction; however, this explanation fails to account for many observed phenomena. Based on the research described above and guided by the “making materials plain” concept, a mechanism for powder adhesion in mechanical plating is proposed: through surface modification of the powder, the rough surfaces of zinc powder particles interlock to form zinc powder clusters, while the rough surfaces of the substrate and the zinc powder clusters interlock, probabilistically capturing each other in a dynamic environment. This mechanism rationalizes the existing mature mechanical plating process:
Pretreatment of mechanical plating: Remove impurities from the iron substrate surface, providing the necessary environment for interactions between the activator and the iron substrate surface. Addition of acidic activator: Establishes the acidic reaction environment required for the displacement of metallic tin onto the iron substrate surface. Addition of stannous sulfate for undercoating: In the pre-established acidic environment, metallic tin is displaced onto the surface of the iron substrate. The metallic tin exhibits good plasticity and, under the impact of glass beads, further roughens the substrate surface, providing anchoring sites. Addition of adsorption deposition agent: Existing adsorption deposition agents contain tin salts, providing a chemical environment with tin ions in advance. Addition of zinc powder: To prevent rapid consumption of tin ions, zinc powder is added immediately after the adsorption deposition agent. As shown in Figure 1, the added dry zinc powder exists as aggregates composed of several to dozens of particles. Upon entering water, a fine tin layer forms at contact points on the particle surfaces. The growing tin layer expands and coalesces, binding aggregates of several or dozens of particles. Progression of the reaction: Tin dendrites grow on the surface of zinc powder aggregates. Under the combined effects of hydrodynamic resistance and hydrogen bubble compression, these dendrites interlock to form flocculent clusters. Driven by fluid flow, these macroscopic zinc clusters undergo random collisions with the iron substrate, and their well-developed dendritic structures mechanically interlock with the substrate's rough surface to achieve adhesion. The captured clusters subsequently serve as rough interfaces to trap additional zinc clusters, enabling stable accumulation. The entire process is governed by gravity, buoyancy, and hydrodynamic forces, with no active adsorption or aggregation involved.
To verify that zinc powder adsorption and deposition occur through probabilistic mechanical interlocking, the pure iron plate was rotated clockwise around an axis under the same experimental conditions. In Figure 19, the left side of the stir bar represents the leeward side, and the right side represents the windward side. It was observed that the windward side had less adsorbed zinc powder, whereas the leeward side exhibited more, and the corners displayed greater adsorption, while the center had less. As shown in the lower part of Figure 19, this occurs because the metal plate creates turbulent flow in water, causing the zinc powder clusters to impact the back of the pure iron plate with the water flow, mechanically interlocking with the tin dendrites displaced on the back. The greater amount of zinc powder adhesion at the corners also verifies that zinc powder clusters more easily hook and combine with rough areas on the metal plate surface.
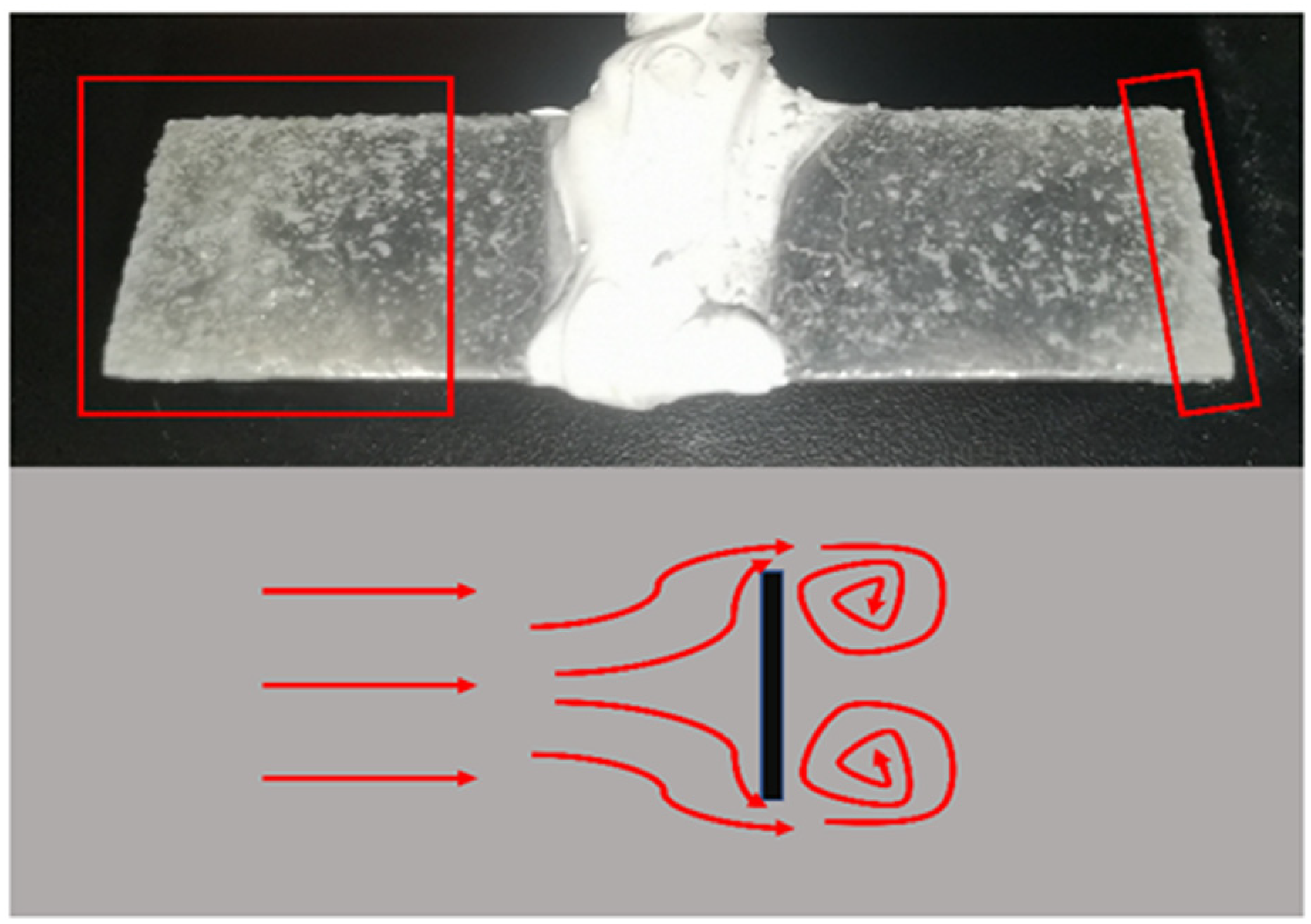
Adsorption state of zinc powder on the surface of pure iron metal plate.
Figure 20 shows the variation in the mass of zinc powder adhered to the iron plate surface over time when ammonium bifluoride was used as the activator and tin(II) sulfate as the adhesive. Using 10 s as a reference point, the mass of adhered zinc powder increased sharply within the first 10 s of the reaction, reaching a maximum value of 0.22 g at 8 s. After 10 s, the mass of zinc powder adhered to the iron plate stabilized at 0.180 g. For prolonged reaction times exceeding 80 s, the mass of adhered zinc powder even decreased. In this study, the iron plate was suspended in the solution without contacting the container bottom. As shown in Figure 20, the adhesion mass remained stable from 10 s after zinc powder addition. This is because, after 10 s, the zinc powder clusters had aggregated into structures of sufficient size that could no longer remain suspended at the same level as the metal plate due to gravity, preventing further collisions, contact, and adhesion to the plate.
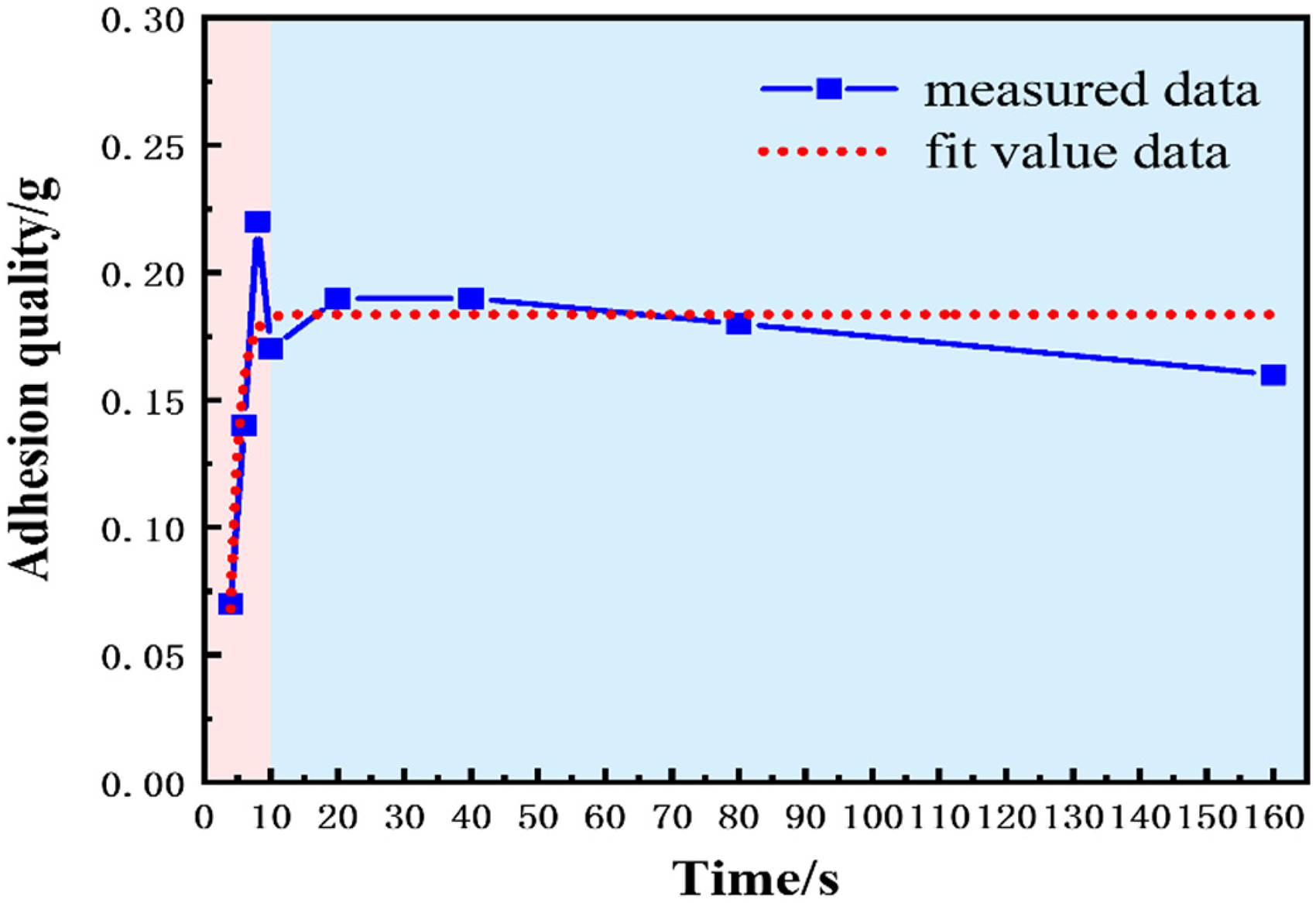
The variation of zinc powder adhesion quality on the surface of iron plate over time.
Conclusion
Based on the above data and discussion, this study draws the following conclusions:
OCP monitoring for mechanochemical activation evaluation: OCP measurements can be used to assess the effects of activators, adhesives, and zinc powder adhesion, effectively digitizing complex chemical reactions and the plating solution environment. This approach greatly reduces the time required for trial-and-error in mechanical plating and facilitates the research and development of metal powder activation solutions. Oxide layer removal and Sn-bearing structures formation: Activators destroy the oxide layer on the zinc powder surface and provide an acidic environment. Under the joint action of tin sulfate, Sn-bearing structures are formed on the zinc powder surface via a displacement reaction. The greater the activator's ability to disrupt the oxide layer, the more complex the morphology of these Sn-bearing structures. Although EDS confirms the interfacial co-distribution of Sn, Zn, and O elements, further analysis using surface characterization techniques such as XPS is required to determine their exact chemical states. The complex morphology facilitates zinc powder agglomeration and adhesion to the substrate. Priority and synergistic effect of activators and adhesives: The activator has a higher selection priority than the adhesive; if the activator is ineffective, subsequent adhesive action will fail. Neither pure mechanical aggregation, the activator alone, nor the adhesive alone can achieve effective powder adhesion. Only the synergistic combination produces a significant OCP response and effective zinc powder adhesion. Key factors controlling zinc powder adhesion: Factors affecting zinc powder adhesion include the surface morphology of the zinc powder, the surface morphology of the substrate, and the collision probability between zinc powder clusters in the solution and the substrate to be adhered. The more complex the surface morphology of the zinc powder and the substrate, and the higher the collision probability, the greater the amount of zinc powder adhesion.
These conclusions support a three-stage “activation–adhesion–interlocking” model: (1) the acidic activator removes the ZnO layer; (2) Sn-bearing structures form under tin sulfate; and (3) stochastic collisions induce mechanical interlocking through geometric adaptation. The “potential–morphology–kinetics” correlation model represents a successful implementation of the “making materials plain” concept in mechanical plating, prioritizing structural regulation over compositional complexity, and provides a theoretical foundation for the development of mechanical aluminum and titanium coating processes.
Footnotes
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (52161013).
The bonding mechanism of metallic particles under coupling of liquid medium and small impact loading, (grant number 52161013).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.